Plan de Mejora del Proceso de Mezclas en la Planta de Producción P V C GERFOR S A
163
0
0
Texto completo
(2) PLAN DE MEJORA DEL PROCESO DE MEZCLAS EN LA PLANTA DE PRODUCCIÓN P.V.C GERFOR S.A. HENRY ANDRES CASTAÑO MANTILLA JORGE ANDRES CADENA NAVA. TRABAJO DE GRADO MODALIDAD DE PASANTÍA PARA OBTENER EL TÍTULO EN TECNOLOGÍA INDUSTRIAL. DIRECTOR DEL PROYECTO ING. Msc. ROBERTO VERGARA PORTELA Ingeniero Industrial Especialista en Ingeniería de Producción Consultor y Asesor de Empresas Públicas y Privadas, en el área de producción y calidad. UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA TECNOLOGÍA INDUSTRIAL BOGOTÁ D.C. 2018 2.
(3) HOJA DE ACEPTACIÓN. PLAN DE MEJORA DEL PROCESO DE MEZCLAS EN LA PLANTA DE PRODUCCIÓN PVC GERFOR S.A. Observaciones. _________________________________________________________ _________________________________________________________ _________________________________________________________ _________________________________________________________ _________________________________________________________. _____________________________________ Coordinador Proyecto Curricular ING. MANUEL ALFONSO MAYORGA MORATO. ______________________________________ Director Del Proyecto ING. Msc. ROBERTO VERGARA PORTELA. Bogotá, 19 de febrero del 2018. 3.
(4) Dedicatoria. “A Nuestras familias por apoyarnos en cada decisión que debemos tomar, por estar siempre en nuestras vidas para guiarnos en los momentos más difíciles”. 4.
(5) Agradecimientos Queremos agradecer en primer lugar a Dios, por fortalecernos cada día física y espiritualmente, por guiar este proyecto por el camino indicado y por ser nuestra luz en los momentos en que más tuvimos miedo. A la compañía P.V.C GERFOR S.A en especial al mismo Germán Forero, dueño de la empresa, al ingeniero Oscar Jiménez, la ingeniera Sonia Sánchez, la ingeniera Jenny Rodríguez y la practicante Laura escobar por abrirnos las puertas de tan colosal e importante organización del mercado colombiano. De igual modo agradecemos al ingeniero Roberto Vergara por orientarnos durante el desarrollo de este proyecto, por aclarar todas nuestras dudas y por demostrar el compromiso con sus estudiantes, guiándonos a lo largo de toda esta aventura llena de experiencias que en definitiva cambiaron nuestra percepción del mundo industrial. Finalmente agradecemos a nuestros padres y a todos aquellos que creyeron en nosotros, que mostraron su apoyo incondicional y que además de aconsejarnos siempre nos tendieron la mano para los planes y acciones que decidiéramos emprender.. 5.
(6) Tabla de contenido CAPÍTULO ÚNICO ..................................................................................................................................15 1.. INTRODUCCIÓN..........................................................................................................................15. 2.. JUSTIFICACIÓN ...........................................................................................................................16. 3.. PLANTEAMIENTO DEL PROBLEMA .......................................................................................17. 4.. DESCRIPCIÓN DEL PROBLEMA ...............................................................................................17. 5.. OBJETIVOS...................................................................................................................................18 5.1. OBJETIVO GENERAL..........................................................................................................18. 5.2. OBJETIVOS ESPECÍFICOS .................................................................................................18. 6.. DESCRIPCIÓN DE LA EMPRESA ..............................................................................................19 6.1. HISTORIA .............................................................................................................................19. 6.2. UBICACIÓN ..........................................................................................................................20. 6.3. MISIÓN ..................................................................................................................................20. 6.4. VISIÓN ..................................................................................................................................21. 6.5. PRODUCTOS ........................................................................................................................21. 7.. MARCO REFERENCIAL .............................................................................................................25. 7.1. MARCO TEÓRICO ...................................................................................................................25. 7.1.1. Estudio de tiempo ...............................................................................................................25. 7.1.2. Tiempo estándar .................................................................................................................25. 7.1.3. Tiempo normal ...................................................................................................................26. 7.1.4. Tiempo cronometro ............................................................................................................26. 7.1.5. Suplementos .......................................................................................................................27. 7.1.6 7.2. Estudio de métodos.................................................................................................................27 MARCO CONCEPTUAL ..........................................................................................................28. 7.2.1. DEFINICIONES.....................................................................................................................28. 7.2.1.1. Procesos de producción ..........................................................................................................28. 7.2.1.1.1. Proceso de mezcla...........................................................................................................28. 7.2.1.1.2. Inyección ........................................................................................................................28. 7.2.1.1.3. Extrusión ........................................................................................................................28. 7.2.1.2. Materias primas y producto final ............................................................................................28. 7.2.1.2.1. P.V.C ..............................................................................................................................28. 7.2.1.2.2. Master Bach o Pesada .....................................................................................................29. 7.2.1.2.3. Compuesto de P.V.C.......................................................................................................29 6.
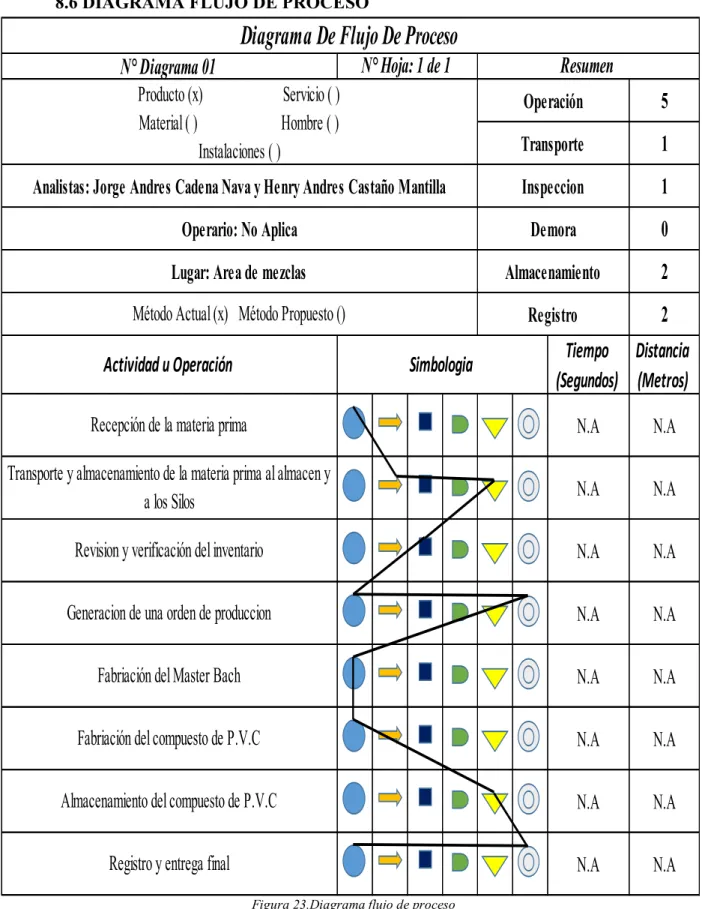
(7) 7.2.1.3. Unidades de almacenamiento y transporte ..............................................................................29. 7.2.1.3.1. Silos ................................................................................................................................29. 7.2.1.3.2. Big Bag o bache ..............................................................................................................29. 7.2.1.3.3. Isotanques .......................................................................................................................29. 7.2.1.3.4. Estiba ..............................................................................................................................30. 7.2.1.4. Maquinaria y partes ................................................................................................................30. 7.2.1.4.1. Turbo mezclador .............................................................................................................30. 7.2.1.4.2. Tolva pulmón ..................................................................................................................30. 7.2.1.4.3. Tolva bascula ..................................................................................................................30. 7.2.1.4.4. Soplador..........................................................................................................................30. 7.2.1.5. Proceso interno del área de mezclas .......................................................................................31. 7.2.1.5.1. Ciclo de trabajo ...............................................................................................................31. 7.2.1.5.2. Bache Sencillo ................................................................................................................31. 7.2.1.5.3. Bache Doble ...................................................................................................................31. 7.2.1.5.4. Bache no conforme .........................................................................................................31. 7.2.1.5.5. Barridos ..........................................................................................................................31. 