UNIVERSIDAD NACIONAL DE TRUJILLO
FACULTAD DE INGENIERÍA
ESCUELA PROFESIONAL DE INGENIERÍA INDUSTRIAL
Aplicación de herramientas de lean manufacturing para
incrementar la eficiencia de la línea procesadora de palta de
una empresa agroexportadora
TESIS
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO INDUSTRIAL
AUTORES:
Br. Balarezo Pairazamán, Adriana Lisset
Br. Floríndez Abanto, Mildred
ASESOR:
Mg. Ramírez Córdova, Segundo Miguel
TRUJILLO - PERÚ
DEDICATORIA
Br. Adriana Lisset Balarezo Pairazamán
A mis padres Luis Balarezo Novoa y Cecilia
Pairazamán Lozano, por su sacrificio,
dedicación y por haber confiado en mí
apoyándome en cada paso que doy a lo
largo de mi vida, ya que por ellos veo hoy
alcanzada mi meta.
A mis abuelos Ena Lozano, Tomás
Pairazamán, Blanca Novoa y Humberto
Balarezo, por sus buenos consejos,
comprensión y por fomentar en mí el deseo
de superación obtenido con esfuerzo y
ganas de salir adelante.
A mi hermana Melany Balarezo
Pairazamán, que es una motivación en mi
vida para seguir creciendo, y esperando que
este trabajo sea un ejemplo para su vida
profesional.
A mi asesor, que con su amplio
conocimiento me apoyó en todo momento
en el desarrollo de este trabajo de
Br. Mildred Floríndez Abanto
A Dios por haberme permitido llegar hasta
este momento tan importante de mi
formación profesional y haberme dado salud
para lograr mis objetivos, además de su
infinita bondad y amor.
A mis padres José Florindez Martinez y
María Abanto Aliaga, por ser el pilar
fundamental en todo lo que soy, en toda mi
educación, tanto académica, como de la
vida, por su incondicional apoyo y amor.
A mi hermano Gabriel Castañeda Abanto,
por estar conmigo en todo momento y para
que puedas ver en mi un ejemplo a seguir.
A mi asesor, quien con su experiencia,
conocimientos y motivación me orientó
durante todo el desarrollo de este trabajo de
PRESENTACIÓN
Señores miembros de jurado:
Dando cumplimiento a lo estipulado en el reglamento de tesis universitaria para
la obtención del título profesional en la especialidad de Ingeniería Industrial de la
Universidad Nacional de Trujillo, pongo a su disposición y evaluación el presente
trabajo de investigación titulado:
“Aplicación de herramientas de lean manufacturing para incrementar la eficiencia de la línea procesadora de palta de una empresa agroexportadora”.
Siendo nuestro deseo, que este trabajo sirva a posteriores proyectos de
investigación y sea un importante aporte para la empresa en estudio en la mejora
AGRADECIMIENTO
A Dios, por habernos protegido y guiado en cada paso que hemos dado en
nuestras vidas, permitiéndonos seguir adelante con este proyecto.
A nuestro asesor de tesis Mg. Segundo Miguel Ramírez Córdova, que con su
amplio conocimiento y disciplina nos ha guiado en todo momento en el desarrollo
de este trabajo de investigación.
Al Dr. Iván Olivares Ospino por su apoyo constante y motivación para ser cada
vez mejores personas y por ser una guía en nuestra formación como buenos
profesionales.
A los trabajadores en general de la empresa, que con su experiencia y
conocimiento en sus respectivas áreas aportaron eficazmente con sus ideas.
Y en especial, al Ing. Ricardo Meza Camán, Jefe de operaciones de la empresa
en estudio, por habernos permitido realizar este proyecto de mejora en su área a
RESUMEN
El objetivo de esta investigación fue incrementar la eficiencia de la línea procesadora de palta de una empresa agroexportadora mediante la aplicación de herramientas del lean manufacturing a través del hallazgo y eliminación de los desperdicios y problemas presentes a lo largo de la línea procesadora, esto con la finalidad de utilizar la capacidad real para producir sin defectos, el rendimiento del proceso y la disponibilidad del equipo y así ayudar a que la empresa sea competitiva en el variable mercado en el que actualmente se encuentra.
Para ello, primero se realizó un diagnóstico de la situación actual de la empresa y de la línea procesadora de palta, basado en la observación directa de su proceso, identificando desperdicios o actividades que no agregan valor al producto asociados a tiempos de espera y cambios de producto, movimientos y transportes innecesarios, productos defectuosos y exceso de inventarios.
Por ende, se determinó la eficiencia actual de la línea procesadora y se aplicaron herramientas referidas a lean manufacturing tales como el Value stream mapping (VSM) para obtener una visión clara del proceso, las 5S’s para mantener la limpieza y el orden, el Single minute exchange (SMED) para disminuir los tiempos en el cambio de producto, el mantenimiento preventivo para disminuir las averías por falta de mantenimiento, y controles visuales para incrementar el rendimiento en la línea procesadora y la calidad en el producto terminado.
Finalmente, se determinó la eficiencia final de la línea procesadora, comparándola con la anterior a la aplicación de las herramientas de lean manufacturing se llegó a la conclusión que las aplicaciones de estas herramientas aumentaron la eficiencia de la línea procesadora de 54% a 86% en promedio semanal, así como en detalle se mejoró la disponibilidad de la máquina de 89% a 99%, el rendimiento de 61% a 86% y la calidad de 98% a 99%.
ABSTRACT
The objective of this research was to improve the efficiency of the avocado processing line in an agro-export company using the Lean manufacturing tools through the discovery and elimination of waste and problems in the processing line with the purpose to use the real capacity to produce them without defects, the process performance, the availability of the equipment, and so, help the company to be more competitive in the market variable in which it currently is.
In order to do this, first it was done a diagnosis of the current situation of the company and the avocado processing line, based on the direct observation of its process, identifying waste or activities that do not add a value to the product. These activities are associated with waiting times and product changes, unnecessary movements and transport, as well as defective products and excess of inventories.
Therefore, the current efficiency of the processing line was determined, and tools related to Lean Manufacturing such as the Value Stream Mapping (VSM) were applied to obtain a clear vision of the process, the 5 S’s to maintain cleanliness and order, the Single Minute Exchange of Die (SMED) to reduce the time in the product change, the preventive maintenance to reduce the breakdowns because of lack of maintenance, and visual controls to increase the performance in the processing line and the quality in the finished product.
Finally, the total efficiency of the processing line was determined, comparing it with the previous one to the application of Lean Manufacturing tools. It was concluded that the application of these tools increased the efficiency of the processing line from 54% to 86% on average weekly, as well as in detail the availability of the machine was improved from 89% to 99%, the performance from 61% to 86% and the quality from 98% to 99%.
