I
NSTITUTO
P
OLITÉCNICO
N
ACIONAL
E
SCUELA
S
UPERIOR DE
I
NGENIERÍA
M
ECÁNICA Y
E
LÉCTRICA
DISEÑO Y CONSTRUCCIÓN DE UN SIMULADOR DE DESGASTE PARA PRÓTESIS DE CADERA
TESIS
QUE PARA OBTENER EL GRADO DE INGENIERO EN
CONTROL Y AUTOMATIZACIÓN
ASESORES:
DRA. LUGO GONZÁLEZ ESTHER
ING. HERNÁNDEZ VELÁZQUEZ IVÁN
P R E S E N T A:
VILLANUEVA TORREZ LUIS ANGEL
[
INSTITUTO POLITECNICO NACIONAL]
i
CARTA DE SESIÓN DE DERECHOS.
En la Ciudad de México el día 13 del mes de Noviembre del año 2012, el que suscribe Villanueva Torrez Luis Ángel alumno de la carrera de Ingeniera en Control y Automatización con boleta 2007302338, correspondientemente, manifiesta que es el autor intelectual del presente trabajo de Tesis bajo la dirección del Ing. Hernández Velázquez Iván y la Dra. Lugo González Esther cede los derechos del trabajo titulado DISEÑO Y CONSTRUCCIÓN DE UN SIMULADOR DE DESGASTE PARA PRÓTESIS DE CADERA, al Instituto Politécnico Nacional para su difusión con fines académicos y de investigación.
Los usuarios de la información no deben reproducir el contenido textual, graficas o datos del trabajo sin el permiso del autor y/o director del trabajo. Este puede ser obtenido
escribiendo a la siguiente dirección [email protected] . Si el permiso se otorga
deberá dar el agradecimiento correspondiente y citar la fuente del mismo.
INSTITUTO POLITECNICO NACIONAL
ii
Índice General
Carta sesion de derechos i
Índice general iv
Índice de Figuras viv
Indice de Tablas viii
Resumen ixii
Abstract. xii
Objetivo ix
Justificación x
1.Antecedentes generales 1
1.1 Generalidades 2
1.2.Simuladores 4
1.2.1. Clasificacion de los simuladores 5
1.2.2. Simuladores de baja tecnologia 6
1.2.3. Simuladores de alta tecnologia 8
1.2.4. Uso de simuladores en medicina ¡Error! Marcador no definido. 1.2.5. Ventajas y aplicaciones de uso de simuladores en medicina ¡Error! Marcador no definido.
1.2.6. Simuladores de cadera 10
1.2.7. Simuladores existentes ¡Error! Marcador no definido.
1.3. Planteamiento del problema 17
1.4. Hipotesis 17
1.5. Metodologia 18
1.6. Objetivos y organización de la tesis 18
1.7. Aportaciones 20
1.8. Sumario 21
2. Marco teórico 22
2.1. Artroplastia total de cadera. 25
2.2. Objetivo de la artroplastia de cadera 26
2.3. Antecedentes históricos de la artroplastia de cadera 27
2.4. Materiales empleados en las artroplastias de cadera. 29
2.5. Anatomía de la cadera. 31
2.6. Anatomía del fémur 32
2.7. Movimientos básicos de la cadera. 33
INSTITUTO POLITECNICO NACIONAL
iii
3. Desgaste 37
3.1.1. Tiempo de vida de una prótesis. 39
3.1.2. Superficies de deslizamiento 39
3.1.3. Tipos de prótesis 40
3.1.4. Componentes y materiales utilizados en las prótesis. 46
3.1.5. Fabricación de prótesis. 48
3.1.6. Materiales que se emplean para la fabricación de las prótesis. 49 3.1.7. Selección de materiales para las prótesis. 50
3.1.8. Biocompatibilidad de materiales. 52
3.1.9. Estabilidad de las prótesis. 56
3.2. Sumario 57
4. Diseño y construcción 58
4.1. Propuesta 59
4.1.1. Diseño 60
4.1.2. Consideraciones del diseño. 62
4.2. Construcción. 62
4.3. Material y equipo utilizado. 63
4.4. sumario. 63
5. Programación. 64
5.1 Motorreductor. 65
5.2. Dispositivos y equipo de control. 65
5.3. Programa 68
6. Pruebas y resultados. 70
Conclusiones 73
Recomendaciones para trabajos futuros 74
Referencias 75
Anexos 79
Anexo A Especificaciones del motor 79
Anexo B Especificaciones de la tarjeta de adquisición de datos NI USB 6008 80 Anexo C Especificaciones de perfil estructural de aluminio 45x45mm 81 Anexo D Especificaciones de acero 4140 82 Constancia de participación en el primer congreso de innovación y vinculación científico
INSTITUTO POLITECNICO NACIONAL
iv
Índice de Figuras
1.1.Simulador de desgaste INSTRON 11
1.2. Simulador de desgaste BIOPLUS 13
1.3. Simulador de cadera WEAR 15
1.4. Simulador maquina perno disco 16
2.1. Componentes de la cadera 23
2.2. Principal fractura de cadera. 24
2.3. Artroplastia total de cadera. 26
2.4. Prótesis realizadas con distintos materiales. 30
2.5. Anatomía de la cadera. 32
2.6. Anatomía del fémur. 33
2.7. Movimiento básico flexión de la cadera. 34
2.8. Movimiento básico extensión de la cadera. 35
2.9. Movimiento básico aducción de la cadera. 36
2.10. Movimiento básico abducción de la cadera. 42
2.11. Rotación de la cadera. 43
3.1. Prótesis total de cadera. 46
3.2. Prótesis total de cadera tipo cementada. 47
3.3. Prótesis total de cadera no cementada. 48
3.4. Prótesis total de cadera hibrida. 49
3.5. Partes de una prótesis total de cadera 49
4.1. Propuesta de diseño del simulador 59
4.2. Diseño final. 60
4.3. Simulador. 61
4.4. Estructura del simulador. 62
INSTITUTO POLITECNICO NACIONAL
v
5.2. NI USB 6008 66
5.3. Arreglo de ULN 2003 con 4 relevadores. 67
5.4. Conexión tarjeta de adquisición de datos. 68
5.5. Programa en labview modo manual. 69
5.6. Programa en labview modo automático. 70
INSTITUTO POLITECNICO NACIONAL
vi
Índice de Tablas
3.1 Caracteristicas de los metales ... 53
3.2 Caracteristicas de las ceramicas………. 54
3.3. Características de los polímeros………... 55
6.1. Pruebas movimiento flexión………. 71
INSTITUTO POLITECNICO NACIONAL
vii
Resumen.
La fractura de cadera es la lesión discapacitante más frecuente y el mayor problema del reemplazo de cadera. La causa más común de falla en prótesis de cadera es el desgaste entre los componentes que conforman el sistema, de manera específica la copa acetabular y la cabeza femoral. Bajo este contexto, se lleva a cabo el presente trabajo relacionado a conocer el comportamiento de las prótesis de cadera. Los resultados permitirán conocer el desgaste de las prótesis después de determinado tiempo de uso. Para abordar el caso se desarrolla un simulador con el cual se realizaran los movimientos básicos flexión y extensión de la marcha humana, los que se lograran por medio de un motor que realizara movimiento en eje x para el cual se realizara un control mediante
labview ® y con una tarjeta de adquisición de datos se lograra el movimiento semejante al
INSTITUTO POLITECNICO NACIONAL
viii
Abstract.