7.2.1.5.6. Transferencia de material ................................................................................................32. 7.2.1.5.7. Transferencia de reingreso ..............................................................................................32. 8.. DESCRIPCIÓN DEL PROCESO DE MEZCLAS. ........................................................................33. 8.1. DESCRIPCIÓN DE CARGOS DEL ÁREA DE MEZCLAS .....................................................36. 8.2. DESCRIPCIÓN DE LA MAQUINARIA ...................................................................................37. 8.2.1. TURBO MEZCLADOR 1 ..................................................................................................38. 8.2.2. TURBO MEZCLADOR 2 ..................................................................................................38. 8.2.3. TURBO MEZCLADOR 3 ..................................................................................................39. 8.3. DESCRIPCIÓN DE LA HERRAMIENTA ............................................................................39. 8.4. DESCRIPCIÓN DE LOS ELEMENTOS DE PROTECCIÓN PERSONAL ..............................42. 8.5. DIAGRAMA FLUJO DE OPERACIONES ...............................................................................43. 8.6. DIAGRAMA FLUJO DE PROCESO ........................................................................................44. 8.7. DIAGRAMA DE BLOQUES.....................................................................................................45. 8.8. DIAGRAMA DE RELACIÓN DE ACTIVIDADES .................................................................46. 8.9. DISPLANT DEL ÁREA DE MEZCLAS ...................................................................................49. 8.9.1. DISPLANT PISO 1 ................................................................................................................50. 8.9.2. DISPLANT PISO 2 ................................................................................................................51 7.
(8) 8.9.3 9.. DISPLANT PISO 3 ................................................................................................................52. DIAGNÓSTICO DEL PROCESO DE MEZCLAS ........................................................................53 9.1. OBSERVACIÓN DIRECTA ..................................................................................................53. 9.2. FABRICACIÓN DEL COMPUESTO DE P.V.C ...................................................................55. 9.2.1. Diagrama flujo de operaciones enfocadas a la maquinaria..................................................56. 9.2.2. Diagrama flujo de operaciones enfocadas al operario .........................................................67. 9.2.3. Diagrama flujo de proceso enfocado al operario .................................................................68. 9.2.4. Diagramas de recorrido enfocado al operario .....................................................................69. 9.3. MATRIZ DE VESTER...........................................................................................................73. 9.4. ESQUEMA AXIAL ...................................................................................................................74. 10.. REGISTRO Y ANÁLISIS DEL ESTUDIO DE TIEMPOS .......................................................76. 10.1. FORMATO DE LA TOMA DE TIEMPOS PARA LA MAQUINARIA ...............................76. 10.2. FORMATO DE LA TOMA DE TIEMPOS PARA EL OPERARIO......................................77. 10.3. ELECCIÓN DE LA MAQUINARIA .....................................................................................77. 10.4. ELECCIÓN DEL OPERARIO ...............................................................................................77. 10.5. FACTOR DE VELOCIDAD ..................................................................................................78. 10.6. EVALUACIÓN DE LOS SUPLEMENTOS ..........................................................................80. 10.7. NUMERO DE CICLOS .........................................................................................................80. 10.8. TABLAS DE REGISTRO Y ANÁLISIS DE TIEMPOS .......................................................82. 10.8.1. COMPUESTO A ................................................................................................................82. 10.8.2. COMPUESTO B ................................................................................................................86. 10.8.3. COMPUESTO C ................................................................................................................90. 10.8.4. COMPUESTO D ................................................................................................................94. 10.8.5. COMPUESTO E.................................................................................................................98. 10.8.6. COMPUESTO F ...............................................................................................................102. 10.8.7. COMPUESTO G ..............................................................................................................106. 10.8.8. COMPUESTO H ..............................................................................................................110. 10.8.9. COMPUESTO A1 ............................................................................................................114. 10.8.10. COMPUESTO I ............................................................................................................118. 10.8.11. COMPUESTO J ...........................................................................................................122. 10.8.12. COMPUESTO K ..........................................................................................................126. 10.8.13. COMPUESTO L...........................................................................................................130. 10.8.14. COMPUESTO M .........................................................................................................134 8.
(9) 10.8.15 11.. COMPUESTO A2 ........................................................................................................138. ANÁLISIS DEL ESTUDIO DEL MÉTODO ...........................................................................142. 11.1. DESCRIPCIÓN DE LOS PUESTOS DE TRABAJO ..........................................................142. 11.1.1. Turbo Mezclador 1 ...........................................................................................................142. 11.1.2. Turbo Mezclador 2 ...........................................................................................................142. 11.1.3. Turbo Mezclador 3 ...........................................................................................................143. 11.2. DESCRIPCIÓN DEL MÉTODO ACTUAL.........................................................................143. 11.3. ANÁLISIS ERGONÓMICO ................................................................................................144. 12.. PLAN DE MEJORA ................................................................................................................151. 12.1. IDENTIFICACIÓN DEL ÁREA O PROCESO. ..................................................................151. 12.1.1. Identificación de los puntos críticos ..................................................................................151. 12.1.1.1. Puntos críticos en el Turbo Mezclador 1 y 2 .................................................................151. 12.1.1.2. Puntos críticos en el Turbo Mezclador 3 .......................................................................152. 12.2. RECONOCER LAS PROBLEMÁTICAS DEL ÁREA O PROCESO. ....................................152. 12.3. JERARQUIZACIÓN DE LAS PROBLEMÁTICAS ...........................................................152. 12.4. ACCIONES DE MEJORA ...................................................................................................153. 12.4.1. Creación del programa “Trabaja sano, trabaja bien” .........................................................154. 12.4.2. Aumentar el número de ayudantes en el área de mezclas .................................................156. 12.4.3. Implementación de la metodología la cinco “s” ................................................................157. 12.4.4. Revisión periódica del estado de las tolvas y conductos de transporte de la materia prima 159. 12.5. SEGUIMIENTO Y CONTROL ...........................................................................................160. 13.. RECOMENDACIONES Y SUGERENCIAS. ......................................................................161. CONCLUSIONES ...............................................................................................................................162 REFERENCIAS .......................................................................................................................................163. 9.
