INSTITUTO POLITECNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERIA MECANICA Y ELECTRICA UNIDAD ZACATENCO
Horno automático de precisión para el
soldado de componentes electrónicos de
montaje superficial.
Tesis que para obtener el título de
Ingeniero en Comunicaciones y
Electrónica
Presentan:
Alfredo Isaac Cervantes Anaya
Hugo Enrique García Carbajal
Asesor:
Agradecimientos.
Alfredo Isaac Cervantes Anaya.
Con todo mi cariño y mi amor para las personas que hicieron todo en la vida para
que yo pudiera lograr mis sueños, gracias por motivarme y darme la mano durante todo el
camino, es para ustedes esta tesis en agradecimiento de todo su amor y apoyo
incondicional.
Papá y Mamá.
Hugo Enrique García Carbajal.
Este tesis representa todo el camino que he recorrido hasta ahora, lleno de
esfuerzo y dedicación, por eso quiero dedicarla a mis padres, que son los que han
estado conmigo en todo momento apoyándome, alentándome a seguir adelante y que
nunca me dejaron solo, si hoy estoy aquí es en gran parte a ustedes y a su amor que me
Objetivo.
Diseñar y construir un horno de precisión para soldar componentes electrónicos de montaje superficial capaz de seguir perfiles de temperatura definidos por el usuario usando instrumentación virtual.
Resumen.
En el mundo de la electrónica existe una amplia gama de componentes electrónicos, los de última generación se encuentran ya en encapsulados de montaje superficial, al ser pequeñas sus terminales, se complica el soldado con un cautín convencional, y con el avance de la tecnología, cada vez es más común encontrar este tipo de componentes, principalmente en la industria.
Existen hornos especialmente diseñados para este fin, su funcionamiento consiste básicamente en subir la temperatura hasta el punto máximo que requiere la soldadura para fundirse (mostrado en su patrón sugerido), alcanzando este punto viene el enfriamiento, que como su nombre lo dice es llevar la temperatura interna a la ambiente.
Los precios de estos hornos es aproximadamente de $2,000 US, un precio elevado para una persona que cuenta con pocos recursos como lo es un estudiante. Por esta razón se elaboró un horno con las mismas características que uno comercial pero reduciendo el costo considerablemente, ayudando así a suprimir maneras poco ortodoxas de soldado.
puede ser operado desde la PC con ayuda del software de National Instruments, llamado LabVIEW, lo que da un entorno agradable y de fácil entendimiento, ya que permite observar en tiempo real los cambios de temperatura internos durante el proceso.
Motivación.
Lo que motivo la realización de este proyecto fue el reto de lograr construir una herramienta útil, capaz de aportar lo necesario para tener soldaduras de calidad, como lo es precisión, eficacia, rapidez y funcionalidad, pero que diste en precio de un horno comercial. Esto con el fin de impulsar a las pequeñas empresas y principalmente a los estudiantes a seguir desarrollando tecnología, que es lo que el país necesita para crecer industrialmente.
Aportación a la industria.
Descripción.
El horno automático de precisión es un equipo para el soldado de componentes electrónicos de montaje superficial a través de la aplicación de calor de manera controlada. La temperatura del horno con respecto al tiempo es determinada por un patrón o perfil de temperatura dado por el usuario. El manejo del horno se lleva a cabo mediante un instrumento virtual.
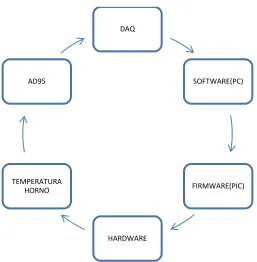
Diagrama bloques.
Adquisición y control de datos
Control por encendido-apagado
Control de CA Control de CD
Sección analógica Fuente de alimentación
Transformador, rectificador y filtro. Al detector de cruce
por cero
Regulador de 9V Al acondicionador de señal del sensor
Control de potencia del calefactor por encendido-apagado Regulador de 5V
Al control de potencia del calefactor
Regulador de 12V Al control de potencia de la
turbina
Detector de cruce por cero
Ventilador Turbina Control de potencia
de la turbina de CD
Tarjeta de adquisición de datos NI-DAQ USB 6008 Acondicionador de
señal. Sensor de
temperatura: Termopar
Control de potencia
del ventilador de CA Calefactor
A la PC
Contenido.
1.
Antecedentes.
1.1.
I
ntroducción………1
1.2.
Componentes
SMD……….………2
1.3.
Soldaduras para m
ontaje superficial………...4
1.4.
Hornos
de soldado………...………7
1.5.
Resumen de ca
pitulo………...8
2.
Diseño Mecánico.
2.1.
Intr
oducción……….……..9
2.2.
Búsqueda
de materiales……….……….………9
2.3.
Resistencia
s eléctricas……….……..10
2.4.
Aislan
tes térmicos……….………12
2.5.
En
samblado. ……….………14
2.6.
Resume
n de capitulo……….………24
3.
Diseño Electrónico.
3.1.
Introd
ucción………...26
3.2.
Sensores d
e temperatura………...…26
3.2.1.
Ter
mopares………...27
3.2.2.
Adecuac
ión del termopar……….…29
3.3.
Control
de potencia………...31
3.3.1.
Por
ángulo de fase………32
3.3.2.
Por encendido
en cruce por cero………..…33
3.3.3.
Diseño de fuente de
DC………..….34
3.3.4.
Implementación d
el control………...…..42
3.3.4.1.
Circuito det
ector de cruce por cero………44
3.3.4.2.
M
ódulo de disparo……….47
3.3.4.3.
El m
icrocontrolador………...50
3.4.
Sistema vent
ilación………..….53
3.5.
Diseño electrónico final………
.
…57
3.6.
Resumen de
capitulo………..58
4.
Implementación de software.
4.1.
Int
roducción………...59
4.2.
Algoritmo de control PID……….
.60
4.3.1.
Compilador CCS compiler
……….
.64
4.3.2.
Programación del microcontrolador………...
.65
4.4.
Instrumentación virtual
……….
66
4.5.
Software
………...
.67
4.5.1.
LabVIEW®
………....
..67
4.5.2.
Pro
gramación LabVIEW……….69
4.5.3.
Ajuste de las constantes Kp, Ki y Kd………
..76
4.5.4.
Configuración
de la Daq………..77
4.6.
Resumen de capitulo……….80
5.
Resultados experimentales.
5.1.
In
troducción………..81
5.2.
Reproducción de patrones………
.81
5.2.1.
Patrón de soldadura con plomo………
81
5.2.2.
Patrón de soldadura sin plomo………
.83
5.3.
Prueba real de so
ldado………..85
5.4.
Resumen de capit
ulo……….89
6.
Conclusiones y trabajo a futuro.
6.1.
Co
nclusiones………..90
6.2.
Trab
ajo a futuro……….92
6.2.1.
R
ecomendaciones……….92
NOMENCLATURA……….94 APENDICE A: Hojade datos del TRIAC MAC224A10……….97
APENDICE B: Hoja de especificaciones del MOC3011……….…99
APENDICE C:Hoja de especificaciones del pic………..101
APENDICE D:Hoja de especificaciones del amplificador LMC7111a………….….103
APENDICE E:Hojade especificaciones del AD595……….105
APENDICE F:Hoja de especificaciones del transistor BC547………..107
APENDICE G:Hoja de especificaciones transistor 2N2222………..109
APENDICE H: Hojade especificaciones del regulador LM7805 y LM7809……….111
APENDICE I: Hoja de especificaciones del diodo 1n5408……….112
APENDICE J: Hoja de especificaciones del puente de diodos 3kbp04………..114
APENDICE K Ejemplos de perfiles de temperatura………..116
Índice de Figuras.
