DESARROLLO E IMPLEMENTACIÓN DEL MÓDULO DE MANUFACTURA DEL ERP SIESA ENTERPRISE EN LA PLANTA DE TAPICERÍA DE
OPENUEVO INVERSIONES S.A.S.
JORGE ARMANDO ALBA SALINAS
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA
INGENIERÍA DE PRODUCCIÓN BOGOTÁ D.C.
DESARROLLO E IMPLEMENTACIÓN DEL MÓDULO DE MANUFACTURA DEL ERP SIESA ENTERPRISE EN LA PLANTA DE TAPICERÍA DE
OPENUEVO INVERSIONES S.A.S.
JORGE ARMANDO ALBA SALINAS 20171377053
TRABAJO DE GRADO PRESENTADO COMO REQUISITO PARA OPTAR AL TÍTULO DE
INGENIERO DE PRODUCCIÓN
TUTOR:
MANUEL ALFONSO MAYORGA MORATO
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA
INGENIERÍA DE PRODUCCIÓN BOGOTÁ D.C.
ABSTRACT
The purpose of this project is to consolidate production information in an ERP system, so that it can be consulted at any time by management, and assists decision-making with real-time information, the methodology used for this project was based on four phases, the first phase corresponds to the diagnosis, where it was determined what state the company was in general terms and what had to be the first work to be carried out in order to give starting with the design and implementation of the manufacturing module, there were reviewed the flow of information by process, inventories, and the most frequent errors that hinder the normal productive operation.
In a second phase, information was collected in the plant, recognizing the production phases by product, bills of materials and production times, as well as creating the masters in the system, such as OP classes, routes, operations, employees, others.
TABLA DE CONTENIDO
1. GENERALIDADES... 3
1.1. PROBLEMA ... 3
1.1.1. Descripción ... 3
1.1.2. Formulación ... 3
1.2. OBJETIVOS ... 4
1.2.1. General ... 4
1.3. DELIMITACIÓN ... 4
1.4. METODOLOGÍA ... 4
1.4.1. Diagnóstico ... 4
1.4.2. Modelamiento ... 5
1.4.3. Implementación ... 6
1.4.4. Capacitación ... 7
2. MARCO REFERENCIAL ... 9
2.1. MARCO HISTÓRICO ... 9
2.1.1. Sector económico Código CIIU 3611- FABRICACIÓN DE MUEBLES PARA EL HOGAR ... 9
2.1.2. Openuevo InversionesSAS. ... 9
2.1.3. Antecedentes:... 10
2.2. MARCO TEÓRICO ... 10
2.2.1. Definición de un sistema erp ... 10
2.1.2. Estructura de un sistema erp ... 11
2.1.3. Beneficios y desventajas de un sistema erp ... 11
2.1.4. Plan Maestro de producción ... 12
2.1.5. Planificación de los requerimientos de materiales ... 12
2.1.6. Lista de Materiales ... 13
2.1.7. Costos de producción ... 14
3. SITUACIÓN ACTUAL ... 15
3.1. PLATAFORMA ESTRATEGICA ... 15
3.2. ESTRUCTURA ORGANIZACIONAL... 15
3.3. PORTAFOLIO: ... 17
3.4. PROCESOS ... 19
3.4.1. Orden de producción ... 19
3.4.2. Proceso productivo ... 20
3.4.3. Entrega de producción ... 20
3.5. RECURSOS ... 22
3.5.1. Personal ... 22
3.5.2. Infraestructura ... 22
3.6. DIAGNÓSTICO ... 23
3.6.1. Indicadores de entregas ... 23
3.6.2. Costos de inventario ... 24
3.6.3. Ingresos de inventarios ... 26
3.6.4. Erp ... 26
3.6.5. Análisis de la información ... 27
3.7. RESUMEN DIAGNÓSTICO ... 30
4. PROPUESTA ... 31
4.1. DESARROLLO ... 31
4.1.1. Preliminares ... 31
4.1.2. Levantamientos tiempos de producción ... 38
4.1.3. Explosión de materiales ... 39
4.1.4. Levantamiento de rutas ... 41
4.2. IMPLEMENTACIÓN ... 43
4.2.1. Maestros manufactura ... 43
4.2.3. Asignación de parámetros ... 49
4.2.4. Lista de materiales ... 51
4.2.5. Documentos manufactura ... 52
4.2.6. Clases órdenes de producción ... 52
4.3. Prueba orden de producción, reportes y entrega ... 54
4.3.1. Generación orden de producción ... 54
4.3.2. Reporte de consumos ... 56
4.3.3. Reporte de tiempos ... 57
4.3.4. Entrega de producto ... 58
4.5. INFORMES ... 65
4.5.1. Costos de producto ... 65
4.5.2. Tiempos reportados por operación ... 66
4.5.3. Seguimiento producción ... 67
4.5.4. Análisis de costos ... 68
4.5.5. Componentes por OP... 68
5. CONCLUSIONES ... 70
6. RECOMENDACIONES ... 71
REFERENCIAS ... 72
LISTA DE FIGURAS
LISTA DE TABLAS
LISTA DE CUADROS
Cuadro 1 Diagnóstico ... 5
Cuadro 2 Etapas del modelamiento ... 6
Cuadro 3 Procesos para la implementación ... 6
Cuadro 4 Etapa final, capacitación ... 8
Cuadro 5 Clasificación productos ... 17
Cuadro 6 Personal ... 22
Cuadro 7 Preliminares ... 33
Cuadro 8 Formato registro de tiempos ... 38
Cuadro 9 Formato explosión de materiales ... 40
Cuadro 10 Archivo plano, lista de materiales ... 61
LISTA DE ANEXOS
1
INTRODUCCIÓN