(10) Lista de tablas Tabla 1. Historia de la compañía P.V.C GERFOR S.A. ................................................................ 19 Tabla 2. Suplementos ..................................................................................................................... 27 Tabla 3. Convención de las actividades ......................................................................................... 47 Tabla 4. Convención de lugares 1 .................................................................................................. 50 Tabla 5. Convención de lugares 2 .................................................................................................. 51 Tabla 6. Convención de lugares 3 .................................................................................................. 52 Tabla 7. Problemáticas y/o falencias .............................................................................................. 54 Tabla 8. Nivel de ocurrencia .......................................................................................................... 55 Tabla 9. Problemáticas y/o fallas de la maquinaria ........................................................................ 57 Tabla 10. Nivel de frecuencia......................................................................................................... 57 Tabla 11. Problemáticas y/o fallas del operario ............................................................................. 72 Tabla 12. Nivel de frecuencia 2...................................................................................................... 72 Tabla 13. Matriz de vester .............................................................................................................. 73 Tabla 14. Nivel de influencia ......................................................................................................... 74 Tabla 15. Valores máximos y mínimos .......................................................................................... 74 Tabla 16. Recuadro......................................................................................................................... 76 Tabla 17. Factor de velocidad 1 ..................................................................................................... 78 Tabla 18. Factor de velocidad 2 ..................................................................................................... 79 Tabla 19. Determinación de suplementos ...................................................................................... 80 Tabla 20. Numero de ciclos............................................................................................................ 81 Tabla 21. Compuesto A – Maquinaria ........................................................................................... 82 Tabla 22.Compuesto A – Operario................................................................................................. 83 Tabla 23. Compuesto B – Maquinaria ........................................................................................... 86 Tabla 24. Compuesto B – Operario ................................................................................................ 87 Tabla 25. Compuesto C – Maquinaria ........................................................................................... 90 Tabla 26. Compuesto C – Operario ................................................................................................ 91 Tabla 27. Compuesto D – Maquinaria ........................................................................................... 94 Tabla 28. Compuesto D – Operario................................................................................................ 95 Tabla 29. Compuesto E – Maquinaria ............................................................................................ 98 Tabla 30. Compuesto E – Operario ................................................................................................ 99 10.
(11) Tabla 31. Compuesto F – Maquinaria .......................................................................................... 102 Tabla 32. Compuesto F – Operario .............................................................................................. 103 Tabla 33. Compuesto G – Maquinaria ......................................................................................... 106 Tabla 34. Compuesto G – Operario.............................................................................................. 107 Tabla 35. Compuesto H – Maquinaria ......................................................................................... 110 Tabla 36.Compuesto H – Operario............................................................................................... 111 Tabla 37. Compuesto A1 – Maquinaria ....................................................................................... 114 Tabla 38. Compuesto A1 – Operario............................................................................................ 115 Tabla 39. Compuesto I – Maquinaria ........................................................................................... 118 Tabla 40. Compuesto I – Operario ............................................................................................... 119 Tabla 41. Compuesto J – Maquinaria........................................................................................... 122 Tabla 42. Compuesto J – Operario ............................................................................................... 123 Tabla 43. Compuesto K – Maquinaria ......................................................................................... 126 Tabla 44. Compuesto K – Operario.............................................................................................. 127 Tabla 45. Compuesto L – Maquinaria .......................................................................................... 130 Tabla 46. Compuesto L – Operario .............................................................................................. 131 Tabla 47. Compuesto M – Maquinaria......................................................................................... 134 Tabla 48. Compuesto M – Operario ............................................................................................. 135 Tabla 49. Compuesto A2 – Maquinaria ....................................................................................... 138 Tabla 50. Compuesto A2 – Operario............................................................................................ 139 Tabla 51. Jerarquización de problemáticas .................................................................................. 152 Tabla 52. Nivel de afectación ....................................................................................................... 153 Tabla 53. Acciones de mejora ..................................................................................................... 153 Tabla 54. Formato de seguimiento y control ................................................................................ 160 Tabla 55. Cuadro de interpretación .............................................................................................. 160. 11.
(12) Lista de figuras Figura 1. Ventilación. ..................................................................................................................... 21 Figura 2. Acueducto ....................................................................................................................... 22 Figura 3. Presión Extremo Liso Riego ........................................................................................... 22 Figura 4. Balmoral Registro ........................................................................................................... 22 Figura 5. Frontino Lavaplatos ........................................................................................................ 23 Figura 6. Pistola rociadora Plástica Amarilla ................................................................................. 23 Figura 7. Luminit ............................................................................................................................ 23 Figura 8. Luminit Premium ............................................................................................................ 24 Figura 9. Geotextiles Tejidos de Polipropileno .............................................................................. 24 Figura 10. Geotextiles H2Ri ........................................................................................................... 24 Figura 11. Geotubes ....................................................................................................................... 25 Figura 12. Cucharas........................................................................................................................ 39 Figura 13.Pala plástica ................................................................................................................... 39 Figura 14. Palo de escoba ............................................................................................................... 40 Figura 15.Martillo de goma ............................................................................................................ 40 Figura 16. Bascula .......................................................................................................................... 40 Figura 17. Pesas .............................................................................................................................. 40 Figura 18.Bidón de fibra ................................................................................................................ 41 Figura 19.Estiba ............................................................................................................................. 41 Figura 20.Cuchillo de trabajo ......................................................................................................... 41 Figura 21. Carro de transporte........................................................................................................ 41 Figura 22. Diagrama flujo de operaciones ..................................................................................... 43 Figura 23.Diagrama flujo de proceso ............................................................................................. 44 Figura 24.Diagrama de bloques...................................................................................................... 45 Figura 25.Diagrama de relación de actividades ............................................................................. 46 Figura 26. Displant piso 1 .............................................................................................................. 50 Figura 27. Displant piso 2 .............................................................................................................. 51 Figura 28. Displant piso 3 .............................................................................................................. 52 Figura 29. Diagrama flujo de operaciones de la maquinaria .......................................................... 56 Figura 30. Diagrama causa y efecto 1 ............................................................................................ 58 12.
(13) Figura 31. Diagrama causa y efecto 2 ............................................................................................ 59 Figura 32. Diagrama causa y efecto 3 ............................................................................................ 60 Figura 33. Diagrama causa y efecto 4 ............................................................................................ 61 Figura 34. Diagrama causa y efecto 5 ............................................................................................ 62 Figura 35. Diagrama causa y efecto 6 ............................................................................................ 63 Figura 36. Diagrama causa y efecto 7 ............................................................................................ 64 Figura 37.Diagrama causa y efecto 8 ............................................................................................. 65 Figura 38. Diagrama flujo de operaciones del operario ................................................................. 67 Figura 39. Diagrama flujo de proceso del operario ........................................................................ 68 Figura 40. Diagrama de recorrido piso 1 ........................................................................................ 69 Figura 41. Diagrama de recorrido piso 2 ........................................................................................ 70 Figura 42. Diagrama de recorrido piso 3 ........................................................................................ 71 Figura 43. Esquema axial ............................................................................................................... 75 Figura 44. Formato de tiempos de la maquinaria ........................................................................... 76 Figura 45. Formato de tiempos del operario .................................................................................. 77 Figura 46. Grafica compuesto A .................................................................................................... 84 Figura 47. Diagrama hombre vs maquina Compuesto A ............................................................... 85 Figura 48. . Grafica compuesto B................................................................................................... 88 Figura 49. Diagrama hombre vs maquina Compuesto B ............................................................... 89 Figura 50. Grafica compuesto C..................................................................................................... 92 Figura 51. Diagrama hombre vs maquina Compuesto C ............................................................... 93 Figura 52. Grafica compuesto D .................................................................................................... 96 Figura 53. Diagrama hombre vs maquina Compuesto D ............................................................... 97 Figura 54. Grafica compuesto E ................................................................................................... 100 Figura 55. Diagrama hombre vs maquina Compuesto E.............................................................. 101 Figura 56. Grafica compuesto F ................................................................................................... 104 Figura 57. Diagrama hombre vs maquina Compuesto F .............................................................. 105 Figura 58. Grafica compuesto G .................................................................................................. 108 Figura 59. Diagrama hombre vs maquina Compuesto G ............................................................. 109 Figura 60. Grafica compuesto H .................................................................................................. 112 Figura 61. Diagrama hombre vs maquina Compuesto H ............................................................. 113 13.
