Aplicación y Análisis de los Elementos que Constituyen la
Metodología Seis Sigma en una Empresa Productora de
Grafito-Edición Única
Title Aplicación y Análisis de los Elementos que Constituyen la Metodología Seis Sigma en una Empresa Productora de Grafito-Edición Única
Authors Ricardo Adolfo Díaz Pérez Affiliation ITESM
Issue Date 2003-05-01 Item type Tesis
Rights Open Access
Downloaded 19-Jan-2017 02:59:46
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE
MONTERREY
CAMPUS MONTERREY
DIVISIÓN DE INGENIERÍA Y ARQUITECTURA PROGRAMA DE GRADUADOS EN INGENIERÍA
APLICACIÓN Y ANÁLISIS DE LOS ELEMENTOS QUE CONSTITUYEN LA METODOLOGÍA SEIS SIGMA EN UNA EMPRESA PRODUCTORA DE GRAFITO
TESIS
PRESENTADA COMO REQUSITO PARCIAL PARA OBTENER EL GRADO ACADÉMICO DE:
MAESTRO EN CIENCIAS
ESPECIALIDAD EN SISTEMAS DE CALIDAD Y PRODUCTIVIDAD
POR:
RICARDO ADOLFO DÍAZ PÉREZ
DEDICATORIA
A mi esposa Nancy,
Por el apoyo incondicional que me ha brindado durante los años en que hemos estado juntos para desarrollarme en todos los aspectos que una persona integral debe poseer y por el ánimo que hasta ahora me ha otorgado en cada uno de los momentos profesionales difíciles.
A mis hijos Ricardo y Héctor,
De quienes he recibido su cariño y amor y han comprendido, a pesar de su corta edad, las implicaciones que ha tenido mi desarrollo académico.
A mis padres Ricardo y Laura,
Quienes, a pesar de las dificultades, me supieron dar la mejor herencia que todo individuo debería anhelar en su vida: la educación.
A mi hermanos Leticia, Yolanda, Diana Laura y Carlos Alberto,
AGRADECIMIENTOS
Primeramente a Dios,
Por darme la sabiduría necesaria durante los momentos difíciles y toma de decisiones que he tomado en la trayectoria de mi vida.
A mi asesor, el Ing. Edgardo Escalante,
Por haber tenido la paciencia que tanto se demanda de un profesor y por darme la orientación necesaria para culminar mis estudios de posgrado.
A mis sinodales,
Por sus acertadas recomendaciones para poder aplicar cotidianamente los conocimientos aportados en este proyecto.
índice general
Dedicatoria i Agradecimientos ¡¡ índice general jjj índice de figuras v índice de tablas vii Glosario v¡¡¡ Capítulo 1 Introducción 1 1.1 Objetivos de la investigación 2 1.2 Confidencialidad de la información 3 1.3 El proceso 3 1.4 Antecedentes de la investigación 4 1.5 Importancia del estudio 6 Capítulo 2 Investigación bibliográfica 7 2.1 Definición de Seis Sigma (SS) 7 2.2 Cronología de SS 10 2.3 Experiencias bibliográficas 10 2.4 Desarrollo de la metodología 15 2.5 Herramientas estadísticas 16 2.6 Metodologías adicionales 17 Capítulo 3 Definición del problema 20 3.1 Situación actual 20 3.2 Proceso a mejorar 21 3.3 Definición del problema 22 3.4 Estadística básica de la información 25 3.5 Diagramas de caja o boxplots 30 3.6 Gráficas de control e índices de Ppk y Pp 32 3.7 Objetivo del proyecto 37 3.8 Beneficios esperados 37 3.9 Clientes 37 3.10 Alcance del proyecto y formación del equipo de trabajo 38 3.11 Breve descripción del proceso 38 3.12 Justificación del proyecto 39 Capítulo 4 Descripción del proceso y evaluación de los sistemas de medición 40 4.1 Descripción del proceso 40 4.1.1 Flujo del proceso 41 4.1.1.1 Pasos del proceso 41 4.1.1.2 Diagrama del proceso 42
4.1.2 Características del producto o proceso 45 4.1.3 Fuentes de variación 45 4.1.4 Diagrama de árbol 49 4.2 Evaluación de los sistemas de medición 51 Capítulo 5 Análisis estadístico del proceso 55 5.1 Gráficas de efectos principales 55 5.2 Normalidad de la variable bajo estudio 57 5.3 Pruebas de hipótesis 59
5.4 Diseño factorial 2k 60
5.4.1 Determinación de las variables críticas del proceso 60 5.4.2 Diseño de experimentos y utilización del diseño factorial 2k 62 5.5 Análisis de varianza (ANOVA) 67 5.5.1 Efecto de los factores 68 5.5.2 Modelos matemáticos para el sistema 69 5.5.3 Parámetros óptimos de operación 71 5.5.4 Pruebas de varianza y normalidad 72 5.5.5 Confirmación de resultados 75 Capítulo 6 Mejora del proceso 76 6.1 Mejora de la variable A (M. P. fina) 76 7.1 Mejora de la variable A (M. P. fina) 65 8.1 Mejora de la variable A (M. P. fina) 65 6.2 Mejora de las variables B y C (granulometría de las partículas B y D) 78 6.3 Actividades futuras 79 Capítulo 7 Control del proceso 80 7.1 Análisis de las fallas en el proceso 80 Capítulo 8 Experiencias en la implementación del SS 86 8.1 Experiencias en la fase de definición del problema 86 8.2 Experiencias en la fase de medición 87 8.3 Experiencias en la fase de análisis 88 8.4 Experiencias relacionadas al entrenamiento de SS 90 Capítulo 9 Conclusiones y recomendaciones 92 78 9.1 Resultados del estudio 92 9.2 Conclusiones y recomendaciones 95 9.3 Aportación a la metodología SS 99 Referencias 100 Anexos 103
índice de Figuras
Capítulo 1. Introducción
1.1 Descripción esquemática del proceso 4 Capítulo 3 Definición del proyecto
3.1 Gráfica de tendencia del % de desperdicio 21 3.2 Gráfica de tendencia del desperdicio por presión de prensa 22 3.3 Pareto de impacto de desperdicio por producto 23 3.4 Histograma de valores de presión del producto D24 23 3.5 Histograma de valores de presión del producto D30 24 3.6 Promedio de la presión de prensa por lote del producto D24 28 3.7 Desv. estándar de la presión de prensa por lote del producto D24 28 3.8 Desperdicio generado por presión de prensa del producto D24 29 3.9 Rango de la presión de prensa por lote del producto D24 29 3.10 Información mostrada en un boxplot 30 3.11 Boxplot del producto D24 31 3.12 Boxplot del producto D30 32 3.13 Gráfica de control de la presión del D24 34 3.14 Gráfica de control de la presión del D30 35 Capítulo 4 Descripción del proceso y evaluación de los sistemas de medición
4.1 Pasos del proceso de acondicionamiento y formación del producto 43 4.2 Interpretación de la simbología del diagrama de flujo 44 4.3 Diagrama de Ishikawa para la variación de la presión de la prensa 46 4.4 Diagrama de árbol de las actividades a desarrollar 50 Capítulo 5 Análisis estadístico del proceso
5.1 Gráfica de efectos principales de presión contra número de ciclo de
producción para el D24 56 5.2 Gráfica de efectos principales de presión contra número de ciclo de
producción para el D30 57 5.3 Prueba de normalidad para el D24. Proceso no normal 58 5.4 Prueba de normalidad para el D24. Proceso normal 58 5.5 Entradas de información o variables críticas del proceso de
formación del producto 61 5.6 Cubo para la media de la presión (Minitab) 71 5.7 Prueba de varianza constante de los residuos para la prueba de
5.9 Prueba de varianza constante de los residuos para la prueba de
desviación estándar 74 5.10 Prueba de normalidad de los residuos para la prueba de
desviación estándar 74 Capítulo 6 Mejora del proceso
6.1 Descripción esquemática del proceso de molienda 77 6.2 Descripción esquemática del proceso de molienda y cribado 78
índice de Tablas
Capítulo 2 Investigación bibliográfica
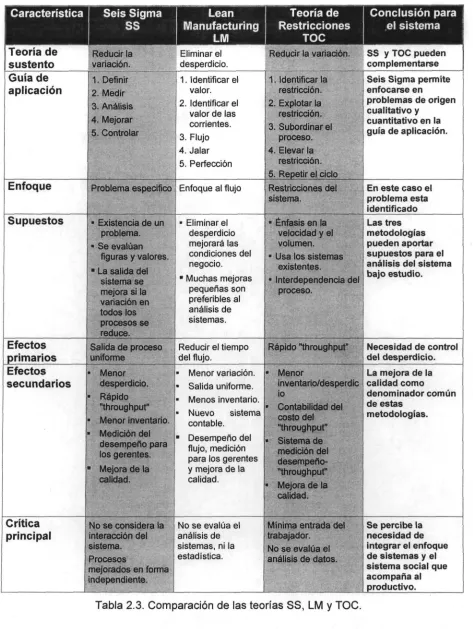
2.1 Niveles de sigma y el número de defectos por millón de oportunidades 8 2.2 Herramientas para el uso de SS 17 2.3 Comparación de las teorías SS, LM y TOC 19 Capítulo 3 Definición del problema
3.1 Estadística básica para el producto D24 26 3.2 Estadística básica para el producto D30 27 3.3 Normalidad, Ppk o Pp para cada lote del producto D24 33 3.4 Normalidad, Ppk o Pp para cada lote del producto D30 36 Capítulo 4 Descripción del proceso y evaluación de los sistemas de medición
4.1 Descripción detallada del flujo del proceso 47 4.2 Valores utilizados para elaboración de análisis GR&R 51 4.3 Estudio de repetibilidad y reproducibilidad para la presión de la prensa 53 Capítulo 5 Análisis estadístico del proceso
5.1 Diseño experimental y sus resultados 63 5.2 Valores altos y bajos (niveles) 63 5.3 Matriz de diseño 64 5.4 Factores y códigos 65 5.5 Piezas seleccionadas 65 5.6 Contrastes y efectos para cada factor 66 5.7 ANOVA 68 5.8 Coeficientes para cada variable para la media y desviación estándar
de la presión 70 5.9 Niveles de las variables de entrada 71 Capítulo 7 Análisis estadístico del proceso
7.1 Análisis de modo y efecto de la falla 82 Capítulo 9 Conclusiones y recomendaciones
9.1 Resultados del estudio para el producto D24 93
GLOSARIO
AMEF Análisis de modo y efecto de la falla. ANOVA Análisis de varianza.
