ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICA UNIDAD PROFE“IONAL ADOLFO LÓPEZ MATEO“
“DISEÑO DE UN SISTEMA AUTOMÁTICO DE CORTE
Y DISTRIBUCIÓN DE PERFILES METÁLICOS”
T E S I S
QUE PARA OBTENER EL TÍTULO DE:
INGENIERO EN CONTROL Y AUTOMATIZACIÓN
PRESENTAN:
JORGE ALBERTO GARCÍA CAMPOS
ALEJANDRO JAUREGUI SAAVEDRA
ASESORES:
M. EN C. JOSÉ DARÍO BETANZOS RAMÍREZ
ING. JOSÉ LUIS AGUILAR JUÁREZ
M. EN C. PEDRO FRANCISCO HUERTA GONZÁLEZ
M. EN . PEDRO FRANCISCO HUERTA GONZÁLEZ
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELECTRICA
UNIDAD PROFESIONAL "ADOLFO LÓPEZ MATEOS"
TEMA DE TESIS
QUE PARA OBTENER EL TITULO DE INGENIERO EN CONTROL Y AUTOMATIZACION
POR LA OPCIÓN DE TITULACIÓN TESIS COLECTIVA Y EXAMEN ORAL INDIVIDUAL
DEBERA(N) DESARROLLAR C. JORGE ALBERTO GARCÍA CAMPOS
C.ALEJANDROJAUREGUISAAVEDRA
"DISEÑO DE UN SISTEMA AUTOMÁTICO DE CORTE Y DISTRIBUCIÓN DE PERFILES
METÁLICOS"
DESARROLLAR EL PROTOTIPO DE UN SISTEMA AUTÓNOMO DE CORTE Y DISTRIBUCIÓN DE PERFILES METÁLICOS PARA REDUCIR TIEMPO DE OPERACIÓN, UTILIZANDO LA TECNOLOGÍA DE MICROCONTROLADORES, EN CONJUNTO CON SERVOMECANISMOS ELECTRÓNICOS, Y UNA INTERFAZ
GRÁFICA AMIGABLE AL OPERADOR.
>-
INTRODUCCIÓN.>-
MARCO TEÓRICO.>-
DESARROLLO DEL PROCESO (HARDWARE).>-
DESARROLLO DEL PROCESO 8S0FTWARE).セ@ CONCLUSIONES Y TRABAJOS FUTUROS.
>-
ANEXOS.>-
GLOSARIO.>-
BIBLIOGRAFÍA.>-'
REFERENCIAS.MÉXICO D. F., A 24 DE ABRIL DE 2013.
ASESORES
D
Nbl セA[
ao セs
v@
jセfa DEL DEPARTAMENTO ACADÉMICO
RESUMEN
En la presente tesis se trató un problema común en el área de distribución de material en empresas de producción, pudiéndose usar de manera similar en empresas manufactureras. Dicho problema incluye la manera de almacenar ingeniosa y eficientemente la materia prima para su futuro procesamiento, siguiendo un sistema especialmente ideado para dicha tarea e implementando una filosofía de almacenaje adecuada. En segundo lugar se propuso todo un subsistema de posicionamiento y medición, que aunado a la siguiente etapa que es el corte de los perfiles, permite una respuesta rápida a los pedidos que de forma manual serian demasiado tardados en procesar. Para la fase de corte de material se utilizaron sierras controladas mediante sensores las cuales realizan el trabajo de forma precisa y exacta, logrando una mejor calidad en el producto de salida, además de evitar el contacto humano el cual es peligroso en este tipo de maquinaria. Mas tarde se discutió la idea de que tipo de vehículo autónomo y guía son los mas apropiados para implementar, entrando en detalles y comparaciones. Por último se desarrollo una interfaz grafica capaz de monitorear en todo momento el estado del sistema automatizado, con un ligero control sobre el mismo y con un sistema de alarmas muy completo. Principalmente se presentó un prototipo de todo el sistema aunque también se sugirieron elementos y formas de implementarlo en el área industrial, esto permitió desplegar los conocimientos adquiridos en varios niveles, desde utilizar software especializado en diseño de placas, interfaces y mecanismos, hasta su armado funcional a escala, para terminar con una propuesta para un uso real en campo.
ABSTRACT
“
CORTE Y DISTRIBUCIÓN DE
PERFILES METÁLICOS
”
AGRADECIMIENTOS Y DEDICATORIAS
García Campos Jorge Alberto:
Por este logro, por este pequeño pero muy importante paso, el comienzo de una vida. Agradezco
profundamente a mi padre y madre por las noches en vela haciendo tarea y por darme siempre no
menos de lo necesario y no mas de lo justo, gracias por enseñarme como enfrentar los problemas,
pero dejarme aprender a resolverlos, gracias por enseñarme a erguirme ante la adversidad y
alentarme a caminar por la vida. Agradezco también a los profesores que me brindaron su luz
dentro de la escuela y también a aquellos que la vida puso en mi camino, así como aquellos que me
enseñaron que el camino también tiene obstáculos y de ello también debemos aprender. A mis
amigos y mi gran amor por hacer llevadero este camino y brindarme su apoyo incondicional en
especial en las situaciones difíciles así como compartir las alegrías y brindarme la oportunidad de
una vida plena y llena de felicidad y buenos momentos, en especial a mis mejores amigos, mis
hermanos Héctor y Amanda, los amo. “Lo importante de vivir es aprender de los obstáculos y disfrutar del camino que nos conduce a nuestras metas”.
Jáuregui Saavedra Alejandro:
Les dedico esta tesis a todas las personas que me brindaron su constante e incondicional apoyo a
lo largo de mi vida, a mi papá Alejandro quien desde donde se encuentre puede seguir sintiéndose
orgulloso de mi, a mi abuelo Manuel, quien es la persona que sembró en mi la curiosidad y el deseo
par saber que es lo que significa ser un ingeniero, a mi abuelo Miguel quien me apoyo con lo
necesario para comprar mis libros, material escolar y todo lo que mi padre q.e.p.d. no me pudo
llegar a dar, a mis padres Alberto y Alicia, quienes hicieron el sacrificio mas largo y grande
sacándome adelante cuando pocas personas creían en mi, a Atzin, el amor de mi vida que siempre
ah estado junto a mi y me recuerda a diario lo duro que hay que trabajar y esforzarse para lograr
un futuro mejor, por ultimo como una mención especial y la mas importante, a mi mamá, Alicia, tu
eres fuiste y serás la persona que mas ah luchado y se ah sacrificado por mi, me diste la vida y
Capítulo 1
1.1 ANTECEDENTES
En una empresa cuyo giro es la fabricación de equipo para gases medicinales, se
encuentran las siguientes secciones de producción:
Sección de maquinaria CNC (Torno y centro de maquinado) Sección de maquinaria convencional (Tornos)
La sección de maquinaria CNC consta de 1 centro de maquinado y 3 tornos. La
sección de maquinaria convencional consta de 1 torno de levas semiautomático, 2
tornos horizontales y 5 tornos revolver. Para procesar la materia prima de esta
empresa se sigue un algoritmo específico que se encarga de la selección del perfil
a cortar, el corte del material y el traslado del mismo, el cual es igual en cualquier
pedido de área hasta el punto de entrega del pedido, en donde se seguirá un
proceso diferente para cada perfil. En la Fig.1.1., se muestra las diferentes
etapas que debe seguir el proceso de almacenamiento corte y traslado de
materiales.
a) Almacenar la materia prima en racks:
La primera parte del proceso consiste en la adquisición del material, lo cual se
realiza por medio de camiones, quienes llevan varias toneladas del material en
tramos de 3 metros, en varias formas y diámetros.
