INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICA UNIDAD PROFESIONAL “ADOLFO LÓPEZ MATEOS”
“CONTROL AUTOMÁTICO DE FLUJOS QUÍMICOS PARA EL
ACONDICIONAMIENTO DEL SECADOR YANKEE”
T E S I S
QUE PARA OBTENER EL TÍTULO DE:
INGENIERO EN CONTROL Y AUTOMATIZACIÓN
PRESENTAN:
IVAN HERNÁNDEZ GARCÍA
JOSÉ LUIS HERNÁNDEZ PEREA
ASESORES:
ÍNDICE
Objetivo General...1
Objetivos Específicos...2
Introducción...3
CAPITULO I Marco Teórico...4
1.1 Descripción general del proceso de fabricación de papel tissue...5
1.1.1. Descripción del proceso de secado...10
1.1.2. Descripción del proceso de crepado...10
1.1.3. Descripción del proceso de acondicionamiento del secador Yankee... …12
1.2 Conceptos de crepado...16
1.2.1. Definición de crepado...16
1.2.2. Geometría de crepado...18
1.2.3. Química del crepado...22
1.2.3.1. Características de químicos adhesivo, release, monofosfato...22
1.3 Sistema Yankee Spray...24
1.3.1. Diseño de regadera Yankee Spray...24
1.3.1.1. Selección de espreas para regadera yankee spray...25
1.3.2. Cálculo de sólidos depositados en la superficie del secador yankee...26
1.4 Definición de control automático………...26
CAPITULO II Antecedentes...28
2.1 Sistema Yankee spray actual...32
2.1.1 Dimensiones de regadera Yankee spray...33
2.2 Planteamiento del problema, Filosofía de control...34
2.2.1 Análisis del problema...34
2.2.2 Diagrama Porque-Porque (Causa - Raíz)...38
2.3 Justificación...39
2.3.1 Consecuencias en la producción...39
CAPITULO III Desarrollo (Propuesta de solución)...50
3.1 Diseño Propuesto de regadera Yankee...51
3.2 Selección de Hardware...52
3.2.1 Determinación de tipo de bombas...54
3.2.2 Determinación de protocolo de comunicación...56
3.2.3 Configuración de HMI...57
3.2.4 Fuente de alimentación...58
3.2.5 Gabinetes...58
3.2.6 Conexiones...59
3.3 Selección de Software...60
3.3.1 Configuración de comunicación...60
3.3.2 Configuración de HMI... 60
3.4 Actividades para el Plan de Mantenimiento...60
CAPITULO IV Análisis Costo Beneficio...61
4. 1 Presupuesto...62
4. 2 Análisis de Costos...62
4. 3 Beneficios obtenidos...62
4. 4 Rendimiento de la inversión ROI...63
CAPITULO V Conclusiones...64
5.1 Conclusiones...65
5.2 Observaciones...66
Fuentes de Consulta...66
Objetivo General.
Objetivos Específicos.
• Determinar el diseño de la regadera Yankee Spray.
• Determinar la capacidad y el tipo de bombas para la dosificación de químicos.
• Determinar la conexión de bombas y configuración de comunicación al sistema de control (Total Plant Solution, Sistema de control distribuido, marca Honeywell).
• Configurar la pantalla para monitoreo y control de los flujos de químicos en interfase hombre máquina (HMI) del TPS.
Introducción
En el desarrollo de este proyecto se analizó que existen diversos problemas en la funcionalidad del papel durante el proceso de enrollado y en el área de conversión, es decir, el papel se revienta con gran facilidad.
El problema de reventadas y conceptos como tronadas, patinadas, bobinado flojo, orilla floja, se deben a una gran combinación de variables que pueden afectar en el proceso de fabricación de papel tissue.
Al estudiar el proceso de fabricación de papel tissue, encontramos que uno de los procesos fundamentales, es el acondicionamiento del secador Yankee, esto es, suministrar una mezcla de químicos a través de una regadera, para formar una capa que recubre la superficie del secador yankee, la cual permite tomar la hoja de papel de la zona de prensado a la zona de secado, además de poder lubricar el yankee y disminuir la fricción entre la superficie del secador y las cuchillas de corte, crepado y limpieza, y poder despegar la hoja para realizar el procesos de enrollado.
Se realizó el análisis porqué, de la falta de acondicionamiento del secador yankee e identificamos que el sistema de dosificación de químicos para realizar la mezcla del recubrimiento, se encuentra en condiciones desfavorables, las bombas se encuentran en condiciones ambientales expuestas a altas temperaturas, con una ubicación de alta inseguridad, la operación de las bombas para el control de los flujos químicos se realiza de manera manual.
Por lo que dentro de este proyecto se realiza la propuesta de automatización de lazo abierto de los flujos químicos para el recubrimiento del secador yankee. La automatización del acondicionamiento del yankee se realizó a través del control con el que cuenta la planta actualmente, el cual es el Total Plant Solution (TPS) de Honeywell.
Capitulo I Marco Teórico.
1.1 Descripción general del proceso de fabricación de papel tissue.
Materias primas (Fibras)
Todo papel se produce con fibras de origen vegetal (celulosa), las que luego de ser dispersadas en una mezcla acuosa, se entrelazan en un proceso de formación en húmedo y luego se secan para formar una hoja continua la cual es enrollada para poder luego ser procesada en la conversión de productos finales.
Las fibras pueden tener distintos orígenes tales como madera de pino, eucaliptus, álamos y otros, así como de subproductos de otras fibras vegetales tales como la caña de azúcar. Estas pueden obtenerse como fibras vírgenes (celulosas), las cuales típicamente pueden ser de fibras largas provenientes del pino o fibras cortas provenientes de distintas variedades de eucaliptus.
Otro origen de la fibras para el proceso de fabricación de papel son las Fibras Secundarias o papeles viejos para reciclar los cuales contienen la celulosa con la cual fueron hechos originalmente más otros elementos extraños a la celulosa que se agregaron para su uso final tal como recubrimientos plásticos, corchetes, adhesivos y lacas, tintas, etc., y que deben ser removidos en el proceso.
Preparación de las Pastas
Las fibras ya mencionadas deben ser seleccionadas, preparadas y mezcladas de acuerdo a las características y usos que se requieran para cada producto específico; así un papel para toallas de cocina, por ejemplo, tendrá una mayor proporción de fibras largas y un tratamiento de estas fibras que le otorgue una buena resistencia y absorción , mientras que un pañuelito de papel tendrá una mayor proporción de fibras de eucaliptus y un tratamiento de baja intensidad, para otorgarle una máxima suavidad .
En el caso de las Fibras Recicladas, luego de su disgregación en el pulper, estas son procesadas en distintos equipos y etapas para retirar las distintas impurezas o elementos extraños que acompañan a las fibras: depuración centrífuga para eliminar elementos pesados tales como clips, corchetes y arena ; depuración en coladores presurizados (perforaciones y ranuras de distintos tamaños) para eliminar trocitos y grumos de plásticos , adhesivos, etc.; lavado y flotación para eliminar tintas y cargas minerales .
Una vez que las fibras han sido depuradas de los elementos extraños, la pulpa o pasta, está en condiciones de ser alimentada sola o en mezcla, al proceso de fabricación del papel (máquina papelera).
Fabricación del Papel (Máquina Papelera)
En la máquina papelera se procesa la mezcla escogida de las pastas ya descritas y se transforma en un gran rollo de papel (“Jumbo Roll”); si bien los conceptos generales de las máquinas para distintos tipos de papeles son similares, una máquina papelera tissue tiene características especiales ya que debe producir papeles muy livianos y que sean “crepados” para otorgarles la flexiblidad, suavidad y absorción que requiere el producto final. Estas características se obtienen en la máquina con los siguientes procesos consecutivos y simultáneos:
•Formación : Consiste en inyectar la mezcla de agua y fibras (pasta ) sobre una o más mallas sin fin, en movimiento, donde gran parte del agua es retirada, dejando una trama de fibras que forman una hoja continua, pero todavía bastante húmeda.
