ESCUELA SUPERIOR DE INGENIERIA MECANICA Y
ELECTRICA
INGENIERIA EN CONTROL Y AUTOMATIZACION
TESIS
CONTROL DE TEMPERATURA PARA UN
EVAPORADOR DE OXÍGENO MEDICINAL
QUE PRESENTAN:
MAULEÓN CORTÉS LUCIA
MELÉNDEZ MUÑOZ JULIO CÉSAR
RAMÍREZ LÓPEZ MIGUEL ÁNGEL
ASESORES:
DR. IGNACIO CARVAJAL MARISCAL
M. EN C. RUBÉN VELÁZQUEZ CUEVAS
OBJETIVOS ESPECÍFICOS. I
ANTECEDENTES. II
JUSTIFICACIÓN. III
INTRODUCCIÓN. IV
CAPÍTULO 1 1
FUNDAMENTOS TÉCNICOS PARA EL SISTEMA DE SUMINISTRO DE OXÍGENO MEDICINAL.
1.1 TRANSFERENCIA DE CALOR. 1
1.2 MECANISMOS DE LA TRANSFERENCIA DE CALOR. 2
1.3 INTERCAMBIADORES DE CALOR. 6
1.3.1 Clasificación. 7
1.3.2 Coeficiente global de transferencia de calor. 11
1.4 PRINCIPIO DE FUNCIONAMIENTO DE UN EVAPORADOR. 12
1.4.1 Evaporador aletado. 13
1.5 OXÍGENO. 16
1.5.1 Propiedades. 17
1.5.2 Usos. 18
1.5.3 Toxicidad. 18
1.5.4 Obtención. 19
1.5.5 Grados de pureza disponibles. 19
2.1 DESCRIPCION DEL TANQUE TERMO. 21
2.1.1 Sistema de relevo. 22
2.1.2 Sistema de elevo. 24
2.1.3 Sistema de soporte y fijado a la cimentación. 24 2.1.4 Seguridad en los factores que intervienen en el almacenamiento de
Oxígeno en el tanque termo. 25
2.1.5 Resistencia de la tubería a la salida del tanque termo. 26
2.2 DESCRIPCIÓN DEL PROCESO. 29
2.3 PLANTEAMIENTO DEL PROBLEMA. 30
CAPÍTULO 3 34
PROPUESTA DE CONTROL E INSTRUMENTACIÓN.
3.1 DESCRIPCIÓN DE LA PROPUESTA. 35
3.2 CRITERIOS DE SELECCIÓN DE EQUIPO E INSTRUMENTACIÓN. 37
3.2.1 Selección de la bomba. 38
3.2.2 Selección de relevador 40
3.2.3 Selección del sensor de temperatura. 41
3.2.4 Selección del controlador de temperatura. 43
3.2.5 Selección de la electroválvula. 46
3.2.6 Selección del control de nivel. 49
3.2.7 Selección de la tubería para la alimentación de agua caliente. 51
3.2.8 Selección de las boquillas de aspersión. 52
3.2.9 Selección de la tina. 53
3.3 DIAGRAMA DE TUBERÍA E INSTRUMENTACIÓN (DTI) DE LA
PROPUESTA. 54
3.3.1 Condiciones de operación. 57
3.4 ESTRATEGIA DECONTROL. 58
CAPÍTULO 4 71 SIMULACIÓN Y RESULTADOS.
CAPÍTULO 5 83
COSTOS DE INVERSIÓN.
CONCLUSIONES. 88
BIBLIOGRAFÍA. 90
Figura 1. II Imagen del congelamiento de tubería.
Figura2. 3
Flujo de calor a través de una pared.
Figura 3. 5
Transferencia de calor de una superficie caliente al aire por medio de convección.
Figura 4. 7
Intercambiadores de calor tubos concéntricos. (a) Flujo paralelo.
(b) Contracorriente.
Figura 5. 8
Intercambiadores de calor de flujo cruzado.
(a) Con aletas y ambos fluidos sin mezclar.
(b) Sin aletas con fluido mezclado y el otro sin mezclar.
Figura 6. 9
Intercambiador de calor de carcasa y tubos con un paso por la carcasa y un paso por tubos (modos de operación de contracorriente cruzado).
Figura 7. 9
Intercambiadores de calor de carcasa y tubos.
(a) Dos pasos por la carcasa y cuatro pasos por tubos. (b) Un paso por la carcasa y dos pasos por tubos.
Figura 8. 10
Diagrama de las trayectorias de flujo en un intercambiador de placas.
Figura 9. 10
Cubiertas de intercambiadores de calor compactos. (a) Tubos con placas.
(b) Tubos con aletas circulares.
Figura 10. 11
Perfil de temperatura y circuito térmico.
Figura 11. 14
Evaporador aletado.
Figura 12. 22
Componentes del tanque termo de almacenamiento.
Figura 13. 30
Esquema del tanque termo con accesorios para la distribución de Oxígeno.
Figura 14. 32
(a) Vista superior. (b) Vista inferior.
Figura 16. 35
Diagrama de proceso por etapas.
Figura 17. 36
Diagrama de proceso por etapas.
Figura 18. 39
Bomba centrifuga con cabezal de policarbonato.
Figura 19. 40
Curvas de operación.
Figura 20. 41
Relevador de fines generales.
Figura 21. 43
RTD Pt100.
Figura. 22. 43
Características del controlador tc4s.
Figura 23. 45
Panel frontal del panel.
Figura 24. 46
Diagrama de conexión modelo tc4s.
Figura 25. 48
Válvula de control de caudal de dos vías.
Figura 26. 51
Diagrama de conexión del controlador CN5.
Figura 27. 52
Boquillas de aspersión.
Figura 28. 53
Tina de Acero Inoxidable.
Figura 29. 55
Diagrama de tubería e instrumentación para el control de temperatura para un evaporador de Oxígeno Medicinal.
Figura 30. 59
Diagrama de bloques del sistema de control de temperatura del evaporador.
Figura 33. 67 Comportamiento del sensor de temperatura.
Figura 34. 69
Comportamiento con relación al flujo y tiempo de apertura de la válvula.
Figura 35. 70
Relación del porcentaje de apertura y la señal de la válvula.
Figura 36. 71
Diagrama de bloques del modelo.
Figura 37. 72
Datos del controlador.
Figura 38. 73
Datos del sensor de temperatura.
Figura 39. 73
Datos del controlador.
Figura 40. 76
Datos del intercambiador.
Figura 41. 77
Datos de la válvula.
Figura 42. 78
Dinámica del proceso.
Figura 43. 79
Dinámica del proceso con un valor diferente de set point.
Figura 44. 79
Dinámica del proceso con un valor de set point diferente
Figura 45. 80
Dinámica del proceso con un valor de set point diferente.
Figura 46. 80
Dinámica del proceso con una perturbación de 0°C.
Figura 47. 81
Dinámica del proceso con una perturbación de 5°C.
Figura 48. 81
Tabla 1. 17 Propiedades físicas del Oxígeno.
Tabla 2(parte 1). 27
Propiedades mecánicas del Cobre.
Tabla 2(parte 2). 28
Propiedades mecánicas del Cobre
Tabla 3. 29
Propiedades mecánicas del Acero Inoxidable.
Tabla 4. 39
Datos técnicos de la bomba.
Tabla 5. 44
Especificaciones técnicas del controlador.
Tabla 6. 56
Elementos del tanque termo de Oxígeno Medicinal.
Tabla 7. 57
Elemntos de seguridad del tanque termo de Oxígeno Medicinal.
Tabla 8. 57
Nomenclatura de la instrumentación.
Tabla 9. 62
Unidades de los bloques.
Tabla 10. 75
Parámetros de sintonización
Tabla 11. 83
Costos de la instrumentación.
Tabla 12. 84
Herramientas e insumos.
Tabla 13. 85
Actividades del trabajo.
Tabla 14. 86
I I. OBJETIVO GENERAL.
Propuesta de un sistema de control de temperatura de un evaporador para evitar el congelamiento en la tubería que transporta Oxígeno Medicinal, utilizando como fluido de intercambio de calor agua caliente.
II. OBJETIVOS ESPECÍFICOS.
• Prevenir la formación de una capa de hielo en la tubería del evaporador.
• Reducir el desperdicio de agua, mediante un sistema de recirculación.
• Establecer las condiciones de seguridad y secuencia para el arranque y paro del sistema.
II III. ANTECEDENTES.
En los hospitales, para los pacientes es indispensable el uso de Oxígeno Medicinal, lo cual implica tener un depósito con el cual se lleve a cabo el suministro a las instalaciones del lugar.