La materia prima es bajada de los camiones de forma manual, y se trasladan
hasta donde se encuentra el rack, en donde se clasifican en los diferentes
estantes del rack de acuerdo a su dimensión y forma. El sector industrial se
dedica en su mayoría a la transformación de material y manufactura de piezas
que posteriormente se emplean en la elaboración de dispositivos de propósito
general o específico. Este proceso de transformación parte de lo general a lo
particular con operaciones tan simples como la limpieza, corte, etc. Es decir la
materia prima es sometida a adaptaciones y adecuaciones previas para los
procesos y operaciones específicas según los requerimientos de la maquinaria u
operaciones posteriores que se vayan a realizar, o procesos a los cuales se les
vaya a someter (ANEXO 1). Las operaciones más comunes a menudo son simples
seccionamientos o divisiones de piezas o tramos grandes que el proveedor envía
de esa manera para su fácil transportación, a una cantidad “n” de piezas más pequeñas que permitan su fácil manipulación o adecuación a la maquinaria con
la que se dispone para la operación. Las diferentes formas que se trabajan en este
tipo de perfiles son cuadrados, cilíndricos y hexagonales. En cuanto al diámetro
del material, estos van desde 0.25 in, hasta 2 in.
1. Llega el camión.
2. Bajan el material a mano.
3. Cargan el rack manualmente.
b) Seleccionar tipo de estilo:
1. Verificar que hay material disponible.
2. Seleccionar la forma deseada.
3. Seleccionar el diámetro deseado.
4. Corroborar la selección.
c) Posicionar la materia prima en el banco de trabajo:
1. Extraer la barra de material por un costado del rack.
2. Montar el material sobre el banco manualmente.
3. Fijar la sierra cinta en posición libre, de forma que no estorbe al paso del
d) Medir la materia prima:
1. De acuerdo a la medida deseada, calcular el número de piezas posibles con
un solo tramo de 3 m.
2. Medir la longitud deseada con un flexometro.
3. Marcar el primer tramo con un trozo de segueta.
4. Recorrer el material hasta alinear la marca con la sierra cinta.
5. Apretar el tornillo de sujeción.
e) Cortar la materia prima:
1. Prender la sierra cinta.
2. Liberar la sierra cinta de la posición libre.
3. Esperar a que la sierra haga contacto con el material.
4. Supervisar que se realice completamente el corte transversal.
5. Apilar los tramos cortados en un lugar seguro.
6. Poner la sierra en posición libre.
7. Repetir los pasos 2-5 del apartado “medir la materia prima”, y los pasos 1-6 de este apartado.
f) Transportar la materia prima al área de pedido:
1. Coger los tramos y llevarlos a pie hasta la zona donde se realizo el pedido.
2. De ser necesario, hacer varios viajes para entregar cada pedido.
En la Fig.1.2., se observa la manera en la que se realizan los cortes de los
perfiles metálicos manualmente.
1.2 DESCRIPCION DEL PROBLEMA
El corte de los perfiles se realiza con una sierra rotatoria alimentada, controlada y
supervisada por un operador, debiendo estar al pendiente en todo momento aun
cuando entre cortes se observa un tiempo muerto de algunos minutos.
Al terminar los cortes, el operador debe transportar los perfiles recortados
cargándolos y con un riesgo continuo hasta el área que los solicito, tarea ardua y
en ocasiones peligrosa, ya que no se cuenta con una ruta fija por donde esta
persona pueda transitar libremente. En la Fig.1.3., se ilustran las diferentes
áreas dentro de la empresa.
La materia prima de estas áreas de producción son los perfiles cuadrados,
hexagonales y cilíndricos; estos perfiles se compran en longitudes de tres metros,
pero esta medida acarrea algunos inconvenientes:
El transporte dentro de la empresa con la medida de dichos perfiles es
virtualmente imposible.
Si ambas áreas necesitan de un pequeño tramo del mismo material, se
debería mandar un tramo completo a cada área. Se debe considerar
que ambas áreas podrían quedar alejadas entre ellas en algún
momento, por lo que el operador se vería en la necesidad de recorrer
mayor trecho, y con el tamaño del mismo, esta tarea es muy laboriosa.
1.3 OBJETIVO GENERAL
Desarrollar el prototipo de un sistema autónomo de corte y distribución de
perfiles metálicos para reducir tiempos de operación, utilizando la tecnología de
microcontroladores, en conjunto con servomecanismos electrónicos, y una
interfaz gráfica amigable al operador.
1.4 OBJETIVOS ESPECÍFICOS
Diseñar el sistema de almacenamiento de los perfiles para una fácil
extracción y clasificación mediante una selección de material optima
para su utilización posterior, logrando también el posicionamiento de la
materia prima al punto de corte de manera automática.
Realizar una medición longitudinal precisa del material para su futuro
proceso, el cual incluye el corte automatizado con una sierra.
Implementar un AGV (Automated Guided Vehicle) que transporte la
materia prima y la entregue al usuario que hizo el pedido previo.
Supervisar y controlar todo el proceso mediante microcontroladores
PIC´s (Peripheral Interface Controller) y una HMI (Human-Machine
Interface).
Determinar que componente es el mas importante al implementar el
modelo a escala y opinar sobre el comportamiento del HMI y la
comunicación.
1.5 JUSTIFICACIÓN
En la actualidad, los adelantos tecnológicos en diversas áreas tales como
computación, electrónica y control, permiten desarrollar sistemas de
automatización los cuales deben ser aplicados en procesos de producción ya
obsoletos. Es por ello que en este trabajo, el cual está enfocado a la
automatización, a la mecánica, la electrónica, comunicación industrial, y
programación para PIC´s, se planea lograr una implementación en campo de un
sistema que reduzca el tiempo de operación del ya existente proceso. Esto
mediante un rack, una sierra y un AGV automatizados mediante PIC´s, y
1.6 ESTADO DEL ARTE
1.6.1 Almacenamiento de materiales:
El almacén no solo servirá para almacenar sino también para algunas
operaciones de producción, es un recinto ordenado para cumplir las funciones de
almacenamiento y acondicionamiento que dependen tanto del material a
almacenar como del material con que esté conformada la estantería.
Tabla 1 Características según la materia prima:
Tabla 2 Características según el material de la estructura:
Estanterías para Picking Dinámico:
Este tipo de estantería metálica posee planos de carga con una inclinación
necesaria para lograr una aceleración adecuada en la carga. Los planos de cargas
son perfiles que poseen en su interior pequeñas ruedas plásticas distanciadas
[image:12.612.223.381.193.378.2]entre sí según la dimensión de bultos con la que opera la estantería. En la
Fig.1.4., se aprecia un rack con planos de carga inclinados.
Se escogió este tipo de estanterías tanto en el prototipo como en la
implementación debido al sistema FIFO que maneja, así como la facilidad con que
es automatizado, además su aplicación es recomendada para todos aquellos
sectores donde se requiera una rápida operación en la manipulación de bultos o
piezas como así también en la requerida línea de montaje o armado de distintas
industrias. [1]
1.6.2 Dispositivos de corte en metales:
El aserrado con sierra cinta implica un movimiento lineal continuo que utiliza
una sierra cinta hecha en forma de banda flexible sin fin, con dientes en uno de
sus bordes.
Tiene un mecanismo de transmisión por poleas para mover y guiar
continuamente la sierra cinta en dirección al corte deseado. Estas sierras se
clasifican en verticales u horizontales. En la Fig.1.5., se observa una sierra de
cinta común de cinta.
Fig. 1.5 Ejemplo de una sierra cinta
Las sierras cinta tipo vertical se usan para realizar cortes en trozos y realizar
otras operaciones como calado y ranurado. El calado implica el corte de una
parte perfilada de material plano. El ranurado es el corte de una ranura delgada
en el material destinado para aserrar.
Las sierras horizontales se utilizan para corte de trabajo pesado, en ellas, la hoja
se mueve en un plano horizontal, perpendicular a la pieza de trabajo.
El corte con sierras circulares se usa frecuentemente para cortar barras largas,
tubos y formas similares a una longitud específica. Las maquinas de sierra
circular tienen husillos motorizados que hacen girar la sierra y un mecanismo de
avance que conduce la sierra giratoria hacia el objetivo a aserrar.
