ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y
ELÉCTRICA
INTEGRACIÓN DE UNA RED PROFIBUS EN UN SISTEMA
DE CONTROL DISTRIBUIDO
T E S I S C O L E C T I V A
QUE PARA OBTENER EL TÍTULO DE INGENIERO EN
CONTROL Y AUTOMATIZACIÓN
P R E S E N T A N
MIGUEL ELIU MARTÍNEZ RAMÍREZ
RODRIGO DANIEL VÁZQUEZ TORRES
A S E S O R E S
DRA. BLANCA MARGARITA OCHOA GALVÁN
ING. RICARDO HURTADO RANGEL
UNIDAD PROFESIONAL
BaョセolfoLÓPEZMATEOS"
TEMA DE TESIS
QUE PARA OBTENER EL TITULO DE INGENIERO EN CONTROL Y AUTOMATIZACION POR LA OPCIÓN DE TITULACIÓN TESIS COLECTIVA Y EXAMEN ORAL INDIVIDUAL DEBERA(N) DESARROLLAR C. MIGUEL ELIU MARTÍNEZ RAMÍREZ
C. RODRIGO DANIEL VÁZQUEZ TORRES
"INTEGRACIÓN DE UNA RED PROFIBUS EN UN SISTEMA DE CONTROL DISTRIBUIDO"
EXPONER LA INTEROPERABILIDAD DEL SISTEMA DE CONTROL DISTRIBUIDO FREELANCE ACSOOF DE ABB CON UN EQUIPO S7-226 DE SIEMENS A TRAVÉS DE LA IMPLEMENTACIÓN DE UNA RED PROFIBUS-DP.
•:•. MARCO CONCEPTUAL.
.:. HARDWARE DE LA RED PROFIBUS.
•:. PLANTEAMIENTO DE UN SISTEMA DE CONTROL DISTRIBUIDO INTEGRANDO UNA RED DE PROFIBUS. •:. DESARROLLO DE INGENIERÍA.
MÉXICO D. F., A 28 DE JUNIO DE 2012.
ASESORES
p .
f.
セlLM
CDJv-
c,.
Índice
Introducción ... III
Planteamiento del problema ... V
Objetivos ... VII Objetivo general ... VII Objetivos particulares ... VII
Justificación ... VIII
Capítulo I. Marco Conceptual ...1
1.1 Evolución de la automatización industrial. ...1
1.2 Niveles de la automatización industrial. ...3
1.3 Redes industriales ... 12
1.4 Buses de campo. ... 23
1.5 PROFIBUS. ... 25
Capítulo II. Hardware de la Red PROFIBUS ... 46
2.1 Sistema de Control Distribuido Freelance 800F de ABB. ... 46
2.2 Controlador Lógico Programable S7-226. ... 54
Capítulo III. Planteamiento de un sistema de control distribuido integrando una red PROFIBUS ... 63
3.1 Descripción del proceso. ... 63
3.2 Control local que gobierna el proceso de bombeo ... 64
3.3 Propuesta de control distribuido para sistema de bombeo ... 69
3.4 Propuesta de HMI para monitoreo y gestión del sistema de bombeo ... 71
Capítulo IV. Desarrollo de Ingeniería ... 74
4.1 Configuración del dispositivo esclavo S7-226 ... 74
4.2 Configuración del Sistema de Control Distribuido. ... 91
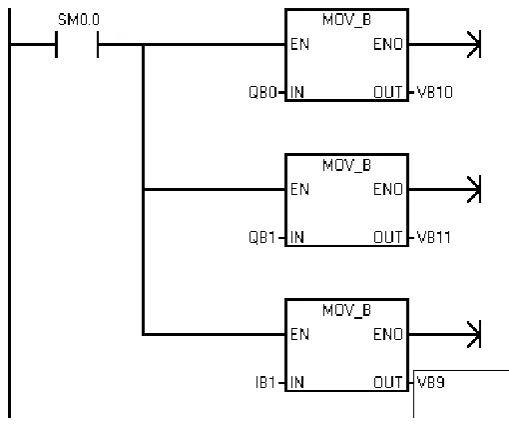
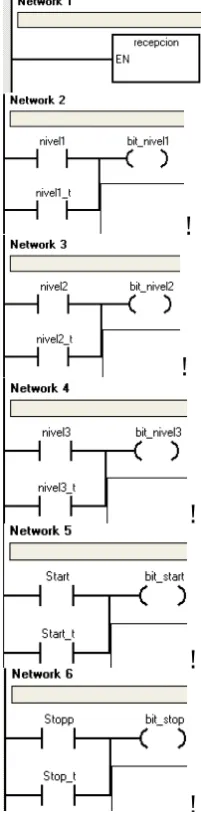
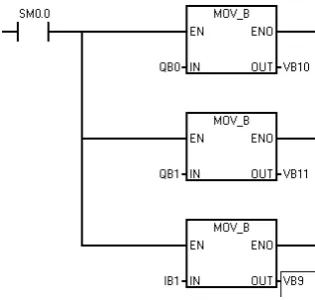
4.3 Programación de datos a comunicar con el Sistema de Bombeo. ... 117
4.4 Desarrollo de HMI para monitoreo y gestión del Sistema de Bombeo. ... 127
4.5 Resultados de la ingeniería desarrollada. ... 136
4.6 Propuesta económica ... 145
Conclusiones. ... 148
Glosario. ... 150
Anexo A. Programación básica con STEP 7-MicroWIN para S7-226. ... 159
Anexo B. Programación en lenguaje escalera empleada en FREELANCE 800F. ... 169
Introducción
La creciente automatización de procesos industriales ha conllevado al desarrollo de un amplio número de elementos capaces de interactuar y responder a las necesidades de los usuarios de forma rápida y concisa, elementos denominados inteligentes, basados en la operatividad de microprocesadores. Estos equipos muestran diversas aportaciones, iniciando con una fácil y rápida programación además de aumentar sus prestaciones en cuanto a capacidad de control, potencia de cálculo y facilidad de interfaz con el proceso. En la actualidad todavía se encuentran dentro de la industria lo que se denomina islas de automatización, es decir, un proceso automatizado controlado por equipos basados en microprocesadores, pero completamente independientes entre sí. La comunicación entre ellos, si bien es técnicamente posible, no se lleva a cabo en algunos casos por la variedad de protocolos y medios físicos y por la falta de compatibilidad entre los códigos y los lenguajes de cada una de las partes. La tendencia actual, es enlazar estas islas a través de sistemas de comunicación que permitan el intercambio de datos entre ellas y que sean los suficientemente abiertos para poder ser monitoreados y manipulados.
Diversos procesos están conformados por equipos de distintos fabricantes, algunos de estos operan dentro de diferentes niveles de automatización, y a menudo se encuentran distanciados entre sí, sin embargo, se busca el trabajo en forma coordinada para obtener un resultado satisfactorio del proceso. El motivo principal es la comunicación totalmente integrada en el sistema. Al usuario esto le reporta la máxima flexibilidad, ya que también puede integrar sin problemas elementos de otros fabricantes a través de las interfaces de software estandarizadas.
interconectan entre sí y al mismo tiempo cuentan con una comunicación con CPU´s dedicadas a diseño, gestión y coordinación global de diversos procesos.
El desarrollo del control distribuido se ha incrementado en paralelo con el de las comunicaciones industriales, que han presentado protocolos de comunicación con una mayor robustez y flexibilidad, haciendo posible la conexión de sensores, actuadores y equipos de control dentro de diversos procesos, comunicándolos con elementos dentro del mismo nivel de proceso y con el nivel superior de supervisión.
Debido a las exigencias de adquisición, monitoreo y tratamiento de datos con baja latencia, se busca enlazar los niveles de proceso, controladores y supervisión empleando un sistema control distribuido; en base a lo anterior se integrará el sistema Freelance AC800F de ABB con un PLC S7-226 de SIEMENS el cual opera un sistema de bombeo. Esta integración se llevará a cabo por medio de una red de comunicación PROFIBUS la cual busca la interacción correcta y eficiente entre ambos equipos.
