ESCUELA SUPERIOR DE INGENIERÍA
MACÁNICA Y ELÉCTRICA
PROPUESTA DE MODERNIZACIÓN DEL CONTROLADOR LÓGICO PROGRAMABLE PARA LOS MODULOS DE NEUMÁTICA Y ALMACENAMIENTO DEL SISTEMA DE
MANUFACTURA INTEGRADA POR COMPUTADORA.
T E S I S QUE PARA OBTENER EL TITULO DE:
INGENIERO EN CONTROL Y AUTOMATIZACIÓN
P R E S E N T A N:
CASTAÑEDA RODRIGUEZ FRANCISCO JAVIER GUTIERREZ CASTILLO SERGIO
ILLESCAS DELGADILLO ANTONIO JESUS
ASESORES:
M. en C. PEDRO FRANCISCO HUERTA GONZÁLEZ ING. ENRIQUE LOPEZ SANTINI
ÍNDICE
OBJETIVO………..i
JUSTIFICACIÓN………...ii
PLANTEAMIENTO DEL PROBLEMA……….iii
INTRODUCCIÓN………..iv
CAPÍTULO 1 “ANTECEDENTES”……….1
1.1.- Evolución histórica de los procesos industriales……….2
1.1.1.- Automatización de los procesos industriales………..3
1.1.1.1.- Control automático……….. 3
1.1.1.2.- Las máquinas automáticas………...4
1.1.1.3.- Incorporación de las computadoras en la industria…..4
1.1.1.4.- Automatización de los procesos industriales a futuro..7
1.1.2.- Historia de los sistemas CAD, CAM y CIM………..….7
1.1.2.1.- Manufactura física…………..…….……….9
CAPÍTULO 2 “MANUFACTURA INTEGRADA POR COMPUTADORA”………...13
2.1.- Sistema manufactura integrada por computadora………...16
2.2.- Concepto CIM………..19
2.3.- Beneficios del CIM………..21
2.4.- Tipos de CIM………...22
2.4.1.- CIM de mesa………....23
2.4.2.- Mini CIM....………....………...24
CAPÍTULO 3 “DESARROLLO TÉCNICO Y SECUENCIA DE
OPERACIÓN DEL CIM”………..………26
3.1.- Unidades y componentes con las que cuenta el CIM del laboratorio de Ingeniería en Control y Automatización …….……….………….…27
3.1.1.- Unidad de Almacenamiento AS/AR..………....28
3.1.2.- Unidad de Neumática………...28
3.1.3.- Unidad CNC………..29
3.1.4.- Unidad de Visión………...29
3.1.5.- Banda transportadora………....…30
3.1.6.- PLC………...30
3.2.- Secuencia de operación de las unidades de Neumática y Almacenamiento del laboratorio de ICA………....31
3.2.1.- Sistema Neumático………...31
3.2.1.1.- Componentes del sistema………..……….33
3.2.2.- Sistema de Almacenamiento AS/AR...………...39
3.2.2.1.- Componentes electrónico………..….40
3.2.2.2.- Secuencia de operación e instrucciones de mando…….43
3.2.2.3.- Parámetros de funcionamiento………...47
3.2.2.4.- Modos de control del estibador……….……...46
3.2.2.4.1.- Direccionamiento único………..46
3.2.2.4.2.- Modos de seguimiento………....47
3.2.2.5.- Asignación de ubicaciones de almacenamiento……...47
3.2.2.6.- Secuencia de los pedidos de retito………..…48
CAPÍTULO 4 “PLC MICROLOGIX 1100 Y PROTOCOLOS DE COMUNICACIÓN”...49
4.1.- Micrológix 1100………...50
4.2.- Protocolos de comunicación………...…..52
4.2.1.- Protocolo MODBUS………....52
4.2.1.1.- Principales características………..………...52
4.2.2- Protocolo ETHERNET……….53
4.2.2.1.- Objetivos de ETHERNET………....53
4.2.2.2- Principios de operación de ETHERNET……….…..55
4.2.3- Direccionamiento……….56
4.2.4.- Componentes de ETHERNET……….………..…...58
4.2.5.- Topologías ETHERNET………...63
4.2.5.1.- Tipo Estrella………...…63
CAPÍTULO 5 “DESARROLLO DE HARDWARE”………..66
5.1.- Hardware……….…...…67
5.1.1.- Relaciones entradas-salidas de los módulos………..…67
5.1.2.- Arquitectura de control………..70
5.1.3.- Diagrama esquemático del Sistema de Almacenamiento………...72
5.1.4.- Diagrama eléctrico del Sistema de Almacenamiento………73
5.1.5.- Diagrama de flujo del Sistema de Almacenamiento……..………...74
5.1.6.- Diagrama esquemático del Sistema de Neumática…...…………...…75
5.1.7.- Diagrama eléctrico del Sistema de Neumática………...….…..76
5.1.8.- Diagrama de flujo del Sistema de Neumática………...…...77
5.1.9.- Lista de materiales……….79
5.1.10.- Layout del CIM (Laboratorio de robótica)………...……80
5.1.11.-Micro-Localización………...80
5.1.12.- Macro-Localización………..81
CAPÍTULO 6 “ESTUDIO ECONÓMICO”………..82
6.1.- Estudio económico……….83
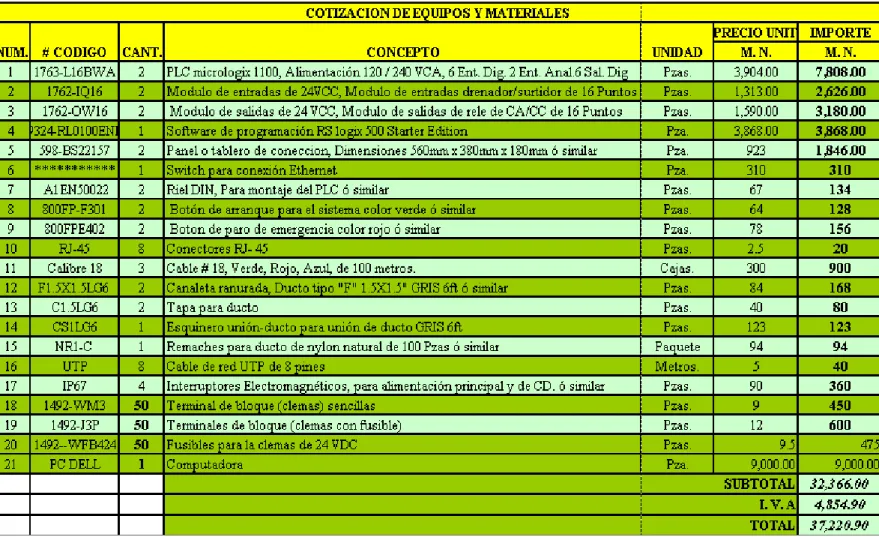
6.2.- Cotización de equipos y materiales………...85
6.3.- Costos de ingeniería………...86
6.4.- Costo total………...86
6.4.1.- Análisis de costo del proyecto CIM………....…....86
CONCLUSIONES………...87
GLOSARIO...88
BIBLIOGRAFÍA.………...93
ÍNDICE DE FIGÚRAS
Figura 1.1.- Sistema de control retroalimentado………5
Figura 1.2.- Niveles de un sistema de control jerarquizado ………6
Figura 2.1.- Fabricación integrada por computadora………..…….………16
Figura 2.2.- Forma óptima del CIM………..………...18
Figura 2.3.- Estructura del CIM…..………….………20
Figura 2.4.- CIM de mesa………..………..…………23
Figura 2.5.- Mini CIM………….………24
Figura 2.6.- CIM completo……….……….………25
Figura 3.1.- CIM de ICA……….………27
Figura 3.2.- Almacenaje de piezas………..………28
Figura 3.3.- Modulo Neumático………...………...28
Figura 3.4.- CNC………...………...29
Figura 3.5.- Sistema de visualización…..………...29
Figura 3.6.- Banda transportadora………...………30
Figura 3.7.- Controlador PLC………...………...30
Figura 3.8.- Unidad Neumática………32
Figura 3.9.- Compartimiento de piezas cilíndricas…...…...………34
Figura 3.10.- Compartimiento de piezas rectangulares…….………..35
Figura 3.11.- Compartimiento de los pallet……….………...36
Figura 3.12.- Manipulador de los cilindros…..………37
Figura 3.13.- Manipulador de los pallet….………..38
Figura 3.14.- Canastilla para los cilindros incorrectamente clasificados.…………...38
Figura 3.15.- Unidad de servicio de la presión de aire…….………...39
Figura 3.16.- Sistema AS/AR………….……….41
Figura 3.17.- Estructura del almacén….………..41
Figura 3.18.- Unidad de carga….………43
Figura 3.19.-Estibador.………44
Figura 4.1.- PLC Micrológix 1100…...………...51
Figura 4.2.- Módulos de expansión…...………..51
Figura 4.3.- Sistemas de segmentos interconectados………..………57
Figura 4.4.- Componentes de Ethernet..……….……….58
Figura 4.5.- Topología Bus… ………..…………...64
Figura 5.1.- Arquitectura de control actual………..70
Figura 5.2.- Arquitectura de control propuesta………71
Figura 5.3.- Diagramas esquemático del Sistema de Almacenamiento………...72
Figura 5.4.- Diagrama eléctrico del Sistema de Almacenamiento……...…………...73
Figura 5.5.- Diagrama de flujo AS/AR…..……….……….74
Figura 5.6.- Diagrama esquemático del Sistema de Neumática………...…………...75
Figura 5.7.- Diagrama eléctrico del Sistema de Neumática…….………...76
Figura 5.8.- Diagrama de flujo Sistema Neumático………...……….77
Figura 5.9.- Layout……...………...…80
Figura 5.10.- Ubicación del CIM………80
ÍNDICE DE TABLAS
Tabla 2.1.- Beneficios del CIM……….….21