(14) Figura 62. Grafica compuesto A1 ................................................................................................ 116 Figura 63. Diagrama hombre vs maquina Compuesto A1 ........................................................... 117 Figura 64. Grafica compuesto I .................................................................................................... 120 Figura 65. Diagrama hombre vs maquina Compuesto I ............................................................... 121 Figura 66. Grafica compuesto J.................................................................................................... 124 Figura 67. Diagrama hombre vs maquina Compuesto J .............................................................. 125 Figura 68. Grafica compuesto K .................................................................................................. 128 Figura 69. Diagrama hombre vs maquina Compuesto K ............................................................. 129 Figura 70. Grafica compuesto L ................................................................................................... 132 Figura 71. Diagrama hombre vs maquina Compuesto L.............................................................. 133 Figura 72. Grafica compuesto M.................................................................................................. 136 Figura 73. Diagrama hombre vs maquina Compuesto M ............................................................ 137 Figura 74. Grafica compuesto A2 ................................................................................................ 140 Figura 75. Diagrama hombre vs maquina Compuesto A2 .......................................................... 141 Figura 76. Selector de métodos .................................................................................................... 145 Figura 77. Cuestionario seleccionador de métodos ergonautas parte 1 ....................................... 146 Figura 78. Cuestionario seleccionador de métodos ergonautas parte 2 ....................................... 146 Figura 79. Resultados del cuestionario ergonautas ...................................................................... 147 Figura 80. Resultados de Snook y Ciriello .................................................................................. 147 Figura 81. Resultados JSI ............................................................................................................ 147 Figura 82. Resultados Análisis Biomecánico 1 ........................................................................... 148 Figura 83. Resultados Análisis Biomecánico 2 ............................................................................ 148 Figura 84. Resultados Análisis Biomecánico 3 ............................................................................ 149 Figura 85. Resultados método Fanger .......................................................................................... 149. 14.
(15) CAPÍTULO ÚNICO 1. INTRODUCCIÓN Por lo general las empresas en Colombia suelen tener los ya comunes problemas arraigados al desorden, los tiempos improductivos y a la falta de planeación, lo curioso es que no solo las micro y pequeñas empresas sufren de estos males, compañías de gran renombre en el mercado nacional demuestran que ninguna organización está exenta de cometer errores. Ahora, es importante aclarar que en casos específicos como el de la compañía P.V.C GERFOR S.A estos errores le pueden costar, desde pequeñas hasta grandes y considerables sumas de dinero que no se recuperan, y es que, es un hecho que el comercio tanto nacional como internacional no da tregua, las demás empresas y el alto nivel de competitividad hacen que una organización como P.V.C GERFOR S.A no se pueda dar el lujo de perder tiempos y esfuerzos en operaciones que no dan resultado alguno. El presente documento recopila la mayor cantidad de información posible sobre la situación actual del área de mezclas dentro de la compañía P.V.C GERFOR S.A, un espacio que no solo es básico sino también es vital para toda la organización pues gracias a esta es que se genera el material necesario para el resto de las actividades dentro de la empresa. Solo por hacer un símil “mezclas” es el corazón de la compañía, esta área se encarga de bombear y de nutrir los demás componentes de la organización por lo tanto y debido a ese nivel de importancia está más que claro el cuidado con que se debe tratar dicho “corazón”. A partir de lo evidenciado por medio de este trabajo de observación se pretende exponer toda esta lista de procedimientos y maneras en que se hacen las cosas dentro de la empresa, pues servirán de base para las posteriores propuestas que se plantean con el objetivo de mejorar el proceso productivo, pues como es bien sabido existe un método para el saber hacer de las cosas y pueden existir detalles que una vez replanteados, mejorados o eliminados cambien drásticamente el nivel de productividad de la compañía y así mismo su competitividad en el mercado.. 15.
(16) 2. JUSTIFICACIÓN Lo que busca el presente proyecto es generar un compendio de soluciones que se fundamentan en la información recopilada a lo largo del trabajo de campo. Partiendo de la susodicha observación es que se plantean ciertas respuestas a intereses e interrogantes que van surgiendo, tales como ¿cuál es la causa de los retrasos en ciertas operaciones? o ¿Cuál es la mejor forma para desarrollar cierta actividad?, hipótesis que nacen de una necesidad, la de mejorar los procedimientos en el área de mezclas apuntando a una clara mejora en el desempeño y la productividad de la misma. Gracias a lo que se planteara en este documento, existirá un contraste de situaciones para la empresa, lo cual puede enriquecer considerablemente la información que posee actualmente la compañía y ayudara para hacer que la misma empresa organice y resuelva de una forma más eficiente y eficaz sus posibles falencias, puesto que, no hay nada más efectivo que mostrar paralelos para lograr aterrizar una idea, pues gracias a esto se muestra que es lo que se está dejando de hacer. Finalmente, las recomendaciones y acciones de mejora que se darán, estarán a disposición total de P.V.C GERFOR S.A, serán ellos quienes decidan implementarlas o no, lo esencial aquí es que las sugerencias estarán fundamentadas y apuntaran a la disminución de la carga laboral y los sobre esfuerzos que los operarios tienen en sus actividades, lo cual mejorara el desempeño de la compañía.. 16.
(17) 3. PLANTEAMIENTO DEL PROBLEMA ¿Por qué se presentan inconvenientes como tiempos muertos, movimientos innecesarios e incluso movimientos repetitivos por parte de los operarios durante sus operaciones para la fabricación del compuesto de P.V.C. en el área de mezclas? 4. DESCRIPCIÓN DEL PROBLEMA Gracias a las visitas realizadas a la empresa y al diagnóstico realizado, se logró evidenciar como existen retrasos en el transporte de la materia prima a la primera etapa del proceso productivo en la fabricación del compuesto P.V.C. En ciertas ocasiones se evidencia una falta de comunicación entre los operarios y sus correspondientes supervisores. Además de la generación de tiempos muertos se puede evidenciar desplazamientos innecesarios por los cuales debe pasar el operario, debido a un retraso en la fabricación del Master Bach, este tiene que subir y bajar constantemente escaleras con el objetivo de alimentar su propia estación de trabajo, afectando tanto la salud del individuo (debido a la excesiva y repetitiva carga de material) como la productividad y los tiempos de respuesta de la operación. Es importante resaltar que si se atrasa una etapa del proceso en la elaboración del compuesto P.V.C. se generan demoras en la salida de material del área de mezclas (hacia las demás zonas productivas de la compañía), originando retrasos a nivel general de la misma, llegando incluso afectar al cliente y generando una mala imagen corporativa de la empresa.. 17.
(18) 5. OBJETIVOS 5.1 OBJETIVO GENERAL Elaborar un plan de mejora del proceso de mezclas en la planta de producción P.V.C GERFOR S.A, para optimizar el proceso de fabricación del compuesto de P.V.C . 5.2 OBJETIVOS ESPECÍFICOS Realizar un diagnóstico de los métodos actuales de la empresa en el proceso de mezclas.. . Determinar los puntos críticos, en el proceso de fabricación del compuesto de P.V.C. . Minimizar la carga laboral a los operarios, mediante la simplificación de las operaciones que realizan para la ejecución del proceso.. . Mejorar los tiempos y métodos en el proceso de fabricación del compuesto de P.V.C. 18.
