Influencia de la densidad de corriente y tiempo de exposición en la solución electrolítica de cromado duro sobre el espesor y dureza alcanzados en un acero AISI 1060
86
0
0
Texto completo
(2) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. PRESENTACIÓN. Señores Miembros del Jurado: En cumplimiento con las disposiciones establecidas en el Reglamento de Grados y Títulos de la Escuela Académico Profesional de Ingeniería Metalúrgica, Facultad de Ingeniería de la Universidad Nacional de Trujillo, presentamos a vuestra consideración y juicio la tesis titulada: “Influencia de la densidad de corriente y tiempo de exposición en la solución electrolítica de cromado duro sobre el espesor y dureza alcanzados en un acero AISI 1060”. Realizado con la finalidad de obtener el Título de Ingeniero Metalurgista. Por lo expuesto dejamos a Uds. Señores Miembros del Jurado, la calificación y evaluación de esta investigación, esperando el dictamen correspondiente.. i Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(3) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. DEDICATORIA. A Dios, como ser supremo y creador, que me diste la oportunidad de vivir y regalarme una familia maravillosa. Por haberme dado salud para lograr mis objetivos.. A mis queridos padres y hermanas por haberme apoyado de manera incondicional en mi formación profesional, por sus consejos, sus valores, por la motivación constante que me ha permitido ser una persona de bien.. A mis maestros, quienes se han tomado el arduo trabajo de transmitirme sus diversos conocimientos, especialmente del campo y de los temas que corresponden a mi profesión. Por apoyarnos a culminar esta tesis.. MONTENEGRO ARTEAGA CRISTIAN LIZANDRO. ii Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(4) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. A Dios por darme su bendición todos los días y dado salud para lograr mis metas, además de su infinita bondad y amor.. A mis padres, abuelos, tíos por ser mis ejemplos. de ellos aprendí aciertos y de. momentos difíciles; a mis hermanos y todos aquellos. que. participaron. directa. o. indirectamente en la elaboración de esta tesis.. A mis amigos y maestros que nos apoyamos mutuamente en nuestra formación profesional y que hasta ahora, seguimos siendo amigos y por haberme ayudado a realizar este trabajo. Finalmente a los maestros, aquellos que marcaron cada etapa de nuestro camino universitario, y. que me ayudaron en. asesorías y dudas presentadas en la elaboración de la tesis.. CHAUPIS FONSECA JAVIER. iii Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(5) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. AGRADECIMIENTO. A Dios fuente de vida y esperanza, un infinito agradecimiento por ser guía a lo largo de nuestros estudios, vida y por acompañarnos en nuestro próximo reto. A nuestro asesor Ms. Federico Braulio Briceño Roldan, también agradecemos al Ing. Jorge Vera Alvarado por el apoyo y ayuda incondicional, en la difícil tarea de la realización de esta tesis. Agradecemos también a la escuela de ingeniería metalúrgica y a todos los docentes por sus orientaciones, clases y enseñanzas impartidas durante nuestra formación universitaria. Al Técnico José Fernando Soto García Analista del Laboratorio de Ensayos Mecánicos y Análisis Químicos de la empresa Soldex S.A. por su colaboración y soporte técnico para la realización de nuestra tesis. Finalmente agradecemos a nuestros padres y amigos por brindarnos su apoyo para lograr nuestros objetivos en nuestra vida.. iv Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(6) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. ÍNDICE PRESENTACIÓN .................................................................................................................. i DEDICATORIA .................................................................................................................... ii AGRADECIMIENTO .......................................................................................................... iv ÍNDICE .................................................................................................................................. v RESUMEN ........................................................................................................................... xi ABSTRACT ........................................................................................................................ xii CAPÍTULO I ......................................................................................................................... 1 INTRODUCCIÓN ............................................................................................................. 1 1.1. Realidad problemática ............................................................................................. 1 1.2. Antecedentes ........................................................................................................... 3 1.3. Marco teórico .......................................................................................................... 5 1.4. Problema................................................................................................................ 19 1.5. Hipótesis ................................................................................................................ 19 1.6. Objetivos ............................................................................................................... 20 1.7. Importancia............................................................................................................ 20 CAPÍTULO II ...................................................................................................................... 22 MATERIAL Y MÉTODOS ............................................................................................. 22 2.1. Material de estudio ................................................................................................ 22 2.2. Equipos, Instrumentos y Materiales ...................................................................... 23 2.3. Procedimiento experimental .................................................................................. 25 2.4. Métodos ................................................................................................................. 31 CAPÍTULO III .................................................................................................................... 35 RESULTADOS................................................................................................................ 35 CAPÍTULO IV .................................................................................................................... 41 DISCUSIÓN DE RESULTADOS ................................................................................... 41 CAPÍTULO V...................................................................................................................... 43 CONCLUSIONES ........................................................................................................... 43 CAPÍTULO VI .................................................................................................................... 44 RECOMENDACIONES .................................................................................................. 44 REFERENCIAS BIBLIOGRÁFCAS .............................................................................. 45 APÉNDICES ....................................................................................................................... 48 ANEXOS ............................................................................................................................. 55. v Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