Tabla 2.2.- Beneficios de la implementación en la industria de un CIM completo..21
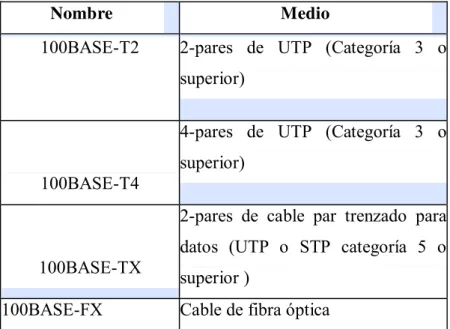
Tabla 4.1.- Medios de conexión de Ethernet………...58
Tabla 4.2.- Clasificación del medio………...60
Tabla 4.3.- Tipos de Ethernet………62
Tabla 5.1.- Relación de E/S del sistema de almacenamiento………...….67
Tabla 5.2.- Significado de sintaxis……….…...…68
Tabla 5.3.- Relación de E/S del sistema neumático………..69
Tabla 5.4.- Significado de las abreviaturas………...…69
Tabla 5.5.- Lista de materiales………..78
Tabla 6.1.- Costo de equipo y material del proyecto………85
Tabla 6.2.- Costo total de ingeniería (mano de obra)………86
i
OBJETIVO:
Implementar un controlador lógico programable en un sistema de manufactura
integrada por computadora para sustituir la red de comunicación Modbus por
Ethernet, con la finalidad de facilitar el monitoreo y control de las unidades de
ii
PLANTAMIENTO DEL PROBLEMA:
En la actualidad diferentes competidores nacionales o internacionales están
ejerciendo una presión a las industrias mexicanas como nunca antes se había visto.
Debido a la competencia, los mercados existentes se están cerrando y la participación
en los mismos se está evaporando, aún y cuando se tienen más recursos, talentos y
tecnologías.
La industria está encontrando que en la actualidad la integración de todas las áreas de
la empresa es su opción más viable estratégicamente hablando para incrementar su
iii
JUSTIFICACIÓN:
Actualmente las industrias junto con la tecnología sufren transformaciones rápidas,
por lo que tienden a un desarrollo espectacular, de esta forma el CIM entra en
competencia de hoy en día con cualquier tipo industria internacional.
Ya que se presentaran importantes beneficios, los cuales son: mejora en la
productividad, mayor rapidez en la introducción o modificaciones de productos,
reducción de costos de manufactura, esto creara mas competitividad y efectividad a la
industria, siempre y cuando este implementado por completo el CIM.
La implementación de un sistema CIM debe verse por el valor de ella como una
INTRODUCCIÓN
En todo tipo de industria la manipulación de la materia prima varia constantemente y
en general la industria actualmente sufre transformaciones rápidas, por tal motivo,
los mercados industriales internacionales tienen tendencias de desarrollo espectacular
y se están manifestando en unos ciclos de vida sumamente cortos, por lo tanto, el
presente proyecto establece que la Manufactura Integrada por Computadora (CIM), es
una forma de entrar a esa competencia de hoy en día. El CIM con un nuevo protocolo
de comunicación, debe ser empleado para el control en la industria de procesos. Otro
beneficio es la comunicación Ethernet que actualmente ya no es únicamente a nivel
gerencial si no también a nivel proceso.
La implementación de un sistema CIM debe verse por el valor de ella como una herramienta estratégica y no como una mera inversión de capital. Para aquellas compañías que eligen CIM, los beneficios son reales, y pueden significar la diferencia entre el éxito y el fracaso. De esta manera podemos concretar que el concepto CIM, apunta hacia la llamada “FÁBRICA DEL FUTURO”
En los últimos años, los fabricantes han centrado sus esfuerzos en encontrar una
forma de aumentar la productividad por medio del uso y aprovechamiento de la nueva
tecnología de cómputo, sin embargo, esto no sólo se logra gracias a la aplicación de la
tecnología únicamente, sino que existen diferentes elementos que al unirlos permiten
una verdadera integración.
La industria está encontrando que en la actualidad la integración de todas las áreas de
la empresa es su opción más viable estratégicamente hablando para incrementar su
productividad y crear una empresa más competitiva.
En los próximos años es muy probable que sucedan muchos cambios en la industria
necesidades del cliente y competencia mundial, así como la disponibilidad de nuevas
tecnologías. Se enfrenta al reto de competir con mejor calidad en el producto, mejores
costos de manufactura, tiempos de producción más reducidos, así como una mayor
respuesta a los súbitos cambios de la demanda. Muchos métodos tradicionales para
diseñar y fabricar un producto también enfrentan nuevos retos. A continuación damos
una pequeña introducción a cerca de cada capitulo para despertar su curiosidad.
Capitulo 1
Menciona como va evolucionando la automatización de los procesos industriales a
través de los años, por ejemplo, la aparición de la microelectrónica y de los
microprocesadores que ha facilitado el desarrollo de técnicas de control complejas, la
robotización, la implementación de sistemas de gobierno y la planificación. Todos
estos elementos llevan consigo la reducción de costos al aumento de la productividad
y la mejora del producto.
Capitulo 2
En este capitulo trataremos de situar en un contexto general de la tecnología CIM, ya
que cronológicamente, los sistemas CAD fueron los primeros en aparecer, luego
aparecieron los CAM y finalmente se llegó al concepto CIM; esto ocurrió así debido
a que cada nuevo sistema se basó en el anterior o al menos lo usó como base. Como
también ventajas y beneficios del CIM
Capitulo 3
En el capitulo 3 cita la secuencia de operación de los módulos de neumática y
almacenamiento del CIM de la escuela del laboratorio de robótica principalmente y
describe todas las partes que constituyen el CIM. En el módulo de neumática describe
sus componentes tanto eléctricos como mecánicos de igual manera el modulo de
Capitulo 4
En este capitulo describe en forma general el PLC Micrologix 1100 que vamos a
implementar como también describe el protocolo Ethernet su ventajas y
características de la propio comunicación, también contiene la topología que cuenta el
CIM que es el tipo bus, la topología que vamos a ocupar.
Capitulo 5
En este capitulo es nuestra propuesta de hardware para la modernización del CIM.
Contiene sus diagramas esquemáticos que ilustran las conexiones físicas del
Micrologix 1100 con sus respectivas entradas y salidas digitales. También se muestra
la arquitectura de control propuesta realizando una comparación contra la arquitectura
de control que contiene el CIM.