INSTITUTO POLITECNICO NACIONAL
ix
Objetivo
Diseñar y construir un simulador para analizar y comprender de manera experimental el comportamiento de una prótesis de cadera, con la finalidad de evaluar y comprender aspectos relevantes para el desarrollo de implantes para el reemplazo de cadera.
Derivados del objetivo general se plantean los siguientes objetivos:
Diseñar un simulador para evaluar el desgaste de algunos de los componentes de una prótesis de cadera.
Construir el simulador con materiales adecuados y óptimos para las pruebas.
INSTITUTO POLITECNICO NACIONAL
x
Justificación.
La fractura de cadera es la lesión discapacitante más común y el aflojamiento de la prótesis es el mayor problema en el reemplazo de cadera. La mayoría de las personas requiere cirug´ıa seguida de un per´ıodo de rehabilitación. La complejidad de la curación necesaria para las fracturas de cadera las convierte en una prueba real por lo que se pretende desarrollar un prototipo para analizar de manera experimental las prótesis pretendiendo mejorar aspectos importantes y por consecuencia mejor la calidad de las prótesis. De lo mencionado anteriormente se desprende el presente trabajo, al analizar lo que ocurre en la interacción copa acetabular-componente femoral. En un ser humano, una incapacidad de movimiento ocasionado por una lesión o fractura de sus miembros inferiores, presenta efectos devastadores tanto para el individuo como para su familia al depender completamente para realizar sus actividades básicas, las necesidades económicas y sociales implicadas, hacen que se busque de manera urgente soluciones que restablezcan la capacidad motora del individuo. Una alternativa a esta problemática es una artroplastia de cadera o cirug´ıa, la cual consiste en sustituir un miembro artificial con la finalidad de restablecer la articulación dañada. Bajo este contexto se encuentra el presente trabajo de investigación, el cual contempla el estudio del desgaste en prótesis de cadera.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
1
Se presenta una investigación amplia sobre simuladores en general, tipos, características, clasificación siendo uno de nuestros objetivos diseñar uno se considero importante tener antecedentes generales sobre los simuladores.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
2
1.1. Generalidades
En el desarrollo de prótesis de cadera la fase de pruebas pre-cl´ınicas es de vital importancia y esta debe de realizarse antes de implantar quirúrgicamente estas prótesis. Uno de los requerimientos necesarios para que un implante sea aprobado, además de contar con suficiente resistencia mecánica, es que el material cuente con propiedades de incompatibilidad con el cuerpo humano para que no sea rechazado una vez ya implantado. (Delgado Rosas Manuel, 2008) Existen varios simuladores de cadera creados con diferentes finalidades para probar aspectos de implantes ortopédicos con simuladores de cadera complejos que han sido desarrollados para probar la calidad de las prótesis de la articulación de cadera, la durabilidad del implante, el desgaste en la cabeza femoral con diferentes condiciones y la resistencia mecánica. Las primeras prótesis de cadera fueron implantadas durante la década de los 60’s, muchos de estos implantes mostraron resultados insatisfactorios debido a diseños pobres y a bajos controles de calidad es su procedimiento.
1.2. Simuladores
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
3
E inclusive que puedan ser evaluados mediante ejercitación, tiempo de uso o cualquier criterio permitiendo tener un sistema de capacitación a distancia. ( Romero A.S. 2009). La utilización de simuladores como herramienta didáctica en la capacitación y entrenamiento de personal médico presenta una alternativa más que viable para permitir tanto la introducción de nuevas tecnolog´ıas como en el entrenamiento en su uso y comprensión de las mismas. En contrapartida con complicados manuales de usuarios, la simulación posee una interacción amigable, permitiendo al usuario un rápido entrenamiento. A futuro se podr´ıan desarrollar plataformas complejas de educación a distancia que utilicen esta herramienta permitiendo la valoración de los usuarios mediante ejercicios, horas de uso del simulador, etc. La ingeniería biomédica utiliza las diferentes metodologías habituales en el ámbito ingenieril: ensayos de laboratorio y en campo y simulación computacional. Esta última precisamente está teniendo un avance vertiginoso gracias al desarrollo y mejora continua de los computadores, siendo hoy en día una potente herramienta utilizada habitualmente en el diseño de prótesis, seguimiento de patologías y en la conceptualización del comportamiento de tejidos y procesos biológicos. En esta área de investigación en particular se construyen algoritmos complejos capaces de predecir el
comportamiento del cuerpo humano ante distintas condiciones
mecánicas, eléctricas, y magnéticas. Además, la simulación computacional permite estudiar nuevas teorías sobre procesos biológicos con objeto de establecer nuevas líneas de experimentación y modelos más adecuados para fenómenos tan complejos como la marcha humana, entre otros muchos casos.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
4
Por medio de la simulación se busca que la repetición constante logre dar fuerza a una respuesta que conduzca a hábitos estables a corto plazo. Un modelo no es otra cosa que un medio para reproducir el fenómeno que se pretende enseñar para afectar el comportamiento humano. Estas tecnologías están de acuerdo con el paradigma biomédico aún vigente en las concepciones mono causales de salud y enfermedad.
1.2.1. Clasificación de los simuladores
El concepto simulador abarca un conjunto amplio de aplicaciones que se caracterizan por representar en diversos grados, la naturaleza y funcionamiento de sistemas, procesos y procedimientos. En términos muy generales, los simuladores pueden clasificarse en tres grandes grupos: para la investigación, para el entrenamiento y para el aprendizaje.
Los simuladores para la investigación suelen consistir en modelos de un sistema, pro- ceso o procedimiento con los que se puede interactuar para conocer el comportamiento del objeto de representación en determinadas condiciones. En este tipo de simuladores se implementa un modelo de funcionamiento y, a partir del cual, se pueden manipular variables y estudiar sus consecuencias.
El entrenamiento de ciertas destrezas ya aprendidas, como volar o conducir, no está exento de riesgo. Los simuladores para el entrenamiento consisten en modelos de funcionamiento de veh´ıculos, maquinas o protocolos, algunas veces complementados con dispositivos periféricos. Tienen como objetivo que los profesionales acumulen horas de experiencia, se enfrenten a situaciones cr´ıticas y aprendan a resolverlas con ´éxito, todo ello sin experimentar riesgo real.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
5
A diferencia de los dos tipos anteriormente descritos, plantean situaciones en las que el estudiante debe resolver casos, tareas o problemas. Asimismo, su naturaleza didáctica hace especialmente relevante la inclusión de un sistema de evaluación que ofrezca al usuario pistas sobre como continuar con la navegación, así como retroalimentación sobre las decisiones tomadas y un sistema de puntuación o similar que cuantifique la experiencia del usuario.
Los simuladores formativos objeto de este art´ıculo constituyen un subconjunto de los simuladores para el aprendizaje. Son recursos didácticos multimedia que incluyen escenarios virtuales altamente fieles a la realidad. El usuario, ante ciertos problemas, casos o tareas, debe hacer uso de las destrezas requeridas en su per´ıodo de formación. Estos simuladores ofrecen entre 20 y 30 horas de práctica controlada para afianzar e incrementar sus competencias profesionales. En estos entornos de simulación, el usuario toma decisiones y evalúa sus consecuencias, incluso en situaciones en las que, por diversos factores dif´ıcil- mente podr´ıa intervenir como el manejo de tecnolog´ıa muy delicada, situaciones reales que entrañan peligro o reproducción de procesos complejos o costosos.