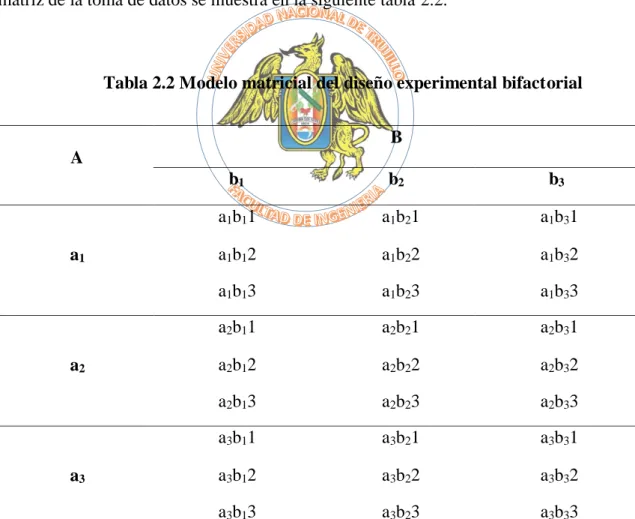
(7) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. LISTADO DE TABLAS CAPÍTULO I. Tabla 1.1 Formulaciones correspondientes a tres electrolitos de cromado duro y condiciones de trabajo.………………………………………………………….…………..8 Tabla 1.2 Temperaturas a aplicar para cada densidad de corriente para obtener la máxima dureza a una concentración de 250 g/L de CrO3 y una relación CrO3/H2SO4 de 100:1 ……………………………………………………………………………………….…….10. CAPÍTULO II. Tabla 2.1 Composición química del Acero AISI 1060………………………..………….22 Tabla 2.2 Modelo matricial del diseño experimental bifactorial………………………….32 Tabla 2.3 Modelo matricial de orden de corrida de pruebas experimentales…………..…34. CAPÍTULO III. Tabla 3.1 Resultados experimentales de espesor de capa en función a la densidad de corriente y tiempo de exposición………………………………………………….……….35 Tabla 3.2 Resultados experimentales de la dureza en función a la densidad de corriente y tiempo de exposición………………………………………………………………………38. APÉNDICES. Tabla 6.1 Determinación del número de réplicas…………………………………………50 vi Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(8) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. APÉNDICE C: Resultados experimentales sobre el espesor de capa del cromado duro………………………………………………………………………………..…….…52 APÉNDICE D: Matriz de datos para Análisis de Varianza sobre el espesor de capa del cromado duro…………………………………………………………...………………….52 APÉNDICE E: Resultados experimentales sobre la dureza del espesor de capa del cromado duro……………………………………………………………………………....53 APÉNDICE F: Matriz de datos para Análisis de Varianza sobre la dureza del espesor de capa del cromado duro…………………….………………………………………………53. ANEXOS. ANEXO B: Informe de Ensayo de análisis químico del acero AISI 1060 en estado de suministro……………………………………………………..…………..……………….58 ANEXO C: Informe de Ensayo de dureza del acero AISI 1060 en estado de suministro……………………………………………………………………………….…59. vii Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(9) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. LISTADO DE FIGURAS Y FOTOS CAPÍTULO I. Figura 1.1 Celda de electrorecubrimiento………………………………………………….6 Figura 1.2 Valores de dureza (Vickers) en función de la temperatura y de la densidad de corriente aplicadas……………………………………………………………….………….8 Figura 1.3 Indentador Vickers…………………………………………...………………..17 CAPÍTULO II. Figura 2.1 Dimensiones de la probeta de ensayo…………………………………………23 Figura 2.2 Diagrama del procedimiento experimental de cromado duro…………………26. CAPÍTULO III. Figura 3.1 Tendencia del espesor de capa de cromo duro en función de la densidad de corriente a diferentes tiempos de exposición………………………………………..…….36 Figura 3.2 Tendencia del espesor de capa de cromo duro en función del tiempo de exposición a diferentes densidades de corriente………………...…………………………37 Figura 3.3 Tendencia de la dureza en función de la densidad de corriente a diferentes tiempos de exposición……………………………………………………………………..39 Figura 3.4 Tendencia de la dureza en función del tiempo de exposición a diferentes densidades de corriente……………………………………………………………………40. viii Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(10) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. APÉNDICES. Figura 6.1 Curvas características de operación (CCO), análisis de varianza de efectos fijos………………………………………………………………...………………………50. ANEXOS. ANEXO A: Equipos utilizados para los ensayos del acero AISI 1060 en estado de suministro…………………………………………………………………...……………..56 ANEXO D: Norma ASTM E384-08a “Standard Test Method for Microindentation Hardness of Materials”……………………………………………………………...…......60 ANEXO E: Fotografías del procedimiento experimental del cromado duro.………….…63 Foto 1. Espectrómetro de emisión Q8 Magellan, usado para el Ensayo de análisis químico de las probetas de Acero AISI 1060 en estado de suministro……………………………..56 Foto 2. Equipo Marca United, usado para medir dureza en escala Rockwell de las probetas de Acero AISI 1060 en estado de suministro…………………………………...…………57 Foto 3. Ánodos de Pb 3%Sb………………………………………………………………63 Foto 4. Celdas electrolíticas………………………………………………….……………63 Foto 5. Probetas habilitadas y desbastadas………………………………………………..63 Foto 6. Desengrase orgánico…………………………………………………………..…..64 Foto 7. Secado en aserrín…………………………………………………………...……..64 Foto 8. Enjuague en agua corriente………………………………………………………..64 Foto 9. Enjuague en agua destilada………………………………………………………..65 Foto 10. Cátodo y Ánodos instalados para el desengrase electrolítico anódico……..……65 Foto 11. Desengrase electrolítico anódico…………………………………….…………..65. ix Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(11) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Foto 12. Enjuague en agua corriente………………………………………………..……..66 Foto 13. Enjuague en agua destilada………………………………………………..……..66 Foto 14. Neutralizado en Ácido Sulfúrico al 2%…………………………………...……..66 Foto 15. Enjuague en agua corriente……………..………………………………………..67 Foto 16. Enjuague en agua destilada………………..……………………………………..67 Foto 17. Instalación del cátodo (Probetas de Acero AISI 1060)………………………….67 Foto 18. Circuito experimental: Cromado duro…………………………………….……..68 Foto 19. Enjuague en agua corriente…………………………..…………………………..68 Foto 20. Enjuague en agua destilada……………………..………………………….…….68 Foto 21. Neutralizado en Bisulfito de Sodio al 2%…………………………………...…..69 Foto 22. Enjuague en agua corriente…………………………………………………..…..69 Foto 23. Enjuague en agua destilada………………………………………..……………..69 Foto 24. Secado de las probetas cromadas…………………….…………………………..70 Foto 25. Probetas cromadas…………………………………………….…………..……..70 Foto 26. Instrumento para medir espesor de recubrimiento: YUWESE modelo EC 770S………………………………………………………………………………………..70 Foto 27. Medida de espesor de recubrimiento de las probetas cromadas…..……………..71 Foto 28. Equipo INNOVATEST - Modelo FALCON 500 SERIES……………………..71 Foto 29. Ataque químico en solución de Ácido Oxálico al 10% en peso..