En el prototipo de esta tesis se utilizará un corte con sierra circular, debido a su
bajo costo y a su adaptabilidad fácil y rápida. En la implementación del sistema
se utiliza una sierra cinta horizontal. [2]
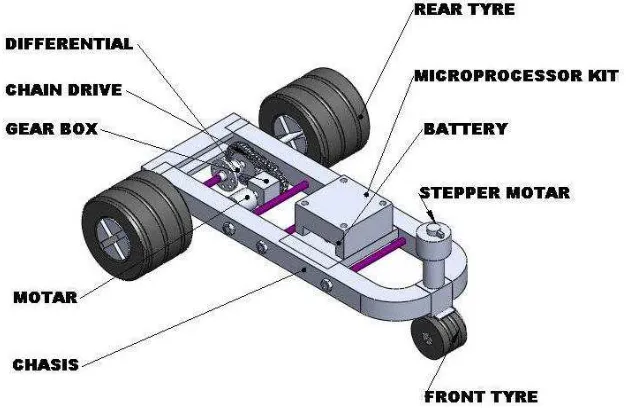
1.6.3 Vehículos guiados automáticamente (AGV):
El grado de autonomía de un AGV depende en gran medida de la facilidad del
robot para entender el entorno y convertir la información obtenida en órdenes, de
tal modo que aplicadas sobre los actuadores del sistema de locomoción, de modo
que garantice la realización eficaz de su tarea.
Las dos grandes características de un autómata de este tipo son: Percepción:
determina la relación del robot con su entorno de trabajo mediante el uso de los
sensores a bordo. Razonamiento: determina las acciones que se han de realizar
en cada momento según el estado del robot y su entorno para alcanzar las metas
asignadas.
Conforme a la electrónica y los microprocesadores avanzaron, también lo hicieron
las aplicaciones AGV. Cuando los vehículos se hicieron más inteligentes el
camino se volvió menos sofisticado. [3]
1.6.4 Interfaz hombre/máquina (HMI):
Dentro de las Interfaces Hombre Máquina se distinguen básicamente tres tipos:
Una interfaz de hardware, a nivel de los dispositivos utilizados para
ingresar, procesar y entregar los datos: teclado, ratón y pantalla
visualizadora.
Una interfaz de software, destinada a entregar información acerca de los
procesos y herramientas de control, a través de lo que el usuario observa
[image:14.612.162.475.99.303.2]habitualmente en la pantalla.
Una interfaz de Software-Hardware, que establece un puente entre la
máquina y las personas, permite a la máquina entender la instrucción y a
el hombre entender el código binario traducido a información legible.
En la Fig.1.7., se ilustra un ejemplo de HMI el cual controla el llenado y vaciado
de 4 tanques.
La plataforma de desarrollo de la HMI tipo software elegida en el prototipo es
Visual Basic 2010, debido a su relativa fluidez en la programación y facilidad de
uso. Para el ámbito industrial se opta por plataformas más especializadas para
sistemas grandes y desarrollados, un ejemplo de éstas es el software InTouch. [4]
Capítulo 2
2.1 SENSORES
Los sistemas de control no tendrían cabida en el ámbito práctico, de no ser por
los sensores y transductores (entradas), que junto con los actuadores (salidas)
conforman las señales que llegan y parten del sistema. Para que un sistema
pueda “sentir” su ambiente, es necesario dotarlo de sensores. Un sensor es un dispositivo capaz de relacionar dos magnitudes físicas o químicas entre sí.
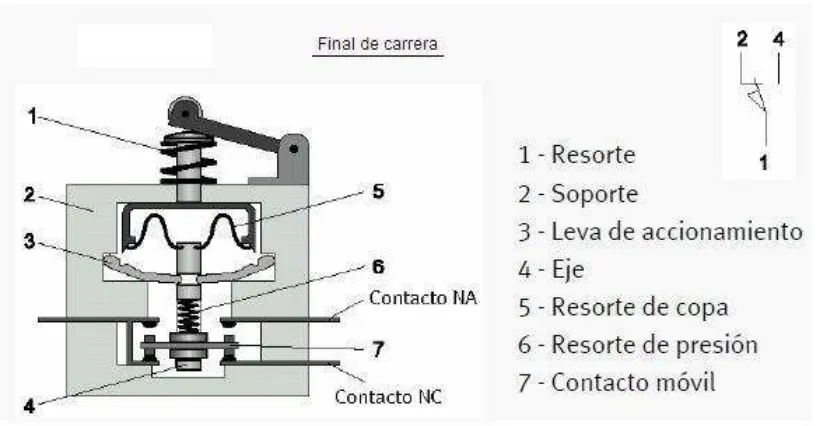
2.1.1 Limit switch:
Dentro de los componentes electrónicos, se encuentra el final de carrera o sensor
de contacto mostrado en la Fig.2.1., también conocido como "interruptor de
límite" o limit switch, son dispositivos eléctricos, neumáticos o mecánicos
situados al final del recorrido de un elemento móvil, como por ejemplo una cinta
transportadora.
Esto tiene el objetivo de enviar señales que puedan modificar el estado de un
circuito. Internamente contienen interruptores normalmente abiertos (NA o NO en
inglés), cerrados (NC) o conmutadores dependiendo de la operación que cumplan
al ser accionados, de ahí la gran variedad de finales de carrera que existen en
mercado.
Generalmente estos sensores están compuestos por dos partes: un cuerpo donde
[image:17.612.246.389.343.544.2]se encuentran los contactos y una cabeza que detecta el movimiento.
Su uso es muy diverso, empleándose, en general, en todas las máquinas que
tengan un movimiento rectilíneo de ida y vuelta o sigan una trayectoria fija, es
decir, aquellas que realicen una carrera o recorrido fijo, como por ejemplo
ascensores, montacargas, robots, etc.
Los finales de carrera están fabricados en diferentes materiales tales como metal
[image:18.612.104.514.208.421.2]y plástico, su composición interna se esquematiza en la Fig.2.2.
Fig. 2.2 Partes internas de un “limitswitch”
Entre sus ventajas encontramos la facilidad en la instalación, la robustez del
sistema, es insensible a estados transitorios, trabaja a tensiones altas, debido a
la inexistencia de imanes es inmune a la electricidad estática. Los inconvenientes
de este dispositivo son la velocidad de detección y la posibilidad de rebotes en el
contacto, además depende de la fuerza de actuación. [5]
2.2 MICROCONTROLADORES PIC (PROGRAMMABLE INTERRUPT
CONTROLLER)
A grandes rasgos, un microcontrolador es un dispositivo electrónico (también se
le denomina micro computadora), que engloba en un pequeño encapsulado, una
unidad aritmética lógica (ALU), memoria RAM, memoria ROM, puertos de entrada
y salida, y algunos otros periféricos, que le confieren un poder de procesamiento
Un Controlador de Interrupciones Programable es un dispositivo que es
programado para realizar una tarea, ya sea una sola vez, o un sinfín de
ocasiones, lo que les brinda la capacidad de ser reutilizados cientos de veces. El
lenguaje nativo de estos microcontroladores es el ASM, y en el caso de la familia
“16F” solo posee 35 instrucciones. Pero el ASM es un lenguaje que esta mucho más cerca del hardware que del programador. Han surgido compiladores de
lenguajes de alto nivel. Entre ellos se encuentran varios dialectos BASIC y C. El
BASIC resulta bastante más simple de aprender.
En general, por cada cuatro ciclos de reloj del microcontrolador se ejecuta una
instrucción ASM (una instrucción BASIC consta generalmente de mas de una
instrucción ASM). Un ejemplo físico de PIC es mostrado en la Fig.2.3.
Los pines del PIC se dedican casi en su totalidad a los puertos que
mencionábamos anteriormente. El resto (2 o mas) son los encargados de
proporcionar la alimentación al chip, y a veces, un sistema de RESET.