Cabe destacar que el alcance de esta tesis no es analizar las aplicaciones del sistema Freelance AC800F ni la evaluación de una red PROFIBUS a este equipo, sino especificar el desarrollo didáctico de un ejemplo de integración de una red PROFIBUS, iniciando con la configuración del sistema distribuido Freelance AC800F para la declaración de los módulos a comunicar en base a una red PROFIBUS, de igual manera la especificación de la programación implementada dentro del módulo AC800F, y la programación del PLC S7-226 para controlar un ejemplo seleccionado, en este caso un sistema de bombeo.
Planteamiento del problema
La comunicación entre los instrumentos de proceso y el sistema de control se basan principalmente en señales analógicas o neumáticas, de 3 a 15 psi en las válvulas de control y eléctricas de 4 a 20 mA de corriente continua. Debido al amplio número de dispositivos auxiliares tales como PLC´s, actuadores, sensores, transductores, entre otros, empleados en las grandes empresas para el control y automatización, se crea un amplio número de buses de datos, el tipo de comunicación depende en gran medida de los proveedores. Esto conlleva a encontrar una amplia diversidad de protocolos de comunicación que dificultan la interacción con algunos dispositivos de control.
Muchos de los protocolos patentados para dichos equipos tienen una limitante y es que el fabricante no permite al usuario final la interoperabilidad de instrumentos, es decir, no es posible conectar a un controlador dispositivos de campo de diferentes fabricantes y operarlos de forma coexistente. Es claro que estas tecnologías cerradas tienden a desaparecer, ya que actualmente es necesaria la interoperabilidad de sistemas y aparatos y así tener la capacidad de manejar sistemas abiertos y estandarizados.
E la a tualidad aú oe iste e u has i dust ias lo ue se le lla a islas auto atizadas , es decir, varias partes automatizadas controladas por equipos basados en microprocesadores, pero completamente independientes entre sí. La comunicación entre ellas, si bien es técnicamente posible, no se lleva a cabo en algunos casos por la diversidad de medios físicos y protocolos empleados y, en definitiva, por la falta de compatibilidad entre los códigos y los lenguajes de cada uno de estas partes.
En base en lo anterior se cuenta con un sistema de bombeo controlado por un PLC S7-226 que opera el accionamiento de dos bombas sumergibles, dicho proceso se encuentra aislado y las operaciones que efectúa no se encuentran monitoreadas o vigiladas por un operador, lo cual representa un riesgo para el proceso.
Objetivos
Objetivo general
Exponer la interoperabilidad del sistema de control distribuido Freelance AC800F de ABB con un equipo S7-226 de SIEMENS a través de la implementación de una red PROFIBUS-DP.
Objetivos particulares
Categorizar los niveles de automatización industrial.
Identificar los tipos de redes industriales y buses de campo.
Definir las características de una red PROFIBUS.
Hacer uso del sistema distribuido Freelance AC800F de ABB.
Hacer uso del PLC S7-226 de SIEMENS.
Analizar el funcionamiento del módulo inteligente EM277 de SIEMENS.
Establecer la comunicación entre dispositivos AC800F y S7-226.
Verificar que PROFIBUS cumple con el requerimiento de interoperabilidad.
Operar los equipos AC800F y S7-226 de una forma coexistente.
Documentar el proceso de intercambio de datos en un ejemplo seleccionado.
Justificación
Un importante número de empresas en nuestro país presentan la existencia de islas automatizadas con nula o limitada comunicación entre sí, siendo en estos casos las redes y protocolos de comunicación industrial necesarios para la transferencia e intercambio de información.
El establecimiento de buses de campo simplifica la instalación y comunicación de máquinas y equipamientos industriales utilizados en procesos de producción como controladores lógicos programables, transductores, actuadores, sensores y equipos de supervisión, el intercambio entre estos puede llevarse a cabo por medio de un mecanismo estándar con una amplia flexibilidad de extensión.
Con la instauración de protocolos de comunicación estándar se hace posible la comunicación entre equipos, se reducen los tiempos de paro con el diagnóstico de los dispositivos ya que algunos controladores nos proporcionan información predictiva funciones de alarmas, control y tendencias, se cubre la necesidad del bajo tiempo de latencia, fiabilidad de transmisión, transmisión simultánea de datos de E/S sin influencia mutua y un manejo sencillo entre otros.
Para comprobar la interoperabilidad de un sistema de control distribuido, Freelance AC800F, se acoplará un esclavo SIEMENS S7-226 con la implementación una red de comunicación PROFIBUS, demostrando la operación coexistente entre ambos equipos y obteniendo una adquisición de datos a través de una HMI.
Capítulo I. Marco Conceptual
1.1 Evolución de la automatización industrial.
Los conceptos de automatización tienen sus orígenes con la revolución industrial. Los elementos mediante los cuales se llevaban a cabo las decisiones de control eran elementos mecánicos y electromagnéticos con el advenimiento de la electricidad (motores, relevadores, temporizadores, contadores). Esto tenía el problema que los tableros de control llegaban a tener grandes tamaños según se hacían automatizaciones más complejas.
Con la aparición de la electrónica en los años 50 se comienzan a utilizar los semiconductores con lo que se reduce el tamaño de los tableros de control y se reduce el número de averías por desgaste de componentes. Aunque esto resultaba mucho más amigable que los grandes tableros eléctricos del principio presentaba un problema de falta de flexibilidad, ya que un sistema de control sólo sirve para una aplicación específica, y no es reutilizable.
Debido a esto y a la creciente demanda industrial del momento, en el año 1968 Ford y General Motors plantean las especificaciones que debe cumplir un controlador electrónico programable para ser realmente útil en la industria.
Es así que Bedford associates desarrolla un prototipo de controlador industrial, que puede ser considerado el primer PLC de la historia (programmable logic controller o controlador lógico programable). Este presentaba las características que reclamaba la industria:
Reutilizable.
Adaptado a entornos agresivos (industria).
Fácilmente programable por técnicos eléctricos.
Implementado con electrónica de estado sólido (semiconductores).
A mediados de los 70 los PLC incorporan el microprocesador y las memorias semiconductoras lo que permiten programar sin recablear. Además permiten realizar cálculos matemáticos y comunicar con una computadora central (computadora encargada de controlar la planta enviando órdenes a los PLC que gobiernan cada proceso). Junto con esto aparecen los primeros DCS (sistemas de control distribuido) que eran controladores lógicos al igual que los
PLC’s solo ue estos e el p i ipio do i a a el ei o del o t ol de va ia les a alógi as.
De esta manera sistemas DCS trabajaban a la par de sistemas separados de PLC para control discreto de variables on/off.
En los años 90, en el ámbito de automatización industrial, surgieron los sistemas de control basado en PC. La PC tenía mucho que ofrecer, pero no suplantaría las plataformas ya probadas de control industrial, no por lo menos en la forma de una PC de escritorio. La PC era la mejor opción a la hora de integrar funcionalidad avanzada, como puede ser conectividad de base de datos, integración, control analógico y simulación basados en Web y comunicación de datos con terceros. El problema con el control basado en PC ha sido siempre el control. Las PC s ue o e e siste as ope a vos est da es o ha d a e
común resultan demasiado frágiles y temperamentales como para brindar un control industrial confiable.
El resultado de todas estas innovaciones fue la aparición de controladores híbridos que permiten manejo de variables analógicas y digitales, en conjunto con características como procesador de punto flotante para cálculos personales, servidor Web interactivo que facilita las tareas de control y monitoreo, memoria compacta removible para la recolección y registro de datos, puertos seriales múltiples y conexionado mediante buses de campo para la comunicación con terceros.
y seguras. Las nuevas características de los sistemas de automatización apuntan a incorporar características de los sistemas distribuidos como:
Escalabilidad
Apertura
Concurrencia
Tolerancia a fallas
Transparencia
1.2 Niveles de la automatización industrial.
El grado de automatización de un proceso viene determinado fundamentalmente por factores de tipo económico y tecnológico, por ellos podemos encontrar una gama muy amplia y variada, dependiendo de los objetivos a alcanzar.