Figura 1-1 Diferentes tipos de tecnología tipo SMD y THD………2
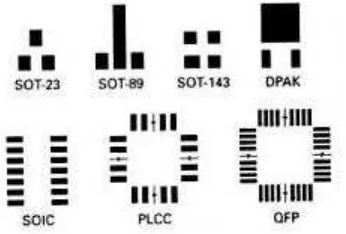
Figura 1.2 Algunos Footprints de C.I tipo SMD………...3
Figura 1-3.. Patrón sugerido por el fabricante para una soldadura sin plomo………...5
Figura 2-1. Resistencia en espiral o resorte……….11
Figura 2-2. Resistencia espiral de alambre o espagueti………..11
Figura 2-3. Resistencia tubular en espiral para parrilla eléctrica………... .12
Figura 2-4. a) fibra de algodón, b) plaqueta de arlita, c) fibra de lino, d) cáñamo, e) espuma de poliuretano y f) fibra de vidrio………... 14
Figura 2-5. Geometría propuesta……….….15
Figura 2-6. Cubo dentro de otro………15
Figura 2-7. Corte transversal del horno. ………...16
Figura 2-8. Dibujo puerta. ………...17
Figura 2-9. Lámina doblada en forma cubica lista para remachar. ……….18
Figura 2-10. Lámina remachada..………18
Figura 2-11. Relleno con espuma de poliuretano………19
Figura 2-12. Montaje de la puerta……….20
Figura 2-13. Colocación de la turbinas....………21
Figura 2-14. Circuitería montada dentro del gabinete……….21
Figura 2-15. Ventana de baquelita………...22
Figura 2-16. Colocación del ventilador para la circulación de aire caliente…………... …23
Figura 2-17. Parte interna del horno con parrilla……… ... 24
Figura 3-2. Grafica de voltaje vs temperatura en termopares……….29
Figura 3-3. Circuito de amplificación y linealizacion del termopar………...31
Figura 3-4. Control de potencia en una onda alterna, con un TRIAC………32
Figura 3-5. Control por encendido apagado ………...33
Figura 3-6. Diagrama básico de una fuente de alimentación de CD………..…….34 Figura 3-7. Conexión de un regulador de circuito integrado………..35
Figura 3-8 Forma de onda en el capacitor de filtro C1.…….………..36
Figura 3-9. Señal rectificada con rectificador de onda completa………..37
Figura 3-9. Forma de onda de la corriente en los diodos…. ………...39
Figura 3-10. Diseño completo de la fuente de alimentación de CD………. ..42
Figura 3-11. Diagrama a bloques del proceso completo de control. ………..43 Figura 3-12. Circuito detector de cruce por cero propuesto………44
Figura 3-13. Señal de salida del detector de cruce por cero propuesto………...45
Figura 3-14 Modulo de disparo propuesto. ………48
Figura 3-15. Diagrama eléctrico de conexión al PIC………..53
Figura 3-16. Partes que componen a un relevador………..53
Figura 3-17. Circuito de control de on-off de los ventiladores………...54
Figura 3-18. Diseño electrónico final. ………...57
Figura 4-1. Diagrama del algoritmo de control………..60
Figura 4-2. Respuesta del horno a la entrada escalón………62
Figura 4-3. Diagrama de flujo del programa del PIC……….65 Figura 4-4. Caratula del panel frontal con su paleta de controles. ……….68
Figura 4-5. Caratula de diagrama de bloques con su paleta de funciones………..68
Figura 4-6. VIs de control PID………...69
Figura 4-8. Panel frontal Final del VI………71
Figura 4-9. SubVI para la lectura del archivo y puntos del patrón………72
Figura 4-10. Rectas entre puntos introducidos por el usuario………73
Figura 4-11. SubVI para el cálculo de puntos en las rectas………...74
Figura 4-12. SubVI para obtención de la temperatura………...75
Figura 4-13. Instrumento virtual para el cálculo del algoritmo de control implementado en LabVIEW………...76
Figura 4-14. Imagen de la DAQ NI-USB-6008………77
Figura 4-15. Ventana de Configuración de DAQ para salida analógica………78
Figura 4-16. Ventana de Configuración para salidas digitales. ……….79
Figura 5-1. Patrón cargado………82
Figura 5-2. Patrón final en la prueba 1. ………...82
Figura 5-3. Patrón final en la prueba 2……….83
Figura 5-4. Patrón para soldadura sin plomo………83
Figura 5-5. Resultado primer prueba. ………..84
Figura 5-6. Resultado de la segunda prueba. ………...85
Figura 5-7. Soldadura utilizada……….86
Figura 5-8. Bastidor y racleta para aplicar la soldadura………..86
Figura 5-9. Aplicación de la soldadura a la placa………87
Figura 5-10. Soldadura aplicada sobre la placa………...87
Figura 5-11. Colocación de los componentes a la placa………..88
Índice de tablas.
Tabla 1-1. Soldaduras comerciales más comunes para SMT... 4
Tabla 1-2. Problemas más recuentes con sus posibles causas………...6
Tabla 1-3 Precios de hornos comerciales según su uso……….8
Tabla 2-1. Propiedades físicas de algunos metales………..…….10
Tabla 3-1. Tipos de sensores y características………..27
Tabla 3-2. Termopares y características……….…..28
Capítulo 1. Antecedentes.
1.1. Introducción.
Este capítulo da a conocer que es un horno de soldado y soldadura para montaje superficial, así como los tipos de componentes de montaje superficial (SMD).
Los componentes de montaje superficial (SMD) son componentes electrónicos con las mismas funciones que los ya conocidos, existen pasivos, como: resistores, capacitores, inductores y también activos, como: transistores, diodos, leds, circuitos TTL, CMOS, etc. La diferencia está en el tamaño y tipo de encapsulado, estos son mucho más pequeños que los de tecnología TroughHole.
En cuanto a la soldadura utilizada para este fin, se encuentra en forma de pasta y poseen perfiles de temperatura que deben ser seguidos para obtener una soldadura resistente y de calidad. Más adelante se abordará que son, y cómo deben ser interpretados estos perfiles.
1.2. Componentes SMD.
Un componente de tipo SMD es un dispositivo electrónico, con o sin terminales que se caracterizan por su pequeño tamaño y como lo dice sus siglas en inglés (Superficial Mount Device) se sueldan directamente a la superficie de la placa. Precedente a este tipo de tecnología, los componentes se soldaban introduciendo cada terminal a través de una perforación en la placa y soldándola del lado opuesto, a esta tecnología se le conoce como THD (TroughHoleDevices).
Al conjunto de procesos encargados de soldar este tipo de componentes es llamado SMT (Superficial Mount Tecnology), esta tecnología ha revolucionado en la industria electrónica y ha ido desplazando paulatinamente a su antecesora la THT (TroughHoleTecnology) ver Figura 1-1. Actualmente algunos C.I solo pueden ser encontrados en SMD.
Figura 1-1. Tecnología tipo SMD y THD.
Figura 1.2 Algunos Footprints de C.I tipo SMD
Ventajas e inconvenientes.