Desde BASIC es posible saber si un pin esta en “estado alto” (conectado a 5V o a
un “1” lógico) o en “estado bajo” (puesto a 0V o a un “0” lógico”). También se llega a poner un pin de un puerto a “1” o “0”. De esta manera, y mediante un relé, por ejemplo, se enciende o apaga una luz, motor, maquina, etc. También es necesario
un compilador para “traducir” nuestro programa en C al ASM que es capaz de entender el PIC. Después de observar varios softwares, el compilador CCS es una
buena opción mediante el IDE (Integrated Development Environment) MPLab de
Microchip, que resulta un excelente entorno para el desarrollo de proyectos con
microcontroladores PIC que emplea el lenguaje C. [6]
2.3 INTERFAZ HOMBRE MAQUINA
Los PIC requieren interactuar con la gente para realizar actividades como
configuración de programas, configuración de alarmas y control diario, para este
propósito se utilizan las HMI´s. Un ejemplo claro seria el popular sistema de
instrumentación Labview, el cual es una herramienta de análisis, test, control y
diseño de aplicaciones mediante la programación. El lenguaje que utiliza es el G,
el cual produce código con extensión VI (virtual instrument); lo cual indica que es
un programa para manejar instrumentos. Labview y Visual Basic son usados
principalmente por ingenieros y científicos para tareas como adquisición de
datos, control de instrumentos, automatización industrial (PLC y PIC), diseño de
control de prototipos y HIL (hardware in loop). Esta información, ya capturada, es
de aplicación en áreas industriales tal y como son:
Monitorear procesos químicos, físicos o de transporte en sistemas de
suministro de agua para controlar la generación y distribución de energía
eléctrica de gas o en oleoductos y otros procesos de distribución. Gestión de la producción (facilita la programación de fabricación)
Mantenimiento (proporciona magnitudes de interés para evaluar y
determinar los fallos, índices de fiabilidad, entre otros).
Control de calidad (proporciona de manera automática los datos necesarios
para calcular índices de estabilidad de la producción CP y CPk,
tolerancias, índice de piezas NOK/OK, etc.)
Administración (actualmente se enlazan estos datos del SCADA con un
servidor ERP (Enterprise Resourse Planning), e integrarse como un modulo
mas).
Tratamiento histórico de información (mediante su incorporación en bases
de datos).
Atendiendo a como el usuario interactúa con una interfaz, se encuentran con
varios tipos de interfaces de usuario:
Interfaces alfanuméricas (intérpretes de comandos) que solo presentan
Interfaces gráficas de usuario (GUI, graphic user interfaces), las que
permiten comunicarse con el ordenador de una forma muy rápida e
intuitiva representando gráficamente los elementos de control y medida. Interfaces táctiles, que representan gráficamente un "panel de control" en
una pantalla sensible que permite interactuar con el dedo de forma
similar a si se accionara un control físico. [7]
2.4 TIPOS DE ALMACENAMIENTO APLICABLE
El almacenamiento de materiales se da en diferentes formas según las
características del espacio del que se dispone para tal efecto y en sí las
características del material propio, también requiere modificaciones o
adaptaciones especiales para su posterior extracción, dando lugar así a
almacenes o racks automáticos. La distribución de los espacios en general ofrece
dos tipos de almacenamiento: horizontal y vertical.Las ventajas que ofrece el
almacenamiento “picking” o “escoger” es un desplazamiento del material FIFO (first in – first out), o lo que es lo mismo, ¨el primero en entrar, es el primero en salir¨, PEPS. Este método se basa en la hipótesis de que la primera mercancía
que se compra es la primera mercancía que se vende. Esta técnica de almacenaje
es especialmente útil en el desarrollo actual, ya que brinda la posibilidad de ir
formando los perfiles en formato vertical o inclinado, para que al extraer una
unidad, la que viene detrás de ella ocupe su lugar en cuánto la primera salga. Por
otro lado, el almacenamiento cantiléver brinda la flexibilidad de manejar
materiales largos como varillas, ya que en este sistema se tienen brazos en cada
nivel, que soportan al material por entregar desde los extremos, dejando la parte
central libre para la manipulación.
Algunas de las variantes de racks más utilizadas son:
Selectivos, consisten en simples estanterías de varios niveles
Móviles, estanterías que se desplazan de manera horizontal para permitir
el acceso.
Dinámicos, el material se va desplazando hacia enfrente conforme se va
Cantiléver, se usa este tipo de estantería cuando el material almacenado es
de gran longitud y sección delgada.
Para el caso de estudio de esta tesis las características del material sugieren el
uso de un rack tipo cantiléver aunado a uno dinámico, adaptado y modificado
para realizar lo que se denomina “picking” en el almacenaje, y así poder extraer el material y llevarlo y/o posicionarlo para la siguiente etapa del proceso que es el
corte. [8]
2.5 FORMA DE TRABAJO AL ASERRAR
La sierra de cinta corta como un serrucho, pero con la diferencia de que lo hace
mecánicamente. Un motor mueve el volante inferior, que a su vez, está conectado
con el superior mediante la hoja de cinta sin fin (ANEXO 2).
El arranque de material es producido por los dientes, que caracterizan y
clasifican a las sierras, básicamente hay dos tipos: las de dientes triangulares y
las de dientes triangulares con fondos anchos.
La elección de la forma dependerá de los materiales a trabajar (el tipo de material
y su dureza) y por el sentido de corte (longitudinal o transversal). Para cortes
longitudinales en metales blandos la cinta adecuada es la de dientes proyectados,
el ángulo de ataque de este tipo de diente no ha de ser inferior a 10º ni superior a
30º. Para cortar a través en metal blando y longitudinal y transversalmente en
metal duro es adecuada una cinta con dientes rectos.
Otro factor importante en las sierras es su longitud, el ancho y su grosor y todos
ellos se rigen por los diámetros respectivos de los volantes y la separación de
éstos. Las longitudes están entre 2250 mm y 8500 mm, los anchos entre 6,3 mm
y 63 mm, los espesores no deben ser superiores a 1/1000 del diámetro de los
volantes. Para prevenir accidentes hay de tener en cuenta además:
La hoja ha de estar cubierta hasta la máxima altura de corte posible.
La maquina ha de disponer de los elementos protectores y de parada
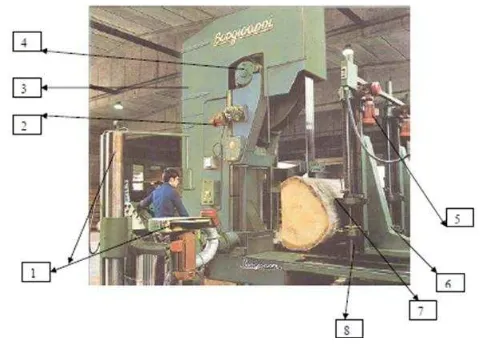
2.5.1 Consideraciones técnicas de los elementos de la sierra cinta
[image:23.612.86.573.134.483.2]La Fig.2.4., señala las partes de una sierra cinta instalada en campo.
Fig. 2.4 Partes de una sierra cinta en campo
A continuación se mencionan las partes más importantes de la sierra cinta de la imagen anterior:
1. Canteadora anterior tapando al operario.
2. Motor para subir o bajar el volante superior.
3. Protección superior volante.
4. Caja de rodamientos eje volante superior.
5. Motor superior apriete
6. Torre.
7. Uña superior de apriete de la troza.
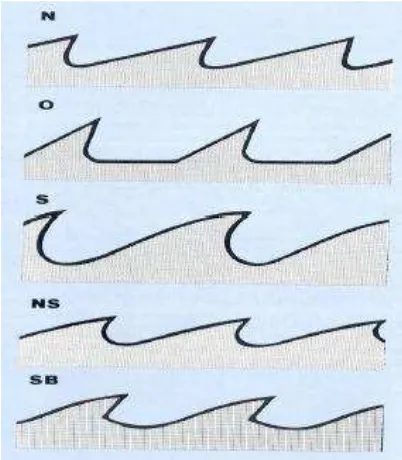
La gran variedad de las figuras de los dientes, ver Fig.2.5. y Fig.2.6., será
determinante para que acertemos en la elección del mismo. Las figuras son el
resultado, de muchos estudios y experiencias, que darán la garantía del aserrío.
Cada figura tiene un comportamiento y nunca se debe obviar ello.
Fig. 2.5 Formas de diente de sierra
La profundidad de corte:
Para determinar la profundidad del corte, se debe saber que el aumento de la
profundidad del diente, requiere un mayor espacio o sección de la garganta. O de
otra manera, deberemos reducir la velocidad de alimentación para poder evacuar
la cantidad de desperdicio que vamos a acumular.
FORMA N
Se emplea en hojas de sierra de cinta estrechas, 50 mm las cuales son
normalmente triscadas, es un diente fuerte que es recomendado para metales
extremadamente duros. El radio de la garganta es relativamente pequeño, lo cual
aumenta la susceptibilidad de agrietamientos en las gargantas.
