FACULTAD DE INGENIERIA. MECANICA Y ELECTRICA
DIVISION DE ESTUDIOS DE POST-GRADO
C S W ñ
DESGASTE EN RECUBRIMIENTOS DUROS EM EL
REDUCCION DIRECTA
T E S I S
EN OPCION AL GRADO DE DOCTOR EN
UNIVERSIDAD AUTONOMA DE NUEVO LEON
FACULTAD DE INGENIERIA MECANICA Y ELECTRICA
DIVISION DE ESTUDIOS DE POST-GRADO
DESGASTE EN RECUBRIMIENTOS DUROS EN EL
TRANSPORTE NEUMATICO DE HIERRO DE
REDUCCION DIRECTA
POR
DORA IRMA MARTINEZ DELGADO
TESIS
EN OPCION AL GRADO DE DOCTOR EN INGENIERIA DE
MATERIALES
T b
UNIVERSIDAD AUTONOMA DE NUEVO LEON
ULTAD DE INGENIERIA MECANICA Y ELECTRICA
DIVISION DE ESTUDIOS DE POST-GRADO
SESGASTE EN RECUBRIMIENTOS DUROS EN EL
TRANSPORTE NEUMATICO DE HIERRO DE
REDUCCION DIRECTA
POR
DORA IRMA MARTINEZ DELGADO
TESIS
N
OPCION AL GRADO DE DOCTOR EN INGENIERIA DE
MATERIALES
U N I V E R S I D A D A U T O N O M A DE N U E V O L E O N F A C U L T A D DE I N G E N I E R I A M E C A N I C A Y E L E C T R I C A
D I V I S I O N D E E S T U D I O S D E P O S T - G R A D O
Los m i e m b r o s del comité de tesis r e c o m e n d a m o s que la tesis "Desgaste en R e c u b r i m i e n t o s D u r o s en el Transporte N e u m á t i c o de Hierro de R e d u c c i ó n Directa" realizada por la M.C. Dora Irma Martínez Delgado sea aceptada p a r a su d e f e n s a c o m o opción al grado de Doctor en Ingeniería de Materiales.
El Comité de Tesis
ü .
Asesor
Dr. Alberto Pérez Unzueta
Coasesor
Dr. A b r a h a m Velasco Téllez
- 7
Coasesor
Ignacio Alvarez Elcoro
D r / R a f a e l Colás Ortiç
r B o .
M.C. Roberto Villarreal Garza División de Estudios de Post-grado
DEDICATORIA
A
MIS PADRES IRMA Y JERONIMO POR TODO SU AMOR Y APOYO
BRINDADO A LO LARGO DE ESTA ETAPA. Y MUY ESPECIALMENTE A
DIOS.
A MIS HERMANOS CARLOS, JAIME, PATY Y CESAR POR SU CARIÑO Y
COMPRENSION DE SIEMPRE.
AGRADECIMIENTOS
Al C o n s e j o Nacional de Ciencia y Tecnología por el apoyo económico brindado.
A la Universidad A u t ó n o m a de N u e v o León, Facultad de Ingeniería M e c á n i c a y Eléctrica
en especial al Doctorado de Ingeniería en Materiales y dentro de ella a m i s maestros y
compañeros.
A la empresa H Y L S A por permitir que se realizara la experimentación de este trabajo en
sus instalaciones. Al Ing. Ricardo Viramontes Brown por darnos la oportunidad de
realizar este proyecto de investigación de manera conjunta generando beneficios y
satisfacciones. Al Ing. Juan Celada III por sus consejos e inspiración. En f o r m a especial
al Dr. Raúl Quintero por autorizar este proyecto.
A la empresa N E M A K , en especial al Dr. Juan Francisco M o j i c a por permitir que se
realizara parte del análisis experimental de este trabajo en sus instalaciones.
A la Facultad de Ciencias Q u í m i c a s División Graduados, C I D E M A C , por el a p o y o
brindado en sus instalaciones. Dentro de ella, a la Dra. Leticia Torres, M.C. Lorena Garza
y Dra. Idalia G ó m e z .
A t o d o s m i s profesores y compañeros el programa Doctoral en Ingeniería de Materiales
de quien he aprendido no solamente teoría y práctica, sino toda una enseñanza para ser
Al Dr. Alberto Pérez por su valioso asesoramiento y confianza a lo largo de este trabajo.
Por su apoyo y motivación siempre brindada.
Al Dr. A b r a h a m Velasco Téllez por sus valiosos comentarios, asesoramiento y apoyo.
Por su grata amistad.
Al Dr. Rafael Colás Ortiz por su valiosa participación en el asesoramiento de este trabajo.
Por su amistad y a p o y o brindado en todo m o m e n t o .
A los Doctores Ignacio Alvarez y Z y g m u n t Haduch por su valiosa participación en la
revisión de este trabajo, así como sus sugerencias.
A los Doctores Eulogio Velasco y José Luis Cavazos por sus consejos y ayuda brindada a
lo largo de esta etapa, pero sobre todo por su amistad.
D e n t r o de la empresa H Y L S A , al Ing. M a r c o Flores quien sin su tenaz participación este
trabajo no se hubiese tenido a tiempo y por su motivación para publicar y participar en
congresos. Al Ing. Alberto Soriano por su tiempo y valiosos comentarios en este trabajo.
D e n t r o de la planta piloto al Ing. Sergio Caballero, Ing. T o m á s H e r n á n d e z y Sr. Ernesto
Martínez por su ayuda prestada y amistad brindada.
A Simitrio M a l d o n a d o y Sergio Haro por su excelente trato y ayuda brindada a lo largo
de este trabajo. Por u n a bonita amistad.
Al Ing. Ornar Garza por su ayuda y valiosos comentarios. A todos aquellos que
participaron de alguna o otra f o r m a en este trabajo.
A t o d o s m i s a m i g o s y amigas que m e acompañaron durante m i s estudios dentro y f u e r a
I N D I C E
Página
P r ó l o g o vii
R e s u m e n x
Capítulo 1 Introducción. 1 Referencias 4
Capítulo 2 Antecedentes. 5
2.1 Introducción 5 2.2 Desgaste en transporte neumático 5
2.2.1 C o m p o r t a m i e n t o microestructural de los aceros para
tubería utilizados en el transporte neumático d e pélets 8
2.3 Desgaste en aceros 19 2.3.1 Desgaste de aceros al carbono y aceros aleados 19
2.3.2 Desgaste del acero inoxidable 2 0
2.4 Recubrimientos duros 21 2.4.1 Selección de recubrimientos para desgaste a
altas temperaturas 22 2.4.2 Resistencia ai desgaste de diferentes
Recubrimientos duros 23
Lista d e Figuras 27 Lista de Tablas 28 Referencias 28
C a p í t u l o 3 E x p e r i m e n t a c i ó n . 31
3.1 Introducción 31 3.2 Caracterización de materiales 32
3.2.1 C o m p o s i c i ó n química de las aleaciones y material erosivo 32
3.3 Experimentación a nivel planta piloto 35 3.3.1 M e d i c i ó n de espesores 3 8
3.3.2 Observación superficial y de la microestructura 39
3.3.3 Ensayo de microdureza 39
3.4 P r u e b a de corrosión 4 0 3.4.1 C a m b i o de m a s a 41 3.4.2 Observaciones en la microestructura 41
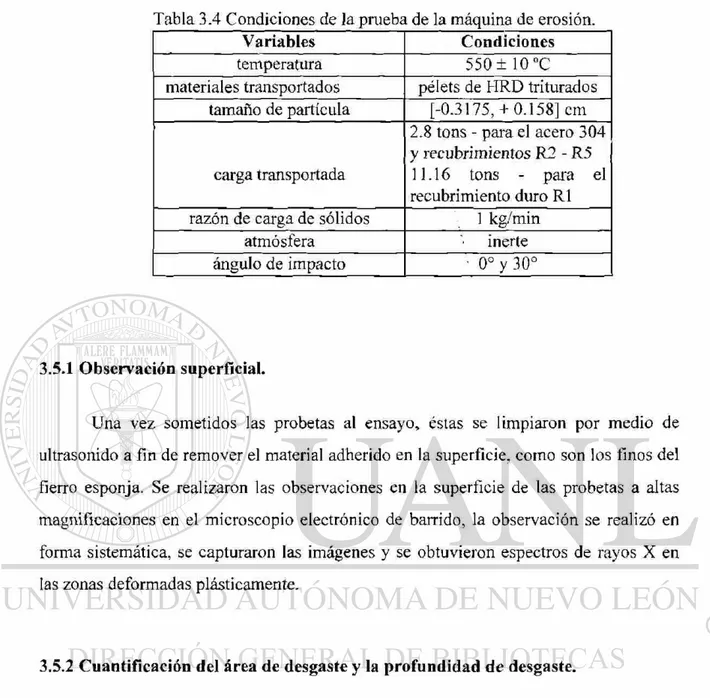
3.5 M á q u i n a de desgaste 41 3.5.1 Observación superficial 43
3.5.2 Cuantificación del área y la p r o f u n d i d a d de desgaste 43
3.5.3 Validación estadística 45 3.6 Procedimiento de escalamiento a planta industrial 46
Lista de Figuras 49 Lista de Tablas 4 9 Referencias 4 9
C a p í t u l o 4 Resultados. 50
4.1 Introducción 50 4.2 Caracterización de Materiales 50
4.2.1 Difracción de rayos X 51 4.2.2 Análisis metalográfico 52 4.2.3 Determinación de parámetros microestructurales 57
4.3 Planta piloto 57 4.3.1 Medición de espesores 58
4.3.2 Observación superficial de la tubería y microscópica
de la microestructura 59 4.3.3 Ensayo de microdureza 63
4.4 Corrosión 65 4.4.1 C a m b i o de m a s a por unidad de área 65
4.4.2 Observaciones microestructurales 66
4.5 M á q u i n a de desgaste 6 7 4.5.1 Observaciones superficiales 67
4.5.2 Cálculo del volumen de desgaste 70 4.5.3 Relaciones de desgaste vs. parámetros microestructurales 71
4.6 Escalamiento a una tubería de planta industrial 75
4.7 M o d e l o erosivo de desgaste 78
Lista de Figuras 80 Lista de Tablas 81 Referencias 81
Capítulo 5 Discusión. 82
5.2 Caracterización de materiales 82
5.2.1 Difracción de rayos X 83 5.2.2 Análisis metalográfíco 85 5.2.3 Parámetros microestructurales 85
5.3 Planta piloto 86 5.3.1 Medición de espesores 86
5.3.2 Observación superficial de la tubería y microscópica
de la aleación 86 5.3.3 Ensayo de microdureza 88
5.4 Corrosión 88 5.4.1 C a m b i o de m a s a por unidad de área 88
5.4.2 Observaciones microestructurales 89
5.5 M á q u i n a de desgaste 90 5.5.1 Observaciones superficiales 90
5.5.2 Cálculo del v o l u m e n de desgaste 91
5.5.3 Validación estadística 92 5.5.4 Relaciones de desgaste vs. parámetros microestructurales 92
5.6 Escalamiento a una tubería de planta industrial 94
5.7 M o d e l o erosivo de desgaste 95
Lista de Figuras 96 Referencias 96
C a p í t u l o 6 Comentarios, Conclusiones y Recomendaciones. 97
6.1 Comentarios 97
6.2 Conclusiones 100
6.3 Recomendaciones 101
A p é n d i c e A 102
A p é n d i c e B 110
A p é n d i c e C 118
A p é n d i c e D 129
Vil
Prólogo
El n u e v o milenio que esta por empezar, n o s atrae a u n a serie de reflexiones sobre
los avances científicos y tecnológicos de nuestra era, principalmente aquellos que h o y
e s t a m o s experimentando día a día en computación, internet y telecomunicaciones. U n a
de estas reflexiones es hasta d o n d e llegará nuestro desarrollo y quizá u n a respuesta es:
hasta d o n d e nuestra imaginación llegue. Enmarcando en esta serie de r e f l e x i o n e s surge
este trabajo de tesis Doctoral, c o m o fruto de un esfuerzo interinstitucional, e n c a b e z a d o y
desarrollado en su esencia por la distinguida autora M. C. D o r a Martínez. L a idea de
tener u n transporte neumático que permitiera alimentar los hornos eléctricos de acería
con pélets de hierro de reducción directa, se f u e gestando desde hace m á s de 15 años. El
objetivo es el aprovechar la carga térmica de los pélets y en lugar d e enfriarlos y
transportarlos a temperatura ambiente, enviarlos directamente al h o r n o eléctrico cuando
aún están a alta temperatura. C o n esto se logra un ahorro energético del 2 5 % ya que n o
se parte de carga fría sino de carga caliente. Esta es u n a tecnología única en el m u n d o .