Black Belt persona entrenada en SS que se dedica de tiempo completo en la mejora de los procesos (Pandle y Holpp, 2002).
Crítico de calidad Requerimientos del cliente (Pandle y Holpp, 2002).
Champion ejecutivo o gerente clave de una organización que asegura que los proyectos SS estén alineados con los objetivos del negocio (Pandle y Holpp, 2002).
D24 Producto de 24 pulgadas de diámetro. D30 Producto de 30 pulgadas de diámetro. DOE Diseño de experimentos.
Oreen Belt persona entrenada en SS que se dedica de tiempo completo o parcial en actividades para la mejora de los procesos (Pandle y Holpp, 2002).
LM Metodología Lean Manufacturing.
Master Black Belt persona que asesora a los Black Belts en diferentes proyectos. Es un experto en SS (Pandle y Holpp, 2002).
Ppk / Pp Indicadores de capacidad de procesos que utilizan, para su cálculo, la desviación estándar de datos individuales.
SS Metodología Six Sigma.
Throughput Resultado de la diferencia entre las ventas y el costo de las materias primas.
TOC Metodología de Teoría de Restricciones.
Introducción 1
Capítulo 1. Introducción
La globalización del mercado de bienes y servicios ha traído muchos beneficios para la industria al igual que una gran cantidad de retos que exigen un mayor esfuerzo por parte de los integrantes de todos los niveles organizacionales. Es necesario, en forma general, desarrollar nuevas formas de trabajar que lleven a las empresas a adaptarse a un mundo en rápida mutación.
Para poder viajar a la velocidad que se requiere para estar en la carrera de la comercialización de un producto en particular, es importante que todos y cada uno de los integrantes de una organización conozcan el rumbo al cual se dirigen. Además, para que el personal de la empresa conozca el papel que debe desempeñar, es necesario que éste tenga los conocimientos que se requieren para poder participar en la toma de decisiones que son determinantes para dar el salto necesario, en el momento oportuno, para mantenerse en el mercado. Mantener el capital intelectual que representa el conocimiento en una empresa, se hace muy difícil en la época actual debido a la alta rotación de personal que existe en todos los niveles de una organización.
Estos factores críticos en la empresa, requieren que la organización adopte estrategias y metodologías innovadoras que le garanticen la implementación de cambios radicales necesarios para el mejoramiento de los resultados de la empresa, en el marco de una cultura de participación colectiva, es decir, de trabajo en equipos colaborativos.
Introducción 2
El resultado de este proyecto indica la gran oportunidad que existe de obtener buenos resultados al adoptar la metodología en todos los procesos o en algunos de ellos.
En este capítulo se presentan los objetivos de la investigación, descripción del proceso donde se desarrolló el estudio, así como sus antecedentes e importancia.
1.1 Objetivos de la investigación
Esta investigación presenta la aplicación de la metodología Seis Sigma (SS) en una compañía manufacturera de grafito que busca mejorar sus procesos productivos para cumplir con las expectativas de sus clientes, enfatizando los siguientes objetivos generales:
• Estudiar los elementos que constituyen la metodología SS y realizar la transferencia de los mismos a un proceso productivo real mediante herramientas de análisis de sistemas, que permitan su adecuación a un contexto real.
• Implementar la metodología SS en una parte controlable del proceso productivo, para reducir la variación en la condición de operación que genera la mayor cantidad de desperdicio.
• Proponer líneas de entrenamiento y programas de mejora en la calidad para guiar los esfuerzos de la empresa hacia una operación de cero defectos.
Introducción 3
• Sugerir alternativas para controlar la calidad en segmentos de otros procesos productivos de la empresa que se encuentran interrelacionados entre sí.
• Analizar las experiencias obtenidas en dicha metodología para presentar sugerencias de ¡mplementación en otros contextos productivos.
1.2 Confidencialidad de la información
Este proyecto de investigación es realizado dentro de una empresa productiva de nuestro país que se encuentra en el sector productivo primario de México. Por lo tanto, la información presentada en este documento muestra tendencias reales; sin embargo, no es precisa en valores puntuales por razones de confidencialidad en atención a los requerimientos propios de la organización.
1.3 El proceso
La empresa que es objeto de esta investigación, manufactura productos de utilidad a la industria del acero. El electrodo de grafito es utilizado como medio para la fundición del acero en los hornos eléctricos. En forma muy general, los pasos que integran el proceso de manufactura de este producto se muestran en la figura 1.1.
El acondicionamiento y formación del producto corresponde a la primera fase de producción, en donde se recibe y clasifica la materia prima en diferentes granulometrías de acuerdo a la formulación del producto a procesar. Para la formación del producto se utiliza una prensa hidráulica la cual debe de funcionar en un rango estándar de presión, que se ejerce sobre la mezcla a procesar a través de ella.
Introducción 4
Después, se le inyecta un componente derivado del carbón para incrementar su densidad, y nuevamente es sometida a una temperatura controlada mayor a los 800 °C. Luego, a través de un proceso de suministro de energía eléctrica el producto se transforma de carbón a grafito. Finalmente, se lleva a cabo el maquinado de la pieza para darle las dimensiones finales solicitadas por los clientes.
- Acondicionamiento Cocimiento a Inyección de
y formación del temperatura material derivado producto controlada del carbón
1
Maquinado para Transformación Cliente dimensiones
[image:17.577.57.536.99.670.2]finales 8ram°
Figura 1.1. Descripción esquemática del proceso.
1.4 Antecedentes de la investigación
Un análisis realizado al comportamiento que ha tenido el rendimiento en el uso de la materia prima en todo el proceso de manufactura, mostró que durante los últimos dos años, la causa principal por la que no se ha alcanzado el nivel óptimo de aprovechamiento se ubica en la primera etapa, acondicionamiento y formación del producto. En esta etapa, el último subproceso utiliza una prensa de extrusión cuya presión de operación tiene un alto nivel de variación lo que causa que se rebasen constantemente los límites de especificación y se genere desperdicio.
Introducción 5
reprocesar el producto, es necesario verificar las especificaciones de la mezcla que se requieren, además de asegurarse que las condiciones existentes no sean obsoletas, y determinar si es posible retrabajar el desperdicio para obtener un producto utilizable. También se presenta el riesgo de un manejo inadecuado del inventario de producto defectuoso que cancele las posibilidades de retrabajo.