Keywords: Efficiency, lean manufacturing, processing line, waste, performance,
ÍNDICE GENERAL
DEDICATORIA ... i
PRESENTACIÓN ... iii
AGRADECIMIENTO ... iv
RESUMEN ... v
ABSTRACT ... vi
ÍNDICE GENERAL ... vii
ÍNDICE DE TABLAS ... xi
ÍNDICE DE FIGURAS... xv
CAPÍTULO I: INTRODUCCIÓN ... 1
1.1. REALIDAD DE PROBLEMÁTICA ... 1
1.2. ENUNCIADO DEL PROBLEMA ... 3
1.3. HIPÓTESIS ... 3
1.4. JUSTIFICACIÓN ... 3
1.5. OBJETIVOS ... 4
1.5.1 OBJETIVO GENERAL ... 4
1.5.2 OBJETIVOS ESPECÍFICOS ... 4
1.6. LIMITACIONES ... 5
CAPÍTULO II: MARCO TEÓRICO ... 6
2.1. ANTECEDENTES ... 6
2.2. TEORÍAS QUE SUSTENTAN EL TRABAJO ... 10
2.2.1 INTRODUCCIÓN AL LEAN MANUFACTURING ... 10
2.2.2 HERRAMIENTAS DE LEAN MANUFACTURING ... 11
2.2.2.1 VSM (VALUE STREAM MAPPING) ...11
2.2.2.2 5 S’s ... 12
2.2.2.4 TPM (TOTAL PRODUCTIVE MAINTENANCE) ...15
2.2.2.5 CONTROL VISUAL (ANDON)... 16
2.2.3 PRINCIPIOS DEL LEAN MANUFACTURING ... 17
2.2.4 EFICIENCIA (OEE) ... 17
2.3. DEFINICIÓN DE TÉRMINOS ... 20
CAPÍTULO III: MATERIALES Y MÉTODOS ... 23
3.1 MATERIAL DE ESTUDIO ... 23
3.1.1 POBLACIÓN ... 23
3.1.2 MUESTRA ... 23
3.1.3 INSTRUMENTOS UTILIZADOS ... 23
3.2 MÉTODOS ... 23
3.2.1 ESTRATEGIA GENERAL ... 23
3.2.2 MODELO LÓGICO ... 24
3.3 TÉCNICAS ... 25
3.3.1 TÉCNICAS DE RECOLECCIÓN DE INFORMACIÓN ...25
3.3.2 TÉCNICAS DE PROCESAMIENTO DE INFORMACIÓN ... 26
3.4 PROCEDIMIENTO ... 27
CAPÍTULO IV: GENERALIDADES DE LA EMPRESA ... 28
4.1 DESCRIPCIÓN GENERAL DE LA EMPRESA ... 28
4.1.1 RAZÓN SOCIAL ... 28
4.1.2 R.U.C ... 28
4.1.3 UBICACIÓN GEOGRÁFICA ... 28
4.1.4 SECTOR ECONÓMICO ... 28
4.2 HISTORIA DE LA EMPRESA ... 28
4.3.2 VISIÓN ... 30
4.3.3 VALORES ... 30
4.3.4 LOGO Y DESARROLLO SOSTENIBLE ... 31
4.4 POLÍTICA DE GESTIÓN ... 32
4.5 ESTRUCTURA ORGANIZACIONAL ... 35
4.6 DESCRIPCIÓN DE PRINCIPALES PRODUCTOS ...36
4.7 PRINCIPALES CLIENTES / MERCADOS ... 36
4.8 PRINCIPALES PROVEEDORES ... 37
CAPÍTULO V: DIAGNÓSTICO ACTUAL DE LA EMPRESA ... 38
5.1 ANÁLISIS DE VALOR ……….……….…. 38
5.2 IDENTIFICACIÓN DE DESPERDICIOS EN LA SITUACIÓN ACTUAL DEL SISTEMA PRODUCTIVO ... 43
5.2.1 TIEMPOS DE ESPERA ... 48
5.2.2 TRANSPORTE ... 50
5.2.3 DESPILFARROS DE OPERACIÓN ... 54
5.2.4 INVENTARIOS INNECESARIOS ... 55
5.2.5 MOVIMIENTOS INNECESARIOS ... 55
5.2.6 PRODUCTOS DEFECTUOSOS ... 57
5.2.7 SOBREPRODUCCIÓN ... 58
5.2.8 TALENTO HUMANO ... 59
5.3 EFICIENCIA INICIAL DE LA LÍNEA PROCESADORA DE PALTA (OEE INICIAL) ... 60
CAPÍTULO VI: APLICACIÓN DE LAS HERRAMIENTAS DEL LEAN MANUFACTURING ... 61
6.1 APLICACIÓN DE VSM (VALUE STREAM MAPPING) ... 61
6.3 APLICACIÓN SMED (SINGLE MINUTE EXCHANGE OF
DIE) ...93
6.4 APLICACIÓN MANTENIMIENTO AUTÓNOMO ...100
6.5 APLICACIÓN CONTROL VISUAL (ANDON) ... 111
CAPÍTULO VII: RESULTADOS ... 112
7.1 MEDICIÓN DE EFICIENCIA FINAL DE LA LÍNEA PROCESADORA DE PALTA (OEE FINAL) ... 119
CAPÍTULO VIII: ANÁLISIS DE COSTOS ...117
8.1 COSTOS ANTES DE LA APLICACIÓN DE HERRAMIENTAS DE LEAN MANUFACTURING ……… 122
8.1.1 UNIDADES PRODUCIDAS ………... 122
8.1.2 COSTOS DIRECTOS DE PRODUCCIÓN ………….. 122
8.1.3 COSTOS INDIRECTOS DE PRODUCCIÓN ……….. 125
8.1.4 COSTO UNITARIO ……….. 127
8.2 COSTOS DESPUÉS DE LA APLICACIÓN DE HERRAMIENTAS DE LEAN MANUFACTURING ………128
8.2.1 UNIDADES PRODUCIDAS ………... 128
8.2.2 COSTOS DIRECTOS DE PRODUCCIÓN ………….. 128
8.2.3 COSTOS INDIRECTOS DE PRODUCCIÓN …………131
8.2.4 COSTO UNITARIO ………...133
8.3 BENEFICIO ECONÓMICO ………134
CAPÍTULO IX: DISCUSIÓN DE RESULTADOS ... 135
CAPÍTULO X: CONCLUSIONES Y RECOMENDACIONES ... 137
10.1 CONCLUSIONES ... 137
10.2 RECOMENDACIONES ... 138
REFERENCIAS BIBLIOGRÁFICAS ... 140
BIBLIOGRAFÍA ... 140
ÍNDICE DE TABLAS
Tabla N° 2.1: Clasificación del indicador OEE.
Tabla N° 3.1: Técnicas de recolección de información a usar en la tesis.
Tabla N° 4.1: Descripción de principales productos.
Tabla N° 4.2: Principales clientes y mercados de exportación.
Tabla N° 4.3: Principales proveedores de palta.
Tabla N°5.1: Tabla de estándar de evaluación del método Kano
Tabla N°5.2: Tabla de atributos del método Kano
Tabla N°5.3: Evaluación de la encuesta.
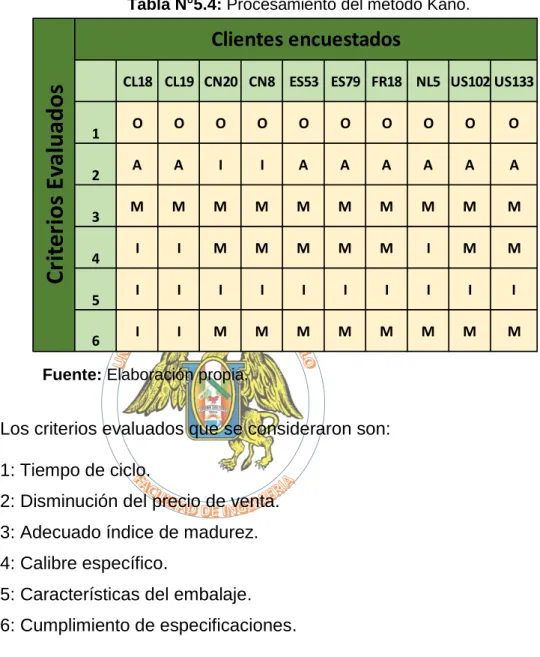
Tabla N°5.4: Procesamiento del método Kano.
Tabla N°5.5: Procesamiento del método Kano en porcentajes.
Tabla N° 5.6: Tiempo de paradas de máquina programadas y no programadas.
Tabla N° 5.7: Detalle de tiempo de paradas.
Tabla N° 5.8: Resumen diagrama - tipo operario traslado de cajas vacías.
Tabla N° 5.9: Resumen diagrama - tipo operario devolución de cajas vacías.
Tabla N° 5.10: Resumen diagramas - tipo operario.
Tabla N° 5.11: Cuadro de observaciones por semana.