1.2.2. Simuladores de baja tecnología
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
6
La mejor caracter´ıstica de todos estos modelos es su factibilidad ya que son muy accesibles tanto por su precio como por su baja complejidad de manejo. Dentro del apartado de simuladores de baja tecnolog´ıa podemos incluir los modelos animales, los cadáveres humanos y los pacientes simulados o estandarizados.
1.2.3. Simuladores de alta tecnología
En general son modelos basados en el uso de ordenadores, utilizando hardware y software con el fin de aumentar el realismo de la simulación. En este grupo debemos considerar:
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
7
b) Simuladores informáticos de gran fidelidad con recursos audiovisuales y táctiles e integrados para el entrenamiento de diversas tareas o procedimientos cl´ınicos. Reproducen diversas tareas cl´ınicas como auscultación card´ıaca, cateterizaci´on card´ıaca broncoscopia, colonoscopia, artrocentesis, endoscopia en diversos campos. En algunos modelos se asocian a metodolog´ıas de realidad virtual que ofrece diversas posibilidades en el entrenamiento medico de habilidades complejas como endoscopia, laparoscopia o navegación endovascular; en general, estas habilidades se dirigen mas a la formación especializada que a la formación de grado. Existen múltiples modelos comercializados con un rango de precios muy amplio.
c) Simuladores de paciente completo interactivo real´ıstico y de alta tecnolog´ıa. Son modelos fuertemente robotizados ligados a sistemas inform´aticos que aumentan enormemente las posibilidades de aprendizaje al permitir trabajar en mu´ltiples situaciones fisiológicas y patol´ogicas y manejar situaciones cl´ınicas complejas en condiciones similares a la vida real. La simulaci´on reproduce un cuerpo humano completo, con un software que dota al mun˜eco de todas las funciones card´ıacas, vasculares y pulmonares. Esto permite disen˜ar s´ındromes/casos cl´ınicos completos: Se debe explorar al robot, llegar a una orientación cl´ınica e iniciar un conjunto de habilidades básicas si la situaci´on lo requiere.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
8
El m´erito de un simulador no es su complejidad sino su utilidad y la frecuencia y aceptaci´on. Si bien hoy en d´ıa disponemos de simuladores actuales de gran calidad, debemos ser conscientes de que en ningu´n caso, ningu´n simulador permite por si solo una ensen˜anza completa debiendo reconocer que es siempre parcial. La combinación de varios m´etodos de simulaci´on y sobre todo la capacidad del profesor para aproximarlos a la realidad y conectarlos con la práctica cl´ınica son las claves para obtener el m´aximo provecho. Tambi´en hemos de ser conscientes que un simulador por muy complejo y perfecto que sea, nunca podr´a compararse totalmente con la realidad. (Pales A. Jorge 2010).
1.2.4. Uso de simuladores en medicina
El uso de las simulaciones en diferentes contextos no es nuevo. De hecho las simulaciones vienen utilizándose desde hace tiempo en diversos campos. Podr´ıamos citar como ejemplos, las plantas de energ´ıa nuclear que han tenido desde su inicio programas de seguridad basados en la simulación y en las que el conocimiento del reactor nuclear o la industria aeron´autica donde se utilizan tambi´en simuladores.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
9
1.2.5. Ventajas y aplicaciones de uso de simuladores en medicina.
Ademas de solventar los problemas que plantea el cambio de modelo asistencial para la formaci´on de los profesionales de la salud y de asegurar la intimidad del paciente e incrementar su seguridad, el uso de las simulaciones en educación m´edica comporta importantes ventajas desde el punto de vista educativo, y que convierten el entrenamiento basado en la simulaci´on en la herramienta ideal para afrontar algunos de los nuevos retos de la educación m´edica. Se ha podido demostrar que el uso de las simulaciones acorta el tiempo necesario para el aprendizaje de las habilidades, especialmente porque se puede repetir el entrenamiento tantas veces como sea necesario hasta adquirir las habilidades entrenadas y en un menor tiempo.
Por otra parte el entrenamiento basado en la simulaci´on permite el error que se puede llevar hasta sus u´ltimas consecuencias sin repercusiones reales. Se puede enfrentar a situaciones desafiantes en un ambiente seguro donde el error est´a permitido y aprender de los errores sin dan˜ar al paciente. De hecho se trata de una formación guiada por el error. Los errores son experiencias de aprendizaje y ofrecen grandes oportunidades de mejorar a trav´es del aprendizaje de los mismos.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
10
1.2.6. Simuladores de cadera
Los simuladores de cadera solo representan una aproximación de lo que ocurre en una cadera humana, esto debido a que para evitar una complejidad excesiva del sistema simulador, se omiten movimientos como la abducción y aducción, as´ı como la rotaci´on, permitiendo u´nicamente movimientos uniaxiales de flexo-extensi´on; por tanto, el desgaste promedio obtenido no es necesariamente la predicci´on exacta del comportamiento cl´ınico, aunado a su alto costo y operación. Probar la calidad de las pr´otesis de la articulación de cadera, la durabilidad del implante, el desgaste en la cabeza femoral con diferentes condiciones. ( Delgado Rosas. Manuel 2008)
1.2.7. Simuladores existentes
a) SIMULADOR DE DESGASTE INSTRON ®
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
11
Principio de funcionamiento La muestra se integra en el porta muestras manteniendo al mismo tiempo los a´ngulos necesarios de compensación y incrustaci´on de profundidad. El titular de la muestra es entonces montada en la m´aquina y la cámara salina en una posici´on fija. La muestra de ensayo se sumerge a continuaci´on en el medio de ensayo l´ıquido y el cabeza de la carga introducida. A trav´es de una carga de compresi´on a trav´es de la cabeza de carga, la muestra es sometido a cargas y frecuencias como se especifica en la norma ISO 7206-8. La prueba termina ya sea cuando falla o esp´ecimen un nu´mero determinado de ciclos tienen ha alcanzado. (INSTRON 2011)
[image:23.612.216.383.372.553.2]
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
12
b) SIMULADOR DE CADERA BIOPULSTM DOBLE STATIONTM ASTM
Basándose en el método gravimétrico de acuerdo con ASTM F 1714, la cadera BioPuls desgaste de accesorios simulador para su uso en el 8874 FastTrack sistema axial prueba de torsión ofrece una solución efectiva preciso, pero económicamente a la cuyos laboratorios de investigación y pruebas de necesidades variada y exigente. El sistema aplica las cargas fisiológicamente precisos y una gama de movimientos como la flexión-extensión, abducción-aducción y rotación hacia adentro en una prueba espécimen, mientras se sumerge en un baño de suero mantuvo a 37 ° C (98.6 ° F). El control del sistema es fácil a través del usuario de Instron ® s amigable FastTrack de la consola y el software MAX.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
13
Como resultado, la cabeza del fémur se mueve alternativamente a través de una gama de 45 grados en el plano sagital, aproximadamente 11,5 grados en el plano frontal y aproximadamente 10 grados de rotación en la transversal plano con respecto a la copa estacionaria.
En la estación de control inferior de la cabeza femoral es dispuestas verticalmente en la línea axial con el actuador garantizar que las cargas axiales se aplican sin desgaste movimiento. Este diseño da por lo tanto, la resultante movimiento que es fisiológicamente relevantes en la parte superior usar la estación, mientras que la experiencia de la estación de control inferior el cuerpo de todo el ciclo de carga sin el movimiento de desgaste. El diseño también incorpora un baño de prueba que mantiene las condiciones de absorber tanto la prueba y las muestras de control.