•Prensado: La hoja húmeda es transferida, siempre en movimiento, a un paño (especie de alfombra sin fin), que la transporta hacia las prensas, que son rodillos perforados (1 o 2) los cuales presionan la hoja contra un enorme cilindro secador (Yankee), extrayéndole una gran cantidad de agua por este efecto.
•Secado: El secado final de la hoja se efectúa con esta adherida al cilindro secador (Yankee), como combinación del efecto del contacto con su superficie a mas de 100°C (el yankee es calentado internamente con vapor a presión), y del soplado por su otro lado de aire caliente a 500° C por una campana o capota envolvente que rodea al Yankee. Todo este proceso dura sólo un par de segundos ya que el papel viaja sobre el Yankee a una velocidad cercana a los 100 kilómetros por hora.
1.1.1 Descripción del proceso de secado.
En una máquina de papel tissue de alta velocidad, el secado por evaporación se transforma en un proceso de mucha trascendencia, porque es un solo secador, aunque el papel es de peso base muy bajo.
Figura 1.3 Ubicación del secado por evaporación Sistema Yankee
Una máquina de papel que utiliza un solo secador (el yankee) para secar el papel, puede diferenciarse de la que utiliza multi cilindros, por lo siguiente: a.- El yankee cumple la función de secado en una sola superficie.
b.- Algunos grados de papel, como el tissue, son muy débiles cuando está la hoja húmeda, y el yankee proporciona un excelente soporte para la hoja, pudiéndose utilizar aire a altas velocidades.
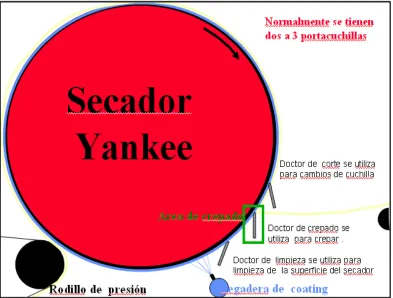
1.1.2 Descripción del proceso de crepado.
El yankee suele tener tres cuchillas:
1.- Cuchilla para separar la hoja del yankee, mientras se cambia la cuchilla de crepado
2.- Cuchilla de crepado.
Figura 1.4 Ubicación de Cuchillas para el proceso de crepado
1.1.3 Descripción del proceso de acondicionamiento del secador Yankee.
Para que el yankee cumpla fielmente su cometido, es necesario que tenga una capa de recubrimiento sobre su superficie, para :
a.- Evitar su deterioro.
[image:15.612.196.437.239.500.2]b.- Facilitar las labores que desarrollan sobre su superficie.
Influencia del recubrimiento del Yankee en las labores que se realizan sobre su superficie
a.- Evita el desgaste acelerado de la cuchilla b.- Facilita la operación de crepado.
Importancia de homogeneidad en el recubrimiento del yankee
Para mantener una adhesión correcta de la hoja de papel en toda la superficie del yankee, para:
a.- Una óptima calidad
b.- Una óptima eficiencia en la operación de la máquina de papel.
En el proceso de acondicionamiento del Yankee se realiza la preparación de los químicos que son dosificados a través de una regadera para el recubrimiento de la superficie del secador Yankee.
FIGURA 1.6 Sistema de alimentación en línea
Sistema de Alimentación en línea
Ventajas Desventajas
•
Sistema cerrado limpio.•
Poca o nula contaminación bacteriológica.•
No hay contaminación de polvo.•
Fácil mantenimiento.•
Recubrimiento no uniforme.•
No es flexible.•
Depende de la presión de la línea. [image:17.612.84.518.102.422.2]Equipo utilizado ampliamente papeles calidad media
TABLA 1.1 Tabla de ventajas y desventajas del sistema de alimentación en línea.
Yankee Dryer
Adhesi Adhesi
Relea
Mill
140
Mill
Pressure Equalize
Mezcladores Regulador de
presión n Intercambiador de presion
filtros
purg
FIGURA 1.7 Sistema de alimentación por tanque
Sistema de Alimentación con tanque
Ventajas Desventajas
•
Presión constante.•
Flujo constante.•
Recubrimiento uniforme.•
Presión uniforme de regadera.•
Flexible para cambios de concentración.•
Se ensucia con facilidad.•
Puede formar microorganismos.•
Tendencia alto costo demantenimiento.
[image:18.612.120.522.100.404.2]Se utiliza para grados de alta calidad y Premium.
TABLA 1.2 Tabla de ventajas y desventajas del sistema de alimentación por tanque
Yankee
Sistema de preparación con tanque
Modifie r
Relea
140 F
vap
Intercambiador de calorr
filtros
Válvula de retorno
Flotador para control de Nivel de agua.
Linea de
3 bar or 40 PSI pressure
1.2 Conceptos de crepado.
1.2.1 Definición de crepado.
El crepado aumenta la superficie específica del papel y abre las fibras, permitiendo mayor capacidad de absorción y mayor flexibilidad que las de una hoja de papel corriente.
[image:19.612.112.505.275.573.2]El conocimiento del crepado, es la llave para poder hacer negocios en la industria del papel Tissue.
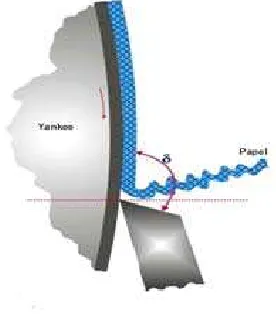
FIGURA 1.8 Función de la cuchilla de crepado
FIGURA 1.9 Separación de la hoja de la superficie del secador
Otra función no menos importante es la de estructurar el crepado del papel tissue.
Separación del papel de la superficie del secador
Para que la hoja de papel sea separada del yankee, es necesario que la punta de la cuchilla venza las fuerzas que adhieren a la hoja a la superficie del secador yankee.
La carga que se tiene en la punta de la cuchilla debe de tener una fuerza tal que envíe al papel fuera del cilindro yankee.
Condiciones de operación de las cuchillas
La calidad del papel tissue es función de la geometría de la cuchilla, por ello para una calidad homogénea es necesario que esta condición permanezca constante.
1.2.2 Geometría de crepado.
FIGURA 1.11 Geometría de Crepado
Si conocemos el bisel de la cuchilla y el desgaste de cuchilla, podemos saber toda la geometría de crepado.
Relación de geometría de crepado
• Angulo Pocket=90- ángulo portacuchilla+bisel cuchilla ...(Ecuación 1)
• Angulo Pocket=ángulo de la hoja+ángulo de salida...(Ecuación 2)
Para calcular el ángulo Pocket real debemos de conocer el ángulo de desgaste ya que siempre hay una deflección en la cuchilla de crepado y se calcula:
Con un ángulo alto de crepado se incrementa la posibilidad de romper los enlaces de la fibra y de esta manera la suavidad se manifiesta en mayor grado, es decir, a mayor ángulo de bisel de la cuchilla se obtiene un mayor grado de suavidad del papel.
FIGURA 1.12 Ángulo al de crepado
Consecuencia de un ángulo alto en la calidad del papel
Cuando el ángulo de la cuchilla de crepado es alto, se reduce el impacto de la hoja sobre la punta de la cuchilla, dando un crepado más fino.
En estas condiciones la suavidad del tissue se beneficia, debido a que se rompen más las uniones de las fibras en la hoja debido al borde de la cuchilla.
Teóricamente es muy fácil mantener una operación eficaz y constante para la elaboración de un papel tissue de alta calidad. Las condiciones ideales son difíciles de manejar, pero sobre todo mantenerlas constantes y esto es el gran reto del productor de papel tissue.
Para mantener la calidad constante del papel tissue, es necesario que los parámetros seleccionados también permanezcan constantes
Deflección de la cuchilla
FIGURA 1.13 Estado de la cuchilla a mayor presión.