………………..71 Foto 30. Medición de la dureza en el equipo INNOVATEST - Modelo FALCON 500 SERIES…………………………………………………………………………………….72 Foto 31. Indentación microscópica a 300gf sobre la probeta cromada…………………....72. x Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(12) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. RESUMEN. En el presente trabajo de investigación se estudió la influencia de la densidad de corriente y el tiempo de exposición en la solución electrolítica del cromado duro sobre la dureza y el espesor de capa en el acero AISI 1060. Mediante pruebas experimentales de electrodeposición, desarrollados en el Laboratorio de Tecnología de los Recubrimientos de la Escuela de Ingeniería Metalúrgica de la Universidad Nacional de Trujillo. Con la finalidad de prolongar la vida útil de los materiales metálicos y tener mejor aspecto superficial. Como material de estudio se utilizó probetas rectangulares de acero AISI 1060, donde se estudiaron 27 probetas cada una de 1.5 cm de largo, 1.5 cm de ancho y 0.5 cm de espesor con una área superficial de 0.075 dm2, mediante un diseño bifactorial con tres réplicas y tres niveles para la densidad de corriente (30 – 35 – 40 A/dm2) y tres niveles para el tiempo de exposición (30 – 60 – 90 min) para luego analizar el espesor y dureza del recubrimiento de cromado duro. Los resultados muestran que a una densidad de corriente 40 A/dm 2 y un tiempo de exposición 90min se obtienen el mejor espesor de capa y dureza siendo 60 µm y 988 HV respectivamente. Se concluye que a medida que aumenta la densidad de corriente y aumenta el tiempo de exposición, existirá un mayor espesor de capa electrodepositada y una mayor dureza. Finalmente, a un nivel de confianza de 95 %, el análisis de varianza confirma que las dos variables en estudio si tienen influencia significativa. Palabras clave: Acero AISI 1060, Cromado duro, Densidad de corriente, Tiempo de exposición, Espesor de capa, Dureza.. xi Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(13) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. ABSTRACT. In this research work, the influence of current density and exposure time in the hard chromium plating electrolyte solution on hardness and layer thickness in AISI 1060 steel was studied. Experimental electrodeposition tests developed in the Coatings Technology Laboratory of the School of Metallurgical Engineering of the National University of Trujillo. In order to prolong the useful life of metallic materials and have better surface appearance. AISI 1060 steel rectangular specimens were used as study material, where 27 test pieces each 1.5 cm long, 1.5 cm wide and 0.5 cm thick with a surface area of 0.075 dm2 were studied, using a bifactorial design with three replicas and three levels for the current density (30 - 35 - 40 A/dm2) and three levels for the exposure time (30 - 60 - 90 min) to then analyze the thickness and hardness of the hard chrome plating. The results show that at a current density of 40 A/dm2 and an exposure time of 90 min, the best layer thickness and hardness are obtained, being 60 μm and 988 HV respectively. It is concluded that as the current density increases and the exposure time increases, there will be a greater electrodeposited layer thickness and a higher hardness. Finally, at a confidence level of 95 %, the analysis of variance confirms that the two variables under study do have significant influence. Keywords: AISI 1060 steel, Hard chrome, Current density, Exposure time, Layer thickness, Hardness.. xii Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(14) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. NOMENCLATURA I. : Intensidad de corriente, A. A. : Amperio. s. : Segundos. e. : Espesor. C. : Constante para el cálculo de espesor (102). Wo. : Peso inicial de la probeta, g. Wf. : Peso final de la probeta, g. g. : Gramos. °C. : Grados centígrados. HV. : Dureza escala Vickers. D. : Peso específico del metal. dm2. : Decímetro cuadrado. cm. : Centímetro. L. : Litros. t. : Tiempo, s. S. : Área de la superficie, dm2. dm2. : Decímetro cuadrado. cm. : Centímetro. °Be. : Grados Baumé. µm. : Micras. xiii Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(15) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. CAPÍTULO I INTRODUCCIÓN 1.1. Realidad problemática La presente investigación da a conocer cómo aumenta el espesor de capa y dureza en un acero AISI 1060 mediante el proceso electrolítico de cromado duro realizado en el Laboratorio de Tecnología de los Recubrimientos de la Escuela de Ingeniería Metalúrgica de la Universidad Nacional de Trujillo en los meses de Enero del 2018 hasta Abril del 2018, con la finalidad de aumentar el tiempo de vida útil de piezas metálicas, adicionando un recubrimiento superficial con bajo coeficiente de fricción, resistente al desgaste, alta dureza, resistente a agentes químicos nocivos y resistente a altas temperaturas.. “El recubrimiento electrolítico con cromo duro es un medio reconocido de incrementar la vida de todo tipo de partes metálicas sujetas a desgastes por corrosión, fricción o abrasión. Estas partes pueden ser protegidas de nuevas o recuperadas una vez gastadas, restaurándose a sus dimensiones originales” (Garza, R. 1967. p. 3).. 1 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(16) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. “El procedimiento del cromado duro consiste en el depósito electroquímico de una capa de cromo sobre un material substrato con propiedades ferromagnéticas. La característica de dicha capa depositada posee propiedades de alta dureza, anti-corrosiva y una apariencia brillante agradable a la vista” (Ordóñez, J. y Valarezo, A. 2015. p. 70).. “Durante las últimas décadas, los recubrimientos de cromado duro han sido empleados en grandes industrias a nivel mundial gracias a sus destacadas propiedades. Sus aplicaciones son diversas debido a los beneficios que ofrece. Su principal ventaja es alta dureza superficial variable entre 65 – 70 en escala Rockwell C” (Ordóñez, J. y Valarezo, A. 2015. p. 70).. “Las variables que influyen en el cromado duro son: Densidad de corriente, temperatura, concentración de electrolito, aditivos, agitación, superficie base a recubrir, espesor del recubrimiento electrolítico y brillantez.. Las cuales controladas. adecuadamente proporcionan un cromado de buena calidad” (Briceño, B. y Araujo, R. 2002. p. 16).. Un aspecto muy importante que se tiene en cuenta en todo proceso industrial es el impacto ambiental que puede generar. Por lo cual se hace referencia a lo siguiente: De la ingeniería de superficies se deriva un impacto medioambiental beneficioso porque, por una parte, contribuye a optimizar el “consumo” de materiales y, por otra, conduce a un ahorro energético significativo con su correspondiente efecto positivo en la economía mundial. Afecta directamente, también de forma beneficiosa, a la salud, la calidad de aguas y suelos y, en general, a la calidad de vida. Como todo. 2 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(17) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. proceso industrial, aquellos entrañados por la ingeniería de superficies interactúan con el medio ambiente por los efluentes que generan y por la peligrosidad o toxicidad inherente a alguno de ellos (Agüero, A. 2007. p. 74).. El acero AISI 1060, es un acero de construcción de relativo alto carbono que se utiliza como acero de construcción y de herramientas medianamente exigidos. Endurece fácilmente mediante temple en agua y también en aceite para piezas pequeñas, su maquinabilidad es aceptable en estado recocido o normalizado, buena resistencia al desgaste en estado bonificado. Es empleado en martillos, cinceles, destornilladores, alicates, hachas, engranajes, pernos, etc. (Ficha Técnica AISI 1060, SUMINDU. p.1).. 