UNIVERSIDAD TÉCNICA PARTICULAR DE LOJA
La Universidad Católica de Loja
ÁREA TÉCNICA
TÍTULO DE ARQUITECTO
Elaboración de un tablero de partículas a partir de la cáscara de cacao y su
aplicación para cielos rasos y paredes
TRABAJO DE TITULACIÓN.
AUTORA: Camacho Abad, Guisel Kruzkaya.
DIRECTOR: Balcázar Arciniega, Cristian André, Arq.
LOJA
–
ECUADOR
Esta versión digital, ha sido acreditada bajo la licencia Creative Commons 4.0, CC BY-NY-SA: Reconocimiento-No comercial-Compartir igual; la cual permite copiar, distribuir y comunicar públicamente la obra, mientras se reconozca la autoría original, no se utilice con fines comerciales y se permiten obras derivadas, siempre que mantenga la misma licencia al ser divulgada. http://creativecommons.org/licenses/by-nc-sa/4.0/deed.es
ii
APROBACIÓN DEL DIRECTOR DE TRABAJO DE TITULACIÓN
Arquitecto.
Cristian André Balcázar Arciniega
DOCENTE DE LA TITULACIÓN
De mi consideración:
El presente trabajo de titulación: Elaboración de un tablero de partículas a partir de la cáscara de cacao y su aplicación para cielos rasos y paredes realizado por Guisel Kruzkaya Camacho Abad ha sido orientado y revisado durante su ejecución, por cuanto se aprueba la presentación del mismo.
Loja, octubre de 2016
……….
iii
DECLARACIÓN DE AUTORÍA Y CESIÓN DE DERECHOS
“Yo Guisel Kruzkaya Camacho Abad declaro ser autora del presente trabajo de titulación: Elaboración de un tablero de partículas a partir de la cáscara de cacao y su aplicación para cielos rasos y paredes, de la Titulación Arquitecto, siendo Cristian André Balcázar Arciniega director del presente trabajo; y eximo expresamente a la Universidad Técnica Particular de Loja y a sus representantes legales de posibles reclamos o acciones legales. Además certifico que las ideas, conceptos, procedimientos y resultados vertidos en el presente trabajo investigativo, son de mi exclusiva responsabilidad.
Adicionalmente declaro conocer y aceptar la disposición del Art. 88 del Estatuto Orgánico de la Universidad Técnica Particular de Loja que en su parte pertinente textualmente dice: “Forman parte del patrimonio de la Universidad la propiedad intelectual de investigaciones, trabajos científicos o técnicos y tesis de grado o trabajos de titulación que se realicen con el apoyo financiero, académico o institucional (operativo) de la Universidad”
……….….
iv
DEDICATORIA
A Dios por regalarme una segunda oportunidad para vivir.
A la Virgen del Cisne que me cuida, me da fuerza, y me fortalece.
A mis padres France y Edita gestores de mi vida, que son también mis amigos, mis consejeros, mis compañeros de aventuras, y quienes han reído y llorado conmigo. Por todo y por siempre gracias Papas, los amo.
A mis hermanos Janice, Jean Carlos y Pablito que me ayudan, me apoyan diariamente, que son mi alegría y mis ganas para seguir adelante cada día.
A mis abuelitos, en especial a mí querido abuelito Abraham.
A mis tíos, que me acompañaron en esta etapa de mi vida.
A Lucas, por ser mi amigo incondicional.
v
AGRADECIMIENTO
A Cristian por su paciencia, su optimismo, sus consejos y por ser el mejor guía para esta investigación.
Al quienes colaboran en el Laboratorio de Ingeniería Civil de la UTPL.
vi
ÍNDICE DE CONTENIDOS
CARATULA………..…....
APROBACIÓN DEL DIRECTOR DEL TRABAJO DE FIN DE TITULACIÓN……….…
DECLARACIÓN DE AUTORÍA Y CESIÓN DE DERECHOS………..……...
DEDICATORÍA………...
AGRADECIMIENTO………
ÍNDICE DE CONTENIDOS………..…..………
RESUMEN………...
ABSTRACT………...
INTRODUCCIÓN………...
PROBLEMÁTICA………...……..
JUSTIFICACIÓN………..……
OBJETIVOS…………...
Objetivo General………..…
Objetivos………..….
Específicos……… HIPÓTESIS………...
CAPITULO I
1. MARCO TEÓRICO
1.1. Antecedentes históricos………
1.1.1. Historia del cacao ………...
1.1.2. Historia del cacao en el Ecuador ……….
1.2. Situación actual del cacao en Ecuador………..
1.3. Clases de cacao……….
1.3.1. Criollo o nativo……….
1.3.2. Forastero………..
1.3.3. Trinitario………
1.4. Cáscara de cacao………..
1.4.1. Características de la cáscara de cacao………...
1.4.2. Composición química de la cáscara de cacao……….
1.4.3. Estudios sobre la cáscara de cacao……….
CAPÍTULO 2
2. Tableros de partículas……….………..
vii
2.1. Definición de tablero de partículas……….
2.2. Historia de los tableros de partículas……….
2.3. Composición de los tableros de partículas………...
2.4. Clasificación de los tableros de partículas……….
2.4.1. Por su peso específico ………..
2.4.2. Por el proceso de prensado ……….………
2.4.3. Por la distribución de las partículas……….
2.4.4. Por el acabado de sus caras ………
2.5. Propiedades de los tableros de partículas……….
2.5.1. Densidad………...
2.5.2. Contenido de humedad ……….
2.5.3. Estabilidad dimensional (hinchazón)………
2.5.4. Resistencia a la humedad………..
2.5.5. Conductividad térmica………
2.5.6. Contenido de formaldehído ………..
2.5.7. Reacción al fuego………..
2.5.8. Durabilidad – Comportamiento frente a los agentes biológicos………….
2.5.9. Fijaciones………
2.5.10. Acabado………
2.6. Proceso de elaboración de los tableros partículas………..
2.6.1. Preparación de las partículas………
2.6.2. Mezcla y formación de la manta………...
2.6.3. Proceso de curado de las resinas………
2.6.4. Prensado………...
2.6.5. Acabo del tablero……….………
2.7. Agregados………...
2.7.1. Resinas……….
2.7.2. Definición………..
2.7.3. Generalidades de las resinas………
2.7.4. Clasificación de las resinas………
2.8. Resina Poliéster……….
2.8.1. Generalidades de las resinas poliéster………
2.8.2. Tipos de resinas poliéster………..
viii
2.8.2.1. Ortoftálicas………..
2.8.2.2. Isoftálicas……….
2.8.2.3. Isoftálica NPG……….
2.8.2.4. Bisfenólicas………
2.8.3. Propiedades de las resinas poliéster…………..……….
2.8.4. Aceleradores de las resinas poliéster………..
2.8.4.1. Compuesto de cobalto………..
2.8.4.2. Características químicas del acelerador de cobalto……….
2.8.5. Catalizadores para resinas poliéster………
2.8.5.1. Peróxido de Metil Etil Cetona (Mek)………
2.8.5.2. Caracteristicas químicas del peróxido de Metil Cetona (Mek)……
2.8.6. Proceso de preparación para la resina poliéster………
Parte Experimental CAPITULO 3
3.1. Elaboración de tableros de partículas de cáscara de cacao………
3.1.1. Proceso de tratamiento de la cáscara de cacao………..
3.1.2. Materiales usados para tratamiento de cáscara de cacao………
3.1.3. Descripción del proceso………
3.1.3.1. Recolección de muestras………
3.1.3.2. Cortado………...
3.1.3.3. Secado………
3.1.3.4. Molido……….
3.1.4. Proceso operativo para la elaboración de tableros……….. 3.1.5. Materiales usados para la elaboración de tableros ……….
3.1.6. Descripción del proceso………
3.1.6.1. Preparación del molde……….
3.1.6.2. Pesado de partículas de cáscara y resina………
3.1.6.3. Medición y mezcla de cobalto……….
3.1.6.4. Medición y mezcla de mek………..
3.1.6.5. Mezcla de partículas con resina……….
3.1.6.6. Colocación de mezcla en molde………
3.2. Aproximación de probetas realizadas………...
ix
3.3. Análisis de resultados………..
3.3.1. Determinación de la resistencia a la flexión y módulo de elasticidad………...
3.3.1.1. Medición de las dimensiones de las probetas……….
3.3.1.2. Aparatos utilizados para toma de medidas de las probetas…………..
3.3.1.3. Referencia de toma de medidas en probetas………..
3.3.1.4. Aparatos utilizados para determinar la resistencia a la flexión y
módulo de elasticidad ………..
3.3.1.5. Procedimiento operatorio para determinar la resistencia a la flexión
y módulo de elasticidad………...
3.3.1.6. Aproximación de procedimiento operatorio en
probetas……….