Debido a que el producto físicamente no muestra características diferentes a las que muestra cuando es defectuoso (siempre tiene las mismas dimensiones y su color es negro), cuando se encuentra listo para la etapa siguiente del proceso, es posible que personal sin entrenamiento o cuidado suficiente, mezcle los productos de contenedores de materia defectuosa con materia aceptada. En esos casos, al detectarse esta falla, se elimina todo el producto.
El propósito de la administración de la calidad en la organización bajo estudio, es tener las variables del proceso y las propiedades del producto dentro de condiciones de control aceptables, para así incrementar el indicador actual de rendimiento y reducir la variabilidad de la presión de operación en el formado del producto.
La investigación se ubica en la parte del proceso dedicada al acondicionamiento de la materia prima y la formación del producto.
Un ejemplo de la importancia del desperdicio se presentó en un año determinado, cuando 532 toneladas de material tuvieron que ser reprocesadas por dicha variación, mientras que un nivel normal de desperdicio en esta fase hubiera sido de 200 toneladas.
Introducción 6
1.5 Importancia del estudio
Esta investigación es particularmente importante, debido a la necesidad de reducir los altos índices de desperdicio que se generan actualmente en la primera parte del proceso productivo y que ponen en riesgo la rentabilidad del producto final de la empresa.
Los clientes actuales de los productos de la empresa se enfocan en la variación de las propiedades de los mismos, y no en el promedio de dichos indicadores. Por ello, es necesario asegurar un proceso que mantenga las condiciones del producto dentro de los límites de las especificaciones, con variaciones controladas y explicadas científicamente, además del cumplimento con el tiempo de entrega y la consistencia del mismo. Esta visión se aplica tanto para los clientes internos, constituidos por los procesos subsiguientes a la etapa analizada, como por los externos que reciben el producto terminado.
Dada la naturaleza sistémica de esta etapa productiva, formada por una serie de procesos interrelacionados entre sí, se ha analizado que la aplicación de la metodología SS puede convertirse en una alternativa viable, como punta de lanza, para la incorporación de una nueva cultura de calidad en la organización, que promueva el mejoramiento de los indicadores de operación y rentabilidad mediante herramientas integrales enfocadas a todos los aspectos relacionados con la calidad de salida del producto.
Investigación bibliográfica 7
Capítulo 2. Investigación bibliográfica
Se elaboró una investigación bibliográfica con el propósito de conocer el proceso de implementación de la metodología Seis Sigma (SS) y de las experiencias que las organizaciones han tenido en el proceso de la aplicación de dicha metodología a sus procesos productivos.
La revisión bibliográfica se realizó en bases de datos disponibles dentro de los recursos de información de la Biblioteca Digital del Tecnológico de Monterrey. Se realizaron búsquedas en bases de datos especializadas utilizando como descriptores palabras tales como industria química, servicios al cliente, industria metalmecánica, planeación de procesos, control de calidad, estándares de calidad, reingeniería, métodos estadísticos y Seis Sigma
En la revisión bibliográfica realizada fue evidente la escasez de libros enfocados a esta metodología. Existen libros que dan una idea a los gerentes de lo que es la metodología SS sin profundizar demasiado en ésta. Sin embargo, hay una gran diversidad de artículos publicados principalmente por quienes se han visto involucrados en el proceso de implementación de la metodología en procesos productivos.
Los artículos revisados se balancearon en cuanto al carácter de las publicaciones diferentes y en cuanto a los autores de los mismos. De igual forma, se revisaron libros recientes sobre el tema para orientar el marco conceptual de esta investigación.
2.1 Definición de Seis Sigma (SS)
Investigación bibliográfica 8
alcanzaban las expectativas de los clientes, podían ser producidos sin errores desde el inicio de su proceso de producción. Esto representó una idea muy radical en la producción: medir los requerimientos del cliente y el desempeño en función de las metas durante la producción y no sólo al completar el producto. SS es un programa altamente estructurado para la mejora de los procesos de negocio (Shand, 2001).
Sigma es un término griego que describe variación. SS se define como 3.4 defectos por millón de productos. El objetivo del programa es minimizar la variación o defectos durante la elaboración de productos.
En términos de sigma, y considerando un desfasamiento de la media en +/ 1.5a, si se tiene un proceso en el que sólo el 68% del producto se encuentra dentro de los rangos de especificación, entonces se tiene un proceso equivalente a un nivel de 2 sigma. Si el porcentaje fuera 93%, el proceso estaría operando a un nivel de 3 sigma, y a 4 sigma si fuera 99.4% el producto que estuviera dentro del rango de especificación. Finalmente, un proceso 6 sigma es aquel con un desempeño del 99.9997% dentro de especificaciones (Pandle y Holpp, 2002).
En cuanto a la relación que existe entre los niveles de sigma y el número de defectos por millón de oportunidades o actividades, se tiene la tabla 2.1 (Pandle y Holpp, 2002).
Nivel de siqma Defectos por millón de oportunidades
6 3.4
5 233
4 6,210 3 66,807 2 308,537 1 690,000
Investigación bibliográfica 9
En mi opinión, esta relación puede desmotivar al director de una empresa en aplicar la metodología en su organización si éste no tiene el conocimiento detallado de la misma.
Cada uno de los autores que ha escrito sobre la metodología SS desarrolla una definición que sirve de punto de partida para su análisis. Breyfogle (2000) establece como definición de partida: "la estrategia SS involucra el uso de herramientas estadísticas dentro de una metodología estructurada mediante la ganancia de conocimientos necesarios para alcanzar los mejores productos y servicios más rápido y más barato que la competencia".
Además de esta definición, la metodología SS se enfoca a reducir la variación de los procesos, para después mejorar la capacidad de los mismos. Bendell (2001) completa la idea de Breyfogle al establecer que SS es una estrategia de mejora continua basada en la elaboración de proyectos, que considera la participación total de personas altamente entrenadas (a las que llama "blackbelts") y con un entrenamiento menor (a las que llama "greenbelts") para dirigir estos proyectos.
Bendell (2001) menciona el uso de la metodología DMAICT (por sus siglas en inglés): Define, Mide, Analiza, Mejora, Controla, Transfiere, en donde incorpora este último elemento a los existentes en la metodología SS, ya que considera la transferencia a otros procesos, como una parte fundamental del capital intelectual de las organizaciones. Añade, de igual forma, que es necesario incorporar alrededor de 141 conceptos y herramientas estadísticas de apoyo a este enfoque.
Por su parte, Constanzo (2002) presenta a SS como un proceso de seis pasos, y enfatiza el proceso de implementación de la metodología, cambiando las siglas anteriores a DMAIIC.
Investigación bibliográfica 10
Su conclusión apunta a que "No es solo otro programa de calidad, es precisamente un conjunto de herramientas estadísticas y un grito de guerra hacia la mejora continua". Por último, esta metodología no subestima el valor de cualquier otra iniciativa de calidad, al contrario, la complementa.
2.2 Cronología de SS
La historia de la metodología SS se enfoca al periodo de 1985 a 2001 e incluye seis etapas (Cantú, 2001):
• Periodo de diseño (19851992), en donde destacan las empresas Texas Instruments y Motorola.
• Periodo de refinamiento (19921993) en donde participa la industria ABB. • Periodo de resultados (19941996) en donde se ubican Allied Signal y
General Electric.
• Periodo de conocimiento competitivo (19961997) en donde la desarrollan General Electric, Nokia y Siebe.
• Periodo de "Nuevas tecnologías" (19971998) en donde participan Lockheed Martin, Sony Grane, Polaroid Corporation, entre otros.
• Periodo de "hipercrecimiento" (19982000) con la incorporación de Toshiba Noranda, American Express, Dupont, Ford, Dow Chemical, Johnson Controls, entre otros.
2.3 Experiencias bibliográficas
Investigación bibliográfica 11
En esta sección se presentan las generalidades de la metodología SS. Se muestran los enfoques metodológicos, la forma de incorporar esta metodología en la empresa, los métodos de implementación, los obstáculos más comunes en esta etapa, los principales métodos complementarios del SS, la importancia del factor humano y las posturas en contra de la metodología.
Tylutki y Fox (2002), mencionan que SS es el modelo administrativo deseado debido a que representa un sistema altamente integrado con objetivos agresivos y que requiere de un alto compromiso por parte de aquellas organizaciones que se encuentran operando entre una y dos sigma.