1.2. Antecedentes Rojas, M. (2016) menciona el comentario del gerente de Galvatén, Carlos Germán Olaya L. que “para obtener capas más gruesas y de mayor eficiencia, como las ideales para el cromado duro, se invierten tiempos de 2 a 60 horas. El tiempo incide radicalmente en el nivel de dureza superficial del metal o del elemento receptor, produciendo que, por ejemplo, una pieza con 38 RC alcance los 65RC” (p. 54).. Briceño, B. y Araujo, R. (2002) determinaron experimentalmente: Las condiciones óptimas para el cromado duro del acero AISI 3215 con respecto al espesor son: Temperatura 45 °C, Densidad de corriente 50 A/dm2, Baño Ácido Crómico 300 g/mL. Sin embargo, cuando se realiza Cromado duro se necesita también que el componente cromado tenga el brillo adecuado. La mejor apariencia superficial se logra en las siguientes condiciones: Temperatura 45 °C, Densidad de 3 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(18) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. corriente 40 A/dm2, Baño Ácido Crómico 200 g/mL, Tiempo 1 hora (pp. 54-55). Ordóñez, J. y Valarezo, A. (2015) determinaron experimentalmente los resultados obtenidos mostraron un mejor desempeño al momento de utilizar altas densidades de corriente durante períodos prolongados de tiempo. Al utilizar alta densidad de corriente, y mayor tiempo, la cantidad de grietas superficiales fue reducida, al reducir la cantidad de grietas se presentó un incremento de dureza superficial del recubrimiento de cromo (pp. 69-79).. Egidi, D. et al. (2012) determinaron que “dado que, muy posiblemente, mayores espesores de la capa cromada, son más susceptibles al desprendimiento. Concluyen entonces que, un espesor de 13 μm exhibió un mejor grado de adherencia, e incluso, en el caso de presentarse algún desprendimiento de la capa, dada la menor cantidad de cromo involucrada… (p. 2)”. Julve, E. (2001) señala que “el recubrimiento de cromo es único e indiscutible en muchas de sus aplicaciones. Puede proporcionar un brillo, una dureza, una resistencia al desgate y un bajo coeficiente de fricción, que ningún otro material puede aportar. Por otra parte, cuando se le utiliza correctamente, estas propiedades tienen la gran ventaja de ser durables, por lo que a la larga y en términos de vida de servicio, este recubrimiento resulta ser económicamente barato y muy rentable” (p. 19).. Ruiz, J. et al (2003) determinaron que usando los siguientes factores: densidad de corriente de 22 a 61 A/dm2, temperatura de 41 a 58 °C y con un tiempo de exposición entre 16 y 84 min., para el cromado duro de la pinza quirúrgica de acero inoxidable martensítico, observa que los factores de mayor incidencia en el espesor 4 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(19) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. del recubrimiento son el tiempo de exposición y la densidad de corriente. Aunque la temperatura indica una baja influencia sobre la obtención de un espesor determinado. El tiempo de exposición tiene, además, un efecto cuadrático sobre la variable respuesta, lo que representa mayor espesor a mayor tiempo (pp. 91- 92).. Santillán, E. y Sandoval, O. (2012) señala que el poder de penetración del baño decrece con el aumento de temperatura. El punto óptimo se encuentra entre 50 y 55°C, trabajando con altas densidades de corriente. A temperatura constante, el incremento de la densidad de corriente provoca un cambio de características en la película obtenida. Normalmente a 20 A/dm2 se producen depósitos de un aspecto lechoso y de baja dureza. Mientras que trabajando a 50 A/dm2 la capa se torna más brillante y dura. De seguir incrementándola hasta 80 A/dm2 se obtienen depósitos quebradizos con tendencia a la rotura y al desprendimiento. Manteniendo la densidad de corriente constante y varando la temperatura en el rango de 30 °C y hasta 70 °C, se observa que a menor temperatura las capas son de aspecto mate, rugosas y con una alta tensión; a temperatura media las capas son lisas y brillantes y a máxima temperatura las capas son blandas, dúctiles y de color blanco lechoso (p. 81).. 1.3. Marco teórico Fundamentos de la electrólisis Los recubrimientos electrolíticos se logran en circuitos que involucran descomposiciones químicas producidas por una corriente eléctrica externa. Se introducen dos electrodos (Ánodo y Cátodo) en una disolución de un electrolito y se pasa una corriente eléctrica a través de la disolución los iones positivos son atraídos hacia el cátodo (-) y los iones negativos son atraídos hacia el ánodo (+). Este movimiento de los. 5 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(20) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. iones es producido por el efecto del campo eléctrico creado en la solución. En el cátodo los iones positivos reciben el exceso de electrones y por lo tanto son reducidos. En el ánodo los iones negativos pierden electrones y por lo tanto son oxidados. El camino seguido por los iones obedece las leyes de Coulomb sobre la atracción de los cuerpos provistos de cargas eléctricas. Según esta teoría la corriente eléctrica no descompone el electrolito, sino que su función es ordenar y dirigir el movimiento de los iones hacia los polos de la celda. [Briceño B. y Araujo R. 2002, (p. 19)].. Figura 1.1 Celda de electrorecubrimiento. [Paredes F. 1996]. Leyes y principios fundamentales de la electrólisis a) Teoría de disociación iónica Se conoce como disociación iónica al proceso en el cual una sustancia es disuelta en el agua mediante una reacción reversible. La disociación puede ser total o parcial, variando de una sustancia a otra de acuerdo a las propiedades de la misma, a su concentración y a ciertas condiciones externas como la temperatura, agitación, etc. [Paredes F. 1996 (p. 27)]. 