Este trabajo tiene como objetivo desarrollar e implementar el módulo de manufactura del ERP Siesa Enterprise en la planta de tapicería de la empresa Openuevo Inversiones SAS, de tal manera que el objetivo principal se basó en que la gerencia pueda tener información en tiempo real para la toma de decisiones. En primera instancia, se realizó un diagnóstico de cómo se encontraba el flujo de información del proceso productivo de la planta, identificando las falencias y los principales problemas que se ocasionan al no tener un módulo con el que se pueda controlar y monitorear la producción.
La compañía ya contaba con este sistema en sus instalaciones, pero estaba siendo subutilizado, dando uso únicamente al módulo comercial, el cual no es lo suficientemente completo para controlar la producción de la compañía, recurriendo a errores en los ingresos de los productos con costos fuera de lo lógico e inventarios con unidades sobrantes.
Para la implementación de dicho módulo, se realizó una identificación de rutas, un estudio de tiempos por cada proceso-producto, una explosión de materiales, en lo que concierne al trabajo de campo; una vez finalizado este trabajo, se hallaron valores estándar de los datos recolectados con los que se pudiera confiar para subir la información al ERP.
El módulo de manufactura, fue configurado en sus maestros, es decir, se crearon, clases de OP, rutas, operaciones, listas de materiales, y los empleados, este proyecto tiene algo particular y se basa en que los operarios son modelados como máquinas en el sistema para los reportes de producción, de esta manera, solo se tiene que crear un documento de reporte de tiempos por día, haciendo que el trabajo de reportar tiempos se optimice considerablemente.
Por último, se realizaron pruebas de las diferentes configuraciones en las que se podía modelar el sistema para el control y monitorio de la producción, hasta encontrar la deseada, en este trabajo se muestra el modelo definitivo, con algunos ejemplos del trabajo realizado, para finalizar con la subida total de la información.
2
JUSTIFICACIÓN
La gestión de las organizaciones actualmente, por factores como la globalización y la innovación, se encuentra cada vez más supeditada por el papel y la interpretación de la tecnología en todas las áreas. Una empresa, que permanentemente este innovando, puede lograr ventajas competitivas que le permitan afrontar con fortaleza el ambiente de competencia, nacional o internacional, y superar con éxito las etapas de crisis, sin importar de qué tamaño sea; tanto las micro, pequeñas y medianas empresas, así como las grandes, pueden acceder a tecnologías de información que se ajusten a sus necesidades específicas.
Los sistemas ERP (Enterprise Resource Planning) son paquetes de software comercial que pueden ayudar a una empresa a integrar los flujos de información de todas sus áreas, a todo nivel y automatizar sus procesos de negocio. Están diseñados para resolver la fragmentación de la información de las organizaciones y en esencia, pueden ser considerados como un sistema de información para toda la compañía que integra todos los aspectos del negocio. Adicional a la integración de la información, los sistemas ERP comúnmente proveen plantillas para los procesos basados en las mejores prácticas para cada uno de estos. Las implementaciones de sistemas ERP requiere un mayor grado de cambio en los procesos organizacionales, la cultura y su planeación.
3
1. GENERALIDADES 1.1. PROBLEMA
1.1.1. Descripción
En Openuevo Inversiones SAS el control de sus procesos ha sido llevado de forma empírica y con la mayoría de los registros manuales como lo son Ordenes de producción manejadas a través de tablas de fórmulas como Excel o Google drive sheets las cuales podían tener cualquier modificación o daño sin tener un control sobre lo que se tiene en producción, también, la falta una planeación de materiales, las compras realizadas en la empresa se manejaban con la experticia del almacenista, dependiendo totalmente de él, cantidades de stock, tiempos de respuesta, compras en proceso, entre otros. Los flujos de proceso, los tiempos de producción por ítem, reprocesos, consumos de materia prima por ítem no se tienen contemplados; el control de calidad es casi nulo, cuando llega una garantía no se sabe cuándo fue fabricado, con que materiales (Proveedor), ni que personal lo fabrico; los reportes de producción son generados a través de la cantidad de ventas que registraron en contabilidad, es decir que los datos no son en tiempo real, entre otras dificultades que se generan a partir de la falta de un sistema de información donde la gerencia y sus colaboradores puedan manejar los datos de su compañía y sus procesos, la inexistencia de otros necesarios para la gestión en una planta de producción (Productos secundarios, productos sustitutos, proyección de compras, programación de planta, entre otros).