Carnell & Lambed (2000), jubilados de la empresa Allied Signal, reflexionan sobre el enfoque de la metodología SS, considerando que no puede considerarse como la única herramienta en una organización que puede resolver todos los problemas, ya que no es garantía de tener una "bala de plata". De hecho, proponen que la Excelencia Operacional (ser mejor hoy que ayer y mañana mejor que hoy) requiere de tres iniciativas: SS como la estrategia central, Supply Chain y un elemento que hace que estas dos iniciativas trabajen: la estrategia llamada High Performance Work Places (lugares de trabajo de alto desempeño).
Investigación bibliográfica 12
Basu (2001) enfatiza el hecho de que SS tiene un ciclo de vida finito. También refiere que General Electric estimó los beneficios del uso de esta técnica en un 5% de sus ventas y un incremento de 10 a!15% en el precio de sus acciones.
Burkett (citado por Shand, 2001) comenta que son dos factores principales los que diferencian al SS de otros programas de calidad: los resultados medibles y el involucramiento de los altos ejecutivos en diferentes proyectos. Matro (citado por Shand, 2001) puntualiza que la metodología SS es única porque el cliente define el defecto, el programa es dirigido por los datos que se van obteniendo y se enfoca a dar seguimiento a los acuerdos para medir el cumplimiento con las expectativas.
Bendell (2001) establece que SS puede iniciarse en una compañía de diferentes maneras. Un buen punto de partida es un seminario o taller de dos días impartido por un directivo entrenado en esta metodología para dar las bases de la planeación e implementación. El siguiente paso involucra el entrenamiento a los "blackbelts" y "greenbelts" quienes trabajarán en un proyecto inicial como parte de su proceso de entrenamiento. Ellos se convertirán en los promotores de esta metodología hacia el interior de la empresa. Por su parte Schmitt (2001), propone que la metodología SS puede ser implementada en ciertas partes o procesos, para el caso de organizaciones con recursos limitados.
Pyzdek (2001) enfoca la implementaron de SS usando los métodos básico, intermedio y avanzado.
Investigación bibliográfica 13
Herramientas del método básico Mapas de proceso
Flujogramas
Hojas de verificación Pareto
Ishikawa
Gráficas de dispersión Diagramas de afinidad Diagramas de árbol
Herramientas del método intermedio Conceptos de probabilidad Valor esperado teórico Distribuciones
Inferencia estadística
Herramientas del método avanzado
DOE
ANOVA Regresión
En general, la mayoría de los profesionistas conocen las herramientas del método básico y algunos el intermedio.
Bendell (2001) menciona como obstáculos para la implementación de esta metodología un liderazgo débil, un establecimiento deficiente de metas y administración del proyecto, una fuerza de trabajo sobrecargada, fallas para descargar de trabajo a la gente clave y el entrenamiento inadecuado.
Investigación bibliográfica 14
Tolerancia Mecánica para SS (MTSS por sus siglas en inglés). Este proceso, a diferencia de SS (enfocado a la variación de la producción y a los defectos de un proceso de manufactura), determina los valores de tolerancia óptimos y predice, tanto la calidad de dicha tolerancia, como la calidad de la manufactura asociada con la tolerancia asignada a las partes de un ensamble.
Dado que la implementación exitosa de estos enfoques depende en gran medida del personal asignado a cada proceso, resulta importante establecer guías y observaciones para reconocer a los empleados que realicen contribuciones para el avance de la organización. Carder y Clark (1992) enfatizan algunas características del reconocimiento:
• El reconocimiento no es un método mediante el cual los gerentes manipulan al empleado.
• El reconocimiento no es una compensación. • El reconocimiento debe ser personal.
• El reforzamiento positivo no siempre es un buen modelo de reconocimiento. • Los empleados no deben creer que el reconocimiento se basa en la suerte. • El reconocimiento es una necesidad humana.
• Los programas de reconocimiento no deben crear ganadores y perdedores. • El reconocimiento también se debe de dar por el esfuerzo y no sólo por
haber logrado un objetivo.
Investigación bibliográfica 15
2.4 Desarrollo de la metodología
Aunque cada autor difiere en su enfoque de aplicación de la metodología, en general se enfocan a pasos en común. Escalante (2002), propone los siguientes 9 pasos basados en DMAIC.
Definir
1. Definir el problema/proyecto de mejora (CTQ's). Medir
2. Definir y describir el proceso. 3. Evaluar los sistemas de medición.
Analizar
4. Determinar las variables críticas del proceso (KPIV's). 5. Evaluar la estabilidad y capacidad del proceso.
Mejorar
6. Optimizar y robustecer el proceso.
7. Validar la mejora (Estabilidad y Capacidad del proceso). Controlar
8. Controlar el proceso. 9. Mejorar continuamente.
Investigación bibliográfica 16
• Revisión y estudio detallado de la metodología SS.
• Entrenamiento al grupo de trabajo de la empresa que participó en el desarrollo del proyecto.
• Descripción de la situación actual con base a la información de todas las variables disponibles.
• Aplicación de la metodología. • Recopilación de información. • Análisis de resultados.
La reducción de la variación de esta variable de proceso traerá como resultado la mejora de otros procesos subsecuentes y como consecuencia del desempeño de todo el proceso y la satisfacción de los clientes internos y externos.
La mejora en forma individual de los procesos puede llevar consigo la reducción de la capacidad de la organización para cubrir las necesidades del cliente y de proveer productos y servicios en el momento adecuado y a bajo costo. Así que, una organización que mejora procesos sólo por mejorar, corre el riesgo de enfocarlo en los objetivos equivocados del negocio, lo cual podría costarle más que lo que pretendía ahorrar (Nave, 2002).
2.5 Herramientas estadísticas
Investigación bibliográfica 17
DEFINIR MEDIR ANALIZAR MEJORAR CONTROLAR Diagrama de
Párelo Histograma Gráficas de
tendencia
Diagrama de flujo
Diagrama Ishikawa Técnica del
grupo nominal GR&R
Pruebas de hipótesis Intervalos de
confianza Diseño de
experimentos Gráficas multivari Gráficas de control Capacidad del
proceso, rendimiento y métrica SS.
Análisis de regresión Superficies
de respuesta Estabilidad Capacidad del proceso
Gráficas de control EWMA Precontrol AMEF
Tabla 2.2. Herramientas para el uso de SS.
Esta lista no es exhaustiva y pueden añadirse métodos adicionales para alcanzar los propósitos de cada fase.
2.6 Metodologías adicionales
Los líderes de cada organización adoptan la metodología que consideran apropiada para mejorar las condiciones del negocio o resolver una problemática específica. Además de la metodología utilizada en este proyecto, existen otras complementarias de gran uso en las empresas, incluyendo la empresa bajo estudio y son:
• Lean manufacturing (LM)
• Teoría de restricciones (TOC)
Nave (2002) compara las dos metodologías anteriores y SS en cuanto a lo siguiente:
• Teoría que utilizan
Investigación bibliográfica 18
• Enfoque a solucionar problemas
• Supuestos generales • Efectos primarios • Efectos secundarios
• Crítica principal que han recibido
Investigación bibliográfica 19
Definición del problema 20
Capítulo 3. Definición del problema
La aplicación de la metodología SS inicia con la definición del proyecto o problema a analizar por parte de las personas involucradas en el sistema bajo estudio. Se realiza una discusión para identificar cada uno de los clientes de los procesos y la situación problemática específica que se percibe o se ha analizado. Además, se identifican las características clave e importantes para el cliente, junto con los procesos que soportan dichas características. Al terminar este diagnóstico, se hace necesario identificar tanto las condiciones de salida, como los elementos del proceso disponibles (Nave, 2002).
En este capítulo se muestran las herramientas utilizadas para realizar un diagnóstico de la situación problemática que sirvió de punto de partida para conocer el estado en que se encontraba la empresa bajo estudio y definir el problema. Tales herramientas son:
• Gráfica de tendencia • Histograma
• Gráfica de Pareto
• Estadística básica de la información • Gráficas de Control, Ppk y Pp • Diagramas de caja o boxplots 3.1 Situación actual
Definición del problema 21
3.2 Proceso a mejorar
El subproceso que se pretende mejorar con la aplicación de SS es la etapa de "formación del producto". El resultado esperado de la mejora es la disminución en el desperdicio generado en esa etapa del proceso debido a condiciones de operación que se encuentran por afuera de los estándares permitidos.
En la figura 3.1 se puede observar el porciento de desperdicio total generado en la etapa de proceso en la cual se desarrolló el proyecto (acondicionamiento y formación del producto).
% de desperdicio total por año
Área: Formación del producto
1997 1998 1999 2000 2001 Año
[image:34.613.128.486.304.513.2]2002
Figura 3.1. Gráfica de tendencia del % de desperdicio.