(19) 6. DESCRIPCIÓN DE LA EMPRESA 6.1 HISTORIA. 2012 2013. 2014 2016 2017. • Creación laboratorio de compuestos de materias primas. •Fabricación tubería presión con campana PVC – O. •Septiembre: Plásticos Gerfor fue absorbida por P.V.C Gerfor. •Fabricación y certificación tubería corrugada grandes diámetros 24”, 27”y 30”. •Certificación tubería Perfilada acampanada 6 diámetros. •Inicia la construcción del Parque Industrial Gerfor.. •Otorgamiento Sello de Calidad NTC 3722-3. •Gerfor recibe “Certificado de Fidelidad” en reconocimiento a los 15 años de nuestros Sistema de Gestión de Calidad . •Se realiza la compra de tecnologías para producir tubería a presión Supraxial.. •Lanzamiento de nueva línea de Teja. •Lanzamiento Aula Móvil Gerfor. •Lanzamiento Escuela Gerfor. •Se invierte en nueva tecnología para el proceso en Grifería Metálica (Neotecman).. •Puesta en Marcha Automatización de Mezclas. •Ampliación del Patio de Distribución para una atención oportuna a nuestros clientes. •Gerfor cumple 50 años en la producción y comercialización de tuberías y accesorios de PVC, grifería de uso doméstico, tejas en PVC y geosistemas.. Tabla 1. Historia de la compañía P.V.C GERFOR S.A. Fuente: (P.V.C GERFOR S.A, s.f.) Autores: Jorge Cadena y Henry Castaño. 19.
(20) 6.2 UBICACIÓN El trabajo se desarrolló en la planta principal de P.V.C GERFOR S.A. ubicada en el departamento de Cundinamarca, para ser más específicos la compañía se encuentra en la Autopista Medellín Km. 2 - 600 m. Vía Parcelas – Colombia. Es necesario aclarar que la misma funciona en otros países entre los cuales están Guatemala, El Salvador, Honduras y Perú. En términos de espacio la organización conecta fácilmente con una de las rutas más transitadas no solo turísticamente sino también a nivel industrial, la autopista Medellín le permite a la misma tener un acceso directo a un espacio importante a nivel de exportación (puesto que un porcentaje significativo del producto terminado de la empresa se dirige hacia el mercado exterior), así mismo sucede con la llegada de la materia prima, la vía parcelas por lo general se encuentra ocupada exclusivamente por los vehículos que transportan el material que alimentara los procesos de la compañía. 6.3 MISIÓN Fabricamos y Comercializamos tuberías, accesorios, grifería y cubiertas plásticas con tecnologías que garantizan la calidad y funcionalidad de nuestros productos, con precios competitivos, el respeto por el medio ambiente, el desarrollo integral de nuestro equipo humano, y la completa satisfacción de nuestros clientes; generando así bienestar, crecimiento, riqueza y rentabilidad para Colombia, accionistas y empleados en todos los países en que operamos. (P.V.C Gerfor S.A) Como lo muestra la misión, P.V.C GERFOR S.A es una compañía que a diferencia de muchas otras no solo busca un enriquecimiento personal, es evidente y entendible el énfasis que hace en obtener una rentabilidad en términos monetarios pero lo curioso es que además de esto se preocupa por el bienestar de todos los eslabones de su mercado desde los clientes, pasando por los proveedores, los inversionistas e incluso los mismos empleados de la misma, la organización sabe que si todos colaboran como parte de un todo podrán obtener mayores y mejores resultados, quizás esta sea una de las razones por la cuales la compañía es tan competitiva en el mercado nacional e internacional.. 20.
(21) Ligado a todo esto se encuentra que buscan generar productos con altos índices de calidad por medio de la actualización y el uso de nuevas tecnologías de fabricación, llevado de la mano con las buenas prácticas de producción y dirigiendo todos sus esfuerzos a la satisfacción del cliente final. 6.4 VISIÓN Gerfor, se consolidará como la empresa colombiana número uno, líder en la producción y comercialización de tuberías, accesorios, grifería y cubiertas plásticas, en el suministro de soluciones integrales para el mercado del agua, con enfoque en los segmentos de la construcción, infraestructura y riego. (P.V.C Gerfor S.A) En cuanto a su visualización (a futuro) está claro que P.V.C GERFOR S.A es ambiciosa puesto que piensa liderar el mercado Colombiano en cuanto a la fabricación de tuberías, a este paso no es descabellado pensar que una vez logren dicha consolidación piensen en dominar el mercado internacional, es decir, ser reconocida y llevar el nombre de P.V.C GERFOR S.A a otro estado o nivel en el que sería reconocida y renombrada durante las transacciones, negociaciones y estatus industrial a nivel mundial. 6.5 PRODUCTOS La compañía P.V.C GERFOR S.A cuenta con una variedad considerable de productos, estos se mencionan a continuación: TUBOSISTEMAS: CONSTRUCCIÓN. Figura 1. Ventilación. Fuente: (P.V.C GERFOR S.A, s.f.). 21.
(22) INFRAESTRUCTURA. Figura 2. Acueducto Fuente: (P.V.C GERFOR S.A, s.f.). RIEGO. Figura 3. Presión Extremo Liso Riego Fuente: (P.V.C GERFOR S.A, s.f.). GRIFERIA: BAÑO. Figura 4. Balmoral Registro Ducha, Fuente: (P.V.C GERFOR S.A, s.f.). 22.
(23) COCINA. Figura 5. Frontino Lavaplatos Fuente: (P.V.C GERFOR S.A, s.f.). COMPLEMENTOS. Figura 6. Pistola rociadora Plástica Amarilla Fuente: (P.V.C GERFOR S.A, s.f.). TEJAS: LUMINIT. Figura 7. Luminit Fuente: (P.V.C GERFOR S.A, s.f.. 23.
(24) LUMINIT PREMIUM. Figura 8. Luminit Premium Fuente: (P.V.C GERFOR S.A, s.f.). GEOSISTEMAS: GEOTEXTILES TEJIDOS Y NO TEJIDOS DE POLIPROPILENO. Figura 9. Geotextiles Tejidos de Polipropileno Fuente: (P.V.C GERFOR S.A, s.f.). GEOTEXTILES ESPECIALES. Figura 10. Geotextiles H2Ri Fuente: (P.V.C GERFOR S.A, s.f.). 24.
(25) . GEOCOMPUESTO PARA DRENAJE TUBERÍA PARA DRENAJE SUBTERRANEO KANANET GEOMEMBRANAS GEOTUBES CONTROL DE EROSIÓN. Figura 11. Geotubes Fuente: (P.V.C GERFOR S.A, s.f.). 7. MARCO REFERENCIAL 7.1 MARCO TEÓRICO 7.1.1 Estudio de tiempo El estudio de tiempos ha sido fundamental para la ingeniería industrial, este nació como herramienta para el análisis de la productividad de procesos, maquinaria e incluso personas. Hodson (citado por Rico, Maldonado, Escobedo & Riva, 2005) piensa que “el estudio de tiempos es el procedimiento utilizado para medir el tiempo requerido por un trabajador calificado quien trabajando a un nivel normal de desempeño realiza una tarea conforme a un método especificado” (p.9). Básicamente este instrumento de medición provee al investigador de la información necesaria para sustentar las razones por las cuales se cumple o no la efectividad de los procesos, de ahí a que se haga hincapié en lo relevante que es para cualquier proceso de mejora que se pretenda realizar. 7.1.2 Tiempo estándar El tiempo estándar es aquel que se utiliza en situaciones no controladas, situaciones en las que se vuelve prácticamente imposible realizar una toma de tiempos, se debe ser consciente de las limitaciones de las personas, incluso los más diestros deben reconocer que hay momentos donde. 25.
