[Escribir texto]
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y
ELÉCTRICA
INGENIERÍA EN CONTROL Y AUTOMATIZACIÓN
PROPUESTA DE UN SISTEMA DE PALETIZADO
CONTINUO DE ALTA VELOCIDAD
T E S I S
PARA OBTENER EL GRADO DE: INGENIERO EN CONTROL Y AUTOMATIZACIÓN
QUE PRESENTAN
MARTÍNEZ URBIOLA GONZALO ANTONIO PICHARDO SAAVEDRA JUAN CARLOS
RIVÓN SANTIAGO EDGAR MARTÍN
ASESOR
ING. HUMBERTO SOTO RAMIREZ M. en C.JOEL JUAREZ BETANCOURT
Índice
PLANTEAMIENTO DEL PROBLEMA ... VII
OBJETIVO GENERAL ... VIIVIII
OBJETIVOS PARTICULARES ... VIIVIII
JUSTIFICACIÓN ... VIIVIII
INTRODUCCIÓN ... IIX
CAPITULO I. MARCO TEÓRICO ... 1
1.1 MANIPULACIÓN MANUAL DE CARGAS ... 1
1.1.1 Aspectos fisiológicos ... 2
1.1.2 Efectos dañinos si realizamos operaciones de manipulación de cargas de forma inadecuada ... 3
1.1.3 Tipos de riesgo ... 3
1.1.4 Origen y causa del riesgo ... 4
1.2 PALETIZADO ... 8
1.2.1 Las fases del proceso de paletización ... 9
1.2.2 Transportadores ... 14
1.3 AUTOMATIZACIÓN ... 18
1.3.1 El autómata programable o Controlador Lógico Programable (PLC) ... 22
1.3.2 Sistemas electro hidráulicos de control de movimiento ... 27
1.3.3 Neumática e hidráulica ... 28
1.3.4 Sensores ... 49
1.3.5 Motor eléctrico trifásico de inducción tipo Jaula de Ardilla ... 54
1.3.6 Variador de velocidad ... 60
CAPITULO II. DESCRIPCIÓN DEL PROCESO ACTUAL Y PLANTEAMIENTO DE LA SOLUCIÓN ... 65
2.1 DESCRIPCIÓN DEL PROCESO ACTUAL ... 65
2.1.1 Funciones de trabajadores en cada área. ... 71
2.2 PROPUESTA DE LA SOLUCIÓN ... 73
2.2.1 Estudio de tiempos y movimientos ... 76
3.1 ETAPA 1 – EXPULSIÓN DE CAJAS EN LA BANDA FINAL. ... 82
3.2 ETAPA 2 – ROTACIÓN DE CAJAS. ... 84
3.3 ETAPA 3 – BANDA TRANSPORTADORA ESPECIAL DE POSICIONAMIENTO. ... 88
3.4 ETAPA 4 – COLOCACIÓN DE ESTRATOS SOBRE EL PALLET. ... 95
3.5 ETAPA 5 – SISTEMA HIDRÁULICO DE ELEVACIÓN. ... 101
3.6 REJA DE SEGURIDAD Y COLOCACION DEL PANEL DE CONTROL ... 104
CAPITULO IV. CONFIGURACIÓN DE DISPOSITIVOS Y PROGRAMACIÓN DEL CONTROLADOR MICROLOGIX 1100 ... 109
4.1 CONFIGURACIÓN DE LOS DISPOSITIVOS ... 109
4.1.1 Configuración del PLC ... 109
4.1.2 Configuración de los circuitos de 24 VDC y 120 VAC ... 110
4.1.3 Configuración de las entradas y salidas ... 111
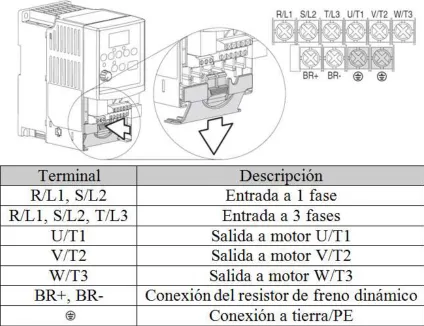
4.1.4 Configuración de los variadores de velocidad ... 114
4.2 PROGRAMACIÓN DEL CONTROLADOR... 118
4.2.1 Configuración del Controlador ... 118
4.2.2 Archivos de programa ... 121
4.2.3 Simulaciones en Automation Studio ... 140
CAPITULO V. COSTO DE LA PROPUESTA DEL PALETIZADO CONTINUO DE ALTA VELOCIDAD ... 155
5.1 COSTOS POR ETAPAS ... 155
5.2 COSTOS DE INVESTIGACIÓN E INGENIERÍA ... 160
RESULTADOS Y CONCLUSIONES ... 161
BIBLIOGRAFÍA ... 163
GLOSARIO DE TÉRMINOS ... 166
ANEXO A ... 170
FIGURA A: ETAPA 2 – BANDA ROTACIÓN DE CAJAS ... 171
FIGURA B: ETAPA 3 – BANDA POSICIONADORA ... 172
FIGURA C: ETAPA 3 – BANDA POSICIONADORA ... 173
FIGURA D: ETAPA 3 – BANDA POSICIONADORA ... 174
FIGURA E: ETAPA 3 – BANDA POSICIONADORA ... 175
FIGURA F: ETAPA 3 – BANDA POSICIONADORA ... 176
FIGURA H: ETAPA 3 – CORREDERA ... 178
FIGURA I: ETAPA 4 – CAMA DE RODILLOS ... 179
FIGURA J: ETAPA 4 – CAMA DE RODILLOS ... 180
FIGURA K: ETAPA 4 – BARRERA NEUMÁTICA ... 181
FIGURA L: ETAPA 4 – ACOMODO DEL ESTRATO ... 182
FIGURA M: ETAPA 4 – SOPORTE ... 183
FIGURA N: ETAPA 4 – PLACA PARA EL ACOMODO DEL ESTRATO ... 184
FIGURA O: ETAPA 4 – LÁMINA METÁLICA ... 185
FIGURA P: ETAPA 4 – MESA DE RETIRO DE PLACA ... 186
Índice de figuras
Figura 1. 1 Características de la carga ... 4Figura 1. 2 Esfuerzo físico requerido ... 5
Figura 1. 3 Condiciones del medio de trabajo ... 5
Figura 1. 4 Organización de la actividad ... 6
Figura 1. 5 Factores individuales ... 6
Figura 1. 6 Los transportadores de rodillo ... 16
Figura 1. 7 Relación de la automatización fija, automatización programable y automatización flexible como una función del volumen de producción y de la diversidad el producto. ... 21
Figura 1. 8 Estructura del PLC compacto ... 24
Figura 1. 9 Estructura del PLC modular ... 25
Figura 1. 10 Preparación del aire. ... 29
Figura 1. 11 Diagrama Espacio-Fase ... 30
Figura 1. 12 Circuito típico de un pistón dentro del cilindro en un sistema hidráulico ... 32
Figura 1. 13 Cilindro de doble efecto ... 36
Figura 1. 14 Cilindro con amortiguación delantera ... 37
Figura 1. 15 Cilindro de cuerpo básico ... 38
Figura 1. 16 Fijación por placa trasera ... 39
Figura 1. 17 Fijación por placa delantera ... 39
Figura 1. 18 Fijación por escuadras ... 39
Figura 1. 19 Fijación por articulación ... 40
Figura 1. 20 Horquilla hembra ... 40
Figura 1. 21 Fijación por rótula ... 40
Figura 1. 22 Representación de las posiciones de una válvula... 41
Figura 1. 23 Vías y tipos de conexión ... 42
Figura 1. 24 Representación de las líneas de flujo ... 42
Figura 1. 26 Gobierno de un cilindro ... 44
Figura 1. 27 Válvulas con distintas funciones ... 45
Figura 1. 28 Diferentes tipos de accionamiento manual ... 46
Figura 1. 29 Diferentes formas de mando mecánico ... 47
Figura 1. 30 Electroválvula de accionamiento directo. ... 49
Figura 1. 31 Motor trifásico de jaula de ardilla de última generación ... 55
Figura 1. 32 Tipos de bobinados de rotor de jaula de ardilla. ... 57
Figura 1. 33 La tensión rotórica UR es proporcional al deslizamiento s. Una tensión del rotor del 10% corresponde a un deslizamiento del 10%. ... 57
Figura 1. 34 Potencia de salida y pérdidas en un motor de inducción trifásico ... 60
Figura 1. 35 Comportamiento del motor a tensión y frecuencia de placa ... 61
Figura 1. 36 Diagrama electrónico típico ... 62
Figura 1. 37 Gráfica de Velocidad-Par ... 63
Figura 2. 1 Distribución de planta (Vista superior). ... 65
Figura 2. 2 Fabricación de pasta (Vista superior). ... 66
Figura 2. 3 Área de horneado (Vista superior). ... 67
Figura 2. 4 Área de empacado de galletas (Vista superior). ... 68
Figura 2. 5 Área de encajado (Vista superior)... 68
Figura 2. 6 Área paletizado (Vista superior). ... 69
Figura 3. 1 Sistema de paletizado continuo de alta velocidad. ... 79