Capitulo 6
En este capitulo se enfoca al costo del proyecto ya implementado al CIM como
2 1.1.- EVOLUCIÓN HISTÓRICA DE LOS PROCESOS INDUSTRIALES
La automatización de los procesos industriales a través de los años ha dado lugar a un
avance espectacular de la industria. Todo ello ha sido posible gracias a una serie de
factores entre los que se encuentran las nuevas tecnologías en el campo mecánico,
computacional y sobre todo el control, la regularización de sistemas y procesos.
La incorporación de las computadoras en la producción es, sin lugar a duda, el
elemento puente que esta permitiendo lograr la automatización integral de los
procesos industriales. La aparición de la microelectrónica y de los microprocesadores
ha facilitado el desarrollo de técnicas de control complejas, la robotización, la
implementación de sistemas de gobierno y la planificación. Todos estos elementos
llevan consigo la reducción de costos al aumento de la productividad y la mejora del
producto.
Los siglos XVII y XVIII fueron la edad de oro de los autómatas por el desarrollo de
la mecánica de precisión requerida en la fabricación de relojes. A partir del siglo
XVII, empezaron aplicarse las ideas automáticas a las primeras máquinas de la
industria textil.
3 1.1.2.-AUTOMATIZACIÓN DE LOS PROCESOS INDUSTRIALES
El tiempo de los autómatas, destinados a distraer a las cortes acabo pronto y las ideas
plasmadas por ellos fueron recogidas por los industriales del siglo XVIII, que se
dieron cuenta de la importancia de la automatización de las fábricas, es decir, la
producción sin intervención humana.
Fue en eso momento cuando se empezaron a desarrollar los dos elementos básicos
que inciden en la automatización de los procesos industriales: 1.- Los sistemas de
control que permiten gobernar el funcionamiento de las máquinas y 2.- Las máquinas
automáticas que realizan las operaciones de producción.
1.1.2.1.- CONTROL AUTOMÁTICO
La automatización de los procesos industriales comenzó con la necesidad de
almacenar la secuencia de operaciones y de los tiempos de paliación de las mismas.
En los procesos industriales se requiere uniformidad y calidad en la fabricación de
productos. Para ello, se debe tomar medida a las variables críticas y modifica el
proceso cuando existen divergencias con los valores prefijados. A este principio se le
denomina retroalimentación (feedback), y es el elemento neurálgico de todo el
sistema de control automático. Esta claro que no en todos los casos se requiere pero
4 1.1.2.2.- LAS MÁQUINAS AUTOMÁTICAS
Las primeras datan de principios de siglo XVIII y fueron principalmente
desarrolladas para la industria textil. Hasta 1802 no se dispuso máquinas para la
producción de piezas discretas y una de estas fue desarrollada por M. Brunel para la
fabricación de poleas. La máquina realizaba todas las operaciones hasta obtener la
polea y tuvo mucho éxito por que redujo el número de operarios hasta una décima
parte de mano de obra.
Uno de los hitos en el progreso de la automatización en la industria fue la maquina
transfer. Se basaba en un número determinado de estaciones de trabajo, cada una de
las cuales realiza una tarea en específica, montadas sobre una base en común que
dispone un sistema de alimentación integral que traslada automáticamente el producto
acabado, de una estación a otra.
Un importante paso en la automatización de procesos fue la introducción del
movimiento continuo que permite procesar un producto mientras se traslada. Este es
un concepto que no se puede aplicar a cualquier tipo de industria, pero tiene gran
importancia en determinados casos, por ejemplo la fabricación de productos
químicos.
1.1.2.3.- INCORPORACIÓN DE LA COMPUTADORA EN LA INDUSTRIA
Después de la segunda guerra mundial, la automatización de los procesos industriales
había dado un gran salto hacia delante, pero empezaba a vislumbrarse el
estancamiento, en que entraba la industria, por el aumento de complejidad en las
instalaciones y máquinas, así como la falta de sistemas de control adecuados.
Además con la necesidad de crear nuevos productos, el diseño de sus componentes
5 No era cuestión de pequeñas modificaciones de unos meses, sino que en muchos
casos requería mas tiempo para diseñar un nuevo producto.
La posible solución a estos problemas vino con la aparición de las computadoras y del
gran avance en las técnicas de las teorías de control moderno.
Las computadoras se perfilaron desde el primer momento como elementos
neurálgicos en aspectos tan importantes como son la gestión de la producción, el
diseño de nuevas piezas y el control de procesos. La primera ha facilitado el correcto
transvase de información, el conocimiento de las primeras materias y de productos
manufacturado, las operaciones que faltan por realizarse para los diversos productos
en fábrica.
El diseño de nuevas piezas ha venido a ser un punto clave en las industrias de
productos discretos (la del automóvil, electrodomésticos), al reducir drásticamente el
tiempo de producción de una pieza así como su conexión de las máquinas que lo
fabrican.
Finalmente el control de procesos mediante las computadoras ha permitido mejorar
espectacularmente la calidad, el grado de seguridad, reduciendo al mismo tiempo el
costo energético, los costos de producción y mantenimiento. Como lo muestra la
figura (1.1).
6 A partir de 1950 nuevas ideas surgieron en el campo del control. La teoría clásica de
los sistemas retroalimentados se extiende al estudio de perturbaciones aleatorias y de
sistemas no lineales.
Se incorpora un nuevo tipo de representación basada en el concepto de estado,
Kalman introduce las nociones de gobernabilidad y observabilidad, aparte de
desarrollar un filtro (con Bucy en 1961) que ha encontrado un amplio campo de
aplicación.
Da aquí y gracias a un rápido desarrollo de los microprocesadores y a su reducido
costo, se ha puesto en práctica el control jerarquizado que permite asignar tareas de
control con diferentes niveles de responsabilidad como lo muestra la figura (1.2).
7 1.1.2.4.- AUTOMATIZACIÓN DE LOS PROCESOS INDUSTRIALES A FUTURO
Fue en 1950 cuando la compañía Ford Motor anuncio la primera fábrica automatizada
en el mundo para la producción de motores. Aunque la fabrica no era automática
empleaba a mas de 4500 personas y no utilizaba retroalimentación en ningún proceso,
fue la primera ves que se introdujeron una serie de elementos básicos de la industria
automatizada (alimentadores de máquinas automáticas, movimiento continuo por
medio de cadena de ensamblaje, incorporación de diferentes estaciones de trabajo en
una maquina, etc.).
Ahora ya se claro que la utopía de una fabrica completamente automatizada puede ser
realidad en un futuro no muy lejano. Una fabrica de este tipo estará compuesta por
una serie de máquinas especializadas, sistemas de fabricación flexible, almacenaje
automatizado y robots de transporte y manipulación, todo estará controlado por una
jerarquía de computadoras distribuidas en la fabrica y supervisadas por los operarios.
La incidencia de la automatización modificara en diferente grado las fábricas
actuales. La fabricación de procesos continuos donde la automatización ha alcanzado
cuotas muy altas, se beneficiara sobre todo en los procesos de planificación de la
producción en la organización de la información de producto y en la inspección, es
decir en el control de calidad.
1.2.- HISTORIA DE LOS SISTEMAS CAD/CAM Y CIM
Desde que en 1801 Jacquard desarrolló el primer telar automático utilizando una cinta
de papel perforada como un sistema de programación de la máquina, la
8 En esa fecha se inició la transición de la producción artesanal a la producción masiva,
definida por la fabricación de grandes lotes de productos manufacturados a precios
muy bajos. La producción, que en principio se realizaba con pocas máquinas y
numerosa mano de obra, dio paso a un alto nivel de productividad con una masiva
utilización de dispositivos mecánicos.
Desde los años cincuenta del siglo pasado el concepto de producción masiva dio paso
a la producción automatizada, definida por la introducción de nuevas máquinas
automáticas flexibles, principalmente las máquinas-herramientas con control
numérico (NC). Más tarde, en los años sesenta, se empezaron a introducir los
primeros robots industriales, que aumentaron aún más la flexibilidad del sistema
productivo, y posteriormente se desarrollaron las máquinas de control numérico con
computador (CNC).