Tabla N°5.12: Resumen total defectos – proceso palta.
Tabla N° 5.13: OEE inicial de la línea procesadora de palta.
Tabla N° 6.1: Ventas mes mayo-junio de principales clientes.
Tabla N° 6.2: Resumen ventas mes mayo-junio de principales clientes.
Tabla N° 6.3: Productos para principales clientes.
Tabla N° 6.4: Procesos por producto para presentación “Bloom”.
Tabla N° 6.5: Tiempo disponible mes mayo-junio.
Tabla N° 6.6: Tiempo disponible mes mayo-junio.
Tabla N° 6.7: Análisis del proceso antes de la aplicación de las herramientas de
Tabla N° 6.8: Factor de valoración por puesto de trabajo (Método Westhing
House).
Tabla N° 6.9: Suplementos pos descansos por puesto de trabajo (OIT).
Tabla N° 6.10: Tiempos cronometrados por puesto de trabajo.
Tabla N° 6.11: Parámetros para el cálculo del n-óptimo.
Tabla N° 6.12: Resumen estudio de tiempos.
Tabla N° 6.13: Hoja de verificación área de acopio.
Tabla N° 6.14: Hoja de verificación área de selección.
Tabla N° 6.15: Hoja de verificación área de empaque.
Tabla N° 6.16: Hoja de verificación área de paletizado.
Tabla N° 6.17: Resumen de aplicación de Seiri.
Tabla N° 6.18: Cuadro de stock necesarios por áreas.
Tabla N° 6.19: Zonas de área de acopio.
Tabla N° 6.20: Resumen de interrelaciones (área de acopio).
Tabla N° 6.21: Resumen de interrelaciones (área de acopio).
Tabla N° 6.22: Resumen de interrelaciones (área de selección, empaque y
paletizado).
Tabla N° 6.23: Lista de actividades internas y externas (cambio de proveedor).
Tabla N° 6.24: Lista de actividades internas y externas (cambio de
programación).
Tabla N° 6.25: Cambio de actividades internas a externas (cambio de proveedor).
Tabla N° 6.26: Cambio de actividades internas a externas (cambio de
programación).
Tabla N° 6.27: Tiempo promedio después de la aplicación del SMED.
Tabla N° 6.28: Tiempo de paradas por falta de mantenimiento (semana 21 y 22).
Tabla N° 6.29: Diagrama de Pareto paradas por falta de mantenimiento (semana
21 y 22)
Tabla N° 6.32: Cronograma de capacitaciones para operadores.
Tabla N° 6.33: Diseño de tablero de información.
Tabla N° 7.1: Paradas no planificadas antes y después de la aplicación de
herramientas lean.
Tabla N° 7.2: Detalle de paradas después de la aplicación de herramientas lean.
Tabla N° 7.3: Observaciones de calidad antes y después de la aplicación de las
herramientas de lean manufacturing.
Tabla N° 7.4: Detalle observaciones de calidad por defectos.
Tabla N° 7.5: Tiempos cronometrados por puesto de trabajo después de la
aplicación de las herramientas de lean manufacturing.
Tabla N° 7.6: Parámetros para el cálculo del n-óptimo.
Tabla N° 7.7: Resumen estudio de tiempos finales.
Tabla N° 7.8: OEE final de la línea procesadora de palta.
Tabla N° 7.9: Cuadro comparativo resumen de eficiencias.
Tabla N° 8.1: Utilidad por caja de palta.
Tabla N° 8.2: Beneficio económico con la mejora de la OEE.
Tabla N° 8.1: Unidades producidas para semanas 21 y 22
Tabla N° 8.2: Costo total de materia prima para semanas 21 y 22.
Tabla N° 8.3: Costo total neto de mano de obra directa antes de la aplicación.
Tabla N° 8.4: Costo total neto de mano de obra directa para semanas 21 y 22
Tabla N° 8.5: Costo total neto de mano de obra directa por unidad semanas 21
y 22
Tabla N° 8.6: Costo total de materiales directos semanas 21 y 22.
Tabla N° 8.7: Costo total de mano de obra indirecta semanas 21 y 22.
Tabla N° 8.8: Costo total indirecto de producción semanas 21 y 22
Tabla N° 8.9: Cálculo de tasa indirecta de producción semanas 21 y 22
Tabla N° 8.10: Costo indirectos de producción por unidad semana 21 y 22
Tabla N° 8.11: Costo unitario de producto antes de la aplicación de herramienta
Tabla N° 8.12: Unidades producidas para semanas 24 y 25.
Tabla N° 8.13: Costo total de materia prima para semanas 24 y 25
Tabla N° 8.14: Costo total neto de mano de obra directa después de la aplicación.
Tabla N° 8.15: Costo total neto de mano de obra directa para semanas 24 y 25.
Tabla N° 8.16: Costo total neto de mano de obra directa por unidad semana 24
y 25.
Tabla N° 8.17: Costo total de materiales directos semanas 24 y 25.
Tabla N° 8.18: Costo total de mano de obra indirecta semanas 24 y 25
Tabla N° 8.19: Costo total indirecto de producción semanas 24 y 25.
Tabla N° 8.20: Cálculo de tasa indirecta de producción semanas 24 y 25.
Tabla N° 8.21: Costo indirectos de producción por unidad semana 24 y 25.
Tabla N° 8.22: Costo unitario de producto después de la aplicación de
herramienta lean manufacturing.
Tabla N° 8.23: Comparación de costos antes y después de la aplicación de
ÍNDICE DE FIGURAS
Figura N°3.1: Modelo lógico del desarrollo de aplicación de herramientas de lean
manufacturing en la línea procesadora de palta.
Figura N°4.1: Logo de la empresa.
Figura N°4.2: Íconos de sostenibilidad de la empresa.
Figura N°4.3: Organigrama de operaciones – Planta frutales.
Figura N°4.4: Principales mercados de exportación de palta.
Figura N°5.1: Gráfica método Kano
Figura N°5.2: Diagrama de flujo del proceso de palta fresca.
Figura N°5.3: Exceso de cajas vacías en área de empaque.
Figura N°5.4: Diagrama de operaciones – tipo operario para traslado de cajas.
Figura N°5.5: Diagrama de operaciones – tipo operario para devolución de cajas.
Figura N° 5.6: Bines ocupando espacio en zona de acopio.
Figura N° 5.7: Exceso jabas con descarte en zona de acopio.
Figura N° 5.8: Exceso jabas vacías en zona de acopio.
Figura N° 5.9: Diagrama de pareto – Productos defectuosos
Figura N° 6.1: Diagrama de pareto – clientes con mayores ventas.
Figura N° 6.2: VSM actual de la empresa.
Figura N° 6.3: Organigrama del equipo 5S’s
Figura N° 6.4: Exceso de jabas vacías.
Figura N° 6.5: Exceso de jabas con descarte.
Figura N° 6.6: Exceso de bines vacíos.
Figura N° 6.7: Tiras de cortina thermofílica sobre jabas con materia prima.
Figura N° 6.8: Exceso de jabas vacías para base y descarte.
Figura N° 6.9: Exceso de jabas vacías de descarte.
Figura N° 6.10: Papeles y cajas vacías en lugares incorrectos
Figura N° 6.11: Materiales en desorden.
Figura N° 6.13: Relación entre zonas (área de acopio)
Figura N° 6.14: Diagrama de hilos (área de acopio)
Figura N° 6.15: Relación entre zonas (área de selección, empaque y paletizado)
Figura N° 6.16: Diagrama de hilos (áreas de selección, empaque y paletizado)
Figura N° 6.17: Distribución final (área de acopio)
Figura N° 6.18: Distribución final (área de selección, empaque y paletizado)
Figura N° 6.19: Gráfico de diagrama de pareto paradas por falta de
mantenimiento (semana 21 y 22).
Figura N° 6.20: Diagrama de ishikawa para averías en línea procesadora de
palta.