Al diseñar el sistema como un accesorio, el estándar FastTrack 8874 sistema de prueba también se puede convertir fácilmente en un marco de ensayo estándar para otros tipos de pruebas. Esto aumenta la versatilidad del sistema de prueba y permite a la gama completa de los ensayos mecánicos en la cadera prótesis que se llevó a cabo en un sistema de prueba. (INSTRON 2011)
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
14
c) SIMULADOR SHORE WESTERN ®
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
15
Disponible bomba peristáltica individuales para cada canal con el nivel y enclavamientos de temperatura en cada depósito de almacenamiento de suero salvaguardar funcionamiento continuo 24/7; temperatura del lubricante puede ser establecido y mantenido a través del calentador / unidad de refrigeración. Cada estación de las cámaras de ensayo es cerrado dentro de campanas de Lexan ergonómicas mantener un ambiente de prueba de limpieza y mantener la seguridad del usuario. Disponible en remojo las estaciones de carga (loaded soaklas estaciones no se traducen cinemática de la cadera) puede aceptar [tres] o seis encadenados muestras en cada canal de carga para un total de doce muestras. Cada canal incluye el control independiente con closed loop retroalimentación carga axial. Shore simuladores de cadera occidentales puede ser optimizado para dar cabida a la norma ISO14242-1, permitiendo independiente de bucle cerrado desplazamiento angular de Flexión / extensión, aducción / abducción y rotación interna / externa. (SHOREWESTERN 2011)
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
16
d) SIMULADOR EXPERIMENTAL MAQUINA PERNO SOBRE DISCO
La condicion de simulacion experimental de la maquina perno sobre disco involucra una carga plana perpendicular y uniformemente repartida sobre una seccion transversal circular, aplicada de manera continua y a velocidad constante, hasta reproducir la distancia que se cubre durante la vida util esperada del sistema protesis.
Debido a su principio de funcionamiento, los sistemas perno sobre disco han
representado una forma sencilla y económica de evaluar el desgaste en condiciones controladas de laboratorio en cualquier tipo de material empleado en la manufactura de elementos protésicos. En este tipo de sistemas, la aproximación a las condiciones reales de funcionamiento de la cadera humana se da a través del análisis correcto de la carga por aplicar en la prueba, así como de la correcta determinación de la superficie de contacto, y la selección adecuada del lubricante. La carga que actúa sobre la cabeza femoral, así como la superficie de contacto.
Figura 1.4: Simulador maquina perno disco
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
17
1.3. Planteamiento del Problema
Una manera de contribuir al desarrollo de la biomecánica en México es el planteamiento del presente trabajo, el cual aborda el caso del desgaste en prótesis de cadera, como se menciono anteriormente, el aflojamiento por desgaste en la zona acetábulo-cabeza femoral, es una de las causas principales que trae como consecuencia el fracaso de los implantes, en el presente análisis se realizara la evaluación del desgaste que afecta el buen resultado de las artroplastias de cadera. El estudio se realizar´a con un enfoque orientado a todo tipo de materiales de pr´otesis. Para la solucion del presente trabajo, se contempla el empleo de un simulador como herramienta de análisis y de uso experimental. Se plantea la construcción de un simulador de pruebas a fin de corroborar que en las pr´otesis existe un desgaste entre las partes acetábulo-cabeza femoral, mediante las pruebas que se realizaran se pretende realizar un análisis sobre el desgaste que ocasiona el fallo de los componentes de las prótesis.
1.4. Hipótesis
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
18
1.5. Metodología
En esta investigación se realizo primero un análisis sobre simuladores y marcha humana que consistió en tener la mayor información para partir hacia el diseño, posteriormente se realizaron modelos en 3D con los cuales el principal objetivo era generar movimiento lineal para asemejar lo mas posiblemente los movimientos de la marcha humana para lo cual fue necesario crear un dispositivo que pudiera moverse con un servomotor a pasos, teniendo por completo el disen˜o en 3D lo siguiente fue seleccionar el material adecuado para construir el dispositivo. como continuación una vez terminado el dispositivo se realizaran pruebas con prótesis de cadera de cualquier material para encontrar que tanto desgaste puede existir dentro de las prótesis en determinado tiempo.
1.6. Objetivos de la Investigación y Organización de la Tesis
El estudio del desgaste en las prótesis de cadera para lo cual se diseñara y construirá un experimentador para analizar y comprender el comportamiento de una prótesis de cadera con la finalidad de establecer las condiciones optimas en la evaluación de aspectos relevantes en el desarrollo de implantes para el reemplazo de cadera.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
19
Derivados del objetivo general se plantean los siguientes objetivos espec´ıficos
Diseñar un simulador para evaluar el desgaste de algunos de los componentes de una prótesis de cadera.
Construir el simulador con materiales adecuados y óptimos para las pruebas.
Realizar un programa con ayuda de labView ® que simule o asemeje los movimientos involucrados en la marcha humana.
Con base en los objetivos planeados, este trabajo se ha organizado de la siguiente manera:
En el cap´ıtulo 1. Se presenta una investigación amplia sobre simuladores en general tipos, características, clasificación siendo uno de nuestros objetivos diseñar uno se considero importante tener antecedentes generales sobre los simuladores.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
20
En el cap´ıtulo 3, Siendo el principal objetivo el desgaste en prótesis de cadera se analizan distintos factores involucrados en la fabricación de prótesis siendo uno de los más importantes el tipo de material utilizado el cual dependerá de las necesidades del paciente.
En el cap´ıtulo 4. Se presenta el disen˜o y construcción del simulador partiendo del disen˜o conceptual realizado en AUTOCAD y selección de materiales a utilizar.
En el cap´ıtulo 5. S e p r e s e n t a u n a o p c i ó n d e p r o g r a m a c i ó n p a r a el control del simulador mediante LABVIEW ® herramienta con la cual se controlara el movimiento del simulador que será proporcionado por un motor con moto reductor.
El cap´ıtulo 6, Se presentan Pruebas y Resultados las cuales se obtendrán y se realizaran por periodos de tiempo la prótesis que puede ser de cualquier tipo de material será sometida a distintos lapsos de tiempo y velocidad con las cuales se pretende encontrar un desgaste significativo.
1.7. Aportaciones
Un nuevo simulador de desgaste para prótesis de cadera.
Una manera más práctica y sencilla de estudiar las prótesis de cadera de cualquier tipo de material.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
21
1.8. Sumario
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
22
Se presenta un análisis detallado dela cadera humana y movimientos involucrados as´ı como las principales causas y tipos de fracturas que se pueden presentar detonando en una artroplastia total de cadera ya que la actividad que presenta esta es considerada la más demandante.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
23
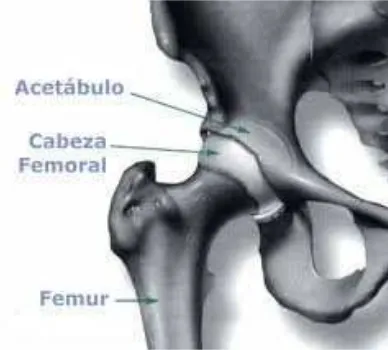
[image:35.612.230.424.201.376.2]El mayor problema del reemplazo de cadera y la causa m´as comu´n de falla en pr´otesis es el aflojamiento entre los componentes que conforman el sistema, de manera espec´ıfica la copa acetabular y la cabeza femoral.
