INSTITUTO POLITÉCNICO NACIONAL
Escuela Superior de Ingeniería Mecánica y Eléctrica
Unidad Zacatenco
Sección de Estudios de Posgrado e Investigación
Programa de Doctorado en Ciencias
en Ingeniería Mecánica
Optimización en el diseño de componentes mecánicos de
aluminio aleado sometidos a envejecimiento acelerado y a
deformación plástica por impacto de láser
Avance del trabajo de tesis que presenta para realizar el
examen predoctoral:
M. en C. Reydezel Torres Martínez
Directores de tesis:
Dr. Guillermo Urriolagoitia Calderón
Dr. Guillermo Urriolagoitia Sosa
CARTA CESIÓN DE DERECHOS
En la Ciudad de México, D.F., el día 17 del mes de septiembre del año 2008, el que
suscribe Reydezel Torres Martínez, alumno del Programa de Doctorado en Ciencias con
especialidad en Ingeniería Mecánica, con número de registro B061308, adscrito a la SEPI
de ESIME Zacatenco, manifiesta que es autor intelectual del presente trabajo de avance de
Tesis bajo la dirección de los Doctores Guillermo Urriolagoitia Calderón y Guillermo
Urriolagoitia Sosa y cede los derechos del trabajo intitulado “Optimización en el diseño de
componentes mecánicos de aluminio aleado sometidos a envejecimiento acelerado y a
deformación plástica por impacto de láser”, al Instituto Politécnico Nacional para su
difusión, con fines académicos y de investigación.
Los usuarios de la información no deben reproducir el contenido textual, gráficas o datos
del trabajo sin el permiso expreso del autor y/o director del trabajo. Este puede ser
obtenido escribiendo a la siguiente dirección [email protected]. Si el permiso se otorga, el usuario deberá dar el agradecimiento correspondiente y citar la fuente del mismo.
Reydezel Torres Martínez
Nombre y firma
INSTITUTO POLITÉCNICO NACIONAL
Resumen
En los antecedentes se hace una descripción del entorno social, económico y tecnológico, como una referencia a partir de la cual se justifica desarrollar este trabajo de investigación.
El proyecto se ubica en la optimización del diseño de componentes para máquinas-herramienta de alta velocidad y de aplicación especial, planteando que es posible alcanzar el objetivo general de incorporarles innovaciones, acordes al estado del arte que se describe en el primer capítulo.
El objetivo específico es evaluar y establecer la forma de optimizar los parámetros del proceso de fabricación de bancadas de aluminio, referentes a su endurecimiento general debido a esfuerzos residuales internos por solución sólida y por envejecimiento artificial, así como a su endurecimiento superficial aplicando láser de alta intensidad.
Para ello se presenta en el segundo capítulo un marco teórico dividido en cinco partes, siendo la primera acerca del tratamiento metalúrgico para endurecimiento del aluminio. La segunda contiene los aspectos tecnológicos principales del endurecimiento superficial con la técnica de laser shock processing (LSP). La tercera se refiere a los fundamentos para la simulación de fenómenos físicos mediante software basado en el método del elemento finito. La cuarta es sobre el aspecto matemático para optimizar diseños de elementos de máquinas. La quinta parte señala los procedimientos a utilizar para la medición de desplazamientos y cálculo de deformaciones y esfuerzos, así como para medir las amplitudes en el dominio de la frecuencia correspondientes a los modos de vibración.
En el capítulo de materiales y métodos se incluye el diseño parametrizado de una bancada para torno-fresador, a la cual se le hace el análisis de deformación-esfuerzos y de modos de vibración en el intervalo del comportamiento elástico, reportándose los resultados obtenidos y su utilización en un proceso para optimizar el diseño de la bancada, con el propósito de hacerla adecuada para maquinados de alta velocidad (MAV). La simulación en el estado plástico para el endurecimiento superficial y el método a proponer para su caracterización, así como la parte experimental que permita validar los datos calculados de esfuerzos y modos de vibración están aún en proceso.
Del análisis y discusión de resultados obtenidos a la fecha, se muestra que es factible utilizar aluminio aleado fundido tratado por LSP, para fabricar bancadas de máquinas-herramienta destinadas a MAV.
Summary
In the preliminary section of this document, a description of the social, economical and technological environment that involves this project is presented to serve as a reference that justifies this research.
In general terms, this project deals with the optimization of the design of components used in high-speed and special-application machine tools, proposing the possibility of achieving the general goal of incorporating innovations. These innovations take into consideration the state-of-the art trends described.
More particularly, the objective is assessing and establishing a methodology for optimizing the parameters of the fabrication process for aluminum lathe beds. These parameters are associated with a general hardening, which is due to the solid-solution and artificial-aging internal residual stresses, as well as with the surface-hardening induced by the application of a high-intensity laser.
In order to explain the proposal, a theoretical review is presented in Chapter II, which has been divided in five parts. The first part is about the metallurgical processing for hardening of aluminum. Two main technological aspects about the surface hardening with the laser shock processing (LSP) technique are discussed in the second part, whereas the third part is related to the fundamentals for the simulation of physical phenomena using finite-element-based software. In the fourth part, the mathematical aspects for optimizing designs of machine components. Finally, in the fifth part are pointed out the procedures to be used during the measurement of displacements and for the calculation of strain and stress, as well as those used for measuring the magnitudes of the vibration modes in the frequency domain.
The chapter related to materials and methods includes the parameterized design of a bed for a lathe-milling machine. Thus, an analysis of strain-stress and vibration modes in the range of the elastic behavior is carried out, and the results are reported as well as the corresponding application in a process for optimizing the design of the bed for applications of high-speed machining (HSM). The simulation in plastic-state for surface hardening and the proposal of a characterization method, as well as the experimental part for the validation of the calculated data for the stress and vibration modes is work currently ongoing.
Regarding the analysis and discussion about the obtained results to date, it has been shown the feasibility to use aluminum alloy casting processed by LSP to fabricate beds of machine tools for HSM.
Indice Acta de revisión de tesis (SIP-14)