3.3.1.7. Obtención de resultados………..
3.3.1.8. Cálculo de resistencia a la flexión………..
3.3.1.9. Tablas de resultados ………...
3.3.1.10. Interpretación de resultados ………..
3.3.2. Determinación de la humedad……….
3.3.2.1. Aparatos necesarios para determinar el porcentaje de humedad…... 3.3.2.2. Procedimiento operatorio para determinar el porcentaje de humedad
3.3.2.3. Obtención de resultados………..
3.3.2.4. Tablas de resultados………
3.3.2.5. Interpretación de resultados………
3.3.3. Determinación del peso específico………
3.3.3.1. Aparatos necesarios para determinar el peso específico……….. 3.3.3.2. Procedimiento operatorio para determinar el peso específico………..
3.3.3.3. Aproximación. Pesado de probetas………...
3.3.3.4. Referencia de toma de medidas en probetas………..
3.3.3.5. Obtención de resultados………..
3.3.4. Determinación de la hinchazón y de la absorción de agua por inmersión
total………..
3.3.4.1. Aparatos necesarios para la determinación de la hinchazón y de la
absorción de agua por inmersión total………..
3.3.4.2. Procedimiento operatorio para la determinación de la hinchazón y
de la absorción de agua por inmersión total………
x
3.3.4.3. Cálculo de la hinchazón por inmersión total……….
3.3.4.4. Obtención de resultados………..
3.3.4.4.1. Resultados de hinchazón de probetas sumergidas totalmente en
agua por 2 horas……….
3.3.4.4.2. Interpretación de resultados de probetas sumergidas totalmente en agua por 2 horas……… 3.3.4.4.3. Resultados de hinchazón de probetas sumergidas totalmente en
agua por 24 horas………...
3.3.4.4.4. Interpretación de resultados de probetas sumergidas totalmente
en agua por 24 horas………..
3.3.4.5. Cálculo de la absorción de agua……….
3.3.4.5.1. Resultados de absorción de agua por 2 horas………
3.3.4.5.2. Aproximación de probetas……….
3.3.4.5.3. Resultados de absorción de agua por dos horas……… 3.3.4.5.4. Interpretación de resultados de absorción de agua por 2 horas…. 3.3.4.5.5. Resultados de absorción de agua por 2 horas………
3.3.4.5.6. Aproximación de probetas……….
3.3.4.5.7. Resultados de absorción de agua por 24 horas……….
CONCLUSIONES………
RECOMENDACIONES………...
BIBLIOGRAFÍA……….
95 95 95
97
99
100
102 102 102 104 105 106 106 108
xi
LISTA DE TABLAS
CONTENIDO PÁG.
CAPÍTULO I
Tabla 1. El cacao en Ecuador………..
Tabla 2. Producción y residuos del cacao en Ecuador………
Tabla 3. Componentes de la cáscara de cacao………
CAPÍTULO 2
Tabla 4. Generalidades de los tableros de partículas………..
CAPÍTULO 3
Tabla 5. Cantidades de componentes en muestras de tableros……….
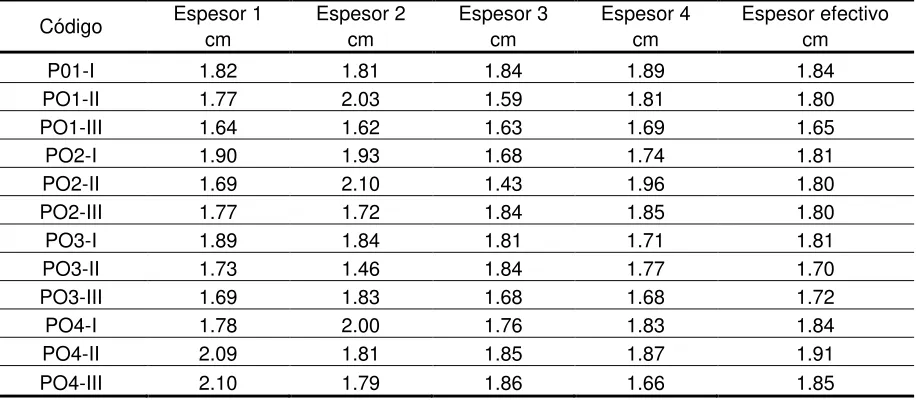
Tabla 6. Ancho y largo efectivo de probetas………….……….
Tabla 7. Espesor efectivo de probetas………
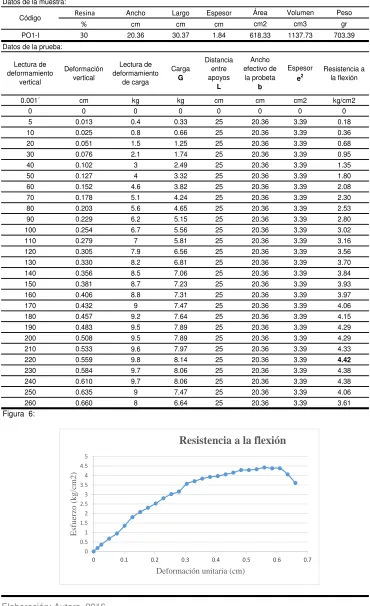
Tabla 8. Resultados de probeta PO1-I………
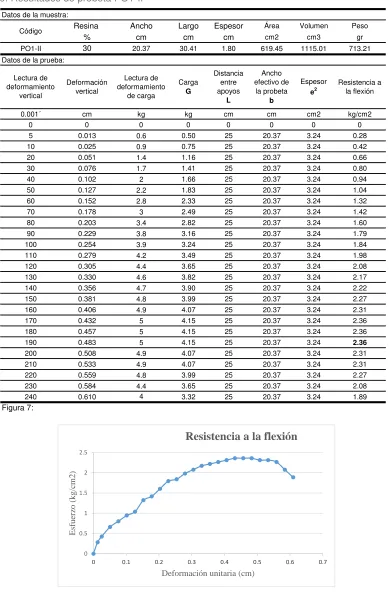
Tabla 9. Resultados de probeta PO1-II………..
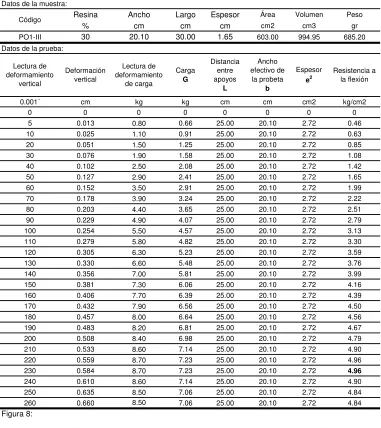
Tabla 10. Resultados de probeta PO1-III………...
Tabla 11. Resultados de probeta PO2-I……….
Tabla 12. Resultados de probeta PO2II……….………
Tabla 13. Resultados de probeta PO2-III………...
Tabla 14. Resultados de probeta PO3-I……….
Tabla 15. Resultados de probeta PO3-II………
Tabla 16. Resultados de probeta PO3-III………...
Tabla 17. Resultados de probeta PO4-I……….
Tabla 18. Resultados de probeta PO4-II………
Tabla 19. Resultados de probeta PO4-III………...
Tabla 20. Carga de rotura por probetas (kg)………..
Tabla 21. Resistencia a la flexión………
Tabla 22. Determinación de la humedad………
Tabla 23. Peso. Probetas 100 x 100 mm………
Tabla 24. Ancho efectivo. Probetas 100 x 100 mm………..
Tabla 25. Largo efectivo. Probetas 100 x 100 mm………
Tabla 26. Espesor efectivo. Probetas 100 x 100 mm…..……….
xii
Tabla 27.Peso específico. Probetas 100 x 100 mm……….
Tabla 28. Peso, ancho, largo, espesor efectivo (inicial). Probetas 100 x 100mm……... Tabla 29. Largo efectivo y porcentaje de hinchazón. (2 horas)……….
Tabla 30. Ancho efectivo y porcentaje de hinchazón. (2 horas)……….
Tabla 31. Espesor inicial, espesor final y porcentaje de hinchazón. (2 horas)……… Tabla 32. Espesor efectivo y porcentaje de hinchazón. (2 horas)……..………
Tabla 33. Largo efectivo y porcentaje de hinchazón. (24 horas)………
Tabla 34. Absorción de agua por inmersión total. (2 horas)………
xiii
LISTA DE FIGURAS
CONTENIDO PÁG.
CAPÍTULO 1
Figura 1. Desarrollo de las exportaciones totales de cacao. Toneladas……….
CAPÍTULO 2
Figura 2. Procedimiento para elaboración del tablero de partículas………
CAPÍTULO 3
Figura 3. Reacción de formación de un poliéster………..
Figura 4. Tratamiento de la cáscara de cacao………..
Figura 5. Referencia de toma de medidas en probetas………...
Figura 6. Resultados de la probeta PO1-I……….