La utilización de componentes tipo SMD proporciona uniformidad y automatización al proceso de montaje, incrementado la calidad. Algunas ventajas son:
Reducción de espacio, volumen y peso, en especial para dispositivos portátiles.
Mejor disipación térmica por estar en contacto directo con el substrato.
Trabajo con altas velocidades de funcionamiento.
Pistas más cortas entre componentes.
Disminución de capacitancias e inductancias parasitas
Sin embargo, esta técnica presenta algunos inconvenientes tales como:
Hacer mediciones en puntos específicos de la placa se complica debido al espacio reducido.
1.3. Soldaduras para montaje superficial.
Las soldaduras para soldado electrónico en general, están compuestas principalmente por estaño, pero puede haber aleaciones. El elemento más común con el que se hace esta aleación es el plomo cambiando las propiedades tanto físicas como térmicas de la misma, dependiendo de la concentración de plomo; por ejemplo, a mayor porcentaje, el punto de fusión es menor, pero existe un mayor riesgo de tener soldaduras porosas o quebradizas.
Para las soldaduras utilizadas en la tecnología SMT, además de plomo, existen más elementos con los que se combina, estos son: plomo (Pb), plata (Ag) y cobre (Cu) en diferentes porcentajes. A continuación en la Tabla 1-1 se muestran las aleaciones comerciales.
Tabla 1-1. Soldaduras comerciales más comunes para SMT.
Sn (%) Pb (%) Ag (%) Cu (%)
Soldadura1 62 36 2 0
Soldadura 2 63 37 0 0
Soldadura 3 95.5 0 3 0.7
Soldadura 4 95.5 0 3.5 0.7
Soldadura 5 95.5 0 3.8 0.7
Cada soldadura tiene un perfil de temperatura, este es sugerido por el fabricante, y es proporcionado en una hoja de datos (ver apéndice K), la manera de identificarlo, es por una gráfica en la cual se muestra la variación de la temperatura con respecto al tiempo, como se ilustra en la Figura 1-3.
Figura 1-3. Patrón sugerido por el fabricante para una soldadura sin plomo.
Estos patrones se dividen principalmente en cuatro zonas, las cuales son: precalentado, secado, reflujo y enfriamiento (preheat, dryout, reflow y cooling), cada zona tiene su propósito y objetivo dentro del proceso, es importante respetar las zonas mencionadas, para evitar problemas de soldado como se ve en la Tabla 1-2. Las características de estas zonas son:
Precalentado: su objetivo, es pre calentar el horno entre temperaturas de 100°C y 150°C,
Secado: su propósito es asegurar que la pasta este completamente seca antes de la etapa de
reflujo, la característica es mantener la temperatura entre 150°C a 170°C (por un periodo de 60 a 120s).
Reflujo: en la etapa de reflujo, se eleva la temperatura hasta el punto de fusión de la soldadura, cabe la aclaración de que se debe exceder por 20°C aproximadamente el punto máximo marcado por el fabricante, es decir, si el punto de fusión es de 180°C, en esta sección se debe subir hasta aproximadamente 200°C y no debe de exceder los 60s.
Enfriamiento: es la etapa donde el horno se enfría, durante la cual la soldadura se solidifica, como consideración, la temperatura debe tener un decremento en un rango de 1°C a 2°C aproximadamente.
Tabla 1-2. Problemas más frecuentes con sus posibles causas.
Problema Posible causa
Ruptura de los capacitores tipo chip. Un crecimiento excesivo de la temperatura en la zona de precalentado.
Bolas de soldadura. -Dejar incompleta la zona de secado. -Temperatura excesiva en la zona de secado. Soldadura fría. Tiempo insuficiente en la etapa de reflujo. La soldadura no se adhiere a la terminal. -Superar el tiempo de secado.
-Temperatura excesiva en reflujo, causando oxidación.
1.4. Hornos de soldado.
Existen dos procesos de soldadura, el primero por ola de calor y el segundo por refusión o inducción de calor. El proceso por ola de calor es usado únicamente para la tecnología throughhole, consiste en hacer pasar la placa con los componentes ya situados en su lugar, por la superficie de una ola de soldadura liquida.
La baja eficiencia del proceso por ola de calor dio origen al proceso por refusión, que consiste en depositar un tipo de soldadura especial ya mencionada anteriormente, después mediante la aplicación de calor con un horno, la soldadura fundirá dando como resultado la unión física del componente a la placa.
Tabla 1-3 precios de hornos comerciales según su uso.
Modelo Tipo de Tecnología Potencia(W) País de
Origen
Interfaz
grafica Precio(USD)
H1R01 Resistencias eléctricas. 1600 Colombia NO 800
TA-962ª IR 1600 China NO 1300
T200A IR 1800 China SI 1600
R350 IR 1800 China SI 1300
MD2012 IR 1500 USA SI 1200
SMD-2007 IR 3600 USA SI 2900
QHL320A IR y convección de aire
caliente 4200 USA SI 2700
TYR108 IR y convección de aire
caliente. 3600 USA SI 2900
1.5. Resumen de capítulo.
Para que un horno de soldado sea eficiente y tenga buenos resultados, se deben
considerar las etapas del proceso, respetando sus perfiles en cada una de ellas y observar
bien el patrón sugerido. Se debe tener en cuenta la temperatura máxima que soportan los
componentes, esto con la finalidad de elegir una soldadura adecuada para para evitar daños
en el componente por exceso de temperatura. Es también importante contar con una buena
técnica de aplicación de la soldadura y acomodo de los componentes, aplicar la cantidad de
soldadura adecuada, ayudará a evitar problemas durante el proceso, ahorrando tiempo y
Capítulo 2. Diseño mecánico.
2.1. Introducción.
El diseño mecánico del horno es una parte importante, en ella se ven los tipos de materiales más factibles para la elaboración, todo el diseño está basado en la temperatura, que al ser un horno, debe ser capaz de mantener la mayor cantidad de calor almacenado en su interior, sin deformarse, todo horno debe llevar aislante térmico, con el fin de evitar fugas de calor al exterior y así evitar accidentes como quemaduras, o simplemente que el horno no alcance la temperatura deseada.
Hay que saber cómo se hará el ensamble y como se unirán las piezas, reiterando que debe haber la menor fuga posible de calor, también en el diseño se debe considerar el flujo de aire dentro del horno, la ventilación en la etapa de enfriamiento, considerar la potencia de aire y presión necesaria para la elección de ventiladores, saber dónde y cómo colocar las ventanas de ventilación, pero lo más importante, al ser este un horno de refusión, saber qué tipo de resistores térmicos, nos darán la potencia para alcanzar altas temperaturas en los tiempos requeridos, todo esto en conjunto nos darán el diseño más óptimo para cumplir con las características necesarias para un horno de refusión eficiente y de calidad.
2.2. Búsqueda de materiales.
Tabla 2-1. Propiedades físicas de algunos metales.
Metal Punto de fusión(°C) Punto de ebullición(°C)
Aluminio 630.5 1750
Zinc 419.5 908
Cobre 1083 2595
Hierro 1536 3000
Basándonos en la tabla 2-1, podemos observar que el metal que más conviene para fabricar el horno es el hierro, por su alto punto de fusión y bajo costo en comparación con los demás metales.
La forma más comercial de encontrar el hierro, es una aleación con carbono, llamado acero, esto lo hace más resistente. Entre las láminas de acero, existen tipos, acero dulce y galvanizado, este último es un recubrimiento del acero con zinc con el fin de evitar la corrosión del material por el oxígeno ó el agua. Por sus características y bajo costo se convierte en la mejor opción para la fabricación del horno.