Figura 3. 2 Modificaciones en banda final de proceso ... 82
Figura 3. 3 Etapa 1. ... 83
Figura 3. 4 Dispositivos de la etapa 1. ... 84
Figura 3. 5 Etapa 2. ... 85
Figura 3. 6 Posición de las cajas en la cinta transportadora. ... 85
Figura 3. 7 Cilindro neumático FESTO de doble efecto modelo DNC-50-100-PPV. ... 86
Figura 3. 8 Montaje del cilindro neumático 2. ... 86
Figura 3. 9 Rotación de cajas. ... 87
Figura 3. 10 Etapa 3. ... 88
Figura 3. 11 Actuador lineal neumático FESTO. ... 89
Figura 3. 12 Válvula FESTO biestable de 5 vías 3 posiciones. ... 89
Figura 3. 13 Cilindro neumático sin vástago. ... 90
Figura 3. 14 Eslabón de banda posicionadora. ... 90
Figura 3. 15 Corredera. ... 91
Figura 3. 16 Mecanismo de guías. ... 91
Figura 3. 17 Vista inferior del mecanismo de guías. ... 92
Figura 3. 18 Fin de banda de posicionamiento. ... 92
Figura 3. 20 Vista inferior, retorno de correderas. ... 93
Figura 3. 21 Bases para sensor fotoeléctrico de barrera. ... 94
Figura 3. 22 Bases para sensor fotoeléctrico de barrera al final de la banda... 94
Figura 3. 23 Etapa 4 (formación del estrato) ... 95
Figura 3. 24 Cama de rodillos ... 96
Figura 3. 25 Llegada de cajas ... 96
Figura 3. 26 Barrera neumática ... 97
Figura 3. 27 Sistema de barrera neumático. ... 97
Figura 3. 28 Acomodo del estrato ... 99
Figura 3. 29 Vista superior ... 99
Figura 3. 30 Retiro de lámina metálica dirigida por cilindro neumático. ... 100
Figura 3. 31 Vista lateral ... 101
Figura 3. 32 Dispositivos de la etapa 5 ... 102
Figura 3. 33 Esquema general de funcionamiento del sistema hidráulico de elevación ... 102
Figura 3. 34 Posición inicial del sistema hidráulico ... 103
Figura 3. 35 Retiro del pallet completo. ... 104
Figura 3. 36 Enrejado de seguridad. ... 105
Figura 3. 37 Ubicación de panel de control... 106
Figura 3. 38 Distribución del panel de control. ... 107
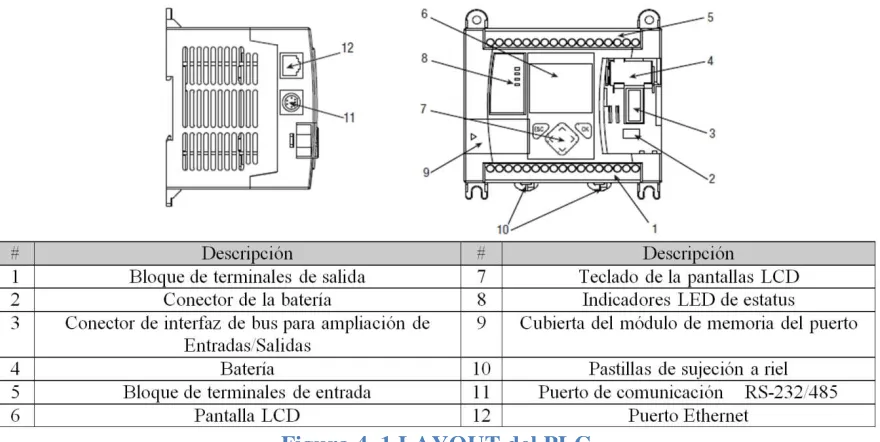
Figura 4. 1 LAYOUT del PLC ... 109
Figura 4. 2 Módulos de expansión de E/S conectados al PLC sobre el riel ... 110
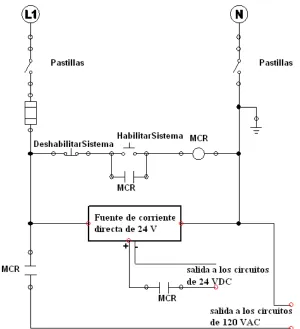
Figura 4. 3 Diagrama de habilitación/inhabilitación del sistema ... 111
Figura 4. 4 Configuración de los módulos de entradas 1762-IQ16 ... 113
Figura 4. 5 Configuración del módulo de salidas 1762-OW16 ... 113
Figura 4. 6 Disposición de los variadores (LAYOUT) ... 114
Figura 4. 7 Configuración del Variador 1, que se encontrará en la ETAPA 2 del proceso. ... 115
Figura 4. 8 Configuración del Variador 2, que se encontrará en la ETAPA 3 del proceso. ... 115
Figura 4. 9 Configuración del Variador 3, que se encontrará en la ETAPA 4 del proceso. ... 116
Figura 4. 10 Configuración del controlador. ... 119
Figura 4. 11 Configuración de las tarjetas de entradas y salidas digitales. ... 119
Figura 4. 12 Creación de los archivos de programa. ... 120
Figura 4. 13 Líneas 0 y 1 del archivo de programa arranque y paro. ... 121
Figura 4. 14 Líneas 2, 3 y 4 del archivo de programa arranque y paro. ... 122
Figura 4. 15 Líneas 5-10 del archivo de programa arranque y paro. ... 123
Figura 4. 16 Líneas 11-14 del archivo de programa arranque y paro. ... 124
Figura 4. 17 Diagrama espacio-fase de la etapa 3. ... 125
Figura 4. 18 Líneas 0 - 3 del archivo de programa etapa 3. ... 127
Figura 4. 19 Líneas 4 - 10 del archivo de programa etapa 3. ... 128
Figura 4. 20 Diagrama espacio-fase de la etapa 4. ... 129
Figura 4. 22 Líneas 2 - 6 del archivo de programa etapa 4 ... 133
Figura 4. 23 Líneas 7 - 10 del archivo de programa etapa 4 ... 134
Figura 4. 24 Diagrama espacio-fase de la etapa 5. ... 135
Figura 4. 25 Línea 0 del archivo de programa etapa 5 ... 137
Figura 4. 26 Líneas 1 - 6 del archivo de programa etapa 5 ... 138
Figura 4. 27 Líneas 7 - 11 del archivo de programa etapa 5 ... 139
Figura 4. 28 Líneas 12 - 16 del archivo de programa etapa ... 140
Figura 4. 29 Simulación Etapa 3 – estado inicial ... 141
Figura 4. 30 Simulación Etapa 3 – segundo estado ... 142
Figura 4. 31 Simulación Etapa 3 – tercer estado ... 143
Figura 4. 32 Simulación Etapa 3 – cuarto estado ... 144
Figura 4. 33 Simulación Etapa 3 – regreso a estado inicial ... 145
Figura 4. 34 Simulación Etapa 4 – estado inicial ... 145
Figura 4. 35 Simulación Etapa 4 – primer estado ... 146
Figura 4. 36 Simulación Etapa 4 – segundo estado ... 146
Figura 4. 37 Simulación Etapa 4 – regreso a estado inicial ... 147
Figura 4. 38 Simulación Etapa 5 – estado inicial ... 148
Figura 4. 39 Simulación Etapa 5 – primer estado ... 149
Figura 4. 40 Simulación Etapa 5 – segundo estado ... 150
Figura 4. 41 Simulación Etapa 5 – tercer estado ... 151
Figura 4. 42 Simulación Etapa 5 – cuarto estado ... 152
Figura 4. 43 Simulación Etapa 5 – quinto estado ... 153
Figura 4. 44 Simulación Etapa 5 – regreso a estado inicial ... 154
Índice de tablas
Tabla 1. 1 Características comparativas de los sistemas neumático e hidráulico... 34Tabla 1. 2 Características comparativas de los sistemas neumático/hidráulico y eléctrico/electrónico. ... 35
Tabla 1. 3 Código para válvulas neumáticas ... 43
Tabla 1. 4 Velocidades sincrónicas típicas de un circuito de 50 Hz ... 55
Tabla 2. 1 Velocidad/Frecuencia de operación de cada uno de los motores. ... 78
Tabla 3. 1 Equipo a utilizar en cada etapa de la propuesta de solución. ... 81
Tabla 4. 1 Asignación de entradas y salidas por etapa ... 111
Tabla 4. 2 Selección de fuente de frecuencia preseleccionada ... 117
Tabla 5. 1 Costos por etapas... 156
VII PLANTEAMIENTO DEL PROBLEMA
En la actualidad se buscan alternativas para el paletizado de alta velocidad, debido a que las
líneas de producción son cada vez más automatizadas con lo que se produce un mayor
número de bienes, exigiendo que los procesos que integran la línea total del producto
desempeñen su tarea a la misma velocidad o mayor que el proceso de producción para
acortar el tiempo en la línea total del producto, desde su producción, empacado, hasta el
embalado, con la automatización de los procesos cómo medio para lograr lo anterior.