Para facilitar el transporte y almacenamiento de los gases, estos se someten a altas presiones y con ello se reduce su volumen. En este caso, para almacenar Oxígeno Medicinal líquido se requiere de un contenedor especial que recibe el nombre de tanque termo/criogénico.
El tanque termo almacena el Oxígeno en estado líquido, a su salida tiene las líneas de distribución para el hospital. El Oxígeno llega a las tomas de los pacientes en estado gaseoso.
[image:11.612.168.444.378.585.2]Debido a que el Oxígeno presenta un cambio de fase de líquido a gas, se produce un fenómeno endotérmico y en consecuencia la tubería se congela, tal y como se muestra en la Figura 1.
III IV. JUSTIFICACIÓN.
En el trabajo se plantea el problema de congelamiento de la tubería de alimentación al evaporador. En un evaporador de tipo aletado, las aletas absorben el agua del medio ambiente para el intercambio de calor (indispensable para el cambio de fase del Oxígeno Medicinal de líquido a gaseoso) y se genera escarcha. El exceso de la misma se convierte en una capa de hielo, la cual empieza a aislar el sistema.
La estrategia es utilizar un insumo del hospital (agua caliente) y establecer un sistema de intercambio de calor por el método de convección, que es el modo de transferencia de energía entre una superficie sólida y un líquido o gas adyacente que está en movimiento, e implica los efectos combinados de la conducción y el movimiento del fluido.
IV V. INTRODUCCIÓN
En el presente trabajo se describirá el Proceso de Alimentación de Oxígeno Medicinal a un Hospital.
El Oxígeno Medicinal es un fluido cuyas características fisicoquímicas se detallarán más adelante. Se describirán también las redes centralizadoras para el abastecimiento del fluido, así como los sistemas que la conforman y las medidas de seguridad para transportarlo y/o almacenarlo.
La problemática que presenta el proceso es el congelamiento de la tubería a la salida del tanque termo y a la entrada del evaporador, por lo que se pretende desarrollar un Sistema de Control de Temperatura haciendo uso del intercambio de calor en forma directa.
Para comprender todos estos conceptos, es necesario tener conocimientos de Termodinámica y Operaciones Unitarias como la Transferencia de Calor y Evaporación.
Se ilustrará la simulación del Proceso con ayuda del Software MATLAB, que indicará la respuesta ideal del Sistema de Control de acuerdo a las condiciones propuestas.
INGENIERIA EN CONTROL Y AUTOMATIZACION 1
CAPÍTULO 1
FUNDAMENTOS TÉCNICOS PARA UN SISTEMA DE SUMINISTRO
DE OXÍGENO MEDICINAL.
Generalmente, el Oxígeno Medicinal se maneja en fase líquida para un almacenamiento en mayor cantidad y su fácil transporte en comparación con su fase gaseosa. Un litro de Oxígeno líquido Medicinal al evaporarse equivale a aproximadamente 860 litros de Oxígeno Medicinal gaseoso. Un tanque estacionario típico, el cual tiene una capacidad de alrededor de 30 litros de líquido, puede suministrar al paciente más de 25.000 litros de Oxígeno Medicinal gaseoso, lo suficiente para una o dos semanas de terapia, dependiendo del flujo requerido por el paciente.
El Oxígeno Medicinal líquido se vaporiza en gas y es calentado a temperatura ambiente dentro del equipo antes de ser administrado al paciente por medio de un tubo de plástico llamado cánula en los orificios nasales del paciente.
Dentro del suministro de Oxígeno Medicinal las siguientes consideraciones técnicas son necesarias para un mayor entendimiento del sistema.
1.1. TRASFERENCIA DE CALOR.
La ciencia de la Termodinámica trata de las transiciones cuantitativas y reacomodos de energía como calor en los cuerpos de materia. La ciencia de la transferencia de calor está relacionada con la razón de intercambio de calor entre cuerpos calientes y fríos llamados fuente y recibidor.
INGENIERIA EN CONTROL Y AUTOMATIZACION 2
La velocidad a la que cualquiera de estos procesos puede hacerse progresar con una fuente o recibidor independiente es, sin embargo, inherentemente muy diferente. Generalmente, la vaporización es un fenómeno mucho más rápido que la condensación.
Las fases de una sustancia simple, sólida, líquida y gaseosa, están asociadas con su contenido de energía. En la fase sólida, las moléculas o átomos están muy cercanos, dando esto rigidez. En la fase líquida existe suficiente energía térmica para extender la distancia de las moléculas adyacentes, de manera que se pierde la rigidez. En la fase de gas, la presencia de energía térmica adicional resulta en una separación relativamente completa de los átomos o moléculas, de manera que pueden permanecer en cualquier lugar de un espacio cerrado. También se ha establecido que, dondequiera que ocurra un cambio de fase fuera de la región crítica, se involucra una gran cantidad de energía en esa transición.
Para una misma sustancia en sus diferentes fases, sus varias propiedades térmicas tienen diferente orden de magnitud. Por ejemplo, el calor específico por unidad de masa es muy bajo para los sólidos, alto para los líquidos y, usualmente, de valores intermedios para los gases. Así mismo, en cualquier cuerpo que absorba o pierda calor, deben guardarse especiales consideraciones respecto a si el cambio es de calor latente, o sensible, o de ambos. Más aún, se conoce también que una fuente caliente es capaz de grandes excitaciones subatómicas, a tal grado que emite energía sin ningún contacto directo con el recibidor, y éste es el principio fundamental de la radiación. Cada tipo de intercambio exhibe sus propias peculiaridades. [1]
1.2. MECANISMOS DE LA TRANSFERENCIA DE CALOR.
INGENIERIA EN CONTROL Y AUTOMATIZACION 3
[image:16.612.171.444.142.346.2]Conducción: La conducción es la transferencia de calor a través de un material fijo tal como la pared estacionaria mostrada en la Figura 2.
Figura 2. Flujo de calor a través de una pared.
La dirección del flujo de calor será a ángulos rectos a la pared, si las superficies de las paredes son isotérmicas y el cuerpo es homogéneo e isotrópico. Supóngase que una fuente de calor existe a la izquierda de la pared y que existe un recibidor de calor en la superficie derecha. Es conocido y después se confirmará por una derivación, que el flujo de calor por hora es proporcional al cambio de temperatura a través de la pared y al área de la pared.
Si “T” es la temperatura en cualquier punto de la pared y x es el grueso de la pared en dirección del flujo de calor, la cantidad de flujo de calor dQ es dada por:
(1-1) El término -dt/dx se llama gradiente de temperatura y tiene un signo negativo si se
INGENIERIA EN CONTROL Y AUTOMATIZACION 4
la cara donde x = x. En otras palabras, la cantidad instantánea de transferencia de calor es proporcional al área y a la diferencia de temperatura dt que impulsa el
calor a través de la pared de espesor dx. La constante de proporcionalidad k es la
conducción de calor por conductividad y se le conoce por conductividad térmica.
Esta conductividad se evalúa experimentalmente y está básicamente definida por la ecuación (1-1).
La conductividad térmica de los sólidos tiene un amplio rango de valores numéricos dependiendo de si el sólido es relativamente un buen conductor del calor, tal como un metal, o un mal conductor como el asbesto. Estos últimos sirven como aislantes. Aun cuando la conducción de calor se asocia usualmente con la
transferencia de calor a través de los sólidos, también es aplicable a gases y líquidos, con sus limitaciones.
Convección: La convección es el modo de transferencia de energía entre la superficie sólida y un líquido o gas adyacente que está en movimiento, e implica los efectos combinados de la conducción y del movimiento de un fluido. Cuando mayor es el movimiento de un fluido, tanto mayor es la transferencia de calor por convección. Ante la ausencia de cualquier movimiento del fluido, la transferencia de calor entre una superficie sólida y el fluido adyacente se da mediante conducción pura. La presencia de movimientos en el fluido incrementa la transferencia térmica entre la superficie sólida y el fluido, pero también complica la determinación de las tasas de transferencia de calor.
INGENIERIA EN CONTROL Y AUTOMATIZACION 5
de las moléculas del mismo, y el movimiento en masa o macroscópico del aire que separa el aire calentado cerca de la superficie y lo sustituye por aire más frío.
Figura 3. Transferencia de calor de una superficie caliente al aire por medio de convección.