Hace 15 años, la idea parecía m á s un sueño que u n a realidad. E s u n gran placer
para nosotros, poder presenciar que ese sueño es ahora toda u n a realidad en este a ñ o de
1999, j u s t o al terminar este siglo. El sistema de transporte neumático de la planta
Monterrey lleva hasta ahora m á s d e un millón de toneladas métricas transportadas de
pélets de hierro esponja. A d e m á s , esta es una tecnología m e x i c a n a y esta siendo aplicada
R e c o r d a n d o los inicios del proyecto, los ingenieros que por v e z primera
acariciamos esta idea del transporte neumático en caliente nos e n f r e n t a m o s a u n sin fin
de p r o b l e m a s técnicos, que en su m o m e n t o no teníamos las herramientas teóricas o
analíticas p a r a resolverlos. P o c o a poco con tesón e inagotable esfuerzo de u n gran
equipo de trabajo, t o d o s estos problemas fueron puestos en las m a n o s de especialistas e
investigadores y c o m o en el caso de D o r a Martínez, estudiantes de Maestría y
Doctorado.
El t e m a específico del presente trabajo, es el deterioro de los materiales a utilizar
en las tuberías y en específico el deterioro de tipo desgaste mecánico o erosión. U n tema,
a p a r e n t e m e n t e fácil, f u e revelándose ante nosotros c o m o todo un reto científico y
tecnológico. Para empezar, descubrimos que no existe u n a teoría general de desgaste y
q u e n o hay hasta ahora estudios de erosión cuando las partículas erosivas tienen u n a
d u r e z a m e n o r que la pieza a erosionarse. Situación radicalmente opuesta a los m o d e l o s propuestos hasta ahora. C o m o tema específico de estudio científico, desgaste es tratado
por los especialistas hasta los años 1960's. Tribología, definida c o m o la ciencia que
estudia las superficies en m o v i m i e n t o y los f e n ó m e n o s asociados al m i s m o , inicio en
Inglaterra en 1966.
Es entonces un orgullo que a escasos 30 años después de haberse constituido esta
n u e v a r a m a del saber, que en Monterrey, N.L. trabajando en f o r m a c o n j u n t a
universidades y empresas, propongan m o d e l o s que contribuyen, n o solamente a los
procesos industriales, sino al conocimiento general de tribología. M u c h a s h a n sido las
cosas que h e m o s aprendido y el presente texto nos conduce m e t o d o l ó g i c a m e n t e a través
de este laberinto tribológico, a uno de los aspectos menos estudiados y que c o m o metalurgistas nos llama m u c h o la atención: la correlación entre microestructura y la
D o r a M a r t í n e z inicia su disertación planteando u n a hipótesis clara y directa:
d e b e n existir correlaciones entre los parámetros microestructurales y desgaste.
Utilizando el m é t o d o científico, planteando pruebas a nivel piloto y planta productiva,
D o r a f u e capaz de discernir y encontrar ciertas relaciones microestructurales con el
desgaste p r e s e n t e en las tuberías. U n o de los m é t o d o s desarrollados es la evaluación de
los p a r á m e t r o s microestructurales conocidos c o m o trayectoria m e d i a libre y
espaciamiento entre carburos y la relación que guardan estos con respecto a la resistencia
a la erosión. Resultados de alto valor para la industria. Invito a los profesionistas que
están t r a b a j a n d o en problemas de desgaste, a los estudiantes y al lector en general ha
estudiar el presente trabajo. N o solo contribuirá a la solución d e problemas prácticos,
sino que será de gran interés para aquellos interesados en los últimos avances de la
ciencia en general y de Tribología en particular.
Juan Celada III Alberto P é r e z U n z u e t a
CAPÍTULO 1
INTRODUCCIÓN
La aplicación de nuevos desarrollos tecnológicos en la industria del acero ha
tenido u n gran avance durante los últimos años. U n o de los m á s recientes desarrollos es
la transportación neumática de fierro e s p o n j a hacia los hornos eléctricos d e acería. El
fierro e s p o n j a o hierro de reducción directa ( H R D ) es obtenido por la reducción del
mineral de hierro en reactores con atmósferas de hidrógeno y m o n ó x i d o de carbono. El
fierro e s p o n j a necesita ser transportado de los reactores de reducción directa a los h o r n o s
de acería. L a transportación puede ser por tren, camiones o bandas transportadoras. U n a
alternativa es el transporte neumático de las partículas en caliente a los hornos. Esto
significa ahorro en tiempo y energía, de otra m a n e r a tendría que esperarse al
enfriamiento d e las partículas para después ser transportadas y después calentarse en los
hornos. Para que este proceso se justifique, en ahorro de energía, la transportación
deberá realizarse a temperaturas d e 4 0 0 a 800 °C. L a s partículas transportadas son
f o r m a d a s por pélets de fierro e s p o n j a arriba de 12 m m en diámetro y partículas de p o l v o
m e n o r e s de 2 fim de diámetro.
El transporte neumático de fierro e s p o n j a en caliente a altas temperaturas y
dentro de a t m ó s f e r a s s e d u c t o r a s es una tarea difícil. La tubería esta sujeta a esfuerzos
libre y el carburo de hierro tienden a reaccionar con el aire, generando calor en u n a
reacción exotérmica donde las temperaturas pueden alcanzar temperaturas d e 1600 °C.
D e esta f o r m a , hay la necesidad de u n a atmósfera inerte o reductora, para evitar tales
reacciones [31]. El principal requerimiento del transporte no es únicamente el transportar
entre d o s puntos, sino preservar el valor intrínseco asociado con el contenido metálico,
temperatura y t a m a ñ o de partícula del fierro esponja.
L o s materiales a ser seleccionados para la línea de transporte deberán resistir,
primero, a la corrosión por el gas de transporte. Así mismo, los materiales deberán ser
resistentes a la erosión producida por las partículas y los e s f u e r z o s térmicos asociados
c o n los c a m b i o s de temperatura. Existe un n ú m e r o limitado de aleaciones que p u e d e n ser
utilizadas para tal diseño. El objetivo de este trabajo es la evaluación del desgaste
m e c á n i c o y químico de un acero de bajo carbono A S T M A 1 0 6 grado B, acero A 3 3 5 tipo
P 2 2 , y u n acero inoxidable, AISI 304, además de cinco aleaciones d e recubrimiento duro
a base de alto c r o m o - alto carbono. Otro objetivo es el determinar correlaciones entre
parámetros microestructurales y de propiedades m e c á n i c a s de las aleaciones con el
desgaste que ayuden a determinar el tiempo de vida útil de los materiales en el proceso
industrial.
La hipótesis planteada en este trabajo es que los parámetros microestructurales de
los aceros y recubrimientos influirán en la resistencia al desgaste mecánico y químico.
La obtención de una correlación de desgaste con los parámetros del proceso y
p r o p i e d a d e s intrínsecas de los materiales es de gran utilidad en la práctica industrial. Al
obtener este tipo de correlaciones, se establecen las herramientas de diseño, evaluación,
monitoreo y predicción de vida útil de algunos de los componentes del sistema de
transporte neumático de H R D en caliente.
Al haber u n a alta diversidad de aleaciones alto cromo - alto carbono c o m o opción
de uso en el proceso y, debido al alto costo de realizar las pruebas de desgaste mecánico
e m b a r g o , la información obtenida es la necesaria para determinar las correlaciones con
que se evaluaron los materiales viables a ser utilizados en este tipo de sistema de
transporte y realizar u n escalamiento a u n a planta industrial, d o n d e se obtenga el t i e m p o
p r o m e d i o de vida de una tubería. A d e m á s , en base a la distribución de los carburos
c o m p l e j o s en la microestructura observada se propone u n m o d e l o del m e c a n i s m o de
desgaste erosivo actuando en estos materiales.