Carta de cesión de derechos ii
Agradecimientos
Resumen iii
Abstract iv
Índice v
Glosario de términos vi
Índice de figuras vi
Índice de tablas vii
Introducción
1. Antecedentes 1
2. Definición del problema e hipótesis para su solución 4
3. Justificación 5
4. Objetivo y metas 5
Capitulo 1. Estado del arte de las máquinas-herramienta y sus componentes
1.1 Evolución histórica de las máquinas-herramienta 7 1.2 Los controles de velocidad, posición y secuencias para el
maquinado de metales
10
1.3 Tendencias en el desarrollo del aspecto mecánico de las M-H 14
Capitulo 2.Marco teórico
2.1 Tratamientos para endurecer el aluminio 18
2.2 Endurecimiento superficial del aluminio mediante la técnica de Láser Shock Processing.
24
2.3 Simulación de fenómenos físicos mediante el método del elemento finito. Análisis lineal.
28
2.4 Optimización de la relación peso-rigidez y de las velocidades de trabajo según los modos de vibración.
38
Capitulo 3. Materiales y métodos
3.1 Materiales para la optimización del diseño mecánico de una bancada para máquina-herramienta
42
3.2 Método aplicado para optimizar el diseño mecánico de la bancada
43
3.3 Determinación del endurecimiento superficial en probetas de aluminio mediante la técnica de láser shock processing. (Trabajo por realizar)
49
Capitulo 4. Análisis y discusión de resultados
4.1 Resultados 50
bancadas y carcazas para máquinas-herramienta de alta velocidad (Trabajo por realizar)
Conclusiones 50
Referencias 51
Anexo 1. Procedimiento para generar un archivo que optimice la relación peso-rigidez de un elemento mecánico
55
Glosario de términos
ISO.- International Organization for Standardization
SAE-40.- Especificación de la Society of Automotive Engineers, para una clase de hierro fundido
USD.- Dólares de Estados Unidos I+D.- Investigación y Desarrollo AA.- Aluminum Association
ANSI.- American National Standards Institute
UNS.- Unified Numbering System for Metals and Alloys LSP.- Laser shock processing
MEF.- Método del Elemento Finito M-H.- Máquina-herramienta
MAV.- Maquinado en alta velocidad
Índice de figuras
Figura 1. Prototipo de torno-fresador didáctico operado por CNC hecho en México 3
Figura 2. Evolución de herramientas 7
Figura 3 Boceto de torno de pedal y doble pértiga de Leonardo da Vinci, siglo XV 8 Figura 4 Variadores de velocidad mecánico y por control vectorial electrónico. 10 Figura 5 Diagrama para la selección de servo motores. 11
Figura 6 Control Numérico Computarizado 12
Figura 7 Control de velocidad y posición de un servo motor mediante una computadora 13 Figura 8 Husillo multiplicador de velocidad para fresado. 14 Figura 9 Esquemas del motor eléctrico lineal y de una de sus aplicaciones 15
Figura 10 Esquema de un hexápodo 15
Figura 11 (a) Formas de bancadas, (b) Guías de deslizamiento, (c) Guías de rodamiento 16 Figura 12 Bancada para máquina-herramienta tipo puente, construida con material polimérico 16 Figura 13 Trabajo en caliente del aluminio que produce tamaño de grano más pequeño. 21 Figura 14 Cambio del punto de cedencia del Cu según porcentaje de elementos aleantes. 22 Figura 15 Diagrama de fases de las aleaciones Al-Cu. 23
Figura 16 Esquema de la técnica LSP 25
Figura 17 Probeta de aluminio tratada con LSP 26 Figura 18 Endurecimiento superficial de aluminio 2024-T351, usando LSP 27 Figura 19 Arreglo experimental para el piezoeléctrico PVDF 27
Figura 20 Perfil de los pulsos láser: 28
Figura 22 Algunos elementos para modelado en el método del elemento finito 30 Figura 23 (a) Viga a flexión simplemente apoyada modelada con elementos finitos E. 30
Figura 24 Sistema masa – resorte 31
Figura 25 Torno-fresador en posición de fresadora 42 Figura 26 Mallado con elementos finitos de la bancada inicial 44 Figura 27 Distribución de deformaciones en la bancada sin optimizar 45 Figura 28Optimización de dimensiones de la bancada en hierro gris 45 Figura 29 Distribución de deformaciones en la bancada optimizada de Fe 46 Figura 30 Optimización de dimensiones en la bancada en aluminio 47 Figura 31 Modos de vibración de una placa a diferentes frecuencias 47 Figura 32 Modos de vibración en bancada para torno-fresador 48 Figura 33 Modos de vibración de la bancada en posición de torno 49
Índice de tablas
Introducción 1. Antecedentes
En lo que a México se refiere, actualmente la actividad de diseño en el ejercicio de la ingeniería mecánica representa un escaso porcentaje; se concreta a algunos detalles de carácter general, como adaptaciones e innovaciones de productos y procesos, aun cuando ya existe un amplio potencial en recursos humanos con el conocimiento teórico y la experiencia necesaria para impulsar la generación nacional de bienes de capital, intermedios y de consumo. En particular el campo de los bienes de capital es uno de los pilares más importantes en el desarrollo tecnológico propio de cada país, ya que entre otros muchos se encuentran por ejemplo equipos para la construcción, calderas industriales, intercambiadores de calor, columnas de destilación, condensadores, tanques de presión, maquinaria para fabricación de cemento, fundiciones, empaques, molinos de harina, grúas y componentes de acero pesado, bombas hidráulicas, compresores, engranajes, cajas reductoras de velocidades, equipo para el manejo y transporte de materiales, motores de combustión interna y sus componentes, turbinas de gas y vapor, máquinas para la industria alimenticia, del vestido y del calzado, transformadores y motores eléctricos, interruptores y conductores, hornos, máquinas-herramienta, etc.
De la amplia variedad señalada de productos, tradicionalmente se ha dado por los países desarrollados una gran atención precisamente a la generación de máquinas-herramienta, tanto universales como de uso específico, ya que son indispensables para fabricar bienes intermedios y/o de consumo. Existen en las plantas nacionales un buen número de máquinas-herramienta, desde las que tienen la mejor hasta las de más dudosa calidad, provenientes estas últimas de países que se atrevieron a generar diseños propios, producirlos y comercializarlos a gran escala incorporándoles solo una pequeña parte de originalidad, sobre todo de forma mas no de fondo, encontrándose ahora en etapas de mejora solo de calidad pues en precio ya son muy competitivas en el mercado mundial.
En América latina México, Brasil y Argentina son los países más importantes consumidores de maquinaria y accesorios de este tipo para la industria manufacturera metalmecánica. La importación de equipos de México, de Brasil y del resto de países de la región ha mostrado una marcada tendencia a la alza; su monto en 2006 fue de 2.910 millones de USD, mientras que las importaciones en 2005 alcanzaron los 2.650 millones de USD [2].
En cuanto a los pronósticos para el año 2008 en materia de máquinas-herramienta para corte de viruta en la misma región, se espera que el primer lugar de adquisiciones sea ocupado por los centros de maquinado, seguido por los centros de torneado, las fresadoras y las rectificadoras. El pronóstico de compra de equipo auxiliar relacionado con la industria metalmecánica en México para este año alcanza los 693 millones de USD, que se espera sean invertidos principalmente en herramientas de corte, equipos de automatización, inspección y medición. Se puede observar en estos datos la enorme inversión que existe en México para la adquisición de equipo relacionado con la industria metalmecánica.
Por otra parte, el tipo de máquinas-herramienta utilizadas actualmente por la industria manufacturera metal-mecánica provenientes del extranjero, al igual que aquellas que se han llegado a fabricar en este país, es principalmente para aplicaciones universales. Esto lleva consigo el hecho de que son subutilizadas al emplearlas repetitivamente en un solo tipo de operación durante toda su vida útil, fuera de cualquier criterio de usarlas en sistemas flexibles, abriéndose con ello la oportunidad para desarrollar maquinaria y equipo de aplicación específica que optimicen los procesos de producción.
En este sentido, en México existen empresas solamente integradoras que participan en la solución de problemas de automatización por medio de la selección de maquinaria y equipos completos, para sistemas de producción “llave en mano”; eventualmente desarrollan algunos sistemas electrónicos de control y en el aspecto mecánico sistemas de bienes intermedios para operaciones como ensambles y sub-ensambles, pero no para hacer maquinados de alta calidad. Esas mismas empresas dan servicio de mantenimiento y hacen las reprogramaciones necesarias, en base a procedimientos recomendados por los fabricantes de los equipos empleados en la integración, que generalmente consiste en el reemplazo de módulos completos.
Educación Pública (SEP) coordinados por el Consejo Nacional de Ciencia y Tecnología (CONACYT).
Figura 1. Prototipo de torno-fresador didáctico operado por CNC hecho en México
La realización de proyectos como el descrito requiere la participación coordinada de diversas infraestructuras y capacidades tecnológicas, adicionales a las que se abarcan en el diseño de ingeniería mecánica, tales como las de empresas de la rama metalúrgica para fundir las bancadas y otros componentes, así como de tratamientos térmicos y de procesos de manufactura capaces de hacer maquinados muy especializados, además de integrar la experiencia de ingenieros en el diseño y fabricación de circuitos electrónicos para control y la experiencia de desarrolladores de software para uso general y específico. No debe olvidarse que el valor agregado de los productos industriales lo da principalmente este tipo de estrategias integradoras, aún y cuando se haga uso de elementos ya comerciales.
De acuerdo a lo anterior, se hace propicio entonces que en ingeniería mecánica se continúe participando en el desarrollo de sistemas modernos de maquinado para hacer operaciones específicas, aplicables en sistemas flexibles de manufactura.