En la mediana empresa de producción de galletas, el proceso de paletizado se lleva a cabo
por medio de personas, por lo que es un proceso que puede mermar la calidad, así como
dañar los productos empacados debido al cansancio y al estrés acumulados durante las
largas jornadas de trabajo generando pérdidas para le empresa, además es un proceso lento,
con lo que causa un efecto de cuello de botella en la línea total del producto, ya que las
cajas se van acumulando en la línea del proceso de paletizado, teniendo que forzar la
reducción de la velocidad en la línea de producción.
La industria de automatización nacional no ofrece sistemas de paletizado de alta velocidad,
por lo cual las industrias nacionales se ven en la necesidad de implementar sistemas de
paletizado desarrollados por la industria de automatización extranjera, lo que conlleva a una
serie de gastos adicionales, por ejemplo, la importación, contratación de operadores,
capacitaciones o actualizaciones y mantenimientos de las empresas extranjeras que los
VIII OBJETIVO GENERAL
Desarrollar una propuesta de automatización que sea una alternativa para paletizado
continuo de alta velocidad mediante el uso de cintas transportadoras, camas de rodillos y
actuadores neumáticos, controladas a través de un Controlador Lógico Programable y
Variadores de Velocidad.
OBJETIVOS PARTICULARES
Integrar de manera eficiente la línea de producción de una mediana empresa de producción de galletas con el proceso de paletizado automático.
Reducir el tiempo en la línea total del producto, es decir, desde la producción hasta el embalado.
Asegurar la calidad del producto.
Reducir las pérdidas ocasionadas por el maltrato de productos en el proceso de paletizado.
JUSTIFICACIÓN
El proceso actual de paletizado en la mediana empresa de producción de galletas es
realizado de forma manual, por lo cual es lento, disminuye la calidad de los productos así
como su presentación, además dando la posibilidad de que se dañen siendo esto una pérdida
para la empresa.
Las soluciones existentes para la automatización de este proceso son costosas ya que son
desarrolladas por firmas de ingeniería extranjera, por la importación, el mantenimiento,
IX En base a lo anterior surge la propuesta de desarrollo de la automatización del proceso de
paletizado continuo de alta velocidad con ingeniería nacional, para hacer menos costosa su
adquisición por las empresas, además, de hacer que este sea eficiente, asegurando la calidad
de los productos, disminuyendo las pérdidas por daños, además de lograr la correcta
integración de los mismos a la línea de paletizado, evitando los efectos de cuello de botella,
con lo que se reduce el tiempo en la línea total del producto.
Sin el desarrollo de este trabajo no se tendría una alternativa para solventar la problemática
existente dentro del área de paletizado de la mediana empresa productora de galletas, para
la cual se está desarrollando esta propuesta.
INTRODUCCIÓN
En el presente trabajo se plantea una propuesta de paletización de alta velocidad para
solventar los problemas o requerimientos actuales, como lo es el tiempo en el que se
desarrollan e integran los procesos de paletización al final de la línea de producción de una
mediana empresa de producción de galletas.
La propuesta se desarrolló por el interés que tiene la empresa por incrementar su
productividad integrando de una manera adecuada la etapa de encajado a la etapa de
paletizado, mediante un sistema de alta velocidad.
Para hacer frente a los problemas mencionados, se desarrolla un análisis basado en; la
comparación de tiempos del proceso actual con el proceso automatizado, la comparación de
la calidad en el proceso de paletizado.
X CAPITULO I. MARCO TEÓRICO, esté capítulo contiene la información general del
proceso de paletizado, las distintas formas en que se puede presentar y las herramientas que
se utilizan para ello. La definición de automatización, sus tipos y las características de cada
uno de ellos, los bloques que la constituyen y la tecnología que se utiliza para desarrollarla
e implementarla en distintos procesos.
CAPITULO II. DESCRIPCIÓN DE LA SITUACIÓN ACTUAL DEL PROCESO Y
DESCRIPCIÓN DE LA SOLUCIÓN, en éste capítulo se describe cómo se llevan a cabo
actualmente todos los procesos de la empresa, haciendo énfasis en el proceso de paletizado.
Se presenta un diagnóstico en el cual se califica la gravedad de los problemas que se
generan por el proceso de paletizado actualmente presente en la empresa. Por último se
describe la solución propuesta para el proceso de paletizado mediante un sistema de alta
velocidad.
CAPITULO III. PLANTEAMIENTO DE LA SOLUCIÓN DE INGENIERÍA, a lo largo
de éste capítulo se muestra el diseño de la máquina propuesta y los diversos componentes
que formarán parte de la misma, en donde se indican sus características, formas de
operación, el montaje y su orientación.
CAPITULO IV. CONFIGURACIÓN DE DISPOSITIVOS Y PROGRAMACIÓN DEL
CONTROLADOR, en este capítulo se presenta el controlador lógico programable a
utilizar, la programación desarrollada para el control del sistema propuesto, así como la
configuración de los variadores de velocidad y las conexiones eléctricas de todo el sistema.
CAPITULO V. COSTO DE LA PROPUESTA, durante este capítulo se muestra una tabla
1
CAPITULO I. MARCO TEÓRICO
A medida que las pequeñas empresas de fabricación que recién inician sus operaciones
crecen y aumentan la producción, inevitablemente buscarán formas de mejorar su
funcionamiento. La mano de obra tiene ventajas de flexibilidad, perspectiva humana y un
costo inicial relativamente bajo. La automatización mecánica también tiene ventajas:
ergonomía, repetitividad y resistencia, por nombrar algunas. Cada empresa debe sopesar las
ventajas y desventajas entre las operaciones manuales y las automáticas.
Muchas industrias principales: minerales, alimentos, productos químicos, alimentos para
mascotas, alimentación, semillas, agricultura y otras, usan cajas como un medio de
almacenamiento y transporte de productos. La mayoría de las operaciones comienzan con
el apilamiento manual de las cajas y, luego, eventualmente terminan con alguna forma de
paletizado automático [1].