Este problema puede conducir a que la cuchilla pierda tanto su poder de separar la hoja del secador y esta logre pasar enrollándose en el yankee. El punto final de esto nos lleva al cambio de cuchilla.
El cambio de cuchilla va a estar en función de que la cuchilla soporte más o menos tiempo de trabajo, pero lo real es que cada cambio de cuchilla el daño al yankee es más acentuado. El cambio de cuchilla de realiza con e l fin de conseguir una calidad deseada en el papel tissue.
Pero una cuchilla nueva tiene sus aspectos positivos pero también no solo afecta la superficie del secador sino que puede también levantar el recubrimiento.
Cuando la cuchilla no penetra lo suficiente en el recubrimiento puede ocurrir: a.- La cuchilla rompe las fibras
FIGURA 1.14 Consecuencias de una mala penetración de la cuchilla en las fibras
El tener estos problemas, de operación, en donde una caída de guía lleva a una pérdida de producción, la que es una pérdida económica, también adicionalmente acarreará efectos en la calidad del papel como por ejemplo en la resistencia a la tracción.
Si la cuchilla penetra muy profundamente en el recubrimiento, puede ocurrir un daño a la superficie del yankee.
1.2.3 Química del crepado.
1.2.3.1 Características de químicos adhesivo, release, monofosfato.
1. La preparación del recubrimiento para la superficie del secador yankee tiene 3 componentes básicos, adhesivo, releases, y finos.
2. Algunas veces el recubrimiento incluye modificadores con bases rehumectables.
3. El adhesivo o resina pega la hoja al secador, puede ser que reticule o fílmico.
4. El release controla la adhesividad de la hoja al secador y lubrica a la cuchilla crepadora.
5. Normalmente un recubrimiento (coating) contiene 50% de finos
Los químicos para el recubrimiento del yankee se pueden clasificar en naturales y sintéticos:
Los que se utilizan son los sintéticos, adhesivo resina, release y finos como el monofosfato de amonio.
Adhesivo, Resina
Las resinas reticulables, son las que tienen un punto en donde son más adhesivos, sus propiedades son:
Los primeros adhesivos fueron componentes naturales de la pulpa, principalmente pitch y hemicelulosas. Más tarde se dieron cuenta que la adhesión de la hoja puede mejorar adicionando resinas en la pasta. Muchas plantas que producían toallas cafés sólo dependían de coating natural y de la resinas de resistencia en húmedo.
La mayoría de las resinas comerciales son de base polyamidas - epichlorohidrinas de resistencia en húmedo.
Release
Agente release o liberador. La mayoría es en base a hidrocarburos. Mezclado con un recubrimiento orgánico, puede ayudar a:
a.- La dureza del recubrimiento. b.- El espesor del recubrimiento.
c.- La adhesión de la hoja sobre el recubrimiento.
d.- Provee una barrera lubricante entre el recubrimiento y la cuchilla, lo que alarga su vida útil.
FOSFATO MONO AMONICO
Esto formará una capa más dura ya que contribuye en los sólidos adicionados en el secador y evita la corrosión del secador.
Fases dinámicas de la formación del recubrimiento: a.- Entrecruzado
b.- Transición vítrea c.- Rehumedecimiento d.- Acoplamiento
e.- Acción de la cuchilla f.- Curado total
Una combinación de un polímero con el agente release o liberador puede formar un recubrimiento dividido en tres regiones.
1.3 Sistema Yankee Spray.
1.3.1 Diseño de regadera Yankee Spray.
FIGURA 1.17 Sistema Yankee-Spray
FIGURA 1.18 Regaderas para el acondicionamiento del secador (SYS)
Factores para definir el diseño de la regadera Yankee Spray
• Distancia de regadera a la superficie del secador.
• Presión de la regadera
• Alimentación de coating
• Temperatura del agua
• Mantenimiento de boquillas
• Desgaste de boquillas
• Sistema de filtrado
• Cobertura
1.3.1.1 Selección de espreas para regadera yankee spray
Geometría de la boquilla
FIGURA 1.18 Esquema de boquilla para regaderas
Cálculos para diseño de regaderas:
A partir de la boquilla seleccionada se decide el tipo de cobertura de la regadera.
Datos:
Ángulo de la boquilla = α Flujo de agua= GPM Fórmulas
C= Distancia entre orificio de boquillas C=2Dtanα
Cantidad de Boquillas a cobertura sencilla:
N= Ancho de Máquina/Distancia entre centro……….(Ecuación 4) Número de boquillas para una cobertura N
N1= N*Cobertura………..(Ecuación 5) Flujo de regadera total
Consumo=N1*Flujo de agua………..(Ecuación 6)
1.3.2 Cálculo de sólidos depositados en la superficie del secador yankee.
Miligramos depositados en la superficie del secador Yankee
Capitulo II Antecedentes.
La máquina No. 3 de planta Ectaepec Tissue de la empresa SCA México y Centroamérica, es la más importante debido a la capacidad de producción de 90 toneladas por día, además del tipo de papel que se fabrica para el sector medio y alto de la sociedad.
[image:31.612.106.507.298.576.2]La planta Ecatepec Tissue se encuentra ubicada en Av. Prolongación la Viga No. 220 Col. Jajalpa, Ecatepec Estado de México.
Anteriormente la distribución de los químicos se encontraba de la siguiente manera.
FIGURA 2.2 Ubicación de químicos en la MAQ 3
En la figura 2.2 se muestra las condiciones de localización en la que se encontraban todos los tanques de almacenamiento de químicos necesarios para la fabricación del papel en la Maq. 3, solamente los que nos interesa son de los tres químicos utilizados para el acondicionamiento del Yankee los cuales son:
• RESINA
• ACEITE RELEASE
• MONOFOSFATO LIQUIDO RESINA 03PV094 R. Y.
Aceite releaseccel 640-D R.Y. TANQUE DE YANKEE SPRAY
MONOFOSFATO LÍQUIDO HIPOCLORITO
ANTIESPUMANTE 60403 RESINA KYMENE R. H. GAS NAFTA
BLANCOPHOR R.
NALBRITE 2613 FLOT AID 638 CAT.
TRATAMIENTO MICRO B. BUSPERSE 2035 R. T.
BUSPERSE 46 A. S. BUCKMAN 699 SUAVISANTE
ADHESIVO 513-064 TRATAMIENTO MICRO B.
En la figura 2.3 se muestra el estado actual de estos tanques, los cuales están expuestos o todo el desprendimiento de fibra que se produce y esto repercute directamente en la calidad de los químicos. Por lo cual en capitulo III se propone una solución a este problema.
[image:33.612.181.462.175.595.2]
2.1 Sistema Yankee spray actual.
[image:34.612.108.525.236.537.2]Se utiliza un sistema de alimentación con tanque, el cual esta compuesto de la siguiente manera:
2.1.1 Dimensiones de regadera Yankee spray.
Las dimensiones de la regadera Yankee spray se encuentran de la siguiente manera:
Dimensiones de regadera Yankee spray
1.- Distancia de la regadera con respecto a la superficie del secador Yankee 19”
2.- Número de espreas =25 y tipo de boquillas= 80030 3.- Cobertura, triple
4.- Flujo de consumo total= 3 gal/min
5.- Presión de regadera Yankee spray 120 psi 6.- Flujo de resina= 80 a 90 mL/min
7.- Flujo de release= 40 a 100 mL/min 8.- Flujo de monofosfato= 15 a 30 mL/min
[image:35.612.110.494.400.670.2]9.- Nivel de Tanque de mezcla de sistema yankee spray =75% 10.- Temperatura de la mezcla en tanque =???