Figura 7. Resultados de la probeta PO1-II………
Figura 8. Resultados de la probeta PO1-III………...
Figura 9. Resultados de la probeta PO2-I……….
Figura 10. Resultados de la probeta PO2-II………..
Figura 11. Resultados de la probeta PO2-III……….
Figura 12. Resultados de la probeta PO3-I………...
Figura 13. Resultados de la probeta PO3-II……….……….
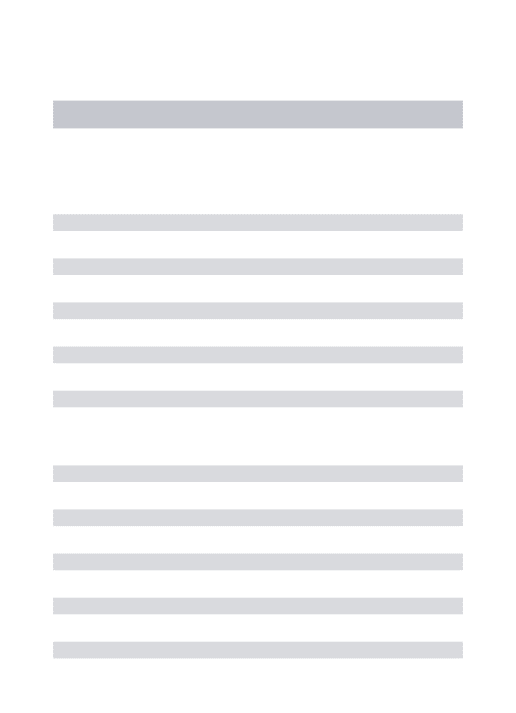
Figura 14. Resultados de la probeta PO3-III……….
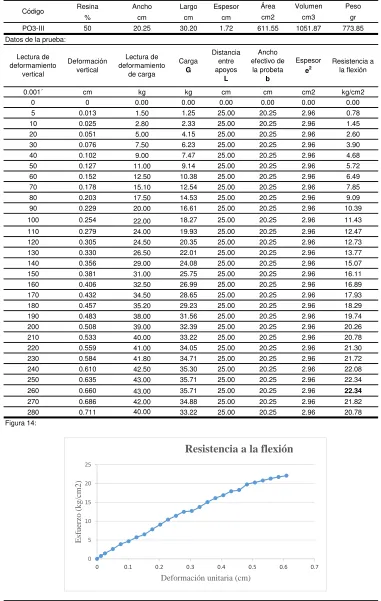
Figura 15. Resultados de la probeta PO4-I………...
Figura 16. Resultados de la probeta PO4-II………..
Figura 17. Resultados de la probeta PO4-III……….
Figura 18. Carga de rotura por probetas (kg)………
Figura 19. Resistencia a la flexión………..
Figura 20. Tensión deformación de probetas P01-I a PO4-III………
Figura 21. Determinación de la humedad………
Figura 22. Porcentaje de determinación de humedad...………
Figura 23. Referencia de toma de medidas en probetas………..
Figura 24. Porcentaje de hinchazón producido en 2 horas de inmersión………..
Figura 25. Relación densidad-hinchazón………..
xiv
Figura 27. Relación densidad-hinchazón………..
Figura 28. Relación densidad-porcentaje de absorción por 2 horas………. Figura 29. Relación densidad-porcentaje de absorción por 24 horas………
1
RESUMEN
Realizar materiales de construcción implica la utilización de sustancias tóxicas que debilita y modifica la atmósfera, por lo que es indispensable buscar nuevas alternativas de fabricación de materiales con elementos que no perjudiquen al ser humano y su entorno.
En el presente trabajo investigativo se elaboró tableros de partículas con la cáscara de cacao para comprobar que pueden ser elementos de usos arquitectónicos agradables al medio ambiente ya que son resultado de la experimentación con un residuo importante en el Ecuador, la cáscara de cacao que constituye el 80% del fruto y cuyo uso principal ha sido siempre la fertilización de suelos.
2
ABSTRACT
To do building materials involves the use of toxic substances that weakens and modifies the atmosphere, so it is essential to look for new alternatives for manufacturing materials with elements that do not harm human beings and their environment.
In this research work particle board was made from cocoa shell to check that can be elements of good architectural uses the environment as they are the result of experimentation with a significant residue in Ecuador, shell cocoa it constitutes 80% of the fruit and whose main use has always been the soil fertilization.
3
INTRODUCCIÓN
Esta investigación surge de la necesidad de realizar un material de uso arquitectónico a partir de elementos naturales como son las partículas que se obtienen al procesar la cáscara de cacao que es según el Atlas Bioenergético del Ecuador(2014) el residuo que supera 11 veces a su producción absoluta ya que representa el 90% del fruto.
En general, fue un proceso donde se utilizó la metodología experimental- cuantitativa cuyas variables principales fueron la resina poliéster y las partículas de la cáscara de cacao. Para su realización se desarrollaron los siguientes capítulos:
En el capítulo I, se presenta el marco teórico necesario para el entendimiento de la importancia que tiene el cacao y por ende su biomasa para el Ecuador, además se realiza un análisis de las características, composición química y estudios principales de la cáscara de cacao.
En el capítulo II, se presenta el análisis que se hace a los tableros de partículas, entre esto a definición, historia, clasificación, propiedades y el proceso que se sigue para la realización de los mismos. En este capítulo es necesario el estudio del agregado que se necesita para el desarrollo de los tableros, es decir, la resina poliéster más sus elementos de trabajo que son el catalizador y el acelerador.
En el capítulo III, se describe de forma minuciosa como se llevó a cabo el desarrollo del tablero de partículas a partir de la cáscara de cacao. Para ello fue necesario hacer una variación constante del porcentaje resina- partículas para conseguir diferentes resultados. De forma inmediata se describe los procesos a los que fueron sometidos los tableros: a) Determinación de la resistencia a la flexión; b) Determinación de la humedad; c) Determinación del peso específico; d) Determinación de la hinchazón y de la absorción de agua por inmersión total tanto por 2 horas como por 24 horas. Finalmente se da a conocer las características físico-mecánicas del tablero de partículas, se analiza e interpreta los resultados obtenidos.
4
PROBLEMÁTICA
Baena y García (2012) mencionan: que la cáscara de cacao es el principal desecho en la producción del mismo y representan un grave problema para los cultivadores, ya que al ser usado como abono sin compostar, se convierten en una fuente significativa de enfermedades causada por varias especies del género Phytophthora como la mazorca negra. Aunque las cáscaras de
cacao se han tratado de utilizar para la alimentación de animales, su uso ha sido limitado ya que los altos contenidos de alcaloides presentes en las cascaras restringen el consumo en animales, debido a que sus sistemas digestivos se ven impedidos para metabolizar dichos alcaloides.
Para Mora (1997, p. 199) estos residuos que en la actualidad son poco o nada utilizados poseen sustancias químicas atractivas para la alimentación, entre las que se destacan azúcares libres, proteínas, fibra y la presencia fundamental de lignina, celulosa y hemicelulosa, pero a su vez contienen sustancias con un posible efecto antifisiológico (cafeína, fenoles libres, polifenoles, es decir, taninos hidrolizados y condensados) que no permiten ser utilizados como alimento. Sin embargo pueden ser sometidos a diversos procesos biotecnológicos y usos agroindustriales e industriales, que dependerá de las condiciones del mercado.
Además, en Colombia Luna et al desarrollaron y caracterizaron un ladrillo con cáscara de cacao, aserrín, cáscara de arroz y caña de azúcar. Cuyo mejor resultado fue el ladrillo realizado con cáscara de cacao.
Debido al especial interés en torno a la utilización de residuos que se mencionó anteriormente, en la presente investigación se propone responder la siguiente pregunta:
5
JUSTIFICACIÓN
Los Materiales tradicionales de construcción, incluyendo ladrillos, están siendo producidos de los recursos naturales existentes que están destruyendo el medio ambiente debido a su exploración continua y agotamiento. Por otro lado, grandes concentraciones de sustancias tóxicas que se emiten a la atmósfera durante el proceso de fabricación de materiales de construcción, tienen un fuerte impacto ambiental negativo. (Luna et al., 2014, p.34).
Los residuos de la agroindustria del cacao son mayores que la producción absoluta debido a que la cáscara del cacao constituye el 90% de su fruto. Dada la preocupación que se ha dado en cuanto al aprovechamiento de los residuos del cacao en muchas de las investigaciones se ha estudiado la posibilidad de que él mencionado residuo ayude en la industria alimenticia, medicinal, entre otras, pero puede ser un elemento que sirva a la industria de la construcción, por lo que en la presente investigación genera la oportunidad de caracterizar los residuos para:
• Aprovechar esta enorme cantidad de cáscara de cacao que es abandonada en el suelo.