Definición del problema 22
En la figura 3.2 se muestra el desperdicio generado únicamente por un exceso de presión de la prensa con respecto a los límites de especificación (AP/BP, presión por arriba o abajo de los límites de especificación). En dicha figura se observa que el menor nivel de desperdicio por esta causa fue en 1997 y 2002, mientras que el mayor ocurrió en 1998.
% de desperdicio por presión de prensa Área: Formación del producto
1997 1998 1999 2000 2001 2002
Año
Figura 3.2. Gráfica de tendencia del desperdicio por presión de prensa.
3.3 Definición del problema
Definición del problema 23
Impacto por producto en el total de desperdicio por presión de prensa (Año 2002)
30% 28%
30 16 20 28 14
Producto (Diámetro en plg.)
[image:36.581.62.554.314.658.2]18
Figura 3.3. Pareto de impacto de desperdicio por producto.
Las figuras 3.4 y 3.5 muestran la distribución de los valores de presión de la prensa para los productos de D24 y D30. En dichas gráficas se puede ver que existen valores por arriba o debajo de las especificaciones de presión.
Histograma Producto: D24
LIE LSE
Definición del problema 24
LIE
Histograma Producto: D30
[image:37.576.107.450.69.291.2]LSE
Figura 3.5. Histograma de valores de presión del producto D30.
Los datos utilizados para la construcción de las gráficas mostradas en las figuras 3.4 y 3.5, corresponden a la producción de la primera mitad del año 2002. Tomando en consideración todos los datos para cada uno de los productos hasta ahora mencionados como centro de atención, se obtuvieron los siguientes estadísticos:
Producto
D24
D30
N Media
1635 33
1128 17
Desv. Est. Deseado
2.8 32
1.4 16
LSE
38 19
LIE
26 13
Donde N es el número de datos utilizados para la construcción de los histogramas mostrados en las figuras 3.4 y 3.5.
Definición del problema 25
Producto Porcentaje Nivel sigma
D24 95.81 3.23
D30 92.45 3.02
El nivel sigma se obtuvo mediante el uso de una tabla de % de rendimiento contra el nivel sigma y DPMO (defectos por millón de oportunidades) encontrada en el libro de Pandle y Holpp, 2002.
Como se ve en los resultados de nivel de sigma, los productos D24 y D30 tienen oportunidad de mejora comparada con 6 sigma.
3.4 Estadística básica de la información
El uso de la estadística básica es una herramienta que provee de información sencilla, pero útil en el sentido que es el punto de partida para el inicio de un análisis más profundo de una situación dada.
Para este proyecto, se obtuvo información estadística básica para los dos principales productos afectados por el fenómeno bajo estudio, D24 y D30.
La información recopilada fue: • Promedio
• Desviación estándar • Mediana
Definición del problema 26
Los datos para obtener esta información corresponde a un período de tiempo aproximado de seis meses, los cuales correspondieron al año 2002. El muestreo fue del 100% para el D24 y D30.
En las tablas 3.1 y 3.2 se puede ver la información correspondiente a las diferentes medidas estadísticas básicas utilizadas en estos lotes. En ellas se percibe también la variabilidad que existe entre los lotes, mas adelante se muestran algunas gráficas de control utilizadas para determinar la estabilidad y donde se hablará con mas detalle.
[image:39.612.137.451.290.580.2]Producto: D24 Lote 241 242 243 244 245 246 247 248 249 2410 2411 2412 2413 2414 2415 2416 2417 2418 2419 2420 Población N 89 75 245 172 85 97 11 38 54 21 151 25 105 63 119 162 28 15 22 66 1635 X 30 32 34 34 33 33 35 35 35 33 32 30 29 31 31 33 33 33 35 34 33 D.E. 2.7 2.0 2.3 1.8 2.0 1.8 2.9 2.4 1.9 1.7 1.7 1.8 3.6 2.3 2.3 2.3 2.4 1.7 1.6 1.7 2.78 Mediana 31 32 34 34 34 34 36 36 36 34 32 30 29 31 32 33 33 32 35 34 33 Moda 31 32 34 34 35 34 38 36 36 34 32 30 32 31 32 34 34 32 36 34 32 Rango 13 9 18 11 10 8 8 9 6 6 11 6 19 11 13 14 13 6 6 8 30 Varianza 7.2 4.1 5.2 3.1 4.0 3.2 8.3 5.5 3.7 2.9 3.1 3.3 12.9 5.2 5.2 5.4 5.8 2.8 2.4 2.9 7.74
Definición del problema 27
Producto: D30
Tabla 3.2. Estadística básica para el producto D30.
Con el propósito de mostrar de manera clara y entendible el comportamiento de cada uno de las medidas estadísticas obtenidas, se realizó una serie de gráficas mostradas en las figuras 3.6 a 3.8 para algunos de los estadísticos, así como sus comentarios correspondientes, para el producto D24.
Definición del problema 28
Promedio de la presión por lote Producto: D24
Figura 3.6. Promedio de la presión de prensa por lote del producto D24. En la figura 3.6 se observa que el promedio de cada uno de los lotes se encuentra muy cerca del objetivo (32), marcado con una línea gruesa continua.
Desv. Est. de la presión por lote Producto: D24
Figura 3.7. Desviación estándar de la presión de prensa por lote del producto D24.
Definición del problema 29
% de desperdicio por presión de prensa Producto: D24
Figura 3.8. Desperdicio generado por presión de prensa del producto D24.
En la figura 3.7 se puede observar que la alta desviación estándar provocó también desperdicio en el lote 2413.
En la figura 3.9 se muestra el rango existente entre el máximo valor y el mínimo de presión encontrado en el lote de producción específico. Este valor da una idea rápida de la variación que se tiene en el lote. Se puede notar que si se toman los datos de todos los lotes, el rango se incrementa considerablemente
Rango de la presión por lote Producto: D24
o J o i * i n < 0 r w 4 o < 7 > O i r - n J O ' * i n < £ r - « o 0 t
• ¿ • 4 ^ í ¿ i Í ^ ^ ¿ " ~ * ~ " ~ 1
* ~ * " ' ^ ' ~ " ~ " ~ ' ^
O J O J O J O J O J O J O J ' M O J I M f y Lote
Definición del problema 30
3.5 Diagramas de caja o boxplots
Una gráfica boxplot da información acerca de la distribución de un conjunto de valores. A pesar de su simplicidad, un boxplot provee información relevante. En la organización donde se desarrolla el proyecto no se utiliza en forma frecuente por parte de los ingenieros del proceso.
La información que da un boxplot se muestra en la figura 3.10 (Pyzdek, 2001).
Mayor valor observado
Mediana (Percentil 50)
Menor valor observado
I
Mayor valor observadoen el extremo Percentil 75Percentil 25
Menor valor observado en el extremo
Figura 3.10. Información mostrada en un boxplot.
Definición del problema 31 Variable 12401 i L2402 L2403 L2404 L2405 L2406 L2407 L2408 L2409 L2410 L2411 L2412 L2413 L2414 L2415 L2416 L2417 L2418 L2419 : L2420
15 20 25 30
Description
; Lote 241 Lote 242 Lote 243 Lote 244 Lote 245 Lote 246 Lote 247 Lote 248 Lote 249 ! Lote 24 10 ¡ Lote 241 1
Lote 24 12 Lote 24 13 Lote 2414 Lote 24 15 Lote 24 16 Lote 24 17 Lote 24 18 Lote 24 19 Lote 2420
35 40 45 Based on Median and Quartiles
Mean Std. Dev.
30.0786 2.6766 32.1733 2.02266 33.6835 2.28041 34.3779 1.77117 33.3412 1.99734 33.4742 1.79172 35.3636 2.87307 35.2368 2.35308 35.3518 1.91476 32.9048 1.70014 31.8874 1.74945 29.92 1.82392 28.8571 3.58798 30.619 2.27489 31.3025 2.27199 32.784 2.32918 32.5714 2.4103 32.6 1.68184 34.8636 1.55212 33.7273 1.69656 Target Samples Mínimum 89 75 237 172 85 97 11 38 54 21 151 25 105 63 119 162 28 15 22 66 22 28 28 30 27 29 30 29 32 29 26 26 16 26 24 26 22 30 31 30 Specs
Definición del problema 32
Variable Description L3001 . . . ¡ Lote 301
L3002 Lote 302
L3003 : Lote 303 L3004 ¡ • Lote 304 L3005 L3006 L3007 L3008 L3009 L3010 L3011 L3012 L3013 L3014 L3015 Lote 305 Lote 306 • • Lote 307 Lote 308 • • Lote 309 Lote 30 10 Lote 301 1 : Lote 301 2 ! Lote 301 3 ¡ Lote 3014 Lote 301 5 12 14 16 18 20 22 24 26 28
Based on Median and Quartiles
SamplesMean Std. Dev. Mínimum 51 20 40 70 54 124 237 13 41 42 128 19 43 67 179
16.549 1.26986 14 15.55 1.14593 14 15.475 1.28077 14 16.37141.02394 14 16.16671.04159 13 15.70970.935081 14 17.40080.913458 15 20.53851.05003 19 18.46341.88544 14 17.64291.00781 16 16.24220.961839 14 13.84210.688247 13 16.32561.14893 14 17.17910.983583 15 17.03351.00504 15 Target Specs Figura 3.12. Boxplot del producto D30.