Dado el desarrollo de los controles modernos aplicables a sistemas flexibles de manufactura, y de componentes para husillo principal, torretas porta-herramienta y mesas de posicionamiento disponibles, puede verse la oportunidad de trabajar en el desarrollo del sistema de soporte adecuado a las máquinas-herramienta o estaciones de trabajo específicas que se requieran en el sistema, orientando el desarrollo al diseño optimizado y a la fabricación de los soportes o bancadas, principalmente aplicando los criterios de rigidez, modos de vibración y dureza superficial. Ello orientado a permitir trabajos interdisciplinarios que integren capacidades actuales de sistemas, electrónica y mecánica con equipos y accesorios comerciales, que puedan llegar a incidir en porcentaje significativo en la generación de bienes de capital.
Dicho desarrollo puede ser posible mediante innovaciones de vanguardia en el mundo, basadas en investigaciones científicas y tecnológicas interdisciplinarias orientadas al respeto, una de las cuales se trata en el presente trabajo y que pueden ser el fundamento para asesorías tecnológicas que permitan la obtención de piezas de acuerdo a las especificaciones para máquinas-herramienta.
2. Definición del problema e hipótesis para su solución
Determinar y desarrollar los aspectos tecnológicos para optimizar el diseño y la fabricación de los componentes de fundición en máquinas-herramienta de alta velocidad, según los criterios de rigidez, modos de vibración y dureza superficial.
3. Justificación
La evolución de las máquinas-herramienta se encuentra orientada principalmente al incremento de las velocidades de corte, buscando optimizar los procesos de manufactura por desprendimiento de viruta.Se trata de ir más de prisa y con mejor exactitud, con una duración de vida conocida, afectando cada vez menos al medio ambiente - incluso favoreciéndolo -y evitando al máximo los accidentes laborales: éstos son los vectores en los que se mueve el desarrollo tecnológico actual de las máquinas-herramienta.
La optimización de la parte mecánica de las máquinas que coadyuve a lo anterior, está dividida en tres aspectos principales: La tribología en el proceso de corte, el desarrollo de nuevos materiales para herramientas y la generación de nuevos diseños de máquinas-herramienta para aplicaciones específicas con flexibilidad.
Respecto al tercer aspecto mencionado los requerimientos son, por una parte, el que garanticen mediante su diseño óptimo una operación de manera confiable a diferentes velocidades de trabajo, y por otra parte que conserven en el transcurso del tiempo sus características dimensionales, geométricas y de estado superficial, que permitan su utilización dentro de intervalos de tolerancia normalizados para los maquinados que con ellas se realicen.
Los componentes a desarrollar son pues la bancada y la carcaza de su husillo principal, por ser sus elementos soporte, los cuales son fabricados en fundición de hierro y algunas de aluminio.
El trabajo de tesis doctoral abarca los aspectos directamente relacionados con fundiciones, particularmente para optimizar el control del proceso de endurecimiento superficial en aleaciones de aluminio mediante deformación plástica por impacto de láser, destinadas a máquinas-herramienta de alta velocidad para aplicaciones especiales.
4. Objetivo y metas
Innovación del proceso para evaluar y establecer la forma de optimizar el proceso de endurecimiento superficial de elementos mecánicos de aleaciones de aluminio fundido, mediante la generación de esfuerzos residuales internos por solución sólida y envejecimiento artificial, así como superficiales aplicando ondas láser de alta intensidad hasta alcanzar las siguientes metas:
2. Obtener y aplicar una metodología para el diseño optimizado de bancadas y carcazas para máquinas-herramienta de alta velocidad, según los criterios de deformación, esfuerzos y modos de vibración, evaluando resultados con diferentes materiales.
3. Calcular la energía necesaria para generar diversos esfuerzos residuales en aluminio aleado, debidos a deformación plástica, induciéndole una dureza superficial hasta una profundidad de 1 mm, que sirva de referencia para el diseño de un proceso de láser shock processing.
Capítulo 1. Estado del arte de las máquinas-herramienta y sus componentes
1.1 Evolución histórica de las máquinas-herramienta
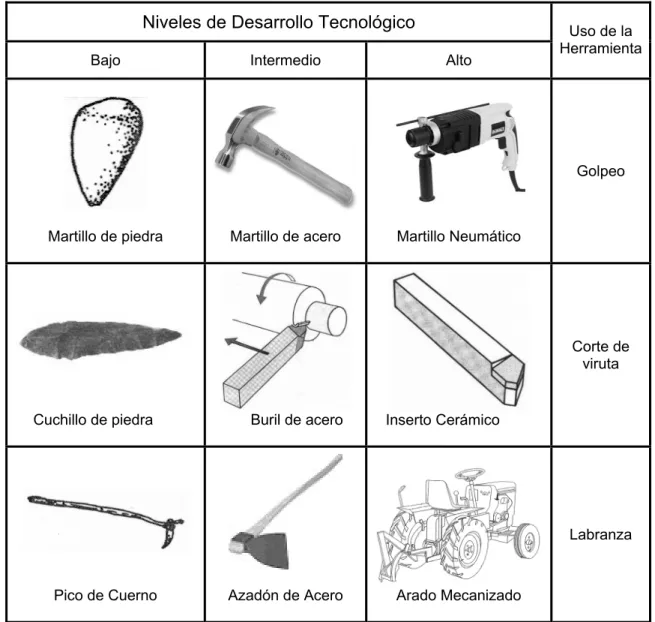
La herramienta primera en la historia de la humanidad fue una prolongación de la mano del hombre, que ha evolucionado tecnológicamente hasta la generación de máquinas que facilitan el aprovechamiento de los recursos naturales; la figura 2 ilustra el nivel de desarrollo tecnológico en tres clases de herramienta.
Niveles de Desarrollo Tecnológico
Bajo Intermedio Alto
Uso de la Herramienta
Martillo de piedra Martillo de acero Martillo Neumático
Golpeo
Cuchillo de piedra Buril de acero Inserto Cerámico
Corte de viruta
Pico de Cuerno Azadón de Acero Arado Mecanizado
Labranza
Figura 2. Evolución de herramientas
ambos casos, utilizando una de las manos, era necesario crear un movimiento de rotación de la pieza en el torneado y de la herramienta en el taladrado. Hacia 1250 nació el torno de pedal y pértiga flexible accionado con el pie [1], representando un gran avance sobre al accionado con arco de violín, puesto que permitía tener las manos libres para el manejo de la herramienta de torneado. La figura 3 muestra el boceto de un torno de este tipo.
Figura 3 Boceto de torno de pedal y doble pértiga de Leonardo da Vinci, siglo XV
El siglo XVIII fue un periodo en el que el hombre dedicó todos sus esfuerzos a lograr la utilización de una fuente de energía que no proviniera de seres vivos. En 1765 Watt concibió su idea de máquina de vapor, pero no solucionó los problemas para construir una máquina válida para usos industriales hasta quince años más tarde, en 1780, debido a la dificultad para obtener tolerancias adecuadas en el mecanizado de los cilindros de la máquina; fue John Wilkinson quien en 1775 construyó, por encargo de Watt, una mandrinadora mas avanzada técnicamente y de mayor precisión. Con esta máquina, equipada con un ingenioso cabezal giratorio y desplazable, se consiguió un error máximo: “del espesor de una moneda de seis peniques en un diámetro de 72 pulgadas”, tolerancia muy amplia pero suficiente para garantizar el ajuste y hermetismo entre pistón y cilindro.
fundamental el husillo guía patrón. Se dice que Maudslay dedicó diez años de trabajo para conseguir un husillo patrón satisfactorio. Para completar el ciclo y tener una referencia de partida, era necesario poder medir con precisión las piezas fabricadas, con el objeto de cumplir las especificaciones para ser intercambiables, por lo que adicionalmente construyó un micrómetro de tornillo en 1805 para su propia utilización.