Nivel elemental.
Se corresponde con el asignado a una máquina sencilla o parte de una máquina, asignándole tareas de vigilancia de tiempos muertos, posicionamiento de piezas y funciones de seguridad. En el nivel elemental se distinguen tres grados de automatización:
Vigilancia
Guía operador
[image:12.612.253.412.480.653.2]El modo operación de Vigilancia se realiza en un lazo abierto (Figura 1.1) y consiste en la toma por parte del dispositivo automático de medidas a una serie de variables, procesando dicha información y emitiendo partes diarios de servicio y balances.
El modo operación Guía operador consiste en una variante de la anterior de un mayor grado de elaboración, con la inclusión de tareas de asistencia mediante propuestas al operador, según criterios prefijados. Se suelen realizar en bucle abierto.
El modo operación Mando consiste en la toma de información de procesamiento, toma de decisiones y ejecución sobre el proceso de acciones de control. Se corresponde con una estructura clásica de lazo cerrado como lo muestra la Figura 1.2, en esta estructura la intervención humana queda excluida salvo para tareas de supervisión.
Figura 1.2 Nivel de automatización elemental, bucle cerrado.
Nivel intermedio.
Se corresponde con la explotación de un conjunto de máquinas elementales o bien una máquina compleja. Este ha sido el dominio clásico de la automatización industrial.
Tercer nivel.
La Figura 1.3 muestra en forma esquemática las estructuras de control implementadas normalmente en la industria. En la misma pueden verse dos áreas bien definidas: Una la parte operativa y otra la parte de control.
Figura1.3 Estructura de control implementada en la industria.
En la parte operativa tenemos los dispositivos de hardware y software que brindan la información necesaria para llevar a cabo las operaciones de planta necesarias, con una interface amigable y entendible para el operador.
En la parte de control encontramos a los dispositivos de control (PLC’s, DCP’“ /o PC industriales) que permiten llevar a cabo las acciones de control en conjunto con los actuadores. Entre todos estos dispositivos hay comunicación vertical (desde la parte de control hacia la operativa y viceversa) y comunicaciones horizontales (entre distintos dispositivos de control).
Control centralizado.
El sistema está constituido por una computadora, un interfaz de proceso y una estación de operación. Esta estructura se ha aplicado tanto a procesos de variable continua como a procesos de carácter secuencial, aún más esta arquitectura ha permitido realizar aplicaciones industriales con variables de tipo continuo y secuencial de forma combinada.
Las ventajas y desventajas de esta arquitectura se derivan precisamente de sus características estructurales. Por una parte sus ventajas se centran en que su arquitectura facilita el flujo de información y se hace posible que los objetivos de optimización global de proceso puedan ser alcanzados. Por otra parte, sus desventajas se centran en que la fiabilidad de un sistema centralizado depende de la computadora, de forma que si dicho equipo falla, todo el sistema queda sin control.
Figura 1.4 Control centralizado.
Control multicapa.
Se puede establecer con cierto compromiso entre las ventajas y desventajas de la arquitectura completamente centralizada conformando una variedad de control jerarquizando niveles.
locales. Además, atiende a las tareas de optimización de largo alcance, de procesamiento de información global y monitorización del sistema. En caso de que la computadora central falle, el control de las variables queda garantizado. En la Figura 1.5 se observa la comunicación entre las jerarquías del control multicapa.
Figura 1.5 Control multicapa.
comunicación se realiza mediante un bus especial o redes LAN, los cuales serán abordados más adelante para su estudio específico.
Control distribuido.
A diferencia de la estructura del control multicapa en el control distribuido se asumen otras consideraciones que son:
Existencia de varias unidades de control y fabricación que llevan a cabo las mismas tareas.
En caso de que ocurra una avería o una sobrecarga de trabajo, será posible transferir todo o parte de las tareas a otras unidades.
Esta estructura introduce ventajas e inconvenientes. Por una parte la idea de poder hacer by-pass a las unidades con problemas permite evitar bloqueos innecesarios del sistema, pero por otra parte exige que las diferentes islas de producción puedan tener una asignación dinámica de las tareas y por lo tanto se les va a exigir gran capacidad de acceso a la comunicación y tratamiento de la información. Además, es necesaria la existencia de los algoritmos inteligentes de detección de falla y diagnóstico.
En suma, la naturaleza distribuida (Figura 1.6) contribuye a incrementar la fiabilidad del sistema, al igual que su mantenimiento, ya que los cambios locales del proceso o de sus instalaciones solamente provocan efectos locales del sistema de control.
Figura 1.6 Control distribuido.
Cuarto nivel (pirámide CIM).
Por lo tanto la solución es jerarquizar los niveles de comunicación (Figura 1.7), eligiendo los niveles según sus requerimientos. Cada subsistema de un nivel debe tener comunicación directa con los subsistemas del mismo nivel y con los de los niveles inmediatamente superior e inferior, por lo tanto se adopta una Jerarquización Piramidal.
Figura 1.7 Estructura piramidal CIM.
Se puede hablar en realidad de dos tipos de redes: redes de control y redes de datos.Las redes de control están ligadas a la parte baja de la pirámide, mientras que las redes de datos (o de oficina) están más ligadas a las partes altas de la jerarquía.
En general, las redes de datos están orientadas al transporte de grandes paquetes de datos, que aparecen de forma esporádica (baja carga), y con un gran ancho de banda para permitir el envío rápido de una gran cantidad de datos. En contraste, las redes de control se enfrentan a un tráfico formado por un gran número de pequeños paquetes.
Nivel de maquinaria/proceso.
más directamente relacionados con el proceso productivo ya que los actuadores son los encargados de ejecutar las órdenes de los elementos de control para modificar el proceso productivo, y los sensores miden variables en el proceso de producción.
Nivel de Controladores.
En este nivel se sitúan los elementos capaces de gestionar los actuadores y sensores del nivel anterior tales como PLC´s o equipos de aplicación específica basados en microprocesador como robots, máquinas herramienta o controladores de motor. Estos dispositivos son programables y permiten que los actuadores y sensores funcionen de forma conjunta para ser capaces de realizar el proceso industrial deseado.
Los dispositivos de este nivel de control junto con los del nivel inferior de acción/sensado poseen entidad suficiente como para realizar procesos productivos por sí mismos. Es importante que posean unas buenas características de interconexión para ser enlazados con el nivel superior (supervisión), generalmente a través de buses de campo.
Nivel de Supervisión.
En este nivel es posible visualizar cómo se están llevando a cabo los procesos de planta, y a
t avés de e to os “CADA “upe visió , Co t ol Ad uisi ió de Datos posee u a i age vi tual de la pla ta de odo de ue ésta se puede e o e de a e a detallada, o ie
mediante pantallas de esu e se apa es de dispo e de u pa el vi tual do de se muestren las posibles alarmas, fallos o alteraciones en cualquiera de los procesos que se llevan a cabo.
Nivel de Gestión.
1.3 Redes industriales
En el momento actual todavía coexisten en muchas industrias lo que se ha venido en llamar
islas auto atizadas , es de i , va ias pa tes auto atizadas o t oladas po e uipos
basados en microprocesadores, pero completamente independientes entre sí. La comunicación entre ellas, si bien es técnicamente posible, no se lleva a cabo en algunos casos por la diversidad de medios físicos y protocolos empleados y, en definitiva, por la falta de compatibilidad entre los códigos y los lenguajes de cada uno de estas partes.
Lo deseable y la tendencia actual, es enlazar estas islas a través de redes industriales que permitan el intercambio de datos entre ellas y que sean lo suficientemente abiertas para poder enlazar los PLC´s, controles numéricos, estaciones robotizadas, etc. Para introducirnos en las comunicaciones industriales se tocarán algunos términos básicos comúnmente empleados, la finalidad es establecer un vocabulario básico que nos permita tratar con propiedad el tema a lo largo del capítulo.