La transferencia de calor del líquido caliente del fondo del recipiente al resto, es convección natural o convección libre. Si se produce cualquiera otra agitación, tal como la provocada por un agitador, el proceso es de convección forzada. Este tipo de transferencia de calor puede ser descrito en una ecuación que imita la forma de la ecuación de conducción y es dada por:
(1-2)
La constante de proporcionalidad h es un término sobre el cual tiene influencia la
naturaleza del fluido y la forma de agitación, y debe ser evaluado experimentalmente. Se llama coeficiente de transferencia de calor. Cuando la ecuación (1-2) se escribe en su forma integrada, Q = hAt, se le conoce como la ley
INGENIERIA EN CONTROL Y AUTOMATIZACION 6
Radiación: La radiación involucra la transferencia de energía radiante desde una fuente a un recibidor. Cuando la radiación se emite desde una fuente a un recibidor, parte de la energía se absorbe por el recibidor y parte es reflejada. Basándose en la segunda ley de la termodinámica. Boltzman estableció que la velocidad a la cual una fuente da calor es como muestra la ecuación (1-3):
(1-3)
Esto se conoce como la ley de la cuarta potencia, T es la temperatura absoluta. es una constante dimensional, pero es un factor peculiar a la radiación y se llama emisividad. La emisividad, igual que la conductividad térmica k o el
coeficiente de transferencia de calor h, debe determinarse también
experimentalmente.
1.3. INTERCAMBIADORES DE CALOR.
El intercambio de calor entre dos corrientes de fluidos distintos es uno de los procesos más importantes que se encuentra frecuentemente en el campo de la ingeniería.
El papel de los intercambiadores de calor ha adquirido una gran importancia ante la necesidad de ahorrar energía y disponer de equipos óptimos, no sólo en función de su análisis térmico y el rendimiento económico de la instalación, sino también en función de otros factores como el aprovechamiento energético del sistema y la disponibilidad, la cantidad de energía y de materias primas necesarias para cumplir una determinada función.
INGENIERIA EN CONTROL Y AUTOMATIZACION 7
de calor, la magnitud de este gradiente se puede reducir utilizando un intercambiador mayor, pero esto a su vez implica un mayor costo económico y energético. [2]
1.3.1 Clasificación.
Los intercambiadores de calor pueden ser clasificados de acuerdo a los siguientes criterios:
• Recuperadores y regeneradores.
• Procesos de transferencia: contacto directo y contacto indirecto.
• Geometría de construcción: tubos, platos y superficies extendidas.
• Arreglo en flujo: paralelo, contracorriente o flujo cruzado.
Los intercambiadores de calor más sencillos son los concéntricos, por el tubo interno circula uno de los fluidos, mientras que el otro fluido circula por el espacio anular. Dependiendo del sentido de flujo, se clasifican en flujo paralelo o contracorriente, ambos arreglos son mostrados en la Figura 4 (a) y (b).
Figura 4. Intercambiadores de calor tubos concéntricos (a) y (b).
INGENIERIA EN CONTROL Y AUTOMATIZACION 8
La Figura 5 (a) muestra un fluido que no está mezclado debido a que las aletas impiden el movimiento en la dirección y, que es transversal a la dirección del flujo
principal x, en este tipo de configuración la temperatura del fluido varía con las
direcciones x y y.
En cambio la Figura 5 (b) muestra un conjunto de tubos sin aletas, aquí si es posible el movimiento del fluido en la dirección transversal que en consecuencia es mezclado y las variaciones de temperatura se producen en la dirección del flujo principal x.
Figura 5. Intercambiadores de calor de flujo cruzado (a) y (b).
La otra configuración muy común en intercambiadores de calor, es el de carcasa y tubos, estos equipos son ampliamente usados en enfriadoras. Las configuraciones difieren de acuerdo al número de pasos por tubos y carcasa, la forma más simple implica un solo paso por tubos y carcasa como se muestra en la Figura (6). En estos intercambiadores normalmente se instalan deflectores (bafles) para
INGENIERIA EN CONTROL Y AUTOMATIZACION 9
Figura 6. Intercambiador de calor de carcasa y tubos con un paso por la carcasa y un paso por tubos (modos de operación de contracorriente cruzado).
En la Figura 7 se muestran otras dos configuraciones de intercambiadores de calor carcasa y tubos.
Figura 7. Intercambiadores de calor de carcasa y tubos. (a) dos pasos por la carcasa y cuatro pasos por tubos. (b) un paso por la carcasa y dos pasos por tubos.
INGENIERIA EN CONTROL Y AUTOMATIZACION 10
Figura 8. Diagrama de las trayectorias de flujo en un intercambiador de placas.
Una clase especial de intercambiadores de calor es usada para conseguir un área superficial de transferencia de calor por unidad de volumen muy grande (arriba de los 700 m2/m3). Estos son llamados intercambiadores de calor compactos, los
[image:23.612.183.467.68.290.2]cuales tienen arreglos complejos de tubos con aletas o placas, se usan normalmente cuando al menos uno de los fluidos es un gas, en consecuencia se caracterizan por un coeficiente de convección pequeño. Los tubos pueden ser planos o circulares y las aletas pueden ser de placa o circular, ejemplo de estos se muestran en la Figura 9 (a) y (b).
INGENIERIA EN CONTROL Y AUTOMATIZACION 11
Hasta el momento se han mencionado las configuraciones generales de los intercambiadores de calor, en el siguiente apartado se describirá fundamentalmente las metodologías más usuales para el análisis térmico de un intercambiador de calor. El análisis térmico se realiza con el objetivo de expresar la cantidad total de calor transferido del fluido caliente al fluido frío, en términos del coeficiente global de transferencia de calor, temperaturas de entrada o salida y la superficie de transferencia de calor. [2]
1.3.1 Coeficiente global de transferencia de calor.
Un parámetro muy importante en cualquier análisis térmico de intercambiadores, es el coeficiente global de transferencia de calor, el cual se puede definir en términos de una resistencia térmica total para la transferencia de calor de un fluido a otro, ya sea a través de una placa o de la pared de un tubo, siendo este último, el caso predominante. La Figura 10 muestra la sección transversal de un tubo típico, así como el perfil de temperatura y el circuito térmico correspondiente. [2]
Figura 10. Perfil de temperatura y circuito térmico.
INGENIERIA EN CONTROL Y AUTOMATIZACION 12
(1-4)
Donde los subíndices i y o se refieren a las superficies interna y externa del tubo
que se pueden exponer al fluido caliente o al fluido frío.
Cuando un intercambiador de calor ha estado en operación durante un periodo largo de tiempo, a menudo las superficies quedan sujetas a la obstrucción debido a impurezas entre el fluido y el material de la pared, afectando de esta manera la transferencia de calor. Este efecto se trata mediante la implicación de una resistencia por ensuciamiento, Por lo tanto, el coeficiente global de transferencia de calor se puede determinar a partir del conocimiento de los coeficientes de convección de los fluidos caliente y frío, de las resistencias de ensuciamiento y de los parámetros geométricos. [2]
1.4. PRINCIPIO DE FUNCIONAMIENTO DE UN EVAPORADOR.
Se conoce por evaporador al de energía térmica contenida en el medio ambiente hacia un gas baj
Este cambio de estado permite absorber el evaporador y de esta manera el gas, al abandonar el evaporador lo hace con una cumpliéndose así el fenómeno de refrigeración.
INGENIERIA EN CONTROL Y AUTOMATIZACION 13
evaporador. En los sistemas de expansión directa, esta válvula despide una fina mezcla de líquido y vapor a baja presión y temperatura. Debido a las propiedades termodinámicas de los gases refrigerantes, este descenso de presión está asociado a un cambio de estado y, lo que es más importante aún, al descenso en la temperatura del mismo.
De esta manera, el evaporador absorbe el calor sensible del medio a refrigerar transformándolo e estado de vapor.
Para que el Oxígeno sea transformado del estado líquido a gas, se requiere que pase por un serpentín o evaporador aletado que actúa como intercambiador de calor con el medio ambiente. Este evaporador debe quedar ubicado cerca del termo estacionario.
1.4.1 Evaporador aletado.
Los serpentines aletados son serpentines de tubo descubierto sobre los cuales colocan placas metálicas o aletas. Las aletas, sirven como superficie secundarias absolvedoras de calor y tienen el efecto de aumentar el área superficial externa del evaporador, mejorando por lo tanto la eficiencia para enfriar aire u otros gases.
INGENIERIA EN CONTROL Y AUTOMATIZACION 14
Figura 11. Evaporador aletado.
Cuando se agregan las aletas al serpentín, estas se extienden hacia afuera ocupando los espacios abiertos entre los tubos y actúan como colectores de calor.
Estos absorben calor del aire que ordinariamente no estaría en contacto con la superficie principal y conducen este calor a la tubería.
INGENIERIA EN CONTROL Y AUTOMATIZACION 15
El tamaño y espacio en las aletas depende, en parte, del tipo de aplicación para el cual está diseñado el serpentín. El tamaño del tubo determina el tamaño de la aleta. Tubos pequeños requieren de aletas pequeñas. A medida que se aumenta el tamaño del tubo puede aumentarse el tamaño de la aleta. El espacio entre aletas varía desde 1 a 14 aletas por pulgada, dependiendo principalmente de la temperatura de operación del serpentín.