6
OBJETIVOS
Objetivo general:
Elaborar un tablero de partículas a partir de la cáscara de cacao para aplicarlo en cielos rasos y paredes.
Objetivos específicos:
1. Elaborar muestras del compuesto de partículas para realizar pruebas en el laboratorio.
2. Caracterizar las propiedades físicas y químicas del tablero de partículas elaborado a partir de la cáscara de cacao.
7
HIPÓTESIS
8
CAPÍTULO I
9
1.1. Antecedentes históricos 1.1.1. Historia del cacao.
El cacao es uno de los productos más comerciales en el mundo. Su nombre científico es
Theobroma cacao L.Viene del maya Ka’Kaw; Theobroma significa en griego “alimento divino”.
Tradicionalmente se ha sostenido que el punto de origen de la domesticación del cacao se encontraba en Mesoamérica entre México, Guatemala y Honduras, donde su uso está atestiguado alrededor de 2,000 años antes de Cristo. No obstante, estudios recientes demuestran que por lo menos una variedad de Theobroma Cacao tiene su punto de origen
en la Alta Amazonía y que ha sido utilizada en la región por más de 5,000 años. (Anecacao, 2013).
Cuando llegaron los españoles a América conocieron las bondades del cacao, y empezaron a permitir la comercialización de un producto americano entre los productos europeos, y es así que a finales del siglo XIX, los suizos llegaron a producir el primer chocolate de la industria mundial.
Para Hernández (2008) antes de la llegada de los españoles sólo se producía con fines comerciales en Mesoamérica, donde había una larga tradición del uso de la semilla, pero para el siglo XVII su cultivó se expendió por Sudamérica. De hecho, durante las primeras décadas de esta centuria Caracas, Maracaibo y Guayaquil se convirtieron en las principales zonas productoras y comercializadoras del fruto, superando a la Nueva España. (p.45)
El aumento de la demanda cacaotera en la Nueva España hizo que la producción Mesoamericana no fuera suficiente y los españoles dieron respuesta a este problema con la importación de mano de obra esclava africana en mitad del siglo XVI. (Hernández, 2008, p.53).
Muchos de los estados mexicanos que abastecían de cacao a la Nueva España no contaban con la suficiente producción entre ellos Colima. Resulta contradictorio decir que cuando el mercado del cacao se estaba expandiendo la demografía indígena empezó a desaparecer hecho que justifica Reyes (1995) diciendo que: el fin del ciclo cacaotero en Colima fue la entrada del cacao de Caracas y Guayaquil en el año de 1620.
10
1.1.2. Historia del cacao en el Ecuador.
No sabemos la fecha exacta en que se comenzó a cultivar cacao en Sudamérica, antes de convertirse en una de las principales zonas productoras del mundo en el siglo XVII. Se dice que en Maracaibo ya existían cacaoteros silvestres desde tiempos prehispánicos, aunque en su fruto no se comercializaba y tal vez ni siquiera era consumido por la población autóctona. Pinero (como se citó en Hernández 2008 (p.56))
Para Ponce (1992) en Guayaquil tampoco hay noticias de su comercialización hasta 1595, cuando se envió un cargamento al puerto de Acapulco. En los siguientes quince años las plantaciones cacaoteras se multiplicaron rápidamente en la provincia de Guayaquil, involucrando a casi todos los españoles, clérigos y caciques indios. Para 1620 los agustinos habían acumulado grandes extensiones de tierras que se dedicaban al cultivo del fruto. (Hernández, 2008, p.57).
El periodo 1780-1820 fue el de mayor bonanza cacaotera para el Distrito de Guayaquil extendiéndose hasta las primeras décadas de la República. La creciente demanda mundial, impulsó también siembras masivas en lo que hoy es Chone – Bahía. En la década de 1840 se inicia un estancamiento en el sector cacaotero. Factores externos como el deterioro de la economía en Europa y la guerra civil en la Unión Americana, e internos como las frecuentes crisis político-militares, disminuyeron la demanda mundial, deprimieron los precios y desalentaron la producción interna, contribuyendo a la recesión del negocio cacaotero. A pesar de esto el Ecuador pudo recuperarse en el siglo XIX la producción ya sobrepasaba la 15.000 toneladas anuales, iniciándose un auge cacaotero. (INIAP, 2009, p.34)
A pesar de que en el período 1880-1915 el cacao ecuatoriano fue atacado por dos enfermedades que lo llevaron a disminuir su producción en un 63%, en la década de los 40 se renovaron huertas con semillas de cacao nacional con cacaos forasteros (extranjeros).
En adelante, la producción continuó en aumento, superando las 35.000 toneladas en 1916. El Ecuador se había convertido en el principal país productor y exportador de cacao con el 20% de la oferta mundial, que por ese entones era de unas 400.000 toneladas anuales. (INIAP, 2009, p.34)
1.2. Situación actual del cacao en Ecuador
11
[image:26.612.94.549.155.369.2]métricas. Esto ha representado un ingreso económico de 294 millones de dólares para el Ecuador, un 28% más que los primeros cinco meses del 2014 cuando se generaron 230 millones de dólares en exportaciones de cacao. (Moncayo, 2015).
Figura 1. Desarrollo de las exportaciones totales de cacao. Toneladas. Fuente: (Anecacao, 2013, p.17).
En la figura 1 se puede observar los incrementos y caídas en los volúmenes de exportación, en relación a la curva del 2014. Una brecha positiva pronunciada a excepción del cuarto y quinto mes del año por un efecto de las lluvias en las zonas productoras. (Moncayo, 2015).
12 Tabla 1. El cacao en Ecuador
Producción 133.323 t/año de almendra seca Superficie sembrada total 507.721 ha
Tipo de Cultivo Permanente- Industrial
Provincias productoras importantes (producen más del 70% de la producción total del país)
Guayas Los Ríos Esmeraldas Manabí
Otras Provincias
Sucumbíos El Oro Pichincha
Período de cosecha Anual
Producto Grano seco
Residuos de campo Poda, mazorca descartada, cáscara de mazorca
Residuos de procesamiento Raquis
Rechazo de producto Utilización Industria Alimenticia
Destino Consumo interno Exportación Tecnologías de aplicación Combustión PCI- Residuos de campo 6, 464 (TJ/kg) PCI- Residuos de beneficio 15, 526 (TJ/kg) PCI- Residuos de proceso 12,00 (TJ/kg)
Producción de Energía Eléctrica 374, 05 kWh /t (base seca)
Fuente: (Atlas Bioenergético del Ecuador (2014, p. 33). A partir de datos de Censo Nacional Agropecuario del año 2000 y la Encuestas de Producción Agropecuario Continua (ESPAC), con las Series Estadísticas Anuales Nacionales a nivel de Provincia hasta el año 2012)).
1.3. Clases de cacao 1.3.1. Criollo o nativo.
13
Ilustración 1. Cacao criollo o nativo.
Fuente: http://www.esferaradio.net/noticias/cacao-criollo-o-nativo-en-el-primer-festival-del-cacao-y-del-chocolate/
1.3.2. Forastero.
Es originario de América del sur y es el más cultivado en las regiones cacaoteras de África y Brasil. Se distingue porque tiene frutos de cáscara dura y más o menos lisa. Sus semillas o almendras son de color morado y sabor amargo. (Baena y García, 2012, p.13)Su sabor, su textura, su aroma alcanzan un nivel muy superior a los otros tipos que permite la fabricación de un chocolate de excelente calidad. (Delgado C., 2012).
Ilustración 2. Cacao forastero. Fuente: Autora, 2016.
14
Surge del cruce del cacao Criollo y Forastero. Las mazorcas suelen ser de muchas formas y colores; las semillas son más grandes que las del cacao criollo y forastero; las plantas son fuertes, de tronco grueso y hojas grandes. En la actualidad la mayoría de los cacaotales que existen en el mundo son trinitarios. (Baena y García, 2012, p.14).
Ilustración 3. Cacao trinitario. Fuente: Autora, 2016.
1.4. Cáscara de cacao
“La biomasa es una fuente de energía renovable proveniente de los residuos de la materia orgánica”, residuos que se originan principalmente de actividades agropecuarias, forestales y foresto industriales, residuos urbanos y además cultivos con fines energéticos. (Atlas Bioenergético del Ecuador, 2014, p.7).
La biomasa del cacao, es decir, su cáscara o mazorca representa el 90% del fruto si tomamos en cuenta que el peso de las semillas es el 10% del mismo.
15
Como lo indica la Tabla , la producción absoluta anual del cacao en Ecuador es de 155 607,81 toneladas métricas mientras que la cáscara de cacao que vienen a constituir los residuos que deja dicha producción son de 1 726 611,42 toneladas métricas anuales, es decir, la biomasa del cacao supera 11 veces a su producción absoluta.