De las figuras anteriores se pueden hacer varias interpretaciones en cuanto a la distribución de los valores para cada uno de los lotes de producción. Para el caso del producto D24, los lotes 247 y 2413 son los que tienen mayor variación, en el D30, los de mayor variación son los lotes 303 y 3015. Esto es sin considerar los valores extremos que provocan el incremento en la desviación estándar del conjunto de datos, sólo la longitud del boxplot. En el caso del producto D24, las causas principales de la variación se debieron a tiempos perdidos por fallas de equipo y variación en el tamaño de la granulometría de la materia prima. En los lotes del D30 no se encontró una causa aparente de la variación.
3.6 Gráficas de control e índices de Ppk y Pp
Definición del problema 33
existe sólo estabilidad en el producto D24, por lo que en este caso se pudiera calcular el Cpk. Mientras tanto, se pudiera calcular el Ppk al D30, el cual muestra inestabilidad en su proceso (Breyfogle, 1999).
En las tablas 3.3 y 3.4 se indica la estabilidad de cada lote en particular, por lo que se utilizó gráficas de control para determinar dicha situación. Se concluye que existen muy pocos lotes que lograron la estabilidad, lo que muestra el problema de variabilidad existente en esta variable de salida, la presión de la prensa. Por lo anterior, se tomó la decisión de obtener el Ppk y Pp a todos los lotes. Prácticamente ninguno tuvo resultados arriba de 1.33, el cual es el nivel deseado, pero si se obtuvieron arriba de 1.00 que es lo requerido para que el proceso sea "apenas capaz" (Pyzdek, 2001).
Producto: D24 Lote 241 242 243 244 245 246 247 248 249 2410 2411 2412 2413 2414 2415 2416 2417 2418 2419 2420 Estable No No No No No No No No No No Si Si Si No Si No No Si Si No Normalidad No No No No No No Sí No No No No No No
SI
NO
No NoSI
NO
NN Ppk 0.76 1.29 0.93 1.06 1.11 1.21 0.54 0.67 0.81 1.39 1.50 1.08 0.45 0.97 1.07 1.03 1.03 1.47 1.10 1.23 Pp 1.00 1.32 1.18 1.51 1.34 1.49 0.93 1.13 1.39 1.57 1.52 1.46 0.74 1.17 1.17 1.14 1.11 1.59 1.72 1.57 NoDefinición del problema 34
Definición del problema 35
Definición del problema 36 Producto:D30 Lote 301 302 303 304 305 306 307 308 309 3010 3011 3012 3013 3014 3015 Estable Si No No Si Si No No No No No No No No No No Normalidad No No No No No No No Sí No No No No No No No Ppk 0.91 1.03 0.90 1.18 1.23 1.32 0.95 N.D. 0.27 0.78 1.30 0.89 1.07 0.96 0.98 Pp 1.05 1.16 1.04 1.30 1.28 1.43 1.46 1.27 0.71 1.32 1.39 1.94 1.16 1.36 1.33
Definición del problema 37
3.7 Objetivo del proyecto
Como resultado de reuniones con el equipo de trabajo, se concluyó en el siguiente objetivo del proyecto:
"Implementar la metodología de trabajo SS que incluye definir, medir, analizar, mejorar y controlar las variables necesarias del subproceso de formado del electrodo para reducir el desperdicio actual de 1.7% (obtenido en el año 2002), a un valor menor a 0.63% promedio mensual, que es generado por condiciones de presión fuera de límites estándar para el total de los productos, tomando como base el comportamiento de los presentados en este proyecto (D24 y D30)".
Dicha meta de mejora es realista dado que en un periodo mensual se obtuvo ese nivel de desperdicio.
Como información adicional se tiene que un decimal (0.1%) de desperdicio corresponde a un costo anual aproximado de 56,000 dólares por concepto de materia prima principalmente.
3.8 Beneficios esperados
El beneficio de la implementación de esta metodología en el proceso será la disminución del costo de manufactura en el subproceso de formación del producto, así como la disminución de la variación en el proceso siguiente y en el producto terminado después de haberlo sometido a sus condiciones de operación.
3.9 Clientes
Definición del problema 38
(acondicionamiento y formación del producto), mientras que los externos son los subprocesos que reciben el producto en las etapas posteriores.
3.10 Alcance del proyecto y formación del equipo de trabajo
En el momento del inicio del análisis de este sistema, para efectos de la investigación, se mantenía la producción de altos niveles de desperdicio debido al producto que fue procesado con una presión superior o inferior a los estándares permitidos. Todos los productos que se fabrican en este proceso, han tenido una variación considerable en esa condición de operación y han estado generando grandes cantidades de desperdicio en su subproceso, por lo que se incluyen en el proyecto aquí planteado y para efectos de la implementación de planes de acción.
Para la implementación de la metodología SS se involucraron diferentes personas interesadas en la mejora de este proceso:
• Gerente de calidad • Gerente del área
• Ingeniero de calidad del área
• Ingeniero de calidad del área que representa al cliente interno • Ingeniero de calidad de área externa
• Ingeniero de mantenimiento del área • Operador del equipo crítico
Todos estuvieron de acuerdo con los términos de su participación en la inicialización, implementación e institucionalización del proyecto, estimado en un año de duración.
3.11 Breve descripción del proceso
Definición del problema 39
El proceso de acondicionamiento y formación del producto (Ver Figura 1.1), está compuesto de tres pasos principales:
• Preparación de la materia prima. La materia prima, en este caso, el coque, requiere un tamaño de partícula definido, para lo cual se utilizan cribas y molinos.
• Mezclado de todos los componentes que van a formar el producto.
• Formación del producto. Este subproceso es el centro del análisis de esta investigación. Cuenta con una prensa, que da forma cilindrica al producto. La presión con la que dicha prensa procesa el material es la variable resultante de la operación de esa área y determinante para las propiedades y estructura que tendrá el producto en las etapas posteriores. Se tiene establecido el rango de operación de la variable en cuestión y éste depende del tipo de producto.
En cada una de las etapas se encuentra un operador responsable de la operación de los equipos involucrados.
3.12 Justificación del proyecto
Descripción del proceso 40
Capítulo 4. Descripción del proceso y evaluación de los sistemas
de medición
La segunda fase de la aplicación de la metodología SS indica la necesidad de definir y describir el proceso bajo estudio. El propósito de esta fase es lograr que los involucrados en el proyecto conozcan detalladamente el proceso en el que se desarrollará el proyecto de mejora, y que obtengan las variables del mismo.
Esta fase, plantea de igual manera, la evaluación de la confiabilidad que ofrecen los sistemas de medición. Con ello, el participante obtiene la seguridad de que dichos sistemas muestran mediciones aceptables, de lo contrario los sistemas de medición deberán de mejorarse antes de continuar con la metodología.
4.1 Descripción del proceso
La descripción del proceso productivo se muestra haciendo uso de diversas herramientas de análisis de sistemas. En este proceso de selección de herramientas para describir y analizar el proceso bajo estudio participaron el ingeniero de mantenimiento, un ingeniero de aseguramiento de calidad, el gerente de aseguramiento de calidad, el técnico del proceso, el operador de la prensa y el ingeniero con conocimiento en la metodología SS. Las herramientas seleccionadas fueron:
• Flujo del proceso
o Pasos del proceso o Diagrama del proceso.
• Características del producto y/o proceso. • Fuentes de variación
Descripción del proceso 41
Flujo del proceso. Esta herramienta permite apreciar todas las características requeridas por el producto, y por el proceso. También permite descubrir posibles causas de la falta de cumplimiento de las características deseadas en cada uno de los pasos que se desarrollan en el subproceso de acondicionamiento y formación del producto.