FORMA O
Tiene la base de la garganta plana y el área de la misma es grande. Se
recomienda para maderas de grano grueso y fibroso. La garganta plana del
diente, reduce el riesgo de agrietamiento y es la forma de diente ideal. Para hojas
de hasta 130 mm. Que han de ser triscadas.
FORMA S
La forma S es la usual para hojas de sierra cinta anchas 250 mm. Y más
especialmente aquellas con dientes recalcados. Debido a su lomo convexo, el
FORMA NS
La forma NS, es una combinación de “N” y “S” que lleva incorporada las ventajas,
de una punta de diente de alta capacidad, de recalcado y una gran área de
garganta, reduciendo así el riesgo de grietas en ella, e incrementando la
capacidad de contención de rebabas. La forma “NS“ es recomendable para hojas de ancho de 150 mm a 200 mm es ideal, tanto para el aserrado de metales
blandos como duros.
FORMA SB
La forma “SB“ ha probado ser muy ventajosa, en el aserrado de madera congelada. Posee también un radio de fondo de garganta, más bien grande, lo
[image:25.612.206.407.326.556.2]cual previene la formación de grietas.
Fig. 2.6 Tipos de diente de sierra y formas
Para metales blandos, las velocidades son más altas y requerirán gargantas más
anchas. Todo lo más rápida que pretendamos que sea la alimentación, mayores
serán las gargantas, para la evacuación de la rebaba que se va a producir, lo cual
es otro de los condicionantes, que obligará, en la determinación de la figura del
2.6 TRASLADO Y MANEJO DE MATERIAL
En la mayoría de los sectores dónde se emplean los sistemas terrestres se cuenta
con un espacio basto o suficiente para el recorrido de los mismos, pero en el caso
de los espacios reducidos, estos sistemas, pese a su beneficio pierden su
viabilidad.
Para este caso se cuenta con varias soluciones mediante el uso de AGV’s, y con
tres vías diferentes para su implementación: subterránea, superficial y aérea.
2.6.1 AGV
Los primeros AGV’s concebidos fueron guiados mediante el campo magnético generado por un conductor enterrado en el suelo alimentado en sus extremos con
corriente alterna, y funcionaban con grandes baterías de corta duración que eran
constantemente recargadas. Por supuesto con el constante avance tecnológico se
ha logrado compactar la construcción tanto mecánica como electrónica del
vehículo e inclusive el sistema de guía completo. Hoy en día existen varios
sistemas de guiado de AGV's de los cuales se podrían destacar lo siguientes:
Filoguiado
El AGV se desplaza guiándose por un hilo conductor instalado bajo el
suelo. Este método de guiado es muy sencillo aun siendo el de menor
flexibilidad, ya que las rutas de movimiento del AGV se limitan a las rutas
con el hilo instalado. Como se observa en las Fig.2.7. y Fig.2.8.
Optoguiado
El AGV se desplaza guiándose por una tira de espejo catadióptrico que se
extiende por los recorridos del AGV. El AGV mediante unas fotocélulas
detecta la guía. Visión artificial
El AGV reconoce mediante visión artificial una tira de espejo
catadióptrico, calculando y corrigiendo en cada instante la desviación
existente entre el AGV y la ruta.
Guiado laser - LGV (Laser Guided Vehicles)
El AGV consta de una unidad láser giratoria que realiza barridos
identificando en su entorno el mayor número de reflectores posibles para
determinar su posición en el mapa de la instalación que tiene en
memoria. La principal ventaja de este método de guiado es la increíble
sencillez con la que se crea una estación de descarga de pallets o se
Capítulo 3
3.1 DESCRIPCIÓN DEL SISTEMA AUTOMATIZADO PROPUESTO
Para minimizar los tiempos de operación y asegurar que las actividades de corte y
entrega del material se lleven a cabo de forma adecuada y segura.
Se propone un sistema totalmente automático, capaz de realizar todas las tareas
anteriormente citadas (Fig.3.1.), es decir, que cuente con el almacenamiento de
los diferentes perfiles de tres metros necesarios, la selección y el montaje para los
respectivos cortes, el consecuente apilamiento después de su corte en cualquier
longitud requerida, y que con el auxilio de un vehículo autónomo se haga posible
la entrega hasta el lugar requerido, cuyo medio de transporte sea en una primera
etapa, una red de líneas que posteriormente se podrían remplazar por medios
más fiables como los electromagnéticos e incluso GPS (Global Positioning
System). Todo esto se llevaría a cabo a través de interfaces gráficas montadas en
ambas áreas de producción, con la ayuda de la tecnología de
micro-controladores.
En los diagramas y tablas siguientes (Fig. 3.2. Tabla 4), se aprecian las maneras
funcionales de mantener un control del material a utilizar y su distribución en el
proceso.
Tabla 4 Tags del sistema:
Elemento Dirección Tag
Dispensador Subsistema principal D
Eje X del dispensador Subsistema secundario DX
Eje Y del dispensador Subsistema secundario DY
Motor del eje X Elemento del subsistema DXM
Tornillo sin fin del eje X Elemento del subsistema DXT
Guía del eje X Elemento del subsistema DXG
Motor del eje Y Elemento del subsistema DYM
Tornillo sin fin del eje Y Elemento del subsistema DYT
Guía del eje Y Elemento del subsistema DYG
Distribuidor Subsistema principal I
Estructura del distribuidor Subsistema secundario IE
Ruedas del distribuidor Subsistema secundario IR
Placa del distribuidor Subsistema secundario IP
Sensores y circuito de la placa
Elemento del subsistema IPS
Cortador Subsistema principal C
Medidor del cortador Subsistema secundario CM
Sierra cinta del cortador Subsistema secundario CS
Banco de trabajo del medidor
Elemento del subsistema CMB
Uña de apriete del medidor
Elemento del subsistema CMU
Motor del medidor Elemento del subsistema CMM
Sensor de límite del medidor
Elemento del subsistema CMS
Ejes de la sierra cinta Elemento del subsistema CSE
Volantes de la sierra cinta Elemento del subsistema CSV
Sierra de la sierra cinta Elemento del subsistema CSS
Motores de la sierra cinta Elemento del subsistema CSM
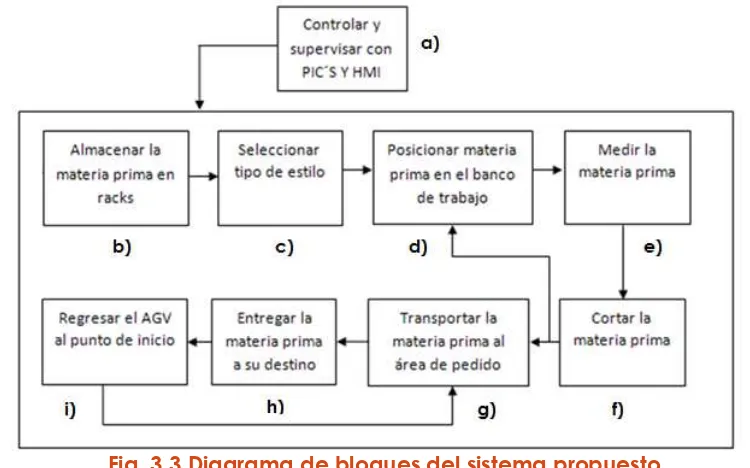
En la Fig.3.3., se muestra las diferentes etapas que debe seguir el proceso de
almacenamiento corte y traslado de materiales propuesto.
A continuación se describe el diagrama de bloques propuesto paso por paso:
a) Controlar y supervisar
1. El sistema de almacenamiento, corte y distribución es supervisado constantemente por medio de la HMI desarrollada en el programa Visual Studio.
2. Cada subsistema es controlado por un PIC especializado encargado de diversas tareas como son control de motores, sensado de seguridad y control del AGV.
b) Almacenar la materia prima en racks
1. Llega el camión.
2. Bajan el material y cargan el rack manualmente.
3. El HMI verifica el estado de los slots del rack.
c) Seleccionar tipo de estilo:
1. Cuando el operador necesita material, lo indica en su terminal que consta
de una pantalla LCD y un teclado, especificando la cantidad, el estilo y la
[image:32.612.119.494.128.362.2]longitud.
2. El HMI Verifica que hay material disponible en el rack.
3. Seleccionar el material requerido de forma automática.
d) Posicionar la materia prima en el banco de trabajo:
1. El eje z se desplaza hasta el slot del rack donde se encuentra el estilo
seleccionado.