Figura N° 6.21: Comparativo de habilidades de operadores turno 1 y 2.
CAPÍTULO I: INTRODUCCIÓN
1.1 Realidad problemática:
En la década de 1990 se inicia un nuevo periodo en las agroexportaciones
en Perú, más amplio y diversificado que los anteriores. En términos de
valor, es una historia de éxito. Entre 1994 y 2014, el valor total de las
exportaciones agrícolas pasó de USD 476 millones a USD 5079 millones.
El valor de las exportaciones de los productos agrícolas «tradicionales» se
multiplicó por 3.4 veces, y por nueve veces el de los «no tradicionales».
En 2016 las exportaciones de este sector tuvieron un crecimiento de 6.7%,
siendo uno de los productos que viene experimentado un importante
dinamismo, la palta. La Sociedad de Comercio Exterior del Perú (ComexPerú), destacó la palta como el “oro verde” de las exportaciones
peruanas, al lograr un crecimiento sostenido en los últimos años y superar
los US$ 570 millones, en los primeros nueve meses del 2017.
El gremio empresarial refirió que de acuerdo con el Centro de Comercio
Internacional (ITC, por sus siglas en inglés), desde 2014 el Perú se ubica
tercero en el ranking mundial de exportadores de palta al mundo, después
de México y Países Bajos.
Frente a tan favorable panorama de crecimiento, las empresas peruanas
deben tener la capacidad de responder favorablemente, sin embargo,
todavía es un país carente en tecnología y de aplicación de métodos y
herramientas de ingeniería, sobre todo en el sector agroindustrial, en el
que muchas de sus empresas enfocadas al mercado de producto fresco
carecen de tecnología o la tienen, pero no saben utilizarla de manera
Es dentro de este contexto donde surge la necesidad de aplicar diferentes
herramientas de lean manufacturing que nos permitan optimizar tanto los
procesos productivos, uso de equipos y recurso humano; con la finalidad
de asegurar la competitividad de la empresa en el mercado.
Esta empresa agroindustrial, está dedicada a la exportación de frutas y
hortalizas en los mercados de conserva, congelado y productos frescos.
El packing de frutales actualmente ha crecido a nivel de infraestructura y
equipamiento se encuentra localizada en Talambo, provincia de Chepén,
departamento de La Libertad operado desde agosto del 2015.
En el área de producción se tiene una maquina calibradora de palta con
una productividad de 7.5 tn por hora, de la cual solo se aprovecha el 60%,
debido a distintas causas, dentro de las principales tenemos, las
consecutivas paradas de maquina por retraso en el lanzado de la materia
prima originado por una mala distribución en la zona de recepción, mal
balance dentro de la línea de producción, desabastecimiento de materiales
al personal empacador, falla operacional, mecánica-eléctrica, programada
o insumos.
Actualmente la empresa presenta un alto índice de rotación de personal y
se ve en la necesidad de programar horas extras y producción en días
feriados para dar cumplimiento al plan de producción semanal, lo cual
repercute en; sobrecostos por pago de planilla; sobrecostos por errores
que se dan durante el periodo de aprendizaje del personal en el cual se
obtienen productos defectuosos que son observados por el área de
calidad y devueltos a la línea generando reprocesos y demora;
conoce ni se familiariza aún con las especificaciones requeridas por los
clientes. La aplicación de las herramientas de lean manufacturing permitirá
solucionar en gran medida estos problemas y empezar a producir de
manera eficiente para así cumplir las exigencias del mercado.
1.2
Enunciado del problema:
¿Cuál es la influencia de la aplicación de las herramientas de lean
manufacturing en la eficiencia de la línea procesadora de palta de una
empresa agroexportadora?
1.3 Hipótesis:
La aplicación de herramientas de lean manufacturing incrementará
significativamente la eficiencia de la línea procesadora de palta de una
empresa agroexportadora.
1.4 Justificación:
La presente investigación permitirá a la organización en estudio
aprovechar al máximo los recursos utilizados para el procesamiento de
palta, reduciendo costos innecesarios y eliminando actividades que no
agregan valor al proceso, obteniendo su optimización, logrando así
competitividad y sostenibilidad en el mercado.
Las herramientas de lean manufacturing, traen consigo una mejora
sustancial en el proceso, ya que permiten desechar procesos
improductivos, satisfacer las necesidades precisas del cliente, reducir costos innecesarios y en general minimizar los “despilfarros” reduciendo
la sobreproducción y permitiendo ahorros en la administración de
Además, estas herramientas reconocen a un tipo de producción ajustada
que utilizará mucho más eficientemente los recursos, ayudando a generar
mayor rentabilidad, aumentar el grado de satisfacción al cliente, y reducir
mermas aumentando así la eficiencia del proceso.
Por lo tanto, el desarrollo del trabajo de investigación es de gran
importancia para esta empresa agroexportadora, que busca incrementar
su eficiencia de nivel inaceptable a aceptable en su línea procesadora de
palta.
1.5 Objetivos:
1.5.1 Objetivo general:
Incrementar la eficiencia de la línea procesadora de palta de una
empresa agroexportadora mediante la aplicación de herramientas
del lean manufacturing.
1.5.2 Objetivos específicos:
Realizar un diagnóstico de la situación actual de la empresa
agroexportadora y de la línea procesadora de palta, basado en
la observación directa de su proceso productivo y posibles
herramientas lean que se puedan aplicar.
Determinar la eficiencia actual de la línea procesadora de palta
de la empresa agroexportadora.
Aplicar herramientas referidas a lean manufacturing en la línea
Determinar la eficiencia final de la línea procesadora de palta de
la empresa agroexportadora.
Evaluar y comparar la eficiencia antes y después de haber
aplicado las herramientas de lean manufacturing.
1.6 Limitaciones:
Difícil acceso al lugar en donde se encontraba la planta procesadora, ya
que no hay transporte continuamente para llegar a esa zona.
La resistencia al cambio por parte de algunos trabajadores con mayor
CAPÍTULO II: MARCO TEÓRICO
2.1 Antecedentes:
Título:
“Análisis y propuesta de mejora del proceso productivo de una línea de fideos en una empresa de consumo masivo mediante el uso de herramientas de manufactura esbelta”
Tesis para optar el título de Ingeniero Industrial.
Autor(es): José Miguel Ramos Flores
Institución: Pontificia Universidad Católica Del Perú
Año: 2012
Conclusión:
La implementación del mantenimiento autónomo como pilar más
importante del mantenimiento productivo global va permitir que la
organización pueda implementar los demás pilares del TPM que la
conviertan en una empresa de clase mundial que garantice llegar y
sostener en el tiempo un OEE de 85% y así generar la ventaja competitiva
buscada con la implementación de las herramientas de manufactura
esbelta planteadas. Además, implemento las 5´s donde recomienda que
el orden y la limpieza que se obtienen dentro de los puestos de trabajo
deben ser respetadas por todas las personas con el objetivo de tener un
Título:
“Aplicación de herramientas de lean Manufacturing en las líneas de envasado de una Planta envasadora de lubricantes”
Tesis para optar el título de Ingeniero Industrial.
Autor(es): Miguel Alexis Palomino Espinoza
Institución: Pontificia Universidad Católica Del Perú
Año: 2012
Conclusión:
La aplicación de las herramientas de Lean Manufacturing le proporcionan
a la empresa una ventaja competitiva en calidad, flexibilidad y
cumplimiento, que a largo plazo se verá reflejado en aumento de ventas y
mayor utilidad por parte de La Empresa.
Los gastos desarrollados por la implementación de las herramientas son
justificables ante el periodo de retorno de inversión. Dado que este no
sobrepasa el año, conlleva una mejora en la filosofía de producción de La
Empresa, proporciona mayor capacidad de producción y por ende una
posibilidad de aumentar la oferta en el mercado y la cartera de clientes, se
considera como viable la implementación de mejoras basadas en 5S, JIT
Título:
“Implementación de lean manufacturing en el área de empaque de un laboratorio farmacéutico”
Tesis para optar el título de maestra en ingeniería.
