Escuela Superior de Ingenier´ıa Mec´anica y El´ectrica Ingenier´ıa en Control y Automatizaci´on
Unidad Profesional Adolfo L´opez Mateos Zacatenco
Dise˜
no del tablero de control para la manipulaci´
on de
las variables de temperatura y humedad en una
c´
amara de Secado de madera.
T E S I S
QUE PARA OBTENER EL GRADO DE INGENIERO EN CONTROL Y AUTOMATIZACI ´ON
P R E S E N T A
Mendoza V´azquez Francisco Javier
ASESORES: Ing. Edgar Maya P´erez Ing. Luis Godoy Rodr´ıguez
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELECTRICA
UNIDAD PROFESIONAL "ADOLFO LÓPEZ MATEOS"
TEMA DE TESIS
QUE PARA OBTENERELTITlJLO DE INGENIERO EN CONTROL Y AUTOMATIZACION POR LA OPCIÓN DE TITULACIÓN TESIS y EXAMEN ORAL INDIVIDUAL
DEBERA(N) DESARROLLAR C. FRANCISCO JAVIER MENDOZA V ÁZQUEZ
"DISEÑO DEL TABLERO DE CONTROL PARA LA MANIPULACIÓN DE LAS VARIABLES DE TEMPERATURA Y HUMEDAD EN UNA CAMARA DE SECADO DE MADERA"
DISEÑAR UN SISTEMA DE CONTROL AUTOMATIZADO PARA EL GOBIERNO DE UNA ESTUFA SECADORA DE MADERA, LA CUAL EN BASE A UN SISTEMA DE SENSORES, AUTOMATICAMENTE CONTROLES LOS ACTUADORES REQUERIDOS PARA QUE LA MADERA SE ENCUENTRE A CIERTA TEMPERATURA Y HUMEDAD.
>- MARCO TEÓRICO.
> PROCESO DE SECADO DE MADERA.
>- COTIZACIÓN.
> RESULTADOS Y CONCLUSIONES. > BIBLIOGRAFíA
MÉXICO D. F., A 01 DE MARZO DE 2013.
ASESORES
ING. LUIS GODOY RODRÍGUEZ
セ| セセセセセ[[セ セ[O [ N@ [@
セ@ .
セセ@
::6.
H|[セ_BBイォ@
Oc
ォセ\MBM セ
...,'\::::.-',,;,,,
DRA.. BLANCA MARGARITA OCH
Resumen
Con el paso de los a˜nos el proceso de secado de madera ha sufrido diferentes cambios, cambios que han llevado al hombre a satisfacer sus necesidades de producci´on. Gracias a esto cambios el usuario final disfruta de un producto de buena calidad y en un menor tiempo de entrega, as´ı mismo como el productor ha facilitado su trabajo y ha mejorado sus tiempos de entrega en gran cantidad.
Es por ello que esta tesis se encarga de realizar el proceso de secado de madera en horno, bajo las condiciones de un controlador maestro y un esclavo, los cuales dan acciones de control a los dispositivos finales y tambi´en brindan al operario la lectura, modificaci´on, visualizaci´on, de los valores en que se encuentran dichos par´ametros de humedad y tem-peratura dentro del horno.
Principalmente el control de la velocidad del aire, el control de temperatura tanto en bulbo seco como en bulbo h´umedo y el control de humedad relativa dentro del horno. Hacen capaces las funciones de llevar acabo el secado de madera de una forma r´apida y sencilla, bajo las condiciones de seguridad que se requieren. Con la ayuda de los PLC y HMI podemos realizar una arquitectura de control, la cual se encargue de hacer el proceso autom´aticamente, para prevenir la mano del hombre en cada momento de proceso, de esta forma cuidamos la seguridad e integridad de este mismo.
Abstract
Over the years the wood drying process has undergone several changes, changes that have led man to meet their production needs. Because of this changes the end user enjoys a good quality product in less time and delivery itself as the producer has made their work easier and improved delivery times in large numbers.
That is why this thesis is responsible for conducting the process of wood drying kiln, under the terms of a master and a slave controller, which give control actions to the end devices and also provide the operator with the reading, modification, visualization of the values in which these parameters are temperature and humidity within the oven.
Mainly controlling the air velocity, temperature control bulb both dry and wet bulb and controlling relative humidity within the oven. They carry out the functions of wood drying in a fast and simple, under the conditions of security required.
With the help of PLC and HMI can perform a control architecture, which takes charge of the process automatically, to prevent man-in process each time, so take care of the security and integrity of this.
´Indice General
Resumen V
Resumen V
Abstract VII
´Indice de General IX
´Indice de Figuras XIII
´Indice de Tablas XVII
Objetivo XIX
Justificaci´on XXI
Introducci´on XXIII
0.1. Estado del Arte . . . 1
0.2. Planteamiento del Problema . . . 1
1. Marco Te´orico 3 1.1. Tipos de Madera. . . 4
1.1.1. Duras . . . 4
1.1.2. Blandas . . . 4
1.2. Otra clasificaci´on de la madera. . . 5
1.2.1. Maderas resinosas. . . 5
1.2.2. Maderas frondosas. . . 6
1.2.3. Maderas ex´oticas. . . 6
1.3. Usos de la madera. . . 6
1.4. Secado de Madera. . . 7
1.5. Contenido de Humedad en la Madera. . . 7
1.5.1. Rangos de CH en la madera . . . 8
1.6. M´etodos de medici´on de Humedad en Madera. . . 10
1.6.1. Conductividad El´ectrica. . . 10
1.6.2. Constante El´ectrica. . . 10
1.6.3. Higr´ometro. . . 11
1.7. Calculo de la Humedad Relativa. . . 11
1.8. Sensores de Temperatura. . . 12
1.8.1. Term´ometro de vidrio. . . 12
1.8.2. Term´ometro bimet´alico. . . 13
1.8.3. Term´ometro de bulbo y capilar. . . 13
1.8.4. Term´ometros de resistencia. . . 14
1.8.5. Termopares. . . 14
1.8.6. Efecto Seebeck. . . 14
1.8.7. Tipos de Termopares. . . 15
1.8.8. C´odigo de colores. . . 15
1.9. PLC (Controlador L´ogico Programable). . . 16
1.9.1. Principio de funcionamiento. . . 16
1.9.2. Tipos de controladores programables. . . 16
1.9.3. Estructuras de Software PLC. . . 17
1.9.4. Ciclo de programa (Tiempo de ciclo). . . 18
1.10. Interfaz Hombre Maquina (HMI) . . . 22
1.10.1. Tipos de HMI. . . 23
1.10.2. Tareas de un software de supervisi´on y control. . . 24
1.10.3. Tipos de software de supervisi´on y control para PC. . . 25
1.10.4. Paquetes orientados HMI/SCADA. . . 25
1.10.5. Estructura general del software HMI. . . 25
1.10.6. Funciones principales de los bloques. . . 27
1.11. Quemadores de Aire . . . 28
1.11.1. Quemadores Atmosf´ericos. . . 28
1.11.2. Quemadores Mec´anicos. . . 30
1.12. Contactores. . . 32
1.12.2. Constituci´on de los contactores. . . 33
1.12.3. Funcionamiento de los Contactores. . . 34
1.12.4. Simbolog´ıa y referenciado de bornes. . . 35
1.12.5. Elecci´on de un contactor electromagn´etico. . . 36
1.12.6. Aplicaciones . . . 38
1.13. Relevadores Encapsulados. . . 38
1.13.1. Caracter´ısticas T´ecnicas. . . 39
1.14. Interruptores Termomagn´eticos. . . 40
1.14.1. Partes. . . 41
1.14.2. Caracter´ısticas de protecci´on. . . 41
1.15. Rel´es de sobrecarga. . . 43
1.15.1. Tipos de Rel´es de sobrecarga. . . 44
1.15.2. Prueba de funcionamiento TEST. . . 45
1.16. Tableros de distribuci´on. . . 47
1.16.1. Tipos de tableros. . . 47
1.17. Se˜nalizaci´on. . . 49
1.18. Botoner´ıa. . . 51
2. Proceso de Secado de Madera 55 2.1. Secado Natural. . . 56
2.2. Secado Artificial. . . 57
2.3. Automatizaci´on de un horno de secado de madera. . . 58
2.3.1. Elementos F´ısicos. . . 60
2.3.2. Condiciones y Propuestas. . . 62
2.3.3. Integraci´on de la Automatizaci´on. . . 63
2.3.4. Elecci´on de dispositivos de control, fuerza y HMI. . . 66
2.4. Conductores. . . 88
2.5. Integraci´on del equipo de control. . . 90
2.6. Programaci´on del PLC. . . 97
2.7. Programaci´on de HMI . . . 103
2.8. Condiciones para el dise˜no del HMI . . . 107
2.9. Dise˜no de Paneles Gr´aficos . . . 108
2.10. Comunicaci´on de HMI-PLC . . . 117
3. Cotizaci´on 127
3.1. Cotizaci´on Unitaria. . . 127
3.2. Cotizaci´on con margen de contribuci´on. . . 129
3.3. Cotizaci´on final. . . 131
4. Resultados y conclusiones 133 5. Bibliograf´ıa 135 Anexos 136 A. Anexos 137 A.1. Plano Arquitect´onico. . . 137
A.2. Ubicaci´on del sistema. . . 139
A.3. Tablero de control exterior. . . 141