La acumulación de escarcha es inevitable en serpentines usados en enfriamiento de aire, trabajando a temperaturas bajas debido a que la acumulación de escarcha sobre serpentines aletados tiende a restringir el paso del aire entre las aletas y a retardar la circulación del aire a través del serpentín. Los evaporadores diseñados para aplicaciones de baja temperatura deben tener un mayor espacio (dos o tres por pulgada) a fin de minimizar el daño por la restricción en la circulación del aire.
Por otra parte, el diseño de serpentines para aire acondicionado y otras instalaciones donde los serpentines trabajan a temperaturas suficientemente altas de tal modo que no haya acumulación de escarcha sobre la superficie del serpentín, podrán tener hasta 14 aletas por pulgada.
Cuando la circulación de aire sobre serpentines aletados es por gravedad, es importante que el serpentín ofrezca la mínima resistencia al flujo del aire; por lo tanto, en general, el espacio entre aletas deberá ser mayor para serpentines de convección natural que para serpentines que emplean ventiladores.
INGENIERIA EN CONTROL Y AUTOMATIZACION 16
Debido a que la capacidad se afecta más por la acumulación de escarcha, los serpentines aletados darán mejores resultados en aplicaciones de enfriamiento con aire donde la temperatura sea superior a los 1.11°C. Al utilizar serpentines aletados para aplicaciones de baja temperatura, se deberá tener algunos medios de deshelar el serpentín a intervalos regulares.
Porque poseen aletas, los serpentines aletados tienen más área superficial por unidad de longitud y ancho que los evaporadores de superficie primordial y por lo mismo pueden construirse de forma más compacta. Por lo general un serpentín aletado ocupa menos espacio que cualquier otro evaporador, sea de tubo descubierto o de superficie de placa, esto para igualdad de capacidad. Lo anterior proporciona un ahorro considerable de espacio, lo que hace que los serpentines aletados sean idealmente apropiados para usarse con ventiladores en unidades de convección forzada.
1.5. OXÍGENO.
El Oxígeno es el elemento más abundante en la tierra. En su forma combinada, constituye una quinta parte del aire, mezclado con el Hidrógeno forma el agua (H2O), en otras combinaciones cubre el 49% de la corteza terrestre.
INGENIERIA EN CONTROL Y AUTOMATIZACION 17
Las propiedades físicas se muestran en la Tabla 1.
Fórmula Química O2
Peso molecular 32.0 g/mol
Temperatura de ebullición (1 atm) -183 °C Temperatura de congelación (1 atm) -128.8 °C
Temperatura crítica -118.4 °C
Presión crítica 50.1 atm
Densidad gas (20°C, 1 atm) 1.32 g/l
Densidad líquido (1 atm) 1.140 kg/lt
Gravedad específica gas (aire=1,20°C 1 atm) 1.10 Volumen específico (20°C, 1 atm) 0.75 m³/kg
[image:30.612.93.522.111.356.2]Solubilidad en agua (20°C, 1 atm) 3.16% por volumen
Tabla 1. Propiedades físicas del Oxígeno.
1.5.1 Propiedades.
El Oxígeno gaseoso es incoloro, inodoro, sin sabor y no inflamable. Se combina fácilmente con otros elementos. Es un potente oxidante, y un oxidante es necesario para soportar la combustión. El Oxígeno reacciona con casi todos los materiales orgánicos y metales. Los materiales que pueden prenderse fácilmente en el aire, lo harán más intensamente en presencia del Oxígeno.
El equipo usado en el servicio de Oxígeno, debe estar diseñado para utilizar materiales con temperaturas elevadas de ignición y no reactivos con el Oxígeno.
INGENIERIA EN CONTROL Y AUTOMATIZACION 18
La cantidad de Oxígeno contenida en un cilindro, se determina en base a la presión y temperatura de éste. El símbolo molecular para el Oxígeno es O2.
1.5.2 Usos.
Los principales usos del Oxígeno surgen de su fuerte propiedad como oxidante, así como de sus propiedades para soportar la vida. El Oxígeno se usa en industrias metalmecánicas en combinación con acetileno en procesos de soldadura oxiacetilénica, para corte de metales, templado, ensamblado, limpieza y deshidratación. El Oxígeno también se utiliza mucho en la fabricación de Acero y tratamiento de aguas residuales.
En las ramas químicas y petroquímicas, el Oxígeno se usa para la producción de síntesis gaseosa a partir del carbón, gas natural o combustibles líquidos utilizados para producir gasolinas, metanol y amoniaco. Usado en los procesos de producción de aldehídos y alcoholes y en la obtención de acetileno por oxidación parcial de hidrocarburos.
También es empleado en la fabricación de ácido nítrico por oxidación catalítica de amoniaco y en la producción de etileno y óxidos de propileno. En la medicina en aplicaciones de terapia respiratoria.
1.5.3 Toxicidad.
El Oxígeno no es tóxico en condiciones normales de uso (ver Anexo A). Es necesario para soportar la vida. Sin embargo, el respirar Oxígeno puro a presión atmosférica puede producir tos y dolores en el cuello en lapsos de 8 a 24 horas.
INGENIERIA EN CONTROL Y AUTOMATIZACION 19
Si se suministra el Oxígeno a presiones mayores de 2 atmósferas se puede producir afecciones al sistema nervioso central, con punzadas en los dedos de las manos y de los pies, disturbios visuales y auditivos, sensaciones anormales, falta de coordinación, confusión, tensiones musculares y movimientos de tipo epiléptico en un lapso de 2 a 3 horas.
Los niños expuestos a niveles que exceden del 35-40% de Oxígeno, pueden sufrir daños permanentes en la vista o incluso la ceguera debido a fibroplasia retro-óptica.
1.5.4 Obtención.
La fuente principal de obtención del Oxígeno es la destilación del aire líquido.
Cuando es enfriado a -183°C, el Oxígeno cambia del estado gaseoso al líquido y puede ser almacenado en tanques estacionarios bien aislados térmicamente denominados “tanques criogénicos”, instalados en hospitales o clínicas de salud.
Otra alternativa de suministro de Oxígeno líquido es la utilización de recipientes criogénicos móviles denominados “termos” que son generalmente utilizados para abastecer a instituciones de menor consumo y/o con limitaciones de espacio.
Por medio de un adecuado sistema de intercambio de calor, el Oxígeno se evapora y llega al paciente en estado gaseoso y a temperatura ambiente.
1.5.5 Grados de pureza disponibles.
• Industrial.
• Extra seco.
• Respiración.
INGENIERIA EN CONTROL Y AUTOMATIZACION 20
1.6. DISTRIBUCIÓN DE OXÍGENO MEDICINAL EN EL MERCADO.
Dada la importancia en la aplicación del Oxígeno Medicinal (asistencia respiratoria, anestesia, etc.) es lógico pensar que el control del suministro juega un papel importante en el abastecimiento del mismo.
Dentro de las empresas más importantes a nivel nacional que se encargan del suministro y almacenamiento del Oxígeno Medicinal se encuentran:
• INFRA MÉDICA. • AIR LIQUIDE. • MESSER.
INGENIERIA EN CONTROL Y AUTOMATIZACION 21
CAPÍTULO 2
DEFINICIÓN DEL SISTEMA DE DISTRIBUCIÓN DE OXÍGENO Y LA
PROBLEMÁTICA.
Por medio de redes centralizadas se pueden suministrar gases medicinales a áreas críticas de un hospital tales como: quirófanos, salas de expulsión, terapia intensiva, recuperación, urgencias, hospitalización, etc. por medio de tomas murales y equipamiento básico (flujómetros).
Para este caso práctico, se hace referencia al tanque termo de almacenamiento de Oxígeno Medicinal del Hospital General de Zona No. 76 del Instituto Mexicano del Seguro Social (IMSS), cuya descripción se detalla.
2.1. DESCRIPCIÓN DEL TANQUE TERMO.
Los tanques termos son utilizados para almacenar Oxígeno en forma de líquido criogénico y suministrarlo en su forma gaseosa. El tanque lo constituye un recipiente interior y uno exterior o “camisa“, al espacio entre los dos recipientes se le hace vacío y se llena con material aislante, generalmente perlita. El recipiente interior está preparado para resistir una presión máxima de 15 Kg/cm2 (en este caso se maneja una presión a su salida de 7Kg/cm2) y está fabricado de Acero Inoxidable o Acero con 9% de Níquel. La “camisa” está fabricada en Acero al carbón.