Autor(es): Abigail Castrejón Romero
Institución: Instituto Politécnico Nacional (México)
Año: 2016
Conclusión:
Se identificaron que herramientas de lean manufacturing que se podían
usar para la resolución de los problemas que se venían presentando, una
vez identificadas se prosiguió a implementar cada herramienta para
resolver cada una de las áreas de oportunidad:
1. Kaizen para reducción de la documentación. Se realizó un focus
group con las distintas áreas involucradas, donde se mapeo el
proceso de documentación y se pudo reducir el número de hojas
por procedimiento, así como errores en documentación.
2. Implementación de 5´s en las líneas. Se realizó una selección e
identificación de los formatos intercambiables y herramientas por
máquina lo cual permitió tener mayor orden y reducir los tiempos de
ajustes.
3. Estandarización de ajustes. Se realizaron formatos de apoyo para
la realización de ajustes por presentación y se colocaron ayudas
4. Estandarización de limpieza. Se mapearon y se organizaron las
actividades de acuerdo al número de personas involucradas, con
esto se logró una reducción en el tiempo de limpieza.
Para cada herramienta se desarrolló una metodología de implementación,
la cual está diseñada en una implementación real en las líneas blisteras,
con lo cual podemos decir que se cumplió satisfactoriamente con los
objetivos del trabajo. (CASTREJÓN, 2016)
Título:
“Lean manufacturing como un sistema de trabajo en la industria manufacturera: un estudio de caso”
Tesis para optar por el grado de: maestro en ingeniería de sistemas –
ingeniería industrial
Autor(es): Enrique Reséndiz Olguín
Institución: Universidad Nacional Autónoma De México
Año: 2009
Conclusión:
Lo que fue único y especial es que no únicamente se logró una mejora en
el desempeño, sino que el área de empaque mejoró porque ellos
compraron un cambio cultural. Los supervisores actuaron más como
líderes, el personal operativo se sintió más valorado, y existió una mayor claridad en la dirección. Es así, que la combinación de “Lean manufacturing”, “Six – sigma” y el “Sistema de trabajo lean”, son un gran
Cuando el “Sistema de trabajo lean” fue implementado, ayudó a los líderes
a comprender el efecto que ellos pueden tener en el personal. En el caso
de los Supervisores y personal operativo, dándoles el fórum para
escucharlos y entender su problemática, permitió abrir muchas puertas y
la resistencia de la gente se logró disminuir espectacularmente a solo una
minoría. Esto demostró, que los líderes realmente estaban comprometidos
en la transformación de la organización. Así que lo que comenzó como
una lucha para resolver múltiples problemas, hoy en día se han reducido a través del “Sistema de trabajo lean”.
El resultado global para la organización farmacéutica ABC s:
El incremento en el desempeño de los centros de trabajo, evitó la
inversión en una nueva máquina tasada en aprox. 3 millones
de dólares,
El incremento en la capacidad de los centros de trabajo, permitió
trabajar de un esquema de7 días X 2 turnos a 5 días X 1.5 turnos,
hoy en día 5 días X 1 turno en algunos centros de trabajo.
Se mantuvieron los mismos volúmenes de producción mensual,
eliminando ocho posiciones de empleados, y otros tantos más de personal
operativo. (RESÉNDIZ, 2009)
2.2 Teorías que sustentan el trabajo:
2.2.1 Introducción al lean manufacturing
Entendemos por lean manufacturing (en castellano "producción
ajustada"), según (RAJADELL y SÁNCHEZ, 2010) la persecución
del desperdicio, entendiendo como desperdicio o despilfarro todas
aquellas acciones que no aportan valor al producto y por las cuales
el cliente no está dispuesto a pagar.
Para (HERNÁNDEZ y VIZÁN, 2013) identifica varios tipos de “desperdicios” que se observan en la producción: sobreproducción,
tiempo de espera, transporte, exceso de procesado, inventario,
movimiento y defectos.
2.2.2 Herramientas de lean manufacturing
2.2.2.1 VSM (Value Stream Mapping)
También llamado mapeo de la cadena de valor, es una
técnica para representar gráficamente las operaciones de
una empresa, en donde se representan las operaciones
necesarias para la transformación de materia prima o
producto semielaborado en producto terminado, así como
el modo en que se transmite la información entre estos
procesos. Algunos de los procesos aportan valor añadido
al producto (VA) y otros no (NVA). (AICORRI, 2017)
El mapeo de los procesos nos permite:
Descubrir los desperdicios en cualquier proceso, no
solo en la manufactura y descubrir el origen del
mismo.
Detallar cada paso significativo del proceso y
evalúas cómo agrega valor (o si no lo agrega)
desde el punto de vista del cliente.
Balancear carga de trabajo y establecer flujos
2.2.2.2 5 S’s
Estrategia que permite tener cada área de trabajo más
limpia, más organizada y más segura, por medio de
técnicas simples que permiten lograr el funcionamiento
más eficiente y uniforme de las personas en los centros de
trabajo. (VILLA y YÉPEZ, 2013)
Las cinco palabras que conforman esta estrategia son:
Seiri (Clasificar): Clasificar y eliminar del área de
trabajo todos los elementos necesarios o inútiles
para la tarea que se realiza. Consiste en separar lo
que se necesita de lo que no y controlar el flujo de
cosas para evitar estorbos y elementos
prescindibles que originen despilfarros como el
incremento de manipulaciones y transportes,
pérdida de tiempo en localizar cosas, elementos o
materiales obsoletos, falta de espacio, etc.
(HERNÁNDEZ y VIZÁN, 2013)
Seiton (Ordenar): Consiste en organizar los
elementos clasificados como necesarios, de
manera que se encuentren con facilidad, definir su
lugar de ubicación identificándolo para facilitar su
búsqueda y el retorno a su posición inicial.
La implantación del seiton comporta disponer de un
en su lugar y un lugar para cada cosa.
(HERNÁNDEZ y VIZÁN, 2013)
Seiso (Limpieza e inspección): Significa limpiar,
inspeccionar el entorno para identificar los defectos
y eliminarlos, es decir anticiparse para prevenir
defectos.
La limpieza es el primer tipo de inspección que se
hace de los equipos, de ahí su gran importancia. A
través de la limpieza se aprecia si un motor pierde
aceite, si existen fugas de cualquier tipo, si hay
tornillos sin apretar, cables sueltos, etc. Se debe
limpiar para inspeccionar, inspeccionar para
detectar, detectar para corregir. (HERNÁNDEZ y
VIZÁN, 2013)
Seiketsu (Estandarizar): Es la metodología que
permite consolidar las metas alcanzadas aplicando las tres primeras “S”, porque sistematizar lo hecho
en los tres pasos anteriores es básico para
asegurar unos efectos perdurables.
La estandarización fija los lugares donde deben
estar las cosas y donde deben desarrollarse las
actividades, y en especial la limpieza e
inspecciones, tanto de elementos fijos. (RAJADELL
y SÁNCHEZ, Lean Manufacturing, La evidencia de
Shitsuke (Disciplina): Tiene por objetivo convertir
en hábito la utilización de los métodos
estandarizados y aceptar la aplicación
normalizada. Uno de los elementos básicos ligados
a shitsuke es el desarrollo de una cultura de
autocontrol, el hecho de que los miembros de la
organización apliquen la autodisciplina para hacer
perdurable el proyecto de las 5S. (RAJADELL y
SÁNCHEZ, Lean Manufacturing, La evidencia de
una necesidad, 2010)
2.2.2.3 SMED (Single Minute Exchange of Die)
Llamado también cambio rápido de herramientas, es una
metodología o conjunto de técnicas que persiguen la
reducción de los tiempos de preparación de máquina. Esta
se logra estudiando detalladamente el proceso e
incorporando cambios radicales en la máquina, utillaje,
herramientas e incluso el propio producto, que disminuyan
tiempos de preparación. (HERNÁNDEZ y VIZÁN, 2013)
El proceso SMED se divide en cuatro etapas:
Estudio de la operación de cambio; ya que lo que
no se conoce, no se puede mejorar. Es una fase de
conocimiento y observación.