A.4. Tablero de control interior. . . 143
A.5. Comunicaci´on MODBUS, HMI−PLC. . . 145
A.6. Distribuci´on de fases. . . 147
A.7. Distribuci´on en clemas. . . 149
A.8. Distribuci´on a contactores. . . 151
A.9. C´odigo de colores. . . 153
´Indice de Figuras
1.1. Madera en el hogar. . . 6
1.2. Higr´ometro por conductividad electrica. . . 10
1.3. Higr´ometro por constante el´ectrica. . . 11
1.4. Higr´ometro con bulbo h´umedo (BH) y Bulbo Seco (BS). . . 12
1.5. Partes de un Term´ometro Bimet´alico. . . 13
1.6. FEM vs Temperatura. . . 15
1.7. PLC Allen Bradley. . . 17
1.8. Ciclo del programa en el PLC. . . 19
1.9. Ciclo del programa en el PLC. . . 20
1.10. Entradas y salidas en ejecuci´on del programa. . . 20
1.11. Lectura de entradas. . . 21
1.12. Programaci´on en escalera. . . 22
1.13. Programaci´on en Bloques de funciones. . . 22
1.14. HMI. . . 23
1.15. Esquema de un HMI. . . 24
1.16. Estructura de un HMI. . . 26
1.17. Quemador de Aire. . . 28
1.18. Quemador Atmosferico. . . 29
1.19. Quemador Mec´anico de Gas´oleo. . . 31
1.20. Quemador Mec´anico Poli combustible modulante. . . 32
1.21. Contactor A40 ABB. . . 33
1.22. Contactores ABB. . . 34
1.23. Accesorios para contactores ABB. . . 36
1.24. Rel´e de 1 circuito y de 2 circuitos. . . 38
1.25. Partes internas de un relevador. . . 39
1.26. Relevador encapsulado. . . 40
1.27. Curva de disparo. . . 41
1.28. Partes de un Interruptor termomagn´etico. . . 41
1.29. Interruptor termomagn´etico ABB. . . 42
1.30. Rel´e de sobrecarga ABB. . . 44
1.31. Rel´e de sobrecarga TEST ABB. . . 46
1.32. Tablero de distribuci´on ABB. . . 48
1.33. Platina de montaje y conexi´on. . . 48
1.34. Tablero armado. . . 49
1.35. Se˜nalizaci´on ABB. . . 50
1.36. Alarma Sonora (BUZZER). . . 51
1.37. Botones pulsadores y pulsadores dobles. . . 51
1.38. Botones pulsadores de Seta. . . 51
1.39. Pulsadores de parada de emergencia. . . 52
1.40. Selectores. . . 52
1.41. Selectores accionados por llave. . . 52
1.42. Piloto y zumbador. . . 52
1.43. Botoneras. . . 53
1.44. Accesorios y montaje. . . 53
2.1. Madera reci´en talada. . . 55
2.2. Madera apilada para secado natural. . . 56
2.3. Tablero de control. . . 91
2.4. Instalaci´on y conexi´on del equipo sobre la platina. . . 92
2.5. Interruptor principal. . . 93
2.6. Interruptor termomagn´etico y fuente de corriente directa. . . 93
2.7. Cableado del PLC en entradas y salidas. . . 94
2.8. Extensi´on de entradas anal´ogicas cableada. . . 95
2.9. Conexi´on de contactores de inversion de giro con bloqueo mec´anico. . . 95
2.10. Clemas para la distribuci´on de se˜nales. . . 96
2.11. Elementos de mando. . . 97
2.12. Twido Soft V3.5. . . 97
2.13. Nuevo proyecto. . . 98
2.15. Cambio de controlador. . . 99
2.16. Referencia de controlador. . . 99
2.17. Agregar modulo. . . 100
2.18. Asignaci´on de entradas. . . 101
2.19. Asignaci´on de entradas. . . 101
2.20. Asignaci´on de entradas anal´ogicas. . . 102
2.21. Asignaci´on a unidades de memoria. . . 102
2.22. Configuraci´on de modulo. . . 103
2.23. Vijeo Designer Soft. . . 104
2.24. Crear nuevo proyecto. . . 104
2.25. Asignar destino y contrase˜na. . . 105
2.26. Modelo de HMI. . . 106
2.27. Area de trabajo para comenzar a dise˜nar. . . 106
2.28. Panel gr´afico. . . 107
2.29. Panel gr´afico de inicio. . . 108
2.30. Panel gr´afico de menu. . . 109
2.31. Icono de preselecci´on. . . 109
2.32. Panel gr´afico de preselecci´on. . . 110
2.33. Icono de gr´aficas. . . 110
2.34. Panel gr´afico de la gr´afica de bulbo h´umedo BH sur. . . 111
2.35. Panel gr´afico de la gr´afica de bulbo h´umedo BH norte. . . 111
2.36. Panel gr´afico de la gr´afica de bulbo seco BS sur. . . 112
2.37. Panel gr´afico de la gr´afica de bulbo seco BS norte. . . 113
2.38. Panel gr´afico de relaci´on de temperaturas. . . 113
2.39. Icono de alarmas. . . 114
2.40. Panel gr´afico de alarmas y se˜nales. . . 114
2.41. Panel gr´afico de alarmas y se˜nales 2. . . 115
2.42. Icono de historiales. . . 115
2.43. Panel gr´afico de historiales. . . 116
2.44. Panel gr´afico de lectura de temperatura. . . 116
2.45. Panel gr´afico de contacto. . . 117
2.46. Configuraci´on RS232. . . 118
2.47. Comunicaci´on entre el PLC y HMI. . . 118
2.49. Panel gr´afico de preselecci´on. . . 120
2.50. Representaci´on de bulbo seco y bulbo h´umedo. . . 121
2.51. Secuencia de ventiladores. . . 123
´Indice de Tablas
1.1. Tabla de humedad relativa respecto al articulo de fabricaci´on. . . 9
1.2. Tabla de humedad relativa respecto al articulo de fabricaci´on. . . 9
1.3. Numero de marchas en los quemadores. . . 31
1.4. Tabla de potencia y corriente para elegir un contactor. . . 37
1.5. Tabla de categor´ıa de servicio. . . 37
1.6. Tabla de servicio con respecto a su aplicaci´on. . . 38
2.1. Relaci´on de entradas y salidas para el PLC y extensi´on. . . 67
2.2. Selecci´on de PLC. . . 68
2.3. Selecci´on de Extensi´on. . . 68
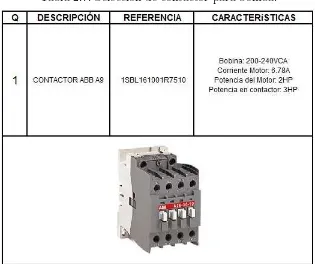
2.4. Selecci´on de contactores para ventiladores. . . 70
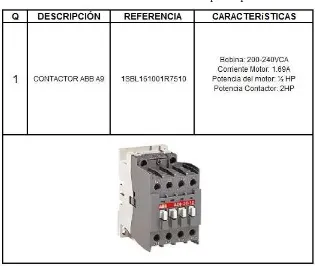
2.5. Selecci´on de contactores para rotaci´on de giro. . . 70
2.6. Selecci´on de bloqueo mec´anico para inversion de giro. . . 71
2.7. Selecci´on de contactor para bomba. . . 71
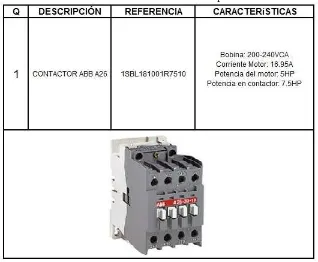
2.8. Selecci´on de contactores para extractores. . . 72
2.9. Selecci´on de contactores para quemador. . . 72
2.10. Selecci´on de contactor para turbina. . . 73
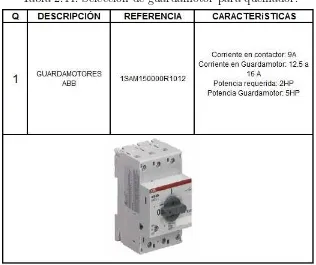
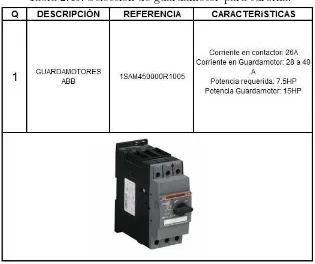
2.11. Selecci´on de guardamotores para contactores de ventiladores. . . 74
2.12. Selecci´on de guardamotor para bomba. . . 74
2.13. Selecci´on de guardamotores para extractores. . . 75
2.14. Selecci´on de guardamotor para quemador. . . 75
2.15. Selecci´on de guardamotor para turbina. . . 76
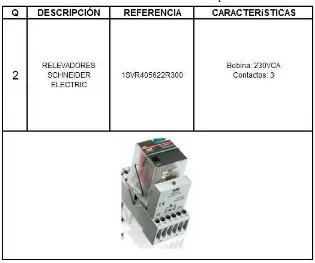
2.16. Selecci´on de relevadores para valvulas. . . 77
2.17. Selecci´on de bases para relevadores. . . 77
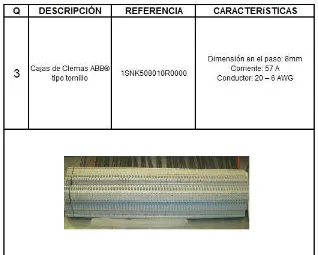
2.18. Selecci´on de clemas para se˜nales de control digitales y fuerza. . . 78
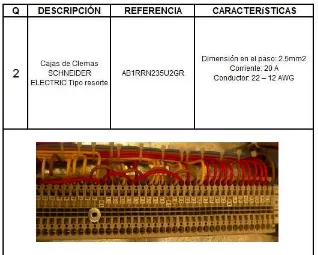
2.19. Selecci´on de clemas para se˜nales anal´ogicas y fuerza. . . 79
2.20. Selecci´on de HMI. . . 80
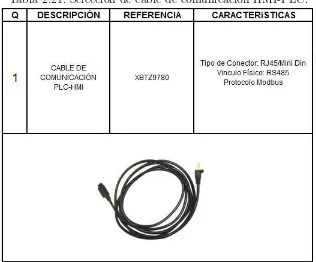
2.21. Selecci´on de cable de comunicaci´on HMI-PLC. . . 80
2.22. Selecci´on de fuente de alimentaci´on para CD. . . 81
2.23. Selecci´on de selectores para manipulaci´on de elementos. . . 82
2.24. Selecci´on de selector para encendido de turbina. . . 82
2.25. Selecci´on de bot´on para encendido del proceso. . . 83
2.26. Selecci´on de l´amparas pilotos. . . 84
2.27. Selecci´on de l´ampara verde para torreta. . . 85
2.28. Selecci´on de l´ampara roja para torreta. . . 85
2.29. Selecci´on de interruptor termomagnetico. . . 86
2.30. Selecci´on de interruptor termomagnetico. . . 87
2.31. Selecci´on de gabinete para la integraci´on. . . 88
2.32. Corriente en los motores. . . 88
2.33. Calibre a utilizar de acuerdo al amperaje de los motores. . . 89
2.34. Calibre a utilizar en fuerza. . . 89
2.35. Calibre a utilizar para se˜nales auxiliares. . . 90
2.36. Condiciones para comenzar proceso. . . 119
2.37. Duraci´on del proceso de acuerdo a su especie y tipo. . . 123
2.38. Humedad relativa deseada de acuerdo a su fabricaci´on. . . 124
2.39. Secuela. . . 125
Objetivo
Dise˜nar un sistema de control automatizado para el gobierno de una estufa secadora de madera, la cual en base a un sistema de sensores, autom´aticamente controle los actua-dores requeridos para que la madera se encuentre a cierta temperatura y humedad.