Línea de comunicación: Este término se emplea, en general, para designar el medio físico de enlace entre dos terminales.
Bus: Conjunto de conductores compartidos por dos o más sistemas digitales.
Red: Conjunto de terminales que pueden intercambiar información, una red requiere unos medios físicos de enlace (hardware) y un software de soporte para poder gestionar la ocupación de la red, las rutas que debe seguir la información y para presentarla en forma inteligible para el usuario.
LAN (Red de Área Local): Red local que comunica varios terminales, por lo general a corta distancia.
WAN (Wide Area Network): Red de área amplia, que comunica terminales alejados, generalmente a través de líneas telefónicas o enlaces de uso público.
Protocolo: Los protocolos de comunicaciones definen las reglas para la transmisión y recepción de la información entre los nodos de la red, de modo que para que dos nodos se puedan comunicar entre si es necesario que ambos empleen la misma configuración de protocolos.
Maestro: Son estaciones activas que pueden tomar el control del bus durante una cantidad de tiempo limitada.
Esclavo: los esclavos solo responden cuando son interrogados por el maestro; no controlan el bus.
Las ventajas de las Comunicaciones.
Las prestaciones globales de una planta automatizada con PLC y otros sistemas de control digitales, pueden verse enormemente aumentadas si se comunican con otros sistemas de captación y presentación de datos o incluso con computadoras de proceso y gestión. Las ventajas de enlazar los sistemas son:
Posibilidad de intercambio de información entre PLC´s que controlan fases sucesivas de un mismo proceso global.
Facilidad de comunicación hombre-máquina. El sistema admite la observación y la intervención del operador humano en forma interactiva a través de un terminal de teclado y pantalla.
Adquisición de datos de sensores y procesamiento de los mismos con vistas a control de calidad, gestión, estadística u otros pronósticos.
Facilidad de cambios para adaptarse a la evolución y a la diversificación de los productos.
Clasificación de las redes industriales.
Las redes de equipos son clasificadas por el tipo de equipamiento conectado a ellas y el tipo de datos que por ella trafica. Los datos pueden ser bit, bytes o bloques. Las redes con datos en forma de bits transmiten señales discretas contando simples estados ON/OFF. Las redes con datos en formato byte pueden contener paquetes de informaciones discretas y/o analógicas; las redes con datos en formato de bloques son capaces de transmitir paquetes de información de varios tamaños.
Figura 1.9 Clasificación de las redes industriales.
Sensorbus.
Conecta equipos simples y pequeños directamente a la red. Los equipos de este tipo de red necesitan de comunicación rápida en niveles discretos y son típicamente sensores y actuadores de bajo costo. Esta red no pretende cubrir grandes distancias y su principal función es mantener tan bajos los costos como sea posible. Ejemplos típicos de Sensorbus incluyen AS-i e INTERBUS-LOOP
Devicebus.
Cubre un espacio entre Sensorbus y Fieldbus. Los equipos conectados a esta red tendrán más puntos discretos, analógicos o una mezcla de ambos. Algunas de estas redes permiten transferencia de bloques de datos aunque a una menor prioridad, los datos son en forma de byte, esta red tiene menos requisitos en la transferencia de datos que Sensorbus, pero consigue administrar más equipos y datos. Algunos ejemplos de las redes Devicebus son
Bit
Devicebus
DeviceNet Profibus DP LONWorks INTERBUS-S Sensorbus AS-i INTERBUS-LOOP Fieldbus FF HART Profibus PA
Fieldbus.
Las redes Fieldbus interconectan equipos de I/O más inteligentes y pueden cubrir distancias mayores. Los equipos en la red poseen inteligencia para poder desempeñar funciones específicas de control como lazos PID, controles de flujo y otros procesos. Los tiempos de transferencia pueden ser largos y la red es capaz de comunicarse por varios tipos de datos (discreto, analógico, parámetros, programas e información de usuario), como muestra de este tipo de red tenemos Fieldbus Fundation, PROFIBUS PA y HART.
Topologías de red.
Se entiende por topología de una red la disposición física de los distintos terminales que la componen y la forma en que se encuentran enlazados por el medio físico.
Topología Punto a Punto.
Topología en la que intervienen sólo dos terminales o sistemas digitales, uno a cada extremo de la comunicación, un ejemplo de ella lo muestra la Figura 1.10 que ilustra la comunicación PC-PLC.
Figura 1.10 Topología Punto a Punto.
Topología Multipunto.
Figura 1.11 Topología Multipunto.
Topología en Anillo.
En esta topología las estaciones están conectadas en forma de lazo cerrado. En la Figura 1.12 se observa cómo cada estación tiene conexión con otras dos y los datos circulan en una única dirección, de forma que cada estación recoge los datos de la anterior, comprueba si es ella la destinataria y, en caso contrario, los retransmite a la siguiente estación.
Figura 1.12 Topología Anillo.
Topología Estrella.
Modelo OSI.
Resulta difícil la aplicación de las redes industriales para unificar un sistema que integre productos diversos y de distintos fabricantes, con distintas funciones, lenguajes, protocolos y prestaciones puesto que no existe una norma de aceptación general. Para que sea posible la integración de distintos sistemas digitales en una misma red es necesario que todos ellos estén construidos bajo unos ciertos criterios de normalización. Las normas en este campo consisten en una serie de reglas marco, de aceptación general, suficientemente abiertas para dar cabida a todas las aplicaciones actuales y prever la integración de otras en el futuro. Uno de los organismos que se ha ocupado de la normalización y que han conseguido una mayor aceptación internacional en lo concerniente al tema de las redes de comunicación digitales es la Organización Internacional de Normalización (ISO por sus siglas en inglés). Este organismo ha desarrollado la norma marco más general, denominada Modelo OSI (Open Systems Interconnection), pensada para abarcar desde pequeñas redes locales hasta las redes de área amplia.
En general, puede decirse que todos los Organismos de Normalización adoptan como norma marco el modelo OSI y todas las normas de detalle que van surgiéndose desarrollan basándose en dicho modelo. Las recomendaciones de OSI no son normas concretas, sino más bien unas reglas genéricas, cuyo mayor mérito ha sido el de subdividir el conjunto de tareas de comunicación en siete niveles, asignando a cada uno ciertas funciones. La característica esencial del modelo es que permite que cada nivel se ocupe de unas tareas y utilice los servicios de los niveles inferiores sin necesidad de preocuparse en cómo funcionan.
Tareas d e so p o rte al u sua ri o 7 Aplicación 6 Presentación 5 Sesión Tareas d e enl ac e y tran sport e 4 Transporte 3 Red 2 Enlace 1 Físico
Figura 1.14 Modelo OSI.
Capa de aplicación.
La capa de aplicación proporciona la interfaz y servicios que soportan las aplicaciones de usuario. También se encarga de ofrecer acceso general a la red.
Esta capa suministra las herramientas que el usuario, de hecho, ve. También ofrece los servicios de red relacionados con estas aplicaciones de usuario, como la gestión de mensajes, transferencia de archivos y las consultas a bases de datos. La capa de aplicación suministra cada uno de estos servicios a los distintos programas de aplicación con los que cuenta el usuario en su computadora.
Capa de presentación.
La capa de presentación también se encarga de cifrar los datos (si así lo requiere la aplicación utilizada en la capa de aplicación) así como de comprimirlos para reducir su tamaño. El paquete que crea la capa de presentación contiene los datos prácticamente con el formato con el que viajarán por las restantes capas de la pila OSI (aunque las capas siguientes irán añadiendo elementos al paquete, lo cual puede dividir los datos en paquetes más pequeños).
Capa de sesión.