(26) se necesitan más de 2 manos para hacer un buen registro de tiempos, claro está si se desea que estos sean lo más fieles al objeto de estudio. Los tiempos predeterminados, son una reunión de tiempos estándares válidos asignados a movimientos fundamentales y grupos de movimientos que no pueden ser evaluados de forma precisa con los procedimientos ordinarios para estudio de tiempos con cronómetro. Éstos son el resultado de estudiar una gran muestra de operaciones diversificadas con un dispositivo de medición de tiempo, como una cámara de cine o de video grabación capaz de medir lapsos muy pequeños de tiempo. (Wygant citado por Rico, Maldonado, Escobedo & Riva, 2005, p.9) 7.1.3 Tiempo normal En teoría siempre se consideran las utopías, esos espacios donde todo sucede a la perfección, en donde nunca existe un lugar para los errores, el tiempo normal es eso, el registro de tiempos en condiciones básicas y donde las situaciones ajenas al proceso no suceden. De hecho, el tiempo normal simplemente pretende hacer eso, una evaluación de ciclos en materia de tiempo de trabajo (OIT 2008). Solo depende de la situación para saber qué tipo de tiempo se debe analizar, el tiempo normal por ejemplo permite establecer paralelismos que, si bien no proponen soluciones sí que ilustran la necesidad de corregir, pues se demuestra la diferencia considerable que puede existir entre desarrollar cualquier trabajo en circunstancias regulares a comparación con esos momentos en los que cosas inesperadas pueden ocurrir produciendo un “retraso” en la labor. 7.1.4 Tiempo cronometro En la actualidad se cuenta con un sinfín de instrumentos capaces de medir con exactitud lo que se conoce como el tiempo, aun así todos estos basan su funcionamiento en el cronometro, algo tan básico pero tan significativo para el estudio de tiempos, este combinado con una agilidad motriz del investigador pueden registrar casi con exactitud aquello que se pretenda medir. El equipo mínimo requerido para llevar a cabo un estudio de tiempos comprende básicamente un cronómetro, un tablero o paleta y una calculadora. Sin embargo, la utilización de herramientas más sofisticadas como las máquinas registradoras de tiempo, las cámaras de video y cinematográficas en combinación con equipo y programas computacionales, se emplean con éxito manteniendo algunas ventajas con respecto al cronómetro. (Niebel citado por Rico, Maldonado, Escobedo & Riva, 2005, p.10). 26.
(27) 7.1.5 Suplementos Los suplementos en términos sucintos indican las condiciones, los momentos (cuantificados) del manejo de compensaciones para las diferentes tareas que realizan personas como los operarios, tiempos que se proponen y que en teoría deberían cumplirse. A continuación, se evidencia la tabla de suplementos que debería emplearse.. Tabla 2. Suplementos Fuente: (Ancalla, 2014) Autores: Jorge Cadena Henry Castaño. Estos suplementos simplemente son recomendaciones, descansos (en minutos) que deberían tener operarios, empresarios o cualquier trabajador que encaje en alguna de las características o condiciones anteriormente mencionadas. 7.1.6. Estudio de métodos. Por su parte el estudio de métodos también es vital siempre que se pretenda realizar un excelente trabajo de campo o cualquier trabajo de investigación, por así decirlo es la otra cara de la moneda. Para el ejercicio de complemento Hodson (citado por Rico, Maldonado, Escobedo & Riva, 2005) resalta la importancia de este complemento diciendo que “en la práctica, el estudio de tiempos 27.
(28) incluye, por lo general, el estudio de métodos. Además, sostiene que los expertos tienen que observar los métodos mientras realizan el estudio de tiempos buscando oportunidades de mejoramiento” (p.9). El hecho de poder analizar conjuntamente el estudio de tiempos y métodos le da a aquellos quienes investigan, los mecanismos para plantear hipótesis de lo que se está haciendo bien o mal y mas aun de lo que puede y debería mejorar. 7.2 MARCO CONCEPTUAL 7.2.1 DEFINICIONES 7.2.1.1 Procesos de producción 7.2.1.1.1 Proceso de mezcla Es la combinación, de diferentes materias primas, las cuales pueden estar en estado sólido y otras en estado líquido, que mediante la acción de un Turbo mezclador, y gracias al movimiento mecánico de sus aspas, logran homogenizar la mezcla, la cual se produce bajo unas condiciones de proceso debidamente estandarizadas, como lo son: la dosificación de las materias primas, la temperatura del proceso y el tiempo de mezcla; dicha combinación da como resultado el compuesto de P.V.C 7.2.1.1.2 Inyección Proceso productivo, utilizado en la fabricación de accesorios plásticos, en donde el compuesto de P.V.C, ingresa a la maquina en pallets, es decir en forma de lentejas, una vez allí, se derrite, gracias a la elevada temperatura y se inyecta a un molde, en donde solidifica y enfría el material, dándole la forma geométrica correspondiente. 7.2.1.1.3 Extrusión Se emplea en la fabricación de tuberías y tejas plásticas de diversos tamaños, en donde el compuesto de P.V.C, ingresa a la máquina, allí, eleva su temperatura hasta derretirse y pasa por medio de presión y empuje por un orificio con una forma geométrica preestablecida, lo cual le hace adquirir al material dicha forma. 7.2.1.2 Materias primas y producto final 7.2.1.2.1 P.V.C Es un material utilizado en la fabricación de tuberías y accesorios plásticos, sus siglas significan policloruro de vinilo y su presentación comercial es en polvo, una de sus características es que es. 28.
(29) un material termoplástico, es decir, que, mediante la acción de calor, puede moldearse fácilmente para la construcción de diferentes formas. 7.2.1.2.2 Master Bach o Pesada Es una de las materias primas, que intervienen en el proceso de fabricación del compuesto de P.V.C, esta, es una combinación de diversos aditivos, los cuales, le dan unas propiedades únicas al compuesto, adicionalmente, se pueden identificar como bolsas plásticas de diferentes tamaños con un material solido de partículas muy pequeñas; es importante resaltar que cada pesada contiene una formulación especial dependiendo del tipo de compuesto que se va a realizar. 7.2.1.2.3 Compuesto de P.V.C Es el producto final, que se obtiene en el proceso de mezcla, este es utilizado en la fabricación de diversas tuberías y accesorios plásticos mediante los procesos de inyección o extrusión, dependiendo del tipo de compuesto y la tubería a fabricar; además, es una combinación de varios materiales en estado sólido y líquido, que, al finalizar su proceso productivo, da como resultado una mezcla totalmente homogenizada con partículas sólidas muy pequeñas, cabe resaltar que cada compuesto de P.V.C, que la empresa fabrica, tiene una formulación y dosificación especial, dependiendo de las diferentes tuberías o accesorios que se requieran producir. 7.2.1.3 Unidades de almacenamiento y transporte 7.2.1.3.1 Silos Pueden definirse, como contenedores enormes, cuya función es almacenar diferentes materias primas y el producto final, luego de que el proceso de mezcla finalice. Existen gran variedad de silos de diferentes tamaños y capacidad de almacenamiento y el transporte de su contenido hacia otras etapas del proceso, puede realizarse de forma automática o de forma manual. 7.2.1.3.2 Big Bag o bache Como lo define su nombre en inglés, son bolsas grandes que se encargan de almacenar el compuesto de P.V.C, cuyo peso aproximado es de una tonelada y para efectuar el transporte hacia otras áreas de la planta de producción, es necesario la utilización del montacargas. 7.2.1.3.3 Isotanques Son contenedores de plástico, los cuales tiene diversos tamaños y se encargan de almacenar materias primas en estado líquido, de esta manera su transporte se simplifica. 29.