En este capítulo se presenta toda la información pertinente a lo que es automatización,
sensores, controladores y actuadores, manipulación de cargas manuales, el proceso de
paletizado, neumática e hidráulica así como sus ventajas, desventajas y aplicaciones. Que
nos servirá como punto de partida para efectuar la propuesta de automatización mencionada
con anterioridad.
1.1 MANIPULACIÓN MANUAL DE CARGAS
Se considera que la manipulación manual de toda carga que pese más de 3 kg puede
entrañar un potencial riesgo dorso-lumbar, si se manipula en condiciones ergonómicas
2 condiciones ambientales desfavorables, con suelos inestables, etc.). Por lo que es necesario
definir algunos aspectos importantes sobre la realización de este trabajo manualmente.
1.1.1 Aspectos fisiológicos
Uno de los principales motivos de que exista un riesgo asociado a la manipulación manual
de cargas es la limitación anatómica y fisiológica que presenta el cuerpo humano para
realizar esta actividad.
Interpretando de forma simplificada la capacidad del cuerpo humano para actuar como
elemento de elevación y transporte se pueden considerar tres sistemas fundamentales:
✓ Estructura portante: huesos, articulaciones, ligamentos.
✓ Sistema motor: músculos, tendones.
✓ Sistemas de control: cerebro y sistema nervioso.
El cuerpo humano es una máquina casi perfecta, pero con limitaciones:
✓ Limitaciones de la Estructura portante: limitaciones anatómicas de
articulación de la columna vertebral por la propia estructura ósea de las vértebras
que limita los movimientos de flexión hacia atrás, los laterales, y los de rotación.
Además debemos tener en cuenta que la presión ejercida sobre la
columna al levantar una carga aumenta considerablemente al separar el objeto
3
✓ Limitaciones del Sistema Motor: limitaciones de la resistencia de los músculos ante
esfuerzos dinámicos bruscos, trabajos estáticos mantenidos o trabajos dinámicos
continuados.
✓ Limitaciones del Sistema de Control: el cerebro humano como
controlador de la actividad muscular durante el manejo manual de cargas no tiene
restricciones para evitar que se superen las limitaciones de los sistemas
anteriores, incluso el carácter de las personas tiende en ocasiones a superarlas.
1.1.2 Efectos dañinos si realizamos operaciones de manipulación de cargas de forma inadecuada
✗ Lesiones dorso lumbares.
✗ Distensión o roturas musculares o de ligamentos.
1.1.3 Tipos de riesgo
✓ Sobreesfuerzos: esfuerzos que sobrepasan la capacidad de funcionamiento normal de
nuestro organismo al manipular cargas de peso/volumen excesivo o de forma incorrecta.
✓ Caída de objetos en manipulación: circunstancia imprevista y no deseada que se origina
al perder la estabilidad de los objetos durante su manipulación.
✓ Fatiga física: situación de desgaste físico ocasionado por esfuerzos realizados durante la
manipulación por reiteración de la operación o por prolongación del tiempo en que se
4
✓ Caídas al mismo o distinto nivel: por dificultades de paso o impedimento de visión,
irregularidades del piso, etc.
✓ Golpes / cortes por objetos o herramientas.
1.1.4 Origen y causa del riesgo
El riesgo de la manipulación manual de carga dependerá de las operaciones y de las
circunstancias en que dichas operaciones se realizan. Estas constituyen los factores de
riesgo.
En la siguiente imagen (Figura 1.1) se muestran algunas características de la carga que
pueden representar un riesgo.
Figura 1. 1 Características de la carga
En la siguiente imagen (Figura 1.2) se muestran algunos esfuerzos físicos necesarios que
5 Figura 1. 2 Esfuerzo físico requerido
En la siguiente figura 1.3 se muestran algunas condiciones del medio de trabajo que pueden
representar un riesgo.
6 En la siguiente figura 1.4 se muestran algunas formas de organización del trabajo que
pueden representar un riesgo.
Figura 1. 4 Organización de la actividad
En la siguiente figura 1.5 se muestran algunos factores individuales del trabajador que
pueden representar un riesgo.
7 Existen otros factores de carácter personal que condicionan las aptitudes para llevar a cabo
trabajos que implican manejo manual de cargas, como puede ser: obesidad, falta de fuerza
física, tabaquismo, factores psicológicos, entre otros.
En resumen:
- La manipulación manual de cargas origina diferentes situaciones de riesgo que debemos
conocer. Muchas de las situaciones de riesgo suelen dar lugar a problemas
generalmente de tipo dorso lumbar.
- Los factores de riesgo van a depender de las operaciones que se realicen y en qué
circunstancias se hacen, englobándolos en cinco grupos diferentes: características de la
carga, esfuerzo físico, características del medio, exigencia de la actividad y factores
individuales.
- Para evitar los efectos debemos de aplicar medidas de control teniendo en cuenta: la
forma en la que vamos a levantar la carga y cómo vamos a realizar el transporte y sujeción
de la misma [2].
En base a todo lo anterior se comprender, que la manipulación manual de cargas puede
provocar consecuencias en la calidad de vida del operador, de tal modo que muchas de las
medianas empresas en crecimiento deben considerar la carga manual como una desventaja
alarmante para su desarrollo, de este modo es viable pensar en un proceso automatizado, el
cual estará enfocado en un sistema de paletizado. Esto nos lleva a conocer el siguiente
concepto para ir creando una visión más amplia de lo que significa esta palabra y su
8 1.2 PALETIZADO
Paletizar consiste en acomodar cajas de productos sobre un soporte de madera (sistema
típico) conocido como pallet o tarima, para facilitar la manipulación y el transporte
contemporáneo de una gran cantidad de artículos sin someterles a manejos excesivos.
Con el transcurso del tiempo, los pallets han sufrido una importante evolución desde su rol
original de simple unidad logística, adaptándose continuamente al mundo de la distribución
moderna. Estética, funcionalidad y dimensiones reducidas de los embalajes son sólo
algunos aspectos que inciden en el desarrollo de los nuevos paletizadores y de sus sistemas
auxiliares.
Al comparar un paletizador actual con uno de sólo 10 años atrás resultan evidentes las
diferencias de relevancia que de un modo u otro reflejan el cambio que han sufrido también
las costumbres de los consumidores al momento de realizar sus compras, lo que ha
determinado a su vez una revolución en la organización de los puntos de venta de los
diversos distribuidores.
Asimismo, la macro tendencia del respeto del ambiente parece indicar cómo el peso y la
cantidad de los materiales de embalaje estén destinados a reducirse en el futuro, a favor
incluso de un interesante ahorro en términos económicos para los operadores del sector de
embalajes. Es así que nos enfrentaremos al problema de la fragilidad y la inestabilidad de
los contenedores primarios en primer lugar, y de ciertos tipos de embalajes múltiples, que
9 No olvidemos además que algunos protagonistas del mundo de la distribución como los
supermercados y los mayoristas, entre otros, suelen exponer los productos directamente
dispuestos sobre pallets en sus almacenes, lo que conlleva la necesidad de una estética
determinada, en especial en lo que se refiere a la orientación de las presentaciones frontales
de los productos en los laterales de cada pallet.
Los paletizadores actuales contemplan todos estos aspectos, son capaces de tratar mejor los
productos difíciles y garantizan una gran flexibilidad operativa en términos del formato de
paletización y de cambio de formato. Hoy más que nunca, los puntos finales de las líneas y
los paletizadores deben considerarse instrumentos estratégicos capaces de garantizar a las
empresas la posibilidad de manipular los productos que el mercado exigirá en el futuro, y
que en muchos casos demanda ya. Lo que nos lleva a conocer las diferentes tecnologías que
se han desarrollado a lo largo de la historia y como ya se mencionó a la demanda del
mercado.
1.2.1 Las fases del proceso de paletización
El proceso de paletización consta de varias fases, cada una de las cuales resulta
indispensable para obtener un pallet en el que el producto se disponga de modo tal de
responder a las exigencias relativas a:
• Dosificación del producto.
• Rotación del producto.
• Formación del estrato.
10
• Recolección y el depósito.