Controlar el sentido de giro de los motores.
Se debe controlar el sentido de giro en cada uno de los motores de los ventiladores, para poder mantener una mezcla homog´enea de temperatura dentro del horno.
Controlar los elementos finales de control.
Controlar desde el tablero tanto manual como autom´aticamente, todos los motores o actuadores que emplea el sistema.
Controlar la Humedad relativa del aire.
En base a la medici´on de los bulbos h´umedos y secos dentro del horno, mantendremos monitoreados los valores de temperatura que se encuentran oscilando dentro, en base a estos par´ametros, podremos realizar la operaci´on para determinar la medida de humedad relativa.
Controlar La temperatura.
Tener el gobierno de la temperatura bajo los par´ametros asignados por un operario, si esta es rebasada o disminuida, se tomaran acciones de seguridad dise˜nadas en el control.
Justificaci´
on
La madera es un elemento muy particular en la vida cotidiana del ser humano, es por ello que se necesita mantenerla en buen calidad, claro que para ellos se tiene que realizar un proceso como es el de secado de madera. El secado de madera natural es muy largo, lo cual da˜na los tiempos de entrega de la maderer´ıa y por lo mismo ocasiona perdidas econ´omicas en ella. Es por ello que nos vemos en la necesidad de recurrir a la tecnolog´ıa, la cual nos brinda diferentes ramas para poder llevar acabo la vida del hombre de una manera m´as sencilla y eficiente. Una de las ramas importante en el control de procesos es la automatizaci´on, la cual nos permite mantener fabricar un productor de manera mas r´apida, claro que esto es un gasto para la empresa, pero se ve remunerado en los tiempos de entrega, ya que en el caso de la madera se mejora por mucho este tiempo, baj´andolo desde 2 a˜nos hasta solo 96 horas.
Introducci´
on
Toda la madera de ´arboles en crecimiento contiene una considerable cantidad de agua, com´unmente llamada savia. Las maderas pierden o ganan humedad en un intento de al-canzar un estado de equilibrio o balance con las condiciones del ambiente. Este estado de equilibrio depende de la humedad relativa y la temperatura del ambiente. En la vida cotidiana del ser humano, ha tenido una interacci´on bastante amplia con la madera, es-ta se ha complemenes-tado para poder ayudar al ser humano en sus labores cotidianas. Se construyen muebles y/o utensilios que pueden satisfacer las necesidades que el ser humano demanda para su vida diaria, es por ello que al paso de los a˜nos la fabricaci´on de estos instrumentos a requerido que la madera que se utiliza para su construcci´on sea de mayor calidad, ya que se requiere que estos elementos sean mas duraderos y de mayor calidad para su uso. Para que esto se logre la madera ha tenido que ser sometida a ciertos pro-cesos, los cuales logran que su calidad sea mejor, satisfaciendo las necesidades que dicho elemento a fabricar demande.
Uno de los procesos a los cuales es sometida la madera es el de secado. El cual se llevaba acabo reuniendo la madera en pilares donde se dejaba al aire libre y con la temperatura del ambiente se secaba. Este proceso pod´ıa tardar hasta 2 a˜nos para que la madera estu-viera en buenas condiciones para ser utilizada. Con el paso del tiempo y el avance de la tecnolog´ıa, este proceso ha sufrido varios cambios, un ejemplo de ello es la creaci´on de los hornos de secado de madera, en el cual se creaba un cuarto, donde se pudiera colocar esta madera y se le aplicaban cambios de temperatura dr´asticos en base de un control, esto se lograba calentando aire que era extra´ıdo del ambiente para ser calentado e inyectado dentro del horno, donde tambi´en se humedec´ıa este mismo. Este proceso se basa en el control de temperatura dentro del horno y as´ı mismo la velocidad de este aire dentro de ´el. Al introducir este aire caliente dentro del horno, la madera sub´ıa de temperatura y para contrarrestar este fen´omeno, tambi´en se humedec´ıa y manteniendo la madera en cierta temperatura y llevarla a su humedad relativa deseada.
0.1.
Estado del Arte
En base a las tesis registradas en la base de datos de la BNCT, con respecto al tema de control de temperatura y humedad y automatizaci´on de un horno de secado de madera, no se encontr´o ninguna tesis que fuera semejante a este tema. Lo m´as cercano al tema es la siguiente tesis que muestra un algoritmo dise˜nado para el control y monitoreo de temperatura.
Esta tesis lleva por nombre de tema:
Selecci´on e implementaci´on de un algoritmo para el control y monitoreo de temperatura por variaci´on de flujo de enfriamiento de un prototipo de laboratorio modelo RT210. Escrita por el autor:
David Alfredo Rodr´ıguez S´anchez
Se crea un algoritmo el cual se encarga de controlar la temperatura de un proceso, as´ı co-mo tambi´en poder co-monitorear dichos valores a partir de este algoritco-mo de control.
0.2.
Planteamiento del Problema
Cap´ıtulo 1
Marco Te´
orico
La madera es una sustancia dura y resistente que constituye el tronco de los ´arboles; se ha utilizado durante miles de a˜nos como combustible, materia prima para la fabricaci´on de papel, mobiliario, construcci´on de viviendas y una gran variedad de utensilios para diversos usos. Este noble material, fabricado por la naturaleza con un elevado grado de especializaci´on, debe sus atributos a la complejidad de su estructura.
Est´a atravesado por una red de c´elulas longitudinales (desde las ra´ıces a la copa) y transversales (desde la m´edula a la corteza) de distintas caracter´ısticas, que dan forma a sus tres componentes qu´ımicos b´asicos: celulosa, hemicelulosa y lignina, m´as otros com-puestos secundarios como taninos, gomas, aceites, colorantes y resinas.
La madera contiene peque˜nos tubos que transportan agua desde las ra´ıces a las hojas; estos vasos conductores est´an dispuestos verticalmente en el tronco y son los que forman su veta. El tronco de un ´arbol no crece hacia lo alto (excepto en su parte superior), sino a lo ancho, y la ´unica sustancia del tronco destinada a su crecimiento es una fina capa situada entre la corteza y la madera, llamada cambium; a trav´es del cambium circula la savia cruda y produce el tejido fibroso externo.
Las maderas se clasifican en duras y blandas, seg´un el ´arbol del que se obtienen. La madera de los ´arboles de hoja caduca (caducifolios) es madera dura, en tanto la de las con´ıferas est´a clasificada como blanda.
1.1.
Tipos de Madera.
Por su dureza en relaci´on con el peso espec´ıfico, se clasifican en dos:
Duras
Blandas
1.1.1.