2.3. Resistores eléctricos.
Algunos tipos de resistencias comerciales son:
Resistencia de resorte.- producen una gran cantidad de calor entre los 1000 y 1200°C por lo que son usadas en hornos de fundición o de cerámica, donde se manejan estas temperaturas (ver Figura 2-1).
Figura 2-1. Resistencia en espiral o resorte.
Resistencia de “espagueti”.- estas alcanzan como temperatura máxima 150°C, al ser
flexibles, se emplean para envolver en tubería en otro objeto, se muestra en la Figura 2-2.
Resistencia tubular.- se pueden fabricar en varias formas y tamaños, son resistentes al a
corrosión, vibraciones, altas temperaturas y choques térmicos, alcanzan temperaturas de
entre 400 y 750°C.
Figura 2-3. Resistencia tubular en espiral para parrilla eléctrica.
2.4. Aislantes térmicos.
Los aislantes térmicos son materiales que tienen alta resistencia térmica, evitando el
paso del calor entre dos objetos o medios, que naturalmente intentaran estar en equilibrio
térmico.
Los tipos más comunes de aíslate térmico (Figura 2-4) y sus propiedades térmicas
son los siguientes:
Algodón.
Densidad: 25-40 kg/m3 (lana soplada), 20-60 kg/m3 (lana en manta)
Coeficiente de conductividad térmica: 0,04 W/(m·K)
mu - 1 a 2
Arlita.
Densidad: 300-800 kg/m3 (densidad aparente)
Coeficiente de conductividad térmica: 0,08 W/(m·K)
mu - 2 a 8
c (calor específico) aproximadamente 1100 J/ (kg·K) Lino.
Densidad: 40-50 kg/m3 (materia prima), 20-40 kg/m3 (en manta)
Coeficiente de conductividad térmica: 0,04-0,05 W/(m·K)
mu - 1 a 2
c (calor específico) aproximadamente 1500 J/(kg·K) Cáñamo.
Densidad: 150 kg/m3 (raspaduras), 20-40 kg/m3 (en manta)
Coeficiente de conductividad térmica: 0,04-0,08 W/(m·K)
mu - 1 a 2
c (calor específico) aproximadamente 1500 J/(kg·K) Espuma de poliuretano.
Coeficiente de conductividad térmica: 0,023 W/(m·K) Fibra de vidrio.
Coeficiente de conductividad térmica lana vidrio: 0,032 W/ (m·ºK) a 0,044 W/ (m·ºK)
Para este caso se decidió usar fibra de vidrio y espuma de poliuretano, al ser estos
Figura 2-4. a) fibra de algodón, b) plaqueta de arlita, c) fibra de lino, d) cáñamo, e) espuma de poliuretano y f) fibra de vidrio.
2.5. Ensamblado.
Figura 2-5. Geometría propuesta.
Las dimensiones se eligieron de acuerdo al propósito del mismo, es decir, que sea de dimensiones similares a los comerciales de uso personal. Revisando las medidas más comunes en los hornos comerciales, se eligió que sea de 30x30x30cm. Considerando que el horno tendrá un aislante térmico se decide que la forma más óptima es colocar un cubo dentro de otro (Fig. 2-6) dejando 2.5cm de separación por lado, para rellenar de aislante por lo que el cubo interno quedaría 30x30x30 cm y el externo de 35x35x35cm.
Ya que se tiene la geometría, se toma a consideración la ventilación y la puerta del mismo, para la ventilación del horno se realizan dos perforaciones para colocar dos ventanas, una para introducir aire del exterior al horno y la otra para expulsar el aire caliente dentro del horno, tomando en cuenta que las ventanas deben ser de algún material aislante, ya que las turbinas que aportaran la ventilación externa deben estar protegidas del calor interior (Fig. 2-7).
Al igual que el horno, las ventanas deben tener un aislamiento térmico por lo que se construye de manera similar (Fig. 2-8), se deja un espacio aproximado de 1cm entre las dos placas que formaran la puerta para ser rellenado de aislante.
Figura 2-8. Dibujo puerta.
Elaboración Fisca.
Figura 2-9. Lámina doblada en forma cubica lista para remachar.
[image:38.612.126.459.420.669.2]Con las estructuras cubicas terminadas, se realizaron las perforaciones para la colocación de las ventanas interna y externa. Para el montaje de las resistencias eléctricas se utilizó sobrantes de los cortes de la misma lámina, se remacharon al cubo interno para que de esta manera las resistencias quedaran fijadas a este.
En la parte del aislamiento, primero se recubrió el cubo interior con fibra de vidrio, una vez hecho esto se colocó este cubo dentro del otro, ya fijado se procedió a rellenar todo el espacio sobrante con la espuma de poliuretano, este proceso terminado se puede observar en la Figura 2-11
.
Una vez hecho lo anterior, se fija la puerta (Fig. 2-12), colocando dos bisagras para sostenerla y darle movimiento mecánico para que el usuario pueda manipularla.
Figura 2-12. Montaje de la puerta.
Figura 2-13. Turbinas en su posición.
Para proteger las turbinas del calor almacenado por el horno y evitar su fundición, se hicieron dos ventanas de baquelita (Figura 2-15) utilizando este material como aislante térmico y evita fugas de calor al exterior. Para su colocación se usaron dos bisagras que dan el movimiento cuando el aire es inyectado al interior.
Figura 2-15. Ventana de baquelita.
Figura 2-16. Colocación del ventilador para la circulación de aire caliente.
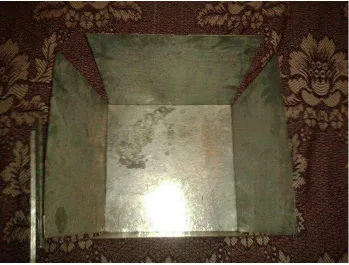
Figura 2-17. Parte interna del horno con parrilla.
2.6.
Resumen de capitulo.
Con la elección de los materiales, como son: lamina galvanizada, resistencia
tubular, turbinas, fibra de vidrio y espuma de poliuretano, se procedió a armar el horno, con
dos cubos interior y exterior de 30x30 y 35x35 cm respectivamente. En las caras laterales
de los cubos se perforo una ventana por cara, de aproximadamente 6 cm. El espacio entre
ambos cubos de 2.5 cm por lado, se rellenó con fibra de vidrio y espuma de poliuretano
para evitar la transferencia de calor del cubo interno al externo, con el fin de evitar
Las resistencias se fijaron internamente con remaches, una en la parte superior y
otra en la inferior, con el propósito de tener una mejor distribución de la temperatura y
facilitar el equilibrio térmico, en la ventana del lado izquierdo se colocaron dos turbinas
para inyectar aire frio al interior del horno, y del lado derecho una ventana abatible de
Capítulo 3. Diseño electrónico.
3.1. Introducción.
El diseño electrónico es un proceso que engloba el modelado, cálculos, simulación
etc. de un sistema electrónico. En este caso, se busca tener el control de temperatura del
horno. Como punto de partida, se pueden tomar las características eléctricas que debe tener
el horno, por ejemplo: la potencia y la precisión.
3.2.
Sensores de temperatura.
Tabla 3-1. Tipos de sensores y características.