De esta forma la producción se realizaba por lotes más pequeños, permitiendo
cambios más rápidos en el producto. Se introdujeron los lenguajes de programación
estandarizados, tipo ISO y se desarrollaron programas que permitían transformar
dibujos y diseños CAD en programas de control numérico. A partir de los años
ochenta se desarrolla el concepto de DNC (Direct Computer Control), que permite
conectar varias máquinas-herramientas con una computadora creando una red.
El aumento de la capacidad de procesamiento de las computadoras y su drástico
abaratamiento con la llegada del microprocesador, permitieron en los años ochenta
crear e introducir posteriormente y de forma masiva el modelo de Fabricación
Integrada por Computador (CIM Computer Integrated Manufacturing). Este modelo
integra, bajo control de una red jerárquica de computadoras, todos los niveles del
9 Se crean nuevos métodos de organización de la producción, basados en el desarrollo
del producto y el control automático del proceso: Diseño Asistido por Computador
(CAD), Ingeniería Asistida por Computadora (CAE), Planificación de la Producción
Asistida por Computador (CAPP), Fabricación Asistida por Computador (CAM), etc.
Un factor clave de la introducción (total o parcial) de los sistemas CIM fue el
desarrollo de la Robótica. Dado el alto nivel de competitividad en el mercado
nacional e internacional, las compañías necesitan abatir sus tiempos de diseño. Pues
es una herramienta poderosa para todo tipo de industria.
1.2.1.- MANUFACTURA FÍSICA
La manufactura física de un producto envuelve un número de tecnologías
interrelacionadas. Luego de haber usado el CAD y el CAE para crear y analizar el
diseño y usando el CAPP para organizar el plan y controlar los pasos individuales de
manufactura, el conglomerado manufacturero debe ahora controlar el procesamiento
de los materiales que serán parte de un producto o una pieza.
El proceso productivo es complejo. Los materiales, las herramientas y componentes
deben ser llevados a lugares específicos en determinados períodos de tiempo,
operaciones que deben ser supervisadas y controladas. Progresos y errores en la línea
de producción deben ser reportados, por lo menos, a la administración de
manufactura automáticamente.
Difiriendo de la etapa de diseño, la manufactura física está relacionada no solo con
software, sino también con hardware; es por esto que el proceso se complica,
especialmente si las máquinas no acompañan la modernidad del conjunto. Se han
10 La manufactura física puede ocupar tres tipos de subsistemas, los que se detallan a
continuación:
• Maquinaria para manufactura: Incluye máquinas herramientas, sistemas
flexibles de manufactura (FMS, flexible manufacturing systems), equipos de
ensamblaje automático, líneas de transferencia y equipos de inspección. Los
sistemas flexibles de manufactura son difíciles de diferenciar con los de celdas
flexibles. En ambos existen pequeños grupos de máquinas herramientas
unidas por equipamiento de manejo de materiales, todo controladas por
computadoras bajo el mando de un computador central, el cual puede procesar
piezas en orden aleatorio.
La implementación exitosa del concepto de celdas flexibles envuelve mejoras
no solo al nivel de integrar físicamente el sistema, sino también al relacionar
el flujo de información, lo cual le permite operar eficientemente el equipo que
posee.
• Maquinaria auxiliar para manufactura: Es la maquinaria que mejora la
eficiencia de las máquinas herramientas y equipo de ensamble coordinando
los movimientos de materiales, la colocación y el desmonte de las piezas en
las máquinas, de tal manera que el flujo productivo no se detenga.
Entre estas máquinas se pueden destacar los sistemas de almacenamiento
automático (AS/RS, automated storage / retrieval system), los cuales manejan
cargadores para pallets o bins, conociendo la ubicación exacta de cada materia
prima y llevándola al lugar donde es requerida, ayudando además en el
manejo de inventario; los vehículos guiados automáticamente (AGV
11 Los cuales son pequeños camiones sin conductor que operan bajo control
computacional y se guían por cables en el piso o cintas reflectantes en las
paredes, y permiten flexibilidad en sus recorridos, al tener contacto con las
otras partes del sistema; y los robots, los cuales son una de las tecnologías más
versátiles en la tecnología CIM, al funcionar como cualquiera de los
anteriores, además de estar equipados con equipos que le permiten "ver" e
incluso decidir.
• Controles para máquinas manufactureras: El control computacional
permite a las máquinas manufactureras comunicarse y coordinar sus
actividades con otros sistemas basados en computadores dentro del ambiente
CIM. Existe una gran variedad de tipos de controles, todo depende de la
capacidad del microprocesador. Los tres más conocidos son:
1.- CNC (Computer numerical control), o control numérico por computador, cuya
función básica es controlar la operación de una máquina herramienta a través de una
serie de instrucciones codificadas que representan el camino que llevará la
herramienta, la profundidad de corte, cambio de herramientas, etc. asociados con la
operación. El control computacional ha cambiado la tecnología de la manufactura
más que ningún otro adelanto por sí solo, pues introdujo el concepto de
automatización que hoy manda en la industria.
2.- DNC (Distributed numerical control), o control numérico directo, que es un
concepto que abarca unir un computador a varias máquinas CNC para controlarlas y
también recibir información de ellas, para así poder manejar de mejor manera la
administración de la manufactura. Esta información puede ser conteo de piezas,
tiempo de desuso de la máquina o información sobre el control de calidad.
3.- PLC (Programmable logic controllers), o controlador lógico programable, que son
12 Los PLC son computadores específicamente diseñados para aguantar condiciones
adversas de temperatura, suciedad y ruido eléctrico.
Están preparados para ser programados como relais de escala lógica, de tal manera
que hasta un electricista los pueda programar y mantener. La gran aceptación de estos
controladores provocó mejoras en su diseño, agregándoseles varias funciones y
14 2.1.- SISTEMA DE MANUFACTURA INTEGRADA POR COMPUTADORA
Muchos de los sistemas CAD/CAM en uso hoy en día, están diseñados y pensados
para automatizar funciones manuales, independientemente si su función en particular
es cumplir análisis de tipo ingenieril, diseño conceptual, dibujo, documentación o la
programación de la maquinaria de manufactura e inspección.
Este nuevo concepto de la fabricación integrada por computadora, se viene a sumar a
otros, como los sistemas de fabricación flexible (FMS) y a la tecnología de grupos
(GT), que desempeñan un papel innovador en la industria actual y son en gran medida
la consecuencia del empleo masivo de las computadoras.
Los sistemas de fabricación flexible vienen a representar la capacidad de fabricación
de los sistemas de fabricación integrada por computadora (CIM), que pueden
describirse como la integración de los procesos de fabricación, ensamblado, control
de calidad y manipulación bajo la supervisión de un controlador central.
La definición CIM, es ahora dependiente de la visión que se tenga de la fabricación,
cuando está es definida como el conjunto de actividades relacionadas con el diseño,
ensamblaje, manipulación de materiales, financiación, comercialización, control de
calidad y adquisición de recursos para la obtención de bienes. La tecnología CIM
trata de la organización de las actividades de fabricación e información de modo que
se obtenga una solución integrada empleando computadoras.
El CIM es la integración de las actividades de fabricación; tecnología de grupos (GT),
es la filosofía o concepto de funcionamiento de la fabricación mientras FMS es el
sistema que produce los bienes.
El entorno en que operan los FMS es controlado por los conceptos de CIM; CIM es el
15 Estos últimos pueden abarcar fábricas enteras o simplemente talleres relacionados
unos con otros, independientemente de su tamaño, son siempre dependientes de otros
sistemas que les proporcionan el soporte necesario para su funcionamiento.
Si estudiamos los conceptos de FMS y GT encontramos que sus objetivos son los
mismos su finalidad consiste en la concentración físico/lógica de recursos: operarios,
maquinaria y materiales con el objetivo de producir un determinado conjunto de
piezas. La familia de piezas representa la geometría y la topología de los elementos
que han de ser fabricados por el sistema. Estas familias de piezas también tienen en
consideración el tipo de material empleado y otras informaciones relevantes.
Ambos conceptos tratan con la disposición de la fabricación por lotes de modo que se
obtengan la mayoría de los beneficios. Los FMS y la GT se basan en una
planificación interna y en sistemas de manipulación de materiales cuya interfaz de
comunicación esta en CIM.