Tabla 2. Producción y residuos del cacao en Ecuador
COTOPAXI 5,053.69 62,570.80
EL ORO 6,399.33 79,231.40
ESMERALDAS 14,815.33 183,431.54
GUAYAS 57,992.64 718,018.43
LOS RÍOS 36,874.68 456,552.76
MANABÍ 17,958.71 22,350.38
MORONA SANTIAGO 489.26 6,057.58
NAPO 1,600.53 19,816.47
ORELLANA 2,215.42 27,429.51
PASTAZA 486.26 6,020.51
PICHINCHA 4,087.72 50,610.90
SANTA ELENA 63.88 790.93
SUCUMBÍOS 2,940.27 36,404.12
ZAMORA CHINCHIPE 626.51 7,756.93
155,607.81 1,726,611.42 TOTAL
PRODUCCIÓN
ABSOLUTA (t/año) RESIDUOS (t/año) PROVINCIA PRODUCTO
SANTO DOMINGO DE LOS TSÁCHILAS
CACAO
4,003.58 49,569.16
Fuente: Instituto Nacional de Preinversión (A través de Atlas Bioenergético de la República del Ecuador 2014).
Elaboración: Autora, 2016.
Las cascaras de cacao representan un grave problema para los cultivadores, ya que al ser usado como abono sin compostar, (ver ilustración 4) se convierten en una fuente significativa de enfermedades causadas por varias especies del género Phytophthora como la mazorca negra.
16
Ilustración 4. Cáscaras de cacao secas. Fuente: Autora, 2016.
Ilustración 5. Cáscaras de cacao Fuente: Autora, 2016.
En el afán de encontrar una solución a los problemas que este tipo de desechos generan se han realizado estudios que demuestran, que la cascara de cacao posee un pigmento que es un poliflavonoglucosido, requerido por ser resistente al calor y la luz, es estable y muy utilizado como colorante de alimentos, otros estudios demuestran sus altos contenidos de antioxidantes, también se ha demostrado que pueden ser usadas para la elaboración de espumas de poliuretano.
Recientemente el estudio de un extracto alcalino de las cascara de cacao demostró una posible actividad anti-VIH ya que se observó que este extracto inhibe efectos cito patogénicos de VIH en cultivos celulares. (Baena y García, 2012, p. 20).
En la explotación cacaotera sólo se aprovecha económicamente la semilla, que representa aproximadamente un 10% del peso del fruto fresco. Esta circunstancia se ha traducido en serios problemas ambientales tales como la aparición de olores fétidos y el deterioro del paisaje, así como también problemas de disposición. (Barazarte, 2008, p.64)
17
el fin de mejorar su valor comercial y diversificar el uso de las cáscaras de cacao, cuyo aprovechamiento ha tradicional ha sido la alimentación animal y la recuperación de suelo. (Bazararte, 2008).
1.4.1. Características de la cáscara de cacao.
La piña está formada por la cáscara (concha en América hispana), compuesta por una epidermis
coloreada baja la cual aparece una delgada capa fibrosa y consistente, otra blanda y por último, una dura tapizada internamente por una capa blanda y blanca.
En el centro del fruto un cordón fibroso, blanco, sirve de asiento a cada uno de los granos o almendras, que se hallan envueltos en la pulpa blanca o cremosa, muy jugosa y azucarada. (Nosti J., 1963, p.75).
1.4.2. Composición química de la cáscara de cacao.
Tabla 3. Componentes de la cáscara de cacao
Componentes % (w/w)
Holacelulosa 74.0 ± 0.81*
Celulosa 35.4 ± 0.33*
Hemicelulosa 37.0 ± 0.50*
Lignina 14.7 ± 0.35*
Solubilidad en agua
caliente 17.6 ± 0.67*
1% Solubilidad de NaOH
(Hidróxido de sodio) 20.2 ± 0.59*
Contenido de cenizas 12.3 ± 0.23*
Contenido de humedad 14.1 ± 0.05*
Nota: p≤0.05, diferencia estadísticamente significativa.
Fuente: Zawawi D., Angzzas S., Ashuvila M., Halizah A., y Mohd Z. (2013). Elaboración: Autora, 2016.
1.4.3. Estudios sobre la cáscara de cacao.
18
Sánchez como se citó en Mora (2011) indica que la cáscara del cacao es sumamente alimenticia y no contiene sustancias dañinas como la teobromina que se encuentra en las semillas y en la cascarilla de los granos de cacao, además sugiere que es necesario implementar tecnologías para aprovechamientos de los desechos agrícolas de la actividad cacaotera.
19
CAPÍTULO 2
20
2. Tablero de partículas
2.1. Definición de tablero de partículas
Un tablero o panel es un producto forestal, es decir, un elemento que se obtiene de la madera mediante algún proceso industrial y se presenta en forma de hoja, las cuales están constituidas por chapas, partículas o fibras. Existe una tendencia predominante en muchos países de América Latina para fabricar y usar cada vez más los tableros a base de madera, ya que se pueden utilizar para fines estructurales o decorativos. La Organización de las Naciones Unidas para la Agricultura y la Alimentación (FAO, por sus siglas en inglés) distingue tres tipos de tableros: los de madera contrachapada o triplay, los de fibra y los de partículas.
De estos tres tipos solamente los de madera contrachapa y los de partículas pueden tener una aplicación estructural, ya que los tableros de fibra no tienen propiedades requeridas para poder utilizarlos en la construcción.
Según la propuesta UNE 56.707: Se entiende por tablero de partículas el formado por partículas de madera o de otro material lignocelulósico, aglomeradas entre sí mediante un adhesivo y presión, a la temperatura adecuada.
Los adhesivos que se utilicen no han de ser colas naturales ni aglomerantes hidráulicos.
2.2. Historia de los tableros de partículas
La aparición del tablero de partículas obedece a una filosofía productiva común a otros materiales y a los tableros mencionados anteriormente: el aprovechamiento de materiales de menor calidad, de los residuos de madera o de los productos de reciclaje de la propia industria de la madera.
El término partícula se emplea en oposición a las fibras de madera y a las virutas, y queda definida por sus dimensiones y la esbeltez de las mismas.
21
A partir de la década de 1950 los científicos y tecnólogos de la madera se encontraron de improviso con la escasez de madera. Desde entonces el suministro de madera se ha ido complicando debido al aumento del consumo. Durante las décadas de 1970 y 1980 tuvieron lugar dos acontecimientos trascendentales para esta industria la introducción del proceso de prensado en continuo, en sustitución del sistema de prensa de platos múltiples, y el empleo de resina UF como adhesivo que lograron una mejor calidad. A partir de entonces el tablero de partículas se empezó a desarrollar en un campo más amplio, variando el tipo y tamaño de la partícula así como su orientación.
Estos tableros se han fabricado tradicionalmente, a partir de madera de coníferas, pero pueden utilizarse también partículas que no proceden de la madera, como la paja, el bagazo de la caña de azúcar y el bambú. Los tableros de partículas contienen 4 veces más resina que los tableros contrachapados debido a la mayor superficie total de las partículas que lo forman. (Kollman, 1967, p.85).
Tabla 4. Generalidades de los tableros de partículas
Lijado (estándar)
Recubiertos (chapas de madera, papeles decorativos impregnados) Láminados decorativos termoestables (de poliéster, de PVC, etc) Para usos generales
Para su utilización en interior en ambientes seco (incluyendo mobiliario)
Para su utilización en la construcción en ambiente seco Para su utilización en la construcción en ambiente húmedo De altas prestaciones
Ignífugos
Con bajo contenido de formaldehído Con baja hinchazón
Resistencia mejorada frente a ataques biológicos Para aislamento acústico
Otros
Homogéneo: una sola capa compuesta por partículas de la misma forma y caracteristicas.
Distribución continua de partículas (la variación de la forma y caracteristicas de las partículas se hace de forma continuo y simétrica en el espesor del tablero).
Disposición de particulas Acabado superficial
Aplicaciones
Tableros estructurales
Tableros especiales
Multicapas o capas múltiples: la forma y caracteristicas de las partículas varían por capas homogéneas a través del grosor del tablero, formando una estructura simétrica en el grosor.
Fuente: (Socios de AITIM, 2011) Elaboración: Autora, 2016.
2.3. Composición de los tableros de partículas
22
- Adhesivos: dependiendo de las características y de las propiedades requeridas se pueden utilizar adhesivos de Urea - formol, Urea - melamina - formol y Fenol - formaldehído.
- Recubrimientos: se puede utilizar melanina, chapa sintética barnizable, chapa sintética barnizada, papel lacado, chapas naturales, papel fenólico, placas de acero o cobre, laminados plásticos, etc.
- Aditivos: se incorporan durante su fabricación para mejorar algunas de sus propiedades, ceras, para aumentar su repelencia a la humedad; productos ignífugos; productos insecticidas; productos fungicidas; y endurecedores. (Kollman, 1967, p.86).