INGENIERIA EN CONTROL Y AUTOMATIZACION 22
Los sistemas que integran un tanque termo estacionario que contiene Oxígeno líquido son:
• Sistema de Relevo, dividido en 2 partes: a) Llenado.
b) Seguridad.
• Sistema de Elevo.
• Sistema de Soporte y Fijado a la Cimentación.
Figura 12. Componentes del tanque termo de almacenamiento.
2.1.1 Sistema de Relevo.
INGENIERIA EN CONTROL Y AUTOMATIZACION 23
El operador junto con el técnico de fluidos y energéticos revisa las lecturas en los manómetros de operación.
• El primero indica la presión interna (en Kg/cm²).
• El segundo indica el porcentaje de llenado (en %).
Cuando el nivel de Oxígeno del tanque termo está alrededor del 50%, se procede a la conexión de la pipa para suministro utilizando una manguera de 2 pulgadas de diámetro de Acero Inoxidable flexible. Ya conectados los equipos, se abren las válvulas de llenado superior e inferior del tanque termo. Por cuestiones de seguridad el suministro de Oxígeno líquido al tanque termo no debe exceder del 90% de su capacidad.
Al finalizar la carga se cierran las válvulas antes mencionadas y se abre la válvula de purga (eliminando de la línea de llenado el exceso de Oxígeno).
Posteriormente, se procede a descongelar la línea de llenado con agua hasta que no se perciba escarcha o hielo a su alrededor.
Seguridad: Los tanques termos están equipados con válvulas de alivio y discos de ruptura, para liberar la presión si hay un aumento excesivo de ésta a causa de algún imprevisto.
Este sistema consiste de tres válvulas, una de alivio que se encuentra en la parte superior del tanque termo y las dos restantes son de seguridad porque regulan la liberación de Oxígeno líquido.
INGENIERIA EN CONTROL Y AUTOMATIZACION 24
2.1.2 Sistema de elevo.
Los tanques termos tienen un sistema que vaporiza líquido para aumentar la presión (elevo) cuando esta baja a medida que se descarga el tanque termo, esto sucede cuando el manómetro registra un 40% de su capacidad. En caso de presión excesiva, entrega gas a la línea de consumo, con lo que la presión baja rápidamente por medio de un evaporador que se encuentra en la parte inferior del ya mencionado. Este sistema está diseñado para que el tanque termo trabaje a una presión constante, adecuada a las necesidades del usuario.
2.1.3 Sistema de soporte y fijado a la cimentación.
Antes de la planificación del suministro de Oxígeno líquido se debe considerar la aprobación del sitio con los bomberos locales y el proveedor y justificar su colocación con un consumo de gas aproximadamente de 1800 m³ mensuales, lo que implica que la central de Oxígeno gaseoso es problemática e ineficiente. Esto se ve reflejado en el riesgo asociado al movimiento de grandes cantidades.
El tanque del Oxígeno líquido debe estar ubicado al aire libre o en un lugar especial fuera de la caseta de la central de gases. Debe estar a 5 metros como mínimo de la vía de tránsito general o una carretera general, 10 metros del límite del terreno y de cualquier lugar donde pueda existir aglomeración de gente, fuera del local o dentro del mismo, 10 metros mínimo de pozos de aguas negras, registro eléctrico u otras cavidades o huecos en donde exista la posibilidad de acumulación de Oxígeno. Se debe evitar la colocación de otro tipo de tanque o cercano a las líneas de alta o baja tensión.
INGENIERIA EN CONTROL Y AUTOMATIZACION 25
El tanque termo debe ser colocado sobre una plataforma elevada o sobre un soporte de hormigón o de Acero adecuado para aguantar el peso del termo con producto. Se deben evitar utilizar materiales porosos y orgánicos, así como asfalto.
El estacionamiento del camión también debe ser una plataforma de hormigón, u otro material no inflamable completamente lisa. Por lo tanto no se debe usar asfalto para cubrir la plataforma de llenado ya que este puede saturarse de Oxígeno líquido y puede aumentar el riesgo de explosión o incendio, a causa de un objeto metálico que pudiera caer, o por el calor de la fricción cuando el vehículo arranca o frena.
Con respecto al peligro de incendios es especialmente grande tratándose de Oxígeno líquido, ya que existe el riesgo de que ocurra un derrame durante la maniobra, que pueda saturar al aire con Oxígeno y provocar el fuego. Por lo tanto debe estar prohibido fumar es este local a una distancia de 5 metros de la instalación y contar con equipos para la extinción del fuego.
Las instrucciones para el mantenimiento de la instalación, el letrero de "Oxígeno Líquido" además de letreros de prohibición de fumar y de la entrada de personas ajenas deben estar colocadas en lugares visibles y debe estar actualizadas según las normas de señalización y ser legibles.
2.1.4 Seguridad en los factores que intervienen en el almacenamiento de Oxígeno en el tanque termo.
Los tanques termos que contengan Oxígeno líquido a alta presión, necesitan un control periódico de su estado, para seguridad de los usuarios.
INGENIERIA EN CONTROL Y AUTOMATIZACION 26
señales de exposición a altas temperaturas y/o arco eléctrico. En el caso de observarse algún deterioro, este es analizado para determinar su gravedad.
Inspección de Olor: Antes de llenar un cilindro, se comprueba el olor de su contenido anterior para detectar una posible contaminación.
Inspección de Sonido: Sirve para verificar si el tanque tiene alguna falla, (grieta, oxidación interna, líquido, etc.), También indica si está lleno o vacío (sonido de campana).
El área de almacenamiento de gases debe cumplir con las siguientes características:
• Excelente ventilación natural.
• Piso nivelado.
• Protección adecuada a la intemperie.
• Alejada de fuentes de calor.
• Instalación eléctrica bajo norma.
• Rotulación de seguridad.
• Construida con materiales no combustibles.
2.1.5 Resistencia de la tubería a la salida del tanque termo.
INGENIERIA EN CONTROL Y AUTOMATIZACION 27
Dónde:
R - resistencia al choque térmico.
λ - conductividad térmica.
σ F - resistencia a la flexión.
α - coeficiente de expansión térmica (CTE). E - módulo de elasticidad.
La tubería utilizada es de Cobre tipo k y Acero Inoxidable a continuación se mencionan algunas de sus propiedades mecánicas.
Tubería de Cobre tipo K, es la denominación para las tuberías que por sus
características se recomiendan usar en instalaciones de tipo industrial, conduciendo líquidos y gases en condiciones más severas de presión y temperatura. En la Tabla 2 (parte 1 y 2) se muestran las propiedades mecánicas del Cobre. Bajas Temperaturas Temperatura Elevada Temperatura Ambiente
Magnitud Unidad Estado a-196°C a-200°C Estado
Resistencia a la tracción R F 36 39 16 17.5 R1 R2 F1 F2 22 23-26 27-38 38-45 Límite elástico R F 7 26 6 14.5 R1 F1 5 18-34
Alargamiento % R
F 57 45 57 34 R1 R2 48 26-37 Dureza
Brunell - - - -
R1 F1
INGENIERIA EN CONTROL Y AUTOMATIZACION 28 Bajas Temperaturas Temperatura Elevada Temperatura Ambiente Resistencia a
la cazilladura - - -
F1 R
16 18-20 R= estado recocido
F= estado de forja(reducción 5-7% en frío) R1= estado recocido
F1= estado de forja(reducción 5-7% en frío) R2=estado recocido (alambre)
F2= estado de forja (alambre)
Tabla 2 (parte 2). Propiedades mecánicas del Cobre.
Resistencia a la Congelación: En la actualidad la mayoría de tuberías no resiste la contracción de algún material al congelarse pero el tubo de Cobre tiene la cualidad que al contraerse no pierde sus propiedades mecánicas.
La razón de la ruptura de un tubo por congelamiento es simple, al congelarse, se contrae su volumen en un 9%. Si esta disminución de volumen encuentra resistencia, el punto de congelación baja, la presión ejercida por algún líquido con densidad muy cercana a la del agua sobre las paredes internas del tubo alcanza aproximadamente a 60 Kg/cm2 por cada grado centígrado de disminución del punto de congelación. Este aumento de presión es el que puede producir el rompimiento del tubo.
Tubería de Acero Inoxidable serie 300 (austeníticos), son los más utilizados por su
amplia variedad de propiedades, se obtienen agregando Níquel a la aleación, por lo que la estructura cristalina del material se transforma en austenita y de aquí adquieren el nombre. El contenido de Cromo varía de 16 a 28%, el de Níquel de 3.5 a 22% y el de Molibdeno 1.5 a 6%.
Las propiedades básicas son:
INGENIERIA EN CONTROL Y AUTOMATIZACION 29
• Excelente factor de higiene.
• Limpieza.
• Fáciles de transformar.
• Excelente soldabilidad.