La manufactura integrada por computadora, es el lado que reconoce los diferentes
pasos en el desarrollo de productos manufacturados, pues están interrelacionados y
pueden ser ajustados de manera más eficiente y efectiva con el uso de computadoras.
A pesar de que CIM implica integrar todos los pasos de un proceso de manufactura,
en la práctica, muchas compañías han logrado grandes beneficios al implementar
sistemas CIM parciales, es decir, en solo algunas áreas de la empresa. De hecho, se
cree que aún no existe ninguna empresa que haya logrado una integración total del
16 2.2.- CONCEPTO CIM
El desarrollo de tecnología CIM incluye el diseño y aplicación de cada una de los
sistemas que pueden verse en la figura (2.1), de tal modo que la salida de un sistema
es la entrada del otro.
Fig. (2.1) Fabricación integrada por computadora
Por ejemplo, el nivel de planificación a la demanda de un producto recibe una entrada
del departamento de ventas relativa a descripciones de productos que podrían ser
comprados por posibles clientes, la descripción del producto es una salida hacia la
ingeniería de diseño, si el producto presenta elementos previamente diseñados, un
sistema de documentación asistido por computador trasladara esa información al
sistema de planificación de la producción.
Si la descripción del producto contiene nuevos tipos de componentes, dicha
descripción servirá como entrada a un sistema interactivo de diseño grafico asistido
por computadora, que se utilizara como una ayuda para obtener información acerca
17 Las empresas pueden acercase a este objetivo a través de las siguientes medidas
estratégicas:
• Mejora de la calidad de productos.
• Ampliación de la gama.
• Reducción de los plazos de suministro.
• Mejora en el cumplimiento de los plazos.
Actualmente se han introducido sistemas de fabricación y montaje para los fines más
diversos, la utilización de sistemas de automatización, como por ejemplo:
• Ordenadores de gran capacidad para el control de la producción.
• Sistemas de fabricación automatizados.
• Máquina-herramienta con control numérico.
• Robots industriales.
Permiten incrementar la productividad, incluso cuando se fabrican lotes pequeños. En
el pasado, las medidas encaminadas al incremento de la productividad se centraban
casi exclusivamente en modernizar las técnicas de producción, mientras que la
automatización se aplicaba en ámbitos parciales.
Desde punto de vista del proceso de fabricación, los sistemas automatizados han sido,
hasta la fecha, una especie de islas de producción autónomas. Pero mediante estas
soluciones aisladas los objetivos anteriores, solo podían alcanzarse hasta un
18 Una automatización efectiva presupone la acción coordina de tres funciones:
• Mecanización.
• Flujo de materiales.
• Flujo de la información.
Por consiguiente que puedan encadenarse con facilidad los sistemas de
automatización. Entonces, la técnica de la información orientada hacia el futuro no
puede detenerse en los límites de las distintas secciones automatizadas, si no que ha
de proyectarse a un nivel superior. Al incluir todos los ámbitos de la empresa que
participan en la producción, incluidos proveedores y clientes, la fábrica del futuro
puede llegar a ser una realidad. Los objetivos fijados solo pueden alcanzarse si la
fábrica se explota de forma óptima en su conjunto y no en secciones parciales. Como
lo muestra la figura (2.2).
19 El camino para llegar a esta solución no solamente exige cambiar las estructuras
organizativas tradicionales, sino también superar barreras relativas al ámbito de la
competencia, de ahí se puede deducir que la empresa ha de:
• Revisar sus estructuras internas orientadas hacia el desarrollo del ciclo de
producción.
• Prestar una nueva configuración a los contenidos del trabajo.
• Definir con exactitud las interfaces de organización, y en caso necesario
reducirlas.
La adaptación de la estructura organizativa de las empresas ya existentes a las
necesidades futuras es un proceso que solo puede hacerse escalonadamente. El CIM,
permite por lo tanto asegurar el futuro de la empresa por eso desarrolla las siguientes
definiciones:
• El concepto CIM es un planteamiento que señala hacia el futuro a fin de poder
crear y ampliar de forma sistemática los sistemas de automatización de la
producción.
• CIM define la futura estructura de automatización de la producción ha partir
de datos de producción comunes y homogéneos.
• CIM exige que se utilicen sistemas de automatización capaces de comunicarse
entre si, tales como controles de memoria programables, controles numéricos
y ordenadores con sistemas de gestión de datos, redes de comunicación y
sistemas de software para poder asegurar un flujo continuo de información.
• CIM es por lo tanto, un medio que permitirá convertir en una realidad los
20 Las relaciones entre la organización, las técnicas de automatización y el tratamiento
de la información deben considerarse en su conjunto y aun nivel superior sin perder
de vista por ello las posibilidades y capacidades.
La figura (2.3) muestra la estructura del CIM:
• La gerencia fija los objetivos a largo plazo.
• Es necesario que se produzca una simplificación de la organización y las
nuevas técnicas han de integrarse en la estructura productiva existente.
Fig. (2.3) Estructura del CIM.
Las empresas han de ser concientes de que solo se pueden conseguirse resultados
útiles, actuando escalonadamente. A la hora de justificar las inversiones necesarias es
preciso realizar cálculos de rentabilidad que no van a verse limitados por la exigencia
21 Para tener con certeza que la implementación del CIM es real y que no se queda en
puro texto, desglosaremos un listado de los beneficios que produce este sistema.
2.3.- BENEFICIOS DEL CIM
Los beneficios que te proporcionan estos tipos de sistemas son:
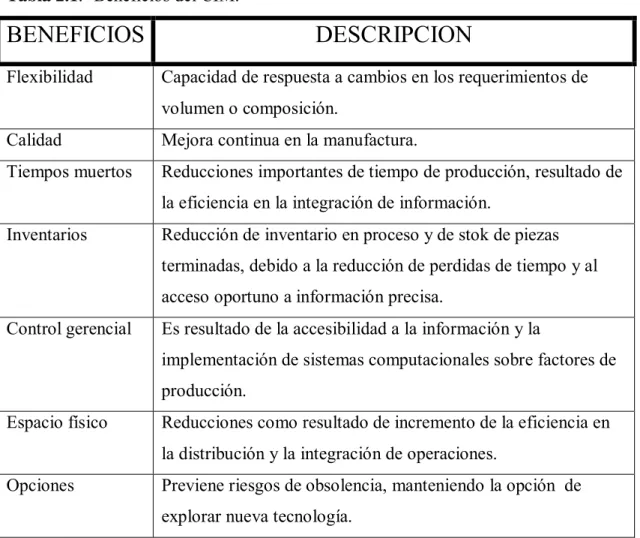
Tabla 2.1.- Beneficios del CIM.
BENEFICIOS
DESCRIPCION
Flexibilidad Capacidad de respuesta a cambios en los requerimientos de
volumen o composición.
Calidad Mejora continua en la manufactura.
Tiempos muertos Reducciones importantes de tiempo de producción, resultado de
la eficiencia en la integración de información.
Inventarios Reducción de inventario en proceso y de stok de piezas
terminadas, debido a la reducción de perdidas de tiempo y al
acceso oportuno a información precisa.
Control gerencial Es resultado de la accesibilidad a la información y la
implementación de sistemas computacionales sobre factores de
producción.
Espacio físico Reducciones como resultado de incremento de la eficiencia en
la distribución y la integración de operaciones.
Opciones Previene riesgos de obsolencia, manteniendo la opción de
explorar nueva tecnología.
Ejemplo donde ya fue aplicado el sistema CIM a una industria en Estados Unidos,
22 Tabla 2.2.- Beneficios de la implementación en la industria de un CIM completo.
Como se puede observar al hablar de CIM estamos tocando todo un proyecto que
implica desde lo administrativo hasta la realización de productos, por eso solo en este
trabajo nos limitaremos a la parte técnica o de integración,
Con esto, las siguientes figuras, se muestran los tipos de CIM existentes en el
mercado actual.
2.4.-TIPOS DE CIM
Las industrias mexicanas hoy en día utilizan estos sistemas de manufactura integrada
por computadora: CIM de Mesa, Mini CIM y el CIM completo, puesto que emplean
técnicas robóticas avanzadas. Estos sistemas de entrenamiento enfatizan los procesos
de manufactura con el uso de alta tecnología.