2.4. Clasificación de los tableros de partículas
Según la propuesta UNE 56.707:
Los tableros de partículas se clasificarán atendiendo a las siguientes características:
2.4.1. Por su peso específico. Se clasificarán en:
Ligeros (L): de 250 a 450 kgf/m3.
Semipesados (SP): de 451 a 750 kgf/m3.
Pesados (P): de 751 kgf/m3 en adelante.
2.4.2. Por el proceso de prensado. Se clasificarán en:
Prensado plano (PP): Son aquellos en que la presión se aplica perpendicularmente al plano de las caras durante el proceso de fabricación. En ellos las partículas se colocan de modo que su dimensión mayor es sensiblemente paralela a las caras.
23
2.4.3. Por la distribución de las partículas.
Tablero de una sola capa (PP/Y). Son aquellos que en todo su grosor están compuestos por partículas de la misma forma y características. Si tienen gran resistencia a la tracción se les representa por las letras PP/X.
Tableros de capas múltiples (PP/M). Son aquellos en que la forma y características de las partículas varían por capas homogéneas a través del grosor del tablero, formando una estructura simétrica del grosor. El tipo más corrientes es el de tres caras (PP/3) constituido por dos capas de cara y una de alma. Cuando son de tres capas y tienen gran resistencia a la tracción se representan por las letras PP/3X.
Tableros de distribución continua de partículas; (PP/DC). Son aquellos en los que la variación de la forma y características de las partículas se hace de modo continuo y simétrico, a través del grosor del tablero.
2.4.4. Por el acabado de sus caras.
Se clasificarán en:
Lijados
No lijados
Cepillados
Revestido de chapa de madera
Revestidos de papel, de materiales plásticos, metálicos u otros.
2.5. Propiedades de los tableros de partículas
2.5.1. Densidad: Su densidad varía de acuerdo al tipo de partícula que se utilice. El resultado final varía entre 600 a 680 kg/m3.
2.5.2. Contenido de humedad: Su contenido de humedad varía entre el 5 y el 13 %.
2.5.3. Estabilidad dimensional (hinchazón): Mantienen el carácter higroscópico 1de la
madera, lo que hace que su contenido de humedad tienda a equilibrarse con las condiciones
24
higrotérmicas2 del medio; dando lugar a las variaciones dimensionales en longitud, anchura y
espesor, en especial este último es el más sensible originando problemas en algunas sus aplicaciones. Cuando se requiera una estabilidad dimensional superior, se pueden utilizar tableros con resistencia a la humedad mejorada. (Socios AITIM, 2011, pag.2)
2.5.4. Resistencia a la humedad: El comportamiento de las partículas frente a la humedad es relativamente baja debido a la porosidad del tablero y a su propia constitución, se puede mejorar con la incorporación de productos especiales en los adhesivos empleados. Aún se sigue usando la denominación comercial “hidrófugos” (que repelen el agua), que es incorrecta. Lo apropiado sería “tablero resistente a la humedad”. No se debe olvidar que aunque un tablero haya mejorado su comportamiento frente a la acción de la humedad no le faculta para que sea expuesto a la intemperie sin protecciones adecuadas.
2.5.5. Conductividad térmica: “Es similar a la de la madera que está compuesto”. (Socios AITIM, 2011, pag.3).
2.5.6. Contenido de formaldehído: Actualmente se utilizan contenidos muy bajos (4mg) a los exigidos.
En las normas UNE-EN 312 y UNE-EN 13986 se especifican las clases de contenido de formaldehido que se debe utilizar.
2.5.7. Reacción al fuego: Es similar a la de la madera maciza. Para distinguirlos del estándar normalmente se los colorea de rojo.
2.5.8. Durabilidad – Comportamiento frente a los agentes biológicos: Por las condiciones ambientales en donde se utilicen pueden ser atacados por hongos (los que causan pudriciones) o por insectos (como termitas) por lo que se pueden mejorar con la utilización de insecticidas o fungicidas en los adhesivos.
2.5.9. Fijaciones: Se puede utilizar clavos, clavijas, o adhesivos.
2.5.10. Acabado: En primer lugar se debe incorporar materiales de relleno ya que suelen presentar pequeños orificios que resaltan al pintarse. Para pintarlos se puede hacer con pinturas
2 Son las condiciones de temperatura seca y humedad relativa que prevalecen en los ambientes exterior e interior para el cálculo de las condensaciones intersticiales. Recuperado de
25
en bases de agua o en disolventes orgánicos, además no hay problema en utilizar papeles decorativos, u otros siempre y cuando se haya tratado su superficie.
Figura 2. Procedimiento para elaboración del tablero de partículas Fuente: (FAO, 2011).
26
2.6.1. Preparación de las partículas.
Hay una gama variada de maquinaria para obtener el tamaño y forma de las partículas que hacen falta para las capas centrales y superficiales del tablero de partículas; esta maquinaria debe ajustarse a la variedad y tamaño de la madera y residuos de madera que se empleen. Las astilladoras, las fragmentadoras anulares de cuchillas, las desfribadoras de martillo, las refinadoras de disco, etc, cada cual funcionando con arreglo a un principio diferente, empleando cuchillas, barras de martillo, placas de discos ranurados, etc, son sólo algunas de la herramientas de uso común en esta industria.
2.6.2. Mezcla y formación de la manta.
Generalmente para aglutinar la mezcla de partículas se utilizan adhesivos del tipo de urea, fenol y formaldehido melanina, siendo la primera la resina más utilizada. Se mezclan en condiciones controladas y por lotes o de forma continua entre el tres y diez por ciento según peso de la resina, junto a otros aditivos empleados para conseguir propiedades como resistencia al fuego, etc. La mezcla puede hacerse en grandes recipientes a poca velocidad o en pequeños mezcladores con más rapidez y menos cantidad.
A pesar de la gran variedad de moldeadores que se utilizan actualmente, los principios básicos de la formación de la manta son por lo general análogos en cuanto a que entra en el moldeador un flujo uniforme de partículas desde una tolva de carga, que a su vez calibra una capa distribuida por igual de partículas que va a parar a un bastidor en una cinta móvil o una repartidora.
En todos los casos es imprescindible que se forme una manta distribuida parejamente con el peso deseado. Las mantas que no se ajustan a la norma se apartan y reciclan.
2.6.3. Proceso de curado de las resinas.
Se denomina curado al proceso por el cual la resina se transforma de un estado líquido a un estado sólido.
27
2.6.4. Prensado.
El preprensado de las mantas antes de introducirlas en las prensas calientes de platos múltiples se está convirtiendo actualmente en una operación común del prensado, debido a la consolidación y reducción del ancho de la manta. Lo cual permite una manipulación más cómoda y el empleo de aberturas más estrechas en la prensa caliente, reduciéndose así considerablemente el tiempo de prensado.
Aunque las prensas pueden ser del tipo caliente o frío, la prensa principal se calienta siempre, haciendo pasar agua caliente, vapor o aceite a través de los platos para conseguir temperaturas del orden 140-200°C, según las resinas utilizadas y el tipo de prensa.
Pueden utilizarse prensas calientes de abertura única o múltiple efectuándose la carga y descarga manual o mecánicamente por cable, elevadores de cadena o procedimientos hidráulicos.
2.6.5. Acabado del tablero.
Se emplean sierras dimensionadoras para cortar los tableros según el tamaño deseado, reciclándose los recortes o utilizándose para combustible. Para cumplir las normas fijadas en cuanto al espesor y la calidad de la superficie, pueden utilizarse diversas lijadoras de cinta o tambor.
Una vez se han acabado superficialmente los tableros, se cortan éstos según el tamaño deseado en cuanto al largo y ancho con diversas sierras, con arreglo a las exigencias del mercado. (FAO, 1991).
2.7. Agregados: 2.7.1. Resinas. 2.7.2. Definición.
Del latín resina, es una sustancia pastosa o sólida que se obtiene de manera natural a partir de
28
La noción de resina también se usa para nombrar a la sustancia sintética fabricada por el hombre que presenta propiedades similares a las resinas naturales de las plantas. Esto quiere decir que el concepto puede dividirse en resinas naturales y resinas sintéticas.
Dentro de las resinas naturales puede hablarse de bálsamos (una secreción que se usa como purificador o desodorizador), gomorresinas (emulsiona al mezclarse con agua) y lactorresinas (procedente del látex coagulado), entre otros tipos. (Recuperado de http://definicion.de/resina/).
2.7.3. Clasificación de las resinas.
Besednjak A. (2005). Clasifica las resinas de la siguiente manera:
Resinas poliéster
Resinas de viniléster
Resinas de baja emisión de estireno
Resinas epoxi
Resinas fenólicas
Otras resinas
Se las utiliza para la confección de materiales compuestos:
Resinas bismaleimidas
Resinas poliamidas
Resinaas esteres cianato
Resinas polieteramidas
Para el desarrollo de los tableros de partículas a partir de la cáscara de cacao se ha tomado la decision de realizar un proceso de experimentación con la resina de poliester, cuyas caracteristicas se detallan a continuación:
2.8.Resinas poliester
2.8.1. Generalidades de la resina poliéster.
29
resultar varios tipos de poliéster: poliéster saturado, poliéster textil, poliésteres plastificacntes y poliéster insaturado. (Brenes A., 2013, pág. 6).