Dosificación de los paquetes
El objetivo de la dosificación consiste en distanciar y contar los productos a paletizar
(cajas, fardos, artículos sueltos, etc.). Los productos destinados a la paletización se
trasladan desde una zona de acumulación hasta el paletizador a través de un sistema de
cintas transportadoras que permite distanciar convenientemente un producto de otro y
facilitar así su posterior recuento. Los productos pueden gestionarse individualmente (un
producto por vez) o en lotes: esta última solución contribuye a un significativo incremento
de la productividad y a una reducción de la velocidad de avance del producto. Su
desventaja: trabajar con filas de productos no permite garantizar una disposición específica
de cada artículo.
Rotación de paquetes
La fase de rotación de los paquetes permite disponer los productos según la configuración
necesaria. Las exigencias básicas que determinan la necesidad de rotar los productos son:
• Optimización de la estabilidad.
• Optimización del número de productos por estrato.
• Optimización de la visualización de los embalajes (visibilidad del nombre del producto en
el pallet), particularmente importante cuando el mismo pallet es el medio expositor del
producto (supermercados “descuentos altos”). El mecanismo más simple que permite rotar
11 altamente funcional cuando las velocidades no son excesivamente elevadas y los productos
no son frágiles.
En las aplicaciones con altas velocidades y productos frágiles, la fase de rotación requerirá
soluciones tecnológicas superiores. La elección de uno u otro sistema, o incluso de una
solución combinada, dependerá de las variables en juego durante el proyecto y/o de las
solicitudes particulares de cada cliente. Los sistemas de rotación más empleados son:
Rotación inferior para entrada de rodillos
o Contra-placa con revestimiento de goma y sistema amortiguador neumático para
absorción de impactos.
o Acelerador rotativo estándar (útil para paquetes de grandes dimensiones).
Rotación inferior para entrada de cinta
o "Dedo" con revestimiento de goma y sistema amortiguador neumático para absorción
de impactos.
o Guía de alineación para completar la rotación y mantener el paquete en su posición
correcta.
Formación del estrato
Tras orientar los paquetes o los lotes en función de la configuración de paletización
adoptada, deben alinearse y predisponerse para formar el estrato.
La formación del estrato puede realizarse:
• En línea.
12 En virtud de sus características técnico-constructivas, los sistemas en línea se adoptan
mayormente cuando se requieren altas velocidades de proceso, mientras que los sistemas a
90º resultan adecuados en los casos de velocidades medio-bajas.
Formación del estrato con sistema de rodillos
El sistema más tradicional consiste en utilizar separadores (o divisores) contra los que el
producto se detiene posicionándose en función de la configuración seleccionada.
Accionados por cilindros neumáticos, estos divisores suben desde la parte inferior del
mecanismo de rodillos sobre los que deslizan los productos. A menor diámetro de los
rodillos, mayor es el número de separadores que podrán instalarse, y mayor será la
posibilidad de posicionar el producto correctamente.
Al incrementarse las configuraciones de paletización y/o ante configuraciones de gran
complejidad, el aumento del número de separadores necesarios (y por consiguiente de los
espacios necesarios para su subida) redunda en una mayor dimensión total del estrato no
compactado aún.
Este estrato no compactado puede descomponerse durante la transferencia, requiriéndose
entonces una corrección manual externa.
La adopción de configuraciones de paletización no previstas durante la fase de proyecto
frecuentemente requiere nuevos componentes mecánicos y la presencia de un técnico
13 Cualquiera sea el caso, este tipo de paletizadores con separadores sigue cumpliendo un rol
importante cuando no se requieren altas velocidades ni un gran número de configuraciones,
resultando una solución económica y eficaz.
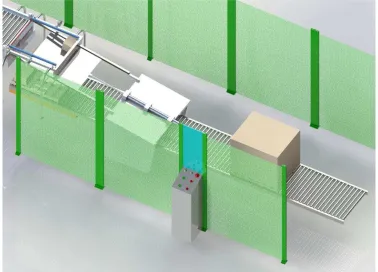
Formación del estrato sobre cinta paso
El uso de una cinta paso-paso sin separadores es una solución reciente, altamente eficaz
cuando aumentan las exigencias de prestación debido al número de las configuraciones de
paletización y a la velocidad del proceso. Un sistema de cintas accionadas por motores sin
escobillas permite alinear los productos para formar un estrato sin necesidad de utilizar
separadores (basta el simple movimiento de las cintas para obtener el resultado buscado).
Esta solución permite eliminar los impactos entre los productos y entre éstos y los
separadores.
Además, basta adaptar una serie de parámetros para poder definir una nueva configuración
de paletización sin necesidad de instalar componentes mecánicos y/o eléctricos adicionales.
Ventajas adicionales de este sistema:
• Fácil y mínimo mantenimiento.
• Consumo neumático reducido (los separadores implican un consumo mayor debido a los
cilindros).
• Creación de nuevas configuraciones de paletización sin necesidad de instalar
componentes adicionales.
14
Compactación, recogida y/o depósito de estratos
El estrato apenas formado debe compactarse antes de ser recogido y depositado sobre el
pallet. Las características de esta operación varían en función del paletizador utilizado.
Paletizadores tradicionales
En el caso de los paletizadores tradicionales, el sistema de compactación está constituido
por 3 perfiles con accionamiento individual a motor que garantizan una gran flexibilidad
del proceso cuando se emplean pallets de dimensiones diferentes, sin que se requieran así
regulaciones manuales [3].
Los transportadores son indispensables en los procesos de paletizado razón por la cual a
continuación se presenta lo que es un transportador y los tipos de transportadores que
existen.
1.2.2 Transportadores
Los transportadores son máquinas de diseño en horizontal, en vertical o en pendiente
que se usan para el transporte continuado de materiales en una trayectoria determinada,
hasta el punto final o de descarga. Se componen de una cinta de superficie que circula
en unos rodillos y poleas, por un motor de propulsión, y todo ello dispuesto en una
estructura o soporte.
Hay transportadoras que son accionadas por gravedad, y otras por fuerza motriz como
los transportadores de banda, tablillas, arrastre, neumáticos, vibratorios, rodillos,
15 Los transportadores de arrastre y los elevadores de cubos se emplean para transportar
materiales en dirección vertical o para transportar formando un ángulo grande con
respecto a la horizontal, este tipo de transportadores realizan una transportación
continua en las cuales el desplazamiento se lo realiza para cargas en polvo, en granos y
en pedazos pequeños. Este tipo de transportadores no es apto por la razón de que el
ángulo que necesitamos con respecto a la horizontal es pequeño y la carga a transportar
son pedazos grandes.
En el caso del transportador de tornillo se emplea para el transporte de materiales
movedizos, así como materiales húmedos en dirección horizontal y la vía de
transportación es cerrada. Por este motivo este tipo de transportador no reúne los requisitos
ya que este no transporta pedazos grandes y se necesita una vía de transporte abierta en
caso de cualquier eventualidad.
Los transportadores vibratorios pertenecen a la clase de transportadores movedizos, la
carga se desplaza mediante las oscilaciones del elemento portador de carga este
desplazamiento inclinado únicamente se lo realiza bajo un ángulo en dirección de las
oscilaciones, las cargas que se transportan son de polvo, tóxicos, químicamente
agresivas, calientes. En razón esta transportadora no cuenta con la capacidad de
transportar pedazos grandes porque el dimensionamiento de estos transportadores son muy
pequeños para el transporte de las pacas de papel, este tipo de transportador no realiza la
elevación de cargas por tramos inclinados por lo que solo realiza el transporte por
16 El transportador neumático se utiliza para el transporte de materiales movedizos, el
traslado de las partículas de material se efectúa mediante una corriente de aire, este tipo
de transportador se lo utiliza en las empresas de construcción como para el transporte de
cemento.
Transportadores de rodillo
Los transportadores de rodillo Figura 1.6 (caminos de rodillos), se emplean para
transportar diversas cargas envasadas y por piezas, es decir, conjuntos y piezas de las
máquinas y mecanismos, moldes de fundición, cajas, vigas laminadas, maderas, tubos,
planchas metálicas, cargas a granel en envases de saco, etc. Los transportadores de este
tipo se emplean ampliamente en los talleres de preparación y mecánicos de las fábricas
de construcción de maquinaria, en los talleres de laminado de las fábricas metalúrgicas,
en las empresas de industria ligera, alimentaría, en los almacenes de transporte y de
mercancía.