6 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(21) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. b) Leyes de Faraday El peso (W) de un metal depositado es proporcional a la cantidad de electricidad consumida en un tiempo determinado. W =I x t. Dónde: I: Intensidad, expresada en Amperios (A). t: Tiempo, expresado en segundos (s). Para la misma cantidad de corriente, el peso del material depositad es proporcional a sus equivalentes químicos. [Paredes F. 1996 (p. 22)]. c) Electrólisis El cromo puede ser bivalente, trivalente o hexavalente podrá pues parecer oportuna la utilización por ejemplo del sulfato de cromo o del cloruro de cromo. La experiencia ha demostrado, no obstante, que puede obtenerse mejores resultados con soluciones de ácido crómico, que viene a ser el único compuesto de cromo empleado.. Conviene advertir que la relación ácido crómico / ácido sulfúrico debe coincidir o apartarse lo menos posible de la relación 100/1, puesto que el rendimiento catódico es óptimo para esta relación. [Briceño B. y Araujo R. 2002 (p. 20).]. Cromado duro Al cromado utilizado para fines tecnológicos se le suele llamar “cromado duro”, aunque más propiamente se le podría llamar “cromado de espesor”. En efecto, para que 7 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(22) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. un recubrimiento de cromo sea verdaderamente “duro” es menester que el espesor del recubrimiento sea de, al menos, 4 – 6 µm. El cromo duro así obtenido es denso, posee un coeficiente de fricción más bajo que cualquier otro metal y posee, al propio tiempo, una buena resistencia a la corrosión. El cromo duro posee muchas aplicaciones industriales, entre ellas cabe citar las siguientes industrias: aeronáutica, de calibres, de moldes de plástico, de herramientas de corte, de motores de cualquier tipo y tamaño, etc. [Julve, E. 2001 (p. 25)]. Tabla 1.1 Formulaciones correspondientes a tres electrolitos de cromado duro y condiciones de trabajo. [Julve, E. 2001 (p. 25)]. Figura 1.2 Valores de dureza (Vickers) en función de la temperatura y de la densidad de corriente aplicadas. [Julve E. 2001 (p. 26)] 8 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(23) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Los electrolitos (baños) utilizados para obtener este tipo de recubrimientos son muy similares a los empleados para el cromado decorativo, ya sean cromo hexavalente o de cromo trivalente. La diferencia con respecto a ellos reside en que aquí las disoluciones usadas son menos concentradas en iones cromo, oscilando entre 150 a 300g/L. Cuando se desea un rendimiento de corriente mayor que el habitual se acostumbra a añadir a esos baños iones fluoruro [Julve, E. 2001 (p. 26)]. Por otra parte, las temperaturas y las densidades de corriente suelen ser mayores que las empleadas en el cromado decorativo, entre 45-50°C y hasta 80A/dm2. Es necesario utilizar temperaturas altas para evitar el “quemado” y la formación de recubrimientos rugosos, que se producirían como consecuencia de la alta velocidad de deposición alcanzada al trabajar con densidades de corriente tan grandes. [Julve, E. 2001 (p. 26)] Con objeto de conseguir la máxima dureza posible es menester aplicar unos determinados valores de temperatura y densidad de corriente, valores que para cada valor de dureza se indica en la figura 1.2. Por otra parte, los valores óptimos de temperatura a utilizar (para un electrolito conteniendo 250 g/L de ácido crómico y con una relación CrO3 / H2SO4 de 100:1) en relación con las densidades de corriente empleadas para obtener recubrimientos de cromo más duros y, a la vez más brillantes, se exponen en la tabla 1.2. El uso de iones del tipo fluoruro aumenta la velocidad de deposición del recubrimiento de cromo. [Julve, E. 2001 (p. 26)]. 9 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(24) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Tabla 1.2 Temperaturas a aplicar para cada densidad de corriente para obtener la máxima dureza a una concentración de 250 g/L de CrO3 y una relación CrO3/H2SO4 de 100:1 [Julve, E. 2001 (p. 26)]. Recubrimiento de cromo duro por electrodeposición Para muchas aplicaciones el cromo duro se caracteriza por sus cualidades como son el brillo, la dureza, la resistencia al desgaste y un bajo coeficiente de fricción. Estas cualidades le aportan al material unas mayores prestaciones y un incremento de la vida útil. El cromo es un metal de estructura cristalina centrada en el cuerpo. En cambio, cuando es electrodepositado a partir de un baño electrolítico normal, lo hace con una combinación de cromo de estructura cubica centrada en el cuerpo y un hidruro de cromo (Cr2H a CrH) de estructura hexagonal compacta y estructura cúbica centrada en las caras. Estas dos últimas formas son inestables y comienzan a transformarse (no completamente) a la forma cristalina cúbica centrada en el cuerpo durante la electrodeposición, continuando varios días después de la electrodeposición. Cuando el cromo se calienta a altas temperaturas después de la deposición es rápida y completa durante el tiempo de horneado. La liberación del hidrogeno en esta transformación o escapa o bien es captado en la estructura cristalina y en las áreas limitadas. Después de la transformación existirán áreas vacantes en el recubrimiento, especialmente en la estructura hexagonal compacta, debido a la diferencia de tamaño en los huecos entre 10 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(25) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. cristal y cristal. El hidrogeno atrapado, los hidruros no transformados y el camino seguido en las etapas de nucleación y crecimiento del grano son los responsables de la tendencia del mismo a agrietarse, excepto para capas muy finas de menos de 0,6 μm. [Parejo O. 2015 (pp. 31-32)]. En el proceso de Cromado duro las incidencias de los factores se detallan a continuación: Primer factor: Cátodo; crecimiento de la capa de cromo. Los cationes de cromo reciben el exceso de electrones y son reducidos. Velocidad de reducción VR Segundo factor: Ánodo; los aniones de cromo pierden electrones; son oxidados. Velocidad de oxidación VO. La velocidad de crecimiento de la capa está dada por la diferencia entre la velocidad de reducción y la velocidad de oxidación. Así que para obtener el cromado duro se debe mantener la relación de los parámetros del proceso de tal manera que la velocidad de reducción se mantenga por encima de la velocidad de oxidación. [Briceño B. y Araujo R. 2002]. Reacciones que se producen en el proceso de cromado duro •. En la preparación del baño: (TEORÍA DE DISOCIACIÓN IÓNICA). CrO3 + H2O H22+ Cr6+ O48- (formación del ácido crómico) H2CrO4 + H2O 2H+ + CrO42- + H2O (ionización del ácido crómico) H2SO4 + H2O 2H+ + SO42- + H2O (ionización del ácido sulfúrico). 11 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(26) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. •. En el proceso electrolítico: (LEYES DE FARADAY). -. Reacciones en el cátodo:. CrO42- + Corr. Cr6+ + 2O2↑ (Electrolito) H22+ + 2e- H2 ↑ (reducción del hidrógeno) Cr6+ + 6e- Cr0 (reducción del cromo) Cr6+ + 3e- Cr3+ (reducción del cromo) -. Reacciones en el ánodo:. 