En 1848 el destacado ingeniero americano Howe introduce nuevas prestaciones, incorporando poleas de tres escalones y desplazamientos en sentido vertical, longitudinal y transversal. Dos años después diseña la primera fresadora copiadora de perfiles e influye decisivamente en la introducción de otras importantes mejoras. Un avance muy importante se produce en 1862, cuando J. R. Brown construyó la primera fresadora universal equipada con divisor, consola con desplazamiento vertical, curso transversal y avance automático de la mesa longitudinal con la aplicación de la transmisión Cardan. Con la fresadora universal construida en 1884 por Cincinnati, a la que se incorpora por vez primera un carnero cilíndrico desplazable axialmente, se alcanza el máximo desarrollo de este tipo de máquinas. Por la influencia que ha tenido en la construcción de los actuales centros de fresado de CNC, cabe destacar la fresadora del francés P. Huré construida en 1894, que incorporaba un ingenioso cabezal con el cual, mediante previo movimiento giratorio, podía trabajar en horizontal, vertical y otras posiciones.
A partir de 1898, con el descubrimiento del acero rápido por parte de Taylor y White, se fabrican nuevas herramientas con las que se triplica la velocidad periférica de corte, aumentando la capacidad de desprendimiento de viruta, del orden de siete veces, utilizando máquinas adaptadas a las nuevas circunstancias.
Desde principios del siglo XX hasta el nacimiento del control numérico (CN) e incluso después, se mantienen prácticamente en todas las máquinas las formas arquitectónicas que, en este sentido, alcanzaron su plenitud a finales del siglo XIX. Sin embargo evolucionaron y se construyeron otras más potentes, rígidas, automáticas y precisas, pudiendo alcanzar mayores velocidades de giro, con la incorporación a los cabezales de cojinetes o rodamientos de bolas; contribuyendo rentablemente al extraordinario incremento de productividad logrado por la industria en general y en especial por la automovilística y la aeronáutica.
control numérico, se desarrolla la electroerosión por hilo, que permite el corte de perfiles complicados y precisos mediante un electrodo constituido por un alambre muy delgado y una trayectoria de pieza controlada por control numérico.
Fue a partir de los años setenta, con el desarrollo de la microelectrónica, cuando el CN pasa a ser control numérico por computadora (CNC) por la integración de una computadora en el sistema. Pero definitivamente fue durante los años ochenta cuando se produce la aplicación generalizada del CNC, debido al desarrollo de la electrónica y la informática, provocando una revolución dentro de la cual todavía estamos inmersos en los inicios del tercer milenio.
1.2 Los controles de velocidad, posición y secuencias para el maquinado de metales
Las máquinas actuales se han simplificado, porque algunas de sus funciones han sido transferidas del sistema mecánico al electrónico; la figura 4 muestra un inversor de control vectorial para motores eléctricos de corriente alterna de alta potencia [3], cuyo funcionamiento permite sustituir con ventaja a los sistemas mecánicos de engranajes para cambio de velocidad.
Figura 4 Variadores de velocidad mecánico y por control vectorial electrónico.
retroalimentación de lazo cerrado. Los motores de corriente alterna ahora también pueden controlarse combinando el cambio de frecuencia con el cambio vectorial voltaje-corriente, que permite utilizarlos en aplicaciones que requieren grandes potencias. La figura 5 muestra una guía para seleccionar los motores rotatorios por su aplicación, de acuerdo a los productos de un fabricante en particular [4].
Por otra parte, para controlar la secuencia de operaciones de maquinado se cuenta con los controles numéricos computarizados modernos, que permiten un potencial de automatización superior al de las máquinas clásicas de control mecánico e hidráulico, surgiendo un nuevo concepto de máquina-herramienta: el llamado centro de mecanizado, que es una máquina-herramienta capaz de fresar, taladrar, roscar, mandrilar, etc.; incluye un almacén de herramientas y un sistema de cambio automático de las mismas, de forma que el control numérico ordena las posiciones y trayectorias de las piezas y herramientas, velocidades de avance, giro de herramientas y selección de las mismas, mediante el manejo programado de las señales de alimentación eléctrica a los motores de la máquina.
La figura 6 muestra un CNC moderno Series 16i / 18i / 21i - MODELO B fabricado por la empresa GE-Fanuc [5], utilizable en máquinas multihusillo para alta velocidad. La aplicación de este control numérico se extiende a fresadoras, mandriladoras, tornos y taladros.
La figura 7 muestra un sistema CNC básico para control de tres ejes, en el cual aparece solo uno de los servomotores de corriente alterna conectado al servo controlador, y este a su vez a la computadora con la que se programa; es un sistema utilizado comúnmente con fines didácticos en instituciones educativas.
Figura 7 Control de velocidad y posición de un servo motor mediante una computadora
De la denominación de máquina-herramienta se pasó al término de célula o sistema flexible de manufactura, concibiéndose como un conjunto de máquinas-herramienta de CNC avanzadas, integrado para la fabricación en serie de un producto específico; permiten la intercambiabilidad y la complementariedad para aplicarse a procesos de productos diferentes según se requiera, posibilitando una automatización flexible a la vez que integrada.
1.3 Tendencias en el desarrollo del aspecto mecánico de las M-H
Puede verse que ha habido grandes avances tecnológicos en el diseño y la construcción de máquinas-herramienta, pero parece necesario continuar revisando conceptos y proceder a optimizar la aplicación de la tecnología existente. Los usuarios en general exigen mayor grado de utilización de las máquinas-herramienta y sus sistemas, o sea más tiempo desprendiendo viruta; piden máquinas más adaptadas a sus necesidades, más fiables, de mayor calidad y precisión.
La mayor eficiencia de las máquinas-herramienta se está logrando diseñándolas para trabajar a altas velocidades. Además, la mayor velocidad de corte les está permitiendo penetrar el área de trabajo dominada por el electroerosionado: el maquinado de metales con durezas superiores a los 55 HRC, las cuales se tienen en moldes y troqueles para la industria del plástico y el estampado de placas y láminas metálicas [6].
La posibilidad de maquinar metales en alta velocidad, se da como resultado de trabajos de investigación hechos acerca de aplicar recubrimientos duros para herramientas de corte [7 y 8], así como por el desarrollo de sistemas de rodamiento para husillos porta-herramienta en operaciones de fresado, producto de análisis y diseños hechos en base al método del elemento finito [9]. La figura 8 muestra un husillo capaz de girar a 40000 rpm [10], y su tendencia de desarrollo continúa siendo tema de investigación tecnológica [11].
Figura 8 Husillo multiplicador de velocidad para fresado.
tuerca embalada; la figura 9a muestra el esquema general de un motor lineal, y la figura 9b un sistema de posicionamiento que lo utiliza.
(a) (b)
Figura 9 Esquemas del motor eléctrico lineal y de una de sus aplicaciones
En el mismo aspecto cinemático, hay que destacar positivamente el desarrollo de máquinas-herramienta de estructuras paralelas tipo hexápodos, que tienen la ventaja de ser muy simples en su arquitectura aunque de programación compleja; todavía no se utilizan ampliamente debido principalmente a las dificultades de su puesta a punto, así como de su control de errores en repetitividad de posición. La figura 9 muestra el esquema de una máquina-herramienta con mecanismo cinemático tipo paralelo.
Respecto del material de las estructuras o bancadas de las máquinas, resulta difícil desplazar a la tradicional fundición gris por ser económica y eficaz, así como porque se conocen muy bien sus características y comportamiento estructural en el tiempo. La figura 11 muestra algunas formas de las bancadas para máquinas-herramienta horizontales y sus guías, en las cuales para incrementar su rigidez se tiende a enlazar sus elementos principales, de manera que formen un armazón cerrado; para ello es deseable también que la bancada se funda conjuntamente con el cuerpo del cabezal porta husillo, así como emplear nervaduras con las que sus paredes se unan mutuamente [12].
(a) (b)
(c)
Figura 11 (a) Formas de bancadas, (b) Guías de deslizamiento, (c) Guías de rodamiento
También para las bancadas se ha intentado la aplicación de nuevos materiales, como es el caso del hormigón reforzado con resinas termoestables, el granito sintético y materiales poliméricos; la figura 12 muestra un ejemplo, aunque la mayor aplicación de tales materiales es en bases para equipos de medición óptica.