La capa de sesión es la encargada de establecer el enlace de comunicación o sesión entre las computadoras emisora y receptora. Esta capa también gestiona la sesión que se establece entra ambos nodos. En un dialogo interactivo, las tareas encargadas a este nivel consisten en controlar la comunicación, arbitrando en cada instante quien debe transmitir y quien debe recibir. En particular, se encarga también de señalar el inicio y el final de la comunicación. Una vez establecida la sesión entre los nodos participantes, la capa de sesión pasa a encargarse de ubicar puntos de control en la secuencia de datos. De esta forma, se proporciona cierta tolerancia a fallos dentro de la sesión de comunicación. Si una sesión falla y se pierde la comunicación entre los nodos, cuando después se restablezca la sesión sólo tendrán que volver a enviarse los datos situados detrás del último punto de control recibido, Así se evita el tener que enviar de nuevo todos los paquetes que incluía la sesión.
Capa de transporte.
Este nivel es el responsable de establecer un medio de comunicación y garantizar la transferencia de información sin errores en ambos sentidos. Apoyándose en los niveles inferiores, actúa como un gestor capaz de interpretar las direcciones, fraccionar, si es preciso, los paquetes muy largos y llevar los mensajes a su destino correcto, sin precisar cuál va a ser la ruta o los medios utilizados para ello.
Básicamente se encarga de controlar el flujo de datos entre los nodos que establecen una comunicación; los datos no sólo deben entregarse sin errores, sino además en la secuencia que proceda. La capa de transporte se ocupa también de evaluar el tamaño de los paquetes con el fin de que éstos tengan el tamaño requerido por las capas inferiores del conjunto de protocolos. El tamaño de los paquetes lo dicta la arquitectura de red que se utilice.
Capa de red.
Se encarga del encaminamiento y entrega de mensajes entre nodo y nodo, través de un medio físico, sin importarle cuál sea dicho medio ni el contenido del mensaje. La determinación de la ruta que deben seguir los datos se produce en esta capa, lo mismo que el intercambio efectivo de los mismos dentro de dicha ruta. La Capa 3 es donde las direc-ciones lógicas (como las direcdirec-ciones IP de una computadora de red) pasan a convertirse en direcciones físicas (las direcciones de hardware de la NIC, la Tarjeta de Interfaz para Red, para esa computadora específica).
Capa de enlace de datos.
de la comunicación digital (codificación de bits por niveles de tensión, por tonos de frecuencia, etc.). Obsérvese que el nivel físico solo entiende de unos y ceros, sin importarle que representen.
El modelo OSI fue originariamente diseñado para redes WAN, pero las comunicaciones en el entorno industrial suelen basarse en redes más reducidas del tipo LAN, estas redes y otras de menor envergadura quedan incluidas y se adaptan a la estructura, usándola parcialmente y dejando el sistema abierto a la conexión con niveles superiores.
Así, las redes de comunicación industriales se estructuran como redes de tipo local de bajo nivel, denominadas también buses de campo y suelen utilizar sólo los niveles 1, 2 y 7 empleando sólo las funciones imprescindibles del modelo OSI (OSI incompleto):
No se implementan los niveles de RED (3), TRANSPORTE (4) y SESION (5), puesto que son redes de uso exclusivo y esos servicios están gestionados desde el ENLACE (2).
El nivel de PRESENTACION (6) suele no ser utilizado dentro de redes de dispositivos homogéneos o normalizados, funciones asumidas por el nivel de APLICACIÓN (7).
1.4 Buses de campo.
Típicamente son redes digitales, bidireccionales, multipunto, montadas sobre un bus serie, que conectan dispositivos de campo como PLCs/PACs, transductores, actuadores y sensores. Cada dispositivo de campo incorpora cierta capacidad de proceso, que lo convierte en un dispositivo inteligente, manteniendo siempre un costo bajo. Cada uno de estos elementos será capaz de ejecutar funciones simples de diagnóstico, control o mantenimiento, así como de comunicarse bidireccionalmente a través del bus.
Las comunicaciones entre los instrumentos de proceso y el sistema de control se basan principalmente en señales analógicas (neumáticas de 3 a 15 psi en las válvulas de control y electrónicas de 4 a 20 mA). Pero ya existen instrumentos digitales capaces de manejar gran cantidad de datos y guardarlos históricamente; su precisión es diez veces mayor que la de la señal típica de 4-20 mA. En vez de transmitir cada variable por un par de hilos, transmiten secuencialmente las variables por medio de un cable de comunicaciones llamado bus.
La tecnología Fieldbus (bus de campo) es un protocolo de comunicaciones digital de alta velocidad en transferencia de datos creado para remplazar la clásica señal de 4-20 mA que aún se utiliza en muchos de los sistemas DCS (Sistema de Control Distribuido) y PLC, instrumentos de medida y transmisión y válvulas de control. La arquitectura Fieldbus conecta estos instrumentos con computadores que se usan en diferentes niveles de coordinación y dirección de la planta.
Ventajas de un bus de campo.
El intercambio puede llevarse a cabo por medio de un mecanismo estándar.
Flexibilidad de extensión.
Conexión de módulos diferentes en una misma línea.
Distancias operativas superiores al cableado tradicional.
Reducción masiva de cables y costo asociado.
Baja latencia.
Mejor calidad y cantidad en el flujo de datos.
Reducción de errores en la instalación.
Reducción del número de terminales y cajas de conexión.
Sistema abierto.
Desventajas de un bus de campo.
Necesidad de conocimientos superiores.
Inversión de instrumentación y accesorios de diagnóstico.
Costos globales inicialmente superiores.
Buses de alta velocidad y baja funcionalidad.
Están diseñados para dispositivos simples como relevadores, fotoceldas, sensores infrarrojos, triacs entre otros, agrupados en una pequeña zona de la planta o en una sola máquina.
CAN
AS-i
Buses de alta velocidad y funcionalidad Mediana. Son diseñados para controlar dispositivos de campo complejos.
DeviceNet
LONWorks
Buses para áreas de seguridad intrínseca.
Incluyen modificaciones en la capa física para cumplir con los requisitos específicos de seguridad intrínseca en ambientes con atmósferas explosivas. La seguridad intrínsecaes un tipo de protección por la que el componente en cuestión no tiene posibilidad de provocar una explosión en la atmósfera circundante.
Un circuito eléctrico o una parte de un circuito tienen seguridad intrínseca, cuando alguna chispa o efecto térmico en este circuito producidos en las condiciones de prueba establecidas por un estándar no puede ocasionar una ignición. Algunos ejemplos son HART, PROFIBUS PA o WorldFIP.
Buses estandarizados.
Interbus
CANOpen
MODBUS
Industrial Ethernet
ControlNet
Buses de altas prestaciones.
Son buses que soportan cualquier tipo de dispositivo de campo, aunque son buses de alta velocidad, algunos presentan problemas debido a la sobrecarga de operaciones.
WorldFIP
FieldBus Foundation
PROFIBUS
1.5 PROFIBUS.
que se integraron otras grandes empresas tales como ABB, AEG, Landis&Gir, etc., algunas universidades y organizaciones técnicas estatales, entre ellas la propia VDE y el Ministerio Federal de Investigación Alemán.
Se formaron varios grupos de trabajo en distintas áreas, cuya tarea esencial fue la de desarrollar un sistema abierto de comunicaciones apto para integrar desde los sencillos transductores y elementos de campo, pasando por los PLC´s y controles numéricos hasta llegar al nivel de las minicomputadoras para diseño y gestión de la producción.
A partir del año 1990 se abrió la posibilidad para cualquier usuario o empresa de integrarse en un consorcio denominado PROFIBUS Nutzerorganisation, que a través de diversos comités sigue desarrollando y dando soporte al nivel de aplicación y certificación de productos.
PROFIBUS en la actualidad.
PROFIBUS es actualmente uno de los líderes de los sistemas basados en buses de campo en Europa y goza de una aceptación mundial. Sus áreas de aplicación incluyen manufacturación, automatización y generación de procesos. PROFIBUS es un bus de campo normalizado internacionalmente que fue estandarizado bajo la norma EN50170. Esto asegura una protección óptima tanto a los clientes como a los vendedores y asegura la independencia de estos últimos. Los componentes de distintos fabricantes pueden comunicarse sin necesidad de ajustes especiales de interfaces.