Figura 1. 6 Los transportadores de rodillo
Los transportadores de rodillo por sus particularidades constructivas se dividen en dos
17 los cuales el movimiento de la carga se produce bajo la acción del propio peso, como
consecuencia de una pequeña inclinación de la superficie del transportador hacia el lado
del movimiento; b) transportadores de transmisión, en los cuales los rodillos rotan
directamente desde un motor eléctrico o a través de transmisiones dentadas, por cadena, por
bandas y por cables desde una transmisión general.
Datos económicos
Los transportadores de rodillos sin transmisión son las máquinas de transporte continuo
más baratas. Los gastos de trabajo en la fabricación del conjunto masivo del
transportador de rodillo en la producción en cadena no son muy grandes, y los trabajos en
el ensamblaje del transportador no son complejos y son poco considerables
atendiendo al volumen.
Los transportadores de rodillos con transmisión, por sus índices de costo, se aproximan
a los transportadores de banda en cuanto a su construcción y, a veces, son superiores a
éstos; sin embargo, en cuanto a los consumos de explotación tienen una ventaja
evidente, ya que cualquier órgano de tracción del transportador de rodillo, incluyendo el
órgano en forma de la banda encauchada, sirve más tiempo que en el transportador de
banda [4].
Con anterioridad se hizo mención de automatización, tema que en este punto es importante
retomar y definir después de haber comprendido lo que es un sistema de paletizado, para
18 1.3 AUTOMATIZACIÓN
En la concepción del progreso dominante en nuestra sociedad, la automatización se
presenta como uno de sus principios fundamentales. De este modo, automatizar no es
solamente un medio de aumentar la productividad y el control sobre la fuerza de trabajo,
sino también una manera de extender la ideología del progreso tecnológico como si se trata
de una ineludible necesidad histórica. Con ello, la automatización se ha asumido como
algo natural e inevitable, como si fuera hecho natural e incluso racional, en consonancia
con la idea de la evolución darwinista [5].
La automatización de los procesos industriales constituye uno de los objetivos más
importantes de las empresas en la siempre incesante tarea de la búsqueda de la
competitividad en un entorno cambiante y agresivo. La automatización de un proceso
industrial, (máquina, conjunto o equipo industrial) consiste en la incorporación al mismo,
de un conjunto de elementos y dispositivos tecnológicos que aseguren su control y buen
comportamiento. Dicho automatismo, en general ha de ser capaz de reaccionar frente a las
situaciones previstas de antemano y además frente a imponderables, tener como objetivo
situar al proceso y a los recursos humanos que lo asisten en la situación más favorable.
Históricamente, los objetivos de la automatización han sido el procurar la reducción de
costes de fabricación, una calidad constante en los medios de producción, y liberar al ser
humano de las tareas tediosas, peligrosas e insalubres.
Desde los años 60 debido a la alta competitividad empresarial y a la internacionalización
creciente de los mercados, estos objetivos han sido ampliamente incrementados. Téngase
19 grandes y rápidos procesos de cambio en búsqueda de su adecuación a las demandas de
mercado, neutralización de los avances de su competencia, o simplemente como maniobra
de cambio de estrategia al verse acortado el ciclo de vida de alguno de sus productos. Ello
obliga a mantener, medios de producción adecuados que posean una gran flexibilidad y
puedan modificar oportunamente la estrategia de producción.
La aparición de la microelectrónica y el computador, ha tenido como consecuencia el que
sea posible un mayor nivel de integración entre el sistema productivo y los centros de
decisión de política empresarial.
La tecnología de la automatización se centra en el conocimiento de los dispositivos
tecnológicos utilizados en la implementación de los automatismos, tales como
transductores, pre-accionadores, dispositivos funcionales de aplicación específica
(temporizadores, contadores, módulos secuenciadores etc.) y los dispositivos lógicos de
control (autómatas programables industriales).
Por otra parte el diseñador y el equipo de mantenimiento de los procesos automatizados,
deben contar con una serie de procedimientos metodológicos que le permitan abordar de
una manera sistematizada y potente el estudio preliminar, diseño análisis y mantenimiento
de estos sistemas automatizados [5].
Hay tres clases amplias de automatización industrial: automatización fija, automatización
programable y automatización flexible. La automatización fija se utiliza cuando el volumen
de producción es muy alto, y por tanto es adecuada para diseñar equipos especializados
para procesar el producto (o un componente de producto) con alto rendimiento y con
20 concentrarse en la industria del automóvil, en donde las líneas de transferencia muy
integradas constituidas por varias decenas de estaciones de trabajo se utilizan para
operaciones de mecanizado en componentes de motores y transmisiones.
La automatización programable se emplea cuando el volumen de producción es
relativamente bajo y hay una diversidad de producción a obtener. En éste caso el equipo de
producción está diseñado para ser adaptable a variaciones en la configuración del producto.
Ésta característica de adaptabilidad se realiza haciendo funcionar el equipo bajo el control
de un programa de instrucciones que se preparó especialmente para el producto dado. El
programa se introduce por lectura en el equipo de producción y éste último realiza la
secuencia particular de operaciones de procesamiento (o montaje) para obtener el producto.
Gracias a la característica de programación y a la adaptabilidad resultante del equipo,
muchos productos diferentes y únicos en su género pueden obtenerse económicamente en
pequeños lotes.
Existe una tercera categoría entre automatización fija y automatización programable que se
denomina automatización flexible. La experiencia adquirida hasta ahora con éste tipo de
automatización indica que es más adecuada para el rango de producción de volumen medio.
21 Figura 1. 7 Relación de la automatización fija, automatización programable y
automatización flexible como una función del volumen de producción y de la diversidad el producto.
Los sistemas automatizados flexibles suelen estar constituidos por una serie de estaciones
de trabajo que están interconectadas por un sistema de almacenamiento y manipulación de
materiales.
Una de las características que distingue a la automatización programable de la
automatización flexible es que con la automatización programable los productos se
obtienen en lotes. Con la automatización flexible, diferentes productos pueden obtenerse al
mismo tiempo en el mismo sistema de fabricación. Esto significa que pueden obtenerse
productos en un sistema flexible en lotes si ello fuera deseable, o varios estilos de productos
diferentes pueden mezclarse en el sistema [6].
Dentro de un sistema automatizado se requiere la intervención de instrumentos (sensores,
22 cabo todo un proceso automático, así como la necesidad de comprender conceptos básicos
de neumática, hidráulica, etc. para poder comprender con mayor facilidad el proceso de
automatización.
1.3.1 El autómata programable o Controlador Lógico Programable (PLC)
Desde el punto de vista de su papel dentro del sistema de control, se ha dicho que el
autómata programable es la unidad de control, incluyendo total o parcialmente las
interfaces con las señales de proceso. Por otro lado, se trata de un sistema con un hardware
estándar, con capacidad de conexión directa a las señales de campo (niveles de tensión y
corriente industriales, transductores y periféricos electrónicos) y programable por el
usuario.
Al conjunto de señales de consigna y de retroalimentación que entran en el autómata se les
denomina genéricamente entradas y al conjunto de señales de control obtenidas salidas,
pudiendo ser ambas analógicas o digitales.
El concepto de hardware estándar que venimos indicando para el autómata se complementa
con el de modularidad, entendiendo como tal el hecho de que este hardware está
fragmentado en partes interconectables que permiten configurar un sistema a la medida de
las necesidades.
Así pues, encontramos autómatas compactos que incluyen una unidad de control y un
mínimo de entradas y salidas y luego tienen previstas una serie de unidades de expansión
23 se dispone de autómatas montados en rack con posibilidad hasta unas 2000 entradas/salidas
controladas por una única unidad central (CPU).
Existe también la posibilidad, en autómatas grandes, de elección entre varios tipos de CPU,
adaptados a la tarea que deba realizarse o incluso de múltiples CPU trabajando en paralelo
en tareas distintas.
Así, las posibilidades de elección, tanto en capacidad de proceso como en número de
entradas/salidas, son muy amplias y esto permite afirmar que se dispone siempre de un
hardware estándar adaptado a cualquier necesidad.