Sobre el endurecimiento superficial de elementos fabricados de materiales ferrosos, también se investigan nuevos métodos que podrían utilizarse para máquinas-herramienta, como es el caso de la difusión de cromo por calentamiento puntual mediante láseres de alta energía [13].
Es de interés especial señalar que, alrededor del año 1970, inicia el desarrollo de una nueva técnica para el tratamiento superficial de metales denominada Laser Shock Processing [14], que consiste en aplicar trabajo mecánico para modificar las propiedades de fatiga [15], microestructura [16] y esfuerzos residuales [17 y 18] en superficies metálicas.
Capitulo 2.Marco teórico
2.1 Tratamientos para endurecer el aluminio 2.1.1 El aluminio y sus aleaciones
El aluminio es un metal no ferroso con estructura cúbica centrada en las caras, gravedad especifica de 2.71 g/cm3, conductividad térmica de 0.22 (W/mm2)/(°C/mm), punto de fusión de 657°C, coeficiente de expansión térmica de 22.5 x10-6°C-1 y módulo de elasticidad de 70x106 Pa [27].
Los metales no ferrosos como el aluminio y sus aleaciones constituyen un importante grupo de los materiales de ingeniería; algunos poseen una alta relación entre resistencia y peso, mientras que otros tienen buenas cualidades contra la fricción y la corrosión, y todavía otros resultan adecuados para matrices o dados fundidos y extrusión. El tratamiento térmico generalmente no mejora las propiedades mecánicas de estos metales en el mismo grado que sucede con aceros y sus aleaciones, sin embargo el trabajo en frío les aumenta su resistencia a la cedencia, y algunos elementos aleantes les mejora ésta y otras propiedades.
El aluminio es relativamente fuerte entre los metales no ferrosos, de peso ligero, y solamente el oro es más maleable. Para mejorar sus propiedades admite cierta cantidad de elementos aleantes en forma de partículas insolubles; un aluminio sin alear no existe, ya que el más puro que pertenece a la serie 1xxx, contiene impurezas principalmente de Fe y Si. Algunos elementos aleantes por si solos o combinados hacen que el aluminio responda al tratamiento térmico; la respuesta al tratamiento térmico depende de la presencia de uno o mas elementos aleantes como el Cu, el Mg y el Si, para que calentando el material durante un tiempo suficiente, a una temperatura de solución adecuada, pueda ser templado en agua.
La tabla 1 muestra tres sistemas para designar las aleaciones del aluminio: según la AA, el ANSI y el UNS.
Tabla 1 Designación de las aleaciones de aluminio forjado y fundido
Composición de las
aleaciones forjadas AA/ANSI UNS
Composición de las
aleaciones fundidas AA/ANSI UNS
Aluminio ≥99% Elemento aleante mayor Cobre Manganeso Silicio Magnesio
Magnesio y Silicio Zinc
Otro
Series en desuso
1xxx 2xxx 3xxx 4xxx 5xxx 6xxx 7xxx 8xxx 9xxx A91xxx A92xxx A93xxx A94xxx A95xxx A96xxx A97xxx
Aluminio ≥99% Elemento aleante mayor
Cobre
Silicio, c/Cu y/o Mg Silicio
Magnesio Zinc Estaño Otro
Series en desuso
La designación de las aleaciones forjadas es mediante cuatro dígitos, donde el primer dígito indica el grupo al que pertenece la aleación según el elemento aleante de mayor proporción; el segundo dígito indica el límite de las impurezas adicionales y los dos últimos dígitos identifican la aleación por tipos de impurezas que contiene. La designación del aluminio vaciado también es mediante cuatro dígitos, donde el primer dígito indica el grupo de la aleación y los dos dígitos siguientes indícan el % mínimo de Al; el último dígito, separado por un punto decimal, indica si la aleación es vaciada o en lingote. La tabla 2 muestra las designaciones para sus grados de templado.
Tabla 2 Grados de templado de las aleaciones de aluminio
F Tal como se fabricó (trabajo en caliente, forja, fundición, etcétera). O Recocido (en el estado más blando posible).
H Trabajado en frío.
H1x– trabajado en frío solamente (la x se refiere a la cantidad de trabajo en frío y de endurecimiento).
H12 – trabajo en frío que proporciona una resistencia a la tensión intermedia entre O y H14. H14 – trabajo en frío que aporta una resistencia a la tensión intermedia entre O y H18. H16 – trabajo en frío que proporciona una resistencia a la tensión intermedia entre H14 y H18. H18 – trabajo en frío que resulta en una reducción de aproximadamente 75%.
H19 – trabajo en frío que proporciona una resistencia a la tensión superior a los 2000 psi de la obtenida mediante el18.
H2x – trabajo en frío y parcialmente recocida
H3x – trabajando en frío y estabilizado a una temperatura baja, para evitar endurecimiento por envejecimiento de la estructura.
W Tratada por solución.
T Endurecida por envejecimiento
T1 – enfriada desde la temperatura de fabricación y envejecida naturalmente
T2 – enfriada desde la temperatura de fabricación, trabajada en frió y envejecida naturalmente. T3 – tratada por solución, trabajada en frío y envejecida naturalmente
T4 – tratada por solución y envejecida naturalmente.
T5 – enfriada desde la temperatura de fabricación y envejecida artificialmente. T6 – tratada por solución y envejecida artificialmente.
T7 – tratada por solución, estabilizada por sobreenvejecimiento. T8 – tratada por solución, trabajada en frío y envejecida artificialmente. T9 – tratada por solución, envejecida artificialmente y trabajada en frío.
T10 – enfriada desde la temperatura de fabricación, trabajada en frío y artificialmente envejecida
La aleación de pequeñas cantidades de cobre al aluminio endurece este último y aumentar su resistencia considerablemente; una de esas aleaciones es conocida como duraluminio. Mediante un adecuado tratamiento térmico y envejecimiento puede lograrse que sus propiedades mecánicas se aproximen a las del acero blando. La adición de pequeños porcentajes de magnesio al aluminio también aumenta su resistencia. Esas aleaciones pueden no ser tan resistentes como las del aluminio y cobre, especialmente las roladas en caliente, pero son ligeramente menos pesadas.
La composición química y las propiedades mecánicas de algunas fundiciones de aluminio aleado, tratadas térmicamente, se muestran en la tabla 3.
Tabla 3 Aleaciones de aluminio fundido tratadas térmicamente
Elementos Aleantes % Aleación
Si Fe Cu Mg Zn
Tratamiento térmico
Resistencia a la tensión (x106Pa)
Esfuerzo de cedencia,
(x106Pa)
% de elongación
201.0* 4.6 0.35 T7 476 420 5.5
F 175 91 5.0
357.0 7.0 0.55
T6 350 301 2.0
F 284 245 1.0
390.0 7.0 1.3
max 4.5 0.55 T5 301 270 1.0
F 147 63 9.0
A444.0 7.0
T4 161 63 12.0
413.0 12.0 2.0 max
1.0
max F 301 147 2.5
520.0 10.0 T4 336 182 16.0
711.0 1.0 0.5 0.35 6.5 F 245 126 8.0
Por otra parte, el aluminio también puede actuar como material aleante; cuando el magnesio es aleado con 5 a 10% de aluminio y pequeñas cantidades de manganeso, produce un metal de peso excepcionalmente ligero que posee buenas propiedades mecánicas. El uso de las aleaciones de magnesio en la construcción de ciertas partes para aviones, cuando una alta resistencia no sea esencial, está aumentando. El bronce al aluminio, que es cobre con 5 a 10% de aluminio, también tiene buenas propiedades mecánicas y una alta resistencia a la corrosión y es un buen metal antifricción. Las aleaciones de zinc son las más comúnmente usadas para la fundición de dados; con aluminio, magnesio y cobre (ZAMAC), se usan en carcazas fundidas para transmisiones mecánicas, por su adecuada resistencia y ductilidad.