Los requisitos para el bus de campo son muy variados. Para la automatización de los procesos industriales que se desarrollan generalmente en entornos agresivos, con peligro para la salud o de explosión, tienen gran importancia la conexión directa de dispositivos con seguridad intrínseca y su alimentación a través del medio de comunicación, así como el elevado contenido informativo de la comunicación. En comparación, en las aplicaciones de la industria de fabricación tienen prioridad la velocidad y el determinismo.
de forma homogénea, gracias a las tecnologías de transmisión complementarias, a un perfil de comunicación unificado y a los perfiles aditivos de aplicación para funcionalidades típicas de dispositivos.
Una arquitectura de bus de campo con una homogeneidad de este tipo presenta ventajas enormes en lo que a los gastos se refiere. Principalmente se trata de una reducción de gastos para el diseño, el montaje y el cableado, pero también para la planificación, la ingeniería, la puesta en marcha y la prueba, así como la documentación y la formación. La ventaja más valorada es el ahorro de gastos a largo plazo, que se puede obtener mediante la gestión eficiente de activos en el mantenimiento y en el funcionamiento a largo plazo.
Variantes de PROFIBUS.
PROFIBUS puede ser usado para transmisión crítica en el tiempo de datos a alta velocidad y para tareas de comunicación extensas y complejas, por estas razones todos los fabricantes líderes en tecnología de automatización, ofrecen interfaces PROFIBUS para sus dispositivos. Esta versatilidad viene dada por las tres versiones compatibles que componen la familia PROFIBUS:
PROFIBUS PA: Diseñado para automatización de procesos, permite la conexión de sensores y actuadores a una línea de bus común incluso en áreas especialmente protegidas, aunado a esto permite la comunicación de datos y energía en el mismo bus (norma IEC 1158-2)
PROFIBUS DP: Optimizado para alta velocidad, conexiones sencillas y baratas. Esta variante es diseñada especialmente para la comunicación entre los sistemas de control de automatismos y de E/S distribuidas.
Puede decirse que PROFIBUS ha conseguido definir toda una red de comunicación industrial, desde el nivel físico hasta el de aplicación, esto puede observarse en la Figura 1.17:
Figura 1.17 Red de comunicación industrial PROFIBUS.
Estructura de la red.
Medio físico.
La tecnología de transmisión más usada es la RS-485. Su área de aplicación comprende aquellas aplicaciones donde se requiere su simplicidad, velocidad de transmisión y lo barato de la instalación. Se usa un par diferencial con cable trenzado aunque también puede implementarse con fibra óptica y enlaces con estaciones remotas vía módem o vía radio. La velocidad de transmisión varía entre 9.6Kbits/s y 12Mbits/s, dependiendo del medio físico, como se indica en la Tabla 1.1:
Tabla 1.1 Velocidad de transmisión de PROFIBUS según el medio físico.
Elementos del bus.
El elemento esencial del bus es el nodo, PROFIBUS prevé la existencia de dos tipos de nodos:
Activos: son nodos que pueden actuar como maestro del bus, tomando enteramente el control del bus.
Pasivos: son nodos que únicamente pueden actuar como esclavos y, por tanto, no tienen capacidad para controlar el bus. Estos nodos pueden dialogar con los nodos activos mediante un simple mecanismo de pregunta-respuesta, pero no pueden dialogar directamente entre sí.
Aparte de estos dos tipos de nodos, existen otros dos bloques esenciales en la arquitectura del bus:
Expansiones E/S: este tipo de bloques constituyen la interfaz con las señales de proceso y pueden estar integrados tanto en un nodo activo como en un nodo pasivo.
Repetidores: los repetidores ejecutan el papel de simples transceptores bidireccionables para regenerar la señal.
Topología.
Figura 1.18 Ejemplo de una red línea/árbol.
El número máximo de nodos conectables a cada tramo del bus, sin necesidad de repetidores es de 32. A efectos de esta limitación los propios repetidores cuentan como un nodo. El número máximo de nodos del bus es de 127, de los cuales un máximo de 32 pueden ser nodos activos.
Estructura lógica.
Figura 1.19 Estructura lógica de PROFIBUS.
Naturalmente esta estructura admite la posibilidad de que exista un solo nodo activo en el bus, con lo que se convertiría en un bus con una estructura del tipo maestro- esclavo. Cabe señalar que cuando una estación activa posee el testigo, considera a todas las demás como esclavos, incluyendo también al resto de estaciones activas que no poseen el testigo en aquel momento.
Tecnología de transmisión.
Como es imposible satisfacer todos los requerimientos con una tecnología de transmisión sencilla, PROFIBUS aprovecha 3 variaciones:
1.- RS-485 (Transmisión para DP/FMS).
Es la transmisión más frecuentemente utilizada por PROFIBUS. Su área de aplicación incluye todas las áreas en las que se requieren alta velocidad de transmisión y una instalación sencilla. Tiene la ventaja de que posibles ampliaciones no influyen en las estaciones que se encuentran ya en operación.
Red con topología bus, con par trenzado.
Conexión máxima de 32 estaciones sin repetidor (127 con repetidor).
Longitud máxima del cable dependiente de la velocidad de transmisión.
Tabla 1.2 Distancias basadas en la velocidad de transmisión utilizando RS-485.
Generalmente en este tipo de transmisión se utiliza preferente el conecto pi “u D ,
este conector es ilustrado en la Figura 1.20
Figura 1.20 Conector 9 pin Sub D para RS-485.
Terminadores de bus.
Cuando se utiliza esta tecnología de transmisión en PROFIBUS DP/FMS la instalación requiere de un terminador en cada extremo del bus. Según la norma este terminador debe ser activo. Esto es, no basta una resistencia terminal, sino que se trata de un arreglo de resistencias que están energizadas.
El otro extremo del bus tiene dos alternativas. Que el terminador activo sea provisto por el último nodo de la red, o que sea provisto por un terminador externo. La primera opción es muy simple, pero tiene el inconveniente de que si se requiere desenergizar el nodo, se perderá la función del terminador activo, comprometiendo con ello la integridad de toda la red. Por ello, puede ser preferible tener la resistencia activa en forma separada, de tal modo de mantenerla siempre energizada.
En el caso de PROFIBUS PA los terminadores de bus son pasivos, es decir, sólo resistencia.
2.- IEC 1158-2 (Transmisión PROFIBUS PA).
La tecnología de transmisión IEC 1158-2 cumple los requerimientos de las industrias químicas y petroquímicas. Posee una seguridad intrínseca y permite a los dispositivos de campo ser conectados al bus, es una tecnología principalmente usada por PROFIBUS PA.
La transmisión se basa en los siguientes principios:
Cada segmento tiene sólo una fuente de energía.
No se produce ningún tipo de alimentación cuando una estación está enviando datos.
Los dispositivos actúan como caidas de corriente.
Se permiten redes con topología bus, árbol y estrella.
Para incrementar la fiabilidad, se pueden diseñar segmentos de bus redundantes.
Las características más importantes de este tipo de transmisión son:
Transmisión de datos digital asíncrona.
Velocidad de transmisión 31.25 kbit/s.
Conexión de 32 estaciones por segmento (máximo de 126 con repetidor).
Posibilidad de expansión hasta a 4 repetidores.
3.- Fibra óptica.
Los conductores por fibra óptica pueden ser usados para aplicaciones PROFIBUS en ambientes con interferencias electromagnéticas muy altas y para incrementar la distancia máxima con velocidades elevadas. Hay disponibles dos tipos de conductores. Los conductores por fibra óptica (plástico) para distancias de 50 m o los conductores por fibra óptica (cuarzo) para distancias de 1Km.
Arquitectura del protocolo.