La m e t o d o l o g í a a seguir para este trabajo es la siguiente. Primero se realizará
caracterización química y microestructural de los tres aceros y de los cinco
recubrimientos . Se realizarán pruebas de desgaste en dos diferentes escalas. U n a en una
m á q u i n a de erosión a alta temperatura y la otra en una planta piloto. Posteriormente
estos resultados se escalarán a u n a planta industrial. Los resultados de estas pruebas se
c o m p a r a r á n con resultados a largo plazo en la planta industrial y se verificará el
escalamiento propuesto.
Los resultados de desgaste y corrosión se relacionarán con los principales
parámetros microestructurales. Se habrá de encontrar la m e j o r relación entre desgaste y
parámetro microestructural. Con esta relación, se propondrá un m o d e l o predictivo de
v i d a útil de tuberías.
Las fuentes bibliográficas para el desarrollo de este estudio son escasas debido a
que el transporte neumático de pélets de hierro de reducción directa a alta temperatura es
u n proceso completamente nuevo. Al final de cada capítulo se enlistan las referencias
consultadas. Se espera que este trabajo establezca las bases para futuros estudios en este
R E F E R E N C I A S
[II] H u t c h i n g s I. M. Tribology, Friction and W e a r of Engineering Materials. Edited by E d w a r d Arnold. L o n d o n U. K. 1992.
[21] M a r c u s R. D .; L e u n g L. S., Klinzing G. E. and Rizk F. Pneumatic C o n v e y i n g of
Solids. A theoretical and practical approach, 1990.
CAPITULO 2
ANTECEDENTES
2.1 INTRODUCCIÓN.
E n este capítulo describiremos brevemente los antecedentes encontrados sobre el
c o m p o r t a m i e n t o al desgaste de tuberías de acero en los sistemas de transporte neumático
de fierro esponja, donde parte de esta información ha sido obtenida por la autora en
trabajos previos [1A, 2A, 3A]. A d e m á s se incluye información reciente de la resistencia
al desgaste erosivo de aleaciones especiales para recubrimientos metálicos. A la fecha,
n o existe i n f o r m a c i ó n bibliográfica sobre la aplicación de aleaciones particularmente de
este tipo, en los sistemas de transporte neumático en caliente.
2.2 DESGASTE EN TRANSPORTE NEUMATICO.
El desgaste es definido como la pérdida progresiva o desplazamiento de material
d e u n a superficie c o m o resultado del m o v i m i e n t o relativo entre dos superficies en
contacto y b a j o carga [4A]. El estudio de fricción, lubricación y desgaste, es c o n o c i d o
c o m o tribología. Las pruebas d e desgaste son c o m ú n m e n t e desarrolladas para evaluar
materiales de ingeniería con el propósito de seleccionar aquellos que c u m p l a n u n a
d e t e r m i n a d a aplicación. La durabilidad de la mayoría de los p r o d u c t o s metálicos
Existen varios m e c a n i s m o s de desgaste. En este trabajo se analizan principalmente: el
desgaste erosivo, el desgaste abrasivo y el desgaste corrosivo. El desgaste erosivo es
d e f i n i d o c o m o el material removido de u n a superficie por la acción de n u m e r o s o s
i m p a c t o s individuales de partículas sólidas o líquidas. La erosión generalmente involucra
flujo plástico, d o n d e algunos materiales frágiles pueden desgastarse p r e d o m i n a n t e m e n t e
por fractura, dependiendo de las condiciones de impacto. El desgaste abrasivo ocurre
c u a n d o asperezas de u n a superficie dura o una superficie blanda con partículas duras
e m b e b i d a s s e deslizan sobre u n material blando. El desgaste corrosivo, t o m a lugar
c u a n d o existe u n a combinación de efectos corrosivos y remoción de los p r o d u c t o s de
corrosión por interacción de las superficies. La interacción dinámica entre el medio
a m b i e n t e y el material de las superficies j u e g a u n papel m u y importante. Estas
interacciones d a n u n incremento de desgaste para procesos de etapas cíclicas [4A]. U n
extensivo estudio sobre los m e c a n i s m o s de desgaste puede ser encontrado en el libro de
I. M . H u t c h i n g s [4A] y para el caso particular de erosión en el m o n o g r a m a del m i s m o
autor [5A].
El transporte neumático como medio de transporte de sólidos (polvos, sólidos
granulares, peletizados, etc.) en un medio seco por u n flujo de gas, regularmente aire, se
h a e m p l e a d o desde hace tiempo. Por e j e m p l o en el año de 1887 se utilizó en u n a línea de productos agrícolas [6A]. Desde ese tiempo, este proceso se ha ido desarrollando y
encontrado u n a amplia aplicación en la industria. En el transporte n e u m á t i c o las
partículas son m o v i d a s por la fuerza de arrastre del flujo de gas. Cuando la velocidad de
las partículas y del flujo se aproximan u n a a la otra, el sistema se encuentra en una
situación d e flujo d e fase simple. Existen ventajas y desventajas en el uso de este sistema
de transporte. U n a de las principales ventajas es la flexibilidad en trayectoria d o n d e las
líneas de tubería permiten u n a transportación libre de contaminación, puesto que las
tuberías estás unidas herméticamente ya sea por soldadura o por acoplamiento por
compresión. A l g u n a s desventajas en el transporte son su alto c o n s u m o de energía y el
El transporte neumático se utiliza en diversas aplicaciones. E s casi u n a
generalidad que al transportar partículas de mayor dureza que la de los tubos, estos
últimos sufrirán desgaste. Esto ocurre generalmente en sistemas donde se transporta
minerales, arenas, gravas, rocas o materiales a granel. Este tipo de sistema ha sido
estudiado por Marcus [6A], M o h l m a n n [7A] y Stiglich [8A]. Sin embargo el desgaste
que ocurre en tuberías cuando se transporta un material cuya dureza es m e n o r a la del
tubo, y que simultáneamente se lleva a cabo a alta temperatura, como es el caso del
sistema de transporte de pélets de hierro de reducción directa (HRD) n o ha sido
estudiado, debido a que representa un desarrollo tecnológico único en el m u n d o [9A].
En estudios recientes de desgaste de tres aceros de b a j o carbono en el transporte
neumático de pélets de fierro esponja en fase densa a 300°C, realizados por D. Martínez
[10A], se determinó que el principal m e c a n i s m o de desgaste actuando en el 7 5 % de la
pared interna de la tubería era el desgaste erosivo. E n este trabajo se encontró la
presencia de zonas de deformación plástica y desprendimiento de material para los tres
aceros. Así m i s m o se calculó el v o l u m e n de desgaste utilizando el m o d e l o de erosión
propuesto por H u t c h i n g s [4A] y se realizó una predicción de desgaste de la tubería bajo
las m i s m a s condiciones de transporte. Al estudiar el desgaste de un acero de b a j o
c a r b o n o en el transporte neumático en f a s e diluida a diversas temperaturas y velocidades
de impacto de partículas, E. Deaquino [11 A] determinó las condiciones de operación
para u n a p r u e b a de desgaste acelerada donde, el principal m e c a n i s m o de desgaste es el
de erosión, por r e m o c i ó n de material. En este m i s m o trabajo se p r o p o n e la ventaja de
2.2.1 C o m p o r t a m i e n t o Microestructural de los A c e r o s para T u b e r í a utilizados en el
T r a n s p o r t e N e u m á t i c o de Pélets de H R D .
La i n f o r m a c i ó n obtenida sobre el daño causado a tres segmentos de t u b o s rectos
de aceros (acero de b a j o carbono A S T M A 2 5 4 , equivalente a u n AJSI 1005 y que se le
d e n o m i n a acero al b a j o carbono en este trabajo, A S T M A 3 3 5 G r a d o P - l l y un acero
inoxidable tipo AISI 304) utilizados en el proceso de transporte neumático de pélets de
fierro e s p o n j a de f a s e densa a 300°C durante un período de 15 días, en u n a planta piloto,
d o n d e se estudió el m e c a n i s m o o m e c a n i s m o s de desgaste presentes esta a m p l i a m e n t e
d o c u m e n t a d a en la tesis de maestría de la autora [10A] y a continuación se r e s u m e en los
siguientes párrafos.
C o m p o s i c i ó n Química
E n la tabla 1A se da la composición química ( % en peso) de los tubos utilizados.
Tabla 1 A. Composición química (% en peso) de los aceros.
A C E R O M n C Si P S C r Ni Mo AC. A254
NOMINAL
1.65 0.15-0.20 0.06 - - - -
-AISI 304 NOMINAL
2 0.08 1 .045 .03 18-20 8-10.5
-ASTM A335-P11 NOMINAL
.30 -.60. 0.05-0.15 0.5 - 1 0.025 0.025 1-1.5 - .44
-.65
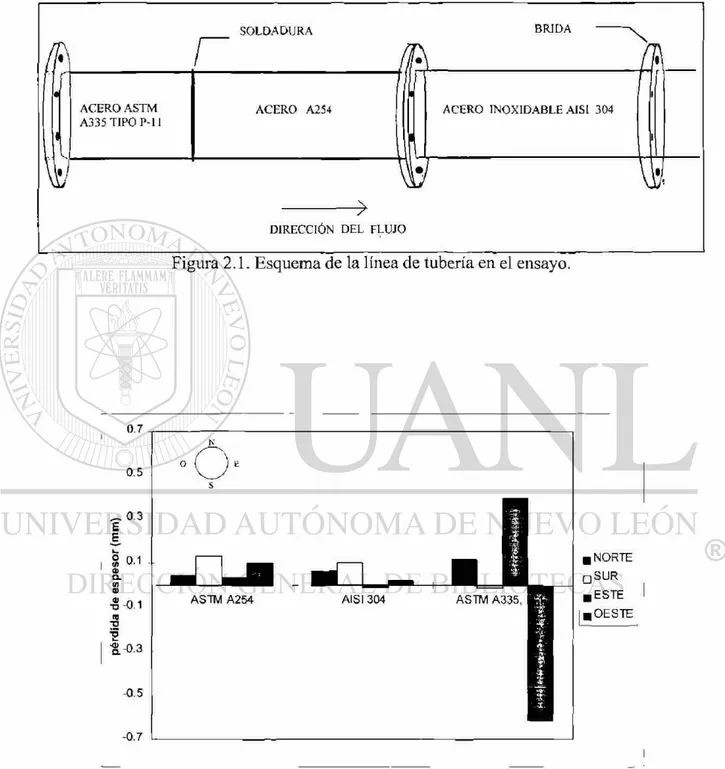
En la tabla 2 A se dan las condiciones de prueba de transporte a las que f u e r o n
sometidos t o d o s los tubos en la línea de tubería. En la figura 2.1 se describe las posición
de Jos materiales en la línea horizontal de la tubería.