2. El eje x se desplaza hasta la base del dispensador y extrae el material.
3. El eje x regresa a su posición original.
4. El eje z baja hasta depositar el material sobre el banco de trabajo.
e) Medir la materia prima:
1. Por medio de una barra que empuja al material se mide la longitud
deseada previamente y se posiciona en paralelo con la sierra.
2. La uña de apriete fija en su lugar al material.
f) Cortar la materia prima:
1. Al detectar que la materia prima esta fija la sierra avanza para el corte.
2. Cuando esta en posición adecuada comienza a girar avanzando poco a
poco un tiempo programado hasta cortar la sección transversal del
material.
3. La barra que empuja al material lo posiciona para su transporte.
4. Repetir los pasos del apartado “medir lamateria prima”, y los pasos 1-4 de este apartado.
g) Transportar la materia prima al área de pedido:
1. Los tramos cortados caen dentro del contenedor que despacha al AGV.
2. Cuando el pedido esta completo y el AGV en posición, el carro automático
parte a su destino.
h) Entregar la materia prima:
1. El HMI muestra la posición del AGV y el estado de la entrega en el panel
i) Regresar el AGV al punto de inicio:
1. Al llegar al punto de inicio el AGV empuja un interruptor que libera el
material cortado y repite el proceso desde el apartado “transportar la materia prima al área de pedido”.
3.2 ALMACENAJE A IMPLEMENTAR
Es importante hacer mención del método de almacenaje y despacho de material
ya que la problemática que aborda la presente tesis, abarca inclusive desde el
almacenamiento y extracción para comenzar con el proceso de corte y transporte.
Lo que se busca obtener con el presente proyecto es una reducción en el tiempo
de corte, además de una eficiencia de alto nivel en cuanto al transporte del
material ya cortado, tomando en cuenta una optimización del espacio de trabajo.
Es por esta razón que el sistema de almacenamiento necesario no se apegará
fielmente a un tipo específico, en cambio, basados en el funcionamiento de cada
sistema visto en los tipos de almacenamiento, se llegó a la conclusión de que el
sistema que mejor se podría adaptar a nuestras necesidades, es un hibrido del
sistema picking dinámico y cantiléver.
Para el almacenaje se utilizan estanterías o racks en las que se dispone el
material en forma horizontal agrupados de acuerdo a la forma transversal y al
tamaño.
Existen diferentes tipos de racks, de acuerdo a las características del material
que se desea almacenar, y a las necesidades de transporte y también el espacio
del que se dispone para dicho efecto.
3.2.1 Prototipo del rack:
La arquitectura básica del rack en nuestro prototipo es en esencia sencilla,
consiste en una estructura de aluminio 6061 de perfiles perforados dispuestos
verticalmente y unidos mediante secciones para formar una estantería de 3 pisos
rack y se desliza sobre los límites inclinados hasta el otro extremo de operación
por efecto de la gravedad (Fig. 3.5.).
Este sistema permite un buen intercambio de productos no interfiriendo en la
operación de reponer o retirar dicha carga con una gran disminución en el tiempo
de entrega de los productos requeridos.
De esta forma permiten la perfecta rotación del producto, se evita interferencias
en las tareas de reposición y recogida del material y aumenta la rapidez en la
preparación de pedidos.
Fig. 3.4 Rack prototipo
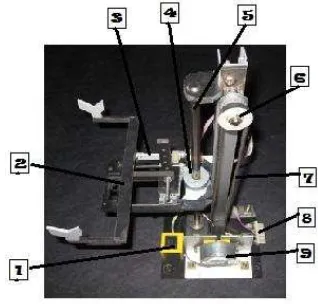
3.2.2 Ejes de elevación:
Los dispositivos de dos grados de libertad nombrados eje X y eje Z, son los
encargados de obtener y posicionar la materia prima escogida del rack y están
montados en el subsistema mostrado en la Fig. 3.6. Las partes y elementos
principales de esta parte del rack los conforman sensores, motores,
transmisiones y carros móviles especificados detalladamente en el listado
[image:36.612.144.462.231.535.2]subsecuente.
Fig. 3.6 Ejes X, Z del prototipo
1. Sensor de límite del eje Z
2. Carro del eje X
3. Tornillo sin fin, sensor y motor
del eje X
4. Carro del eje Z
5. Eje Z
6. Polea del eje Z
7. Banda del eje Z
8. Conectores
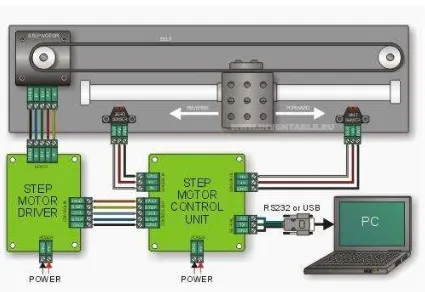
3.2.2.1 Control implementado:
La parte mecánica de un sistema de posicionamiento por motor a pasos está
[image:37.612.96.521.166.458.2]constituida por una base y una guía por la cual se desplaza una plataforma móvil
(Fig. 3.7.), la cual se mueve gracias a una correa dentada y la polea del motor.
Fig. 3.7 Control de posicionamiento de los ejes
La relación entre giros de motor y desplazamiento de la plataforma depende del
diámetro de la polea del motor. Con una polea de 2 cm de diámetro y usando un
motor de 200 pasos por giro, el desplazamiento de la plataforma será de 6.28 cm
por cada giro del motor. Los sensores ubicados en proximidad de los extremos de
la guía sirven para determinar la posición absoluta de la plataforma y como
dispositivos de seguridad.
La electrónica está constituida por dos módulos: la unidad de potencia del motor
y la unidad de control principal. Esta última recibe los comandos de
posicionamiento desde una PC a través de un puerto serial RS232 o convertidor
Con los motores step, contar los pasos del motor para determinar la posición es
algo relativamente simple porque el mismo microprocesador que genera los
impulsos eléctricos para mover el motor puede al mismo tiempo contarlos. Por lo
tanto el uso de este tipo de motores elimina la exigencia de instalar particulares
dispositivos que miden los giros del motor, conocidos con el nombre de encoder.
Para determinar la posición de la plataforma móvil, generalmente se usa un
método llamado “posicionamiento relativo” que consiste en sumar o restar (según
el sentido de marcha) el número de pasos efectuados por el motor a un contador
o registro de posición. Esta técnica, económica y fácil de implementar necesita un
procedimiento de inicialización del sistema que sirve para determinar la posición
absoluta de la plataforma y que será usada como referencia para todos los
movimientos sucesivos.
Inicialización con sensor de cero (home) y de tope:
El procedimiento de inicialización consiste en determinar la posición
absoluta de la plataforma (Fig. 3.8.). Para ello se es necesario llevar la
plataforma a una posición conocida donde se encuentra un sensor
llamado “de cero”.
Fig. 3.8 Unidad de control de sensores
Cuando la plataforma llega a dicho punto, el contador de posición se pone
a 0 y se detiene el movimiento. A partir de ese momento el sistema sabe
donde se encuentra la plataforma y por lo tanto para los movimientos
sucesivos se usa la técnica del “posicionamiento relativo” descripta en el
párrafo anterior. El sensor de cero también sirve para evitar que la
Por lo tanto, en el caso que el sensor de cero detecte la plataforma en fase
de un normal movimiento, la unidad de control tendrá que activar el
procedimiento de inicialización. Para el sensor de cero se puede usar una
dispositivo infrarrojo (IR), un sensor electromagnético, capacitivo o un
micro interruptor (micro switch). Este último es menos preciso respecto a
los anteriores, pero debido a su bajo costo y fácil instalación, fue el
elegido para la instalación en el prototipo.
En la figura anterior se puede observar otro sensor, similar al sensor de
cero pero que se encuentra en el otro extremo de la guía. Este sensor,
llamado “de tope” sirve solamente como protección en el caso que el
motor siga girando mas allá del rango previsto.