(30) 7.2.1.3.4 Estiba Es una plataforma de madera, con medidas estandarizadas, cuya función es servir como soporte, en el transporte de materiales, maquinaria y materias primas de gran peso, de esta forma, se pueden transportar con ayuda de un montacargas de forma sencilla y ágil. 7.2.1.4 Maquinaria y partes 7.2.1.4.1 Turbo mezclador Es la maquinaria utilizada para la fabricación del compuesto de P.V.C. El Turbo mezclador se componen de dos partes fundamentales, la primera se denomina turbo, esta puede entenderse como una olla gigante, en donde caen las diferentes materias primas y son mezcladas a cierta temperatura gracias a la acción del movimiento mecánico de sus aspas. La segunda parte de la máquina, es el enfriador, el cual, sigue siendo una olla de gran tamaño y su función es enfriar el compuesto que cae del turbo, esto se realiza, gracias a el movimiento mecánico sus aspas y cuando este alcance la temperatura adecuada, deja caer el compuesto a una tolva para su almacenamiento. 7.2.1.4.2 Tolva pulmón Es un embudo de gran tamaño, que se encarga de almacenar materia prima proveniente de los silos de almacenamiento, cuenta con un sensor de nivel, el cual permite controlar la cantidad de material que hay en él y hasta que este no se active, la tolva no descarga el material a la siguiente etapa del proceso. Cabe aclarar que el transporte de los silos de almacenamiento a la tolva pulmón es un proceso totalmente automático. 7.2.1.4.3 Tolva bascula Al igual que la anterior, es un embudo, de menor tamaño, que se encarga de almacenar y pesar el material necesario para la fabricación del compuesto de P.V.C, antes de pasar a la siguiente etapa del proceso; dicho material proviene de la tolva pulmón. La tolva bascula funciona como una balanza y un filtro, pues dosifica la cantidad de material que la maquina requiere y ayuda a eliminar cualquier impureza que pueda contener. 7.2.1.4.4 Soplador Hace parte del transporte del material de los silos de almacenamiento a las diferentes tolvas pulmones; su función es impulsar el material neumáticamente, por una serie de tuberías hasta que llegue a su destino, esto se realiza de forma automática.. 30.
(31) 7.2.1.5 Proceso interno del área de mezclas 7.2.1.5.1 Ciclo de trabajo Es el tiempo total que dura cierta actividad u operación, la cual es cronometrada desde su inicio hasta su final. En este caso, el ciclo de trabajo para el Turbo mezclador, inicia en el momento que la maquina se enciende y finaliza cuando la compuerta del turbo mezclador cierre, dejando caer el compuesto al enfriador; en ese preciso momento vuelve a empezar un nuevo ciclo de trabajo y finaliza en el momento que la compuerta vuelva a cerrarse una vez halla liberado todo el compuesto de P.V.C en el enfriador. 7.2.1.5.2 Bache Sencillo En la fabricación del compuesto de P.V.C, se entiende como bache sencillo, cuando todas las materias primas se adicionan directamente al Turbo y luego de cumplir con el tiempo de mezcla preestablecido, pasan al enfriador, para finalizar su proceso. 7.2.1.5.3 Bache Doble Se define, cuando una porción de las materias primas va al Turbo y las otras van directamente al enfriador para que el proceso de mezcla finalice en este último, esto se realiza con una dosificación prestablecida por la empresa para la elaboración de los diferentes compuestos de P.V.C 7.2.1.5.4 Bache no conforme Se entiende como aquel compuesto de P.V.C que no cumple con las especificaciones de calidad, ya sea de temperatura, tamizado, humedad etc.… y puede ser re procesado para la elaboración de otros compuestos 7.2.1.5.5 Barridos Son todos aquellos residuos de material que se genera debido al transporte o el constante de movimiento de los mismos, los cuales caen al piso; es por eso que los ayudante y operarios cuando limpian sus puestos de trabajo, barren estos residuos y los echan en canecas luego de haber sido colados, para pasar por un proceso de limpieza y volverlos a utilizar en la fabricación del compuesto de P.V.C. 31.
(32) 7.2.1.5.6 Transferencia de material Es un proceso interno, el cual indica que las materias primas pasan del almacén al área de mezclas, este flujo de material, tiene que verse reflejado en el sistema de información manejado por la empresa. 7.2.1.5.7 Transferencia de reingreso Es un proceso interno, que se utiliza para identificar cuando ingresan al área de mezclas baches o big bags que fueron rechazados por cualquier motivo en otras áreas de la empresa, al igual que la anterior, tiene que verse reflejado en el sistema de información utilizado por la empresa, para tener un control en las cantidades producidas, almacenadas y devueltas.. 32.
(33) 8. DESCRIPCIÓN DEL PROCESO DE MEZCLAS. Para la fabricación de los compuestos de P.V.C, se utiliza el mismo patrón de operaciones, es decir que la variación en el proceso de mezcla de un compuesto a otro, son sus especificaciones y su dosificación. El proceso productivo necesita de las siguientes materias primas para su funcionamiento. Resina Carbonato Estabilizante Aditivos generales Modificadores de impacto y ayudas de proceso La presentación comercial de todas las materias primas es en estado sólido, con partículas sólidas muy pequeñas, sin embargo, el estabilizante es la única materia prima que viene en estado líquido. El proceso productivo puede segmentarse en diferentes operaciones o etapas, las cuales, algunas ocurren durante todo el proceso de mezcla, mientras que otras se dan ocasionalmente durante todo un turno de trabajo. Recepción de la materia prima: Es la etapa inicial del proceso productivo, y puede dividirse en dos partes: la primera se da, cuando los camiones llegan con la resina y el carbonato, los cuales vienen en big bags, en donde gracias a la utilización de un puente grúa, los operarios descargan y transportan el material a los silos de almacenamiento, los cuales quedan en la parte exterior de la planta de producción. La segunda parte, de este proceso, se da cuando llega el resto del material, es decir el estabilizante, el cual viene en isotanques, los aditivos generales, los modificadores de impacto y las ayudas de proceso, las cuales llegan en bultos; estos son transportados y almacenados en el almacén de materias primas. Revisión del inventario: Al iniciar cada turno, el supervisor encargado, debe verificar las existencias de las materias primas dentro del área de producción, esto lo realiza, gracias al registro que se debe tener al finalizar cada turno. En caso de requerir material, el supervisor encargado, realiza una transferencia de material al almacén de materias primas, en donde se recibe la solicitud y se despacha la orden. 33.