Los componentes usados en todos los CIM son de grado industrial, capaces de
soportar un uso continuo, además ser fáciles de usar.
Beneficios de la implementación de un CIM completo
Reducción de costos de diseño. 15-30%
Reducción de tiempos perdidos. 30-60%
Incremento de la calidad del producto.
2-5 veces el nivel anterior
Incremento en el aprovechamiento de los ingenieros respecto de la extensión y
profundidad de un análisis. 3-35 veces
Incremento de la productividad de las
operaciones de producción. 40-70%
Incremento de la productividad de las
máquinas. 2-3 veces
Reducción de trabajo en el proceso. 30-60%
23 2.4.1.-CIM DE MESA
El CIM de mesa como lo muestra la figura (2.4) contiene:
• Centro de Fresado CNC.
• Brazo Robótico Neumático.
• Sensores Industriales.
• Controladores Lógicos Programables PLC.
• Alimentador Neumático de Partes.
Fig. (6) CIM DE MESA.
24 2.4.2.- MINI CIM
Mini (CIM) tiene características adicionales no incluidas en el sistema de mesa como
lo muestra la figura (2.5) que son:
• Visión
• Decodificador de Código de Barras.
• Almacenaje y dispendio Automáticos.
• Faja de Transporte.
• Torno Computarizado.
• Robótica Avanzada.
• Control por Software.
25 2.4.3.- CIM COMPLETO
El CIM completo tiene sistemas adicionales que los otros CIM no contienen tal y
como se muestra en la figura (2.6).
• Visión
• Código de Barras
• Almacenaje y Alimentación Automática
• Banda Transportadora
• Torno Computarizado
• Fresa Computarizada
• Robótica Avanzada
• Software de Control
27 3.1.-UNIDADES Y COMPONENTES CON LAS QUE CUENTA EL CIM DEL LABORATORIO DE ICA.
● Sistema automático de almacenaje.
● Modulo CNC.
● Banda transportadora industrial.
● Módulo de visión.
● Módulo hidráulica.
● Módulo neumático.
● PLC
La figura (3.1) muestra físicamente el CIM del laboratorio.
Fig. (3.1) CIM de ICA.
Las siguientes figuras desglosan los módulos dándonos un panorama general de cómo
28 3.1.1.-UNIDAD DE ALMACENAMIENTO AS/RS.
En la figura (3.2) muestran el sistema donde se almacenan todos los productos
terminados, el manipulador neumático, se mueve en coordenadas en los ejes x, y, z
Fig. (3.2). Almacenaje de piezas.
3.1.2.-UNIDAD DE NEUMÁTICA.
En la figura (3.3) se muestra la unidad neumática dándonos un servicio para alimentar
el sistema de fabricación con una variedad de materias primas y patrones, de acuerdo
con las necesidades de línea de producción.
29 3.1.3.-UNIDAD CNC
En la figura (3.4) muestra el módulo de visión, donde se lleva acabo la inspección del
producto saliendo del CNC
Fig. (3.4) CNC
3.1.4.-UNIDAD DE VISIÓN
En la figura (3.5) muestra el módulo de visión, donde se lleva acabo la inspección del
producto saliendo del CNC.
30 3.1.5.-BANDA TRANSPORTADORA.
En la figura (3.6) muestra el recorrido de la banda por todos los módulos.
Fig. (3.6) Banda transportadora.
3.1.6.- CONTROLADOR LÓGICO PROGRAMABLE (PLC)
En la figura (3.7) muestra el controlador que opera todo el sistema.
Fig. (3.7). Controlador PLC.
En este proyecto solo nos vamos a enfocar en los módulos de almacenaje AS/AR y de
31 3.2.- SECUENCIA DE OPERACIÓN DE LAS UNIDADES DE NEUMATICA Y ALMACENAMIENTO.
3.2.1.- SISTEMA NEUMÁTICO.
En la siguiente sección mostramos un panorama general de la unidad Neumática del
sistema de manufactura integrada por computadora CIM.
Con la intención de actualizarlo, debido a que las industrias modernas cuentan con
tecnológica de punta en todos los procesos que realizan, de este modo,
encaminaremos el trabajo a la rehabilitación del PLC que tiene actualmente la unidad,
pues el que tiene se considera obsoleto.
La idea principal es la selección del PLC para que cuente con los requerimientos
necesarios, haciendo que la manipulación del sistema sea factible y con un costo no
muy elevado.
Para llevar acabo esta renovación es necesario conocer paso a paso como esta
constituida la unidad y cual es la secuencia de operación para asegurar que el PLC
cumpla con las especificaciones de operación que optimicen el rendimiento de la
unidad neumática.
Para conseguir la rentabilidad de la industria en la actualidad las condiciones del
mercado, las políticas de producción, se originan según los criterios: Flexibilidad,
calidad y fiabilidad del producto, confiabilidad del proceso, integración del producto,
proceso y organización, eliminación del gasto no estrictamente necesario, reducción
32 La manufactura integrada por computadora es la que reconoce los diferentes pasos en
el desarrollo de productos manufacturados puesto que están interrelacionados y
pueden ser ajustados de manera más eficiente y efectiva con el uso de computadores.
El módulo en el que trabajaremos, contiene un numero que nos facilitara la
identificación es el “PN-2800”, es el que se muestra en la figura (3.8).
Fig. (3.8) Unidad Neumática PN-2800
La unidad cuenta con un PLC tipo Schneider Automation Inc PC-A984-145, es un
programador ya muy viejo y por eso se requiere su sustitución inmediata, con esa
33 3.2.1.1.- COMPONENTES DEL SISTEMA
Mecánicos
De manera general.
• Un depósito para los pallets, con una capacidad máxima de ocho pallets,
equipado con un manipulador de carga y dispositivos sensores.
• Un depósito para las bases rectangulares, que puede contener hasta trece
bases, equipado con un manipulador de carga, dispositivos sensores y un
contador para las bases existentes en el inventario.
• Dos depósitos para barras cilíndricas, cada uno de los cuales con capacidad
para un máximo de 10 barras, equipado con un carril y con un manipulador de
carga, dispositivos sensores y un contador para los dos tipos de barra
existentes en el inventario.
• Un robot eléctrico, utilizado para cargar palletes, bases y barras para el
sistema. El robot está equipado con agarradores capaces de percibir el
diámetro apropiado de las barras cilíndricas.
• Una célula para recolectar restos, utilizada para reunir las barras imperfectas
que fueron removidas durante el proceso de alimentación.
• El manipulador de los pallet funciona de una manera similar al manipulador
34
• Unidad de servicio de la presión de aire.
• Un sistema de control basado en un PC, con controladores programables
ligados a la red de comunicación.
De manara particular:
1.- Compartimiento de barras cilíndricas con pistas para almacenar el material de 2
diferentes diámetros y longitudes.
Para las barras cilíndricas, se efectuadas tres verificaciones:
1) Sensores localizados en los dos depósitos de barras cilíndricas, que detectan si hay
o no barras disponibles en el depósito.
2) Luego que una barra cilíndrica fue trasladada al carril de alimentación, un sensor
de proximidad indica si el manipulador empujó la barra al lugar apropiado.
3) La estación realiza también una función de inspección de las barras cilíndrica,
durante la entrada de las mismas: sensores localizados en las agarraderas del robot
indican si fue cargada una barra de diámetro apropiado. En caso contrario, el robot
removerá la barra errada y la pondrá enana célula especial. Como lo muestra la fig.
(3.9).
35 2.- Compartimiento para las bases rectangulares. Este compartimiento es un
acumulador vertical, en el cual las bases son puestas una sobre otra. La base
rectangular es extraída por un pistón. En la parte inferior del compartimiento, un
switch que informa al controlador si existe material en el acumulador. Como lo
muestra la fig. (3.10).
Fig. (3.10) Compartimiento para las piezas rectangulares.
3.- El compartimiento de los Pallet cargan los materiales cilíndricos y los
rectangulares fuera del sistema. Estos son puesto en el acumulador uno sobre otro y
son empujados fuera individualmente por un pistón de aire.