La gerencia a partir del aumento de la demanda en los últimos años y las exigencias de la globalización de los mercados, ha identificado la imperativa necesidad de contar con información de calidad en tiempo real para la toma de decisiones operativas, administrativas y gerenciales que puedan suministrar ventajas competitivas a la empresa en sus distintos entornos, por lo que optaron por implementar un ERP.
1.1.2. Formulación
Debido a lo anteriormente mencionado, se plantea lo siguiente:
4
1.2. OBJETIVOS 1.2.1. General
Desarrollo e Implementación del módulo de manufactura de un sistema de información acorde a las necesidades de la planta de OPENUEVO INVERSIONES SAS que permita tener información en tiempo real del seguimiento y control de la producción.
Específicos
• Identificación de los procesos, operaciones y dependencias transversales al área de producción de OPENUEVO INVERSIONES S.A.S.
• Realizar un diagnóstico para OPENUEVO INVERSIONES S.A.S. a partir análisis de los flujos de información para el área de producción, el estudio de los procesos, tareas y funciones que actualmente se desarrollan en la
organización.
• Determinar y evaluar si la herramienta del software (ERP) de SIESA
ENTERPRISE es la herramienta adecuada para implementar en OPENUEVO INVERSIONES S.A.S.
• Implementar el ERP en las fases definidas conforme al cronograma establecido, incluyendo pruebas y ajustes a que haya lugar
1.3. DELIMITACIÓN
El presente trabajo tiene como alcance diseñar e implementar el módulo de manufactura de un sistema de información en Openuevo Inversiones SAS en la ciudad de Bogotá D.C. el cual tendrá una duración de 12 meses para su cumplimiento y que tiene como principal objetivo, la consulta de información de los procesos en tiempo real.
1.4. METODOLOGÍA
Con el fin de cumplir con los objetivos del proyecto, se han planteado 4 etapas, en las que se llegará a identificar la situación actual, los requerimientos, de qué manera se puede implementar y controlar los procesos para poder obtener información veraz en tiempo real.
1.4.1. Diagnóstico
5
En esta fase, la información recolectada a través de diagramas de flujo, indicadores, reuniones de los involucrados y observaciones hechas de los movimientos realizados en el ERP, los detalles se muestran en el cuadro 1:
Cuadro 11 Diagnóstico
Ítem Medio Detalle
Inventario duplicado Revisión sistema
Con la revisión de históricos en inventarios, se puede observar cuantos productos hay cargados en el sistema, en estado disponible a partir de estos se podría concluir, cuantos errores se tienen semanalmente por duplicación de entrada al no tener control del mismo, y encontrar las correcciones pertinentes.
Consolidados de producción
Indicadores Realizar seguimiento, a partir datos de la emisión de un pedido y la facturación del mismo, esto permitirá medir el cumplimiento de entregas.
Flujo de proceso Observación directa
Observar el proceso que se maneja desde que se consulta los pedidos hasta la entrega del producto al cliente
Requerimientos para el modelamiento del modulo
Reuniones A partir del encuentro de los involucrados se realizó un listado de actividades a realizar antes de iniciar a modelar e ingresar información al ERP en el módulo de manufactura.
Tareas, equipo de trabajo
Reunión Se define cuales son las tareas que se asignaran a cada persona involucrada en el proyecto, de tal manera que cada uno de ellos debe responder por lo pactado en el cronograma.
Otras tareas Reunión El equipo de trabajo define otros trabajos que se deben hacer antes de empezar a ingresar información en el sistema.
Fuente: el autor, 2019
1.4.2. Modelamiento
6 Cuadro 2 Etapas del modelamiento
Ítem Medio Detalle
Levantamiento de tiempos de producción Toma de tiempos en planta
El ingeniero de producción y el asistente de producción se encargarán de tomar tiempos de cada uno de los procesos dentro de la planta de tapicería, de tal manera que se pueda llegar a tener los suficientes datos para determinar un tiempo estándar por cada para ingresar en el ERP.