P=120psi
Numero de espreas=25 Flujo=0.12gal/min
Flujo Total=3.0 gal/min o 11.35 l/min Ángulo de aspersión=80°
Diametro de orificio=0.021 Cobertura=triple
Distancia de Cobertura=19.5” a 11 ¼ de separación del secador
2.2 Planteamiento del problema, Filosofía de control.
2.2.1 Análisis del problema
El recubrimiento del secador Yankee, como ya se ha mencionado es uno de los factores fundamentales para la fabricación del papel tissue, ya que permite la función de “toma de hoja” de la zona de prensado al secador Yankee, interviene en el desarrollo de secado de la hoja de papel, permite el proceso de crepado y tiene la función de mantener en condiciones óptimas de lubricación y disminución de desgaste de la superficie del secador yankee.
Actualmente se tiene el sistema de alimentación con tanque del recubrimiento del secador yankee.
Los productos que se dosifican son: resina, release y monofosfato, a través de bombas.
Dosificación de químicos
Producto
químico Función
Punto de aplicación
Consumo kg/día
maq1/maq2/maq3 Flujo ml/min Acondicionamiento del Secador (Yankee)
Monofosfato de Amonio
Antioxidante
del Secador Secador 0.06/0.065/0.02 15-30
N-03PV094 Resina
Secador Secador 1.7/0.7/1.5 70-80
N-640D Release
Secador Secador 1/0.7/0.75 40-50
La forma de operar el sistema es a través de las bombas dosificadoras de manera manual, esto es, el operador verifica los flujos de cada químico con la ayuda de una probeta y cronómetro.
[image:37.612.109.506.273.482.2]El ajuste para cada flujo de químico, es realizado con la perilla de Stroke y Rate de las actuales Bombas las cuales se muestra en la figura 2.6.
FIGURA 2.7 Diagrama PORQUE-PORQUE
2.2.2 Diagrama Porque-Porque (Causa - Raíz).
Se realiza el análisis para encontrar las causas raíz del problema mediante la herramienta de 5 porqué´s.
Se puede observar que existen diversos elementos que intervienen para un buen desempeño del sistema de acondicionamiento del secador Yankee, tales como:
1.- Calidad de agua.
2.- Funcionalidad de filtración
3.- Condiciones de instalación de dosificación de químicos.
4.- Condiciones de seguridad y exposición al ambiente de las bombas.
La forma de operar el sistema Yankee spray, tiene alto riesgo por las condiciones de instalación que se tiene tales como:
1.- Las tuberías de dosificación se encuentran colgantes por la estructura de la máquina.
2.- Los tanques no tienen una sección o lugar definido para su localización.
3.- Las bombas se encuentran sobre puestas en los contenedores de los químicos y expuestas a altas temperaturas ambientales.
4.- Las conexiones eléctricas se encuentran colgantes así como en un estado de inseguridad.
2.3 Justificación.
2.3.1 Consecuencias en la producción.
Debido a que no se tiene un control en automático el tiempo de respuesta para poder determinar el cambio y asegurar un ajuste en cualquiera de las variables de control, nos lleva a la generación de merma por papel poroso, tiempos perdidos por no poder despegar la hoja de papel del secador yankee, por defectos de calidad de la característica de elongación, por rasgado en cambio de cuchilla, por desgaste de la cuchilla.
PARETO DE PERDIDAS "JUNIO 2008"
0 100 200 300 400 500 600 700
A B C D E F G
CAUSAS DE FALLA
T
IEM
PO
(
M
IN
)
0.0% 10.0% 20.0% 30.0% 40.0% 50.0% 60.0% 70.0% 80.0% 90.0% 100.0%
%
ACUM
.
[image:40.612.110.504.99.570.2]TIEMPO ( MIN) % ACUM.
FALLAS CLAVE No DE VECE S TIEMP O (MIN) TIEMP O (HRS) CAUS
A ACUM.% % TOTA
L
LIMPIEZA GENERAL DE MÁQUINA A 88 621 10.35 O 24.1%
24.1 %
CAMBIO DE CUCHILLAS B 152 507 8.45 O 43.7%
19.6 %
REVENTADAS DE LA HOJA DE PAPEL C 42 475 7.92 O 62.1%
18.4 %
SE REALIZA LIMPIEZA CON GAS NAFTA A SECCIÓN TELA NO.2 POR
IMPUREZAS (OPER) D 25 231 3.85 O 71.0% 8.9%
CAMBIO DE FABRICACIÓN E 25 230 3.83 O 79.9% 8.9%
CAMBIO DE ROLLOS F 13 113 1.88 O 84.3% 4.4%
DESACONDICIONAMIENTO DEL SECADOR G 4 70 1.17 O 87.0% 2.7%
VARIACIÓN DE FLUJO DE PASTA POR FALLA DE LA VALVULA
(INST) H 3 70 1.17 M 89.7% 2.7%
SE REALIZA LIMPIEZA CON HIPOCLORITO A SECCIÓN FIELTRO
(OPER) I 5 44 0.73 O 91.4% 1.7%
VARIACIÓN DE FLUJO DE PASTA (OPER) J 2 30 0.50 O 92.6% 1.2%
BOTARSE QUEMADOR (ELE) K 2 30 0.50 M 93.8% 1.2%
PAPEL CON FRANJAS HÚMEDAS L 1 30 0.50 O 94.9% 1.2%
VARIACIÓN DE FLUJO DE PASTA POR FALLA DE LA VALVULA
(INST) M 2 25 0.42 M 95.9% 1.0%
FALTA DE SUMINISTRO DE CONDENSADO (EXT) N 1 20 0.33 M 96.7% 0.8%
FALLA DE ACCIONAMIENTO DE LOS BRAZOS DE CARGA (ELE) O 2 15 0.25 M 97.3% 0.6%
PAPEL CON ARRUGA POR FIELTRO TAPADO EN LAS ORILLAS
(OPER) P 1 15 0.25 O 97.8% 0.6%
PARA QUEMADORES PARA RESTABLECER GRÚA DE 10 TON.
(ELE) Q 1 10 0.17 M 98.2% 0.4%
ATASCARSE QUEMADORRES DESPUES DE METERLOS EN
SERVICIO (OPER) R 1 10 0.17 O 98.6% 0.4%
VARIACIÓN DE FLUJO DE RELEASE (OPER) S 1 10 0.17 O 99.0% 0.4%
CAMBIO DE BOMBA DE RELEASE (OPER) T 1 10 0.17 O 99.4% 0.4%
BOTARSE REFINADOR (ELE) U 1 10 0.17 M 99.8% 0.4%
MERMA POR MUESTRAS V 1 3 0.05 O 99.9% 0.1%
ACUMULACIÓN DE PASTA EN EL RODILLO TENSOR (OPER) W 1 3 0.05 O
100.0
% 0.1%
ACUMULADO POR DIA (MIN)
TOTA
L 375 2582 43.03 100% 100%
ACUMULADO POR DIA (HR)
TOTA
L 375 43.03 43.03 100% 100%
PARETO DE PERDIDAS "JULIO 2008"
0 100 200 300 400 500 600 700
A B C D E F G H I J K L M N O P Q R S CAUSAS DE FALLA
T
IEM
PO
(
M
IN
)
0.0% 10.0% 20.0% 30.0% 40.0% 50.0% 60.0% 70.0% 80.0% 90.0% 100.0%
%
A
CUM
.
[image:42.612.110.505.125.612.2]TIEMPO ( MIN) % ACUM.