(34) Generación de una orden de producción: Es la programación que realiza el supervisor encargado a cada turbo mezclador, de acuerdo con el plan de producción; dicha programación contiene la información necesaria para la elaboración del compuesto de P.V.C y esta es visualizada por los operarios de forma digital en sus puestos de trabajo, adicionalmente, el supervisor le debe indicar a los pesadores, que compuesto se va a realizar para que ellos elaboren el Master Bach. Fabricación del Master Bach: Los pesadores, ingresan a la báscula digital un código determinado para cada compuesto y este les indica que cantidad de cada material agregar o quitar de la pesada manualmente, con la ayuda de cucharas, baldes, palas etc.., cuando se hallan adicionado todos los materiales necesarios para el Master y en las cantidades correctas, la báscula le indica al operario que la pesada esta lista, finalmente, este procede a ubicarla en el piso para comenzar con una nueva. Fabricación del compuesto de P.V.C: El proceso de mezcla de las diferentes materias primas, para la elaboración del compuesto de P.V.C, se da de forma automática, con la adición de la resina, el estabilizante y el carbonato, mientras que los demás componentes como el Master Bach o pesada y los modificadores de impacto y ayudas de proceso, se dosifica de forma manual. El proceso de fabricación inicia, cuando se enciende la máquina, allí se observa que se ha generado una nueva orden de producción y en qué cantidad, es decir cuántas pesadas se le deben adicionar al turbo mezclador, en caso de no ser así, el operario debe informar al supervisor para que la programe. En el momento que se encienden los motores de la maquinaria, y el operario le halla indicado a esta que puede comenzar su funcionamiento, automáticamente inicia la carga de resina a la tolva pulmón, es decir, el material almacenado en los silos, se transporta de forma automática, a esta y cuando llegue al sensor de nivel se detiene la carga e inicia la dosificación en la cantidad necesaria para la fabricación de una pesada del compuesto, la cual es cargada a una tolva bascula; a medida que se va haciendo este proceso, el turbo mezclador va aumentado su temperatura mientras que el operario, va alistando las pesadas necesarias para cumplir con la orden de producción. 34.
(35) Cuando la cantidad necesaria de resina, se encuentra en la tolva bascula y la temperatura del turbo sea la indicada, la resina cae, gracias al el movimiento mecánico de las aspas, se logra homogenizar la mezcla, además, dicho movimiento, permite que la temperatura del turbo mezclador aumente; mientras tanto, se van cargando los demás componentes de forma automática, como lo es el estabilizante y el carbonato; es importante aclarar que este último carga y descarga de la misma forma que la resina, mientras que el estabilizante es dosificado por medio de mangueras que van conectadas directamente a los isotanques donde se encuentra. El orden en que se deben dosificar los componentes al turbo mezclador cuando alcance su temperatura estipulada son: la resina, el estabilizante, el Master Bach o pesada, el modificador de impacto, las ayudas de proceso y finalmente el carbonato. No todos los compuestos llevan los mismos componentes y en las mismas cantidades, esto ya es una formulación especial y confidencial de la empresa. Finalmente, cuando se haya terminado de agregar todos los componentes al turbo mezclador y la mezcla alcance la temperatura estipulada, las escotillas de esta abren y dejan caer el compuesto al enfriador, cuando las escotillas del turbo vuelven a cerrarse se inicia con una nueva pesada, mientras tanto la pesada anterior se encuentra en el enfriador, el cual por medio del movimiento de unas aspas enfrían el compuesto a cierta temperatura, cuando llega a esta, lo deja caer a una tolva, en donde el compuesto puede dirigirse de forma automática a los silos de almacenamiento, ubicados dentro de la planta de producción o los ayudantes colocan un big bag debajo del enfriador para que el compuesto caiga directamente al bache. Almacenamiento y Transporte del compuesto: Una vez finalizada la fabricación del compuesto, es almacenado en silos, allí, dependiendo de los requerimientos de la planta, el ayudante se encarga de preparar el bache indicado, es decir colocar el big bag, debajo del silo para su llenado, luego transportarlo de manera estibada y dejarlo en espera en un lugar específico del área de mezclas, con su debida cedula de identificación, la cual permite tener una trazabilidad del producto.. 35.
(36) Registro y entrega final: Es la etapa final del proceso, aquí, los ayudantes del área de inyección o extrusión dependiendo del compuesto que necesiten, lo enganchan al monta carga para que lo transporte a la báscula de salida, allí, el operador de bascula registra todas las salidas de los compuestos, a la planta de inyección y extrusión, este registro al igual que la solicitud de material y la programación de los turbo mezcladores, se evidencian en el sistema de información SIPIC´S, el cual le permite a la empresa tener un control y registro de sus inventarios, sus devoluciones y su tasa producción diaria. 8.1 DESCRIPCIÓN DE CARGOS DEL ÁREA DE MEZCLAS En esta área de la empresa, se trabaja 24 horas al día, con turnos de 8 horas durante 6 o 7 días a la semana, dependiendo de los requerimientos de la planta, en algunos casos se labora 5 días a la semana para realizar labores de mantenimiento durante el fin de semana. Para el óptimo desarrollo del proceso de mezclas, se hace necesario la división del trabajo, para ello, cada persona que labora allí tiene un cargo en especial y con él, una serie de funciones preestablecidas, las cuales se deben realizar con responsabilidad y de la mejor forma posible. Los cargos que existen en el área de mezcla son: . Supervisor: En este cargo se encuentran 3 personas, es decir un supervisor para cada turno, entre sus funciones más importantes, se destacan la de programar la producción a cada Turbo mezclador, además de solicitar las materias primas requeridas para la elaboración del compuesto de P.V.C. Otra de sus funciones a resaltar, es la de reportar y solucionar las posibles fallas que el sistema de transporte u operación pueda presentar, también deben de llevar un registro de lo que se produce y en qué cantidades. Algunas veces, cuando la planta posee mucha demanda y no tienen la capacidad de respuesta necesaria, los supervisores realizan las funciones de operarios o ayudantes.. . Pesador: En el área de mezclas, para cada turno debe de haber dos pesadores, es decir que son 6 personas las que desempeñan esta función, la cual es realizar el Master Bach o pesada para cada compuesto que se fabrique; al finalizar cada turno, un pesador debe registrar la cantidad de pesadas que fueron fabricadas pero que no se utilizaron en la fabricación del compuesto de P.V.C, con el objetivo de que, en el siguiente turno, se tengan en cuenta y no exista una acumulación de inventarios. 36.
Figure



+7






Documento similar
En la base de datos de seguridad combinados de IMFINZI en monoterapia, se produjo insuficiencia suprarrenal inmunomediada en 14 (0,5%) pacientes, incluido Grado 3 en 3
que hasta que llegue el tiempo en que su regia planta ; | pise el hispano suelo... que hasta que el
dente: algunas decían que doña Leonor, "con muy grand rescelo e miedo que avía del rey don Pedro que nueva- mente regnaba, e de la reyna doña María, su madre del dicho rey,
Abstract: This paper reviews the dialogue and controversies between the paratexts of a corpus of collections of short novels –and romances– publi- shed from 1624 to 1637:
E Clamades andaua sienpre sobre el caua- 11o de madera, y en poco tienpo fue tan lexos, que el no sabia en donde estaña; pero el tomo muy gran esfuergo en si, y pensó yendo assi
Administration of darolutamide (600 mg twice daily for 5 days) prior to co-administration of a single dose of rosuvastatin (5 mg) together with food resulted in approximately
A treatment effect in favour of luspatercept over placebo was observed in most subgroups analysed using transfusion independence ≥12 weeks (during week 1 to week 24),
Ciaurriz quien, durante su primer arlo de estancia en Loyola 40 , catalogó sus fondos siguiendo la división previa a la que nos hemos referido; y si esta labor fue de