Tiene dos sensores inductivos en la base del acumulador, uno debajo de la pila de
pallets, que envía información al controlador de que tantos pallets hay en el
acumulador; el otro en la salida de del acumulador, el cual reporta al controlador cada
36 El número máximo de pallets en el acumulador son 7. Como lo muestra la fig. (3.11).
Fig. (3.11) Compartimiento de los Pallet.
4. Manipulador de los cilindros. El manipulador, consiste en 4 pistones del aire. Su
función en el sistema es mover los cilindros desde el compartimiento de los cilindros
y ponerlos en un pallet.
La unidad básica es un pistón que rota y toma un cilindro a partir de donde se
almacenan.
El pistón que rota también se utiliza para levantar el pistón horizontal, que actúa
como brazo para alzar la pieza. En el extremo del pistón horizontal, el agarrador
37 Cada pistón excepto el agarrador tiene dos sensores inductivos. Los sensores proveen
la información sobre la posición de los pistones al PLC. El agarrador tiene un par de
dedos para sujetar.
En el lado superior del agarrador, un sensor fijo se comunica con una unidad de
control o mejor dicho “set point”.
Esta unidad recibe 4 entradas de los sensores, representando 4 diversos niveles de la
palma del dedo. Estas entradas se envían al PLC para la verificación del diámetro del
rodillo.
Si el rodillo no es el tamaño correcto, es extraído del sistema por el pistón horizontal
y puesto en la canastilla para los cilindros incorrectamente clasificados. Como lo
muestra la fig. (3.12).
Fig. (3.12) Manipulador de los cilindros.
5. El manipulador de los pallet funciona de una manera similar al manipulador de los
cilindros salvo que su agarrador no tiene un sensor para medir el diámetro del
38 Su función es agarrar los pallet, cargadas con el cilindro o el material rectangular y
tomarlos del sistema. Como lo muestra la fig. (3.13).
Fig. (3.13) El manipulador de los pallet.
6.-Canastilla para los cilindros incorrectamente clasificados.
Lugar donde se depositan las barras cilíndricas de tamaño incorrecto, después de ser
detectadas por medio de sensores del manipulador de barras cilíndricas. Como lo
muestra la fig. (3.14).
39 7.- Unidad de servicio de la presión de aire. Consiste en un regulador de presión, un
manómetro y una válvula manual.
La presión de funcionamiento debe ser por lo menos 6 atmósferas. La válvula está
para la presión de aire entrante de corte. Como lo muestra la fig. (3.15).
Fig. (3.15) Unidad de servicio de la presión de aire.
3.2.2.- SISTEMA DE ALMACENAMIENTO AS/AR
Los Sistemas de Almacenamiento y Retiro Automatizados (AS/RS) están
funcionando exitosamente en cientos de sistemas de fabricación y centros de
distribución. Se ha pronosticado que los AS/RS desempeñarán un rol preponderante
en las fábricas totalmente automatizadas del futuro, porque ahorra tiempo y dinero.
En el sistema total de manejo de materiales, el almacenamiento incluye instalaciones,
equipo, personal y técnicas requeridos para recibir, almacenar y embarcar materia
prima, productos en proceso y productos terminados.
Las instalaciones, equipo y técnicas para almacenamiento varían mucho según la
naturaleza del material que se va a manejar. Las características del material como
40 factores a tomar en cuenta para el diseño de un sistema de almacenamiento y para
resolver los problemas relacionados.
Los aspectos económicos también son muy importantes en el diseño de sistemas de
almacenamiento. Se incurre en costos de almacenamiento y retiro, pero no agregan
ningún valor a los productos. Por tanto, la inversión en equipo para almacenamiento y
manejo y la superficie destinada a ello se deben basar en la minimización de los
costos unitarios de almacenamiento y manejo.
3.2.2.1.- COMPONENTES ELÉCTRICOS
La estación automática de almacenamiento es utilizada para almacenar las piezas en
proceso, productos terminados y materiales.
De manera general la estación está equipada con los siguientes dispositivos
principales:
• Una instalación de almacenamiento que contiene 32 células de
almacenamiento, ordenado en una matriza de ocho columnas por cuatro
hileras.
• Un manipulador de almacenaje que es utilizado para mover los pallets desde,
hacia y entre las células.
• Un robot eléctrico es utilizado para cargar o descargar el pallet, desde y hacia
un vagón estacionado en el puerto de la estación.
• Un manipulador propulsor es utilizado para colocar y sacar pallets entre la
base del robot y el manipulador de almacenaje. Este manipulador propulsor
41
• Un sistema de control basado en un PC, con controladores programables,
ligado a la red de comunicación.
El sistema AS/AR se muestra en la figura (3.16) y consta de los siguientes elementos
eléctricos:
Fig. (3.16). Sistema AS/AR
Modelo de Almacenamiento y Retiro Automatizados (AS/RS), con un único estibador
que sirve a una estantería de 4x8 (32 celdas). Este modelo se muestra en la figura
(3.17).
42
• Estaciones de Recoger y de Entregar (Entrada y Salida).
• Controlador Lógico Programable (PLC).
• Computadora de Control (PC).
Consta de un PLC PC-A984-145 Schneider Automation con tres tarjetas digitales, las
tarjetas de entradas/salidas digitales cuenta con una alimentación para las salidas de
250 VCD y para las entradas 24VCD.
También esta constituido con 4 electro-válvulas para una presión máximo de 10 bars
que habilitan el pistón cilíndrico marca FESTO y hace movimiento en el plano z, 2
sensores electromagnéticos tipo PNP con una alimentación de 300mA y de 10 a 30
VCD que nos indica que si el pistón cilíndrico esta habilitado o no, 3 sensores de
limite, 2 de ellos nos indica el limite máximo de movimiento horizontal y uno el
limite máximo del movimiento vertical.
Con respecto a los componentes mecánicos contiene dos motores de 24 VCD que nos
proporciona los movimientos horizontales y verticales, dos guías de tipo tornillo sin
fin para poder desplazarse que se activan con los motores antes mencionados, 8
rodillos en la base para poder transportarse mas fácilmente de un lugar a otro en
43 3.2.2.2.- SECUENCIA DE OPERACIÓN E INSTRUCCIONES DE MANDO
Todos los artículos se almacenan en el sistema utilizando una unidad de
almacenamiento de dimensiones uniformes. A esta unidad de almacenamiento se la
denomina “unidad de carga”.
En la mayoría de los sistemas de Fabricación Integrada con Computadora (Computer
Integrated Manufacturing = CIM) la unidad de carga es tal y como se muestra en la
figura (3.18).
Todos los artículos del sistema son asignados a paletas que se utilizan para almacenar
las piezas y transportarlas a las distintas estaciones de procesamiento del CIM. En
algunas instalaciones de almacenamiento se utilizan contenedores de tamaño
uniforme como “unidad de carga”.
Fig. (3.18) Unidad de carga.
Las paletas de carga al ser almacenadas se transportan a la estación de retiro y de
entrega (Pickup and Delivery = P&D). Se comunican a la computadora central de
control la identidad de la paleta y su contenido. Esta computadora asigna a la paleta
un lugar de almacenamiento en la estantería, y almacena su ubicación en memoria.
La paleta se mueve de las estaciones de P&D al lugar de almacenamiento por medio
de un estibador (llamado también máquina de almacenar y retirar) tal y como se
44 Fig. (3.19) Estibador.
Cuando se necesita un artículo, se envía a la computadora central un pedido de retiro.
La computadora busca en su memoria todos los lugares de almacenamiento en que
hay guardado un artículo de este tipo y manda al estibador al lugar seleccionado para
retirar la paleta con el artículo. El estibador entrega la paleta a la estación de P&D, de
la cual es transportada por la cinta transportadora del sistema a su destino final.
3.2.2.3.-PARÁMETROS DE FUNCIONAMIENTO
El desempeño del AS/RS se mide por su capacidad, definida como el número
máximo de transacciones de almacenamiento y retiro por hora. Para un AS/RS de un
único pasillo – como el ST – 2000 – se puede estimar la capacidad como la inversa
del tiempo medio por transacción.