• No se endurecen por tratamiento térmico.
• Se pueden utilizar tanto a temperaturas criogénicas como a elevadas temperaturas.
En la Tabla 3 se presentan las propiedades mecánicas del Acero Inoxidable.
Tabla 3. Propiedades mecánicas del Acero Inoxidable.
2.2. DESCRIPCIÓN DEL PROCESO.
Ya que conocemos los sistemas principales del tanque termo ahora conoceremos los sistemas complementarios para realizar la distribución de Oxígeno Medicinal.
INGENIERIA EN CONTROL Y AUTOMATIZACION 30
[image:43.612.185.425.190.470.2]llega al sistema de regulación de presión el cual baja la presión a 5 Kg/cm2 y es entregada a la red de distribución. En cada área crítica del hospital se encuentran seccionados reguladores de presión, los cuales hacen que se entreguen 3 Kg/cm2 de presión en las tomas murales para el uso del paciente. En la Figura 13 se muestra un esquema del tanque termo con los accesorios para la distribución de Oxígeno Medicinal.
Figura 13. Esquema del tanque termo con accesorios para la distribución de Oxígeno.
2.3. PLANTEAMIENTO DEL PROBLEMA.
El problema presente es el congelamiento de la tubería que se encuentra en la salida del tanque termo, esta es la línea principal que alimenta al evaporador aletado.
Pero ¿por qué se congela?
INGENIERIA EN CONTROL Y AUTOMATIZACION 31
condensa y se congela sobre la superficie de los tubos para formar hielo y escarcha. Cuanto menor es la temperatura del evaporador mayor es la velocidad de formación de escarcha. Por supuesto no se tiene formación de escarcha en aquellos evaporadores donde la temperatura de trabajo es superior a 0º C.
La escarcha es mala conductora del calor por lo que la velocidad de transferencia de calor desde el espacio refrigerado hacia el refrigerante se reduce. Esto provoca que la temperatura de evaporación del refrigerante sea cada vez más baja por lo que se formará más escarcha lo que hace más difícil que entre en calor desde el exterior. De esta manera, se reduce la capacidad frigorífica del evaporador. En los evaporadores aleteados la escarcha que se forma entre las aletas reduce la superficie de contacto entre las aletas y el aire. Esto reduce también la transmisión de calor por lo que disminuirá la temperatura de evaporización y se producirá una mayor formación de escarcha. El agua como se dilata conforme se congela, la expansión que se produce puede dañar las aletas.
Este tipo de evaporador aletado trabaja según el sistema llamado "sistema de circulación forzosa". Este sistema funciona de la siguiente manera:
Cuando se abre la válvula de presión superior del tanque, se extrae líquido en el tanque termo por la tubería de buceo hacia el evaporador principal en el cual se realiza la evaporación del líquido. Cuando el líquido se evapora la presión aumenta en el evaporador teniendo como consecuencia que solamente la cantidad de líquido equivalente al consumo trate de bajar la presión en el evaporador y la presión del tanque se iguale a la presión de salida. Cuando el nivel del líquido en el tanque baja, debido al consumo de gas, la presión en este baja.
INGENIERIA EN CONTROL Y AUTOMATIZACION 32
Figura 14 (a).Tubería congelada del tanque termo.
Figura 14 (b).Tubería congelada del tanque termo.
INGENIERIA EN CONTROL Y AUTOMATIZACION 33
Cuando el evaporador tiene una capacidad elevada el dispositivo de evaporación para aumentar la presión está congelado alrededor de las aletas como se muestra en la Figura 15 (a) y (b). El dispositivo de evaporación para aumentar la presión tiene como misión que junto con el regulador de presión mantenga una presión constante en el tanque.
Figura 15 (a). Parte superior del evaporador aletado.
Figura 15 (b). Parte inferior del evaporador.
INGENIERIA EN CONTROL Y AUTOMATIZACION 34
CAPÍTULO 3
PROPUESTA DE CONTROL E INSTRUMENTACIÓN.
La escarcha que se produce sobre el evaporador debe retirarse periódicamente porque puede provocar un daño en la seguridad del equipo y la de los pacientes.
Debido a que el Oxígeno presenta un cambio de fase súbito por ese motivo se genera escarcha en la tubería de alimentación así como en el evaporador.
Una propuesta inicial para descongelar la tubería y el evaporador fue la utilización de vapor de agua; sin embargo, de la investigación sobre las propiedades mecánicas en los materiales se constató que tanto el Acero Inoxidable como el Cobre resisten temperaturas bajas sin presentar daño; y que el uso de vapor para la transferencia de calor puede producir un choque térmico que se refiere al rompimiento de la tubería al sufrir un cambio drástico de temperatura, que provoca que se fracture la tubería al someterse a un brusco aumento y descenso de la temperatura, como se mostró en las Tablas 2 y 3.
La propuesta definitiva para descongelarla tubería y el evaporador es mediante un intercambiador de calor utilizando agua caliente. Por lo tanto, la prioridad es evitar el congelamiento del evaporador con la finalidad de mejorar el cambio de fase del Oxígeno Medicinal en el evaporador, ya que este utiliza al medio ambiente como medio de intercambio y por ese motivo presenta escarcha.
INGENIERIA EN CONTROL Y AUTOMATIZACION 35
3.1. DESCRIPCIÓN DE LA PROPUESTA.
En la Figura 16 se muestra el diagrama de proceso por etapas que se detalla a continuación.
La idea es colocar rociadores en la parte superior del evaporador, proporcionando agua caliente o templada para evitar la formación de escarcha. Cada rociador es controlado por una electroválvula que a su vez recibe una señal eléctrica de un sensor que proporciona la temperatura más baja del evaporador en la parte inferior. Con este sensor se establece una temperatura que envía una señal para la apertura o cierre de la válvula. En la parte inferior del evaporador se encuentra una charola o tina, cuya función es recolectar el agua esparcida en el evaporador mediante una bomba de succión. Para evitar derramamiento de la charola y cavitación de la bomba, por seguridad del sistema se propone un control de nivel
ON-OFF.
INGENIERIA EN CONTROL Y AUTOMATIZACION 36
En la Figura 17 se muestra el diagrama de flujo de arranque/paro y puesta en marcha.
Figura 17. Diagrama de flujo de arranque/paro y puesta en marcha.
A continuación se muestra la explicación del diagrama de flujo.
CONTROL DE TEMPERATURA
1.- Inicio.
2.-Arranque y paro del proceso.
3.- Se realiza la asignación del set point (como se pretende que sea un punto de referencia fijo es de -60°C).
INGENIERIA EN CONTROL Y AUTOMATIZACION 37
5.- Evaluación de condición < -60°C. Si cumple pasa al punto 5.1. No cumple pasa al punto 6.
5.1.- Abre la válvula periódicamente y regresa al punto 4. 6.- Cierra la válvula.
7.- Fin.
CONTROL DE NIVEL
1.- Inicio.
2.- Arranque y paro del proceso. 3.- función del sensor del nivel. 4.- Evaluación de condición ≥ 45 cm.
Si cumple pasa al punto 4.1. No cumple pasa al punto 5.
4.1.- Enciende la bomba y regresa al punto 3. 5.- Evaluación de condición ≤ 10 cm.
Si cumple pasa al punto 5.1. No cumple pasa al punto 6.
5.1.- Apaga la bomba y regresa al punto 3. 6.- Fin.
3.2. CRITERIOS DE SELECCIÓN DE EQUIPO E INSTRUMENTACIÓN.
INGENIERIA EN CONTROL Y AUTOMATIZACION 38
A continuación se muestra la instrumentación seleccionada para la propuesta de control, con un análisis previo que sustente su viabilidad y conveniencia económica.
3.2.1 Selección de la bomba.
Para la bomba se requiere que envíe un flujo a una distancia aproximada de 7 a 20 metros, esto es para la recirculación que se desea enviar a la cisterna o al tanque de condensado del hospital. Existen diversas marcas en el mercado pero se ha seleccionado la que a continuación se muestra ya que es una de las marcas más comerciales y por tanto se tiene una garantía de su correcto funcionamiento, así mismo las bombas para uso industrial de otras marcas manejan de una potencia mayor y por consecuencia un costo más elevado.
En la selección de la bomba que se utilizará en la recirculación y desfogue de la tina de almacenamiento se tomaron en cuenta los siguientes criterios que son:
• Las propiedades del líquido a utilizar, en este caso no se toman medidas de seguridad ya que es agua lo que se va a utilizar.
• Las características físicas del circuito hidráulico, que es la altura de elevación.
• El medio en el cual va a estar instalada, esta se encontrará a la intemperie la cual necesita una protección contra corrosión, polvos, humedad.