Basándose en la tabla anterior y de acuerdo a lo requerido en la elaboración del horno, se optó por utilizar un termopar, el cual tiene una buena precisión y un precio accesible.
3.2.1 Termopares.
Los termopares son sensores que están formados por la unión de dos metales que producen un voltaje en sus terminales. Este voltaje está en función de la diferencia de
temperatura entre sus extremos, denominados “unión caliente” y “unión fría” (Figura. 3-1),
siendo la “unión caliente” la que se expone a la temperatura que se desea cuantificar,
mientras que la unión fría se conecta a la circuitería necesaria para efectuar la medición. La señal de salida no es lineal y es de baja amplitud, por lo que necesita ser amplificada, filtrada y compensada.
Tipo de sensor Termopar RTD Termistor Semiconductor
Intervalo de medición -182°C a 2300°C -200°C a 800°C 0°C a 100°C -55°C a 150°C
Salida
No lineal
Lineal No lineal
Lineal
,Alta precisión y precisión de 1°C
y Repetitividad
Característica principal Bajo voltaje de salida Bajo costo Alta sensibilidad
Salida
lineal de 10mV /K o 1uA/K
Desventaja
Requiere
Requiere excitación Requiere excitación Requiere excitación compensación
Fig. 3-1 Unión caliente y fría de un termopar.
En el mercado existen gran variedad de termopares, su principal diferencia radica en el intervalo de medición de temperatura, así como en la precisión de esta. En la Tabla 3-2 se muestran distintos tipos de termopares y sus características; en la Figura 3-2 se muestra la respuesta de salida en voltaje de un termopar con respecto a la temperatura.
Tabla 3-2. Termopares y características.
Tipo de Termopar Intervalo de temperatura(°C) Error de medición
J-(Hierro-Constantan) -270 a 1200 ± 1.0 °C
K- (Cromel-Alumel) -200 a 1372 ± 2.2 °C
T-( Cobre-Constantan) -200 a 260 ± 1.0 °C
E-(Cromel-Constantan) 0 a 900 ± 1.7 °C
R-(Platino-Platino-Rhodio 13%) 0 a 1300 ± 1.5 °C
S-(Platino-Platino-Rhodio 10%) 0 a 1300 ± 1.5 °C
Figura 3-2. Grafica de voltaje vs temperatura en termopares.
De acuerdo al tipo de aplicación se puede utilizar el termopar apropiado, en este caso, es necesario tener un intervalo entre 0 y 350 ºC. Haciendo referencia a la tabla 3-2, los termopares más apropiados para este proyecto son el tipo K y J, ya que los de tipo R, S y B tienen un costo elevado.
3.2.2. Adecuación del termopar.
Como se vio en la sección anterior, la señal entregada por un termopar no es lineal,
lo que dificulta su interpretación. El incremento de temperatura puede ser constante, pero el
voltaje entregado por el termopar no es proporcional, es por eso que se necesita hacer una
adecuación al voltaje, con el fin de hacerlo lo más lineal posible.
La manera de hacer esta adecuación es mantener la unión fría o de referencia a
temperatura ambiente, como su nombre lo dice, es la referencia para poder hacer la
compensación de temperatura y voltaje, además de que debe ser amplificada para una mejor
Existen circuitos usados para amplificar la señal del termopar, los más comunes
están basados en amplificadores operacionales, pero únicamente aumentan la magnitud de
la señal, siendo aún no lineal, por lo que se necesitan también circuitos de linealizacion, que
son un poco más complejos que los de amplificación.
Un circuito integrado capaz de hacer la amplificación y adecuación del termopar es
el AD595 mostrado en el apéndice E, por su practicidad, y con el fin de reducir espacio en
el circuito, se decidió utilizarlo para el horno. Cuenta con un termómetro interno, que es
usado para hacer la compensación, tiene un intervalo de temperatura de 0°C a 100°C, y
añadiendo el termopar se pueden alcanzar temperaturas de hasta 1300°C; otras de sus
características son:
- Pre calibrado para termopar tipo K.
- Sensibilidad de 10 mV/°C.
- Compensación de unión fría.
- Rango de alimentación de +5 to ±15.
- Baja potencia de consumo< 1mW, típico.
- Entrada diferencial de alta impedancia.
El circuito integrado antes mencionado es el mostrado en la Figura 3-3, este
adecua, linealiza y la amplifica la señal y su salida es interpretada por el software. Para
realizar el control, cabe mencionar, que si se quieren medir temperaturas menores a 0°C se
Figura 3-3. Circuito de amplificación y linealizacion del termopar.
3.3. Control de potencia.
La potencia se define como la cantidad de trabajo por unidad de tiempo, en este
caso la corriente por voltaje.
Existen componentes para realizar el control como los tiristores, que son
dispositivos semiconductores de potencia, entre ellos están, los TRIAC, DIAC, SCR, GTO,
en conjunto estos pueden crear sistemas de control más exactos y eficientes, ejemplos de
3.3.1. Angulo de fase.
El control por ángulo de fase, es un sistema que entrega un voltaje continuo
(pulsante) o alterno, cuya amplitud varia controlando el ángulo de la onda que llega a la
carga, esta puede recibir la onda completa (potencia máxima) o solo una fracción (menor
potencia). Para lograr esto, se hace que los tiristores conduzcan solo en ciertos intervalos de
la onda, en la Figura 3-4 se ilustra el control de potencia en una señal alterna de entrada.
3.3.2.
Cruce por cero.
A diferencia del control por ángulo de fase de encender al tiristor en cierto tiempo de la onda sinusoidal, lo que implementa esta técnica es precisamente encenderlo solo en los cruces por cero de la señal. Este tipo de técnica es común en controles de gran potencia, ya que al estar conmutando grandes niveles de corriente y voltaje, se pueden generar
señales eléctricas no deseadas (Transitorios o EMI), las cuales pueden afectar a los circuitos de control por radiación, pudiendo generar errores en todo el proceso. Este control se puede ver en equipos comerciales como en el control de temperatura cautines de estación o máquinas de soldado.
Para controlar la potencia en la carga con esta técnica, es necesario un control basado en encendido apagado (Figura 3-5), es decir, permitiendo el paso de un cierto número de ciclos y apagando los tiristores por otros, logrando un control similar al de ángulo de fase, pero reduciendo posibles transitorios y fuente de ruido.
F
3.3.3. Diseño de fuente de CD.
Al tener componentes que operan con corriente directa, se necesita diseñar una
fuente de CD para alimentarlos, como la de la Figura 3-6. El procedimiento para diseñar
dicha fuente es empezar por lo que demande la carga, es decir el voltaje y la corriente.
Figura 3-6 Diagrama básico de una fuente de alimentación de CD.
Se necesitan 3 salidas de voltaje: 5V, 9V y 12V. La corriente máxima requerida en
cada una de las salidas es de: 200mA, 20mA, y 2.4A respectivamente. Para las primeras
dos salidasse necesita que el voltaje sea regulado, mientras que para la última salida no es
necesario.
Teniendo en cuenta lo anterior se usaron los siguientes reguladores:LM7805 y
LM7809 para 5V y 9V respectivamente como se observa en la Figura 3-7. Para asegurar el
óptimo funcionamiento de los reguladores es necesario que su tensión de entrada sea al
Figura 3-7. Conexión de un regulador de circuito integrado.
Los valores de los capacitores C2 y C3 se toman de la hoja de especificaciones del
fabricante del regulador.