Separar las tareas internas y externas;
entendiéndose como internas las operaciones que
las que se pueden realizar mientras la máquina
está operativa.
Convertir las tareas internas en externas; todas
aquellas tareas que puedo hacer antes de parar la
máquina o en paralelo reducirán directamente el
tiempo de parada.
Perfeccionar el proceso de tareas. (PROOPTIM,
2016)
2.2.2.4 TPM (Total Productive Maintenance)
El denominado también mantenimiento productivo total es
un conjunto de técnicas orientadas a eliminar las averías
a través de la participación y motivación de todos los
empleados. (HERNÁNDEZ y VIZÁN, 2013)
Exige que cada máquina esté lista para empezar a trabajar
en cualquier momento en respuesta a los requerimientos
de los clientes.
Conforme se aproxima al ideal de la producción sin stocks,
se intenta asegurar que el equipo sea altamente fiable
desde el arranque hasta la parada y con un
funcionamiento perfecto y sin averías. (RAJADELL y
SÁNCHEZ, Lean Manufacturing, La evidencia de una
necesidad, 2010)
Desde una perspectiva operativa, los objetivos del TPM
Maximizar la eficiencia del equipo y de las
instalaciones, eliminando o reduciendo los tiempos
muertos debidos a averías, preparaciones y
ajustes.
Desarrollar un sistema de mantenimiento idóneo
para toda la vida útil del equipo de producción, que
incluya la implicación activa y la participación de
todas las personas.
Mejorar la fiabilidad de máquinas, instalaciones y
equipos industriales. (RAJADELL y SÁNCHEZ,
Lean Manufacturing, La evidencia de una
necesidad, 2010)
2.2.2.5 Control visual (Andon)
Es un conjunto de medidas prácticas de comunicación que
tienen como finalidad plasmar, de forma sencilla y
evidente, la situación del sistema productivo con especial
hincapié en las anomalías y despilfarros.
El control visual se focaliza exclusivamente en aquella
información de alto valor añadido que ponga en evidencia
las pérdidas en el sistema y las posibilidades de mejora.
(HERNÁNDEZ y VIZÁN, 2013)
Para (NETO, 2018), un control visual es un tablero
eléctrico/ electrónico (display) mediante el cual los
operarios de las células o de las estaciones de una línea
Éstas pueden ser defectos, problemas para seguir la hoja
de trabajo estándar, falta de materiales, averías, etc.
2.2.3 Principios del lean manufacturing:
Calidad perfecta a la primera: Búsqueda de cero defectos,
detección y solución de los problemas en su origen.
Minimización del despilfarro: Eliminación de todas las
actividades que no son de valor añadido y, optimización del uso
de los recursos escasos (capital, gente y espacio).
Mejora continua: Reducción de costes, mejora de la calidad,
aumento de la productividad y compartir la información.
“Procesos “pull”: Los productos son tirados (en el sentido de
solicitados) por el cliente final, no empujados por el final de la
producción.
Flexibilidad: Producir rápidamente diferentes mezclas de gran
variedad de productos, sin sacrificar la eficiencia debido a
volúmenes menores de producción.
Construcción y mantenimiento de una relación a largo
plazo con los proveedores: Tomando acuerdos para
compartir el riesgo, los costes y la información. (CPM
FORMACIÓN GMP, 2015)
2.2.4 Eficiencia general de los equipos (OEE):
El OEE sirve para medir la eficiencia productiva de la máquina
industrial, por ello es una razón que se emplea para medir el
rendimiento y productividad de aquellas líneas de producción en
La ventaja del OEE frente a otras razones, es que mide en un
único indicador todos los parámetros fundamentales de una
producción industrial: disponibilidad, rendimiento y calidad.
Es decir, es posible saber si lo que falta se ha perdido por
disponibilidad (la máquina estuvo cierto tiempo parada),
rendimiento (la máquina estuvo funcionando a menos de su
capacidad total) o calidad (se ha producido unidades defectuosas).
(CRUELLES, 2010)
Las pérdidas del proceso son todo aquello que impide que la
eficiencia sea del 100% y se clasifican en 3 grandes grupos: (CDI
LEAN, 2016)
Disponibilidad (D): Cuánto tiempo ha estado funcionando
la máquina o equipo respecto del tiempo que quería que
estuviera funcionando (quitando el tiempo no planificado).
Rendimiento (R): Durante el tiempo que ha estado
funcionando, cuánto ha fabricado (bueno y malo) respecto
de lo que tenía que haber fabricado a tiempo de ciclo ideal.
Calidad (Q): Es el indicador más conocido por todos.
Cuánto he fabricado bueno a la primera respecto del total
de la producción realizada (bueno y malo). (LEAN
MANUFACTURING HOY, 2014)
La eficiencia se mide de la siguiente manera:
Este indicador se puede descomponer en el producto de 3
factores, relacionados a su vez, con los 3 grandes grupos
de pérdidas:
*Disponibilidad
𝐷 = 𝑇𝑖𝑒𝑚𝑝𝑜 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑣𝑜
𝑇𝑖𝑒𝑚𝑝𝑜 𝑃𝑙𝑎𝑛𝑖𝑓𝑖𝑐𝑎𝑑𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛
*Rendimiento
𝑅 = 𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑟𝑒𝑎𝑙
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑛𝑜𝑚𝑖𝑛𝑎𝑙
*Calidad
𝐶 = 𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑏𝑢𝑒𝑛𝑎𝑠
𝑇𝑜𝑡𝑎𝑙 𝑑𝑒 𝑢𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑝𝑟𝑜𝑑𝑢𝑐𝑖𝑑𝑎𝑠
El valor del indicador OEE permite clasificar una o más líneas de
producción, o de toda una planta con respecto a las mejores de su
clase y que ya han alcanzado el nivel de excelencia. (CRUELLES,
Tabla N°2.1: Clasificación del indicador OEE.
OEE CALIFICATIVO CONSECUENCIAS
OEE < 65% Inaceptable
Importantes pérdidas
económicas. Baja
competitividad.
65% < OEE < 75% Regular
Pérdidas económicas.
Aceptable sólo si está en
proceso de mejora.
75% < OEE < 85% Aceptable
Ligeras pérdidas económicas.
Competitividad ligeramente
baja.
85% < OEE < 95% Buena
Buena competitividad.
Entramos
ya en los valores del “World Class”
OEE > 99% Excelente Competitividad excelente.
Fuente: (CRUELLES, 2010)
2.3
Definición de términos:
Desperdicios:
Se llama desperdicio en un proceso productivo a toda actividad,
material o trabajo que no agrega valor a un producto o servicio y por
el cual el cliente no está dispuesto a pagar.
Defectos:
Hace referencia a la realización de una actividad productiva o de
Actividades:
Conjunto de acciones que se llevan a cabo para cumplir las metas
de un programa o subprograma de operación, que consiste en la
ejecución de ciertos procesos o tareas.
Valor añadido:
Entendemos por valor añadido a la característica extra que un
producto o servicio ofrece con el propósito de generar mayor
valor dentro de la percepción del consumidor.
Producción ajustada:
Es un modelo que se basa en crear el máximo valor posible, desde
el punto de vista del cliente, con el menor consumo posible de
recursos, usando las habilidades y los conocimientos de los
empleados que realizan las tareas. El objetivo principal es reducir
los desperdicios en los procesos ya existentes.
Línea de proceso:
Es el conjunto armonizado de diversos subsistemas como por
ejemplo neumáticos, hidráulicos, mecánicos, electrónicos,
software, etc.