INGENIERIA EN CONTROL Y AUTOMATIZACION 39
Datos Técnicos
Modelo A7B93000069239
HP 0.50
F.S. 1.10
RPM Min-1 3524
Voltaje (V) 127
Hz. 60
Corriente nominal (A) 5.7
Corriente a FS (A) 6.0
Flujo máximo 110 l/min
Altura Max. a flujo l/min. 26 m.
Diámetro de succión 1 1/4"
Diámetro de descarga 1"
Tabla 4. Datos técnicos de la bomba.
A continuación se hace mención de algunas de las características que tiene esta bomba centrifuga con cabezal de policarbonato, como se muestra en la Figura 18.
• Motor con factor de servicio de acuerdo a NEMA MG-1.
• Abierta a prueba de goteo.
• Cabeza de bomba e impulsor cerrado de policarbonato.
• Operación silenciosa.
• Diseño compacto.
[image:52.612.204.410.91.330.2]• Motor color naranja RAL 2001.
INGENIERIA EN CONTROL Y AUTOMATIZACION 40
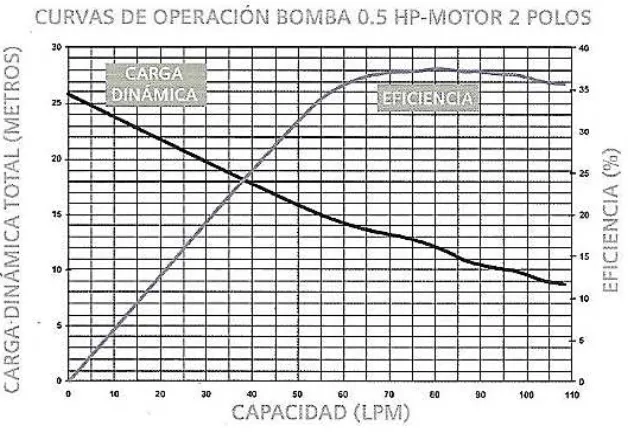
[image:53.612.149.463.135.351.2]En la Figura 19 se muestra las curvas de operación de la bomba de 0.5 HP, de dos polos.
Figura 19. Curvas de operación.
La gráfica de la Figura 19 corresponde a la carga dinámica total de la bomba y la eficiencia en porcentaje en función de la capacidad que está dada en litros por minuto.
3.2.2 Selección de relevador
Para arrancar la bomba es necesario el uso de un relevador como se muestra en la Figura 20. En este caso se tomo uno de fines generales modelo MK2P ya que con este es suficiente para poder proteger las instalaciones para el arranque y algún sobre carga a continuación se presentan las características:
• Voltaje de la bobina: DC6V a 110 VCA 220V AC6V
• capacidad de contacto: 10A 110/1220VAC 220/240VAC
• energía de la bobina: C.C.: CA de ≤1.2W: ≤2.2VA
• cogen: EL DC≤75% Los AC≤80%
• salen: C.C.: CA del ≥10%: El ≥30%
INGENIERIA EN CONTROL Y AUTOMATIZACION 41
• resistencia de contacto: ≤50mΩ
• vida eléctrica: 100,000 horas
• vida mecánica: 10,000,000 horas
• temperatura de funcionamiento: -40°C a +55°C
Figura 20.Relevador de fines generales.
3.2.3 Selección del sensor de temperatura.
Para poder seleccionar el sensor de temperatura se presentan dos sensores que podrían ser utilizados, donde son el termopar y RTD, para ello se analizan las ventajas y desventajas del termopar, y del RTD.
Se busca un sensor que pueda captar temperaturas criogénicas y también tenga una alta exactitud.
TERMOPAR VENTAJAS
• Económicos y robustos.
• Muy fáciles de encontrar en el mercado.
• Cubren amplios rangos de temperatura (-180 a 1370ºC). DESVENTAJAS
INGENIERIA EN CONTROL Y AUTOMATIZACION 42
• No pueden extenderse a más de 10 ó 20 metros del indicador por las interferencias de corriente y por el costo del cable.
RTD
VENTAJAS
• Alta precisión (hasta +/-0.1ºC).
• Ideal para bajas temperaturas, en industrias alimenticias.
• Puede ser extendido fácilmente hasta 30 metros con cable de Cobre común.
DESVENTAJAS
• Tiene un costo más elevado que los termopares.
• Trabajan en un rango de temperatura limitado (máximo. 700ºC).
• Frágiles, no utilizables en lugares donde haya mucha vibración.
Evaluando estos factores se decide por la utilización de un RTD. Como el proceso presenta temperaturas criogénicas, se ha seleccionado un RTD Pt100 ya que
tiene una lectura de temperatura de -200 a 629°C (ver Anexo B), los rangos son muy amplios a la necesidad del proceso, pero es el único que tiene estabilidad en la lectura y que llega a leer temperaturas extremadamente bajas.
A continuación se presentan las características del sensor de temperatura:
• Elemento: Pt100 a 3 hilos, sólo los RTD´s presenta a 3 hilos.
• El tipo de unión es aislada ya que de esta forma fabrican los RTD´s.
• El diámetro de cable de compensación (ф), es de 3/16” en Acero Inoxidable
304, debido a las características del proceso es la medida que se requiere para el evaporador.
• Terminales tipo zapata para la entrada del controlador de temperatura.
• Longitud de cabeza de detección (L) es de 30 cm.
INGENIERIA EN CONTROL Y AUTOMATIZACION 43
[image:56.612.269.362.569.656.2]En la Figura 21. Se muestra el sensor que se seleccionó.
Figura 21. RTD Pt100.
3.2.4 Selección del controlador de temperatura.
Existe gran diversidad de controladores, entre ellos están los PLC. Los PLC pueden utilizarse para controlar temperaturas, sin embargo para este proceso no son los ideales, ya que se requiere un mínimo de entradas y salidas.
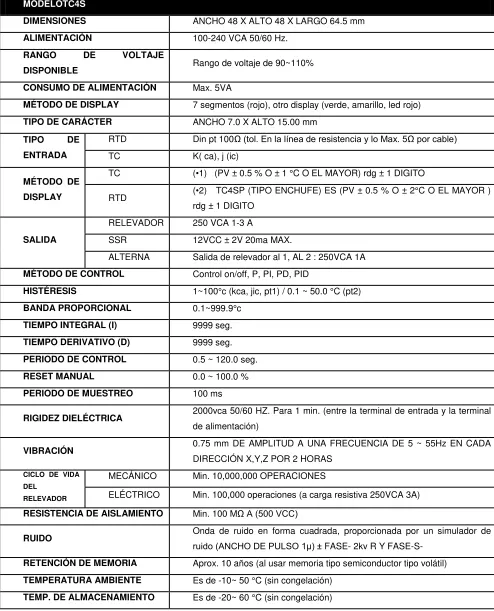
Se decide utilizar un PID, ya que en la mayoría de los controles de temperatura es necesario utilizar este algoritmo de control (no es estrictamente necesario utilizarlo, se puede utilizar solo un PI, PD). En la Figura 22 se muestra el controlador que se seleccionó, en realidad es el más pequeño de esta marca, ya que solo se manejara una entrada y una salida. En la Tabla 5 se muestran sus especificaciones técnicas.
INGENIERIA EN CONTROL Y AUTOMATIZACION 44
Tabla 5. Especificaciones técnicas del controlador. DIMENSIONES ANCHO 48 X ALTO 48 X LARGO 64.5 mm
ALIMENTACIÓN 100-240 VCA 50/60 Hz.
RANGO DE VOLTAJE
DISPONIBLE Rango de voltaje de 90~110% CONSUMO DE ALIMENTACIÓN Max. 5VA
MÉTODO DE DISPLAY 7 segmentos (rojo), otro display (verde, amarillo, led rojo)
TIPO DE CARÁCTER ANCHO 7.0 X ALTO 15.00 mm
TIPO DE ENTRADA
RTD Din pt 100Ω (tol. En la línea de resistencia y lo Max. 5Ω por cable)
TC K( ca), j (ic)
MÉTODO DE DISPLAY
TC (•1) (PV ± 0.5 % O ± 1 °C O EL MAYOR) rdg ± 1 DIGITO
RTD (•2) TC4SP (TIPO ENCHUFE) ES (PV ± 0.5 % O ± 2°C O EL MAYOR ) rdg ± 1 DIGITO
SALIDA
RELEVADOR 250 VCA 1-3 A
SSR 12VCC ± 2V 20ma MAX.
ALTERNA Salida de relevador al 1, AL 2 : 250VCA 1A
MÉTODO DE CONTROL Control on/off, P, PI, PD, PID
HISTÉRESIS 1~100°c (kca, jic, pt1) / 0.1 ~ 50.0 °C (pt2)
BANDA PROPORCIONAL 0.1~999.9°c
TIEMPO INTEGRAL (I) 9999 seg.