2.1.2 Cambios en la dureza del aluminio por deformación
La dureza del aluminio puede disminuir o aumentar; en el primer caso esto ocurre cuando se le somete a trabajo mecánico en caliente, mientras que en el segundo caso le ocurre por deformación en frío, por tratamiento de solución sólida y por envejecimiento o precipitación.
lámina delgada en una serie de operaciones continuas. Los primeros pasos del proceso se efectúan muy arriba de la temperatura de recristalización, a una deformación porcentual grande, para producir el tamaño de grano más fino posible como se muestra en la figura 13. El trabajo en caliente es muy adecuado para moldear partes grandes, porque el metal tiene baja resistencia de cedencia y gran ductilidad a temperaturas elevadas, por lo que admite mayores deformaciones de las que se pueden obtener mediante el trabajo en frío.
Figura 13 Trabajo en caliente del aluminio que produce tamaño de grano más pequeño.
Al deformar un material en frío se le aumenta el número de dislocaciones, y éstas se desplazan con mayor dificultad por lo que aumenta la dureza del material. Los esfuerzos residuales que se desarrollan durante la deformación se deben a que una pequeña parte del esfuerzo aplicado, aproximadamente el 10%, queda almacenado en el interior de la estructura como una intrincada red de dichas dislocaciones. Los esfuerzos residuales incrementan con ello la energía total de la estructura; en base a ello, la técnica de Laser Shock Proccesing (LSP) se utiliza actualmente para endurecimiento superficial por compresión mecánica.
2.1.3 Endurecimiento del aluminio por solución sólida
El endurecimiento por solución sólida se debe a una mayor resistencia al movimiento de dislocaciones [28]. La formación de solución sólida tiene un gran efecto sobre diversas propiedades mecánicas en todos los materiales metálicos, tal como en materiales cerámicos lo tiene en sus propiedades magnéticas, ópticas y dieléctricas.
El grado de endurecimiento por solución sólida depende de dos factores. El primero es que una gran diferencia en los radios atómicos entre el solvente y el soluto aumenta el efecto de endurecimiento; a una mayor diferencia de tamaños se produce una mayor perturbación de la estructura cristalina inicial, dificultando el deslizamiento.
y su diámetro atómico. Naturalmente que si se agrega demasiada cantidad de átomos grandes o pequeños, se rebasará el límite de solubilidad y se producirá un mecanismo distinto: el endurecimiento por dispersión de segundas fases. En este mecanismo interfaz entre la fase anfitriona y la fase huésped resisten el movimiento de la dislocación y contribuye al endurecimiento.
Figura 14 Cambio del punto de cedencia del Cu según porcentaje de elementos aleantes.
2.1.4 Endurecimiento del aluminio por envejecimiento o precipitación
Se produce por secuencia de transformaciones de fase, por dispersión uniforme de precipitados coherentes de un tamaño fino en una matriz mas blanda y dúctil.
La evolución microestructural en el endurecimiento por envejecimiento o precipitación de una aleación de aluminio con el 4% de Cu aleante, sucede según se resume en los siguientes tres pasos que se ilustran en la figura 15.
Figura 15 Diagrama de fases de las aleaciones Al-Cu.
Paso 1: Tratamiento por solución. En el tratamiento por solución, se calienta la aleación a una temperatura por encima de la temperatura de solvus y ahí se sostiene, hasta que se produce una solución sólida homogénea de aluminio llamada α. Este paso disuelve el precipitado θ, que es un compuesto duro inter-metálico y frágil de CuAl2, reduciendo cualquier segregación presente en la aleación original. Para evitar efectos de micro-constituyentes, la aleación Al -4% Cu se trata por solución entre los 500 y los 548°C, es decir, entre las temperaturas de solvus y eutéctica.
Paso 3: Envejecimiento. Posteriormente, la solución αss se calienta a una temperatura menor a la de solvus. A esta temperatura de envejecimiento, los átomos sólo pueden difundirse distancias cortas. Dado que el αss no es estable, los átomos adicionales de cobre se difunden a numerosos sitios de nucleación y crecen los precipitados. Finalmente, si se mantiene la aleación durante un tiempo suficiente a una temperatura de envejecimiento, se produce el equilibrio en la estructura α+ θ.
Los requisitos para el endurecimiento por envejecimiento son:
• El sistema de aleación debe mostrar una solubilidad sólida decreciente al reducirse la temperatura.
• La matriz deberá ser relativamente blanda y dúctil, respecto del precipitado duro y frágil.
• La aleación debe poder templarse, o sea conservar su estructura cristalina correspondiente a una temperatura ligeramente superior a la de solvus, después de ser enfriada rápidamente.
• Debe formarse un precipitado coherente.
2.2 Endurecimiento superficial del aluminio mediante la técnica de láser shock processing (LSP).
Tradicionalmente el perdigonado o shot peening, ha sido la técnica empleada para inducir un campo de tensiones residuales de compresión en materiales metálicos. Consiste en el lanzamiento de pequeñas bolas esféricas a elevadas velocidades, generalmente acero, cerámica o vidrio, sobre la superficie de un metal. De esta forma se mejoran las propiedades mecánicas del material frente a procesos de fatiga, de desgaste y/o de corrosión.
A pesar de su demostrada eficacia el shot peening posee algunas desventajas, por lo que es necesario el desarrollo de una técnica competitiva industrialmente. Entre las desventajas existentes en el proceso de perdigonado, se destaca la necesidad de reciclar los perdigones empleados en el tratamiento. Por otro lado, el constante impacto de los perdigones sobre la superficie de la pieza tratada genera una superficie rugosa, que dependiendo de la aplicación en la cual vaya a ser empleada, requerirá de un post-procesado que conllevará la retirada de una parte de la capa endurecida. Además, la profundidad alcanzada por el tratamiento no supera los 0.3 mm, lo cual para determinadas piezas sujetas a severas condiciones de trabajo no es suficiente.
El desarrollo de dispositivos láseres pulsados, adecuados para la realización del proceso de generación de ondas de choque con alta energía, convierten la técnica LSP en una alternativa real y competitiva frente al shot peening tradicional; la figura 16 muestra un esquema de dicha técnica.
Figura 16 Esquema de la técnica LSP
En la actualidad los láseres de alta energía son de estado sólido, que incorporan un dispositivo denominado Q-switch, el cual permite emitir pulsos en el rango de los nanosegundos. De esta forma, es posible alcanzar potencias de pico del orden de los giga vatios; un pulso láser de esta energía enfocado a la superficie de un metal, provoca la generación de un plasma de elevada temperatura, que inmediatamente se propaga en la dirección del haz y sentido contrario. Por conservación de la cantidad de movimiento, la expansión del plasma provoca la generación de una onda de choque, que se propaga hacia el interior del material provocándole deformación [17].
Normalmente la presión alcanzada por la onda de choque no es lo suficientemente elevada, como para generar un campo de tensiones residuales de compresión en metales; con el fin de evitar la propagación rápida del plasma y lograr la deformación plástica, se coloca un medio transparente a la radiación delante de la superficie del material, y cuando se tratan materiales relativamente blandos como las aleaciones de aluminio, es recomendable utilizar además una capa de pintura como recubrimiento absorbente protector. En los primeros estudios realizados sobre LSP, se propuso el cristal de cuarzo para confinar el plasma, pero por disponibilidad y flexibilidad se emplea actualmente el agua como medio confinante. De esta forma, el plasma permanece más tiempo en contacto con la superficie metálica, provocando que la presión generada por la onda de choque sea mayor, y lo suficientemente elevada como para modificar el estado de tensiones del metal.
Un impacto que actúe sobre un material le origina una onda de deformación, cuya velocidad de propagación se expresa como una relación entre la velocidad del sonido CL y la velocidad de compresión en el cuerpo CB. La intensidad de la
presión aplicada sobre la superficie del material determina el valor de CB. Se ha
definido que, con el valor de la velocidad de propagación de la onda de deformación y el del límite elástico de Hugoniot σH, la expresión para el esfuerzo de cedencia dinámico σsd aplicable al caso es:
) / 1 ( 5 .