PROFIBUS está basado en normas internacionalmente reconocidas. La arquitectura protocolar está orientada al sistema OSI. En este modelo cada capa de la transmisión realiza tareas definidas de forma precisa, a continuación se muestran las capas del modelo OSI empleadas (Figura 1.21):
Figura 1.21 Arquitectura del protocolo según el modelo OSI.
La Capa 2 o Capa de Enlace (FDL – Fieldbus Data Link) define el protocolo de acceso al bus y se encarga de establecer el orden de circulación del testigo una vez inicializado el bus, adjudicando el testigo en el arranque, en caso de pérdida del mismo, o en caso de adición o eliminación de estaciones activas.
La Capa 7 o Capa de aplicación define las funciones de aplicación.
PROFIBUS DP:
Usa las capas 1 y 2 y el interface de usuario, mientras que no define de las capas 3 a 6.
Asegura una transmisión de datos rápida y eficiente.
Se permite una comunicación RS-485 o por fibra óptica.
PROFIBUS FMS:
Define las capas 1, 2 y 7.
FMS contiene el protocolo de aplicación y proporciona al usuario una amplia selección de potentes servicios de comunicación.
La capa 2 (capa de unión de datos) ofrece el control de acceso al bus y garantiza la seguridad de los datos.
PROFIBUS PA:
Utiliza el protocolo DP extendido para la transmisión de datos.
Usa un indicador que define el comportamiento de los dispositivos de campo.
La tecnología de transmisión permite un alto grado de seguridad y deja que los elementos de campo sean conectados al bus.
Pueden ser integrados de una forma fácil en redes de trabajo PROFIBUS DP.
Mensajes cíclicos y acíclicos.
Mensajes cíclicos: Estos mensajes permiten el intercambio de datos de baja prioridad y por tanto no críticos en cuanto tiempo de respuesta. Los servicios disponibles son los siguientes:
SDN (Send Data with No acknowledge): E vío de datos si a use , ensajes de difusión (de Maestro a todos los esclavos).
SDA (Send Data with Acknowledge): E vío de datos o a use , ensaje punto a punto cuya función es enviar datos o funciones de control del Maestro a uno de los esclavos.
RDR (Request Data with Reply): Respuesta de datos solicitados , mensajes punto a punto cuya función es la de solicitar datos a uno de los esclavos.
SRD (Send and Request Data): E vío e ep ió de datos , ensajes punto a punto que permiten enviar datos y recibir datos de un esclavo.
La respuesta a uno de estos mensajes está condicionada por el tiempo total de ciclo del testigo entre todos los nodos activos.
Mensajes acíclicos: Estos mensajes permiten acortar el tiempo de respuesta de los datos críticos. A cada turno de Maestro se puede enviar un mensaje de difusión conteniendo los valores críticos de todos los esclavos. La lista de estos valores es conocida por todas las estaciones maestras en una tabla. Los mensajes pueden ser de 2 tipos:
CRDR (Cyclic Request Data with Reply), respuesta cíclica de datos solicitados.
CSRD (Cyclic Send and Request Data), envío y recepción de datos cíclico.
Gestión de dispositivos con GSD y EDD.
La inteligencia de los dispositivos de campo y los componentes de periferia descentralizada ha crecido enormemente. Hoy en día tales dispositivos ofrecen funciones e informaciones hasta ahora reservadas a los controladores.
de función de aplicación, parámetros de configuración, unidades de medida, valores límite y valores predeterminados, rangos de valores entre otros.
El fabricante del dispositivo ofrece esta descripción de la forma siguiente:
Archivo de datos maestros de dispositivo (GSD) para el intercambio cíclico de datos entre el maestro y los esclavos PROFIBUS
Electronic Device Description (EDD) con propiedades normalizadas y no propietarias para fines de parametrización, diagnóstico y observación de valores medidos acíclicos. Archivo de datos maestros de dispositivo GSD.
El GSD es un archivo de textos ASCII que describe las características de comunicación generales y específicas de un dispositivo PROFIBUS con ayuda de palabras clave obligatorias y opcionales. Números de identificación de fabricante y perfil incrementan la seguridad de configuración y simplifican la intercambiabilidad de los dispositivos. El archivo GSD describe todos los parámetros importantes para la comunicación cíclica.
Electronic Device Description EDD.
Figura 1.22 Gestión de dispositivos en PROFIBUS.
Interoperabilidad e intercambiabilidad.
Interoperabilidad.
La interoperabilidad de PROFIBUS permite al usuario conectar a un controlador dispositivos de campo de diferentes fabricantes y operarlos de forma coexistente. La base para ello son las descripciones de dispositivos GSD y EDD. Al configurar el bus utilizando el sistema de ingeniería los parámetros de comunicación para el maestro PROFIBUS se generan en base al archivo GSD. Dichos parámetros determinan las propiedades y el repertorio funcional de la comunicación cíclica entre maestro y esclavo.
Figura 1.23 Interoperabilidad en PROFIBUS-DP.
Intercambiabilidad.
El maestro PROFIBUS reconoce el fabricante y el perfil PA de los dispositivos conectados a PROFIBUS así como su número de identificación GSD. El "perfil PA" no propietario permite reemplazar dispositivos PROFIBUS pertenecientes a una familia de perfil simplemente por dispositivos comparables de otros fabricantes.
Figura 1.24 Intercambio de dispositivos de otros fabricantes.
PROFIBUS-PA.
Figura 1.25 Comparativa de cableado de un sistema convencional y PROFIBUS-PA.
Cuando se usa el método convencional de cableado, cada línea individual de señal debe estar conectada al módulo de E/S del sistema de control del proceso. Para cada aparato se requiere una fuente de energía distinta. Como contraste, cuando se usa PROFIBUS-PA, sólo se necesita una línea de dos cables para transmitir toda la información y la energía a los dispositivos de campo.
PROFIBUS-DP.
PROFIBUS-DP está diseñado para la comunicación de datos a alta velocidad a nivel de dispositivo (hasta 12Mbit/s). Los controladores centrales (PLCs/PCs) se comunican con los dispositivos de campo distribuidos por medio de un enlace serie de alta velocidad. La mayoría de las comunicaciones de datos con estos dispositivos periféricos es realizada de una forma cíclica según la norma EN 50 170. Además de las funciones cíclicas, se requieren otras de tipo acíclico para dispositivos de campo inteligentes para permitir la configuración, diagnóstico y manejo de alarmas.
Funciones básicas de PROFIBUS-DP.
El controlador central (maestro) lee de forma cíclica la información procedente de los esclavos y escribe la información de salida en los esclavos. El tiempo de ciclo del bus debe ser más pequeño que el tiempo de ciclo del programa del PLC central (para la mayoría de aplicaciones es de 10 ms). Además PROFIBUS-DP proporciona funciones poderosas para diagnósticos y configuración en las transmisiones de datos de usuario cíclicas. La comunicación de datos es monitorizada mediante la monitorización de las funciones tanto en el maestro como en el esclavo. En la Tabla 1.3 se pueden observar las características esenciales de PROFIBUS-DP.
Tabla 1.3 Principales características de PROFIBUS-DP
Tecnología de transmisión.
1)RS-485, par trenzado, dos líneas de cable o fibra óptica. 2)Velocidad en baudios: de 9.6 Kbit/s a 12 Mbit/s.
Acceso al bus
1)Entre maestros se realiza mediante el paso del testigo y entre esclavos mediante la jerarquía maestro-esclavo.
2)Posibilidad de sistemas monomaestro y multimaestro.
3)Máximo de 126 estaciones en un bus (entre maestros y esclavos).
Modos de operación
1)Operate: Transmisión cíclica de datos de entrada y salida.
2)Clear: Se leen las entradas manteniendo las salidas en estado de seguridad. 3)Stop: Sólo se permite la transmisión de datos entre maestros
Comunicación
1)Par a par (transmisión de datos de usuario) o Multicast (comandos de control). 2)Transmisión cíclica de datos entre maestro-esclavo y transmisión acíclica entre maestros.