Como sepuede ver en la Figura 3-6, C1 se trata de un capacitor de filtro que es usado
con la finalidad de disminuir la componente de CA a la salida del rectificador.La
componente de CA que queda se le llama voltaje de rizo. El voltaje de rizo es la tensión
pico a pico de la señal de CA como se muestra en la Figura 3-8, de ahí se tiene que:
Figura 3-8 Forma de onda en el capacitor de filtro C1.
Donde es el voltaje pico a la salida del filtro. Recordando la condición sobre
los reguladores LM7805 y LM7809 los voltajes de entrada mínimos serian de:
Y
Entonces tomando el peor de los casos, es decir, seleccionando el valor más alto de
Por lo anterior, el voltaje mínimo a la salida del filtro debe ser igual o mayor al
voltaje de entrada mínimo para el regulador, siguiendo:
(3.2)
Con los requerimientos mínimos a la salida del filtro establecidos, se prosigue con
el cálculo del valor de la capacitancia, sin embargo, existen distintos criterios para esto.
Aquí se describen brevemente los criterios considerados para este caso en particular:
El primer criterio de diseño a considerar, es el contenido armónico producido por el rectificador de la fuente (ver Figura 3.9) sobre la red. Este contenido armónico puede ser analizado con series de Fourier, obteniendo sus componentes.
Figura 3.9. Señal rectificada con rectificador de onda completa.
La serie de Fourier asociada a la señal rectificada es:
La componente máxima de CD que puede ser obtenida de la señal rectificada es:
(3.4)
Donde Vm es el voltaje pico de la señal rectificada.
El resto de la serie de Fourier puede ser asociada a la componente de CA máxima, que se obtiene de la señal rectificada en onda completa, teniendo:
(3.5)
Donde cos 2ωt es la función correspondiente a la frecuencia fundamental, mientras
que cos4ωt, cos6ωt, etc, se asocian con funciones armónicas. Entonces el número de armónicos depende del capacitor de filtrado, a mayor capacitancia el voltaje de rizo disminuye, aumentando el número de armónicos, que posteriormente regresan a la red.
Figura 3.10. Corriente en los diodos rectificadores debido al capacitor de filtrado.
Como último criterio se toma al regulador de voltaje. El voltaje mínimo de entrada del regulador, usualmente debe ser mayor por 2.5V al voltaje de salida. Si tenemos un regulador de 5V, el voltaje de entrada debe ser de 7.5V como mínimo. La potencia de disipación es proporcional a la diferencia de voltaje de entrada y de salida nominal del regulador.
Sabiendo los diferentes criterios que existen para el cálculo del capacitor, se decide
tomar en cuenta uno basando en todas los criterios anteriores.Este criterio menciona el
proponer una capacitancia de 1000uF por ampere que se demande en la carga [1]. Entonces
al tener un consumo de aproximadamente 2.3A reales, se eligió un capacitor de 2200uF.
El voltaje de rizo se puede determinar una vez teniendo la capacitancia por:
(3.6)
Entonces el voltaje máximo a la salida del filtro es:
Habiendo definido el capacitor, se eligió un puente de diodos para una rectificación
de onda completa por el hecho de que se requiere una buena calidad de la señal de CD. El
puente de diodos debe ser capaz de soportar la corriente que demanda la carga, para este
caso se adquirió uno de 4 amperes.
Para la elección del transformador,se tomaron las siguientes consideraciones:
Primero se definió el voltaje de salida del transformador con respecto al voltaje mínimo a la
salida del filtro por lo que:
(3.7)
Donde el voltaje es la caída de voltaje de cada diodo, en el puente utilizado. Las
hojas de especificaciones del puente de diodos proporciona el valor de 1.1V, entonces:
(3.8)
Quedando:
El valor rms de la tensión de salida del transformador debe de ser de al menos:
Una vez que se tiene el valor de salida del transformador, se puede proseguir a
calcular la relación de entrada y salida del mismo. Para esto se aplica la norma NOM-001,
con la cual menciona que debe funcionar con el ±10% del valor de entrada. El valor
nominal de entrada se toma de:
De nuevo se debe tomar el criterio para el peor de los casos siendo el valor nominal
más bajo. Entonces la relación de entrada-salida del transformado a utilizar es:
(3.9) ó 9.74:1
De acuerdo a la relación de transformación anterior, se tiene que un transformador de 115V
a la entrada y 12V a 3A de salida tiene una relación de 115V/12V, o 9.58:1, por lo que se
puede utilizar en el diseño debido a su menor relación de transformación. En la Figura 3-11
Figura 3-11. Diseño completo de la fuente de alimentación de CD. .
3.3.4. Implementación del control.
Una vez realizado el diseño electrónico de senso de temperatura y el de la fuente de CD, se prosigue con el diseño electrónico del control, es decir, como enlazar todos estos módulos para regular la potencia en los resistores y varear la temperatura dentro del horno, logrando así que siga los patrones deseados.
,
Figura 3-12. Diagrama a bloques del proceso completo de control.
Con la estructura del control que se realizó, se procede a diseñarlo electrónicamente. Debido a la alta potencia que se maneja se opta por usar un control de potencia de encendido en cruce por cero, para esto se usaron TRIAC, estos pueden trabajar con ambos ciclos tanto positivo como negativo de la onda sinusoidal. Los TRIAC se encargan del control de potencia en los resistores, por lo que deben elegirse de manera que pueden trabajar sin problemas.
Por otra parte, como se usará un control de encendido en cruce por cero, se recurre a un circuito electrónico que al tener cero volts, indique al PIC que encienda los TRIAC. Como el PIC es el encargado de enviar pulsos de encendido y apagado a los TRIAC.Es necesario uncircuito intermedio, que proporcione la corriente demandada, que es mayora la que puede otorgar el PIC.Además existe el riesgo de que el TRIAC pueda dañar
directamente al PIC por alguna mala referencia o regreso de corriente, para evitar esto se añade un acoplador.El diseño e implementación de cada uno de estos circuitos así como el control con el PIC se explicaran en los siguientes subtemas.
3.3.4.1. Circuito detector de cruce por cero.
Como se vio en el diseño de la fuente, se usó un transformador para reducir el voltaje de 115 Vrms a 12Vrms. Para el diseño del detector de cruce por cero se aprovechó la onda rectificada que se obtiene con el puente de diodos (Fig. 3-7), ahorrando hardware.
El diseño propuesto es el que se muestra en la Figura 3-13, como se puede observar,es un interruptorcontrolado por la señal pulsante que entra por la base y dará una señal de amplitud Vcc. Cada vez que la señal sea menor en amplitud al voltaje de polarización del transistor, VBE, el transistor entrara en corte, dando a la salida Vcc, esto
sucede hasta que la señal supera el voltaje VBE, en este momento el transistor se polariza y
[image:64.612.187.453.476.682.2]se satura, teniendo a la salida 0V.
Se desea que la señal de salida en el colector del transistor este sincronizada con la red eléctrica. Dicha señal se puede observar en la Figura 3-14, tal como se observa esta señal rectangular ya puede ser interpretada por el microcontrolador y detectar los cruces por cero.
Figura 3-14. Señal de salida del detector de cruce por cero propuesto.