Figura 2.1: Componentes de la cadera
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
24
Las fracturas de la cadera pueden ser clasificadas mediante las radiograf´ıas, en fracturas intracapsulares y fracturas extracapsulares. Se dividen, además, de acuerdo con el nivel del hueso en el que ha ocurrido la fractura del cuello del f´emur, trocant´ereas, subtrocant´ereas y la presencia o ausencia de desplazamiento de los fragmentos ´oseos. Con el t´ermino gen´erico fractura de cadera se describen las fracturas que ocurren en la extremidad proximal del f´emur. De acuerdo con su localizaci´on en dicha extremidad, la fractura puede afectar a la cabeza femoral fractura capital, que es muy poco frecuente, al cuello del f´emur fractura del cuello, a los trocanteres fracturas intertrocant´ereas o pertrocant´ereas, al segmento del f´emur situado por debajo del trocanter fracturas subtrocant´ereas y al troc´anter mayor o al troc´anter menor fracturas aisladas de los trocanteres.
[image:36.612.218.466.458.623.2]Mientras que las fracturas del cuello son intracapsulares, en el sentido de que la l´ınea de fractura se encuentra en el interior de una c´apsula articular, las fracturas trocant´ereas y subtrocant´ereas son extracapsulares, ya que la l´ınea de fractura se encuentra fuera de la c´apsula de la articulación de la cadera.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
25
2.1. Artroplastia total de cadera
El reemplazo total de cadera o prótesis de cadera, es una cirugía que consiste en sustituir la articulación de la cadera por elementos artificiales. La articulaci6n de la cadera, está formada por la cabeza del fémur, que es el hueso largo del muslo y el acetábulo que es una cavidad que se encuentra en la pelvis. Estos elementos son 1os que se sustituyen en 1os reemplazos totales de cadera. Existe otro tipo de cirugía conocida como reemplazo parcia1 de cadera o hemiartroplastia de cadera, en la cual lo único que se reemplaza es la cabeza del fémur. La cabeza del fémur se reemplaza por un componente conocido como vástago femoral, que tiene una parte que se introduce dentro del fémur y una parte articular que es la cabeza. Los vástagos femorales son metálicos, generalmente fabricados de aleaciones biocompatibles, es decir, que no generan rechazo por parte del organismo en el cual son implantados. El acetábulo se reemplaza con un elemento conocido como copa acetabular, que se ubica en la misma cavidad donde queda la cavidad original en la pelvis. Por lo general las copas acetabulares son fabricadas con un tipo de plástico especial llamado polietileno de ultra alto peso molecular. (V. 2005)
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
26
En su superficie. Según el tipo de material del que estén hechos la cabeza del vástagofemoral y la copa acetabular. Pueden ser prótesis metal-metal, si la cabeza y el acetábulo son metálicos. Polietileno-cerámica, si el acetábulo es de polietileno y la cabeza es de cerámica. y ceramica-ceramica. Si ambos componentes son de cerámica.
La decisión de que. Tipo de prótesis utilizar debe ser tomada según las características de cada paciente.
Figura 2.3: Artroplastia total de cadera
2.2. Objetivo de la artroplastia de cadera
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
27
2.3. Antecedentes hist´oricos de la artroplastia de cadera
La artroplastía total de cadera se inició en los años 60's, cuando Sir John Charnley desarrolló una artroplastía total de cadera, que consistió en un vástago de acero inoxidable de la cabeza femoral, el cual se articulaba con un implante acetabular de polietileno de alta densidad.
Debido al desarrollo y al mejoramiento de la técnica, solamente en los Estados Unidos se realizan más de 150,000 cirugías de este tipo cada año de acuerdo a Cheal y cols. 1992 . La continua evolución del procedimiento de Charnley, ha estado en constante desarrollo desde sus inicios hasta nuestros días; por lo que los tres principios fundamentales, esenciales para que una artroplastía total de cadera tenga un buen resultado son:
- Biocompatibilidad del material del implante.
- Un buen diseño del implante.
- El empleo de la técnica correcta de operación.
El mejoramiento y el progreso continuo de la t´ecnica involucran estas tres a´reas; se sabe que la primera aplicación para el reemplazo de un miembro o articulaci´on se remonta aproximadamente alrededor del siglo XVIII, E. (1953) aunque, antes de 1940’s, se realiza- ron muchos intentos de estas artroplast´ıas, los cuales no tuvieron el ´exito esperado debido a que algunos de los principios arriba sen˜alados no fueron aplicados correctamente. Las artroplast´ıas realizadas a finales de 1940’s y principios de 1950’s tuvieron un cierto grado de ´exito; en ´estas se emplearon pr´otesis de pl´astico o metal. (Judet R˜. (1950), A (1952), M. (1948), L. (1951), P. (1970), G. (1970).)
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
28
Dos cirujanos de origen ingl´es hicieron importantes contribuciones para el desarrollo de los reemplazos totales de cadera en los cincuentas, la importancia de estos estudios reviste en que fueron los antecedentes que permitieron que Sir John Charnley lograra lo que hoy se conoce como la primera artroplast´ıa.
En 1951, G. K. Mc-Knee of Norwich Implementó implantes de metal con metal, las
cuales eran totalmente de acero. .G.G. (1952). La copa acetabular era fijada a la
pelvis mediante tornillos, mismos que en un promedio de alrededor de un año se desprendían debido a la excesiva fricción en la interface entre la cabeza femoral y la copa acetabular, posteriormente, McKee cambió al vitalio y a una aleación de cromo-cobalto-molibdeno, con lo cual aumentó en un 50% el grado de efectividad de estos componentes femorales.
En 1960 McKee y Watson- Farrar implementaron el metilmetacrilato como un cemento para la sujeción de los componentes, su rango de éxito fue de un 90%. Durante 1967 la superficie externa de la copa acetabular fue sujeta con clavos para, de cierta forma, ayudar a la fijación del cemento. Así mismo, reconoció que la fricción de dos metales idénticos, tribológicamente es un defecto, pero necesario en los reemplazos articulares para evitar la corrosión electroquímica. Si se va a utilizar algún metal para un reemplazo articular, ambos metales deben ser del mismo material, de otra manera ocurriría una reacción electrolítica y la corrosión podría aparecer. Aunque lo que McKee anunció contradice los principios de ingeniería, lo importante aquí es que con estas hipótesis se estaba poniendo especial atención a los reemplazos articulares empleando metales u otras sustancias.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
29
Como consecuencia, esta nueva técnica llegó a ser popular debido a su gran éxito, ya que a corto plazo presentó excelentes resultados entre la población de edad
avanzada. ˜Cabanela. M. (1996). Sin embargo, por el contrario, este concepto tuvo
muy poco éxito en pacientes jóvenes, Porter˜K. (1985) esto originó que se
desarrollara una nueva técnica sin cemento para realizar la fijación, la cual consiste en la fijación de la prótesis a presión o el empleo de una prótesis con una cubierta porosa.
Los primeros diseños se realizaron sin un análisis estructural propiamente dicho, ya que los más satisfactorios se realizaron a ensayo y error. Estos sistemas hueso-prótesis pudieron transmitir las cargas mecánicas sin que ocurriera alguna falla prematura y como consecuencia llevar a cabo la función principal, que es la transmisión de cargas a través del hueso debido a la buena fijación alcanzada. Las pruebas a estos diseños fueron el tratar de reproducir estudios clínicos, lo cual es indispensable hasta nuestros días.