Tabla 2A. Condiciones del experimento en planta piloto a 300°C. temperatura 323 - 350 °C
presión 68.95 M P a materiales pélets de fierro e s p o n j a transportados
granulometria [0.635 - 0.3175] c m carga transportada 117 toneladas velocidad d e carga. 1 ton/hr.
atmósfera reductora velocidad del gas 29.37 m / s
Inspección Visual
D e s p u é s de efectuar las pruebas se observa que en la zona inferior de los tres
tubos se presentó una banda de desgaste, para los aceros al carbono, inoxidable 304 y
tipo P - l 1. Esta tiene un arco en promedio de 3 0 m m de ancho a lo largo de los tubos. L a
banda de desgaste se observa con mayor intensidad en el acero al carbono y presenta
adherencia de polvo del fierro e s p o n j a transportado. La superficie interna del acero
inoxidable 304 se ve relativamente m e n o s dañada. El acero tipo P - l 1 presenta también
esa banda, con u n a intensidad entre el acero al carbono y el acero inoxidable 304.
Espesores de Pared
En la figura 2.2 se grafica la pérdida de espesor que sufrieron las cuatro secciones
estudiadas para los tres aceros, se puede observar que la zona inferior (sur), del acero
b a j o carbono, tiene la m a y o r pérdida de espesor, lo que era de esperarse dado que es la
con el flujo de sólidos. Los dos lados del tubo presentan u n a pérdida de espesor n o
simétrica, c o m o se observa en la figura 2.2 tal comportamiento involucra u n a variación
en el flujo de partículas por efecto de caída de presión puesto que los segmentos f u e r o n
colocados en una sección cerca de la válvula rotatoria del reactor de descarga del fierro
esponja.
L a figura 2.2, también muestra el acero inoxidable que presenta un
c o m p o r t a m i e n t o similar que el acero al carbono, la zona sur es la que sufrió m a y o r
pérdida de espesor. En el acero inoxidable se observa que la zona superior tuvo m a y o r
desgaste que los lados del tubo. También se observa que el lado " e s t e " tiene un
incremento de espesor. L o anterior se puede deber a u n a probable adherencia del
material transportado en la zona donde se observa un incremento de espesor.
L o s resultados del acero tipo P - l l , presentan una total incongruencia con los
otros aceros, dado que n o se tuvo el segmento de tubería sin desgastar p a r a realizar las
m e d i c i o n e s iniciales c o m o en el caso de los otros aceros. Teniendo en consideración la
importancia d e los datos cuantitativos en el desgaste se decidió no contemplar la
Figura 2.1. E s q u e m a de la línea de tubería en el ensayo.
0.7
Í - 0 . 3
-0.5
-0.7
Figura 2.2 G r á f i c a de la pérdida de espesor de los tres aceros para tubería en el transporte
Análisis Microesíructural
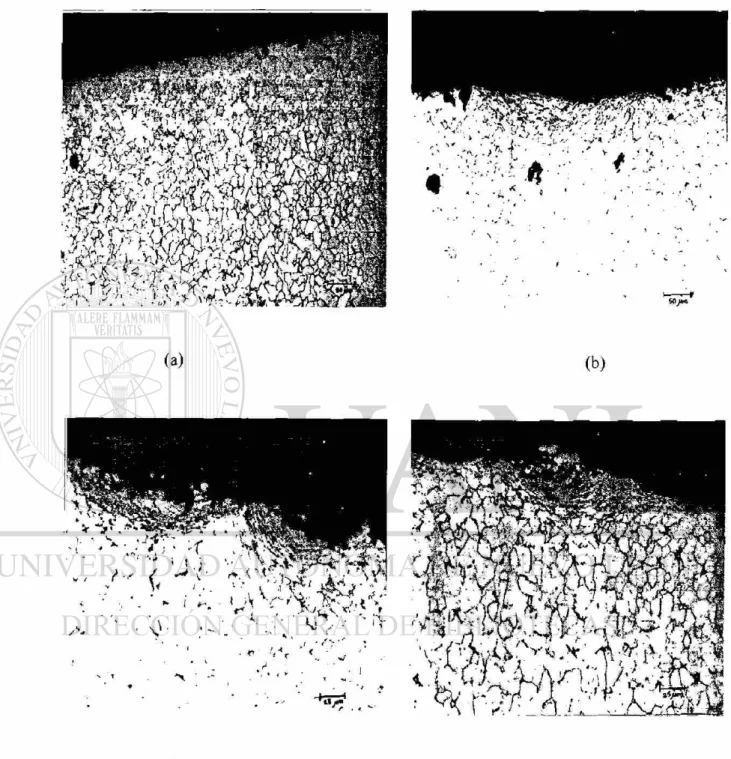
Las muestras del acero bajo carbono presentan una matriz ferrítica con un
distribución u n i f o r m e de tamaño de grano (tamaño 6 según la n o r m a A S T M E l 12 - 88)
ver la figura 2.3 (a). Al obtener la muestra después de la prueba de desgaste se observa
en la figura 2.3 (b) u n a deformación plástica en la subsuperficie de a p r o x i m a d a m e n t e 66
jim de p r o f u n d i d a d . Esta capa no se encuentra u n i f o r m e m e n t e en toda el área analizada,
p o r lo que se tiene u n a variación en la profundidad de la d e f o r m a c i ó n plástica. L a s zonas
d e f o r m a d a s presentan un alargamiento de los granos subsuperficiales p r o v o c a n d o la
f o r m a c i ó n de microgrietas c o m o se observa en la figura 2.3 (c). Algunas zonas
d e f o r m a d a s plásticamente presentan también desprendimientos de material, las cuales
p u e d e n llegar hasta 15 Jim de profundidad como se observa en la figura 2.3 (d). D e b i d o a
la baja dureza que presenta este acero la d e f o r m a c i ó n que sufrió f u e m a y o r que los otros
aceros.
L a s muestras del acero inoxidable presentan una matriz austenítica con un
distribución u n i f o r m e de tamaño de grano 2 según la norma A S T M E 112 - 88, v e r la
figura 2.4 (a). Con respecto al testigo (muestra sin desgastar) se observa en la figura 2.4
(b) a una capa delgada de deformación plástica en la superficie interior de
a p r o x i m a d a m e n t e 50 ¡im. Al igual que en el acero al carbono, ésta capa no se encuentra
u n i f o r m e m e n t e en toda el área analizada, incluso existe una región que no tiene d a ñ o
superficial. En las áreas de mayor desgaste se observan desprendimientos d e material
c o m o se muestra en la figura 2.4 (c). Esto es debido al efecto de los impactos de los
(d)
Figura 2.3 Microestructuras de los aceros analizados, (a) acero al bajo carbono sin
desgastar, zona inferior a 200x. (b) mismo acero desgastado, zona inferior deformada a
L o s granos austeníticos del acero inoxidable 304, presentan u n a leve zona
deformada en la que se puede observar el inicio de la formación de micro grietas c o m o se
puede v e r en la figura 2.4 (d). L a dureza de este material es mayor que los o t r o s aceros lo
que representa una mayor resistencia a la deformación q u e se está llevando a cabo en la
sub superficie.
(c) (d)
Figura 2.4. Microestructuras del acero AISI 304 (a) muestra sin desgastar, z o n a inferior a
200x. (b) A I S I ' 3 0 4 desgastado, zona inferior deformada a 200x. (c) z o n a inferior
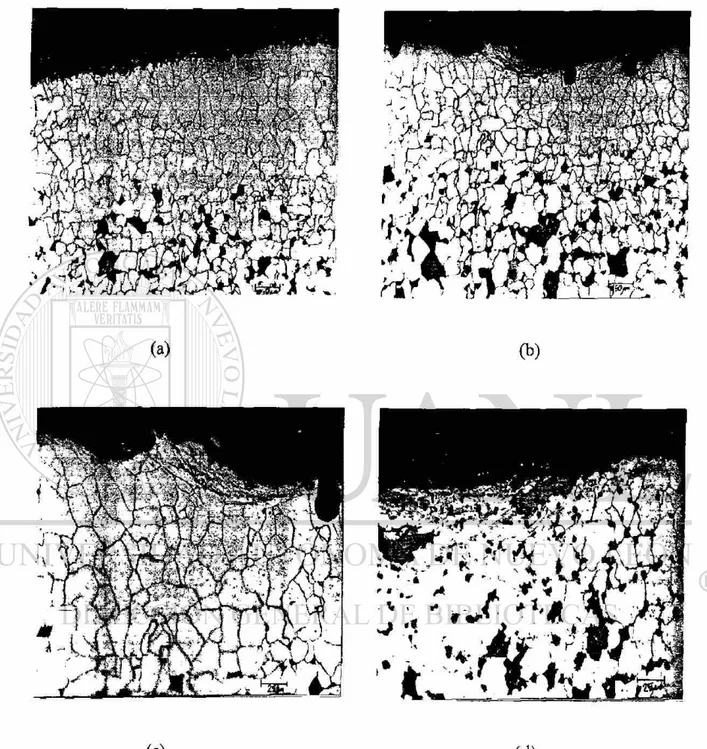
L a s muestras del acero P - l 1 presenta una microestructura f o r m a d a por una matriz
de ferrita (áreas claras), con islas de perlita (áreas oscuras) con una distribución u n i f o r m e
de t a m a ñ o de grano 5 según la n o r m a A S T M E 112 - 88, ver figura 2.5 (a). El testigo
presenta u n a decarburización de aproximadamente 200 p.m en la superficie interna y
externa de la pared del tubo debido al proceso de manufactura, lo que implica que la
superficie interna de la pared que está en contacto con el material transportado está
f o r m a d o por ferrita. Al obtener la muestra después de la prueba se observa en la figura
2.5 (b) u n a d e f o r m a c i ó n plástica en la superficie interior de a p r o x i m a d a m e n t e 41 jim,
ésta n o se encuentra u n i f o r m e m e n t e en t o d a el área analizada, como puede observarse en
la microfotografía. Al igual que los otros aceros, se observan en la figura 2.5 (c)
desprendimiento de material.