Para calcular los valores de Rc y Rb y elegir el transistor, primero se define la carga, la cual va a ser la impedancia de entrada del microcontrolador y voltaje a la entrada que es de 5V, por las especificaciones del fabricante se sabe que:
Por criterio de diseño, la impedancia de salida de nuestra señal debe ser 100 veces menor a la impedancia de entrada para que sea estable. La impedancia de salida es:
Entonces:
Como se sabe que el voltaje de entrada es de 5V entonces la ecuación de malla en el transistor de colector a emisor queda definida por:
(3.11)
Pero se sabe que el en saturación es aproximadamente cero quedando:
Sabiendo la corriente de colector, se puede hacer la elección de un transistor. Para este caso se eligió un 2N2222A, porque soporta esa corriente en el colector y no tendrá problemas.Con la ganancia para el cual el fabricante da un valor de
Se calcula la corriente que pasará por la base. La corriente de base se puede definir como:
(3.12)
Y la ecuación de malla de base a emisor quedaría expresada por:
Donde es el voltaje de salida promedio del puente de diodos. Este voltaje se obtiene de:
De acuerdo al fabricante, VBE es de 0.7V, entonces se puede calcular por:
Quedando así definido todos los valores de los resistores para este módulo.
3.3.4.2. Módulo de disparo.
Como se explicó anteriormente, ya que se piensa usar un PIC para el control de los TRIAC, la salida del microcontrolador debe estar aislada para protección del mismo, es por eso que para activarlos se debe diseñar algún modulo.
Para acoplar la salida digital del PIC a este módulo se decide usar un opto acoplador el MOC3011, el cual tiene características basadas en los requerimientos del TRIAC de potencia. Si tenemos en cuenta que la carga que se manejara es un resistor eléctrico el cual posee una potencia de 1200W y sabiendo que la relación de potencia con corriente y voltaje es:
(3.14)
El parámetro de interés es la corriente y en base a esta se eligen los TRIAC, debido a que dicha corriente es la que circula por el tiristor, se tiene que:
Una vez que se sabe la corriente que circulara por los TRIAC, se eligiópor protección, que al menos soporten el doble de la corriente, es decir aproximadamente 20 A. Se utilizó el MAC224A10 (Ver apéndice A), el cual soporta 800V a 40A cubriendo fácilmente lo que se necesita. Una vez que se tiene el TRIAC, se procedió a diseñar el módulo de disparo. El circuito propuesto se observa en la Figura 3-15, el cual, como se mencionó, cuenta con el MOC3011 que posee en su entrada un diodo que será polarizado por el PIC, este diodo activa y desactiva la compuerta de un OPTOTRIAC de menor potencia, el cual activara al TRIAC de potencia. Este opto TRIAC necesita ser excitado por la misma fuente que el circuito de potencia, ya que la corriente de salida lo activará tanto en el ciclo positivo como en el ciclo negativo. Para excitar al opto TRIAC, se utilizan el resistor R5, el cual lo excitara y al mismo tiempo limitara la corriente necesaria al TRIAC de potencia para ser activado. Mientras que la R7 se utiliza para fijar el voltaje de compuerta VGS en el TRIAC de potencia y que no se dañe por fenómenos de ruptura.
Para el cálculo de los resistores se parte de la entrada del MOC3011, a partir de la R8, para esto se tiene que saber cuál corriente nominal en la entrada del MOC se requiere, para esto se consulta su hoja de datos, la cual indica de 15 a 50mA para asegurar la activación, si se sabe que el voltaje a la salida del PIC es de 5V, con VF(máx.)= 1.5V para el diodo infrarrojo, y que su corriente máxima de salida es de 20mA entonces:
+ VF(max)
Ahora para el cálculo de R5 se tiene que considerar la corriente necesaria para activar el optoTRIAC para esto se revisa su hoja de datos (Anexo B) y se observa que la corriente de disparo nominal es de 25 a 40mA y máximo 100mA, con VTM(máx.)= 3V, sabiendo esto si se puede calcular la el arreglo resistivo.
+ VTM(max)
3.3.4.3. El microcontrolador.
Una vez implementado el diseño de todos los módulos, se prosiguió con el control a través del MC. Como se mencionó previamente en la implementación del control, con el uso del firmware cuando al microcontrolador (MC), este será el encargado de controlar el módulo de disparo de los TRIAC, interpretando la señal digital proveniente del software. Dicha señal se trata de un voltaje de referencia de la cual su variación será directamente proporcional al número de ciclos que permitirán los TRIAC pasar a la carga, siguiendo la ecuación 3.8, la cual muestra la relación de voltaje con el número de ciclos.
(3.15)
Mientras que la relación de ciclos de encendido y ciclos de apagado es:
(3.16)
Donde Ton es el número de ciclos de encendido y no es mayor a 59, debido a que si sobre pasan los 59 ciclos, el tiempo de respuesta seria mayor a 1s. Lo anterior se puede explicar si sabe que la frecuencia de trabajo es de 60hz entonces:
(3.17)
Si tenemos el límite de 59 ciclos:
Ya que:
Entonces:
El voltaje RMS sobre la carga usando la técnica de encendido de cruce por cero se puede expresar como:
(3.18)
Donde n son los ciclos de encendido y m los ciclos donde se apaga. Por lo que:
y
Por la ecuación 3.9 la suma de n y m es siempre una constante es decir siempre será 59, y para este caso el voltaje RMS de la onda sinusoidal completa es de 120Vrms por lo tanto:
Con esta relación se puede saber con cuanto voltaje de referencia a la entrada del microcontrolador se tendrá el voltaje RMS en la carga en este caso las resistencias eléctricas.
Por ejemplo con la mitad de referencia es decir 2.5V se tendría un Vrms en la carga de:
84.85V
Figura 3-16. Diagrama eléctrico de conexión al PIC.
El programa del MC y el método que se utilizo para implementar todo el algoritmo de control se redacta en el capítulo 4.
3.4. Sistema de ventilación.
Dentro el diseño del sistema de ventilación fue necesario de igual manera un
control, siendo este de menor complejidad. Solo se necesita encender y apagar las turbinas
de manera temporizada. Se optó por el uso relevadores por la baja frecuencia de trabajo
usada y por el costo comparado con algunos dispositivos semiconductores. Las partes del
relevador se muestran en la Figura 3-17 para un mayor entendimiento.
Las señales digitales que controlaran estos relevadores serán enviadas desde el
software, con el uso de la DAQ y transistores BJT NPN. Los transistores son debido a que
la corriente que demanda la bobina del relevador, la cual según su hoja de datos es
aproximadamente 100mA, supera la corriente de salida de la DAQ, entonces con los BJT
en modo de emisor común pasando de corte a saturación según la señal en la base, se puede
[image:74.612.129.475.256.470.2]proporcionar suficiente corriente para no dañar ningún componente.
Figura 3-18. Circuito de control de on-off de los ventiladores.
Los resistores R3 y R4 en Figura 3-18, limitan la corriente demandada por el
transistor a la DAQ. Para calcular el valor de estas resistencias se tiene que:
(3.19)
Esto debido a que la corriente que demandara la bobina del relevador será igual a al
que circule por el colector. Sabiendo que la corriente en el colector es de 100mA se puede
el transistor BC547C ya que tiene una ganancia y soporta fácilmente la corriente deseada en el colector.
La corriente de base se puede calcular sabiendo que la dada por el fabricante es de 180, entonces:
(3.20)
Por criterio de diseño se elige una corriente de base en los cálculos 10 veces mayor, ya que se trata de una carga inductiva y se debe asegurar la corriente en el colector,
saturando completamente al transistor.