2.4. Materiales empleados en las artroplastias de cadera.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
30
Los metales que son viables para la fabricaci´on de las prótesis se pueden clasificar, de un modo más simple, como aleaciones basadas en hierro, en titanio y en cobalto.
Las caracter´ısticas de los metales han sido normalizadas por los fabricantes de dispositivos. Los metales empleados para implantes tienen distinta biocompatibilidad, desgaste, tasas de corrosion y caracter´ısticas de resistencia. Las aleaciones utilizadas en los componentes articulares totales son las siguientes: acero inoxidable, titanio-aluminio-vanadio, cobalto- cromo-tungsteno-niquel forjado y cobalto-n´ıquel-cromo-molibdeno.
El proceso de fabricación puede mejorar considerablemente la resistencia del metal al minimizar los defectos (por ejemplo, burbujas, fragmentos de escoria y part´ıculas extran˜as) y la porosidad de la superficie. Los fracasos del vastago siempre hacen sospechar un defecto en el disen˜o, pero la incidencia relativamente baja de estos casos y la incapacidad de demostrar defectos metalu´rgicos superiores al máximo aceptable en la mayor´ıa de los vástagos sugieren que el problema suele ser t´ecnico o biomec´anico. (Campell 1989)
[image:42.612.183.405.490.643.2]
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
31
2.5. Anatom´ıa de la cadera
La cadera es la articulación proximal móvil más flexible del cuerpo, pueden rotar unos 140 grados hacia atrás, unos 15 hacia fuera y 30 hacia adentro. Su función principal es orientar al miembro inferior en todas las direcciones del espacio para lo cual está dotada de tres ejes y tres grados de libertad de movimiento.
Figura 2.5: Anatomía de la cadera
2.6. Anatomía del fémur
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
32
.
[image:44.612.184.455.154.365.2]
Figura 2.6: Anatomía del fémur
La extremidad superior del fémur se halla constituida por un gran saliente esférico denominado cabeza del fémur, el cual está unido al resto del hueso por una porción estrecha o cuello anatómico del fémur.
El cuello del fémur es la parte de la extremidad comprendida entre la cabeza por dentro y los trocánteres y líneas intertrocantéricas por fuera; se halla dirigido oblicuamente de adentro afuera y de arriba abajo, formando con el cuerpo del hueso un ángulo de 130º .
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
33
2.7. Movimientos básicos de la cadera
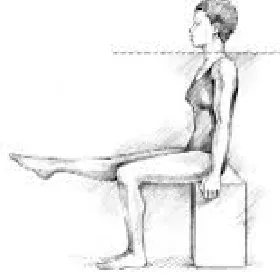
a) FLEXIO´ N
La flexión de la cadera es el movimiento que lleva la cara anterior del muslo al encuentro del tronco. La flexi´on de la cadera est´a ´ıntimamente relacionada con la actitud de la rodilla, as´ı vemos como:
Flexión activa con la rodilla extendida: 90o Flexión activa con la rodilla flexionada: 120 o Flexión pasiva con la rodilla flexionada: 140 o
Flexión pasiva con la rodilla extendida: menor que los anteriores.
[image:45.612.265.376.453.609.2]La flexión de la rodilla, al relajar los mu´sculos isquiotibiales, permite una flexión mayor de la cadera. En la flexión pasiva de ambas caderas juntas con la flexión de las rodillas, la cara anterior de los mu´sculos establece un amplio contacto con el tronco, ya que a la flexión de las coxofemorales se an˜ade la inclinaci´on hacia atras de la pelvis por enderezamiento de la lordosis lumbar.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
34
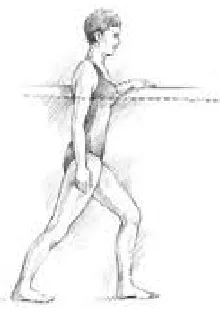
b) EXTENSIO´ N
La extensi´on conduce al miembro inferior por detras del plano frontal. La amplitud de la extensi´on de la cadera es mucho más reducida que la de la flexión ya que se halla limitada por la tensión que desarrolla el ligamento iliofemoral.
Extensión activa. De menor amplitud que la pasiva:
Con la rodilla extendida: 20o Con la rodilla flexionada: 10o , esto es debido a que los mu´sculos isquiotibiales pierden su eficacia como extensores de la cadera por haber empleado una parte importante de su fuerza de contracción en la
flexión de la rodilla. Extensión pasiva: 20o tiene lugar al adelantar un pie, inclinando el cuerpo hacia delante mientras el otro permanece inmóvil.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
35
c) ADUCCIO´ N
[image:47.612.229.369.277.417.2]La aducción pura no existe. Existen, movimientos de aducci´on relativa, cuando a partir de una posición de abducción llevarnos al miembro inferior hacia dentro. Existen movimientos de aducci´on combinadas con extensi´on de la cadera y movimientos de aducci´on combinados con flexi´on de la cadera. En todos los movimientos de aducci´on combinada, la amplitud m´axima de la aducción es de 30o L a p o si c ió n d e s e n ta d o co n l a s p ie rn a s c ru za d a s u n a s o b re o t ra , e s tá f o rm a d a p o r u n a a d u cc ió n a so c ia d a a u n a f l e xió n y a u n a r o t a c ió n e xt e rn a . En e s ta p o s i ci ó n , la e s ta b i l id a d d e l a ca de r a e s m ín im a .
Figura 2.9: Movimiento basico aducción de la cadera
d) ROTACIO´ N
La rotación externa es el movimiento que conduce la punta del pie hacia fulera. La rotación interna lleva la punta del pie hacia dentro. La posici´on de referencia, mediante la cual estudiamos la rotaci´on, se obtiene estando el sujeto en decu´bito
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
[image:48.612.217.418.64.308.2]36
Figura 2.11: Rotación de la cadera
2.8. Sumario
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
37
Siendo el principal objetivo eldesgaste en prótesis de cadera se analizan distintos factores involucrados en la fabricación de prótesis siendo uno de los más importantes el tipo de material utilizado el cual dependerá de las necesidades del paciente.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
38
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
39
3.1. Desgaste y fricción
La importancia que tiene la fricción y sus consecuencias que son el origen del aflojamiento de los componentes femorales; por lo que se hace indispensable desde el punto de vista mec´anico conocer mas sobre estos conceptos, partiendo de esto, es importante el estudio de las caracter´ısticas de las superficies, el tipo de contacto de las mismas, as´ı como el estado de esfuerzos a que se encuentra sometido el elemento a analizar; por otra parte, se debe tener identificado el tipo de fricci´on que actúa en el elemento, ya sea fricción adhesiva o abrasiva. As´ı tenemos que la fricción se encuentra presente cuando dos cuerpos se encuentran en contacto y en movimiento relativo, sus asperezas tienden a interactuar y a soldarse en fr´ıo. Al deslizarse ´estos, se genera lo que se conoce como fricci´on. Este concepto es usado para describir la perdida de energ´ıa cin´etica en las situaciones mencionadas.