Todos estos con una finalidad en común que es transformar o
integrar materia prima en otros productos.
Disponibilidad:
Expresa la relación entre el tiempo total que el equipo debería estar
operativo y en tiempo real de operación.
Resulta de dividir el tiempo que la máquina ha estado produciendo
Rendimiento:
Consiste en comparar las piezas producidas con las piezas que, a
la velocidad máxima teórica, el equipo tiene la capacidad de
producir durante el tiempo disponible. Así, las principales causas de
pérdida de ingresos son ritmos bajos, ciclos inactivos y micro
paradas.
Resulta de dividir la cantidad de piezas realmente producidas por la
cantidad de piezas que se podrían haber producido.
Calidad:
Es aquella cualidad de las cosas que son de excelente creación,
fabricación o procedencia, calidad describe lo que es bueno, por
definición, todo lo que es de calidad supone un buen desempeño.
Se refiere a cuánto he fabricado bueno a la primera respecto del
total de la producción realizada (bueno y malo).
Herramientas:
Se utiliza para nombrar a cualquiera de los procedimientos que
mejoran la capacidad de realizar ciertas tareas.
Lead time:
El lead time de un lote en atravesar un proceso, es el tiempo que
pasa desde la llegada del lote hasta que la última pieza del mismo
CAPÍTULO III: MATERIALES Y MÉTODOS
3.1 Material de estudio
3.1.1 Población:
Actividades del proceso de la línea procesadora de palta de la
empresa agroexportadora.
3.1.2 Muestra:
Actividades del proceso de la línea procesadora de palta en la
campaña 2017 de la empresa agroexportadora.
3.1.3 Instrumentos utilizados:
Laptop, Microsoft Excel, cronómetro, cámara digital, USB, tablero.
3.2 Métodos
3.2.1 Estrategia general:
Para este proyecto de investigación se utilizará el diseño descriptivo
con pre medición y post medición, aplicando un muestreo no
probabilístico por conveniencia, debido a que la campaña de palta
2017 tiene una duración de tres meses (marzo, abril y mayo) y se
tomarán las semanas con mayor volumen de producción, como se
detalla a continuación:
*Semana 21 y 22: Diagnóstico actual de la empresa.
*Semana 23: Aplicación de las herramientas de lean manufacturing.
Posterior a la aplicación de las herramientas de lean manufacturing
se realizará una medición a la variable eficiencia.
La ventaja es que hay un punto de referencia final en el que se
evidenciará en qué nivel se encuentra la empresa luego de la
aplicación de las herramientas de lean manufacturing en la línea
procesadora de palta.
3.2.2 Modelo lógico:
Figura N°3.1: Modelo lógico del desarrollo de aplicación de herramientas de lean
manufacturing en la línea procesadora de palta.
Fuente: Elaboración propia.
Eficiencia inicial Eficiencia final
Se determinará la eficiencia actual de la línea procesadora de palta.
Se determinará la eficiencia final de la línea
procesadora de palta.
* VSM * 5S's * SMED
* Mantenimiento autónomo. * Andon
Aplicación de herramientas de
3.3 Técnicas
3.3.1 Técnicas de recolección de información:
Para el logro de cada uno de los objetivos específicos, se procederá
a emplear las siguientes técnicas y herramientas:
Tabla N°3.1: Técnicas de recolección de información a usar en la tesis.
Fuente: Elaboración propia.
VARIABLE TÉCNICA INSTRUMENTO FUENTE
Herramientas de lean manufacturing.
Investigación bibliográfica.
Análisis de documentos.
Ficha bibliográfica
Biblioteca virtual:
Libro: Lean manufacturing “Conceptos, técnicas e implantación”
Libro: Lean
manufacturing “La evidencia de una necesidad”
Eficiencia de la línea procesadora de
palta.
Análisis de documentos.
Toma de
tiempos.
Ficha resumen
Observación estructurada
Guía entrevista
Cronómetro.
Formato de
toma de
tiempos.
Fuente primaria:
Datos de la
organización, jefe de producción, área de producción, área logística y área de mantenimiento.
Trabajadores de las áreas de producción,
mantenimiento y
Logística.
Trabajadores de las distintas áreas.
Etapas del proceso productivo de la empresa
3.3.2 Técnicas de procesamiento de información:
Hojas de verificación: Son herramientas de control visual que
permiten que las actividades sean realizadas conforme a un
procedimiento previamente establecido.
Análisis de pareto: Técnica para estudiar fuentes de problemas y
las prioridades relativas de sus causas. Se emplea frecuentemente
para evaluar causas de problemas de calidad.
Diagramas de ishikawa: Gráfica mediante la cual los miembros de
un equipo representan, categorizan y evalúan todos los posibles
motivos de un resultado o una reacción; por lo general, se expresa
como un problema para resolver.
Distribución de frecuencias y representaciones gráficas: Seutilizan para agrupar datos en categorías las cuales indican la
frecuencia de cada categoría.
Value stream mapping (VSM): También llamado mapeo de los
procesos, nos permite descubrir los desperdicios en cualquier etapa
de este y descubrir el origen del mismo; así como también detallar
cada paso significativo del proceso y evaluar cómo agrega valor (o
si no lo agrega) desde el punto de vista del cliente, además nos
ayuda a balancear carga de trabajo y establecer flujos continuos.
5 S´s: Estrategia que permite tener cada área de trabajo más limpia,
permiten lograr el funcionamiento más eficiente y uniforme de las
personas en los centros de trabajo.
Las cinco palabras que conforman esta estrategia son: seiri
(clasificar), seiton (ordenar), seiso (limpieza e inspección), seiketsu
(estandarizar) y shitsuke (disciplina).
Single minute exchange of Die (SMED): Llamado también cambio
rápido de herramientas, es una metodología o conjunto de técnicas
que persiguen la reducción de los tiempos de preparación de
máquina.
Mantenimiento autónomo: Es el paso que se encarga de
transformar a los operarios que hasta ahora solo se centraban en
la producción, a tener que realizar también el mantenimiento básico,
convirtiéndose en especialista de su propia máquina.
Control visual (andon): Es un conjunto de medidas prácticas de
comunicación que tienen como finalidad plasmar, de forma sencilla
y evidente, la situación del sistema productivo con especial hincapié
en las anomalías y despilfarros.
3.4 Procedimiento
1.
Recolectar información inicial.2.
Procesar la información.3.
Realizar un diagnóstico de la situación general de la empresa.4.
Determinar la eficiencia actual de la línea procesadora de palta.5.
Aplicar herramientas referidas a lean manufacturing en la línea6.
Determinar la eficiencia final de la línea procesadora de palta.7.
Evaluar y comparar la eficiencia antes y después de la aplicación delas herramientas de lean manufacturing.
8.
Resumen de resultados y conclusiones.CAPÍTULO IV: GENERALIDADES DE LA EMPRESA
4.1 Descripción general de la empresa
4.1.1 Razón social:
DANPER TRUJILLO S.A.C.
4.1.2 R.U.C
20170040938
4.1.3 Ubicación geográfica:
La planta y oficinas administrativas principales de encuentran
ubicadas en: Carretera Industrial s/n Sector Barrio Nuevo Moche. Trujillo – Perú.
4.1.4 Sector económico:
Elaboración y procesamiento de frutas, legumbres y hortalizas.
4.2 Historia de la empresa
Esta empresa cultiva con esmero, eficiencia y alta tecnología un diverso
portafolio de hortalizas, frutas finas y granos andinos. Asimismo,
cosechan, durante todo el año, el espárrago blanco y verde, así como
la alcachofa.
Además, cultivan pimientos, uvas, paltas, mangos, arándanos, quinua,
entre otros.
Danper inició sus operaciones en febrero del año 1994 en Trujillo, siendo
su fundadora la Sra. Rosario Bazán.