Duras
Son las procedentes de ´arboles de crecimiento por lo que son m´as caras, y debido a su resistencia, suelen emplearse en la realizaci´on de muebles de calidad.
Aqu´ı tenemos ejemplos de maderas duras:
Roble: Es de color pardo amarillento. Es una de las mejores maderas que se conocen; muy resistente y duradera. Se utiliza en muebles de calidad.
Nogal: Es una de las maderas m´as nobles y apreciadas en todo el mundo. Se emplea en mueble y decoraci´on de lujo.
Cerezo: Su madera es muy apreciada para la construcci´on de muebles. Es muy delicada por que es propensa a sufrir alteraciones y a la carcoma.
Encino: Es de color oscuro. Tiene una gran dureza y es dif´ıcil de trabajar. Es la madera utilizada en la construcci´on de cajas de cepillo y garlopas.
Olivo: Se usa para trabajos art´ısticos y en decoraci´on, ya que sus fibras tienen unos dibujos muy vistosos (sobre todo las que se aproximan a la ra´ız).
Casta˜no: se emplea, actualmente, en la construcci´on de puertas de muebles de cocina. Su madera es fuerte y el´astica.
Olmo: Es resistente a la carcoma. Antiguamente se utilizaba para construir carros.
1.1.2.
Blandas
´
Abedul: ´Arbol de madera amarillenta o blanco-rojiza, el´astica, no duradera, emplea-da en la fabricaci´on de pipas, cajas, zuecos, etc. Su corteza se emplea para fabricar calzados, cestas, cajas, etc.
Aliso: Su madera se emplea en ebanister´ıa, torner´ıa y en carpinter´ıa, as´ı como en la fabricaci´on de objetos de peque˜no tama˜no. De su corteza se obtienen taninos.
Alnus glutinosa: Su madera se emplea en ebanister´ıa, torner´ıa y en carpinter´ıa, as´ı como en la fabricaci´on de objetos de peque˜no tama˜no. De su corteza se obtienen taninos.
Alnus incana: Su madera es blanda y ligera, f´acil de rajarse. Es utilizada en tallas, cajas y otros objetos de madera.
Carcoma: Insecto cole´optero muy peque˜no y de color casi negro, cuya larva roe y talla la madera.
1.2.
Otra clasificaci´
on de la madera.
Las maderas pueden clasificarse de diversas formas seg´un el criterio que se emplee. Uno de los m´as importantes es el de sus propiedades, las cuales est´an en funci´on de su estructura, es decir, de su textura. La textura depender´a a su vez del modo de crecimien-to del ´arbol, as´ı por ejemplo, las maderas provenientes de ´arboles de crecimiencrecimien-to r´apido presentar´an anillos de crecimiento anchos y ser´an blandas, mientras que las de crecimien-to lencrecimien-to, los anillos ser´an muy estrechos y las maderas duras. En funci´on del modo de crecimiento, las maderas se dividen en:
1.2.1.
Maderas resinosas.
1.2.2.
Maderas frondosas.
Son maderas propias de zonas templadas, y dentro de ellas podemos diferenciar tres grupos: duras, blandas y finas. Dentro de las duras tenemos el roble, la encino, el haya, etc. Dentro de las blandas tenemos el casta˜no, el abedul, el chopo, etc., y por ´ultimo, dentro de las finas tenemos el nogal, el cerezo, el manzano, el olivo, y otros ´arboles frutales.
1.2.3.
Maderas ex´
oticas.
Son las mejores maderas y las que permiten mejores acabados. Dentro de este grupo tenemos la caoba, el ´ebano, la teka, el palisandro, el palo rosa, etc.
1.3.
Usos de la madera.
Desde tiempos inmemoriales el hombre ha recurrido a la madera para usos de tipo domestico, entre los cuales el mas antiguo es el de utilizarla como combustible. En la actualidad se consumen cerca de 3.500.000.000 metros c´ubicos de madera en el mundo, de ellos aproximadamente el 53 % es destinada a calefacci´on y cocci´on de alimentos.
El 47 % restante se destina a la construcci´on de viviendas, usos industriales, mobilia-rio, utensilios de diversos tipos y a la fabricaci´on de papeles, cartulinas y cartones.
[image:30.612.199.368.527.669.2]Hoy en d´ıa existen m´as de 10.000 productos de uso cotidiano que provienen de la madera.
1.4.
Secado de Madera.
La madera que procede directamente de la tala y aserrado contiene un alto grado de humedad que no interesa para la mayor´ıa de las aplicaciones, por lo que antes de ser empleada es necesario someterla a procesos de secado. Con la madera seca se mejoran, en general, la resistencia mec´anica, la resistencia al ataque de insectos y hongos, la esta-bilidad de sus dimensiones, la facilidad de cepillado, Hay muchos m´etodos para secar la madera, pero son dos los m´as conocidos y utilizados: el secado natural y el secado en horno.
El secado natural consiste en secar la madera directamente al aire libre. Puede realizar-se con la madera apilada y sin ning´un tipo de construcci´on, bajo techo o con aire forzado utilizando ventiladores. En estos m´etodos el proceso es muy lento, calcul´andose en dos a˜nos para las maderas blandas y en un a˜no por cent´ımetro de grosor para las maderas duras. Adem´as, se deben tener en cuenta diferentes factores como son el movimiento del aire, la temperatura ambiente, la insolaci´on, la humedad, la especie del ´arbol de la que procede la madera, las dimensiones de las piezas, la forma de apilado y la distribuci´on de las pilas, etc. Se suelen pintar los extremos de los tablones a fin de que su secado no sea demasiado r´apido en relaci´on con el resto de la pieza, y colocar pesos sobre las pilas para evitar movimientos.
Los m´etodos de secado artificial tienen por finalidad eliminar la humedad de la madera de forma m´as r´apida que la que proporciona el secado natural. Mediante estos procedi-mientos se obtienen rendiprocedi-mientos muy grandes, periodos relativamente cortos de secado, pero al requerir instalaciones especiales resulta m´as costoso. El secado en hornos consiste en introducir la madera en una construcci´on dotada de elementos que controlan el secado. Estos elementos act´uan sobre el aire, calent´andolo variando su humedad y regulando su circulaci´on, adem´as de aislar la madera del exterior.
1.5.
Contenido de Humedad en la Madera.
La cantidad de humedad en este punto de balance es llamado contenido de hume-dad en equilibrio. La cantihume-dad de agua en maderas verdes o h´umedas var´ıa grandemente, dependiendo principalmente de la especie. El contenido de humedad de algunas especies puede ser tan bajo como un 30 % , considerando que otras pueden ser tan alto como un 200 %.
El contenido de humedad (CH) referido a un porcentaje del peso anhidro de la madera, su Valor puede ser superior al 100 %, por ejemplo, una pieza de madera verde que pesara 12.5 kg y registrara un 150 % de CH, significar´ıa que la cantidad de agua que contiene pesa 1.5 veces lo que pesa la pura madera, es decir, que en esa madera 5 kg son madera y 7.5 kg son agua. La madera en servicio presenta un contenido de humedad que generalmente oscila entre 6 y 18 %, dependiendo del tipo de uso, de si est´a expuesta a la intemperie y dependiendo de la ´epoca del a˜no; dicha variaci´on de humedad en la madera puede ocasionar, entre otros aspectos, los siguientes inconvenientes o problemas en un mueble si no se encuentra la madera a su contenido de humedad en equilibrio y si no se toman las debidas medidas previsoras:
Problemas de manchado.
Deformaciones.
Grietas y rajaduras.
Desprendimiento de acabados.
Uniones d´ebiles con adhesivos.
Superficies lanosas
1.5.1.
Rangos de CH en la madera
para poder ser fabricado y usado de forma confiable.
Si se conoce el nivel de humedad relativa del aire y la temperatura del lugar, se puede
Tabla 1.1: Tabla de humedad relativa respecto al articulo de fabricaci´on.
determinar con mayor precisi´on el nivel de contenido de humedad relativa que debe tener la madera para su procesamiento, habilitado, y puesta en servicio, mediante los valores de la tabla de contenido de humedad en equilibrio CHE que se presenta.
Como se puede observar en la tabla de CHE, este valor es m´as dependiente de los cambios
Tabla 1.2: Tabla de humedad relativa respecto al articulo de fabricaci´on.
1.6.
M´
etodos de medici´
on de Humedad en Madera.
Existen diferentes m´etodos que emplear en la medici´on de humedad en la madera. Continuaci´on se destacan algunos ejemplos de medici´on.
1.6.1.
Conductividad El´
ectrica.
Para medir la humedad que existe en la madera, podemos realizarlo bajo la conducti-vidad el´ectrica. Un medidor tipo conductancia (resistivo) defiere de un ´ohmetro ordinario solamente en los inusuales altos valores de resistencia (baja conductancia) que deben ser medidos cuando se mide la madera con contenidos de humedad bajos alrededor de 10 %. Los electrodos son introducidos en la madera, la resistencia el´ectrica o conductancia de humedad. El alcance de medici´on para este tipo de medidores es de 7 a 30 %.
La resistencia al flujo de corriente el´ectrica de las maderas varia en gran medida, con el contenido de humedad. Este decremento considerablemente cuando el contenido de humedad incrementa. La resistencia tambi´en var´ıa con las especies y es afectada por la temperatura mas no por la densidad especifica.