D a d o que este tubo presenta u n a decarburización t e n e m o s u n a m e n o r resistencia
a la penetración de la deformación. Este acero presenta una dureza promedio en la
superficie m a y o r que el acero al carbono, por lo que presentó m e n o r p r o f u n d i d a d de la
capa d e f o r m a d a . Los granos d e f o r m a d o s presentan un alargamiento en lo que es el f l u j o
plástico que se realizó en la zona inferior del tubo como se p u e d e observar en la figura
2.5 (d). El transporte de fase densa del material, donde el ángulo de i m p a c t o de los
sólidos f u e cero o m u y pequeño, afecta de una m a n e r a grave a esta zona. Si la
concentración de sólidos o la razón del f l u j o de sólidos aumenta, el desgaste que se lleve
(c) (d)
Figura 2.5. Microestructuras del acero A S T M A335 P - l 1. (a) sin desgastar, zona inferior
a 200x. (b) P-l-1 desgastado, zona inferior deformada a 200x. (c) Acero P - l 1, z o n a
M i c r o d u r e z a s
E n la g r á f i c a d e la figura 2 . 6 se o b s e r v a u n e n d u r e c i m i e n t o e n la s u b s u p e r f i c i e
d e b i d o a la d e f o r m a c i ó n plástica o c u r r i d a en la s u p e r f i c i e del acero al c a r b o n o . L a
p r o f u n d i d a d a l c a n z a d a es a p r o x i m a d a m e n t e de 6 6 Jim y se aprecia u n r e b l a n d e c i m i e n t o
del material b a s e d e este acero d e u n a dureza p r o m e d i o inicial de 2 0 2 H V a u n a d u r e z a
p r o m e d i o d e 177 H V . E s t e r e b l a n d e c i m i e n t o se debe a u n r e c o c i d o parcial, el cual
c o n d u c e a u n a r e c u p e r a c i ó n del a c e r o q u e es s o m e t i d o d u r a n t e u n intervalo d e t i e m p o a
u n a t e m p e r a t u r a d e 3 2 3 °C. D u r a n t e la recuperación, la resistencia del a c e r o se r e d u c e
l i g e r a m e n t e , p e r o su d u c t i l i d a d g e n e r a l m e n t e a u m e n t a [12A].
3 0 0
250 .
> 200 i
«3 N ®
3 150 u
8 _u
5 100
50 .
0 I , , , 1
0 20 4 0 60 80 100 120 140 160 180 2 0 0
profundidad a partir de la superficie <nm)
F i g u r a 2.6 G r á f i c a d e m i c r o d u r e z a final de la s u p e r f i c i e interna d e f o r m a d a del a c e r o al c a r b o n o . S e g ú n [11A.]
En las g r á f i c a d e la figura 2.7 se m u e s t r a el perfil de m i c r o d u r e z a p a r a el a c e r o
i n o x i d a b l e A I S I 304. A q u í se o b s e r v a u n e n d u r e c i m i e n t o d e b i d o a la d e f o r m a c i ó n
plástica y q u e tiene u n a p r o f u n d i d a d a p r o x i m a d a d e 50 ¡j.m. Se e n c o n t r ó q u e el m a t e r i a l
b a s e no s u f r e dé n i n g ú n grado d e r e b l a n d e c i m i e n t o d a d o q u e consiste d e u n a estructura
austenítica. N o p r e s e n t a r e c u p e r a c i ó n o recristalización a la t e m p e r a t u r a d e la p r u e b a .
acero 304 (desgastado)
40 60 80 100 120 140 160 180 200
profundidad a partir de la superfìcie (tim)
F i g u r a 2 . 7 G r á f i c a d e m i c r o d u r e z a final de la s u p e r f i c i e interna d e f o r m a d a del a c e r o
A I S I 304. S e g ú n [11 A.]
E n l a g r á f i c a d e la figura 2.8 se m u e s t r a el perfil de m i c r o d u r e z a p a r a el a c e r o
A 3 3 5 P - l l . E n esta g r á f i c a se o b s e r v a u n e n d u r e c i m i e n t o d e b i d o a la d e f o r m a c i ó n
plástica q u e se llevo a cabo hasta u n a p r o f u n d i d a d a p r o x i m a d a d e 41 jim. Se e n c o n t r ó
q u e el m a t e r i a l b a s e no s u f r e d e n i n g ú n grado d e r e b l a n d e c i m i e n t o , d a d o q u e consiste d e
acero P-11 (desgastado)
' 0 50 100 150 200 2 5 0 300
profundidad a partir de la superficie (|i m)
F i g u r a 2 . 8 G r á f i c a d e m i c r o d u r e z a final del acero A 3 3 5 tipo P-11. S e g ú n [11A.]
2.3 DESGASTE EN ACEROS.
2.3.1 D e s g a s t e d e A c e r o s al C a r b o n o y A c e r o s A l e a d o s .
E n los aceros al c a r b o n o , la resistencia a la a b r a s i ó n es b á s i c a m e n t e , p e r o n o
ú n i c a m e n t e , u n a f u n c i ó n del c o n t e n i d o d e c a r b o n o , m i c r o e s t r u c t u r a y d u r e z a . A d i c i o n e s
d e e l e m e n t o s a l e a n t e s p u e d e n realizarse p a r a m e j o r a r otras p r o p i e d a d e s m e c á n i c a s o
m e j o r a r la t e m p l a b i l i d a d .
L o s a c e r o s al c a r b o n o m u e s t r a n u n a p o b r e resistencia al d e s g a s t e y alto d a ñ o de
la s u p e r f i c i e d u r a n t e el d e s l i z a m i e n t o e n seco. El uso de estos aceros para d e s l i z a m i e n t o
d e s u p e r f i c i e s en c o n t a c t o r e q u i e r e tratamientos superficiales, c o m o e n d u r e c i m i e n t o o
r e c u b r i m i e n t o s duros. T a m b i é n p u e d e n utilizarse r e c u b r i m i e n t o s s u a v e s c o m o b r o n c e ,
m e t a l b a b b i t t o a n t i f r i c c i ó n , los c u a l e s actúan c o m o capas d e b a j o c o e f i c i e n t e d e f r i c c i ó n .
[ 1 3 A , 14A]. C u a n d o m i n e r a l e s d u r o s se e n c u e n t r a n en c o n t a c t o c o n el acero, el d e s g a s t e
es m u y r á p i d o a m e n o s q u e la s u p e r f i c i e del a c e r o esté e n d u r e c i d a o r e c u b i e r t a c o n u n
E s posible impartir una amplia variedad de microestructuras en los aceros por
m e d i o de tratamientos térmicos, con lo que las propiedades de desgaste p u e d e n ser
relacionadas a microestructuras específicas.
La resistencia al desgaste de los aceros ferríticos es m e j o r a d a por el
endurecimiento en la superficie. La dureza m á x i m a depende del contenido del carbono
del acero y de la t r a n s f o r m a c i ó n martensítica [13 A] (esto es, de la eficiencia del temple).
El contenido del carbono afecta la dureza y resistencia al desgaste a través de la
f o r m a c i ó n de carburos simples o complejos. Las propiedades de desgaste dependen del
tipo, f o r m a , t a m a ñ o y distribución de los carburos presentes, en adición a las
propiedades de la matriz (por ejemplo, dureza, tenacidad, y estabilidad) [14A],
Por otro lado, los aceros están sujetos a un acelerado desgaste en un ambiente
corrosivo. U n acero no protegido es también susceptible al desgaste por rozamiento o la
f o r m a c i ó n de óxidos desprendidos entre las dos superficies en contacto en un
m o v i m i e n t o oscilatorio a b a j a amplitud.
2.3.2 Desgaste del Acero Inoxidable.
Las propiedades de los aceros pueden ser m e j o r a d a s con adiciones de elementos
de aleación. U n o de los desarrollos m á s importantes en aleaciones ferrosas son los aceros
inoxidables, cuyas adiciones de cromo y níquel, principalmente, le confieren una alta
resistencia a la oxidación y corrosión. Existen una gran variedad de diferentes aceros
inoxidables resistentes a altas temperaturas y dependiendo de las condiciones de trabajo,
se puede seleccionar el acero m á s adecuado. En general, los aceros al cromo presentan
m e j o r e s propiedades mecánicas y algunas son susceptibles de endurecimiento por
tratamiento térmico, dando una gran g a m a de propiedades mecánicas. Los aceros al
c r o m o - níquel n o son susceptibles de ser endurecidos por tratamiento térmico, pero
Corrosión - Erosión en aceros inoxidables
La corrosión de un metal o aleación puede ser acelerada cuando se presenta u n
abrasivo que r e m u e v e la capa de óxido protectora. Esta f o r m a de ataque e s
especialmente significativa cuando el espesor de la capa de óxido es u n importante factor
en determinar la resistencia a la corrosión. E n el caso de aceros inoxidables, la erosión
de la película pasiva puede conducir a alguna aceleración de ataque.
Oxidación
\
Debido a los altos contenidos de cromo, los aceros inoxidables tienden a ser
altamente resistentes a la oxidación. Factores importantes son considerados en la
selección de aceros inoxidables para el uso a altas temperaturas c o m o la estabilidad de la
c o m p o s i c i ó n y microestructura d e un grado superior térmicamente expuesto y la
adherencia del óxido a u n a escala superior de un ciclo térmico [15A], D a d o que m u c h o s
aceros inoxidables utilizados a altas temperaturas son de grado austenítico con relativo
alto contenido d e níquel, es necesario poner cuidado en la posibilidad de un ataque d e
sulfídización.