La fricci´on se considera de una doble naturaleza, molecular-mec´anica. Por una parte depende de que las fuerzas de interacción molecular logren superar la ligadura o afinidad entre dos superficies. Por otra parte, tambi´en est´an en función de la deformación volum´etrica del material debido a una penetraci´on mutua, a la configuraci´on geom´etrica de los elementos en contacto, y a la relación entre las propiedades mecánicas. La consecuencia lógica a la fricción es el desgaste, el cual puede definirse como la p´erdida de material, esto origina cambios en las dimensiones de los elementos de las m´aquinas o componentes; para disminuir el desgaste, es importante conocer su concepto, los tipos de desgaste que existen y sus mediciones. Para lo cual, un m´etodo lógico de clasificación del desgaste puede ser la siguiente:
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
40
Esta clasificación puede a su vez, subdividirse en condiciones lubricadas y no lubrica- das, fricci´on por deslizamiento o rodamiento y otros. Por otra parte, las condiciones pueden cambiar, y lo que inicialmente era metal contra metal podr´ıa volverse metal contra no metal, o bien una lubricación que en un principio era adecuada podr´ıa fallar posterior- mente.
Por estas razones, la clasificación anterior pierde su utilidad en la pr´actica real de la ingenier´ıa, por lo que se prefiere agrupar los tipos de desgaste en t´erminos de comu´n compresión.
El m´etodo de medición empleado, para la medición del desgaste influye sobre el porcentaje de la cantidad de material removido, es decir del desgaste. En consecuencia, si ´este se presenta en grandes cantidades; la forma de cuantificación, es relativamente simple y barata, esta medición se realiza por medio del cambio de volumen o de masa. Por otra parte, si dichas cantidades son muy pequen˜as, no pueden ser cuantificadas por dicho pro- cedimiento. Por ello, es necesario utilizar otras t´ecnicas, m´as sensibles y costosas, como la del perfil´o metro. El tipo de investigación propuesto es otro factor, que influye en la selección del m´etodo de medición del desgaste. ( V. 2005)
3.1.1. Tiempo de vida de una prótesis
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
41
Tras este periodo de tiempo los componentes, en especial la cabeza y el componente acetabular que son las dos superficies que están en constante movimiento se gastan, volvi´endose cada vez menos eficientes y transmitiendo cada vez una mayor tensión al hueso que las rodea.
Adem´as del resultado de la fricci´on se liberan part´ıculas que el hueso cercano absorbe favoreciendo la destrucción de este hueso.
Sumando estos dos echos tenemos un hueso cada vez de peor calidad que soporta tensiones cada vez mayores, esto a la larga produce un aflojamiento de los componentes que pierden su anclaje firme al hueso.
Hay problemas a los que un paciente se enfrenta en relación a su prótesis de cadera. Utilizacion más intensa del implante: proporcional a su actividad f´ısica, el nivel de desgaste se hace superior. En orden cronológico, los factores que limitan la función y longevidad de una prótesis total de cadera son:
· La t´ecnica quiru´rgica empleada.
· La fijación del implante al hueso Una construcción biomec´anica mente solida y resistente es el fundamento de una pr´otesis que funciona correctamente.
· La oste´olisis con frecuencia asociada al desgaste de las superficies.
· El fracaso por fatiga de los implantes.
Las pr´otesis de cadera generalmente se recambian como resultado de la oste´olisis y por la generación de part´ıculas. Excepto en aquellos casos en que el polietileno se desgasta por completo, el desgaste s´olo es cl´ınicamente importante si induce una osteolisis progresiva.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
[image:54.612.224.407.113.262.2]42
Figura 3.1: Prótesis total de cadera
F r a 3 . 1 : P r o t e s i s
3.1.2. Superficies de deslizamiento
Los dos aspectos que deben cuidarse en cuanto a las superficies de deslizamiento en los reemplazos articulares, son la vida limitada que se espera tenga la prótesis como resultado del desgaste y del aflojamiento debido a la fricción. Ahora resulta claro que el principal problema es la cantidad de partículas debidas al desgaste que se liberan de las superficies de deslizamiento.
El desgaste adhesivo se produce cuando el material se adhiere a la superficie opuesta, en las áreas de contacto. El cual es transferido a la superficie de mayor dureza con la subsecuente invasión del espacio articular.
El desgaste por abrasión depende principalmente de los esfuerzos por contacto, la dureza y la rugosidad de las superficies de contacto. El desgaste por abrasión es análogo a la producción de polvo en la superficie de la madera cuando se lija. Una superficie suave sufre abrasión por una superficie más rugosa y dura, lo que resulta en debris. La dureza superficial juega un papel importante ya que a mayor dureza del material, mayor será el tiempo que mantendrá su acabado superficial liso.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
43
3.1.3. Tipos de Pr´otesis
a)PRO´TESIS TOTAL CEMENTADA
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
44
Figura 3.2: Prótesis total de cadera tipo cementada
b) PRO´ TESIS NO CEMENTADA
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
45
La artroplastia total de cadera no cementada requiere mayor experiencia del cirujano, ya que su t´ecnica es más exacta, porque no tiene el cemento que corrige o rellena la insuficiencia de coaptación. Por esta razón, su indicación es mucho más exigente.
Figura 3.3: Prótesis total de cadera no cementada
c) PRO´ TESIS H´IBRIDA
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
[image:58.612.270.370.105.316.2]46
Figura 3.4: Prótesis total de cadera hibrida
3.1.4. Componentes y materiales utilizados en la prótesis
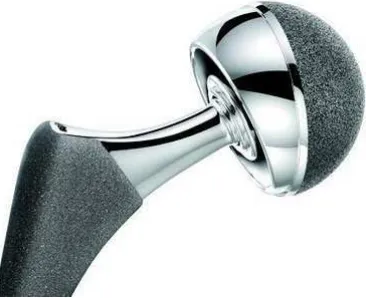
El componente femoral: es un vastago que se introduce en el interior del canal medular previamente labrado; para ello ser´a necesario extirpar la cabeza del f´emur. El componente femoral o v´astago generalmente ser´a de un material met´alico como el acero o el titanio, debe ser un material especialmente resistente ya que es el encargado de transmitir todo el peso del cuerpo al f´emur .
Cabeza o componente cef´alico: Esto es una esfera que se acopla al v´astago. En ciertas prótesis el vastago y la cabeza son una misma pieza. La cabeza o componente cefálico debe ser de un material que permita crear una superficie muy lisa y resistente al desgaste. Cuanto más lisa sea a superficie de la cabeza, menor ser´a la fricci´on que ofrece al movimiento por lo tanto menor ser´a el desgaste a lo largo del tiempo. Los materiales que se suelen utilizar son la cerámica, el acero y el polietileno de alta densidad que es una especie de pl´astico muy duro.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
47
El componente acetabular: Este suele tener dos vertientes, la parte que se une al hueso que generalmente es metálica para ofrecer una buena resistencia a la transmisión de las cargas: acero, titanio tantalio etc. La parte que está en contacto con la cabeza que debe de ser lisa y ofrecer una mínima fricción y resistencia al desgaste, que podrá ser de cerámica o de polietileno.
[image:59.612.221.425.316.526.2]No existen diferencias importantes en cuanto al resultado clínico de los diferentes materiales usados en las prótesis, la elección de estos debe realizarla siempre el cirujano basándose en las características particulares de cada paciente así como en su experiencia personal y preferencias.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
48
3.1.5. Fabricaci´on de prótesis
En la actualidad se siguen tres métodos para la fabricación de prótesis a la medida.El método tradicional consiste en enviarle radiografías con una escala perfectamente identificada, o cortes topográficos a la casa en donde se realizará la manufactura de la misma, esta elabora el implante en un lapso de 4 a 8 semanas. Con esto se logra una manufactura precisa, la cual incluye tratamientos superficiales para evitar la corrosión.