Diagrama de árbol. Esta herramienta se utilizó para mostrar un enfoque particular de la presión de prensa mostrada en el flujo del proceso y donde se ha establecido el objetivo de disminuir su variación y como consecuencia el desperdicio debido a no cumplir con el estándar establecido. En el diagrama de árbol se muestra una serie de actividades que se deben desarrollar con el propósito final de disminuir el desperdicio en cuestión.
4.1.1 Flujo del proceso
En esta sección se muestran los pasos del proceso colocados en un diagrama de flujo, así como las características del proceso y sus posibles fuentes de variación,
4.1.1 1 Pasos del proceso
Se realizó una sesión de trabajo con la participación de todos los miembros del grupo de trabajo, en donde se obtuvo un diagrama del sistema, definiendo entradas y salidas del proceso, así como los pasos involucrados en la transformación de las entradas.
Los pasos del proceso son: Recibo de materia prima.
Revisión de certificado de calidad de la materia prima. Se acepta o rechaza la MP.
Descarga de la materia prima. Inspección visual.
Descripción del proceso 42
Inspección del proceso de cribado de materia prima. Se acepta o recircula la MP.
Regresar materia prima a otro silo por resultados no favorables.
Regresar materia prima a proceso de cribado por resultados no favorables. Ajustar condiciones de proceso.
Almacenaje de materia prima ya cribada. Inspección de almacenes (nivel de tolvas). Esperar a alcanzar el nivel mínimo requerido. Pesaje de materia prima.
Envió de resultados de pesaje a computadora del operador. Ajuste de pesos de materia prima.
Mezclado.
Inspección de la mezcla (temperatura).
Ajuste de condiciones de calentamiento de la mezcla. Enfriado de mezcla.
Formación del producto en prensa.
Inspección de producto (temperatura y presión de prensa). Ajustar condiciones de operación o nivel de aglutinante. Enfriado del producto.
Inspección de producto (longitud y densidad). Envío al almacén.
Almacenaje.
Este listado fue utilizado para la elaboración del diagrama de flujo del proceso
4.1.1.2 Diagrama del proceso.
Descripción del proceso 43
Descripción del proceso 44
Donde la simbología se muestra en la figura 4.2
Paso del proceso
Demora
Medición o inspección
Almacenaje
Decisión
Transmisión electrónica de datos
Transporte o movimiento
Entrada (MP)
Ruta principal Operador
[image:57.581.61.557.103.706.2]Ruta
Figura 4.2. Interpretación de la simbología del diagrama de flujo.
Descripción del proceso 45
4.1.2 Características del producto o proceso
Las características del proceso y del producto son:
Concepto Nivel de silos
Granulometría de coque Nivel de tolvas
Pesaje de materias primas
Temperatura de mezcla en mezcladores Temperatura de mezcla en enfriadores Temperatura de la prensa
Presión de la prensa y velocidad del D24 Presión de la prensa y velocidad del D30 Densidad del producto
Longitud del producto
Especificación 5080 toneladas
80 % mínimo y 5060% de pureza 1/3 mínimo de capacidad
+/ 0.5 Kg.
135140°C
90 - 97 °C
90 - 97 °C
2638 Kg./cm2 y 2.6 m/min. 1.95 m/min. 1319Kg./cm¿ y
1.84 gr./cm3 mínimo
longitud deseada +/10 mm
4.1.3. Fuentes de variación
Descripción del proceso 47
Descripción del proceso 48
Descripción del proceso 49
Tabla 4.1. Descripción detallada del flujo del proceso (continuación).
4.1.4. Diagrama de árbol
Esta herramienta se utiliza para establecer una secuencia de actividades a realizar con el propósito de alcanzar el objetivo de disminuir el desperdicio debido a que la presión de la prensa se mantiene fuera de los estándares establecidos.
Una vez que por parte de los miembros del equipo de trabajo se generó una lluvia de ideas, éstas se acomodaron en un diagrama de árbol que se muestra en la figura 4.4.
Descripción del proceso 49
Tabla 4.1. Descripción detallada del flujo del proceso (continuación).
4.1.4. Diagrama de árbol
Esta herramienta se utiliza para establecer una secuencia de actividades a realizar con el propósito de alcanzar el objetivo de disminuir el desperdicio debido a que la presión de la prensa se mantiene fuera de los estándares establecidos.
Una vez que por parte de los miembros del equipo de trabajo se generó una lluvia de ideas, éstas se acomodaron en un diagrama de árbol que se muestra en la figura 4.4.
Descripción del proceso 50
Disminuir el desperdicio por presión de prensa fuera de especificaciones Disminuir el tiempo perdido. Disminuir variabilidad de la materia Prima.
Disminuir variabilidad en el tamaño de las Partículas.
Entrenamien to adecuado al Op. del Cto. de Ctl. y Op. de la Prensa. Tener condiciones adecuadas al iniciar corrida Asegurar lecturas correctas de los equipos de medición. t < — 3arel nantenimiento adecuado al íquipo. mejores parte del proveedor. Ajustar condiciones de a las condiciones del coque. Conocer las necesidades del Puesto Conocer las necesidades del operador. Velocidad de la prensa de acuerdo a la corrida anterior.
Temperatura del dado correcto
Cantidad de vapc adecuado a la carga en los mezcladores. Evitar demoras en los enfriadores Temperatura de los enfriadores adecuada. Elaborar estudios de R&R i Elaborar análisis Je tiempos de alia de los equipos principales con si MP actual.
Comunicar al proveedor las variaciones Tener conocimiento de las condiciones del coque. Tener conocimiento de la fuente del Coque. Tener un material didáctico adecuado a las necesidades de la rotación. Nivel lleno de aceite. Calentar dado nuevo después de 3 hrs.
Si se colocan 2 dados a calentar, colocar a la entrada el que se usará.
Enviar carga de remezcla al inicio de la corrida. Adecuar curva de enfriamiento para inicios de Corridas.
[image:63.617.86.529.67.675.2]Conocer la magnitud del efecto de las variaciones. Elaborar procedimiento .. fie calentamiento de dados.
Descripción del proceso 51
Los recuadros remarcados en el diagrama de árbol son las actividades en las cuales se decidió desarrollar el DOE, esto es, actividades relacionadas con la disminución de la variación en el tamaño de las partículas de la materia prima.
4.2 Evaluación de los sistemas de medición
Al concluir las reuniones de definición y descripción del proceso, se llevó a cabo la propuesta de evaluación del sistema de medición con el propósito de encontrar alguna anormalidad y corregirla. Tal evaluación se realizó por medio de un estudio de repetibilidad y reproducibilidad (GR&R) para la variable de respuesta, presión de la prensa (ver MSA, 1995).
Para la elaboración del análisis GR&R, se tomaron 10 lecturas diferentes de presión como resultado de la variación de amperaje en un transductor, por una misma persona. Este proceso se realizó en tres ocasiones por un operador, y en otras tres adicionales por un operador diferente. Ver datos en la tabla 4.2.
Operador A
Miliamperes Serie 1 (Kg/cm2L
Serie 2 (Kg/cm2)
Serie 3 (Kg/cm2)
Operador B
Miliamperes Serie 1 (Kg/cm2)
Serie 2 (Kfl/cm2)
Serie 3 (Kg/cm2)
[image:64.622.89.523.424.657.2]Datos 5 16.3 16.3 16.3 6 32.2 32.2 32.2 7 48.2 48.2 48.2 8 64.2 64.1 64.1 9 80.2 80.1 80.2 10 96.1 96 96.1 11 112 111.9 112 12 128 127.9 128 13 144 143.9 144 14 159.9 159.8 159.9 Datos 5 16.3 16.3 16.3 6 32.2 32.2 32.2 7 48.2 48.2 48.2 8 64.2 64.1 64.1 9 80.1 80.1 80.1 10 96.1 96 96.1 11 112 111.9 111.9 12 128 127.9 127.9 13 144 143.9 144 14 159.9 159.8 159.9
Descripción del proceso 52
El resultado del proceso de elaboración del GR&R se puede ver en la tabla 4.3. Los resultados muestran un 0.14% de R & R.
Este resultado debe compararse con los siguientes rangos de habilidad:
R & R < 10% (Habilidad superior al 90%). El sistema de medición es adecuado. 10% < R&R < 30% (Habilidad del 70 90 %). La aceptación está determinada por factores tales como: costo del instrumento, costo de reparación, importancia de la aplicación, etc.