2.4 RECUBRIMIENTOS DUROS.
La aplicación de los recubrimientos duros en los sistemas de ingeniería h a
permitido obtener un alto rendimiento en la resistencia al desgaste, donde el principal
objetivo es incrementar el t i e m p o d e vida de los componentes de las estructuras. Existe
una amplia clasificación de los recubrimientos y a su vez diferentes tipos de obtención.
Actualmente, e s posible obtener espesores delgados de recubrimientos con excelentes
propiedades mecánicas. En este trabajo se estudian los recubrimientos duros aplicados
por aporte de soldadura y por fundición, cuyas composiciones químicas p e r m i t e n
obtener carburos c o m p l e j o s e m b e b i d o s en una matriz de metal suave. E s t o s
recubrimientos presentan buena resistencia, a d e m á s de ser obtenidos por un p r o c e s o
/
2.4.1 Selección de recubrimientos para desgaste a altas temperaturas.
L o s recubrimientos duros son utilizados principalmente p a r a resistir al desgaste
adhesivo y abrasivo. L a s consideraciones de los diferentes tipos de desgaste indican la
necesidad de recubrimientos de materiales con valores altos de dureza. Esto se c u m p l e
con u n a mezcla de compuestos intermetálicos (carburos, nitruros, boruros y siliciuros) en
u n a matriz metálica. U n a amplia g a m a de materiales brindan protección contra el
desgaste. Los materiales duros p u e d e n ser depositados c o m o películas delgadas o corno
recubrimientos de un espesor mayor utilizando diferentes técnicas de aplicación.
A l g u n a s de estas son: electro-depositación, difusión, plasma, sputtering, depositación
q u í m i c a por vapor ( C V D ) , soldadura y por fundición [16A], U n a consideración
secundaria para la selección del recubrimiento duro es el coeficiente de fricción. U n
material con u n a aceptable dureza y bajo coeficiente de fricción es preferido a uno de
alta dureza y alto coeficiente de fricción, debido a que es preferible una b a j a potencia de
disipación en u n par de fricción. La siguiente consideración de importancia es el
coeficiente de expansión térmica. El recubrimiento con sus redes endurecidas presentan
m e n o r e s coeficientes de expansión térmica que los metales [17A], Puesto que el
incremento de la energía de disipación y de la temperatura ocurren con el par de
desgaste, u n recubrimiento con un coeficiente de expansión térmica m e n o r que el
material base es deseable. De otro m o d o , esfuerzos de corte, inducidos por los gradientes
de temperatura en la interfase del recubrimiento - metal base, tienden a desprender el
recubrimiento duro.
L a s propiedades termodinámicas de los materiales del recubrimiento entran en
consideración c u a n d o las partes recubiertas están expuestas a altas temperaturas durante
operación. A l g u n o s compuestos duros, tales c o m o el carburo de tungsteno, tienden a
d e s c o m p o n e r s e a moderaras temperaturas. La selección del recubrimiento duro deberá,
entonces, considerar la estabilidad termodinámica. La energía libre estándar de
f o r m a c i ó n de u n c o m p u e s t o es una m e d i d a de la estabilidad termodinámica y algunas
2.4.2 Resistencia al desgaste de diferentes recubrimientos duros.
A continuación se m e n c i o n a n algunos recubrimientos para la resistencia a la
erosión. Existe una severa erosión en las aspas de un compresor cuando partículas de
arena y p o l v o son impactadas o succionadas por el motor de turbina de avión.
R e c u b r i m i e n t o s duros, obtenidos por C V D (depositación por vapor química), de
carbonitruro de titanio son utilizados para la resistencia la desgaste erosivo de las aspas
de acero inoxidable 1 7 - 4 PH. La resistencia a la erosión de las aspas recubiertas por
C V D es reportada en un nivel d e 70 a 80 veces m a y o r q u e las aspas recubiertas por
espreado de p l a s m a de carburo de tungsteno. Los cañones de armas de f u e g o son
usualmente recubiertas con capas duras de cromo para proteger y dar resistencia al
desgaste erosivo. Calibres pequeños de cañón, recubiertos por C V D con tungsteno,
presentan u n a razón de desgaste marcadamente m e n o r [16A].
Lindsley y Marder [18A] realizaron un estudio de erosión por partículas sólidas
en u n compósito de aleaciones esferodizadas de Fe - C con contenidos de 0.2 a 1.4 por
ciento en peso de carbono, con una matriz metálica de Fe y partículas esferodizadas de
Fe-C. Estos investigadores encontraron que la resistencia a la erosión se incrementa
c u a n d o las características microestructurales disminuyen en t a m a ñ o , con las principales
variables de microestructura iniciando con el espaciamiento de partículas y t a m a ñ o de
grano de la matriz. Relaciones tipo Hall-Petch fueron propuestas para el espaciamiento
microestructural con la razón de erosión y dureza. En general, la modificación de la
microestructura de un acero, que represente un incremento en la dureza puede
incrementar, disminuir o n o afectar la razón de desgaste.
I M H u t c h i n g s [19A], h a estudiado diferentes m e c a n i s m o s de desgaste y u n o de
sus trabajos consiste en u n a revisión de la diferentes pruebas de desgaste abrasivo y
erosivo en películas delgadas de recubrimientos (el objetivo del trabajo es dar un
r e s u m e n de las ventajas de utilizar recubrimientos de capas delgadas en áreas pequeñas).
E n el desgaste abrasivo se encuentra, de nuevo que existe relación de los parámetros
micro estructurales c o n la razón de desgaste y con la dureza [19A].
E n los párrafos anteriores se mencionaron algunos trabajos de la aplicación de
recubrimientos en capas o películas delgadas con técnicas de obtención que implica alta
tecnología y obtenidos por tratamientos térmicos. En nuestro sistema de desgaste, el
proceso involucra grandes áreas que van estar expuestas al desgaste químico y mecánico,
por lo que se seleccionaron los recubrimientos obtenidos por soldadura y depositados
sobre un metal base, debido a su fácil aplicación y beneficio económico, que cumplan
con los espesores nominales de u n a tubería industrial. Por lo tanto, se estudia en esta
investigación el comportamiento de diferentes aleaciones denominadas recubrimientos
duros alto c r o m o alto carbono.
La especificación A S T M A 532, cubre las composiciones y durezas de dos
grupos generales de fundiciones blancas de alto cromo (fbac), Tabla 3A. Las f u n d i c i o n e s
c r o m o - molibdeno (clase II de A 5 3 2 ) contienen 11 a 2 3 % Cr y hasta 3 . 5 % M o y pueden
ser suministradas en condición vaciada (as cast) para obtener u n a matriz austenitica o
austenita - martensita, o en condición tratada térmicamente para contar con una matriz de
estructura martensítica para una m á x i m a resistencia a la abrasión y tenacidad [20A].
Estas aleaciones son consideradas como las m á s duras de todos los grados de las
fundiciones blancas. C o m p a r a d a s con las fundiciones blancas de bajo níquel - cromo, los
carburos eutécticos son duros y pueden ser tratados térmicamente para dar a las
fundiciones u n a alta dureza. El molibdeno, como el níquel y el cobre, cuando es
necesario es añadido para prevenir la formación de perlita y para incrementar la dureza.
Las fundiciones alto cromo (clase III de A 532) representan el grado m á s antiguo de este
tipo de fundiciones, con datos de patentes desde 1917. Estas generalmente contienen 25
a 2 8 % Cr con porcentajes de hasta 1.5 % de Mo, para prevenir la perlita y obtener el
T a b l a 3 A. C o m p o s i c i ó n q u í m i c a ( % e n peso) d e las f u n d i c i o n e s alto c r o m o , s e g ú n
A S T M A 5 3 2 [ 2 0 A ] .
C l a s e D e s i g n a c i ó n c M n Si N i Cr M o D u r e z a H B
II A 12% Cr 2.4-2.8 0.5-1.5 1.0 máx. 0.5 11-14 0.5-1.0 550
II B 15%Cr-Mo-LC 2.4-2.8 0.5-1.5 1.0 máx. 0.5 14-18 1.0-3.0 450
II C 15%Cr-Mo-HC 2.8-3.6 0.5-1.5 1.0 máx. 0.5 14-18 2.3-3.5 550
II D 20%Cr-Mo-LC 2.0-2.6 0.5-1.5 LO máx. 1.5 18-23 1,5máx. 450
II E 20%Cr-Mo-HC 2.6-3.2 0.5-1.5 1.0 máx. 1.5 18-23 1.0-2.0 450
III A 25% Cr 2.3-3.0 0.5-1.5 1.0 máx. 1.5 23-28 1.5máx.
450-L a s f u n d i c i o n e s b l a n c a s alto c r o m o tienen e x c e l e n t e resistencia a la a b r a s i ó n y
son u t i l i z a d a s e f e c t i v a m e n t e en b o m b a s p a r a flujos de líquidos, m o l d e s p a r a ladrillo,
l a m i n a d o r d e m o l i e n d a d e c a r b o n o , e q u i p o d e c h o r r o de m u n i c i o n e s y c o m p o n e n t e s de
cantería, m i n e r í a d e r o c a s y m o l i e n d a . E n algunas a p l i c a c i o n e s las aleaciones p u e d e n
resistir cargas c o n alto i m p a c t o . L a s f u n d i c i o n e s b l a n c a s a l e a d a s p r o p o r c i o n a n la m e j o r
c o m b i n a c i ó n d e t e n a c i d a d y resistencia a la abrasión.
L a s f u n d i c i o n e s b l a n c a s se distinguen por su alta dureza. L o s c a r b u r o s eutécticos
M7C3 r e l a t i v a m e n t e d i s c o n t i n u o s , se p r e s e n t a n en la m i c r o e s t r u c t u r a r e f o r z a n d o la m a t r i z
r e l a t i v a m e n t e suave. L o s c a r b u r o s eutécticos M3C se p r e s e n t a n d e f o r m a c o n t i n u a y se
e n c u e n t r a n en las f u n d i c i o n e s a l e a d a s con m e n o r cantidad d e c r o m o . E s t a s aleaciones
son u s u a l m e n t e p r o d u c i d a s c o m o c o m p o s i c i o n e s h i p o e u t é t i c a s .