En condiciones normales de funcionamiento, este sensor nunca se activa
pero en ciertas circunstancias esto puede suceder. El caso más común es
cuando el motor “pierde” pasos, o sea, cuando por diversos motivos
(generalmente mecánicos), el motor no logra girar mientras el sistema de
control piensa que el movimiento está sucediendo. Por lo tanto, el registro
de posición tendrá un valor erróneo respecto a la ubicación real de la
plataforma. Si el error es grande, puede suceder que, en un
posicionamiento sucesivo, la plataforma exceda el rango de movimiento
de la guía activando el sensor de tope.
El sensor de tope, mas allá de proteger el sistema mecánico permite de
advertir al sistema de control que el registro de posición contiene un valor
erróneo. Después de la activación del sensor de tope, el sistema de
control tendría que activar inmediatamente el procedimiento de
inicialización para alinear correctamente el registro de posición del motor.
Como en el caso del sensor de cero, para el sensor de tope se puede usar
un dispositivo infrarrojo (IR) como se observa en la figura anterior, ideada
para su implementación industrial, un sensor electromagnético,
capacitivo o un micro switch, el cual fue elegido para la aplicación en el
(Infra Red) simples (uno a horquilla y el otro de reflexión), ambos
pensados para usarse en la aplicación industrial. La resistencia de 1K
sirve para encender el led emisor. La salida de este tipo de sensor es un
fototransistor. Los sensores funcionan perfectamente y son los
seleccionados para trabajar en la implementación industrial.
Fig. 3.9 Funcionamiento de los sensores
La unidad de potencia
En la Fig. 3.10., se puede observar una típica unidad de potencia para
motor paso a paso bipolar (ANEXO 8). Este tipo de motor tiene solamente
4 cables de salida conectados a los extremos de las dos bobinas internas
y un quinto cable de masa. Los colores indicados son solamente de
ejemplo porque cambian según el motor.
Fig. 3.10 Unidad de potencia de los motores
Un error en la conexión de los cables del motor no produce ningún daño,
lo único que sucede es que el motor no gira o gira mal. Muchas veces, no
conociendo un motor determinado es necesario probar en distintos modos
hasta encontrar la conexión justa. Los parámetros más importantes son:
la corriente del motor (depende del tipo de motor y de la potencia
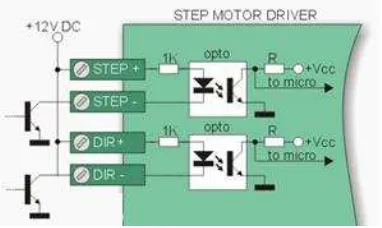
que permite de aumentar la resolución del eje. Para controlar una unidad
de potencia sirven 4 líneas de control de las cuales dos son
fundamentales: paso y dirección. Como se observa en la Fig. 3.11., en las
unidades de potencia las líneas del control son generalmente
fotoacopladas para mantenerlas aisladas eléctricamente al resto del
[image:41.612.219.410.201.315.2]sistema.
Fig. 3.11 Esquema de acoplamiento de unidades
Step: por cada impulso de esta entrada el motor se mueve de un paso o
menos. Esto último es debido a que muchas unidades de potencia
permiten el control del motor en medio paso, un cuarto de paso o
inclusive una fracción de paso. Dirección: según el nivel lógico de esta
entrada el motor girará en un sentido o en el otro.
La unidad de control
Es la parte más difícil de hacer y adaptar a una aplicación. Es controlada
por un microprocesador (Fig. 3.12.), debe generar las señales de control
para la unidad de potencia, leer el estado de los sensores, calcular la
posición de la plataforma y ejecutar las órdenes.
Comunicación entre ordenador y unidad de control
Físicamente hablando, el ordenador puede comunicar con la unidad de
control a través de un puerto serial del tipo RS232 o USB. Para ello es
necesario establecer un protocolo de comunicación que sea el mismo en
la unidad de control como en la aplicación (el programa) (ANEXO 10).
Los comandos fundamentales que el protocolo tendría que disponer son:
o movimiento: mueve la plataforma hacia la posición pasada como
parámetro
o stop: interrumpe inmediatamente cualquier movimiento del motor
o reset: reseteo completo de la unidad de control
o velocidad: programa la velocidad del motor para todos los
movimientos sucesivos
o inicialización: activa el procedimiento de inicialización
determinando así la posición absoluta de la plataforma
o lectura de status: el ordenador interroga la unidad de control para
saber en que estado se encuentra. La unidad puede responder
posicionamiento, inicialización, stop, error, etc.
Eje z:
Formado por una guía desplazada mediante un motor a pasos bipolar (Fig.
3.13.), el cual mueve una correa arriba y abajo y en cuya base se
encuentra un sensor de límite que referencia al eje e indica su correcto
funcionamiento al inicio de las operaciones (Fig. 3.14.).
Con un recorrido total de 30 cm., y el lado opuesto de la polea del motor
tensado mediante una polea dentada, este mecanismo resulta lo
suficientemente grande para desplazar a la bandeja que contiene el eje x a
lo alto de cada slot del rack. La base de éste eje tiene integrado un conector
de 12 patas (Fig. 3.15.), 2 destinadas a alimentar al sensor de límite, 4
para el motor bipolar utilizado en el eje z, y 6 mas que alimentan al motor
Fig. 3.13 Diseño del eje Z en inventor
Fig. 3.14 Dos vistas del motor a pasos y el limit switch del eje Z
[image:43.612.158.498.74.321.2] Eje x:
Unido a la correa del eje Z por medio de un carro con forma cilíndrica, lo
conforman dos guías paralelas en las cuales se montó un carro con un
brazo en forma de T con 2 barras paralelas verticalmente en cada extremo
que terminan en forma de V y cuya finalidad es tomar el material del rack
y posicionarlo para su subsecuente medición (Fig. 3.16.). El carro es
desplazado hacia delante y hacia atrás por medio de un tornillo sin fin
controlado por un motor a pasos bipolar (Fig. 3.17.), dicho movimiento es
referenciado con un sensor de límite el cual es un indicador del correcto
funcionamiento del eje X.
Fig. 3.16 Elementos del eje X Fig. 3.17 transmisión del eje X
3.2.3 Rack implementado en la industria:
Los puntos más importantes que competen al almacén son: Perfil de almacenamiento
Automatización del almacén Recepción de pedidos
De manera similar, consiste en una estructura fabricada con ángulos de hierro
perforados dispuestos verticalmente y unidos mediante secciones para formar
una estantería del tamaño necesario para soportar el número de estilos utilizados
en el proceso, en la cual se sujetan bases sobre las que se colocara el material
almacenado (Fig. 3.18.), formadas por plataformas inclinadas de roldanas o
rodillos que garantizan la óptima entrada y salida del material.
La mercancía se introduce por un extremo y se desliza por gravedad, hasta el
lado contrario que da al pasillo de salida.
Un sistema similar de ejes de elevación al aplicado al prototipo debe de
implementarse en la industria, dependiendo del espacio disponible, peso del
material y potencia de los motores a utilizar.
3.3 CORTE DE PERFILES
En el problema estudiado en ésta tesis, se incluye el corte del material (perfiles
metálicos) previo su traslado al área de manufactura, por lo que cabe mencionar
que los perfiles empleados son de forma cuadrada, cilíndrica y hexagonal sólida
en medidas estándar desde media pulgada hasta dos pulgadas.
Existen dos tipos de cortadoras que se adecuan a las características de los
perfiles empleados en la manufactura tratada en esta tesis, las sierras de disco y
las sierras de cinta.
3.3.1 Las cortadoras o sierras de disco:
Consisten en un sistema de palanca, la cual está conformada por dos brazos
unidos por una bisagra en un extremo, en el medio, cuenta con un motor que
hace rotar un disco de material abrasivo o cortante a altas revoluciones y
finalmente en el otro extremo un apoyo mediante el cual se baja el disco para que
se aplique el corte a la pieza.
3.3.1.1 Elementos de la sierra de disco del prototipo
Para efectos de fácil implementación en el prototipo, el dispositivo encargado de
desplazar la sierra de disco, reducir la velocidad y aumentar la fuerza de
movimiento que acerca la sierra a la madera, es controlado por medio de un
motor a pasos bipolar (escogido por su mayor precisión y torque en comparación
a otros motores), el cual esta unido con un tren de 5 engranes y una cremallera
(Fig. 3.19.). El motor que mueve el disco de la sierra es de corriente directa
controlado mediante la operación on/off, ya que lo que se desea no es controlar la
velocidad de corte sino el momento en que el disco empieza a girar. Para
referenciar el dispositivo de corte se utiliza un sensor de límite, el cual cada vez
que el PIC encargado del control de la sierra es energizado, desplaza el disco
hasta la posición inicial (home), para que, al ser reconocido, permita saber que el
[image:46.612.165.446.460.680.2]sistema esta funcionando adecuadamente.