Un segundo método ha sido desarrollado en unos pocos centros hospitalarios del mundo, el cual cuenta con un equipo de diseño y manufactura asistido por computadora (CAD/CAM) , el cual se emplea en el diseño y la fabricación de prótesis convencionales para cadera. A partir de una tomografía computarizada de la cadera afectada, se alimenta una estación de trabajo CAD/CAM, la cual reconstruye la geometría tridimensional del fémur. El segundo paso consiste en generar las superficies que delimitan la prótesis. Los datos del contorno se alimentan a una supercomputadora, la cual cuenta con un programa del método del elemento finito (MEF) que modela el hueso y proporciona reglas para el diseño de la prótesis, con base en los esfuerzos y deformaciones calculados para el hueso bajo cargas fisiológicas.
El sistema de CAD genera el diseño de la prótesis con base a los datos obtenidos en el paso anterior. Una vez terminado el diseño se analiza el conjunto hueso-prótesis mediante el MEF, con el fin de evaluar los niveles de esfuerzo en el hueso.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
49
El tercer método involucra la fabricación de prótesis convencionales para cadera durante la cirugía. El cirujano prepara la cavidad para insertar la prótesis, posteriormente se inserta en dicha cavidad un molde de elastómero y se retira antes de que se endurezca. El modelo se lleva a un digitalizador tridimensional, el cual mediante el empleo de rayos láser obtiene la geometría tridimensional del molde.
Posteriormente, se diseña el vástago protésico mediante un programa de CAD. El cirujano puede revisar la geometría externa de la prótesis, en especial el área de contacto, el desplazamiento de la cabeza respecto al eje diafisiario, la ante versión, longitud de cuello, etc. La fabricación se lleva a cabo mediante una fresadora de control numérico computarizado (CNC) y un programa CAM. Por último se esteriliza y se coloca en el paciente siguiendo las técnicas convencionales, todo esto mientras el paciente se encuentra en el quirófano bajo los efectos de la anestesia. Este método es muy costoso, requiere una infraestructura de CAD/CAM prohibitiva para la gran mayoría de los centros hospitalarios del mundo, se tiene limitaciones en la instrumentación y no cuenta con acabados superficiales. Debido a su alto costo y a la tendencia a desplazarse hacia abajo, las investigaciones en esta área no continuaron .La principal desventaja de estos
implantes es su elevado costo. H.U. (1994), Capello˜W.N. (1994).
3.1.6. Materiales que se emplean para la fabricación de las pr´otesis
Las denominadas prótesis que se emplean en una cirug´ıa ortop´edica se encuentran sometidos a condiciones mecánicas, biologicas y ambientales muy severas, por este motivo se hace indispensable que los materiales utilizados en su disen˜o y manufactura posean ciertas propiedades b´asicas indispensables como son:
- Compatibilidad con los tejidos y los procesos fisiológicos del cuerpo humano.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
50
- Gran resistencia a la abrasión combinada con fricci´on m´ınima entre las superficies articulares.
- Elevada resistencia a la falla por fatiga.
Por lo que el estudio de los materiales empleados en el desarrollo de prótesis e implantes, está estrechamente relacionado con su tipo de fijación en los tejidos del cuerpo humano y, en las reacciones que en ellos causan.
3.1.7. Selecci´on de materiales para las prótesis
Existen diversos factores que son importantes para la correcta selección del tipo de material a emplear para los reemplazos articulares. Las variables más importantes a tomar en cuenta son la resistencia, el m´odulo de elasticidad, la dureza superficial, la respuesta biológica, y la decisi´on de emplear o no cemento para la fijación de la pr´otesis.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
51
El potencial para la producci´on de debris por el contacto entre las aleaciones de titanio y el cemento, hueso, o los tejidos suaves (mu´sculos) podr´ıa disminuir en el futuro con la aplicación de recubrimientos, tal como el nitruro de titanio, el cual incrementa la dureza del material.
Bajo condiciones ideales, el cemento tiene una resistencia a la fatiga del orden de 4 a 5 MPa en tensi´on. Estudios previos han sugerido que una prótesis m´as
r´ıgida reduce los esfuerzos en el cemento y prolonga, de este modo, la vida u´til de
las prótesis cementadas.
Debe tenerse en mente que la flexibilidad de una prótesis depende tanto del material, como de las propiedades geom´etricas. Debido a que el modulo de elasticidad de las aleaciones de titanio es la mitad del de las aleaciones cobalto-cromo, una prótesis de titanio de la misma forma que una de cobalto-cobalto-cromo, es la mitad de r´ıgida. Se debe tomar en cuenta la rigidez axial, a la flexi´on y a la torsión ya que la pr´otesis est´a sometida a todas estas solicitaciones. Ya que la rigidez geom´etrica en torsión y flexión es proporcional al diámetro a la cuarta potencia, pequen˜os cambios en las dimensiones pueden afectar de forma importante la contribuci´on de la geometr´ıa en la rigidez.
Para reducir la posibilidad de que el cemento falle por fatiga, un componente de aleación cobalto-cromo forjado es la mejor opción. Existen tambi´en limitaciones en los materiales a elegir para el componente acetabular en la artroplastia total de cadera, cuando se emplea cemento en la fijaci´on. El uso de componentes acetabulares con una capa metálica eleva las posibilidades de que el material se fracture, al tiempo que se crean dos superficies que se articulan y pueden desgastarse. El costo es tambi´en otro factor: el empleo de una cubierta metálica puede duplicar el costo del componente acetabular.
La evidencia cl´ınica de la superioridad de los componentes metálicos au´n es
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
52
3.1.8. Biocompatibilidad de materiales
Metales
La biocompatibilidad de los metales está en función directa de la resistencia a la corrosión (que libera productos de corrosión) una vez que se ha implantado. Clarke y Hickman estudiaron ampliamente este fenómeno, para lo cual midieron los potenciales característicos y observaron que los metales con potenciales mínimos de + 300 milivolts tienen una resistencia a la corrosión en rangos de biocompatibilidad
Los metales puros pueden agruparse en:
1. Metales propensos a la disolución (cobre, plata, níquel, hierro, aluminio, etc.)
2. Resistentes a la disolución (oro, platino, tantalio, titanio, cromo, entre otros)
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
53
Tabla 3.1 características de los metales
Cerámicas
Las cerámicas se destacan por su toxicidad local y general, su escasa respuesta inflamatoria y su capacidad para estimular la formación de hueso a su alrededor.
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
54
INGENIERIA EN CONTROL Y AUTOMATIZACIÓN 2012
55
Polímeros
Actualmente sólo se emplean para la fabricación de prótesis, el polietileno de ultra alto peso molecular (UHMWPE), el poliacetal y las polisulfonas. Los materiales plásticos que están siendo utilizados escasamente son: el polietileno poroso, el tetrafluoroetileno de carbono, el poliéster y el dacrón. La falta de resistencia mecánica, así como el hecho de que algunos de estos materiales desprenden partículas tóxicas, son algunos de sus inconvenientes para su empleo masivo en la fabricación de implantes. Uno de los principales problemas a nivel clínico del empleo del polietileno es un fenómeno conocido como osteolisis protésica, lo cual se cree que es la causa del aflojamiento prematuro de los componentes acetabular y femoral