L a s a l e a c i o n e s c o n resistencia a la corrosión, para aplicaciones c o m o b o m b a s
para el m a n e j o de cenizas, son p r o d u c i d a s c o n un alto c o n t e n i d o de c r o m o ( 2 6 a 2 8 % C r )
y b a j o c o n t e n i d o d e c a r b o n o (1.6 a 2 . 0 % C). Estas a l e a c i o n e s alto c r o m o b a j o c a r b o n o ,
p r o v e e n el m á x i m o c o n t e n i d o d e c r o m o en la matriz. L a adición d e un 2 % de M o es
r e c o m e n d a d o para m e j o r a r la resistencia a a m b i e n t e s q u e c o n t e n g a n cloruros. Para esta
aplicación, estructuras q u e c o n t e n g a n c o m p l e t a m e n t e m a t r i z austenítica p r o p o r c i o n a n
Las fundiciones blancas alto cromo son utilizadas para partes c o m p l e j a s e
intrincadas y en aplicaciones a altas temperaturas con un considerable ahorro c o m p a r a d o
con los aceros inoxidables. Las fundiciones alto c r o m o diseñadas para elevadas
temperaturas, p u e d e n dividirse en tres categorías, dependiendo de la estructura de la
matriz: fundiciones martensíticas aleadas con 12 a 28 % de Cr, f u n d i c i o n e s ferríticas
aleadas con 30 a 3 4 % Cr y fundiciones austeníticas, con contenidos de 15 a 3 0 % de Cr,
10 a 15% de Ni, para estabilizar la fase de austenita.
Cuando el incremento a la resistencia a la corrosión y una m á x i m a resistencia a la
abrasión son requeridos, las fundiciones que contienen arriba de 2 8 % de c r o m o pueden
ser utilizados. Sin embargo, si el porcentaje de carburos (o el contenido de carbono) se
incrementa, la resistencia al impacto disminuye, así que es importante tener u n cuidado
en el balance de la c o m p o s i c i ó n para obtener la m e j o r combinación de las propiedades
Lista de Figuras:
Figura 2.1 E s q u e m a de la línea de tubería en el ensayo.
Figura 2.2 G r á f i c a de la pérdida de espesor de los tres aceros para tubería en el transporte
neumático de H R D a 300°C.
Figura 2.3.(a) Microestructura del AISI 1005 sin desgastar, zona inferior a 200x. (b)
AISI 1005 desgastado, z o n a inferior d e f o r m a d a a 200x. (c) zona inferior desgastada a
400x. (d) zona inferior desgastada a 400x.
Figura 2.4.(a) Microestructura del AISI 304 sin desgastar, z o n a inferior a 200x. (b) AISI
304 desgastado, zona inferior d e f o r m a d a a 200x. (c) zona inferior desgastada a 200x. (d)
zona inferior desgastada a 200x.
Figura 2.5.(a) Microestructura del A S T M A335 P - l 1 sin desgastar, z o n a inferior a 200x.
(b) P - l 1 desgastado, zona inferior d e f o r m a d a a 200x. (c) Acero P - l 1, z o n a inferior
desgastada a 400x. (d) Acero P - l 1, zona inferior desgastada a 400x.
Figura 2.6 G r á f i c a de microdureza final de la superficie interna d e f o r m a d a del acero
AISI 1005.
Figura 2.7 Gráfica de microdureza final de la superficie interna d e f o r m a d a del acero
AISI 304.
Lista de Tablas:
T a b l a 1 A. C o m p o s i c i ó n q u í m i c a ( % en peso) d e los aceros.
Tabla 2 A . Condiciones del experimento en planta piloto a 300°C.
Tabla 3A. C o m p o s i c i ó n química (% en peso) de las fundiciones alto cromo, según
A S T M A 5 3 2 [20A]. \
R E F E R E N C I A S
[1A ] D e a q u i n o Esperanza, Martínez Dora, Pérez Alberto, Velasco A b r a h a m , Flores
M a r c o A., V i r a m o n t e s B. Ricardo, W e a r in pneumatic transport under hot reducing
atmospheres. P o w d e r Technology 95 (1998) 55 - 60.
[2A] Flores M.A., Pérez A., Martínez D., Arroyave R, Velasco A. y V i r a m o n t e s R. W e a r
M e c h a n i s m s in P n e u m a t i c Transport of Hot DRI. 9th International Freight Pipeline
S y m p o s i u m . Monterrey N u e v o L e ó n México, Abril de 1998.
[3A] Pérez U n z u e t a Alberto, Martínez Dora, Flores Marco, Arroyave R., Velasco A. and
Viramontes R. Erosion and Corrosion Mechanisms in Pneumatic Conveying of Direct
R e d u c e d Iron Pellets. Wear Processes in M A N U F A C T U R I N G . STP 1362, A S T M ,
February 1999.
[4A] Hutchings I. M. Tribology, Friction and Wear of Engineering Materials. Edited by
E d w a r d Arnold. L o n d o n U. K. 1992.
[5 A] H u t c h i n g s I. M. M o n o g r a p h on the Erosion of Materials by Solid Particle Impact.
Edited by the Materials Technology Institute of the Chemical Process Industries, Inc.
[6A] M a r c u s R . D., L e u n g L. S., Klinzing G. E. and Rizk F. P n e u m a t i c C o n v e y i n g of
Solids. A thereotical and practical aproach, 1990.
[7A] M o h l m a n n Johannes Daniel. Parameters Influencing the Pneumatic C o n v e y i n g of
Large Rock Particles. PhD. Johannesburg, Agosto 1985.
[8A] Stiglich J. J. and Holzl R. A. Coatings for Elevated Temperature Wear Resistance.
San Fernando Laboratories, 1982.
[9A] Viramontes R. y Flores M . H Y L S A . Comunicación privada, Oct. 1995.
[10A] Martínez D. Dora. Tesis de Maestría "Desgaste de Aceros Aleados en Sistemas de
Transporte N e u m á t i c o " . Septiembre 1996.
[11 A] D e a q u i n o Aguirre Esperanza. Tesis de Maestría "Desgaste en Transporte
N e u m á t i c o " . Septiembre de 1996.
[12A] Smith William F. Fundamentos de la Ciencia e Ingeniería de Materiales, Editorial
mcGraw-Hill Segunda edición. Agosto 1993.
[13A] Friction, Lubrication, and Wear Technology. A S M Handbook. V o l u m e 18. 1990.
[14A] H o r n b o g e n E., Metallurgical Aspects of Wear. Microstructure and Wear. October,
1979.
[15A] Levy A l a n V., University of California. Mechanisms of C o m b i n e d Erosion
-Corrosion of Steels at Elevated Temperatures. 1989.
[16A] Peterson M. B . and Ramalingam S. Coatings for Tribological Applications.
[17A] G i l m a n J. J., Micromechanics of F l o w in Solids, McGraw-Hill, N e w York, 1975.
[18A] Lindsley B. A. and Marder A. R. Solid Particle Erosion of an Fe-Fe3C Metal
Matrix Composite. Metallurgical and Materials Transactions A , V o l u m e 29a, M a r c h
1998.
[19A] Ship way P. H., and Hutchings I. M . Measurement of Coating Durability b y ' S o l i d
Particle Erosion. Surface and Coatings Technology, 1995, 71, 1-8.
[20A] Stefanescu Doru M.. Classification of Ferrous Casting Alloys. A S M H a n d b o o k ,
CAPÍTULO 3
EXPERIMENTACIÓN
3.1 INTRODUCCION.
E n el siguiente procedimiento experimental se describen las pruebas realizadas
con el objetivo de evaluar el comportamiento al desgaste mecánico y químico de
diferentes aleaciones que son utilizadas en la fabricación de tuberías para el transporte
neumático de pélets de fierro e s p o n j a ( H R D ) en caliente. Otro objetivo es diseñar las
rutas experimentales que permitan obtener correlaciones entre parámetros
microestructurales de las aleaciones con el desgaste, que nos ayuden a determinar el
tiempo de vida útil de los materiales e n el proceso industrial. La primera p r u e b a que se
describe es sobre u n a planta piloto de transporte neumático d o n d e se ensayaron tres
materiales d e aleaciones comerciales, las cuales estuvieron sometidas a condiciones de
operación de transporte industrial. A partir de estas pruebas se propuso separar los
diferentes m e c a n i s m o s de daño encontrados y estudiar algunas aleaciones especiales de
alta resistencia al desgaste. Se realizaron pruebas de corrosión y desgaste mecánico para
aislar el m e c a n i s m o de daño presentado en cada caso y, de esta forma, determinar y
cuantificar la magnitud de daño en el material. De esta m a n e r a se propone u n a
herramienta práctica de evaluación d e diferentes aleaciones que van a estar sujetas al
proceso de transporte neumático. Dentro de algunas limitaciones en la experimentación,
no existe la facilidad de realizar pruebas continuas variando los parámetros del proceso
3.2 CARACTERIZACION DE MATERIALES.
La caracterización de los materiales consistió en determinar la c o m p o s i c i ó n
química. T a m b i é n se realizaron difractogramas para la determinación de fases presentes
corroborándolas con las observaciones microestructurales realizadas por microscopía
óptica y microscopía electrónica de barrido, donde se obtuvieron espectros de los
elementos contenidos en las aleaciones utilizadas. Así m i s m o se determinaron los
parámetros microstructurales, por medio de estereología. Por último se realizaron
ensayos de dureza y microdureza como propiedades mecánicas de los materiales;