1 H L B
sd = σ −C C
σ (1)
El límite elástico de Hugoniot σHcaracteriza el nivel de esfuerzo mecánico, en el cual empieza la relajación de esfuerzos de corte a través del plano del frente de choque. El valor de σH puede calcularse con CL, con la densidad de masa inicial
0
ρ , y con la velocidad de la partícula en la propagación de la onda u1HEL, según la
relación siguiente:
HEL L
H ρ0C u1
σ = (2)
La figura 17 muestra una probeta de aluminio aleado, que ha sido sometida a LSP utilizando un láser de 1.9 Joules/pulso, con una duración de 8 nanosegundos/pulso, a una frecuencia de 10 pulsos/segundo.
La figura 18 muestra resultados de tensiones residuales superficiales, obtenidas con láser de 1.9 Joules/pulso, a 625, 900 y 2500 pulsos/cm2, reportados en [23].
Figura 18 Endurecimiento superficial de aluminio 2024-T351, usando LSP
Actualmente se aplican diversas técnicas para cuantificar los efectos del LSP, en busca de parámetros utilizables en simulación y facilitar el ensaye de materiales no destructivo aplicable. Tal es el caso de la medición de la intensidad de esfuerzo, sobre el material bajo el LSP, utilizando las propiedades piezoeléctricas de algunos materiales según se muestra en la figura 19; posteriormente se mide el esfuerzo residual superficial [29] para obtener su correlación con el esfuerzo aplicado.
Otra línea de trabajo que se reporta en [30], consiste en evaluar primero el perfil de los pulsos láser y posteriormente medir el efecto del impacto sobre una probeta de ensayo, como se muestra en la figura 20; el perfil de la figura 20(b) corresponde al más conveniente para la técnica de LSP, por tener una mayor intensidad durante más tiempo.
Figura 20 Perfil de los pulsos láser: (a) pulso gaussiano de 0.6 ns; (b) Pulso de pendiente corta en el tiempo de 3 ns.
2.3 Simulación de fenómenos físicos mediante el método del elemento finito. La mecánica clásica, como parte de la física y base de la ingeniería en general, trata el estudio de las fuerzas mediante diversas ecuaciones para la estática y la dinámica [31]; a su vez en mecánica de sólidos se aplican extensamente ecuaciones correspondientes a la Ley de Hooke y a expresiones de la energía [32] y [33]. Al igual que dichas ecuaciones han tenido que ser complementadas con otros principios para resolver problemas complejos en diseño mecánico, la metodología de solución a dichos problemas y sobretodo los de comportamiento no lineal también ha evolucionado, principalmente con el impulso que da la aplicación de computadoras en el manejo de métodos numéricos para resolver las ecuaciones que gobiernan los fenómenos físicos.
Particularmente, la determinación del módulo de Young en elementos mecánicos de materiales no homogéneos mediante el MEF, permite mostrar que éste puede tener una amplia utilización en el área de la ciencia e ingeniería de los materiales, de manera específica en el estudio del comportamiento de elementos de geometría irregular, de materiales compuestos o con diferencias en su estructura cristalina. La figura 21 muestra un diagrama de flujo para la solución de problemas aplicando el método del elemento finito [34] y [35].
Figura 21 Diagrama de flujo para el MEF
2.3.1 Modelo geométrico
Es la representación del problema físico mediante el dibujo de su geometría, discretizada o dividida en elementos simples llamados finitos y los nodos base para formarlos; para elasticidad en esta etapa se incluyen principalmente las propiedades del material, tales como módulo de Young, relación de Poisson y densidad, además de la forma y dimensiones de los elementos finitos.
El elemento más simple se forma entre dos nodos para modelar componentes unidimensionales; este tipo de elemento admite se le definan propiedades de densidad y de área transversal cuando ésta es constante longitudinalmente, como es el caso de las vigas, siendo posible utilizarlo para determinar esfuerzos coaxiales a su eje así como debidos a momentos flexionantes y torsionales.
E’i
ui4
ui2
vi2
vi3
vi4
vi1
ui3
ui1
(c)
vértices para que más de uno de sus nodos ocupen una misma localidad, convirtiéndose en figuras con menos lados o áreas solamente donde es necesario, conservando su mayor exactitud de cálculo que los triangulares y tetraédricos.
Los elementos de una o dos dimensiones pueden ser de primero, segundo o tercer grado según la forma de la línea que une sus nodos contiguos, mientras que los elementos de tres dimensiones solamente son de primero o segundo grado. La figura 22 muestra tres de los tipos de elemento más comunes para la representación de modelos.
Figura 22 Algunos elementos para modelado en el método del elemento finito
La figura 23 muestra el modelo de una vigaa flexión simplemente apoyada; para su análisis elástico la malla está hecha con elementos rectangulares de primer grado en dos dimensiones con cuatro nodos. Las incógnitas a evaluar en cada elemento son los desplazamientos en sus nodos uiN y viN, llamados grados de libertad o datos primarios, a partir de los cuales se calculan las deformaciones unitarias, los esfuerzos y otros datos secundarios.
Figura 23 (a) Viga a flexión simplemente apoyada modelada con elementos finitos E.
(b) Nodos N del elemento Ei y componentes de las fuerzas nodales FiN aplicadas en ellos.
(c) Desplazamientos uiN y viN entre nodos del elemento Ei después de deformado hasta Ei’
Cascarón de 4 nodos
Tetraedro de 10 nodos
Exaedro de 20 nodos
R2
R3
(a)
X y
F1
R1
E5 E6 E7 E8
E3 E4
E1 E2 E9 E10 E11
Fxi3
Fxi1 Fxi2
Fxi4
Fyi1
Ni1 Ni2
Ei
Ni3 Ni4
(b)
Fyi2
Fyi3 Fyi4
2.3.2 Componentes para el cálculo
Modelo matemático es la formulación del comportamiento de cada nodo respecto a sus grados de libertad o incógnitas, en base a la ecuación del principio físico aplicable y al método a utilizar en su análisis, agrupando la información de los nodos en una matriz para cada elemento, que luego son ensambladas para formar la matriz global del modelo completo. Los desplazamientos entre nodos del modelo, debidos a las condiciones de frontera en el mismo, se calculan mediante una interpolación de primer orden entre valores nodales contiguos; cuando alguna no linealidad requiere una mayor exactitud de cálculo se utilizan elementos con nodos adicionales intermedios entre sus vértices, así como pueden emplearse polinomios de orden superior para la interpolación de valores. Los aspectos fundamentales en elasticidad para expresar dicho comportamiento nodal son los de la mecánica de sólidos, aunque algunos de sus métodos tienen la restricción de permitir sólo deformaciones unitarias muy pequeñas, de orden diferencial, que no induzcan cambios de sección significativas, pues eso incorporaría al problema una no-linealidad geométrica aun trabajando en la zona elástica del material.
Un análisis matemático del sistema lineal simple en vibración sin amortiguamiento, que se ilustra en la figura 24, puede hacerse usando la Ley de Hooke y la Segunda Ley de Newton directamente, a partir de los diagramas de cuerpo libre de cada nodo o masa. Por el MEF se hace a partir de los diagramas de cada elemento finito completo o resorte que integran el modelo. La simplicidad del ejemplo permite que en ambos casos la solución al sistema representativo pueda encontrarse de manera exacta.