Tipos de dispositivo
1)DP maestro clase 2 (DPM2):dispositivo de diagnóstico/programación/configuración.
Configuración del sistema y tipos de dispositivos.
PROFIBUS DP permite sistemas monomaestro y multimaestro. Esto proporciona un alto grado de flexibilidad durante la configuración del sistema, pudiendo conectar hasta 126 dispositivos (maestros o esclavos) en un bus. La descripción de la configuración del sistema consiste en el número de estaciones, la asignación entre la dirección de la estación y las direcciones de las E/S, el formato de los datos de E/S, el formato de los mensajes de diagnóstico y los parámetros del bus usados. Cada sistema PROFIBUS DP puede contener 3 tipos diferentes de dispositivos:
DP Maestro Clase 1 (DPM1): Controlador central que intercambia información con las estaciones descentralizadas (DP esclavos) con un ciclo de mensaje específico. Dispositivos típicos son los controladores programables (PLCs) y los PCs.
DP Maestro Clase 2 (DPM2): Son programadores, dispositivos de configuración y operadores. Se usan para la identificación de la configuración del sistema DP o para el funcionamiento y supervisión de operaciones.
DP esclavo: Es un dispositivo periférico (E/S, válvulas, etc.) que recoge información de entrada y/o manda información de salida.
En la configuración multimaestro (Figura 1.27) se conectan varios maestros al bus. Estos maestros son subsistemas independientes consistentes cada uno en un DPM1 maestro y sus correspondientes DP esclavos (o dispositivos adicionales). Las imágenes de las E/S de los esclavos pueden ser leídos por todos los DP maestros. Sin embargo, sólo un DP maestro (el asignado durante la configuración) puede tener acceso de escritura en las salidas. Los sistemas multimaestro presentan un tiempo de ciclo mayor que los sistemas monomaestro.
Figura 1.27 Sistema multimaestro.
1.5.9 PROFIBUS-FMS.
PROFIBUS-FMS está diseñado para la comunicación a nivel celular. A este nivel los controladores programables (PLC’s PC’s se o u i a e p i ipio e t e sí. E esta ea de
aplicación es más importante un alto grado de funcionalidad que unos tiempos rápidos de reacción del sistema.
Servicios del FMS:
Establece y desconecta conexiones lógicas.
Lee y escribe variables.
Carga y lee áreas de memoria.
Compila, empieza y detiene programas.
Peticiones de estado y de identificación de dispositivos.
Servicios para la dirección del diccionario de objeto.
Objetos de comunicación y diccionario de objetos.
Todos los objetos de comunicación de un dispositivo FMS están por completo en el diccionario de objetos locales del dispositivo. El diccionario de objetos contiene la descripción, estructura y tipos de datos, así como la relación entre las direcciones internas del dispositivo de los objetos de comunicación y su designación en el bus (índice/nombre). El diccionario de objetos se compone de los siguientes elementos:
Cabecera.
Lista de tipos de datos estáticos.
Diccionario de objetos estáticos.
Lista dinámica de listas de variables.
Lista dinámica de programa.
Interface de la capa más baja.
El mapa de la capa 7 a la capa 2 es manejada por este interface. Sus tareas incluyen el control de flujo y la supervisión de la conexión.
El usuario se comunica con los otros procesos de aplicación a través de canales lógicos llamados relaciones de comunicación. El interface mantiene varios tipos de relaciones de comunicación para la ejecución de los servicios FMS y FMA7. Las relaciones de comunicación tienen diferentes capacidades de conexión (por ejemplo, supervisión, transmisión y demandas a los compañeros de comunicación).
Operación mixta de PROFIBUS-FMS y PROFIBUS-DP.
Capítulo II. Hardware de la Red PROFIBUS
2.1 Sistema de Control Distribuido Freelance 800F de ABB.
El Sistema de Control Distribuido Freelance 800F está diseñado para disminuir los costos totales del desarrollo de un proyecto; como el hardware constituye menos en el precio de un sistema de automatización, los costos para crear software de usuario se vuelvan más importantes, contabilizando en promedio más del 50% del costo total de un proyecto de automatización.
A continuación se muestran algunas de las razones de la reducción de costos al emplear un Sistema de Control Distribuido Freelance 800F:
Usando solo una herramienta de ingeniería (Control Builder F) para configurar el sistema en su totalidad.
Generando automáticamente toda la comunicación entre controladores y estaciones de operación.
Una base de datos uniforme en todo el sistema.
Configuración gráfica con editores de alto desempeño en lenguajes de programación como lo es diagrama de bloques funcionales (FBD), diagrama de escalera (LD), lista de instrucciones (IL), lógica de función secuencial (SFC) y texto estructurado (ST).
Integración de cualquier esclavo PROFIBUS-DP o PA utilizando el concepto de esclavo genérico (usando un archivo GSD).
Integración de dispositivos PROFIBUS usando FDT/DTM
Arquitectura del sistema.
El nivel de operador de DigiVis Freelance 800F.
Las estaciones de operación DigiVis (software de supervisión HMI/SCADA) utilizan hardware de PC, ya sea de tipo estándar o industrializado de acuerdo a la aplicación.
Una estación de ingeniería y varias estaciones de operación pueden instalarse en el nivel de operador. La estación de ingeniería con Control Builder F se utiliza para configurar y comisionar el sistema. Usualmente, se utilizan equipos portátiles tales como laptops, ya que permiten efectuar el trabajo de configuración tanto en la oficina como en sitio.
Nivel de proceso Freelance 800F.
En el nivel de proceso, un sistema Freelance 800F puede consistir de varias estaciones de proceso que se conectan a unidades de E/S. Se tiene la opción de usar las estaciones de proceso ya sea en forma redundante (redundancia de CPU, redundancia de módulos de bus de campo) o sin redundancia. Los módulos de E/S de tipo enchufe (plug-in) se utilizan de acuerdo con el tipo y cantidad de señales de proceso. Con AC800F, pueden conectarse los componentes que cumplen con estándares de bus de campo, como E/S remotas o dispositivos de campo.
Comunicación del sistema.
Los niveles de operador y de proceso se comunican entre sí a través de la red del sistema (basada en Ethernet) con TCP/IP. Un servidor OPC Freelance está disponible para conexiones a estaciones de operación de alto nivel u otros clientes OPC. Los valores de proceso y las
ala as del siste a F eela e puede a esa se vía OPC. U a i te faz p og a ada e C
para Windows puede usarse para aplicaciones externas que no utilizan la interfaz OPC estándar, DMS-API se emplea para ello.
Automatización a nivel del proceso: El controlador.
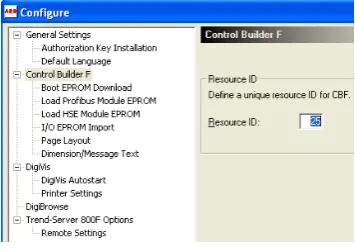
DPV1, FOUNDATION Fieldbus HSE, MODBUS, (maestro/esclavo, RTU, o ASCII), IEC 60870-5-101 y CAN para E/S de Rack Freelance. La red de bus de campo y los esclavos PROFIBUS conectados se configuran y parametrizan en su totalidad utilizando la herramienta de ingeniería Control Builder F.
Figura 2.1 Controlador AC800F y módulos de comunicación.
Los esclavos PROFIBUS pueden integrarse al sistema utilizando un archivo GSD o un FDT/DTM:
GSD. Device Master Data, abreviatura para el término alemán Gerätestammdaten. Un GSD es el archivo de base de datos de los dispositivos, también denominado hoja de datos de dispositivos .
FDT/DTM. Herramienta de Dispositivos de Campo (Field Device Tool)/Administrador de tipos de dispositivos (Device Type Manager)
En el caso de FOUNDATION Fieldbus, la configuración se lleva a cabo utilizando archivos CFF o DD, ello permite la parametrización del bus de campo aún sin dispositivos de campo conectados:
CFF. Archivo de Capacidades (Capabilities File)