Figura 1.2: Higr´ometro por conductividad electrica.
1.6.2.
Constante El´
ectrica.
medidores es sobre 5 a 30 % EMC. (Contenido de Humedad en Equilibrio) Cada especie de madera tiene su propia densidad espec´ıfica. Por eso, se debe configurar el valor de refe-rencia apropiado. En este tipo de medidores la temperatura apenas influye en la medici´on del contenido humedad.
Figura 1.3: Higr´ometro por constante el´ectrica.
1.6.3.
Higr´
ometro.
El contenido de humedad en equilibrio como una funci´on de la humedad relativa y temperatura del aire, depende de la especie de madera utilizada.
Para la calibraci´on de los higr´ometros se preparan las muestras de madera con conte-nido de humedad correspondientes al mas bajo, centro y el extremo superior del alcance de medici´on del higr´ometro a se calibrado, usualmente 7, 15 y 26 %. La muestra de ma-dera debe ser preparada, manteni´endola en una c´amara sobre sal saturada de diferentes tipos. El valor de humedad relativa del aire contenido sobre la soluci´on de sal depende del tipo de sal utilizada y de la temperatura del aire de la c´amara. Las muestras deben ser condicionadas en la c´amara a la temperatura del laboratorio durante un periodo de tiempo de hasta 2 semanas.
1.7.
Calculo de la Humedad Relativa.
Figura 1.4: Higr´ometro con bulbo h´umedo (BH) y Bulbo Seco (BS).
HR= BS
BH∗100 (1.1)
Donde:
HR= Humedad Relativa en %
BS= Bulbo Seco (Temperatura ambiente de la c´amara).
BH= Bulbo H´umedo (Temperatura ambiente con aire h´umedo saturado).
1.8.
Sensores de Temperatura.
Hay una gran variedad de sensores para medir la temperatura, continuaci´on se destacan algunos.
1.8.1.
Term´
ometro de vidrio.
M´argenes de trabajo: Mercurio..−35−+280◦C.
Mercurio (Tubo capilar lleno de gas).... −35a+ 450◦C.
Pentano.. −200a+ 20◦C.
1.8.2.
Term´
ometro bimet´
alico.
Su base, el destino coeficiente de dilataci´on de dos metales diferentes (p.e.: lat´on o monel y una aleaci´on de ferron´ıquel o invar (35.5 % N´ıquel), laminado conjuntamente.
Figura 1.5: Partes de un Term´ometro Bimet´alico.
Posee pocas partes m´oviles, solo la aguja indicadora sujeta al extremo libre de la espiral o de la h´elice y el propio elemento bimet´alico.
Generalmente los bimet´alicos comerciales poseen un espesor entre 10µmy3mm, para obtener una alta sensibilidad.
La temperatura a los cuales son sometidos estos sensores van desde -75◦C a 540◦C.
Sus formas var´ıan de voladizo, espiral, h´elice, etc.
Son muy empleados como elementos de control on - off, cortando un flujo de corriente que pasa a trav´es de ellos.
1.8.3.
Term´
ometro de bulbo y capilar.
Consisten esencialmente en un bulbo conectado por un capilar a una espiral. Se clasifican de la siguiente manera:
3.- Clase III: Term´ometros actuados por gas. 4.- Clase IV: Term´ometros actuados por mercurio.
1.8.4.
Term´
ometros de resistencia.
Su principio de funcionamiento se basa en el flujo de electrones a trav´es de la resisten-cia. Al variar la temperatura en el material resistivo, el flujo de electrones var´ıa. Es decir la resistencia presenta una variaci´on con la temperatura.
El elemento cosiste, usualmente en un arrollamiento de hilo muy fino del conductor adecuado. Bobinado entre capas de material aislante y protegido con un revestimiento de vidrio o de cer´amica.
Las bobinas que llevan arrollado el hilo de resistencia, est´an encapsuladas y situadas dentro de una vaina (acero inoxidable 304)
1.8.5.
Termopares.
Un termopar es un dispositivo para la medici´on de temperatura, basado en efectos termoel´ectricos. Es un circuito formado por dos conductores de metales diferentes o alea-ciones de metales diferentes, unidos en sus extremos y entre cuyas uniones existe una diferencia de temperatura, que organiza una fuerza electromotriz efecto Seebeck. La fuer-za electromotriz generada por el termopar esta en funci´on de la diferencia de temperatura entre la uni´on fr´ıa y caliente, pero mas espec´ıficamente, esta es generada como un resul-tado de los gradientes de temperatura los cuales existen a los largo de la longitud de los conductores.
1.8.6.
Efecto Seebeck.
El coeficiente Seebeck (S) se define como la derivada de dicha S=dE/dT tensi´on ( E ) con respecto a la temperatura ( T ):
Figura 1.6: FEM vs Temperatura.
1.8.7.
Tipos de Termopares.
En la actualidad se han hecho investigaciones en termopares fabricados con ambos brazos sin aleaci´on, con el fin de eliminar los efectos de inestabilidad y gradientes de tem-peratura debidos a cambios no uniformes en la composici´on de la aleaci´on, causados por la exposici´on a altas temperaturas. Algunos de estos termopares son: Termopar de ”Platino - oro”que tiene magnificas caracter´ısticas termoel´ectricas, gran estabilidad, exactitud y alta reproductibilidad. As´ı como el termopar de ”platino - paladio¸con gran estabilidad.
Los termopares de ”Tungsteno - renio 2 aleaciones con otros materiales como: molib-deno, iridio y rodio, han mostrado un buen desempe˜no a temperaturas tan altas como 2750◦C y pueden ser utilizados, por cortos periodos a 3000◦C en atm´osferas no oxidables,
algunos han sido codificados como termopares: A, B, C, D, G y W.
1.8.8.
C´
odigo de colores.
as´ı como su polaridad.
En el anexo A.9. Se muestra la normalizaci´on para este tipo de sensores.
1.9.
PLC (Controlador L´
ogico Programable).
PLC es la sigla de (Programmable Logical Controller) en ingl´es ´o Controlador L´ogico Programable en espa˜nol. Un conocido fabricante de estos dispositivos registr´o la palabra PLC, la cual ha quedado como gen´erica para referirse a los Controladores Programables, nombre correcto para estos dispositivos. La palabra L´ogico ya no se emplea ya que hace tiempo que estos equipos no s´olo se limitan al control l´ogico. En definitiva, estos elementos son Controladores para uso en m´aquinas y procesos industriales, los cuales se pueden pro-gramar para la aplicaci´on espec´ıfica. Por sus caracter´ısticas, son ampliamente utilizados para el control de procesos y m´aquinas cuando la cantidad de ´estas no sea muy grande, ya que de lo contrario el mercado ofrecer´a controladores espec´ıficos no programables, sino s´olo ´utiles para la aplicaci´on dise˜nada.
1.9.1.
Principio de funcionamiento.
Estos Controladores Programables, no son otra cosa que un computador fabricado De otra forma, adecuado al uso industrial, por lo que disponen de una Fuente de Poder, una Unidad Central de Proceso (CPU) y en vez de tener un teclado y una pantalla tienen terminales para conectar entradas y salidas desde y hacia el proceso o m´aquina. El software y firmware est´an hechos para su aplicaci´on, de tal forma que al cargarles una aplicaci´on o programa este dispositivo queda apto para realizar el control. Una de las caracter´ısticas relevantes en estos controladores en la actualidad es que poseen puertas de comunicaci´on de datos, las que son empleadas para cargar o descargar el programa, como tambi´en poder conectar otros dispositivos. Es muy usado conectar a uno de estos puertos una soluci´on HMI (ver art´ıculo HMI en el ABC de la automatizaci´on), el cual permite la visi´on y comandos del proceso.
1.9.2.
Tipos de controladores programables.
pero b´asicamente podemos distinguir dos tipos fundamentales que son: los Compactos, en donde la fuente de poder, la CPU y las entradas y salidas Est´an todos integrados en una sola caja, y los Modulares que se componen de una placa de montaje a la que se le instalan fuentes de poder, CPUs, m´odulos de entrada y salida y m´odulos especiales.
Figura 1.7: PLC Allen Bradley.
1.9.3.
Estructuras de Software PLC.
Los PLC cada vez se parecen cada vez m´as a una computadora, no obstante en sus inicios cumpl´ıa objetivos de l´ogica combinacional pura. El programa es una secuencia de l´ıneas de contactos similar a las de WLC. Donde las funciones se refieren a entradas y salidas f´ısicas del PLC.
De lo expuesto se deduce que el PLC es un sistema con lenguajes orientados a la au-tomatizaci´on, como ejemplo se describe un set de instrucciones gen´erico del mismo, con las siguientes prestaciones:
Instrucciones L´ogicas.
AND - OR - NOT - XOR - SET - RESET - TIMER Instrucciones de m´odulos de programaci´on.
Temporizadores, contadores, registros de desplazamiento, comparadores, etc. Instrucciones de control.
Instrucciones matem´aticas.
Suma, Resta, Multiplicaci´on, divisi´on. Instrucciones de comparaci´on.
Comparaci´on de bits, bytes. Igualdad, mayor que, menor que. Instrucciones de translaci´on.
Translaci´on de datos en memoria. Instrucciones de conversi´on.