Figura 24 Sistema masa – resorte
k1
m2
f4
m4
m3
k3
k2
x4
x2
2.3.2.1 Métodos exactos
En el primer caso, el sistema de ecuaciones simultáneas por resolver, considerando que el nodo 1 está fijo, es:
(3)
(4) (5)
Y en forma matricial:
(6)
En notación compacta: [M]{&x&}+[K]{x}={f} (7)
En el segundo caso, para el MEF, la matriz de rigidez
[ ]
K se obtiene a partir de las matrices de rigidez elementales de cada resorte, que se forman con las ecuaciones de la suma de fuerzas debidas a sus desplazamientos y a las constantes de proporcionalidad k de sus elementos. Considerando el equilibrio de fuerzas para el resorte o elemento 1; en los nodos 1 y 2 respectivamente se tiene:f1=−F =−k1(x2 −x1)=k1x1 −k1x2 (8) f2= F =k1(x2 −x1)=−k1x1+k1x2 (9)
En forma matricial
= − − 2 1 2 1 1 1 1 1 f f x x k k k k (10)
De los elementos 2 y 3
= − − 3 2 3 2 2 2 2 2 f f x x k k k k (11) = − − 4 3 4 3 3 3 3 3 f f x x k k k k (12) 4 4 3 3 3 4 4 3 4 3 4
4 ( )
:
4 m x k x x m x k x k x f
Nodo && + − = && − + =
0 ) ( ) ( :
2 m2x2+k1x2+k2 x2−x3 =m2x2+ k1+k2 x2−k2 x3 = Nodo && &&
0 ) ( ) ( ) ( :
3 m3x3+k2 x3−x2 +K3 x3 −x4 =m3x3 −k2x2 + k2 +k3 x3 −k3x4 = Nodo && &&
Por el principio de la superposición de causas y efectos se pueden ensamblar las matrices anteriores y obtener la matriz de rigidez global del sistema:
[ ]
− − + − − + − − = 3 3 3 3 2 2 2 2 1 1 1 1 ) ( 0 0 0 0 0 0 k k k k k k k k k k k kK G (13)
Ya que la matriz global con las masas del sistema concentradas en los nodos es:
[ ]
= 4 3 2 1 ) ( 0 0 0 0 0 0 0 0 0 0 0 0 m m m mM G (14)
Y dado que x1 =&x&1 =0, se obtiene de esta manera la misma ecuación (6):
(15)
Por otro camino, usando el la ecuación para la dinámica de Lagrange
(16)
El análisis matemático del movimiento representado en la figura 24 puede hacerse considerando al lagrangiano L=T−V , con T como la energía cinética y V como la energía potencial en el sistema, dado que L puede expresarse en términos de las variables x,x& y es derivable según requiere dicha ecuación, además de que
n
Q son las fuerzas externas que actúan.
La ecuación de la energía cinética en las masas o nodos es
2 4 4 2 3 3 2 2 2 2 1 2 1 2 1 x m x m x m
T = & + & + (17)
La energía potencial en los resortes o elementos es
) ( 2 1 ) ( 2 1 2 1 3 4 3 2 2 3 2 2 2
1x k x x k x x
k
V = + − + − (18)
La Ecuación de Lagrange se utiliza para cada grado de libertad n del sistema, que en este caso es 3; para el primer grado derivando con respecto a x2, x&2 y t:
(19)
Con x3 y x&3: m3&x&3 −k2x2 +(k2 +k3)x3 −k3x4 =0 (20)
Con x4 y x&4: m4x&&4 −k3x3 +k3x4 = f4 (21)
Expresando matricialmente estas ecuaciones se vuelve a obtener la ec. 6:
(22)
2.3.2.2. Métodos aproximados
En problemas lineales de elasticidad con geometrías y condiciones de frontera y carga complejas, aunque estáticos, la dificultad para obtener soluciones por métodos exactos es muy grande; la versatilidad del MEF permite entonces ir más allá en la obtención de soluciones, generalmente haciendo uso del método de la energía potencial con diversos enfoques, cuyas ecuaciones resultantes se resuelven de manera aproximada aplicando métodos numéricos. Entre dichos enfoques se encuentran el del principio de la energía potencial mínima, el del método de Rayleigh-Ritz, el del método de Galerkin y el del principio del trabajo virtual, siendo de este último la ecuación a utilizar para obtener una solución aproximada en elasticidad:
∫
∑
∫
−∫
− − =S i
V (u) dV VU fdV U TdS U P 0
T T
T Tσ
ε (23)
Donde la primera integral es el trabajo virtual interno y las otras tres son el trabajo potencial o trabajo virtual externo, para los desplazamientos virtuales U y sus correspondientes deformaciones virtuales ε(u), debidas a las fuerzas de cuerpo, de superficie y puntuales f, T y P respectivamente.
Para ilustrar la parte que se refiere a la cuantificación de las propiedades mecánicas del material usando el MEF, se incluyen los aspectos más importantes para la solución de la integral que representa el trabajo virtual interno en la ec., disponible en diversa bibliografía con mucho mayor detalle. Dicha solución requiere formular la integral en términos de los desplazamientos como único tipo
[
1 2 2( 2 3)]
2 2 ( 1 2) 2 2 3 0de variable desconocida; primero la Ley de Hooke permite expresar los esfuerzos en términos de las deformaciones en las ecuaciones de equilibrio de esfuerzos en elasticidad, luego por las relaciones deformaciones-desplazamientos, con sus valores aproximados ε~ y u~, se obtiene la ecuación en su expresión deseada. Los esfuerzos aproximados σ~ serán:
ε
σ~=D~ (24)
Donde D es una matriz de (6X6) que involucra las propiedades del material y geometría del elemento en estudio. Para un cubo elemental de material isotrópico dichas propiedades son el módulo de Young E y la relación de Poisson , como sigue:
(25)
También se tiene que:
(26)
Donde Nj son las funciones para interpolar los valores de desplazamiento uj entre nodos del elemento y Les la matriz operador para los diferenciales parciales en x,y,z, de acuerdo con la definición de la deformación unitaria a partir de los desplazamientos: T ∂ ∂ + ∂ ∂ ∂ ∂ + ∂ ∂ ∂ ∂ + ∂ ∂ ∂ ∂ ∂ ∂ ∂ ∂ = x v y u x w z u y w z v z w y v x u , , , , ,
ε (27)
Las funciones Nj pueden ser lineales o no lineales en el MEF; su condición fundamental es que deben permitir calcular el valor de una función ul(x), para un caso unidimensional, en un punto arbitrario x localizado entre dos nodos ubicados en x=0 y x=1, conociendo los desplazamientos ul(0)y ul(1). Utilizando una variación lineal entre esos dos valores:
) ( ) ( ) ( ) -(1 ) ( u ~ ) (
ul x ≈ l x =ul0 x +ul1 x =ul0N0 x +ul1N1 x (28)
Generalizando este concepto a tres dimensiones y a elementos con más de dos nodos es posible calcular los desplazamientos aproximados en nodos de modelos complejos:
j j
N u u
~= , (29)
Con Nj expresadas como funciones respecto de un sistema de coordenadas ortogonales diferente al de x,y,z, por ejemplo , , .
Por otra parte, dada la necesidad de poder definir en las coordenadas x,y,z el punto de interpolación de los desplazamientos, se requiere hacer una transformación de coordenadas desde las utilizadas en las funciones Nj a coordenadas x,y,z; el inverso del jacobiano J de la transformación que relaciona las derivadas parciales con respecto a ambos sistemas de referencia, según el tipo de elemento y tipo de interpolación, permite definir una matriz Bj que implica ya la transformación referida a x,y,z:
) , , ( L ) , , (
Bj x y z = Nj x y z (30)
entonces
j ju
B ~=
ε (31)
j ju
DB ~=
σ (32)
De acuerdo al principio del trabajo virtual se puede relacionar un desplazamiento
j
u respecto a las fuerzas aplicadas externamente en un nodo i, pues si un
pequeño o virtual desplazamiento ui es superpuesto sobre un nodo i, el
incremento en energía de deformación δU entre un elemento de volumen
V conectado a ese nodo está dado por:
∫
=
Vδ dV
δU εTσ (33)
Sustituyendo la expresión de la deformación unitaria aproximada δε~=Biδui y la del esfuerzo aproximado, así como considerando la identidad entre matrices
T T T A B ) AB
( = y que los desplazamientos nodales al no ser funciones de x,y,z
pueden salir de la integral, se tiene:
∫
=
V i j j
i dV
δ