2(2H2O 4H+ + O2↑ + 4e-) Cr3+ Cr6+ + 3e- (oxidación del cromo) 2H+ + 2Cr6+ + 4H2O + Cr3+ + 11e- H2 ↑ + Cr0 + Cr3+ + 8H+ + 2O2↑ + 11e- + Cr6+ Finalmente obtenemos la reacción genera del cromado duro: Cr6+ + 4H2O H2↑ + Cr0 + 6H+ + 2O2↑ [Briceño B. y Araujo R. 2002]. Efecto de las variables que intervienen en el proceso de cromado duro A partir de los estudios realizados juntamente con el análisis de antecedentes se ha determinado la influencia de variables sobre los rangos de espesor, dureza y la eficiencia del cromado duro del acero AISI 1060, y son las siguientes:. Temperatura La temperatura hace más conductoras las soluciones y permite emplear una densidad de corriente superior a la ordinaria, y ésta es la razón de que, en caliente, se 12 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(27) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. originen depósitos de granos más finos, a pesar de que un aumento de temperatura origina cristales mayores; la densidad de corriente pues, contrarresta el efecto de la temperatura. No obstante, con la temperatura aumenta en general, la disociación de las sales, disminuye la viscosidad de las soluciones y aumenta a la vez la conductividad de la película líquida junto al cátodo. Además, la temperatura permite más fácilmente eliminar los gases en el cátodo disminuyendo su absorción que produciría depósitos frágiles con tendencia a desquebrajarse. [Santillán, E. y Sandoval, O. 2012 (p. 16)]. Densidad de corriente Para incrementar el rendimiento es deseable operar siempre con una densidad de corriente elevada. Hasta cierto límite, cuanto mayor sea ésta, más finos serán los cristales del depósito, puesto que así se generan mayor número de núcleos de cristalización. Sin embargo, pasado el citado límite, que varía con la naturaleza del baño y con la temperatura, se formarán depósitos mates, y finalmente, si la densidad de corriente se incrementa demasiado, se producirán depósitos “quemados” debido al desprendimiento simultáneo de gas. [Santillán, E. y Sandoval, O. 2012 (p. 15)]. Tiempo de exposición Este parámetro está sujeto a las demás variables, en consecuencia, depende del espesor de electrodepósito que se desea obtener. En tanto que a menor y a mayor tiempo de exposición se formarán espesor de capa delgada y espesor de capa gruesas respectivamente.. Concentración de la solución Influye directamente en la conductibilidad del baño. En los baños de cromo, un. 13 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(28) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. incremento en la concentración aumenta la conductividad hasta un máximo, pero decrece la eficiencia del cátodo; es por ello, cuando se requieren altas eficiencias catódicas (como para el cromado duro) la concentración del electrolito será baja, originando que el voltaje se incremente; en el caso inverso (cromado brillante), como lo que se busca es el brillo, la concentración es mayor debido al bajo voltaje y densidad de corriente requeridos. [Briceño B. y Araujo R. 2002 (p.28)]. Relación Cromo/ácido Sulfúrico En la mayoría de los baños de cromado duro, más importante que la misma concentración del electrolito. Cuando del baño se prepara únicamente con estas dos sustancias, generalmente esta relación varia de 150/1 a 200/1. Para casos especiales, sobre todo cuando se utiliza altas temperaturas una relación de 50/1 es ventajosa. [Briceño B. y Araujo R. 2002 (p.28)]. Relación ánodo/cátodo Es muy importante porque en un baño de cromo la excesiva presencia de Cr 3+ (trivalentes) no permitan la deposición de este, por lo cual es necesario el uso de un ánodo lo suficientemente grande para que oxide los iones Cr 3+ a iones Cr6+ a partir de los cuales se produce el deposito metálico. [Briceño B. y Araujo R. 2002 (p.28)]. Características de la película de cromo duro Fricción El recubrimiento de cromo pose un coeficiente estático de fricción de 0,14 y un coeficiente dinámico de fricción de 0,12 cuando se ha depositado sobre un substrato intermedio (cromo decorativo) y unos valores de 0,17 en estático y 0,16 en dinámico 14 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(29) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. cuando se ha depositado directamente sobre el material base (cromo ingenieril).. Para segmentos sin recubrimientos donde la fricción se produce acero contra acero, el valor del coeficiente de fricción estático es de 0,3 y de 0,2 para el dinámico, lo que quiere decir que se reduce considerablemente la fricción al tener un recubrimiento de cromo. [Parejo O. 2015 (p. 33)]. Resistencia al desgaste El cromo, muy resistente al desgaste, sobrepasa en mucho a la mayoría de aceros endurecidos elaborados especialmente con tal objeto. En comparación con estos últimos, esta resistencia representa, en servicio corriente en la mecánica clásica, de 10 a 12 veces la de los aceros de herramientas al cromo níquel, e incluso más, y de 4 a 5 veces la del acero nitrurado. [Garza R. 1967 (p. 5)]. Resistencia a la corrosión Es una de las características más apreciables del cromado duro. El efecto protector de la película de cromo se debe a que este metal permanece insensible ante un elevado número de elementos agresivos, tanto orgánicos como inorgánicos porque presenta una estructura finamente cristalina, tiene una capacidad de absorción, retención o humedecimiento casi nula, por lo cual tienden a resbalar sobre el cromo toda clase de líquidos, polvo, grasa, virutas, limaduras, etc. Además, la película de cromo empieza a oxidarse cuando alcanza los 800 °C. [Briceño B. y Araujo R. 2002 (p. 32)]. Dureza Vickers (HV) según La Norma ASTM E384-08ª. Es una prueba de dureza de microindentación, en donde se usa una máquina. 15 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(30) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. calibrada para forzar un penetrador de diamante de geometría específica en la superficie del material que se evalúa, en el que las fuerzas de prueba varían de 1 a 1000 gf (9.8 x 10-3 a 9,8 N), y la diagonal de indentación, o las diagonales se miden con un microscopio óptico después de la eliminación de la carga; para cualquier prueba de dureza de microindentación, se supone que la hendidura dejada por el indentador no experimenta recuperación elástica después de la eliminación de la fuerza.. El número de dureza Vickers (HV), es una expresión de la dureza obtenida dividiendo la fuerza aplicada a un indentador de Vickers por el área de la superficie de la impresión permanente hecha por el indentador. El indentador de Vickers es un diamante de forma piramidal con forma cuadrada y un ángulo de cara de 136° (ver figura 1.3). Para la prueba de dureza Vickers, en la práctica, las cargas de prueba están expresadas en gramos: las diagonales de fuerza e indentación están en micrómetros. El número de dureza de Vickers se calcula de la siguiente manera:. 