Figura 3. Reacción de formación de un poliéster. Fuente: Brenes A., 2013, pág. 6.
Gil (2012) manifiesta: Las resinas de poliester son liquidas a temperatura ambiente y pueden ser llevadas a estado solido, en el caso de las resinas pre-aceleradas, por la adicion de un catalizador; y para resinas no pre-aceleradas un acelerador y un catalizador.
Las resinas se presentan en forma de plásticos termo-estables que son los que se emplean en los materiales compuestos.
Los plasticos termoestables son aquellos que necesitan un agente externo(catalizador) para cambiar su estructura en otra diferente; una vez producida esta no puede volver a su estado anterior, a diferencia de los plásticos termoestables.
Son las más economicas, no presentan riesgos para la salud, además de que son fáciles de encontrar en el mercado ya que son las más utilizadas para trabajos de laminados de vidrio.
Industrias químicas del sur.S.A.: La resina se comercializa en estado líquido, disuelta en estireno (65 – 70% de resina en peso). El usuario puede requerir una mayor dilucion para su trabajo. Se puede adicionar cantidades limitadas de estireno, pues un exceso perjudica las propiedades del poliéster.
2.8.2. Tipos de resinas poliéster.
Besednjak A. (2005). Clasifica las resinas de la siguiente manera:
30
2.8.2.1. Ortoftálicas. Constituyen las más frecuentes y las de menor coste entre las resinas de poliéster. Son combinación de anhídrido maleico y anhídrico ftálico con glicoles. Absorben hasta un 2.5% de agua en inmersiones prologandas. De utilización general.
2.8.2.2. Isoftálicas. Tienen mejores propiedades mécanicas que las ortoftálicas, y mejor resistencia en ambientes marinos (menor absorción). Se sustituye el anhídrido ftálico por ácidos isoftálicos, aumentando de esta manera la resistencia al agua. La mayora de gelcoats3 de
uso naval se formulan en bae isoftálica.
2.8.2.3. Isoftálica NPG. Se sustituye el propilen glicol por neopentil glicol, mejorando la resistencia química de la resina isoftálica.
2.8.2.4. Bisfenólicas. Tienen mejores propiedades mecánicas y químicas que las resinas ortoftálicas e isoftálicas, aunque un elevado coste. Son las resinas más idoneas entre las poliéster para medios corrosivos.
2.8.3. Propiedades de las resinas poliéster.
Es casi imposible definir las propiedades genéricas de las resinas de poliéster, debido a la gran variedad existente y a que cada una es formulada para unos requerimientos específicos y con unos constintuyentes particulares. En general se puede decir:
El proceso de endurecimiento que atraviesa se lo conoce como curado, polimerización o endurecimiento, y para ello va desprendiendo calor.
Durante el endurecimiento tienden a contraerse (entre el 6 y 10%), siendo este uno de sus puntos débiles.
El curado se produce de forma gradual, es decir, cuando se adiciona el catalizador llega a ser tener un estado gelatinoso, y posteriormente, cuando se adiciona el acelerador o mek, alcanza su estado sólido.
Las resinas poliéster siempre utilizan un acelador o acelerante que se lo conoce como octoato de cobalto y un catalizador que es un peróxido conocido como metil-etil-cetonta o mek.
3 Gelcoat: Es un material creado para conferir un acabado de alta calidad en la superficie visible de un material
31
2.8.4. Aceleradores de las resinas poliéster.
PQ Representaciones (S/F) acerca de los aceleradores:
La habilidad de algunos compuesto para acelerar la descomposición de ciertos peróxidos orgánicos abre un amplio campo de aplicaciones para poliésteres insaturados. Esta propiedad, y la posibilidad de procesar resinas poliéster en moldes abiertos sin ninguna presión es entre otras cosas la razón del uso tan amplio de este producto como material de construcción. (p. 10).
Son generalmente sales de níquel o cobalto o aminas aromáticas terciarias (por ejemplo, n-dimetilanilina). Permiten que la reacción transcurra a temperatura más baja de la que se alcanzaría en su ausencia. Las proporciones de acelerador varían entre 0,1% y 1% en volumen. Generalmente la resina lleva ya incorporado el acelerador (resinas preaceleradas). (Basequim, SF, p. 17).
2.8.4.1. Compuestos de cobalto.
Las sales de cobalto principalmente son derivados de ácidos grasos como el ácido -2- etil hexanoico, ácido -5,5-trimetil hexanoico y también de ácido nafténico. La parte ácida sólo juega un papel de solubilidad de la resina. La actividad del acelerador depende de la concentración de cobalto divalente. Los aceleradores de cobalto se pueden obtener comercialmente con varias cantidades de cobalto. Los productos son 1%, 6%, 10%, 12% de contenido de cobalto son los más comunes.
Los aceladores de cobalto son casi exclusivamente empleados con peróxidos de cetonas.
La combinación de peróxidos de cetonas-cobalto ofrece a la industria un sistema caso ideal para el curado a temperatura ambiente.
Los aceleradores de cobalto son compuestos de color púrpura, los cuales, imparten una coloración rosada al producto terminado. Esta coloración, se puede reducir por disminución de la cantidad de cobalto o por el uso de mezclas de aceleradores metálicos. (PQ Representaciones, S/F,p.11).
2.8.4.2. Características químicas del acelerador de cobalto.
32
Aspecto……….líquido
Contenido metálico………...6,0 +/- 0,1
Sólidos (%) max………....40
Contenido de agua……….0,6-,07
Peso Específico (25%)………..0,88 – 0,95 Punto de inflamación °C(min)……..40
Cantidad a utilizar:
La proporción a utilizar varía según el tipo de trabajo entre el 0,5 al 3% del volumen de la resina a utilizar; la temperatura ambiente modifica el tiempo de gelificado de la resina debiendo usarse menos acelerador en días calurosos. (De Bueno et al, S/F, pag.3).
2.8.5. Catalizadores para resinas poliéster.
Para la industria de proceso de poliéster los peróxidos de cetonas son de primera importancia. Estos son principalmente utilizados para el curado a temperatura ambiente, en conjunción con un acelerador de cobalto.
Los peróxidos de cetonas se caracterizan por su gran facilidad de manejo, seguridad y flexibilidad como catalizadores de curado. Son aplicables a una amplia variedad de poliéster con la excepción de algunos tipos de resinas (por ejemplo éster vinílicos). (PQ Representaciones (S/F, p. 6).
Pertenecen generalmente al grupo de los peróxidos. Es frecuente la utilización de peróxido de metiletilcetona, diluido al 50% con ftalato de butilo. La mezcla se introduce en la resina en el momento de comenzar el laminado. Su misión consiste en generar radicales libres para la reacción de adición. Las proporciones de catalizador pueden variar entre 1% y 2% en peso. (Basequim, S/F, p. 17.)
2.8.5.1. Peróxido de Metil Etil Cetona (mek).
33
Cobalto, por reacción a temperatura ambiente o alta temperatura. Catalizador de uso industrial. Su apariencia de de un líquido transparente e incoloro.
2.8.5.2. Caracteristicas químicas del peróxido de Metil Etil Cetona (mek).
Tomado de Regarsa (S/F,pag. 1):
Oxigeno activo total………..…. 8,8 – 9,0%
Densidad a 20°C………..1,180 g/cm3 Contenido de agua residual………...3,0% max Temperatura de descomposicón autoacelrada (SATD)…. 60°C
Cantidad a utilizar:
Componente que se le agrega al poliéster para su gelificación e inicia la reacción, en proporción variable usualmente del 2%; el efecto producido dependerá de la temperatura ambiente. (De Bueno et al. (S/F), pág.1).
2.8.6. Proceso de preparación para la resina poliéster.
El proceso de preparación para su utilización según Industrias químicas del Sur.S.A., es:
1. Aceleración en un proporción del 0,5 al 2% dependiendo de la temperatura ambiente (cuanto mayor sea la temperatura ambiente, menor deberá ser la cantidad de acelante a utilizar).
2. Ajustar la viscosidad diluyendo con Monómero de Estireno en una proporción adecuada al tipo de aplicación(pincel, rodillo o soplete) pero no superando la relación del 10% de la resina.
34
CAPÍTULO 3
35
3.1. Elaboración de tableros de partículas de cáscara de cacao 3.1.1. Proceso de tratamiento de cáscara de cacao
Tratamiento de la cáscara de cacao
Recolección y verificación del estado de la cáscara
Cortado
Secado Debe ser en un tiempo
mínimo de 48 horas
Molido
Las partículas deben ser pequeñas
Figura 3. Tratamiento de la cáscara de cacao Elaboración: Autora, 2016.