Decimal, binario, BCD, hexadecimal, entero, flotante.
1.9.4.
Ciclo de programa (Tiempo de ciclo).
Una de las caracter´ısticas fundamentales del PLC es el funcionamiento c´ıclico del CPU, y un par´ametro de las prestaciones es su tiempo de scan (tiempo de ciclo), considerado como el necesario para ejecutar 1K instrucciones, pero como no todas las instrucciones son iguales en cuanto a tiempo de ejecuci´on se refiere, se adopto como par´ametro el tiempo de ejecuci´on de 1K de memoria vac´ıa.
B´asicamente todos los PLC’S tienen dos modos de funcionamiento. El primero deno-minado PROGRAM MODE, permite programar y transferir el programa de la aplicaci´on desde la consola de programaci´on al PLC. El segundo permite al PLC controlar el proceso, ejecutando el programa y se le denomina RUN MODE. Adem´as algunos disponen de un tercer modo denominado MONITOR, con el cual se puede monitorear al PLC corriendo en un modo RUN.
Un aut´omata t´ıpico puede leer mil instrucciones en 6mseg y emplea de 5 a 10mseg para actualizar las variables, por lo tanto puede emplearse para controlar procesos relati-vamente r´apidos. La suma del tiempo de programa y el tiempo de programa y el tiempo de su actualizaci´on de las variables conforman el tiempo de ciclo, y obviamente es necesario.
Tiempo de evoluci´on del proceso >> tiempo de ciclo
Lectura de las entradas
Ejecuci´on del programa
Posicionamiento de las salidas
Figura 1.8: Ciclo del programa en el PLC.
Este suele ser el caso mas frecuente, la primera operaci´on llevada a cabo es la lectura de los dispositivos conectados en las entradas del PLC, que ser´a acompa˜nada por la cons-trucci´on de una imagen de memoria de los estados de los mismos (Registro Imagen de las Entradas), este contenido permanece inalterable durante todo el ciclo. Una vez actua-lizadas todas las entradas, al CPU comienza a ejecutar el programa. En la medida que el programa se va ejecutando, al CPU colocara los resultados en un registro denominado (Registro Imagen de las salidas).
Lectura de las entradas
Ejecuci´on del programa y posicionamiento contempor´aneo de las salidas
Figura 1.9: Ciclo del programa en el PLC.
Ejecuci´on del programa conjuntamente con la lectura de las entradas, siguiendo las llamadas del mismo programa y posicionamiento inmediato de las salidas.
Figura 1.10: Entradas y salidas en ejecuci´on del programa.
de la otra, en la medida que se ejecutan las instrucciones, esta modalidad no contempla el registro imagen en memoria.
Subdivisi´on del programa de bloques y dentro de cada bloque, antes de pasar a la si-guiente actualizaci´on de las entradas involucradas, ejecuci´on del programa almacenado en el bloque y posicionamiento de las salidas correspondientes. El programa se descompone en bloques, los ciclos de ejecuci´on se suceden uno a continuaci´on del otro.(ver figura1.10)
Figura 1.11: Lectura de entradas.
En general para todos los casos, el programa es barrido secuencialmente desde el prin-cipio hasta el fin, recomenzando nuevamente en forma de loop cerrado, al d´ıa de hoy existen gran variedad de funciones l´ogicas, aritm´eticas, especiales que permiten al PLC cubrir amplios espectros de la automatizaci´on industrial. Toda vez que la CPU requiere informaci´on inherente a una entrada/salida, se remitir´a al registro imagen para verificar el estado de la variable correspondiente.
El tiempo que emplea la CPU para actualizar el registro imagen var´ıa en funci´on del n´umero de dispositivos conectados al sistema. Puede oscilar entre 3 o 4 [uS] hasta algunas decenas de [uS]. Un programa escrito en lenguaje de contactos (ladder) esta formado por bloques l´ogicos conteniendo cada uno de los contactos y de las salidas.
esquemas el´ectrico.
Estos s´ımbolos son los mas usados en lenguaje ladder y de ellos derivan muchos mas que fueron incorpor´andose a medida que los PLC’S fueron ampliando su gama de presta-ciones. Existen tambi´en funciones especiales, temporizadores, contadores, interruptores, subrutinas, etc.
Figura 1.12: Programaci´on en escalera.
Existen diferentes tipos de lenguaje de programaci´on aparte de Ladder como lo son bloque de funciones, escalera, lista de instrucciones etc.
A continuaci´on ponemos un ejemplo de Bloque de funciones donde podemos encontrar diferentes funciones para desarrollar nuestra l´ogica y/o el programa requerido.
Figura 1.13: Programaci´on en Bloques de funciones.
1.10.
Interfaz Hombre Maquina (HMI)
en computadoras se les conoce tambi´en como software HMI o de medio de dispositivos como tarjetas de entrada/salida en la computadora PLC, RTU (Unidades remotas de I/O) o DRIVE’s (Variadores de velocidad de motores). Todos estos dispositivos deben tener una comunicaci´on que entienda el HMI.
Figura 1.14: HMI.
1.10.1.
Tipos de HMI.
Monitoreo. Es la habilidad de obtener y mostrar datos de la planta en tiempo real. Estos datos se pueden mostrar como n´umeros, texto o gr´aficos que permitan una lectura m´as f´acil de interpretar.
Supervisi´on. Esta funci´on permite junto con el monitoreo la posibilidad de ajustar las condiciones de trabajo del proceso directamente desde la computadora.
Alarmas. Es la capacidad de reconocer eventos excepcionales dentro del proceso y reportarlo estos eventos. Las alarmas son reportadas basadas en l´ımites de control preestablecidos.
Hist´oricos. Es la capacidad de muestra y almacenar en archivos, datos del proce-so a una determinada frecuencia. Este almacenamiento de datos es una poderosa herramienta para optimizaci´on y correcci´on de procesos.
Figura 1.15: Esquema de un HMI.
1.10.2.
Tareas de un software de supervisi´
on y control.
Permitir una comunicaci´on con dispositivos de campo.
Actualizar una base de datos ”din´amica¸con las variables del proceso.
Visualizar las variables mediante pantallas con objetos animados (m´ımicos).
Permitir que el operador pueda enviar se˜nales al proceso, mediante botones, controles ON/OFF, ajustes continuos con el mouse o teclado.
limites normales.
Almacenar los valores de las variables para an´alisis estad´ıstico y/o control.
Controlar en forma limitada ciertas variables de proceso.
1.10.3.
Tipos de software de supervisi´
on y control para PC.
Lenguajes de programaci´on visual como visual C++ o Visual Basic. Se utilizan para desarrollar software HMI a medida del usuario. Una vez generado el software el usuario no tiene posibilidad de re-programarlo.
Paquetes de desarrollo que est´an orientados a tareas HMI. Pueden ser utilizados pa-ra desarrollar un HMI a medida del usuario papa-ra ejecutar un HMI desarrollado papa-ra el usuario. El usuario podr´a re-programarlo si tiene la llave (software).
Ejemplos: FIX Dynamics, Wonderware, PCIM, Factory Link, WinCC.
1.10.4.
Paquetes orientados HMI
/
SCADA.
Incorporan protocolos para comunicarse con los dispositivos de campo mas conocidos. Drivers, OPC. Tienen herramienta para crear bases de datos din´amicas. Permiten crear y animar pantallas en forma sencilla.
Incluyen gran cantidad de librer´ıa de objetos para representar dispositivos de uso en la industria como: motores, tanques, indicadores, interruptores, etc.
1.10.5.
Estructura general del software HMI.
importantes. Los rect´angulos de la figura representan programas de dise˜no o configuraci´on del sistema; los que tienen doble recuadro representan programas que son el motor del HMI.
Con los programas de dise˜no, como el .editor de pantallas”se crean moldes de pantallas
para visualizaci´on de datos del proceso. Estos moldes son guardados en archivos .Archivo
de pantalla 2 almac´en la forma como ser´an visualizados los datos en las pantallas.
Figura 1.16: Estructura de un HMI.
Interfaz Hombre Maquina. Es un programa que se encarga de refrescar las variables de la base de datos en la pantalla, y actualizarla, si corresponde, por entradas del teclado o el mouse. Este programa realiza la interfaz entre la base de datos y el hombre. El dise˜no de nuestra interfaz esta establecido en el archivo molde .Archivo de pantalla”que debe estar
Base de datos: Es un lugar de la memoria de la computadora donde se almacenan los datos requeridos del proceso. Estos datos var´ıan en el tiempo seg´un cambien los datos del proceso, por esta raz´on se denomina ”Base de datos dinamiza”. La base de datos esta formada por bloques que pueden estar intercambiados. La creaci´on de la base de datos, sus bloques y la relaci´on entre ellos se realiza a trav´es de .ed
itor de base de datos”.
Driver: La conexi´on entre los bloques de la base de datos y las se˜nales del proceso se realiza por medio de drivers. Estos drivers manejan los protocolos de comunicaci´on entre el HMI y los distintos dispositivos de campo. Los drivers con entonces la interfaz hacia la maquina.
Bloques (tags): Como ya mencionamos, la base de datos esta compuesta por bloques. Para agregar o modificar las caracter´ısticas de cada bloque se utiliza el editor de la base de datos. Los bloques pueden recibir informaci´on de los drivers u otros bloques y enviar informaci´on hacia los drivers u otros bloques.