Esta adaptabilidad ha progresado últimamente hacia el concepto de inteligencia distribuida,
gracias a las comunicaciones entre autómatas y a las redes autómata-ordenador. Esta
técnica sustituye al gran autómata, con muchas entradas/salidas controladas por una única
CPU, por varios autómatas, con un número menor de E/S, conectados en red y controlando
cada punto o sección de una planta bajo el control de una CPU central [7].
Clasificación del PLC
Compactos
Es decir, en un solo bloque se encuentran la CPU, la fuente de alimentación, la
sección de entradas y salidas, y el puerto de comunicación, este tipo de PLC se
utiliza cuando nuestro proceso a controlar no es demasiado complejo y no
requerimos de un gran número de entradas y/o salidas ó de algún módulo especial.
24
Estructura Americana.- En la cual se separan los módulos de entrada/salida del resto del PLC.
Estructura Europea.- Cada módulo realiza una función específica; es decir, un módulo es el CPU, otro la fuente de alimentación, etc.
En ambos casos, tenemos la posibilidad de fijar los distintos módulos (Estructura Modular) o el PLC (Estructura Compacta) en rieles
normalizados.
En las figuras 1.8 y 1.9 se muestra la estructura del PLC Compacto y Modular
respectivamente.
25 1. Rack.
2. Barra de compensación de potencial.
3. Tarjetas de entradas y salidas.
4. Tarjetas de comunicación.
5. C.P.U.
6. Tarjeta de memoria.
7. Tarjeta de fuente de alimentación.
Figura 1. 9 Estructura del PLC modular
Aplicaciones
Donde instalar un PLC:
Actuadores distintos en un mismo proceso industrial.
Verificación de las distintas partes del proceso de forma centralizada.
Cuando el lugar donde se tiene que instalar el sistema de control dentro de la planta es reducido.
Procesos secuenciales.
Criterios para la selección del PLC
Capacidad de entradas y salidas.
Módulos funcionales (análogos, digitales, comunicación).
26 Cantidad de contadores, temporizadores, banderas y registros.
Lenguajes de programación.
Capacidad de realizar conexión en red de varios PLC.
Respaldo de la compañía fabricante del PLC, servicio y repuestos. Compatibilidad con equipos de otras gamas.
Ventajas y desventajas del PLC
Ventajas:
Control más preciso.
Mayor rapidez de respuesta.
Flexibilidad Control de procesos.
Seguridad en el proceso.
Mejor monitoreo del funcionamiento.
Menor mantenimiento.
Detección rápida de averías.
Posibilidad de modificaciones sin elevar costos.
Menor costo de instalación, operación y mantenimiento.
Posibilidad de gobernar varios actuadores con el mismo autómata. Desventajas:
Mano de obra especializada.
Centraliza el proceso.
Condiciones ambientales apropiadas.
27 1.3.2 Sistemas electro hidráulicos de control de movimiento
En sistemas hidráulicos, el medio de transmisión de potencia es un fluido hidráulico
presurizado. Si el control del flujo del fluido presurizado se hace por medios eléctricos,
entonces de denomina sistemas electrohidráulicos (EH). Si el control del fluido se hace por
una combinación de mecanismos mecánicos e hidráulicos, entonces se denominan sistemas
hidromecánicos.
Las aplicaciones de sistemas de control de movimiento hidráulico incluyen:
1. Equipo móvil como equipo de construcción que genera su potencia de un motor de
combustión interna y suministra potencia a herramientas de trabajo, por medio de
fluido hidráulico presurizado empleando una bomba, válvula y componentes del
cilindro/motor.
2. Aplicaciones de automatización en fábricas industriales:
a) Prensas (prensas punzonadoras, prensas de transferencia)
b) Máquinas de moldeo por inyección.
c) Accionamiento de control del espesor de láminas metálicas en fábricas
siderúrgicas [8].
Gracias a los sistemas electro hidráulicos, podemos mover cargas muy pesadas sin la
necesidad de la intervención humana, también encontramos otro tipo de transportes de
carga que nos permiten el traslado de cargas hacia otra zona y/o área donde se requiera
28 1.3.3 Neumática e hidráulica
Los sistemas de movimiento y control basados en fluidos pueden ser neumáticos,
hidráulicos, eléctricos y mecánicos.
Neumática
La palabra neumática se refiere al estudio del movimiento del aire y así en sus
comienzos el hombre utilizó el viento en la navegación y en el uso de los molinos
para moler grano y bombear agua. En 1868 George Westinghouse fabricó un freno de
aire que revolucionó la seguridad en el transporte ferroviario. Es a partir de 1950 que
la neumática se desarrolla ampliamente en la industria con el desarrollo paralelo de
los sensores.
Los sistemas de aire comprimido proporcionan un movimiento controlado con el empleo de
cilindros y motores neumáticos y se aplican en herramientas, válvulas de control y
posicionadores, martillos neumáticos, pistolas para pintar, motores neumáticos, sistemas de
empaquetado, elevadores, herramientas de impacto, prensas neumáticas, robots industriales,
vibradores, frenos neumáticos, etc.
Las ventajas que presenta el uso de la neumática son el bajo coste de sus componentes, su
facilidad de diseño e implementación y el bajo par o la fuerza escasa que puede desarrollar
a las bajas presiones con que trabaja (típico 6 bar) lo que constituye un factor de seguridad.
Otras características favorables son el riesgo nulo de explosión, su conversión fácil al
movimiento giratorio así como al lineal, la posibilidad de transmitir energía a grandes
29 Entre las desventajas figura la imposibilidad de obtener velocidades estables debido a la
compresibilidad del aire, los altos costes de la energía neumática y las posibles fugas que
reducen el rendimiento.
La neumática precisa de una estación de generación y preparación del aire comprimido
formada por un compresor de aire, un depósito, un sistema de preparación del aire (filtro,
lubricador y regulador de presión), una red de tuberías para llegar al utilizador y un
conjunto de preparación del aire para cada dispositivo neumático individual (Figura 1.10).
Los sistemas neumáticos se complementan con los eléctricos y electrónicos lo que les
permite obtener un alto grado de sofisticación y flexibilidad. Utilizan válvulas solenoide,
señales de realimentación de interruptores magnéticos, sensores e interruptores eléctricos
de final de carrera. El PLC (controlador lógico programable) les permite programar la
lógica de funcionamiento de un cilindro o de un conjunto de cilindros realizando una tarea
específica.
30 Una herramienta eficaz para programar circuitos electro-neumáticos es el método “paso a
paso”, para el cual es preciso desarrollar diagramas de espacio-fase con los que se obtienen
los permisivos de cada paso para realizar determinada secuencia. A continuación se
presenta dicho método, así como los diagramas de espacio-fase o diagramas de
movimientos.
Diagramas de movimientos
Es un diagrama donde se muestra cada una de las fases de trabajo para los circuitos
secuenciales para ciclos programados, estas y otras particularidades del esquema deben
quedar claras en el diagrama para analizar los movimientos, las posiciones de cada cilindro
en un determinado momento y los tiempos empleados en los distintos recorridos. En la
siguiente imagen (Figura1.11), se muestra un ejemplo de un diagrama espacio fase. [9]
31 Método paso a paso
El método paso a paso, recibe este nombre porque una etapa es activada por la anterior y
desactivada por la siguiente. Se establece la secuencia o sucesión de movimientos a
realizar. Por ejemplo:
En la primera etapa un cilindro “A” se expulsa, en la segunda etapa un cilindro “B”
se expulsa y se contrae el cilindro “A”, en la tercera etapa el cilindro “B” es
retraído, en la cuarta etapa un cilindro “C” se expande, en la quinta etapa el cilindro
“A” y “B” vuelven a ser expulsados, en la sexta etapa el cilindro “A” es contraído y
en la última etapa el cilindro “B” y “C” son retraídos, como se observa a
continuación:
(A+, B+ A-, B- , C+, A+ B+, A-, B- C-)
Se divide la secuencia de movimientos en etapas, de tal modo, que en las etapas no haya
ninguna letra repetida y que el número de etapas sea el menor posible; cada etapa es
activada por la etapa anterior (último final de carrera de la etapa anterior) [10].