𝐻𝑉 = 1.000𝑥103 𝑥𝑃/𝐴𝑆 = 2.000𝑥103 𝑥𝑃𝑠𝑖𝑛(𝛼/2)/𝑑 2 𝐻𝑉 = 1854.4𝑥𝑃/𝑑 2. Dónde: P = fuerza, gf As = área de superficie de la indentación, μm2, d = longitud diagonal media de la indentación, μm α = ángulo de la cara del penetrador, 136° [ASTM E384-08a. (pp.1 - 3)]. 16 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(31) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Figura 1.3 Indentador Vickers [ASTM E384-08a. (p. 2)]. Resistencia al rayado La película de cromo duro presenta una elevada resistencia al rayado, por la mayor dificultad que opone a dejar al descubierto el material base bajo presiones causadas por cualquier borde o arista que se deslice sobre la superficie cromada. [Briceño B. y Araujo R. 2002 (p. 31)]. Determinación del espesor de capa mediante el uso de masas El método más satisfactorio para medir el espesor promedio de una capa metálica electrodepositada es, usando el peso de la misma a partir de una muestra cuya área se conoce. El espesor se calcula a partir del peso depositado, del área de la probeta y la densidad o peso específico del metal elcetrodepositado utilizando la fórmula: [Briceño B. y Araujo R. 2002 (p. 33)] e = C W / (S x D) Donde: 17 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(32) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. C: Constante dependiente de las unidades utilizadas para espesor en micras C=102 Luego la fórmula final a emplearse es: e = 102 (Wf –Wi) / (S x D) Donde: Wf: Peso final de probeta (g) Wi: Peso inicial de la probeta (g) S: Área promedio a recubrir de la probeta (dm2) D: Densidad del metal (Cr = 7.14 g/cm3) [Briceño B. y Araujo R. 2002]. Determinación de espesor de capa por inducción magnética (Fe): Este método usa dos bobinas magnéticas, donde el campo magnético cambia si se acerca un substrato ferromagnético. El cambio del campo magnético está relacionado con la distancia entre la sonda y el substrato - espesor de capa. La segunda bobina capta la corriente magnética. Este acoplamiento magnético entre los polos es la medida usada para el espesor de capa. Además, la inducción electromagnética, usa campos magnéticos alternos generados por la bobina magnética. Actualmente, en las modernas sondas férricas, se integran semiconductores de alta precisión “Hall-effect” (efecto Hall). Los instrumentos de medición de espesor son las más esenciales en la industria de recubrimientos. Donde se usan equipos electrónicos digitales. Dichos instrumentos miden los recubrimientos no-magnéticos sobre hierro y acero (Fe). Ejemplos de substratos férricos (Fe): Acero y hierro fundido. 18 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(33) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Ejemplos de recubrimientos aislantes no magnéticos: Cromo duro, pinturas, plásticos, esmaltes, cromo, cobre, zinc, recubrimientos en polvo, electro deposiciones, galvanizado, gomas, metal pulverizado, cerámica. [BYK-Gardner GmbH (pp. 185-186)]. Acero AISI 1060 El acero AISI 1060, es un acero de construcción de relativo alto carbono que se utiliza como acero de construcción y de herramientas medianamente exigidos. Endurece fácilmente mediante temple en agua y también en aceite para piezas pequeñas, su maquinabilidad es aceptable en estado recocido o normalizado, buena resistencia al desgaste en estado bonificado. Es empleado en, martillos, cinceles, destornilladores, alicates, hachas, engranajes, pernos, etc. [Ficha Técnica AISI 1060, SUMINDU. p.1].. 1.4. Problema ¿Cuál es la influencia de la densidad de corriente y el tiempo de exposición durante el proceso electrolítico sobre la dureza y el espesor de capa del cromado duro del Acero AISI 1060? 1.5. Hipótesis A medida que aumenta la densidad de corriente, se obtendrá mayor espesor de capa, por ende, se conseguirá elevada dureza en un acero AISI 1060 mediante el proceso electrolítico de cromado duro. A medida que aumenta el tiempo de exposición, se obtendrá mayor espesor de capa por ende se conseguirá elevada dureza en un acero AISI 1060 mediante el proceso electrolítico de cromado duro.. 19 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(34) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 1.6. Objetivos 1.6.1. Objetivo general Determinar la influencia de la densidad de corriente y el tiempo de exposición en la solución electrolítica del cromado duro sobre la dureza y el espesor de capa en acero AISI 1060. Mediante pruebas experimentales de electrodeposición. Con la finalidad de prolongar la vida útil de los materiales metálicos y tener mejor aspecto superficial.. 1.6.2. Objetivos específicos Determinar el comportamiento del espesor de capa a diferentes valores de densidad de corriente y tiempo de exposición en el proceso de cromado duro sobre un acero AISI 1060. Determinar el comportamiento de la dureza a diferentes valores de densidad de corriente y tiempo de exposición en el proceso de cromado duro sobre un acero AISI 1060. Determinar el efecto de la interacción de densidad de corriente y tiempo de exposición en el proceso de cromado duro sobre un acero AISI 1060.. 1.7. Importancia La importancia de esta investigación radica en que pretende estudiar el proceso de la electrodeposición del cromado duro sobre el acero AISI 1060, lo que nos permitirá obtener los parámetros ideales, con la finalidad de alargar la vida útil de las piezas metálicas, mediante la variación de la densidad de corriente y el tiempo de exposición para analizar la influencia de estas variables en la dureza y el espesor de capa, mediante la experimentación.. 20 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(35) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Así como también se estima que se logrará un aumento en la demanda de partes metálicas expuestas a trabajos de la industria ingenieril, en consecuencia, mayor venta en las empresas que implementen en su proceso productivo el cromado duro como acabado final.. 21 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(36) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. CAPÍTULO II MATERIAL Y MÉTODOS 2.1. Material de estudio Como material de estudio se utilizó probetas rectangulares de acero AISI 1060, cuyas dimensiones fueron 1.5cm de largo, 1.5cm de ancho y 0.5cm de espesor, cuya área superficial total a recubrir fue 7.5cm2 (0.075dm2). Con una dureza de 30 HRC. [Informe de Ensayo N° EDu-2018-19 – Laboratorio SOLDEX S.A]. Ver ANEXO C. Tabla 2.1 Composición química del Acero AISI 1060. [Informe de Ensayo N° EQ-2018-03 – Laboratorio SOLDEX S.A]. Ver ANEXO B. %B %C < 0.0004 0.603. %Cr 0.87. %Cu 0.13. %Mn 0.82. %Mo 0.01. %Ni 0.05. %P 0.012. %Si 0.22. %S 0.004. 22 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(37) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. 