TABLA 2.2 Tabla de fallas de Julio 08
FALLAS CLAVE No DE
VECES TIEMPO (MIN) TIEMPO (HRS) CAUSA %
ACUM. TOTAL%
LIMPIEZA GENERAL DE MÁQUINA A 101 578 9.63 O 25.3% 25.3%
CAMBIO DE CUCHILLAS B 164 431 7.18 O 44.2% 18.9%
REVENTADAS DE LA HOJA DE PAPEL C 33 268 4.47 O 55.9% 11.7%
SE REALIZA LIMPIEZA CON GAS NAFTA A SECCIÓN TELA NO.2
POR IMPUREZAS (OPER) D 28 234 3.90 O 66.2% 10.2%
CAMBIO DE FABRICACIÓN E 40 181 3.02 O 74.1% 7.9%
VARIACIÓN DE FLUJO DE PASTA POR FALLA DE LA VALVULA
(INST) F 4 92 1.53 M 78.1% 4.0%
MALA TRANSFERENCIA DE LA HOJA DE PAPEL DEL FIELTRO AL
SECADOR YANKEE (OPER) G 2 80 1.33 O 81.6% 3.5%
CAMBIO DE ROLLOS H 5 61 1.02 O 84.3% 2.7%
SE REALIZA LIMPIEZA CON HIPOCLORITO A SECCIÓN FIELTRO
(OPER) I 5 60 1.00 O 86.9% 2.6%
DESCONECTAR CABLES DE CONTROL DE GRÚA (ELE) J 2 60 1.00 M 89.5% 2.6%
PRUEBA DE PROCESO OCASIONA CARGAS BAJAS (OPER) K 1 50 0.83 O 91.7% 2.2%
SOBRECALENTAMIENTO DEL SECADOR L 2 45 0.75 O 93.7% 2.0%
SE REALIZA LIMPIEZA CON SOSA CAUSTICA A SECCIÓN FIELTRO
(OPER) M 2 30 0.50 O 95.0% 1.3%
FALLA DE ACCIONAMIENTO DE LOS BRAZOS PRIMARIOS (ELE) N 1 27 0.45 M 96.2% 1.2%
DESACONDICIONAMIENTO DEL SECADOR O 2 25 0.42 O 97.3% 1.1%
APAGARSE FUEGO ALTO DEL QUEMADOR (ELE) P 1 25 0.42 M 98.4% 1.1%
ATORARSE CABLE CON ESTRACTOR DE MANDRILES (ELE) Q 1 20 0.33 M 99.3% 0.9%
BOTARSE ALUMBRADO DE TODA LA NAVE (ELE) R 1 10 0.17 M 99.7% 0.4%
REPARAR FILTRO DE UN HUIZACHE (MEC) S 1 7 0.12 M 100.0% 0.3%
ACUMULADO POR DIA (MIN) TOTAL 396 2284 38.07 100% 100%
PARETO DE PERDIDAS "AGOSTO 2008"
0 100 200 300 400 500 600 700
A B C D E F G H I J K L M N O P Q R
CAUSAS DE FALLA
T
IEM
PO
(
M
IN
)
0.0% 10.0% 20.0% 30.0% 40.0% 50.0% 60.0% 70.0% 80.0% 90.0% 100.0%
%
ACU
M
.
[image:44.612.109.506.96.616.2]TIEMPO (MIN) % ACUM.
FALLAS CLAVE No DE VECE S TIEMP O (MIN) TIEMP O (HRS) CAUS
A ACUM.% % TOTA
L
LIMPIEZA GENERAL DE MÁQUINA A 117 652 10.87 O 26.4%
26.4 %
CAMBIO DE CUCHILLAS B 196 539 8.98 O 48.2%
21.8 %
REVENTADAS DE LA HOJA DE PAPEL C 36 356 5.93 O 62.6%
14.4 %
SE REALIZA LIMPIEZA CON GAS NAFTA A SECCIÓN TELA NO.2 POR
IMPUREZAS (OPER) D 24 304 5.07 O 74.8%
12.3 %
CAMBIO DE FABRICACIÓN E 45 179 2.98 O 82.1% 7.2%
FALTA DE REDUCTOR DE BRAZOS PRIMARIOS, DAÑARSE CUÑA DEL
COPLE (MEC) F 1 88 1.47 M 85.6% 3.6%
SE REALIZA LIMPIEZA CON HIPOCLORITO A SECCIÓN FIELTRO
(OPER) G 5 72 1.20 O 88.6% 2.9%
VARIACIÓN DE FLUJO DE PASTA POR FALLA DE LA VALVULA
(INST) H 4 60 1.00 M 91.0% 2.4%
DESACONDICIONAMIENTO DEL SECADOR I 3 60 1.00 O 93.4% 2.4%
MALA TRANSFERENCIA DE LA HOJA DE PAPEL DEL FIELTRO AL
SECADOR YANKEE (OPER) J 2 35 0.58 O 94.8% 1.4%
CAMBIO DE ROLLOS K 3 25 0.42 O 95.8% 1.0%
DAÑARSE MOTOR DE BOMBA DE VACÍO (ELE) L 1 20 0.33 M 96.6% 0.8%
HUMEDAD ALTA POR FALLA DEL EQUIPO DE MEDICIÓN (OPER) M 1 20 0.33 O 97.5% 0.8%
CAMBIO DE HUIZACHE DE CORTE POR TAPARSE (OPER) N 2 19 0.32 O 98.2% 0.8%
SE REALIZA LIMPIEZA CON GAS NAFTA A SECCIÓN TELA NO.1 POR
IMPUREZAS (OPER) O 2 14 0.23 O 98.8% 0.6%
BOTARSE BOMBA DE VACÍO NO.4 A CAJAS DEL FIELTRO (ELE) P 1 10 0.17 M 99.2% 0.4%
BOTARSE QUEMADOR LADO HUMEDO (ELE) Q 1 10 0.17 M 99.6% 0.4%
FALLA DE ACCIONAMIENTO DE BRAZOS PRIMARIOS (ELE) R 1 10 0.17 M
100.0 % 0.4%
ACUMULADO POR DIA (MIN)
TOTA
L 445 2473 41.22 100% 100%
ACUMULADO POR DIA (HR)
TOTA
[image:45.612.83.524.94.546.2]L 445 41.22 41.22 100% 100%
FALLAS CLAVE No DE VECE S TIEMP O (MIN) TIEMP O (HRS) CAUS
A ACUM.% % TOTA
L
LIMPIEZA GENERAL DE MÁQUINA A 137 794 13.23 O 31.3%
31.3 %
CAMBIO DE CUCHILLAS B 239 626 10.43 O 55.9%
24.7 %
REVENTADAS DE LA HOJA DE PAPEL C 41 340 5.67 O 69.3%
13.4 %
CAMBIO DE FABRICACIÓN D 30 228 3.80 O 78.3% 9.0%
DESACONDICIONAMIENTO DEL SECADOR E 5 107 1.78 O 82.5% 4.2%
SE REALIZA LIMPIEZA CON HIPOCLORITO A SECCIÓN FIELTRO
(OPER) F 4 85 1.42 O 85.9% 3.3%
CAMBIO DE ROLLOS G 3 60 1.00 O 88.2% 2.4%
SE REALIZA LIMPIEZA CON GAS NAFTA A SECCIÓN TELA NO.2 POR
IMPUREZAS (OPER) H 4 55 0.92 O 90.4% 2.2%
ATASCARSE BOMBA HIDRAULICA DE TOLVA DE HIDRAPULPER DE
FIBRA LARGA (MEC) I 1 35 0.58 M 91.8% 1.4%
BOTARSE BOMBAS DE VACÍO (ELE) J 1 35 0.58 M 93.1% 1.4%
BOTARSE QUEMADOR (ELE) K 3 32 0.53 M 94.4% 1.3%
ACONDICIONAMIENTO POR ARRANQUE DE MÁQUINA (OPER) L 1 25 0.42 O 95.4% 1.0%
AONDICIONAMIENTO DE FIELTRO (OPER) M 2 20 0.33 O 96.2% 0.8%
HUMEDAD ALTA (OPER) N 1 20 0.33 O 97.0% 0.8%
AJUSTE DE CUCHILLAS DE CREPADO POR PROBLEMAS DE DESPEGUE
DE LA HOJA DEL SECADOR (MEC) O 1 17 0.28 M 97.6% 0.7%
MALA TRANSFERENCIA DE LA HOJA DE PAPEL DEL FIELTRO AL
SECADOR YANKEE (OPER) P 1 15 0.25 O 98.2% 0.6%
VARIACIÓN DE FLUJO DE PASTA POR FALLA DE LA VALVULA (INST) Q 1 15 0.25 M 98.8% 0.6%
ATORARSE BRAZOS PRIMARIOS (MEC) R 1 15 0.25 M 99.4% 0.6%
RESISTENCIAS BAJAS POR AJUSTE DE DISCOS DEL REFINADOR
(OPER) S 1 10 0.17 O 99.8% 0.4%
VARIACIÓN DE FLUJO DE PASTA POR FALLA DE LA VALVULA (OPER) T 1 5 0.08 O
100.0 % 0.2%
ACUMULADO POR DIA (MIN)
TOTA
L 478 2539 42.32 100% 100%
ACUMULADO POR DIA (HR)
TOTA
L 478 42.32 42.32 100% 100%
2.3.1.1 Pérdida por generación de merma
Podemos observar que el desacondicionamiento del secador en los paretos,
es una causa que no tiene alto impacto, sin embargo al analizar porqué se
presentan reventadas de hoja y porque se presentan en esa frecuencia el cambio
de cuchillas. Se llegó a la conclusión que el correcto acondicionamiento del
secador influye en gran medida al proceso del secado del papel y a la separación
de la hoja de papel del secador.