En determinadas aplicaciones, tales como en movimientos de aproximación rápido y
avance lento, típicos de las fresadoras y rectificadoras, en la sujeción de piezas utilizada en
los cortes a alta velocidad sobre materiales duros y en la automatización de procesos de
producción, se combinan la neumática y la hidráulica en un circuito oleo neumático,
32
Hidráulica
La hidráulica utiliza básicamente los fluidos hidráulicos como medios de presión para
mover los pistones de los cilindros. En la Figura 1.12 se representa el movimiento típico de
un pistón dentro del cilindro gracias a la energía proporcionada por un sistema hidráulico
formado por una bomba, un depósito y un conjunto de tuberías que llevan el fluido a
presión hasta los puntos de utilización. Dentro de estos sistemas se encuentran los motores
hidráulicos con velocidades que abarcan desde 0,5 rpm hasta 10.000 rpm y el par que
proporcionan va desde 1 Nm (baja velocidad) hasta 20.000 Nm (alta velocidad).
Figura 1. 12 Circuito típico de un pistón dentro del cilindro en un sistema hidráulico
Los sistemas hidráulicos se aplican típicamente en dispositivos móviles tales como
maquinaria de construcción, excavadoras, plataformas elevadoras, aparatos de elevación y
transporte, maquinaria para agricultura y simuladores de vuelo.
Sus aplicaciones en dispositivos fijos abarcan la fabricación y montaje de máquinas de todo
tipo, líneas transfer, aparatos de elevación y transporte, prensas, máquinas de inyección y
33 Tienen las siguientes ventajas:
Gran potencia transmitida con pequeños componentes, posicionamiento preciso, arranque
con cargas pesadas, movimientos lineales independientes de la carga ya
que los líquidos son casi incompresibles y pueden emplearse válvulas de control,
operación suave e inversa, buen control y regulación y disipación favorable de calor.
Y entre sus desventajas figuran:
Polución del ambiente con riesgo de incendio y accidentes en el caso de fuga de aceite,
sensibilidad a la suciedad, peligro presente debido a las excesivas presiones, dependencia
de la temperatura por cambios en la viscosidad.
Análogamente a los sistemas neumáticos, los sistemas hidráulicos se complementan con los
eléctricos y electrónicos mediante dispositivos tales como válvulas solenoide, señales de
realimentación de interruptores magnéticos, sensores e interruptores eléctricos de final de
carrera. Es fácil, en particular en sistemas complejos, acoplarles un PLC (controlador
lógico programable) que les permite programar la lógica de funcionamiento de varios
cilindros.
Comparación entre neumática, hidráulica, eléctrica y electrónica
En la tabla 1.1 se muestran las características comparativas entre los sistemas neumático e
34 Tabla 1. 1 Características comparativas de los sistemas neumático e hidráulico.
Neumática Hidráulica
Efecto de las
fugas Solo pérdida de energía Contaminación Influencia del
ambiente
A prueba de explosión. Insensible a la temperatura
Riesgo de incendio en caso de fuga. Sensible a cambios de la temperatura Almacenaje de
energía
Fácil Limitada
Transmisión de energía
Hasta 1.000 m. Caudal v = 20 - 40 m/s. Velocidad de la señal 20 - 40 m/s
Hasta 1.000 m. Caudal v = 2 - 6 m/s. Velocidad de la señal hasta 1.000 m/s
Velocidad de
operación V = 1,5 m/s V = 0,5 m/s
Coste de la alimentación
Muy alto Alto
Movimiento lineal
Simple con cilindros. Fuerzas limitadas. Velocidad dependiente de la carga
Simple con cilindros. Buen control de velocidad. Fuerzas muy grandes
Movimiento giratorio
Simple, ineficiente, alta velocidad Simple, par alto, baja velocidad
Exactitud de posición
1/10 mm posible sin carga Puede conseguirse 1 mm
Estabilidad Baja, el aire es compresible Alta, ya que el aceite es casi incompresible, además el nivel de presión es más alto que en el neumático.
Fuerzas Protegido contra sobrecargas. Fuerzas limitadas por la presión neumática y el diámetro del cilindro (F = 30 kN a 6 bar)
35 Tabla 1. 2 Características comparativas de los sistemas neumático/hidráulico y
eléctrico/electrónico.
Neumático/Hidráulico Eléctrico/Electrónico Elementos de trabajo Cilindros, Motores,
Componentes
Motores eléctricos, Válvulas de solenoide, Motores lineales
Elementos de control Válvulas distribuidoras direccionales
Contactores de potencia, Transistores, Tiristores Elementos de proceso Válvulas distribuidoras
direccionales, Válvulas de aislamiento, Válvulas de presión
Contactores, Relés, Módulos electrónicos
Elementos de entrada Interruptores, Pulsadores, Interruptores final de carrera, Módulos programadores, Sensores
Interruptores, Pulsadores, Interruptores final de carrera, Módulos programadores, Sensores, Indicadores/generadores
Al tener conocimiento de los conceptos de neumática e hidráulica, es de mucha importancia
comprender dichos conceptos ya que son una herramienta base para comprender lo
siguiente.
Cilindros neumáticos
Los cilindros son componentes neumáticos que mediante el uso del aire comprimido,
generan un movimiento rectilíneo de avance y retroceso de un mecanismo. Son los
elementos de trabajo de más frecuente uso en neumática, muy por encima de los
accionadores rotativos, motores, pinzas y otros. Aunque existe en el mercado una gran
variedad de tipos, algunas veces fuman parte de un bloque mecánico y es preciso
fabricarlos como parte integrante del mismo.
Con la utilización del aire comprimido se consiguen en cilindros velocidades de hasta 1,5
36
Cilindros de doble y simple efecto
En la Figura 1.13 se muestra un cilindro de doble efecto con las partes más esenciales.
Figura 1. 13 Cilindro de doble efecto
El funcionamiento del cilindro es el siguiente: para hacer avanzar el vástago, el aire a
presión penetra por el orificio de la cámara trasera, llenándola y haciendo avanzar el
vástago. Para que esto sea posible, el aire de la cámara delantera ha de ser desalojado al
exterior a través del orificio correspondiente. En el retroceso del vástago, se invierte el
proceso haciendo que el aire penetre por el orificio de la tapa delantera, y sea evacuado al
exterior a través del conducto unido a la tapa trasera.
Esencialmente un cilindro neumático se compone de tapa trasera (1), tubo o camisa (3),
pistón (6), vástago (7) y tapa delantera (9). Para conseguir la estanqueidad es preciso que
tanto las tapas, como el pistón y el vástago, posean las correspondientes juntas de cierre.
Así, en las tapas se montan juntas estáticas (2), en el pistón juntas estáticas (4) y dinámica
(5), y en el vástago la dinámica (8). La junta (10) es lo que se denomina anillo rascador, y
tiene por misión limpiar el vástago de impurezas de polvo y suciedad que pueden adherirse
37 Cuando las velocidades de traslación de las masas que accionan los cilindros son elevadas,
conviene amortiguar la velocidad al final de la carrera para evitar choques bruscos, ruido
excesivo, y posible deterioro de algunas partes. La amortiguación se realiza en el mismo
cilindro, cuando se monta uno de ellos especialmente concebido para este efecto, y consiste
fundamentalmente en crear un colchón de aire con escape regulable al final de la carrera.
En la Figura 1.14 se presenta la parte delantera de un cilindro con amortiguación regulable.
Como puede observase, al penetrar el pequeño pistón de frenado (3) en la cámara
correspondiente, queda el aire retenido formando un cojín y es evacuando a la cámara
principal (1) que comunica con el aire exterior a través del tornillo (2) como puede verse.
Esta cámara de frenado existe también en la tapa trasera, con lo cual se amortigua también
el retroceso del vástago hasta su posición final trasera.
La amortiguación al término del recorrido, permite acelerar al máximo los tiempos de
aproximación y frenar gradualmente la carrera final, con lo que se aumenta la frecuencia de
trabajo en el cilindro.