1.10.6.
Funciones principales de los bloques.
Las funciones principales que desarrollan los bloques son los siguientes:
Recibir datos de otros bloques o al driver.
Enviar datos a otros bloques o al driver.
Establecer enlaces (links) a la pantalla (visualizaci´on, teclado o mouse).
Realizar c´alculos de acuerdo a instrucciones del bloque.
Comparar los valores con umbrales de alarmas.
1.11.
Quemadores de Aire
Los quemadores son los equipos donde se realiza la combusti´on, por tanto deben contener los tres v´ertices del tri´angulo de combusti´on, es decir que deben lograr la mezcla ´ıntima del combustible con el aire y adem´as proporcionar la energ´ıa de activaci´on. En este apartado se describen los quemadores para combustibles l´ıquidos y gaseosos, ya que los combustibles s´olidos se queman sobre parrilla, o requieren un tratamiento previo del combustible, unido a quemadores de dise˜nos especiales. Por la forma en que toman el aire de combusti´on se distinguen dos tipos de quemadores:
Figura 1.17: Quemador de Aire.
Quemadores atmosf´ericos.
Quemadores mec´anicos.
1.11.1.
Quemadores Atmosf´
ericos.
´
Unicamente se emplean para combustibles gaseosos.
La principal ventaja de este sistema en su simplicidad y bajo coste. Aunque se pueden fabricar para potencias unitarias altas (unos 1.200kW), los empleados habitualmente en climatizaci´on no superan los 300 kW.
La energ´ıa de activaci´on de logra mediante llama piloto, que debe estar permanente-mente encendida, o con encendidos autom´aticos (electr´onicos, tren de chispas, etc.). La regulaci´on del gas se obtiene por variaci´on de la presi´on en el inyector (abriendo y cerran-do progresivamente la v´alvula de gas); esto permite que el quemacerran-dor pueda ser modulante con relativa facilidad.
Figura 1.18: Quemador Atmosferico.
La regulaci´on del aire (con gas a presi´on constante) se puede conseguir:
Variando la secci´on de entrada de aire, por obturaci´on de los orificios por donde entra, mediante discos roscados, anillo m´ovil de aire, por obturaci´on de los orificios por donde entra, mediante discos roscados, anillo m´ovil o capuch´on deslizante.
Por deslizamiento de la boquilla del inyector respecto del Venturi.
1.11.2.
Quemadores Mec´
anicos.
Tambi´en de se denominan como quemadores a sobrepresi´on; el aire de combusti´on es introducido mediante un ventilador, existen diversos sistemas para lograr la mezcla del aire con el combustible.
En el caso de gas, el combustible se introduce mediante los inyectores, aprovechando la propia presi´on de suministro. En los combustibles l´ıquidos se utilizan diversos sistemas para su pulverizaci´on, de modo que se crean micro gotas de combustible que facilitan su mezcla con el aire. El tipo mas extendido es el de pulverizaci´on mec´anica.
Estos quemadores se fabrican desde peque˜nas hasta muy altas potencias. La combus-ti´on puede ajustarse actuando sobre el gasto de combustible, sobre la cantidad de aire a impulsar y sobre los elementos que producen la mezcla; por lo que es posible obtener rendimientos de combusti´on muy altos.
Por el n´umero de escalones de potencia que producen, se distinguen los siguientes tipos de quemadores:
DE UNA MARCHA.
Son quemadores que solo pueden funcionar con la potencia a la que hayan sido regu-lados, son quemadores de peque˜na potencia
DE VARIAS MARCHAS.
Son quemadores con dos o m´as escalones de potencia (habitualmente dos); es decir, que pueden funcionar produciendo potencias distintas.
Deben disponer de los elementos necesarios para poder regular la admisi´on de aire y el gasto de combustible, de modo que en cada escal´on de potencia se obtenga el rendimiento de combusti´on mas alto posible.
MODULANTES.
Estos quemadores ajustan continuamente la relaci´on Aire - Combustible, de manera que pueden trabajar con rendimientos elevados en una amplia gama de potencias; ade-cu´andose de manera contin´ua a las necesidades de producci´on.
En la ITE 02.6.2 se da la siguiente tabla en la cual se indica en n´umero de marchas de los quemadores en funci´on de la potencia de los generadores.
Tabla 1.3: Numero de marchas en los quemadores.
Quemador mec´anico de Gas´oleo, Marca MONARCH-WEISHAUPT, modelo WL 10 y 20, Gama de potencias: 16,5 a 120Kw.
Quemador Mec´anico Poli combustible Modulante, Marca MONARCH-WEISHAUPT, modelo RGL tama˜nos 5 a 11, Gama de Potencias: 175 a 5.100 kW
Figura 1.20: Quemador Mec´anico Poli combustible modulante.
1.12.
Contactores.
Un contactor es un dispositivo con capacidad de cortar la corriente el´ectrica de un receptor o instalaci´on con la posibilidad de ser accionado a distancia, que tiene dos po-siciones de funcionamiento: una estable o de reposo, cuando no recibe acci´on alguna por parte del circuito de mando y otra inestable, cuando act´ua dicha acci´on. Este tipo de funcionamiento se llama de ”todo o nada”.
1.12.1.
Clasificaci´
on de los contactores.
Contactores electromagn´eticos.
Su accionamiento se realiza a trav´es de un electroim´an.
Contactores electromec´anicos.
Figura 1.21: Contactor A40 ABB.
Contactores neum´aticos.
Se accionan mediante la presi´on de un gas.
Contactores hidr´aulicos.
Se accionan por la presi´on de un l´ıquido.
1.12.2.
Constituci´
on de los contactores.
Contactos principales.
Son los destinados a abrir y cerrar el circuito de potencia. Est´an abiertos en reposo.
Contactos Auxiliares.
Son los encargados de abrir y cerrar el circuito de mando. Est´an acoplados mec´ani-camente a los contactos principales puede ser de 12, 24 y 220 v de corriente alterna, siendo la de 220v la mas usual.
(Estos contactos auxiliares pueden ser adquiridos por separado del contactor y agre-garlos al contactor como as´ı mismo lo dice contactos auxiliares.)
(NA), normalmente cerrados (NC).
Figura 1.22: Contactores ABB.
Bobina.
Elemento que produce una fuerza de atracci´on (FA) al ser atravesado por una co-rriente el´ectrica. Su tensi´on de alimentaci´on puede ser de 12, 24 y 220v de coco-rriente alterna, siendo la de 220v la mas usual.
Armadura.
Parte m´ovil del contactor. Desplaza los contactos principales y auxiliares por la acci´on (FA) de la bobina.
N´ucleo.
Parte fija por la que se cierra el flujo magn´etico producido por la bobina.
Resorte.
Es un muelle encargado de devolver los contactos a su posici´on de reposo una vez cesa la fuerza (FA)
1.12.3.
Funcionamiento de los Contactores.
Los contactos auxiliares son de dos clases: abiertos y cerrados. Estos forman parte del circuito auxiliar del contactor y aseguran las auto alimentaciones, los mandos, enclava-mientos de contactos y se˜nalizaciones en los equipos de automatizaci´on.
Cuando la bobina del contactor queda excitada por la circulaci´on de la corriente, mue-ve el n´ucleo en su interior y arrastra los contactos principales y auxiliares, estableciendo a trav´es de los polos el circuito entre la red y el receptor. Este arrastre o desplazamiento puede ser:
Por rotaci´on, pivote sobre su eje.
Por traslaci´on, desliz´andose paralelamente a las partes fijas.
Combinaci´on de movimientos, rotaci´on y traslaci´on.
Cuando la bobina deja de ser alimentada, abre los contactos por efecto del resorte de presi´on de los polos de los contactos y los choques electromagn´eticos debidos al paso de la corriente por sus espiras, con el fin de reducir los choques mec´anicos la bobina o circuito magn´etico, a veces los dos se montan sobre amortiguadores.
Si se debe gobernar desde diferentes puntos, los pulsadores de marcha se conectan en paralelo y el de parada en serie.
1.12.4.
Simbolog´ıa y referenciado de bornes.
Los bornes de conexi´on de los contactores se nombran mediante cifras o c´odigos de cifras y letras que permiten identificarlos, facilitando la realizaci´on de esquemas y las la-bores de cableado.
Los contactos principales se referencian con una sola cifra, del 1 al 16.
Los contactos auxiliares est´an referenciados con dos cifras. Las cifras de unidades o cifras de funci´on indican la funci´on del contacto.
5 y 6, contacto de apertura temporizada. 7 y 8, contacto de cierre temporizado.
La cifra de las decenas indica el n´umero de orden de cada contacto en el contactor. En un lado se indica a que contactor pertenece.
Las bobinas de un contactor se referencian con las letras A1 y A2. En su parte inferior se indica a que contactor pertenece.
El contactor se denomina con las letras KM seguidas de un numero de orden.
Figura 1.23: Accesorios para contactores ABB.
1.12.5.
Elecci´
on de un contactor electromagn´
etico.
Es necesario conocer las siguientes caracter´ısticas del receptor:
La tensi´on nominal de funcionamiento, en volts (v).
Tabla 1.4: Tabla de potencia y corriente para elegir un contactor.