El correcto acondicionamiento del secador influye en gran medida sobre la
frecuencia con la que se debe realizar el cambio de cuchillas debido a que el
acondicionamiento del secador también realiza la función de lubricante entre la
superficie del secador y el filo de la cuchilla, ya que no hay que olvidar que son
dos metales sometidos a una fuerza de fricción.
Cuando el operador se ve en necesidad de realizar un cambio de cuchillas,
no es factible realizar un paro temporal de la maquina para realizarlo y tampoco es
factible omitir esta acción. Por lo cual en el momento que se realiza el cambio de
cuchillas, es necesario, realizar un ajuste en la cuchilla de limpieza para que
despegue todo el papel de la superficie del secador, pero este papel se pierde, en
pocas palabras se convierte en merma y por mas que el operario lo haga en el
menor tiempo posible se genera perdida por merma. Por esta razón es necesario
bajar la frecuencia con la que se realiza este cambio.
En la siguiente figura se muestra la grafica referente a la generación de
merma de los meses Julio, Agosto y Septiembre.
En resumen de las pérdidas más importantes y considerando una afectación
del 10% de las principales causas por falta de acondicionamiento tenemos la
siguiente tabla:
Concepto Unidades Junio Julio Agosto Septiembre
Tiempo por desacondicionamiento min 70 25 60 107
10% de tiempo por cambio de cuchillas min 51 43 54 62
10% de tiempo por reventadas min 48 27 36 34
Tiempo total min 169 95 150 203
Ancho útil m 3.3 3.3 3.3 3.3
Velocidad de la máquina m/min 1550 1550 1550 1550
Gramaje del papel Kg 0.0155 0.0155 0.0155 0.0155
Producción total Kg 13398.7425 7531.8375 11892.375 16094.3475
Ton 13.3987425 7.5318375 11.892375 16.0943475
Costo por tonelada MNX 10,752.56 10,619.47 10,654.92 10,654.92
Costo total pérdida MNX 144070.721 79984.1348 126712.304 171483.985
Merma rechazada por calidad
15% de jumbos por papel picado Ton 0.325 0.55 0.86
Rasgado por cuchilla Ton 0.308 0.5 0.56
10% de jumbos con reventadas Ton 1.4 1.12 1.97
Total Ton 0 2.033 2.17 3.39
Costo de merma MNX 2500 2500 2500 2500
Costo total por merma MNX 0 5082.5 5425 8475
Total MNX 144070.721 85066.6348 132137.304 179958.985
Total Acumulado MNX 144070.721 229137.356 361274.66 541233.646
Histórico 2008
Capitulo III Desarrollo (Propuesta de solución).
La propuesta de solución es:
[image:52.612.95.508.201.480.2]3.1 Diseño Propuesto de regadera Yankee
FIGURA 3.1 Sistema Yankee Spray Propuesto
Condiciones de operación Propuestas
P=120psi
Numero de espreas=25
Flujo=0.12gal/min
Flujo Total=3.0 gal/min o 11.35 l/min
Ángulo de aspersión=80°
Diametro de orificio=0.021
Cobertura=triple
3.2 Selección de Hardware.
3.2.1 Determinación de tipo de bombas.
Se instalará bombas con comunicación al sistema de control distribuido TPS,
para monitoreo y control en lazo abierto del flujo de los químicos para el
recubrimiento del secador yankee.
Se realizará la instalación de las bombas en gabinetes
Se colocaran los contenedores de los químicos en un área de condiciones
reguladas con seguridad.
TABLA 3.1 Comparativo de Cotizaciones de Proveedores
Proyecto:
Automatizacion
de
Acondicionamiento
Secador
Yankee
Maq
#3
Fecha:
Ubicación:
Ecatepec
Edo
de
Mex
Gerente
de
Proyecto
Planta
Ecatepec
Tissue
SCA
P.U.
Importe
P.U.
Importe
P.U.
Importe
Cantidad
2
519.60 1,039.20 749.00 1,498.00 730.00 1,460.002
789.50 1,579.00 810.70 1,621.40 799.90 1,599.803
789.50 2,368.50 810.70 2,432.10 829.76 2,489.281
3,500.00 3,500.00 2,576.98 2,576.98 3,487.34 3,487.34‐ ‐
‐ ‐
SUBTOTAL
18,486.70SUBTOTAL
19,783.15SUBTOTAL
21,421.16IVA
2,773.01IVA
2,967.47IVA
3,213.17TOTAL
21,259.71
TOTAL
22,750.62
TOTAL
24,634.33
Bomba
Pulsatron
dosificadora
de
quimicos
para
adhesivo
DLLS
DLLS
TABLA
DE
COTIZACIONES
Bomba
Pulsatron
dosificadora
de
quimicos,
para
monofosfato
Bomba
Pulsatron
dosificadora
de
quimicos
para
release
1
Proveedores
Nalco
de
Mexico
Equip
‐
pump
Matercon
12,384.74
DLLS
Gabinete
Concepto
Ing.
Jose
Luis
Hernandez
Perea
Ing.
Ivan
Hernandez
Garcia
10
‐
Oct
‐
08
Material
varios:
tuberia
tubing
de
inoxidable
de
3/8"
hacia
los
puntos
de
dosificación
y
succión.
Instalación
de
arreglo
de
probetas
para
todos
las
bombas.
Arreglos
de
valvulas
para
bombas
de
trabajo
y
de
stock
[image:54.612.98.516.72.693.2]
La selección de bombas se realiza mediante la capacidad que debe tener la
bomba de dosificar los flujos determinados de cada químico.
La siguiente tabla nos permite seleccionar el modelo de la bomba de acuerdo
a los requerimientos establecidos.
MODELO
LPA3MAPTC1500 , LPG4MAPTC1500
FIGURA 3.2 Bomba Dosificadora Serie MP
La razón por la cual se tomó la decisión de utilizar estas bombas
dosificadoras de flujo es debido a que actualmente ya se manejan unas bombas
de control manual de esta marca, por lo cual se estaría adquiriendo una misma
marca para este tipo de equipo , lo cual será de mayor conveniencia ya que se
podría manejar a un mismo proveedor para la compra de refacciones o garantía
de equipo e instalación. Esto con el sentido de poder eficientar el tiempo de los
trámites administrativos.
Debido a la capacidad de cada bomba se determina el tipo y queda de la siguiente
manera:
CANTIDAD MODELO
DESCRIPCION
1
LPA3MAPTC1500
BOMBA DOSIFICADORA PARA MONOFOSFATO
[image:55.612.220.318.226.399.2]3
LPG4MAPTC1500
BOMBA DOSIFICADORA PARA ADHESIVO, RELEASE y RESPALDO
TABLA 3.2 Tabla Modelos y Aplicaciones de bombas dosificadoras.