Las plantas de procesamiento con las que cuenta actualmente están
situadas en: Trujillo (Fresco, congelado y conservas), Arequipa (granos
secos), Chepén (Fresco).
Como resultado del compromiso, dedicación y liderazgo de los más de 6
mil colaboradores que conforman la gran familia Danper, sus productos
destacan en los mercados más exigentes de los cinco continentes.
Rigurosos sistemas de control les permiten asegurar la inocuidad y la
excelente calidad de sus productos, respaldado por las certificaciones
internacionales de mayor prestigio, tales como ISO 9001, HACCP, ISO
14001, Global GAP, OSHAS 18001, SA 8000, BRC, US GAP, BASC, For
Life, etc.
Finalmente, dentro de su crecimiento como empresa, está incluido la
ampliación de la frontera agrícola, que en la actualidad es de 3800
hectáreas. Este año, sumarán 250 hectáreas para el cultivo de espárragos
y frutas. Y en un plazo de cinco años, se esperará sembrar en sus 1000
4.3 Misión, visión, valores, logo
4.3.1 Misión:
Proveer a la humanidad con alimentos naturales y nutritivos
producidos con los más altos estándares de calidad, eficiencia y
sostenibilidad.
Valoramos y potenciamos las capacidades de nuestro capital
humano promoviendo así el desarrollo continuo de nuestra sociedad
y generamos valor para nuestros colaboradores, clientes
proveedores y accionistas.
4.3.2 Visión:
Al 2025 ser la empresa agroindustrial peruana líder en
competitividad, sostenibilidad e innovación.
4.3.3 Valores:
Honestidad.
Equidad y perspectiva de género.
Respeto
Responsabilidad
Trabajo en equipo.
Innovación.
4.3.4 Logo y desarrollo sostenible:
Con más de 21 años en el mercado, Danper lanzó su nueva imagen
en el 2015 con un estilizado logo color rojo que refleja su modelo de
negocio dentro del enfoque de sostenibilidad.
Figura N°4.1: Logo de la empresa.
Fuente: Empresa agroexportadora.
El nuevo logo transmite energía, pasión, vida con los colores rojo y
blanco del Perú, integrando los tres pilares del concepto de desarrollo
sostenible con la palabra Danper, formando un solo círculo
compacto. El tipo de letra fue elegido para reflejar el espíritu cercano
y humano que desea transmitir la corporación.
En este logotipo están inscritos tres iconos que corresponden a los
tres aspectos de la sostenibilidad: social, económico y ambiental.
El primer ícono representa el compromiso social, en la forma de
una persona: el capital humano y las personas de su entorno,
prioridad de Danper.
El segundo icono representa el compromiso económico,
ícono tiene forma de flecha hacia arriba y es un lazo infinito que
representa la unión.
El tercer ícono, representado por una flor y sus hojas significa
el compromiso ambiental, la mitigación de posibles impactos
negativos de los procesos y el uso eficiente de recursos.
Figura N°4.2: Íconos de sostenibilidad de la empresa.
Fuente: Empresa agroexportadora.
4.4 Política de gestión
Danper cuenta con una Política del Sistema Integrado de Gestión (SIG),
la cual suscribe los siguientes principios y compromisos:
1. Crecer y desarrollar de manera sostenible como única forma de
proyectarse en el largo plazo, distinguiendo como pilares de dicha
sustentabilidad, el plan de continuidad de negocio, el buen
desempeño económico, social, ambiental y asegurando un
comercio justo y lícito en sus operaciones.
2. Orientar su gestión a la satisfacción de las necesidades y
expectativas de sus clientes y consumidores finales, garantizando
productos inocuos y servicios económicamente competitivos y de
calidad consistente que permita mantener e incrementar la
rentabilidad y participación en el mercado internacional.
3. Promover la mejora de la calidad de vida laboral y personal de cada
uno de los integrantes del equipo humano que conforma la
empresa; manteniendo condiciones de trabajo justas, ambientes de
trabajo seguros, con la protección, entrega de información,
consulta, capacitación y participación activa de sus trabajadoras y
trabajadores para prevenir accidentes y enfermedades
ocupacionales, así como actos de violencia, narcotráfico, prácticas
de contrabando, terrorismo y lavado de activos, considerando la
capacitación como la mejor forma de prevención.
4. Cumplir estrictamente con las normas, leyes y regulaciones
vigentes y con las que voluntariamente se adhieran y respeten los
instrumentos internacionales en los ámbitos de la calidad del
producto, medioambiente, responsabilidad social, comercio lícito,
comercio justo, seguridad y salud ocupacional.
5.
Identificar, prevenir y minimizar el impacto ambiental –negativo,significativo –generado por nuestras operaciones, incorporando
tecnologías, equipamientos y procesos acorde con el medio
ambiente, la seguridad personal y la legislación vigente. Así mismo,
implementar y mejorar los métodos de uso racional de los recursos
para maximizar su eficiencia, minimizando la generación de
residuos.
6. Gestionar responsablemente el agua, promoviendo alcanzar los
gobernanza del agua, el balance hídrico, calidad del agua y el
estado de las áreas importantes relativas al agua; involucrando a
los interesados a través de sus esfuerzos de una manera abierta y
transparente.
7. Promover la mejora continua del SIG mediante la planificación,
4.5 Estructura organizacional
Figura N°4.3: Organigrama de operaciones – Planta frutales.
4.6 Descripción de principales productos
Para el caso de la planta en estudio, en esta se procesa palta en distintas
presentaciones, como se muestra a continuación:
Tabla N°4.1: Descripción de principales productos.
CAJA MARCA PRESENTACIÓN CATEGORÍA
Cartón Bloom 4 Kg CAT 1
Genérica CAT 2
Cartón Bloom 11,2 Kg CAT 1
Genérica CAT 2
Fuente: Elaboración propia
Se procesa en los meses de marzo, abril y mayo.
4.7 Principales clientes / mercados
Figura N°4.4: Principales mercados de exportación de palta.
Tabla N°4.2: Principales clientes y mercados de exportación.
MERCADO CLIENTE VARIEDAD
China CN8 Hass
CN20 Hass
USA US102 Hass
US133 Hass
Europa
ES53 Hass
ES79 Hass
NL5 Hass
FR18
Ettinger Zutano
Hass
Chile CL18 Hass
CL19 Hass
Fuente: Elaboración propia
4.8 Principales proveedores
Los principales proveedores de la empresa se muestran a continuación:
Tabla N°4.3: Principales proveedores de palta.
CÓDIGO PROVEEDOR
01 Inversiones Hefei S.A.C 02 Agrícola San Juan S.A
03 Agrícola Nuestra Señora de Guadalupe S.A.C 04 Agrícola Alpamayo S.A
05 Avo Hass Perú S.A.C
06 Agrícola Las Brisas S.A.C
07 Mai S.A
08 Maguiña agrícola S.A.C 09 Frutas del Sur S.R.L
10 Danper agrícola La Venturosa S.A.C
CAPÍTULO V: DIAGNÓSTICO ACTUAL DE LA EMPRESA
5.1
Análisis de valor
Criterios de valoración del cliente:
Para definir qué es lo que valora el cliente, tenemos que recordar que el
valor no está definido por los atributos del producto, sino por la opinión de los clientes; tal como lo define (Sawhney, 2007), “el valor para el
cliente es la utilidad percibida del conjunto de beneficios que recibe un
cliente a cambio del coste total de una oferta, teniendo en consideración otras ofertas y precios competitivos”.
Para esto utilizaremos el modelo de Kano como herramienta para
identificar lo que el cliente valora.
Aplicación del modelo de Kano:
Se aplicó una encuesta a todos los clientes de la empresa (Anexo) para
recoger información acerca de lo que en realidad valoran del producto
que se les ofrece.
Luego se realizó el análisis de los datos por medio del método Kano
utilizando una tabla estándar para la evaluación como sigue a