3.1.2. Materiales usados para tratamiento de cáscara de cacao
Ilustración 6. Materiales para cortado.
Fuente: Autora, 2016. Ilustración 7. Molino eléctrico. Fuente: Autora, 2016.
Herramientas:
01 Fuente de recolección 02 Tabla
03 Cuchillo
04 Molino eléctrico
01
02
03
36
3.1.3. Descripción del proceso.
3.1.3.1. Recolección de muestras.
La recolección de cáscaras se realiza en un tiempo de 30 minutos a 1 hora ya que se debe tener cuidado con aquellas que ya están en proceso de putrefacción. Son tomadas desde el suelo ya que luego de cada cosecha se quita los granos de la cáscara y son arrojadas en el terreno para que posteriormente sirvan como abono.
Ilustración 8. Lugar de recolección de cáscara – Zumbi. Provincia de Zamora Chinchipe.
Fuente: Autora, 2016.
Ilustración 9. Cáscara de cacao. Fuente: Autora, 2016.
3.1.3.2. Cortado.
Se lo realiza a mano, tratando de que los trozos sean lo más pequeños posible, en este caso en particular estén deben ser de 20 cm x 20cm para que el proceso posterior se facilite.
37
Ilustración 10. Cortado de la cáscara.
Fuente: Autora, 2016. Ilustración 11. Cortado de la cáscara. Fuente: Autora, 2016.
3.1.3.3. Secado.
Se debe realizar al aire libre. Lo recomendable es que se lo haga en un tiempo mínimo de 48 horas, este proceso varía de acuerdo a la temperatura en que se someta a la cáscara.
Ilustración 12. Cáscara cortada.
38
3.1.3.4. Molido.
Se lo realizo en un molino eléctrico, en un tiempo aproximado de 2 horas. Se de procurar que las partículas sean muy pequeñas.
Ilustración 15. Colocación de cáscara de cacao en molino.
Fuente: Autora, 2016.
Ilustración 16. Molido de cáscara de cacao. Fuente: Autora, 2016.
3.1.4. Proceso operativo para la elaboración de tableros.
39
Proceso para tableros
de cáscara de cacao
Preparación de
molde
Pesado de partículas
de cáscara y resina
Medir cobalto y
acelerante necesario
Mezclar partículas
con resina
Añadir cobalto
a resina
Colocar mezcla en
molde
Colocar molde en la
prensa
Prensar
Colocar tapa
de molde
Figura 4. Proceso operativo para la elaboración de tableros de cáscara de cacao. Elaboración: Autora, 2016.
3.1.5. Materiales usados para la elaboración de tableros.
40
Herramientas:
01 Fuente para mezclar 02 Tijeras
03 Jeringas graduadas en mililitros (ml) para medir cobalto y mek 04 Cinta
05 Aceite de cocina
06 Recipiente plástico para mezclar resina con cobalto y mek 07 Franela
Equipo de protección personal
08 Mascarilla especial de protección con filtros 09 Recipiente para mezclar resina
10 Guantes de protección y para mezclar
Ilustración 17. Herramientas para elaboración de tableros. Fuente: Autora, 2016.
01
02
03
04
05
06
07
08
41
Máquinas:
Ilustración 18. Balanza digital de mostrador.
30 kilos/66 libras Marca Century
Rango de peso 5 gramos
Ilustración 19. Prensa hidráulica 10 Toneladas. Marca Muth. Manómetro incluido
Fuente: Autora, 2016.
Molde para la fabricación de tableros a partir de la cáscara de cacao:
Ilustración 20. Molde:
01 Tapa superior: 300 x200x24 mm 02 Tapa inferior o base: 340x240x15 mm 03 Pared lateral parte interna: 300x200x10mm
Fuente: Autora, 2016.
42
Aditivos:
Ilustración 21. Resina. 01 Resina poliéster 02 Cobalto 03 Mek
Fuente: Autora, 2016.
3.1.6. Descripción del proceso.
Medidas de protección individual
El primer paso para la realización de las probetas es colocarse el equipo de protección personal (EPP).
Siguiendo las recomendaciones de Basequim (S/F) se adquirió los siguientes equipos (ver imagen 19 - equipo de protección personal):
Guantes de protección contra riesgo químico: Sirven para evitar contacto dérmico con la resina u otros líquidos.
Protectores oculares: Gafas de montura integral para proteger de salpicaduras y vapores.
Equipos de protección respiratoria: Se utilizó una mascarilla con dos filtros especial para químicos.
01
43
Para la realización de los tableros de partículas a partir de la cáscara de cacao, para todas las probetas se utilizó como fibra: las partículas de la cáscara de cacao, más una matriz polimérica que es: resina poliéster insaturada, más peróxido de métil cetona o mek (ver imagen 22) como catalizador, y octoato de cobalto (ver imagen 22) como acelerante.
3.1.6.1. Preparación del molde.
En la primera prueba que se realizó hubo problemas con el desmoldaje del tablero por lo que se desmorono (ver imagen 22).
Para evitar estos inconvenientes se tomó las siguientes medidas para la posterior realización de tableros:
1. Colocar cinta en la cara superior de la tapa base y en la cara inferior de la tapa superior del molde.
2. Colocar aceite con la ayuda de la franela en las paredes laterales internas del molde.
Ilustración 22. Primera prueba.
Fuente: Autora, 2016. Ilustración 23.Preparación de molde. Fuente: Autora, 2016.
1
44
3.1.6.2. Pesado de partículas de cáscara y resina.
Se pesó las partículas de cáscara de cacao en la balanza electrónica. El porcentaje de resina a utilizar es variable, de acuerdo a eso se calcula la cantidad de cobalto y mek a utilizarse. Como se mencionó anteriormente dicha cantidad no puede sobrepasar el 3%.
Los espesores más habituales son: 16, 19, 22 y 30 mm. Actualmente, con el desarrollo de las prensas continuas, se pueden obtener tableros de cualquier longitud y espesor, quedando la anchura limitada al ancho de la prensa; las despiezadoras permiten obtener cualquier tamaño deseado. (Socios de AITIM, 2011, p.2).
Ilustración 24. Pesado de resina Fuente: Autora, 2016.
45
Tabla 5. Cantidades de componentes en muestras de tableros
Presión Tiempo de prensado
% kg % mm % mm Tn horas
PO1-I 600 30 180 1.5 2.7 2 3.6 4 8
P01-II 600 30 180 1.5 2.7 2 3.6 5 8
P01-III 600 30 180 1.5 2.7 2 3.6 5 8
P02-I 600 40 240 1.5 3.6 2 4.8 5 8
P02-II 600 40 240 1.5 3.6 2 4.8 5 8
PO2-III 600 40 240 1.5 3.6 2 4.8 5 8
PO3-I 600 50 300 1.5 4.5 2 6 5 8
PO3-II 600 50 300 1.5 4.5 2 6 5 8
PO3-III 600 50 300 1.5 4.5 2 6 2 8
PO4-I 600 70 420 1.5 6.3 2 8.4 2 8
PO4-II 600 70 420 1.5 6.3 2 8.4 2 8
PO4-III 600 70 420 1.5 6.3 2 8.4 2 8
Resina Cobalto MEK -Secante Código Cáscara
(kg)
Elaboración: Camacho G.
3.1.6.3. Medición y mezcla de cobalto.
Como ya se indica en la tabla 6, se utilizó 1.5% del peso de la resina. Hay que mencionar que entre más acelerador de cobalto se utilice la coloración violeta será más intensa. En manuales de manejo aclara que la mezcla se debe hacer en un tiempo estimado de 3 minutos. La medición se la realizó con la ayuda de una jeringa desechable graduada en ml.
Ilustración 25. Medición en jeringa de cobalto.
Fuente: Autora, 2016.
46
Ilustración 27. Mezcla de resina y Cobalto.
Fuente: Autora, 2016.
Ilustración 28. Aproximación de mezcla.
Fuente: Autora, 2016.
3.1.6.4. Medición y mezcla de mek.
Una vez que la resina se encuentra mezclada con el acelerador de cobalto se mide y se coloca el catalizador mek. La adición que se hizo en todas las probetas es la correspondiente al 2% del peso de la resina. Se debe mezclar inmediatamente durante 3 minutos ya que luego de este tiempo la resina empieza a desprender calor, es decir, inicia su proceso de curado. Además, se debe tener listo el recipiente con las partículaspara empezar a mezclar.
Ilustración 29. Medición de mek en jeringas.
Fuente: Autora, 2016.
Ilustración 30. Mezcla de mek y resina
Fuente: Autora, 2016.
Ilustración 31. Aproximación de resina.