Será la necesidad del trabajo, lo que nos haga cambiar las características de las
sierras circulares: Diámetro exterior, tipo del diente, cabeza del diente triscado,
dientes cambiables, etc.
En las sierras circulares, debemos distinguir dos partes fundamentales:
La base o cuerpo
El dentado
El diámetro de las mismas será variable, basándose en las exigencias de trabajo y
recordando que éste influye en la calidad del corte
El perfil de los dientes más usados es:
Diente fino
Diente de lobo
Diente de pico de loro
El diente fino, es recomendable para materiales blandos y su desgaste es mayor.
El diente con figura de lobo y el de pico de loro son recomendados para
materiales duros, por lo que fue el seleccionado para utilizarse en éste prototipo.
Por todo lo expuesto hasta el momento, es fácil comprender, que debemos
mantener siempre las sierras circulares, en perfectas condiciones de trabajo, una
falta de mantenimiento en las mismas nos crearán problemas en el corte y
calidad del acabado.
Se debe centrar el mantenimiento sobre la base o cuerpo de la sierra; puesto que
los dientes, tienen otro mantenimiento y tratamiento.
Las dos operaciones fundamentales que deberemos realizar sobre las sierras
circulares son: aplanado y tensionado.
El tensionado, nos estirará o alargará los cristales moleculares en ciertas zonas,
de forma que pueda resistir, la fuerza centrífuga, producida por la velocidad de
Este alargamiento de los cristales moleculares lo conseguiremos, martillando la
hoja.
El grado de tensionado, lo podemos cuantificar por la flecha producida, en un
regle que atraviese la circular, podremos medir la flecha entre él regle y la base de
la circular.
3.3.2 Las cortadoras de sierra-cinta:
En este tipo de sierras (Fig. 3.20.), se encuentran instaladas una polea libre y
una sujeta a un motor y sobre ambas se dispone y sujeta una sierra con forma de
cinta que corre en un solo sentido a una velocidad relativamente baja pero
constante (ANEXO 3).
A diferencia de la cortadora de disco, y el motivo por el que se eligió este tipo de
sierra cinta para la implementación industrial tratada en esta tesis, es que ésta
permite el corte de perfiles de mayor calibre (Fig. 3.21.), y sufre menor desgaste
aunque corre el riesgo de averiarse con el cambio constante de calibres ya que
[image:48.612.154.462.294.552.2]existen diferentes tipos de sierras cinta para diferentes materiales y grosores.
Fig. 3.21Aserrado con alimentación y rampa
A continuación se mencionan los elementos que trabajan en coordinación con una sierra cinta en campo:
1. Instalación de cuatro torres de apriete.
2. Rampa de alimentación horizontal.
3. Rampa de alimentación con inclinación. Para subir directamente sobre el carro
porta-trozas.
4. Uñas de apriete de las trozas.
3.3.3 Elementos de la sierra cinta a utilizar en campo
Cuerpo de máquina:
El cuerpo de máquina, recibe ésta definición, la parte del aserradero que contiene
todo el equipo motor.
En él, se encuentran colocados los volantes, en donde se colocará la sierra de
cinta, para realizar la función de corte.
Las partes fundamentales del cuerpo de máquina son:
Columna o pedestal:
Cuerpo de fundición que soporta los volantes superior e inferior, sostiene
los ejes de movimiento y mecanismos de transmisión para la realización
del proceso de aserrío.
Guías:
De subida y bajada del volante superior, sistema de subida del volante
manual o motorizado, mecánico o hidráulico (Fig. 3.22.). Las guías
tienen como misión fundamental, el conducir la sierra de cinta y evitar
desviaciones de la misma durante el periodo en que está trabajando. La
guía debe trabajar siempre lo más próximo del material a aserrarla guía
inferior es fija, teniendo las variaciones de recorrido las superiores. La
misión es estar siempre lo más cerca posible, del material para cortar, lo
que dará una garantía del acabado final y una seguridad para la cinta.
También se trabaja con guías tensoras con recorrido de uno 10 mm.
Volante inferior:
Sistema de anclaje fijo al pedestal o cuerpo de máquina. Cajas de
rodamientos de sustentación del eje motor con polea.
Motorización:
Situado el motor principal en el foso de obra, realiza la transmisión
mediante la polea al eje del volante inferior.
Volante superior:
Anclaje postizo y movible mediante caja de rodamientos. Excéntrica para
la inclinación del volante. Rascadores del volante para limpieza. Sistema
de lubricación o refrigeración. Protectores superiores del volante.
Manivela de regulación de la inclinación del volante. Sistema de tensión
de la sierra de cinta por el sistema de contra-pesas.
Guías móviles para subir y bajar las protecciones de la sierra de cinta:
Manivela para su accionamiento de subida y bajada de los protectores. Es
esencial, que el cuerpo de maquina o pedestal, para que cumpla la
función fundamental para la que ha sido diseñado. Debe de mantener
desde el principio de su colocación en la obra, las líneas de
perpendicularidad y horizontalidad. Sin ellas será imposible, conseguir
un trabajo perfecto.
El pedestal o cuerpo de máquina, es el primer paso que deberemos dar
para conseguir las líneas de paralelismo requeridas, en el trazado de las
vías de rodadura. Es el pedestal, el que marcará la referencia, para el
inicio del montaje del resto de la instalación.
Volantes:
Los volantes son los receptores de la sierra de cinta, que realizará el corte
de una forma perfecta si se cumplen todas las condiciones de montaje
que hemos establecido, en los puntos anteriores y si las condiciones de
Los volantes receptores de la sierra de cinta, necesitan para trabajar
correctamente.
Tener una figura que no sea plana, si así fuera, la sierra de cinta, siempre
tratara de salirse del propio volante.
Por ello necesitamos para trabajar con seguridad, establecer una cierta
figura del volante, en caso contrario, no se podría trabajar. Los volantes
tienen dos figuras normalmente.
o Figura abombada desde el punto central ó máximo del perfil.
o Figura a 1/3 de la parte más alta del ancho total del volante.
Los volantes con figura, darán un aserrío más estable, desapareciendo las
tendencias a salirse del perfil del volante la sierra de cinta. Tras el
impacto que sufre cuando empieza a contactar o cortar el metal, su
tendencia en ese momento siempre, es a salirse del perfil del volante,
siendo la figura la que evita que ello se produzca.
La hoja o sierra de cinta:
Las partes que más van a influir en la sierra de cinta (Fig. 3.23.), son:
o El material de composición de la herramienta
o Los espesores de la sierra de cinta.
o La forma del diente
o El paso del diente
o La altura del diente
El acero de la sierra:
La elección del material para trabajar, será fundamental para conseguir
que el resultado sea óptimo (ANEXO 5), por ello, deberemos no escatimar
en la elección de las características de la herramienta (ANEXO 7), ya que
su repercusión en los costos generales, no tiene prácticamente incidencia;
pero el resultado y consecuencia de una mala herramienta que
Fig. 3.23 A) Corte transversal metal blando y longitudinal/transversal metal duro. B), C) Corte longitudinal metal blando.
3.4 TRASLADO DE MATERIALES
En la actualidad la demanda de producción y la introducción de los sistemas de
calidad, así como las políticas de productividad, han obligado a los empresarios
no sólo a modificar sus sistemas de producción, sino también a optimizar los
tiempos laborales, por lo que constantemente se requiere de la identificación y,
eliminación o reducción de tiempos muertos y pérdidas de material. Bajo el
enfoque anterior, se busca la reducción del tiempo empleado en tareas repetitivas
y tardadas que se reflejan finalmente en pérdidas importantes.
El aprovechamiento de la fuerza laboral en las tareas que requieran la intuición y
el albedrio humanos, exige la intervención de la automatización en procesos
[image:53.612.134.477.79.401.2]