Descripción del proceso 53 Operador Muestra # 1 2 3 4 5 6 7 8 9 10 Totales
ESTUDIO DE REPETIBILIDAD Y REPRODUCIBILIDAD
HOJA DE DATOS
A 1a. Prueba 16.3 32.2 48.2 64.2 80.2 96.1 112 128 144 159.9 881.10 Suma Prom. A 2a. Prueba 16.3 32.2 48.2 64.1 80.1 96 111.9 127.9 143.9 159.8 880.40 881.10 881.00 2643 88.08 3a. Prueba 16.3 32.2 48.2 64.1 80.2 96.1 112 128 144 159.9 881.00 Rango 0.00 0.00 0.00 0.10 0.10 0.10 0.10 0.10 0.10 0.10 0.70 0.07 B la.Prueba 16.3 32.2 48.2 64.2 80.1 96.1 112 128 144 159.9 881.00
Prom. Rango A
Suma Prom. E 2a. Prueba 16.3 32.2 48.2 64.1 80.1 96 111.9 127.9 143.9 159.8 880.4G 881.00 880.70 2642 88.07 3a. Prueba 16.3 32.2 48.2 64.1 80.1 96.1 111.9 127.9 144 159.9 880.70 Rango 0.00 0.00 0.00 0.10 0.00 0.10 0.10 0.10 0.10 0.10 0.60 0.06 C la.Prueba
Prom. Rango B
ESTUDIO DE PRESIÓN DE PRENSA Lím. de Especificación Superior
Lím. de Especificación Inferior
Prom. Rango A Prom. Rango B Prom. Rango C
Suma Prom. R 0.07 0.06 0.13 0.06 160 13 «Pruebas 3 2 3 D4 3.27 2.58
(R) x(D4) =
0.06 2.58
LCS < * ) 0.17 Suma Prom. C 2a. Prueba Prom. Máximo Prom. Mínimo Rango Prom. (Rx)
3a. Prueba Rango
Prom. Rango C
88.08 88.07 0.01
[image:66.798.89.722.55.526.2]( * ) Límite de R's individuales. Marque aquellos que salen de este límite. Indentifique la causa y corrija. Repita esas lecturas usando el mismo medidor y unidad que se usó originalmente o deseche esos valores y recalcule R y el límite superior de las observaciones restantes.
Descripción del proceso 54
Análisis estadístico del proceso 55
Capítulo 5. Análisis estadístico del proceso
En esta fase de la investigación se hace un análisis estadístico más profundo del proceso sobre la base de la trayectoria seleccionada en el diagrama de árbol (figura 4.4). En este capítulo se realizaron análisis de granulometría de la materia prima, para la variable de respuesta, presión de la prensa para el producto D24. De esta manera, se pueden identificar las causas fundamentales de los defectos o problemas, y encontrar posibles soluciones.
En forma común, los ingenieros o responsables de un área en la que se presentan oportunidades de mejora, elaboran un proceso de solución a la situación problemática sin atender a un orden en el análisis. La metodología SS permite elaborar la parte de análisis en forma ordenada, así como el entendimiento preciso de la situación.
En el desarrollo de este parte de la metodología, se muestran herramientas tales como:
• Gráficas de efectos principales • Pruebas de normalidad
• Pruebas de Hipótesis • Diseño factorial 2k
• Análisis de varianza (ANOVA)
5.1 Gráficas de efectos principales
Análisis estadístico del proceso 56
como de efectos principales. Se observa que existe una relación del nivel de la presión con respecto al ciclo en el que se procesa el producto.
El ciclo se refiere al número consecutivo que tiene la pieza que se está produciendo, partiendo desde la pieza uno hasta llegar a la última pieza de esa campaña.
Para el caso del D30 se tomaron las primeras 25 piezas de 15 lotes, mientras que para el producto D24 se tomaron las primeras 70 piezas de 20 lotes diferentes.
29
Gráfica de efectos principales D24
[image:69.570.58.544.290.680.2]Ciclo de producción
Análisis estadístico del proceso 57
Gráfica de efectos principales D30
15
-o> T- oo i/) f~-Ciclo de producción
o
[image:70.570.54.544.76.685.2]CN CO CM10
Figura 5.2. Gráfica de efectos principales de presión contra número de ciclo de producción para el D30.
En cada una de las gráficas, existe una tendencia hacia abajo conforme el ciclo de producción va en progreso. Esto revela la necesidad de encontrar la manera de ajustar el proceso de acuerdo al ciclo con el fin de que se mantenga constante la presión de la prensa desde el inicio de la campaña de producción de una medida específica, al menos de las que están siendo utilizadas en este proyecto.
5.2 Normalidad de la variable bajo estudio
La prueba de normalidad es un ejercicio previo a las prueba de hipótesis. Con el uso del Minitab se definió si los datos de un lote para los productos D24 y D30 siguen un comportamiento normal. En las tablas 3.3 y 3.4 se muestra el resultado de la prueba.
Análisis estadístico del proceso 58
[image:71.618.170.418.161.362.2]Se seleccionaron dos lotes del producto D24, de los cuales, uno sigue un proceso normal y el otro no. La figura 5.3 revela un proceso no normal mientras que en la figura 5.4 se muestra un proceso normal.
Normal Probability Plot
99 .95
£ .80
«J
.ao .50 .20 .05 .01
.001
25
24-1
Average: 30.0787 StDev: 2 67660 N:89
30 35
[image:71.618.168.417.409.625.2]AndersonDarting Normality Test ASquared: 2.997 PValue: 0.000
Figura 5.3. Prueba de normalidad para el D24. Proceso no normal.
.o
01 .O O
.999 .99 .95 .80 .50 .20 .05 .01
-.001
Average: 35.3636 StDev: 2.87307 N: 11
30
Normal Probability Plot
31 32 33 34 35
247
36 37 38
AndersonDarting Nomiality Test ASquared: 0.596 PValue: 0.091
Análisis estadístico del proceso 59
5.3 Pruebas de hipótesis
Las pruebas de hipótesis se utilizan para comparar la realidad con una suposición sobre un estadístico (media, desviación estándar, porcentajes, entre otros), para probar si los datos reales se ajustan a un modelo y para contrastar un estadístico a una hipótesis (Pyzdek, 2001).
En el proceso relacionado con el proyecto, es frecuente que se hagan ajustes en las condiciones de operación para desplazar la media de la presión de la prensa. No obstante, el ingeniero de proceso, responsable de esta área, no se asegura que la media haya cambiado después de haber realizado un movimiento en el proceso. En estos casos, la realización de una prueba de hipótesis puede ayudar para responder a la pregunta relacionada con la veracidad del cambio de la media.
Para este ejercicio se tomó una muestra del 20% de dos lotes consecutivos del D24 y se consideró un proceso normal. Entre estos dos lotes, se realizó un ajuste en la operación con el fin de llevar la presión de un nivel a otro mayor. El propósito de lo anterior es mantener cerca o igual el nivel medio de la tolerancia permitida (32 kg/cm2). Los lotes involucrados son el 2413 y 2414. Los resultados de los estadísticos de cada lote se muestran a continuación:
X2413 = 28.9 kg/cm2 X2414 = 31.6 kg/cm2 S2413 = 3.72 kg/cm2 S2414 = 3.45 kg/cm2
n24is= 21 n24i4= 12 S 2
24.13 = 13.9 kg2/cm4 S 224i4 =11.9 kg2/cm4
En este caso, las hipótesis nula y alternativa queda de la siguiente manera:
Hipótesis nula:(H0) Promedio anterior = Promedio nuevo
Análisis estadístico del proceso 60
Usamos para esto un nivel de confianza de 95% (a = 0.05)
Donde a es la probabilidad de rechazar Ho cuando ésta es cierta.
Para tomar una decisión, se calculó, en primer lugar, el estadístico to, para el caso de muestras pequeñas, para compararlo posteriormente con la ta,o.os obtenido de tablas.
Entonces se tiene que
to= (X24.13X24.14) / [S p2 (1/ n24.13 + 1/R2414)] = 2.05
Donde:
S p2 = [(n24i31) S 224.13 + (n24.i41) S 224.14] / (n24.13+n24.i41) =13.19
De tablas se tiene que ^,0.05 = 1.645
Entonces, to < ta.o.os por lo que se rechaza la hipótesis nula y se comprueba que sí se llevó a cabo un cambio en la media de la presión de la prensa después de realizar ajustes en el proceso. De esta manera, el ingeniero de proceso puede evaluar si hubo un cambio significativo en la media del proceso.
5.4 Diseño factorial 2k
En esta sección se presentan los resultados de un diseño de experimentos para evaluar los factores que afectan la presión.
5.4.1 Determinación de las variables críticas del proceso