TIEMPO DERIVATIVO (D) 9999 seg.
PERIODO DE CONTROL 0.5 ~ 120.0 seg.
RESET MANUAL 0.0 ~ 100.0 %
PERIODO DE MUESTREO 100 ms
RIGIDEZ DIELÉCTRICA 2000vca 50/60 HZ. Para 1 min. (entre la terminal de entrada y la terminal
de alimentación)
VIBRACIÓN 0.75 mm DE AMPLITUD A UNA FRECUENCIA DE 5 ~ 55Hz EN CADA
DIRECCIÓN X,Y,Z POR 2 HORAS CICLO DE VIDA
DEL RELEVADOR
MECÁNICO Min. 10,000,000 OPERACIONES
ELÉCTRICO Min. 100,000 operaciones (a carga resistiva 250VCA 3A)
RESISTENCIA DE AISLAMIENTO Min. 100 MΩ A (500 VCC)
RUIDO Onda de ruido en forma cuadrada, proporcionada por un simulador de
ruido (ANCHO DE PULSO 1μ) ± FASE- 2kv R Y FASE-S-
RETENCIÓN DE MEMORIA Aprox. 10 años (al usar memoria tipo semiconductor tipo volátil)
TEMPERATURA AMBIENTE Es de -10~ 50 °C (sin congelación)
INGENIERIA EN CONTROL Y AUTOMATIZACION 45
Se puede observar la identificación frontal del panel como se muestra en la Figura 23.
Figura 23. Panel frontal del panel.
Dónde:
1.- Display de Temperatura: Muestra la temperatura actual (PV) en el modo RUN y el parámetro y valor de ajuste para cada grupo de parámetros en el modo de ajuste de parámetros.
2.- Indicador de Desviación y Autosintonía: Muestra la temperatura actual (PV) basado en el ajuste de temperatura (SV) por LE.
3.- Indicador de Ajuste de Temperatura (SV): Se presiona una vez cualquier tecla frontal para revisar o cambiar el ajuste de temperatura actual (SV). El indicador de ajuste de temperatura se enciende y el valor de ajuste pre establecido se indica (SV).
4.- Indicador de la Unidad de Temperatura (°C/°F): Se muestra la unidad de temperatura actual.
5.- Indicador de Salida de Control/Salida Auxiliar.
OUT: Se ilumina cuando la salida de control este encendida (Salida principal de control).
(•) Arriba de 30 % del funcionamiento en el control CICLO/FASE.
INGENIERIA EN CONTROL Y AUTOMATIZACION 46
6.- Tecla Modo: Se usa cuando se entra en el grupo de ajuste de parámetros, regresa al modo RUN, seleccionar los parámetros y guarda el valor de ajuste. 7.- Ajuste: Se usa cuando se entra en el modo de cambio del valor de ajuste, mover y cambiar dígitos.
8.- Tecla Función: Presionar las teclas ↑+ ↓ - por 3 segundos. Para operar la función (RUN/STOP), cancela la salida de alarma).
El diagrama de conexión se muestra en la Figura 24.
Figura 24. Diagrama de conexión modelo TC4S.
3.2.5 Selección de la electroválvula.
INGENIERIA EN CONTROL Y AUTOMATIZACION 47
Adicionalmente para selección de la válvula de control se requiere tener ciertos datos como:
• El tipo de fluido.
• La presión de entrada y de salida, (siempre será constante).
• Flujo.
• La temperatura del fluido.
A continuación se muestran las especificaciones técnicas de la válvula de control según la aplicación (Anexo F).
• Válvula de control de caudal de 2 vías.
• 2/2 (todos los puertos en cuerpo) válvula electromagnética normalmente cerrada/normalmente abierta de actuación directa.
Características:
• Conveniente para el ciclo de alta velocidad.
• Vida mayor a 10 millones de ciclos.
• Voltaje de la bobina 24 CC., 110V CA, CA 220V.
• Recinto de la bobina, prueba del tiempo, a prueba de explosiones, de seguridad inherente, energías bajas, cierre.
• Certificación, UL, CE, ATEX, DGMS, CCOE, GORTS.
INGENIERIA EN CONTROL Y AUTOMATIZACION 48
Figura 25. Válvula de control de caudal de dos vías.
En la actualidad los proveedores recomiendan que válvula sea la que satisface las necesidades requeridas, proporcionándole datos como la presión, temperatura y el flujo que se va a ocupar.
Si se requiere realizar un dimensionamiento en la válvula, a continuación se muestra como realzar el cálculo de esta, cuando se van a utilizar líquidos, gases o vapor de agua.
INGENIERIA EN CONTROL Y AUTOMATIZACION 49
embargo para válvulas especiales el proveedor de las mismas, realizará sus memorias de cálculo con ecuaciones propias.
INGENIERIA EN CONTROL Y AUTOMATIZACION 50
Existen gran variedad en modelos de control de nivel de tipo on/off pero para este proceso se requiere utilizar un punto de referencia en ello es donde se basa para poder seleccionar el que a continuación se describe.
El controlador es el modelo CN5, el cual contiene una alarma de alto y bajo nivel.
Detecta los niveles de líquido utilizando un juego de electrodos y la conductividad del líquido. A continuación se muestra las características de entrada, salida y su alimentación del controlador:
Entradas:
• Sensores: electrodos/ flotadores.
• Tensión: 17 VCA, aislados.
• Sensibilidad: menor a 12 KΩ.
• Distancia máxima control-electrodos: 50m.
Salidas:
• Relé inversor, bornes: NA, C, NC.
• Capacidad de los contactos: 5A a 220VCA.
Alimentación:
• Tensión: 127/220 VCA +/-15%, 50/60 Hz.
• Consumo: 3 VA.
• Bornes: 127V, 220V.
•
INGENIERIA EN CONTROL Y AUTOMATIZACION 51
Figura 26. Diagrama de conexión del controlador CN5.
3.2.7 Selección de la tubería para la alimentación de agua caliente.
En la tubería se presentan diferentes tipos de tubería, la “M”, “L” y “K”.
El tipo M tiene un uso domiciliario, donde se manejan bajas presiones, la tipo L es para uso en plomería de hospitales, para líquidos refrigerantes y la K maneja temperaturas extremas y altas presiones. Se propone utilizar una tubería de Cobre tipo L.
Características:
• Temple: Rígido.
• Color de identificación: Azul.
• Grabado (bajo relieve) SI.
• Longitud del tramo 6.10 metros (20 pies).
• Diámetros 1/4" a 4".
INGENIERIA EN CONTROL Y AUTOMATIZACION 52
3.2.8 Selección de las boquillas de aspersión.
Ahora bien para la parte de aspersión se pueden utilizar regaderas y boquillas de aspersión; en las regaderas el máximo flujo que presentan son de 10Lts/min.
La etapa en la cual el proceso requiere un máximo de flujo es en el suministro de agua caliente. Las boquillas de aspersión son ideales en este caso.
Características:
• Combinan la instalación tipo abrazadera con puntas de aspersión de conexión rápida para un mantenimiento fácil y rápido.
• Bola ajustable que permite un cambio rápido de la orientación de la aspersión.
• Se acopla a tubos de 1”, 1-1/4”, 1-1/2” y 2” con orificios taladrados de 9/16” (14.3mm) o 21/32” (16.7mm).
• Disponibles con abrazadera simple o doble.
• Fabricadas en poliuretano reforzado lo que ofrece una excelente resistencia.
• Las puntas de aspersión plana se alinean automáticamente en un sitio y puede ser vistas con facilidad por su diseño de aleta exterior.
INGENIERIA EN CONTROL Y AUTOMATIZACION 53
3.2.9 Selección de la tina
De acuerdo a las medidas tomadas desde la salida del tanque de Oxígeno Medicinal hasta el evaporador, se tienen diversos materiales para la tina, donde el proceso requiere que no se contamine el agua a recircular, ya que esta se le dará el tratamiento correspondiente para poderla reutilizar en diversas áreas del hospital. Por esta causa se llega a la decisión que sea de material Acero Inoxidable, ya que es este va a presentar menos contaminantes en el agua.
[image:66.612.219.392.405.568.2]De acuerdo con las medidas en la salida del tanque y el evaporador se tomó que el contenedor tiene dimensiones de 1.90 metros de largo, 1 metro de ancho, y 50 centímetros de altura. El cual tiene un volumen de 950 litros. Además el material por el cual está fabricado es de Acero Inoxidable de un grosor de 3mm. En la Figura 28. Se muestra el ejemplo de una tina.
Figura 28. Tina de Acero Inoxidable.