El tiempo medio por transacción es el tiempo que se espera le lleve al Estibador
almacenar y/o retirar una carga unidad. En síntesis se tomas las siguientes
45 Capacidad (Transacciones/hora) = 60/Tiempo Medio por Transacción [minutos].
El tiempo de transacción incluye dos elementos: el tiempo de desplazamiento del
Estibador de y a la dirección de destino del AS/RS, y el tiempo de viaje (el tiempo
necesario para recoger o depositar una carga en destino).
El tiempo de desplazamiento del Estibador T xy desde la dirección “de origen” (O, O)
a una dirección (X, Y) se puede calcular así:
Vh = velocidad horizontal del Estibador [cm/s]
Vv = velocidad vertical del Estibador [ cm/ s]
Sx = distancia horizontal a la columna X [cm]
Sy = distancia vertical a la fila Y [cm]
th = Sx / Vh, tiempo para alcanzar la columna X, en [s]
tv = Sy/Vv, tiempo para alcanzar la columna Y, en [s]
T xy = máx(th, iv) o sea, el mayor de los dos tiempos th y tv, el tiempo necesario para
llegar a la dirección (X, Y) en [s].
Si las dimensiones de la estantería AS/RS y las velocidades horizontal y vertical son
tales que se necesita el mismo tiempo para llegar a la última columna y la última fila
de la estantería, se denomina al AS/RS “cuadrado en el tiempo”.
Por ejemplo, si en la estantería ST-2000 que tiene 8 columnas y 4 filas Vh = 2Vv,
46 3.2.2.4.-MODOS DE CONTROL DEL ESTIBADOR
Hay dos modos de control del Estibador. Cada uno de ellos define el ciclo de
comando del desplazamiento del Estibador y el punto de origen del Estibador. Los
dos modos son:
3.2.2.4.1.-DIRECCIONAMIENTO ÚNICO
Llamado también de Comando Único (Single Command = SC); el comando de
almacenar o retirar es iniciado desde la estación de Recoger y Entregar (P&D) que es
el punto de origen del Estibador. Dada una orden de almacenamiento, el Estibador
recoge la carga, la almacena en el lugar asignado y luego vuelve vacío a su base.
Dada una orden de retiro, el estibador va de la base (el origen) a buscar la paleta y la
trae de vuelta a la estación de Recoger y Retirar. En este modo de control, tanto los
ciclos de almacenamiento como de retiro son iguales a la suma de los siguientes
tiempos:
Tiempo de recoger o depositar la carga en la estación de P&D (tiempo del
movimiento de viaje).
Tiempo Txy multiplicado por 2 – tiempo de desplazamiento a y desde la ubicación
(X, Y).
Tiempo de depositar o retirar la carga en la dirección (X, Y) de la estantería (tiempo
47 3.2.2.4.2.- MODO DE SEGUIMIENTO
Llamado también Ciclo de Doble Comando (DC = Dual Command). El Estibador no
tiene origen fijo, y se queda en la posición correspondiente al último comando
completado. Dependiendo de cuál sea el próximo comando emitido, puede ir a retirar
una paleta, o volver a la estación de P&D para recoger una paleta a ser almacenada.
Lo normal es realizar un almacenamiento y recogida en un único ciclo.
En este modo de control, el tiempo del ciclo de almacenar y recoger es la suma del
tiempo de recogida en la estación de P&D, el tiempo de desplazamiento a la
ubicación de almacenamiento, el tiempo de descarga, el tiempo de desplazamiento al
punto de recogida, el tiempo de carga el tiempo de retorno a la estación de P&D y el
tiempo de descarga.
3.2.2.5.- ASIGNACIÓN DE UBICACIONES DE ALMACENAMIENTO
La asignación de lugares de almacenamiento es el modo por el cual el sistema asigna
un lugar para que cada paleta que ingresa sea almacenada. En el ST-2000 hay cinco
reglas distintas de almacenamiento disponibles:
Asignación Aleatoria: se elige una ubicación al azar entre los lugares vacíos.
Tiempo de Procesamiento más Breve (Shonest Processing Time = SPT): se asigna la
ubicación vacía con el mínimo tiempo de desplazamiento desde la estación de
entrada.
Búsqueda por Pauta: Fila más baja primero (Lowest Tia First = LTF): se selecciona
la ubicación de almacenamiento buscando el lugar abierto más próximo en la fila más
48 Búsqueda por Pauta, Columna más cercana primero (Closest Bay First = CBF); se
selecciona la ubicación de almacenamiento buscando primero el lugar abierto más
bajo en la columna más próxima. Si no se halla un lugar vacío, se revisa la próxima
columna más cercana.
Asignación de zona basada en la tasa de rotación (ZONE): se divide la estantería
de almacenamiento en un número de zonas igual al de tipos de producto. La zona más
cercana a la estación de P&D es asignada al depósito de las paletas de más alta tasa
de rotación. Al buscar un lugar vacío, si no se lo puede hallar en su propia zona, se
usa uno de la zona de tasa de rotación inmediatamente más baja.
Si están llenas todas las zonas de rotación más baja, se busca en la zona de rotación
inmediatamente más alta.
3.2.2.6.- SECUENCIA DE LOS PEDIDOS DE RETIRO
Las distintas políticas de control para secuenciar los pedidos determinan la secuencia
de actividades entre varios posibles pedidos de retiro pendientes (en cola) que se
transmiten desde la computadora de control del CIM y un único pedido pendiente
posible en la estación de entrada de P&D. En el ST-2000 hay tres posibles reglas de
secuencia:
Atender primero al primer llegado (First Come First Served = FCFS): todos los
pedidos son atendidos por orden de llegada de los pedidos de retiro al sistema.
Tiempo más breve de terminación (Shonest Comdletion Time = SCT): se atiende
primero el pedido que necesita menos tiempo para ser completado
Tiempo más Breve de Terminación con Prioridad de Salida (Shortest Completion
Time with Output Priorily = SCTOP); regla tipo SCT modificada, en la cual los
50 4.1.- MICROLOGIX 1100 ALLEN-BRALEY
En este capítulo contiene información acerca del PLC propuesto (Micrologix 1100)
de la familia Allen-Braley así como sus módulos de expansión.
El protocolo de comunicación que cuenta el CIM actualmente es el protocolo
MODBUS y MODBUS PLUS con una topología tipo Bus.
El MicroLogix 1100 representa nuestra familia más reciente de controladores que se
une a los ya populares MicroLogix 1000, MicroLogix 1200 y MicroLogix 1500, y
está diseñado para ampliar la cobertura de aplicaciones mediante entradas analógicas
incorporadas, comunicaciones Ethernet y capacidades de visualización. Los
controladores MicroLogix 1100 mantienen las mismas funciones críticas que se
esperan de la familia MicroLogix y expande esa capacidad para incluir una verdadera
edición en línea. Los controladores MicroLogix 1100 incluyen controladores más
sencillos para las aplicaciones que requieren de hasta 80 E/S digitales.
Cada MicroLogix 1100 contiene dos entradas analógicas incorporadas, con 10
entradas digitales y 6 salidas digitales. Este controlador también permite expandir sus
capacidades de E/S utilizando los mismos módulos que el MicroLogix 1200. Se
pueden utilizar hasta cuatro de los módulos de 1762 E/S con un solo controlador
MicroLogix 1100.
Gracias a que utiliza la versión más reciente de software de programación de talla
mundial RSLogix 500, el controlador MicroLogix 1100 se puede programar con un
conjunto de instrucciones común entre las familias de controladores MicroLogix y
SLC 500. RSLogix 500 Starter, RSLogix 500 Standard y RSLogix 500. Professional
son compatibles con el MicroLogix 1100, incluso en lo que respecta a sus
51 Cada controlador admite un puerto integrado combinado RS-232 / RS-485 para
comunicación en serie y en red, así como un segundo puerto integrado EtherNet/IP,
que admite mensajería Ethernet de igual a igual.
La pantalla de cristal líquido incorporada le permite monitorear el estado de las E/S y
del controlador, así como hacer cambios a datos de enteros y de bits.
Un sistema operativo actualizable instantáneamente en el sitio protege su inversión y
asegura que siempre estará al día con los adelantos más recientes.
En la siguiente figura se observa en estado original en que se encuentra el PLC.
Fig. (4.1) PLC MicroLogix 1100