La naturaleza y la utilizaci´on del receptor, ´osea, su categor´ıa de servicio.
Tabla 1.5: Tabla de categor´ıa de servicio.
La corriente cortada, que depende del tipo de categor´ıa de servicio y se obtiene a partir de la corriente de servicio, amperios (A).
Los pasos a seguir para la elecci´on de un contactor son los siguientes:
1.- Obtener la corriente de servicio (Ie) que consume el receptor.
2.- A partir del tipo de receptor, obtener la categor´ıa de servicio.
3.- A partir de la categor´ıa de servicio elegida, obtener la corriente cortada (Ic) con la que se obtendr´a el calibre del contactor.
naturaleza deber´ıa ser AC1. Mientras que si estuviera compensado a 0,95, su categor´ıa ser´a AC1.
1.12.6.
Aplicaciones
Las aplicaciones de los contactores, en funci´on de la categor´ıa de servicio, son:
Tabla 1.6: Tabla de servicio con respecto a su aplicaci´on.
Con el paso de los a˜nos estas categor´ıas han incrementado y podemos encontrar de diferentes marcas para distintos usos, dependiendo lo que nuestro proceso requiera.
1.13.
Relevadores Encapsulados.
Es un dispositivo que consta de dos circuitos diferentes: un circuito electromagn´etico (electroim´an) y un circuito de contactos, al cual aplicaremos el circuito que queremos con-trolar. En la siguiente figura se puede ver su simbolog´ıa as´ı como su constituci´on (rel´e de armadura).
Figura 1.24: Rel´e de 1 circuito y de 2 circuitos.
(ferrita). Este atrae al inducido que fuerza a los contactos a tocarse. Cuando la corriente se desconecta vuelven a separarse.
Los s´ımbolos que aparecen en las figuras poseen solo 1 y dos circuitos, pero existen rel´es con un mayor n´umero de ellos.
Figura 1.25: Partes internas de un relevador.
1.13.1.
Caracter´ısticas T´
ecnicas.
Parte Electromagn´etica.
Corriente de excitaci´on.- Intensidad que circula por la bobina, necesaria para activar el rel´e.
Tensi´on Nominal.- Tensi´on de trabajo para la cual el rel´e se activa.
Tensi´on de trabajo.- Margen entre la tensi´on m´ınima y m´axima, garantizando el funcionamiento correcto del dispositivo.
Consumo nominal de la bobina.- Potencia que consume la bobina cuando el rel´e est´a ex-citado con la tensi´on nominal a 20o
C.
Contactos o parte mec´anica.
Intensidad de conexi´on.- Intensidad m´axima que un rel´e puede conectar o desconec-tarlo.
Intensidad m´axima de trabajo.- Intensidad m´axima que puede circular por los con-tactos cuando se han cerrado.
Los materiales con los que se fabrican los contactos son: plata y aleaciones de plata que pueden ser con cobre, n´ıquel u ´oxido de cadmio. El uso del material que se elija en su fabricaci´on depender´a de su aplicaci´on y vida ´util necesaria de los mismos.
Figura 1.26: Relevador encapsulado.
1.14.
Interruptores Termomagn´
eticos.
Los interruptores termomagn´eticos son dispositivos que nos permiten conectar o des-conectar la alimentaci´on ya sea en condiciones normales o anormales (de falla), adem´as de proveernos de protecci´on (t´ermica y magn´etica).
Los interruptores protegen circuitos contra corriente:
Sobrecarga: funci´on realizada por bimet´alico sensible al Calor
Figura 1.27: Curva de disparo.
1.14.1.
Partes.
Figura 1.28: Partes de un Interruptor termomagn´etico.
1.14.2.
Caracter´ısticas de protecci´
on.
Las principales caracter´ısticas de protecci´on contra corto circuito y sobrecarga:
Disparo t´ermico.
tira bimet´alica desarrolla calor el cual origina que el bimetal se incline hasta que su movimiento sea lo suficiente para activar el mecanismo y permitir que el interruptor opere.
Disparo magn´etico.
Para grandes corrientes de falla se adiciona un solenoide magn´etico que es el camino de la corriente a trav´es del interruptor, este atrae una armadura magn´etica para provocar el disparo del interruptor.
Figura 1.29: Interruptor termomagn´etico ABB.
Existen diferentes curvas de protecci´on para nuestro proceso todo depende de la ten-si´on nominal con la que estemos alimentando nuestros equipos y/o sistema en general que queramos proteger. As´ı mismo podemos encontrar diferentes tama˜nos y para diferente numero de polos que se necesiten. Aqu´ı algunas curvas de protecci´on:
Curva C
Las caracter´ısticas de desconexi´on t´ermica son adecuadas para usos generales tales como: iluminaci´on, peque˜nos motores, etc.
Curva D
Son adecuados para proteger l´ıneas con motores el´ectricos con fuertes corrientes de conexi´on.
Desconexi´on magn´etica.
Curva D: de 10 a 20In.
Ajustados a 14+-2 In para coordinaci´on con contactores y rel´es t´ermicos.
B
Disparo: 3 a 5 veces corriente nominal In (IEC 60898); protecci´on de generadores, personas, cables largos; Sin picos de corriente.
C
Disparo: 5 a 10 In (IEC 60898); protecci´on de circuitos (iluminaci´on, tomas de alimentaci´on) usos generales.
K
Disparo: 10 a 14 In (IEC 60947.2);
D
Disparo: 10 a 20 In (IEC 60947.2); protecci´on de circuitos con alta corriente inductiva inrush; transformadores, motores.
Z
Disparo: 2.4 a 3.6 In (IEC 60947.2); protecci´on de electr´onicos
MA
Disparo: 12 In (IEC 60947.2); protecci´on de arrancadores para motores y aplicacio-nes especificas (Sin protecci´on t´ermica).
1.15.
Rel´
es de sobrecarga.
El relevador de sobrecarga es el coraz´on de la protecci´on del motor. Como el fusible de doble elemento, un relevador de sobrecarga tiene caracter´ısticas de tiempo inverso en el disparo o apertura, permitiendo mantener la conducci´on durante el periodo de acelera-ci´on (cuando se demanda la corriente de arranque), pero dando protecacelera-ci´on en las peque˜nas sobrecargas cuando el motor esta operando. Contrariamente al fusible, el relevador de so-brecarga puede repetir la operaci´on sin necesidad de ser reemplazado. Debe enfatizarse que el relevador de sobrecarga no provee protecci´on de corto circuito.
interrumpir el circuito.
Estos pueden ser clasificados en t´ermicos y magn´eticos.
Los relevadores de sobrecarga magn´eticos reaccionan ´unicamente a los excesos de co-rriente y no son afectados por la temperatura.
Como su nombre lo indica, en los relevadores de sobrecarga t´ermicos la operaci´on de-pende de la elevaci´on de temperatura causada por la corriente de sobre carga, la cual hace operar el mecanismo de disparo.
Los relevadores t´ermicos de sobrecarga pueden ser subdividos en los tipos de aleaci´on fusible y bimet´alicos.
Figura 1.30: Rel´e de sobrecarga ABB.
1.15.1.
Tipos de Rel´
es de sobrecarga.
Rel´e de sobre corriente de tiempo inverso.
El tiempo de operaci´on var´ıa en forma inversamente proporcional a la corriente de operaci´on. Se fabrica con curvas de ”tiempo inverso”, ”tiempo muy inverso”
El alimentadores, puede ocurrir que los cortocircuitos monof´asicos que son los de mayor frecuencia de ocurrencia, no pueden ser detectados por los rel´es de sobreco-rriente de fases si ellos ocurren con impedancia de falla. Ya que en estos casos la corriente de falla monof´asica puede ser inferior a la corriente m´ınima de operaci´on de los rel´es de fases.
Para solucionar este problema se utilizan rel´es residuales de sobrecorriente. Estos rel´es solo miden, por conexi´on, corriente de secuencia cero y son insensibles a las corrientes de carga, lo que permite que sus corrientes m´ınimas de operaci´on se ajusten por debajo de los valores en que hay que ajustar los rel´es de fase.
Rel´es de sobrecarga con tiras bimet´alicas.
Los rel´es de sobrecarga, con retardo t´ermico dependiente de la intensidad de la co-rriente, tienen, por lo general, tres tiras bimet´alicas. Las resistencias calefactoras, por las que circula la corriente del motor, calientan indirectamente estas tiras.
Cuando las corrientes asignadas del motor son muy elevadas, deja de tener sentido el uso de estas resistencias calefactoras en forma directa, por lo tanto, para corrientes de mas de 200 A la corriente del motor circula por transformadores de medici´on. As´ı el rel´e t´ermico de sobrecarga ser´a caldeado por la corriente secundaria del Transformador. De esta forma, se logran reducir las perdidas, y se aumenta la resistencia a los circuitos de los rel´es.
1.15.2.
Prueba de funcionamiento TEST.
Con la corredera de prueba se puede verificar el funcionamiento de los contactos au-xiliares de los rel´es de sobrecarga dispuestos para el servicio. Al accionar la corredera de prueba ”test”, se simula la operaci´on del rel´e. El contacto NC (95-96) se abre, y el contacto NA (97-98) se cierra. Esta operaci´on permite comprobar el cableado de circuito de comando.