0.5 cm. 1.5 cm. 1.5 cm. Figura 2.1 Dimensiones de la probeta de ensayo. 2.2. Equipos, Instrumentos y Materiales A) Equipos - Espectrómetro de emisión Q8 Magellan (Ensayo de análisis químico) - UNITED (Ensayo de Dureza HRC) - Fuente de Poder Programable 720 Watts (INSTEK CORP, PSH-3620A) - Fuente de Poder Digital Regulada (HY3005) - INNOVATEST - Modelo FALCON 500 SERIES (Ensayo de Dureza HV) B) Instrumentos - Multitester Digital Premium PC-CD (PR-32) - Termómetro digital - Balanza digital - Cronómetro digital. 23 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(38) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. - Medidor de espesor YUWESE modelo EC 770S C) Materiales - Celda Electrolítica de vidrio (30cm x 30cm x 15cm) - Celda Electrolítica de vidrio (30cm x 25cm x 15cm) - Celda Electrolítica de vidrio (30cm x 20cm x 15cm) - Celda Electrolítica de vidrio (20cm x 12cm x 10cm), para desengrase electrolítico. - Pipeta Graduada de 10 mililitros - Piseta de 250 mililitros - Pinzas quirúrgicas - Vaso de Precipitación de 1 litro - Matraz de Erlenmeyer de 1 litro - Depósitos de Plástico de 1/2 litro - Recipiente de plástico para el secado de muestra - Parrillas de madera con 3 varillas de cobre - Estufa - Agua destilada - Gasolina - Lijas # 80, 100, 220, 400, 600 - Aserrín - Guantes latex - Secadora - Hidróxido de sodio - Cianuro de sodio 24 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
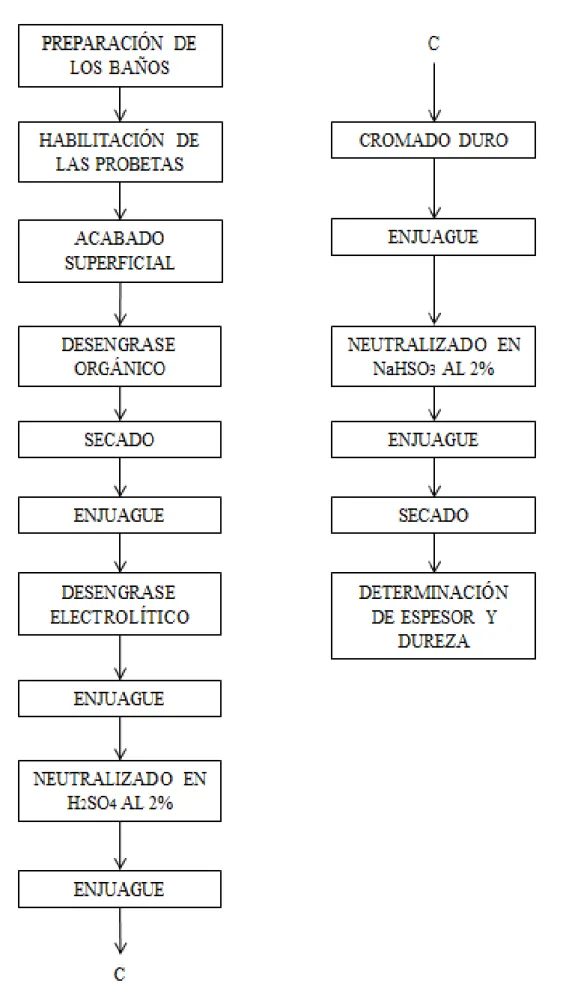
(39) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. - Carbonato de sodio - Ácido crómico - Ácido sulfúrico - Bisulfito de sodio - Ácido oxálico - Ánodos de acero inoxidable - Ánodos de Pb - 3% Sb, dimensiones 1.5 cm x 1.5 cm y 0.5cm de espesor. 2.3. Procedimiento experimental Se acondicionó un circuito experimental a nivel de laboratorio para el recubrimiento electrolítico de cromado duro sobre el Acero AISI 1060. Se inició con tres etapas de limpieza esenciales desbaste superficial, desengrase orgánico y desengrase electrolítico anódico, con el propósito de una máxima adhesión posible entre la capa de cromo que va a depositarse y la superficie del acero AISI 1060. En seguida se instaló una celda electroquímica conectada a una fuente de corriente continua, en donde se procedió con el cromado duro de las probetas de acero AISI 1060. Finalmente se procedió a realizar la toma de datos, análisis estadístico, y discusión de resultados. A continuación se muestra el procedimiento experimental en la figura 2.2. 25 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(40) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Figura 2.2 Diagrama del procedimiento experimental de cromado duro. 26 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(41) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. A. Preparación de los baños A.1. Preparación del baño de desengrase electrolítico En un vaso de precipitado de vidrio de un litro, se adicionó NaOH, NaCN y NaCO3 en las proporciones determinadas, después se agitó hasta su disolución en el agua, disuelto todos los componentes se aforó a un litro. Hidróxido de sodio (NaOH). : 22 g/L. Cianuro de sodio (NaCN). : 40 g/L. Carbonato de sodio (NaCO3). : 55 g/L. A.2. Preparación del baño para cromado duro En celda electrolítica de vidrio de seis litros se agregó agua destilada, luego se pesó y adicionó el H2CrO4 (en escamas) en la proporción adecuada, se agitó hasta su disolución completa, en seguida se adicionó el H2SO4 y por último se aforó a seis litros. Ácido crómico (H2CrO4). : 250 g/L. Ácido sulfúrico (H2SO4). : 2.5 g/L. B. Habilitación de las probetas Se realizó el corte y maquinado de la plancha de acero AISI 1060 del cual se obtuvieron las probetas con las dimensiones establecidas de 1.5cm x 1.5cm x 0.5 cm. C. Acabado superficial Se desbastó las caras de las probetas de acero AISI 1060 con lijas N° 80, 120, 220, 400 y 600.. 27 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(42) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. D. Desengrase orgánico El desengrasante que se utilizó para esta investigación fue gasolina de 84 octanos, cuyo tiempo de limpieza se estimó a 2 minutos por cada probeta, en esta etapa del proceso se eliminó residuos de grasas, aceites u otros aditivos producto de la manipulación.. E. Secado Se realizó con aserrín de madera, con la finalidad de eliminar residuos de gasolina u otras materias orgánicas.. F. Enjuague El enjuague se realizó con agua corriente y agua destilada para limpiar las impurezas de la probeta.. G. Desengrase electrolítico Se realizó un desengrase electrolítico anódico, las probetas se conectaron a la parte anódica de la fuente de poder y son cargadas positivamente, produciendo la electrólisis del agua (4OH 2H2O + O2 + 4e-). El oxígeno formado en la reacción produce un efecto de fregamiento en la superficie y arrastra los contaminantes limpiando las probetas. La composición del electrolito y sus condiciones de operación se describe a continuación: Hidróxido de sodio (NaOH). : 22 g/L. Cianuro de sodio (NaCN). : 40 g/L. Carbonato de sodio (NaCO3). : 55 g/L 28. Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
Figure
![Figura 1.1 Celda de electrorecubrimiento. [Paredes F. 1996]](https://thumb-us.123doks.com/thumbv2/123dok_es/7109944.323896/20.893.249.670.393.724/figura-celda-electrorecubrimiento-paredes-f.webp)

![Figura 1.3 Indentador Vickers [ASTM E384-08 a . (p. 2)]](https://thumb-us.123doks.com/thumbv2/123dok_es/7109944.323896/31.893.177.707.105.445/figura-indentador-vickers-astm-e-a-p.webp)
+7



Documento similar
La campaña ha consistido en la revisión del etiquetado e instrucciones de uso de todos los ter- mómetros digitales comunicados, así como de la documentación técnica adicional de
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
This section provides guidance with examples on encoding medicinal product packaging information, together with the relationship between Pack Size, Package Item (container)
El nuevo Decreto reforzaba el poder militar al asumir el Comandante General del Reino Tserclaes de Tilly todos los poderes –militar, político, económico y gubernativo–; ampliaba
dente: algunas decían que doña Leonor, "con muy grand rescelo e miedo que avía del rey don Pedro que nueva- mente regnaba, e de la reyna doña María, su madre del dicho rey,
Abstract: This paper reviews the dialogue and controversies between the paratexts of a corpus of collections of short novels –and romances– publi- shed from 1624 to 1637:
Entre nosotros anda un escritor de cosas de filología, paisano de Costa, que no deja de tener ingenio y garbo; pero cuyas obras tienen de todo menos de ciencia, y aun
o Si dispone en su establecimiento de alguna silla de ruedas Jazz S50 o 708D cuyo nº de serie figura en el anexo 1 de esta nota informativa, consulte la nota de aviso de la