3.2.2 Determinación de protocolo de comunicación.
[image:57.612.96.515.200.443.2]En este diagrama se presenta la arquitectura que tiene el Sistema de control
actual, Total Plant Solution (TPS).
FIGURA 3.3 Arquitectura de Toptal Plant Solution (TPS)
Las Bombas dosificadoras se comunicaron de 4-20mA hacia la HPM del
centro de control existente en la planta para la Máquina 3, del HPM se comunica
con las estaciones de monitoreo y estaciones de ingeniería por medio de Ethernet
como se muestra en la figura 3.3 con el cual se realizó la configuración del HMI
que en este caso se dio de alta solamente un grupo especialmente para el
proceso del acondicionamiento del Yankee.
3.2.3 Configuración de HMI.
La configuración de la interfaz hombre máquina se realiza mediante la estación de
ingeniería, la cual se explica de la siguiente manera:
1.- Se selecciona la estación de ingeniería.
FIGURA 3.4 Pantalla de Configuración GUS
2.- Se configuran los tres elementos de acuerdo a los números de tarjeta y
posición de entrada colocada.
3.- Se da propiedades de entrada y salida para realizar los ajustes de escalado de
acuerdo a la señal analógica de 4 a 20 mA.
FIGURA 3.6. Pantalla de Configuración III GUS
4.- Se guardan y se descargan los cambios, con lo cual tenemos una respuesta
como se muestra en la siguiente figura.
FIGURA 3.7. Pantalla Respuesta GUS
3.2.4 Fuente de alimentación.
Debido a que sólo es la integración de las bombas dosificadoras al TPS, se cuenta
con la fuente de alimentación del sistema.
La fuente de alimentación de las bombas es de 115V.
3.2.5 Gabinetes.
3.2.6 Conexiones.
[image:60.612.88.499.153.662.2]Las conexiones de cada una de las bombas se realiza de la siguiente manera:
FIGURA 3.7. Esquema de conexión al HPM
FIGURA 3.8 Esquema Bombas dosificadora
FT
PT
AT LT
24 V 25 0 4-20
mA
J Box FTA / Marshalling
IO P CO
N T R O L L E R
HPM
NIM UCN
GUS
LCN
3.3 Selección de Software.
3.3.1 Configuración de comunicación.
•
Los instrumentos (4-20 mA) son conectados al HPM (APM, PM).
•
Los algoritmos de “control” residen en los procesadores del HPM.
•
Aplicaciones
Complejas
residen en el APP node.
3.3.2 Configuración de HMI.
•
Las estaciones de trabajo (GUS) leen/escriben data en tiempo real desde
los HPM.
•
Los históricos son almacenados en el PHD (Oracle), utilizados para
tendencias y registro de alarmas
Capítulo IV Análisis de Costos.
4.1 Presupuesto
D
e acuerdo a la tabla TABLA 3.1 Comparativo de Cotizaciones de Proveedores,
se determina como mejor opción las bombas de la marca PULSATRON.
El costo del proyecto es:
TABLA 4.1 Tabla de Cotización del Proyecto.
CANTIDAD MODELO
DESCRIPCION
P.U.
(DOL) IMPORTE
1
LPA3MAPTC1500 BOMBA DOSIFICADORA PARA MONOFOSFATO $ 519.60$
519.60
3
LPG4MAPTC1500BOMBA
DOSIFICADORA
PARA
ADHESIVO
Y
RELEASE
$ 789.50$
2,368.50
1
Material y gabinete tuberia tubing de inoxidable de 3/8" hacia los puntos de dosificación y succión.$
13,500.00
$
13,500.00
Un gabinete en acero inoxidable para 6 bombas para maquina 3 con arreglo de probeta. Instalación de arreglo de probetas para todos las bombas.
Arreglos de valvulas para bombas de trabajo y de stock
1
Ingeniería
Horas hombre y puesta en marcha del proyecto$
5,643.00
$
5,643.00
4.2 Análisis de costo- beneficio
Se propone reducir las pérdidas en un 50%, es decir el ahorro de pérdidas por
cada mes será con un impacto del 50% del total perdido en el histórico de Junio a
septiembre del año 2008.
El promedio mensual de ahorro es de $70 027.00.
4.3 Beneficios obtenidos
Los beneficios de la aplicación de este proyecto se verán reflejados en los
siguientes aspectos:
Seguridad:
Las condiciones de instalación y monitoreo por parte del operador
serán más adecuadas, ya que se ubican los contenedores y bombas dosificadoras
con una mejor distribución.
Calidad:
La calidad del producto semi-terminado de papel, presenta una
mejor convertibilidad y capacidad de enrollado tanto en el área de máquinas de
papel como en el área de conversión.
Producción:
Nos permite tener una mejor capacidad de respuesta para
realizar ajustes en el acondicionamiento del secador yankee y no tener pérdidas
de tiempo por des acondicionamiento.
Concepto Unidades Junio Julio Agosto Septiembre
Tiempo por desacondicionamiento min 35 12.5 30 53.5
10% de tiempo por cambio de cuchillas min 25.5 21.5 27 31
10% de tiempo por reventadas min 24 13.5 18 17
Tiempo total min 84.5 47.5 75 101.5
Ancho útil m 3.3 3.3 3.3 3.3
Velocidad de la máquina m/min 1550 1550 1550 1550
Gramaje del papel Kg 0.0155 0.0155 0.0155 0.0155
Producción total Kg 6699.37125 3765.91875 5946.1875 8047.17375
Ton 6.69937125 3.76591875 5.9461875 8.04717375
Costo por tonelada MNX 10752.5554 10619.4717 10654.92 10654.92
Costo total pérdida MNX 72035.3607 39992.0674 63356.1521 85741.9925
Merma rechazada por calidad
15% de jumbos por papel picado Ton 0.325 0.55 0.86
Rasgado por cuchilla Ton 0.308 0.5 0.56
10% de jumbos con reventadas Ton 1.4 1.12 1.97
Total Ton 0 2.033 2.17 3.39
Costo de merma MNX 2500 2500 2500 2500
Costo total por merma MNX 0 5082.5 5425 8475
Total MNX 72035.3607 45074.5674 68781.1521 94216.9925
Total Acumulado MNX 72035.3607 117109.928 185891.08 280108.073
4.4 Rendimiento de la inversión ROI
Total USD 22031.1
Tipo de cambio 13.8
Total MNX 304,029.18
Ahorro Promedio por mes MNX 70,027.02
Tiempo de recuperación de inversión Meses 4.341598255 Costo total del Proyecto
5.1 Conclusiones.
La aplicación de este proyecto se ha iniciado en el mes de noviembre por lo
que los resultados del impacto económico se deben ver reflejados en el mes de
diciembre.
Se realiza la propuesta de automatización de control de flujos químicos en el
cual la fundamentación de costo beneficio económico es de gran importancia, ya
que con este tipo de análisis se puede cuantificar de manera directa el impacto en
la rentabilidad del negocio.
De los objetivos establecidos se tiene que:
•
Se modifica el diseño de la regadera Yankee Spray, para tener una mejor
distribución y asegurar la operación, así como el cambio de cobertura de
doble a triple.
•
Se determina la capacidad y el tipo de bombas para la dosificación de
químicos, con el proveedor Nalco para mantener el uso de estos equipos y
así las refacciones puedan ser más fácil de obtener.
•
Se determina la conexión de bombas y configuración de comunicación al
sistema de control (Total Plant Solition, Sistema de control distribuido,
marca Honeywell)., ya que son 4 elementos los que se agregan con señal
de 4 a 20 mA y esto no afecta debido a la capacidad que tiene el sistema
TPS.
•
Se configura la pantalla para monitoreo y control de los flujos de químicos
en interfase hombre máquina (HMI) del TPS. En el grupo 53 del TPS,
donde se encuentra el sistema Yankee Spray.