3.2.1 C o m p o s i c i ó n q u í m i c a de las aleaciones y del material erosivo.
Se realizaron análisis químicos bajo estándares de calibración para cada elemento
solicitado con el fin de determinar la composición química de las aleaciones utilizadas
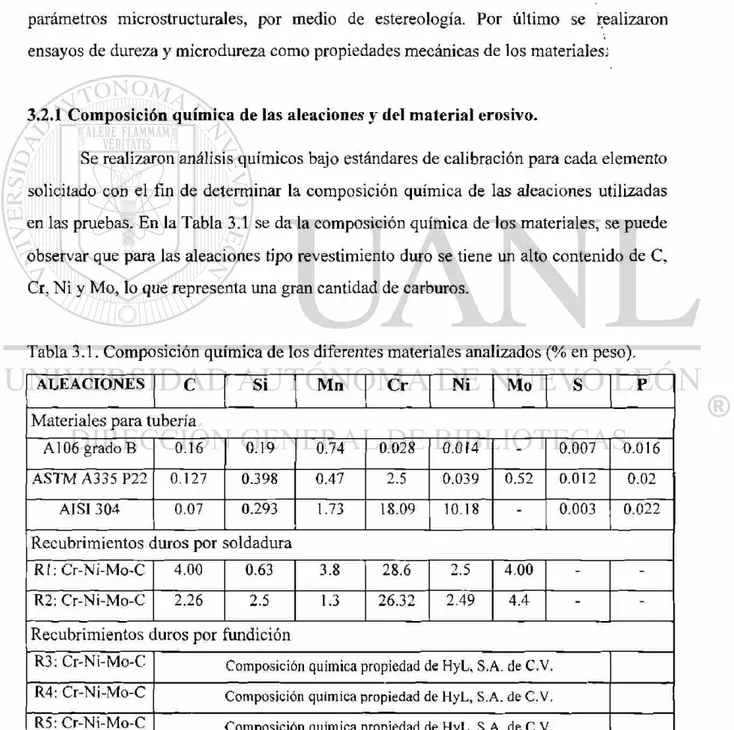
en las pruebas. En la Tabla 3.1 se da la composición química de los materiales, se puede
observar que para las aleaciones tipo revestimiento duro se tiene un alto contenido de C,
Cr, N i y M o , lo que representa una gran cantidad de carburos.
Tabla 3.1. C o m p o s i c i ó n q u í m i c a de los diferentes materiales analizados ( % en peso).
ALEACIONES C Si M n C r Ni M o S P
Materiales p a r a tubería
Al 06 grado B 0.16 0.19 0.74 0.028 0.014 - 0.007 0.016
ASTM A335 P22 0.127 0.398 0.47 2.5 0.039 0.52 0.012 0.02
AI SI 304 0.07 0.293 1.73 18.09 10.18 - 0.003 0.022
Recubrimientos duros por soldadura
Rí : Cr-Ni-Mo-C 4.00 0.63 3.8 28.6 2.5 4.00 -
-R2: Cr-Ni-Mo-C 2.26 2.5 1.3 26.32 2.49 4.4 -
-Recubrimientos duros por fundición
R3: Cr-Ni-Mo-C Composición química propiedad de HyL, S.A. de C.V.
R4: Cr-Ni-Mo-C Composición química propiedad de HyL, S.A. de C.V.
Con respecto a las partículas erosivas utilizadas en este trabajo se tienen pélets de
H R D producidos por el proceso HYL*®. Una composición química típica ( % en peso) de
los pélets es 90% Fe mínimo, 5 % de S i 02, máximo, 2 - 4.5 % C y 1.5% CaO, máximo.
Las partículas a transportar en la planta piloto fueron pélets de producción normal y de
tamaño variable entre 6 y 12 m m de diámetro. Los pélets de hierro e s p o n j a a ser
impactados en las muestras de acero en la máquina de erosión en caliente fueron
triturados a una dimensión de 1.58 a - 3.175 mm, equivalentes a tamaño de malla de 1/16
a - 1 / 8 .
3.2.2 Difracción de rayos X.
Se realizaron varias pruebas de difracción de rayos X a fin de determinar las i
mejores condiciones de análisis, los intervalos de velocidad de barrido y ángulos de
difracción, para determinar en forma cualitativa los compuestos presentes en cada una de
las aleaciones especiales. El equipo utilizado fue un difractómetro de rayos X de
reflexión, marca S I E M E N S D-5000, con generador de 20 kV y 5 m A . La preparación de
los materiales consistió en cortar el material en probetas circulares de aproximadamente
2.54 cm de diámetro y de un espesor de 1 cm. Las probetas fueron pulidas hasta una
rugosidad promedio (Ra) de 6 fim. Se colocaron en un porta muestras de material a m o r f o
de similar geometría, de tal manera que la superficie de la probeta queda alineada
paralelamente al haz de rayos x. Las condiciones encontradas para obtener resultados
fueron las siguientes: velocidad de barrido 0.01°/seg, difracción 10° a 70°, longitud de
onda 1.54 Á, a temperatura ambiente.
3.2.3 Análisis metalográfico.
Para la preparación de las muestras metalográficas se siguió el método A S T M E3
- 80, el cual consistió en cortes en dirección transversal y longitudinal para el caso de
tuberías y cortes de vista frontal y lateral para los recubrimientos metálicos (dos de ellos
0.05 jim, a fin de lograr una superficie de rugosidad menor a R a = 2 |j.m. E n el caso d e
los aceros comerciales se tiene un a m p l í o conocimiento de los reactivos químicos
e m p l e a d o s [1E] para revelar la microestructura. Para el caso de los recubrimientos, se
probaron diferentes soluciones y a diferentes tiempos de ataque. Se encontró el reactivo
conocido c o m o Berahas, el cual contiene 6 0 mi de agua destilada, 15 mi de H C L y 1 m g
de bisulfito de potasio. El ataque se realiza por inmersión durante 10 segundos. Este
reactivo revela los carburos contenidos en la matriz. Se t o m a r o n fotomicrografías de los
materiales en el microscopio óptico N i k o n m o d e l o Epiphot de platina , invertida a
diferentes magnificaciones. El análisis metalográfico se realizó al inicio y final de las
pruebas.
3.2.4 D u r e z a s y microdurezas.
El ensayo de dureza se realizó en todos los materiales, siguiendo el m é t o d o
A S T M E l 8 - 89a. Se realizaron en promedio 20 lecturas p a r a cada probeta, el equipo
utilizado es un D u r ó m e t r o Rockwell Wilson serie 500 m o d e l o B 5 0 4 - T d e b i d a m e n t e
calibrado para ensayos Rockwell B y C. El ensayo de microdureza se realizó en un
Microdurómetro S h i m a d z u tipo M , con un indentador Vickers de diamante piramidal,
siguiendo el m é t o d o A S T M E384 - 84. Se obtuvieron 4 lecturas en cada z o n a analizada,
realizando un barrido en todo el espesor de los materiales utilizados. Para los aceros
comerciales se realizaron microdurezas antes y después de las pruebas con u n a carga de
200 g y 10 s c o m o t i e m p o de identación. Estos parámetros de identación fueron los
utilizados en t r a b a j o s anteriores [1E]. Para los recubrimientos metálicos se obtuvieron
solamente antes de las pruebas, para este ensayo se utilizó una carga de 300 g, con un
tiempo de indentación de 15 s. Estos parámetros fueron elegidos en base a la curva de
3.2.5 Determinación de parámetros microestructurales.
Para determinar los parámetros microestructurales de los recubrimientos
metálicos s e g u i m o s la teoría de estereología [2E] haciendo uso de los materiales
preparados metalográficamente y de fotomicrografías a u n a m a g n i f i c a c i ó n de 200x. Se
utilizó el microscopio óptico y un analizador de imágenes Leica m o d e l o Quantimet 520,
se t o m a r o n 2 0 c a m p o s aleatoriamente en tres diferentes cortes de las aleaciones a una
magnificación de 200 aumentos, para cada recubrimiento metálico, realizando el estudio
estadístico correspondiente para ver la desviación de los datos obtenidos. Los parámetros
de interés son, área total de carburos, tamaño y n ú m e r o de carburos. Una v e z obtenidos
estos datos se determinaron indirectamente los parámetros de trayectoria m e d i a libre y
espaciamiento entre carburos por medio de las siguientes relaciones [2E]:
X = (\ - Vv) / N .
ct=1/N
lL 3.1
3.2
X = (1-V
v)/N
l=1/N
l- V
v/N
l= a -V
v/N
l3.3
donde: k ~ es la trayectoria media libre entre carburos y matriz
a = es el espacio entre carburos
Vv = Aa = Ll = fracción volumétrica (de superficie y lineal) de los
carburos
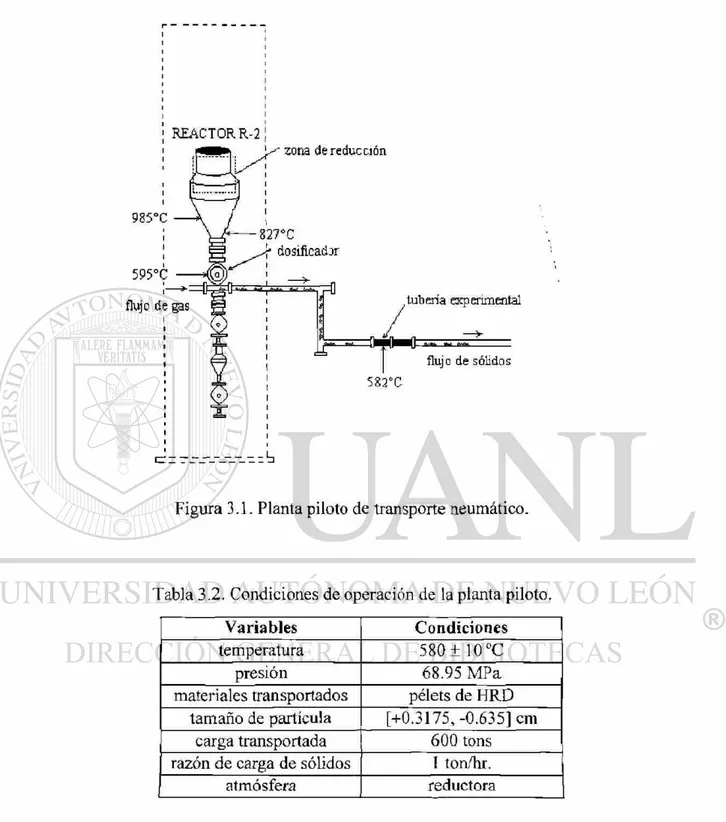
3.3 EXPERIMENTACIÓN A NIVEL PLANTA PILOTO.
La experimentación en la planta piloto se realiza con el propósito de llevar a cabo
pruebas a nivel escala que puedan ser utilizadas para predecir el comportamiento a nivel