Entonces:
(3.21)
Finalmente para calcular a R3 solo hace falta definir la ecuación de maya de la base a colector, como:
(3.22)
Por lo tanto los resistores que limitan R3 y R4 deben ser de 680Ω por valores comerciales,
para asegurar la activación del transistor con la carga inductiva y evitar daños en ambos
3.4.
Diseño electrónico final.
3.6. Resumen de capitulo.
El control de potencia en las resistencias por medio de encendido en cruce por cero,
garantiza que el horno podrá seguir patrones que se ingresen de diferentes tipos de
soldadura, cumpliendo así con las características propuestas e inclusive comparándose con
el funcionamiento de hornos comerciales. Con el sistema de ventilación se proporciona la
suficiente rapidez en cuanto a enfriamiento, ya que durante esta etapa el seguimiento
preciso no es tan necesario, simplemente cumpliendo lo sugerido que es un descenso de
aproximadamente 1 a 3°C por segundo. En resumen con el diseño electrónico finalizado se
Capítulo 4. Implementación de software.
4.1. Introducción.
La finalidad de implementar un software, es proporcionar inteligencia al hardware.
El software es el encargado de tomar las decisiones de acuerdo a lo que se vaya
presentando, por ejemplo, si la temperatura está más alta de lo que debe, el software lo
interpretará y mandará alguna señal para apagar las resistencias y encender las turbinas. El
software se puede definir como una serie de instrucciones lógicas programadas. Una
característica y ventaja es que se puede tener un entorno gráfico, con el cual el usuario
desarrolla una mejor interacción. Estas instrucciones pueden ser compiladas en un
programa específico para tal fin, por ejemplo, turbo C, Matlab, Visual Basic, Java, etc. En
este trabajo de tesis se utilizó LabVIEW de National Instruments.
El firmware son instrucciones, pero a diferencia del software, estas grabadas en una
memoria de lectura escritura, como una EEPROM, Flash, ROM, etc. Este set de
instrucciones es de una lógica de más bajo nivel y controla los circuitos de un dispositivo,
recibiendo e interpretando las instrucciones mandadas por el software. Al ser guardado en
un chip, el usuario no tiene acceso a él cómo en el caso del software, estos dos en conjunto
4.2. Algoritmo de control PID.
Se puede realizar un algoritmo de control PID a partir de la variable del proceso a controlar, siendo en este caso la temperatura, prácticamente se realiza es una comparación entre la temperatura deseada siendo esta la del patrón a seguir, y la temperatura medida en el horno esta la que cierra el lazo de control. Lo que se obtiene de esta comparación es lo que se conoce como señal de control y es proporcional a la desviación o error entre estos valores.
A través de la construcción de un instrumento virtual realizado con el software LabVIEW, se puede obtener la señal de control siendo está interpretada por el MC para regular la potencia en las resistencias y por ende controlando la temperatura interna del horno.
El algoritmo de control se puede resumir en un diagrama de control como se observa en la Figura 4-1.
Se resalta que para que el algoritmo PID ayude a converger de la manera más rápida y sin oscilaciones al valor deseado, hace falta definir unas constantes propias del mismo la cuales llamadas Kp, Ki, Kd. Estos valores son el de proporcionalidad, de integración y derivativa que dependiendo del tipo de entrada y respuesta del sistema estas aumentan o disminuyen su valor.
Para calcular las contantes Kp, Ki y Kd existen esencialmente dos métodos, el primero un método analítico que consiste básicamente en encontrar la ecuación de transferencia del sistema en este caso el del horno, y a partir del diagrama de control que se mostró en la Figura 4-1, resolver y encontrar las constantes sabiendo que el bloque de control PID se puede definir analíticamente en el dominio de la frecuencia como:
(4.3)
Debido a la complejidad que implica encontrar la ecuación de transferencia del horno por todos los parámetros físicos en él, se optó por utilizar un método practico que precisamente se da cuando la ecuación de transferencia es demasiado compleja para representarla analíticamente, se encuentran las constantes a través del método llamado Ziegler-Nichols. Este método permite sintonizar el algoritmo a partir de la respuesta del sistema.
que en ese caso el valor fue de 2V ya que se encuentra dentro del 25 a 30% del valor máximo que se definió previamente a 5V.
Figura 4-2. Respuesta del horno a la entrada escalón.
Como se puede observar en la Figura 4-2 a partir del punto de inflexión de la respuesta, se traza una recta tangente y en el punto donde este toque al eje horizontal será el primer
valor de interés llamado “L”. Después se traza un línea recta del eje vertical hacia el valor máximo que alcanzo la respuesta, y el valor en el eje horizontal de la intersección entre esta línea recta y la tangente previamente trazada, se obtiene el segundo valor de interés
llamado “T”.
Las relaciones que existen entre los valores de “L” y “T” y las constantes Kp, Ki y Kd están
Tabla 4-1. Regla de sintonía de Ziegler-Nichols.
Tipo de control Kp Ki Kd
P ∞ 0
PI
0
PID
2L 0.5 L
Para el caso del horno se utilizaron las ecuaciones para un control PI, esto debido a que a que el tipo de entrada se puede considerar que siempre serán rectas como se vio en el capítulo anterior, por lo tanto la parte derivativa del control se puede despreciar ya que la función del error converge al punto sin aplicar dicha acción.
Entonces sabiendo que lo mejor es un control PI se procede a calcular las contantes por:
(4.1)
(4.2)
(4.3)
4.3
Firmware.
Para el control del hardware se usa un software especial al cual se le llama
firmware, en este se definen todos los puertos de entrada y salida para procesar y controlar
todos y cada uno de los componentes físicos a utilizar.
Ya que MC es el encargado de interactuar con el hardware del horno el firmware
estará grabado a este. Para programar el MC con el firmware, se utilizan un compilador,
dependiendo del lenguaje a utilizar, en este caso particular y por practicidad se decide que
se programe en lenguaje C. Para la programación física del mismo existen programadores
comerciales especiales para cada tipo, en este caso por ser un MC de la familia de
Microchip se utilizó el PICkit.
4.3.1. Compilador CCS compiler.
Ya que se decide utilizar programación en C, se opta por utilizar el compilador
CCS, esto por su practicidad en cuanto a programación. Este compilador está enfocado a la
programación de microcontroladores de Microchip, pudiendo programar desde PIC muy
elementales como los de la serie 12 hasta dsPIC. Debido a que este compilador está
diseñado para la familia de los PIC, cuenta con librerías muy prácticas, es decir el set de
instrucciones se encuentra más sintetizado, sin embargo esto implica alguna desventaja
sobre la programación, como que estas instrucciones pueden ser muy específicas
dificultando un control más profundo sobre el MC. Sin embargo la gran ventaja que se
logra, es que se pueden programar códigos de alta complejidad en muchas menos líneas que
Como se eligió el PIC 12f683, el compilador ofrece una librería para este PIC en la
cual se explica a través de sus instrucciones previamente definidas la programación de los
módulos más utilizados, por ejemplo, el control en el ADC, la programación de tiempo en
los timers, la Configuración de las diferentes interrupciones, etc. El programa desarrollado
a través de este compilador así como la explicación del mismo se abordan en el siguiente
capítulo.
4.3.2. Programación del microcontrolador.
Para un mejor entendimiento del programa se realizó un diagrama de flujo como se
[image:86.612.285.559.350.661.2]ve en la Figura 4-3, en el cual se entiende el orden del algoritmo que realiza el PIC.