•
Para un mejor mantenimiento se coloca el gabinete de acero inoxidable en
que se coloca la instalación eléctrica adecuada. Para el mantenimiento de
las bombas se tiene una bomba respaldo o para cubrir cualquier falla de las
otras, además de que al existir una falla en el control se pueden operar en
modo manual.
•
Se establece un plan de mantenimiento del Sistema Yankee Spray, el cual
implica:
o
Rutinas de limpieza de los filtros, 1 vez por turno.
o
Rutina de purga del Tanque de mezcla Yankee Spray, 1 vez por día.
o
Rutina de purga de bombas dosificadoras, 1 vez cada semana.
o
Mantenimiento a bombas dosificadoras, 1 bomba cada mes, (Hacer
uso de bomba de respaldo, cambio de válvulas e inspección de
elementos eléctricos y electrónicos.
Los objetivos se cumplieron en un 90%, ya que la configuración de HMI, fue
propiamente realizada por el área de Instrumentación y del departamento de
ingeniería de la Planta Ecatepc Tissue, ya que su personal se encuentra altamente
capacitado en la configuración de de elementos en el sistema Total Plant Solution
(TPS).
5.2 Observaciones.
Se observa que las condiciones de seguridad mejoran al tener una
instalación adecuada, el tiempo de respuesta para controlar problemas de
enrollado mediante el ajuste del acondicionamiento del secador, es más eficiente.
Aunque la calidad del papel se ve influenciada por la gran variedad de
combinaciones de las variables que intervienen en el proceso de fabricación de
papel, el tener automatizado el proceso de acondicionamiento del secador yankee,
permite disminuir la influencia o afectación de la modificación de los parámetros de
los flujos de químicos.
Fuentes de Consulta
Información recopilada de SCA México y Centroamérica S.A de C.V
Literatura de Pulpa y Papel de archivos generales del área de capacitación de
SCA. México y Centroamérica.
Información de proveedores de químicos, Nalco, Buckman etc.
Visita de páginas como:
www.papelnet.cl
www.nalco.com
www.pulsatron.com
Anexos
Series MP
ELECTRONIC METERING PUMPS
Installation
Operation
Maintenance
Instruction
SAFETY INSTRUCTIONS
When using chemical feed pumps, basic safety precautions should always be followed to reduce risk of fire, electric shock, and personal injury. Failure to follow these instructions could result in death or serious injury.
READ ALL INSTRUCTIONS
*** : Secure chemicals and metering pumps, making them inaccessible to children and pets. *** DO NOT PUMP FLAMMABLE LIQUIDS.
*** Do not cut the plug or ground lug off the electrical cord. Consult a licensed electrician for proper installation or replacement.
** : Always wear protective clothing, including gloves and safety glasses, when working on or near chemical metering pumps.
** Inspect tubing regularly for cracking or deterioration and replace as necessary. (Always wear protective clothing and safety glasses when inspecting tubing.)
** Use CAUTION to keep fingers away from rotating parts.
** If pump is exposed to direct sunlight, use a U.V. resistant tubing.
** Follow directions and warnings provided from the chemical manufacturer. The user is responsible for determining the chemical compatibility with the chemical feed pump.
** Make sure the voltage on the pump name tag matches the installation voltage. If pump fails to start, check line voltage.
** Consult with local health officials and/or qualified water conditioning specialists when treating potable water. ** Always depressurize system prior to installation or disconnecting the metering pump tubing.
** If injection point is lower than the chemical tank and pump, install an anti-siphon valve.
** DO NOT MODIFY PUMP. This poses a potentially dangerous situation and will void the warranty.
* : All pumps are factory tested with water. Remove tubing and thoroughly dry if the chemical being pumped will react with water (for example sulfuric acid).
* Hand tighten plastic connections (Do not use wrench).
TABLE OF CONTENTS
Page
SAFETY INSTRUCTIONS ... 2
INTRODUCTION... 4
UNPACKING THE PUMP ... 5
PRECAUTIONS FOR OPERATION ... 6
INSTALLATION, PIPING AND WIRING ... 8
DESCRIPTION OF CONTROLS AND OPERATION... 12
CONTROL OPTIONS ... 13
RELAY SETTINGS ... 14
ALARMS... 15
CONTROL REFERENCE SUMMARY... 16
START-UP AND OPERATION ... 18
ADDITIONAL SETTINGS... 23
MAINTENANCE ... 24
TROUBLESHOOTING ... 26
EXPLODED VIEW DRAWINGS... 27
PUMP SPECIFICATIONS... 29
INTRODUCTION
These installation, operation and maintenance instructions cover your electronic metering pump. Refer to the pump nameplate to determine the actual model.
PRINCIPLE OF OPERATION
Diaphragm metering pumps are used to dispense chemicals or fluids. This is achieved by an electromagnetic drive mechanism (solenoid) which is connected to a diaphragm. When the solenoid is pulsed by the control circuit, it displaces the diaphragm which, through the use of check valves, moves the fluid out the discharge under pressure. When the solenoid is de-energized it returns the diaphragm and pulls more fluid into the pump head and the cycle repeats.
The stroke rate of the pumps is controlled via the touchpad and present status is indicated by the LCD display. The stroke length is controlled via the stroke length knob.
MATERIALS OF CONSTRUCTION
The wetted materials (those parts that contact the solution being pumped) available for construction are Glass filled polypropylene, PVC, SAN, Hypalon, Viton, PTFE, 316 Stainless Steel, PVDF, Ceramic and Alloy C. These materials are very resistant to most chemicals. However, there are some chemicals, such as strong acids or organic solvents, which cause deterioration of some elastomer and plastic parts, such as the diaphragm, valve seats, or head. Consult Chemical Resistance Guide or Supplier for information on chemical compatibility.
Various manufacturers of plastics, elastomers and pumping equipment publish guidelines that aid in the selection of wetted materials for pumping commercially available chemicals and chemical compounds. Two factors must always be considered when using an elastomer or plastic part to pump chemicals. They are:
1. The temperature of service: Higher temperatures increase the effect of chemicals on wetted materials. The increase varies with the material and the chemical being used. A material quite stable at room temperature might be affected at higher temperatures.
2. Material choice: Materials with similar properties may differ greatly from one another in performance when exposed to certain chemicals.
MANUFACTURER’S PRODUCT WARRANTY
Pulsafeeder warrants all pumps and controllers of its manufacture to be free of defects in material or workmanship. Liability under this policy extends for 24 months from date of shipment from the factory. The manufacturer’s liability is limited to repair or replacement of any failed equipment or part which is proven defective in material or workmanship upon manufacturer’s examination. This warranty does not include removal or installation costs and in no event shall the manufacturer’s liability exceed the selling price of such equipment or part.
The manufacturer disclaims all liability for damage to its products through improper installation, maintenance, use or attempts to operate such products beyond their functional capacity, intentionally or otherwise, or any other unauthorized repair. The manufacturer is not responsible for consequential or other damages, injuries or expense incurred through the use of its products.
Above warranty is in lieu of any other warranty, whether expressed or implied. The manufacturer makes no warranty of fitness or merchantability. No agent of ours is authorized to provide any warranty other than the above.
The European Union Warranty address is listed below, however, please note that the seller should be contacted first. Steigar 24
EUROPEAN TECHNICAL FILE LOCATION
PO Box 91
Washington
NE37 1YH
United Kingdom
UNPACKING THE PUMP
Check all equipment for completeness against the order and for any evidence of shipping damage. Shortages or damages should be reported immediately to the carrier and to the seller of the equipment.
The carton should contain:
- Metering Pump
- Clear Flexible Suction Tubing* - Stiff White Discharge Tubing* - Foot valve/Strainer Assy.*
- Backpressure Injection Valve Assy. - One Instruction Book that you are now reading
- Bleed Valve Assembly* (most models)
*These items are included with the standard pump. Items may or may not be included depending on model.