Levantamiento de los requerimientos de materiales Formato explosión de materiales
Los involucrados, deberán reunirse con el jefe de planta y colaboradores en cada puesto de trabajo para definir, una cantidad de consumo promedio por cada materia prima, esto debe ser diligenciado en el formato. Inventario de bodega
de insumos
Trabajo en planta
El ingeniero de producción y el asistente de producción deben realizar el inventario de la bodega de materias primas.
Requisitos previos- Preliminares
ERP Se deben revisar los parámetros necesarios para cada ítem, bodegas, tipos de inventario, entre otros.
Levantamiento de Rutas
Observación del proceso
Se identificaron los procesos por los cuales tiene que pasar cada producto que será subido al sistema.
Normalización de la información
Hojas de
calculo
Se tabulo la información recolectada en planta, definiendo tiempos estándar, consumos estándar, rutas, procesos, etc. Fuente el autor, 2019
1.4.3. Implementación
Como se muestra en el cuadro 3, los procesos a seguir son: Cargue de datos al sistema, pruebas funcionales, pruebas integrales, simulaciones, diseño de reportes y salida en vivo del módulo de manufactura
Cuadro 33 Procesos para la implementación
Ítem Medio Detalle
Diseño de planos Hojas de
calculo
7
Ítem Medio Detalle
Pruebas unitarias de cargue de planos
Hojas de cálculo- ERP
La información es tabulada en los planos creados, y se sube con 1 producto para realizar las pruebas.
Cargue de plano definitivo
Hojas de cálculo-ERP
Una vez se sube el primer producto sube sin errores, se tabula la demás información, para subir todos los demás ítems.
Validación de
información cargada
ERP Se debe realizar una validación de la información subida.
Configuración de maestros en el sistema
ERP Se deben crear, las maquinas, operarios, centros de trabajo, operaciones, rutas
Saldos iniciales de inventarios
Planta, ERP
Para iniciar con las ordenes de producción se deben realizar un levantamiento de los productos en procesos en planta, y subirlos al ERP, con una orden de producción de saldos iniciales.
Creación de clases de orden de
producción
ERP Se crean los diferentes tipos de OP que se utilizaran en la empresa, pedidos, rqi, garantías, etc.
Creación de documentos
ERP Se deben crear los diferentes documentos como entradas de producción, consumos, reportes de tiempos, etc.
Pruebas MPS ERP Se hacen pruebas de los productos en
demanda (pedidos)
Pruebas MRP ERP Se hacen pruebas de los productos y materias
primas necesarias para la producción.
Salida a producción ERP-Planta Se sale al aire con las nuevas órdenes de producción, realizando consumos y reportando tiempos de producción en planta, además de entregar productos con costos reales de producción.
Fuente el autor, 2019
1.4.4. Capacitación
8 Cuadro 44 Etapa final, capacitación
Ítem Medio Detalle
Capacitación Asistente Siesa
ERP Se debe capacitar a la asistente de
producción, quien es la encargada de crear los ítems, asignar instalaciones, precios, entre otros.
Capacitación
asistente Producción ERP Se debe capacitar al asistente de producción ay que es el encargado de ingresar los productos ya terminados y quien supervisa que los operarios ingresen la información verídica a la plataforma
Capacitación
operarios de planta
Pangea Mediante una plataforma web desarrollada para que los operarios puedan ingresar la información de proceso, (tiempos y
consumos), se les indicara de qué manera y cuando deben hacerlo
Seguimiento información ERP
ERP El ingeniero de producción es quien se encarga de verificar todos los movimientos realizados en el sistema ERP.
Generación de informes
ERP El ingeniero de producción será el encargado de generar todos los informes solicitados por gerencia, de tal manera que supla la falta de información en los procesos y costos de los procesos de la planta de tapicería.
Fuente el autor, 2019
Figura 1 Resumen metodología
9
2. MARCO REFERENCIAL
2.1. MARCO HISTÓRICO
2.1.1. Sector económico Código CIIU 3611- FABRICACIÓN DE MUEBLES PARA EL HOGAR
“La industria del mueble es un sector dinámico, intensivo en mano de obra, con oportunidades para diseñadores de interiores altamente calificados. Combina nuevas tecnologías con innovación, patrimonio, diseño y estilo. La industria está dominada principalmente por pequeñas y medianas empresas siendo un sector consolidado en el país con millones de ventas al año, con cifras del año 2018, “el PIB del mueble y la madera fue avalado en $5.15 billones…”, (Villar, 2018) Y aunque, el sector ha tenido una disminución en las ventas en los últimos 3 años, se mantiene como una de las fuertes participantes en la economía colombiana, pero se espera que para el año 2022, “la industria crezca en un 3.7% debido al crecimiento poblacional, y el aumento de la demanda de viviendas personalizadas lo que favorecería la expansión hacia mercados extranjeros” (Colombiatrade, 2019).
2.1.2. Openuevo InversionesSAS.
Se encuentra ubicada en la ciudad de Bogotá D.C. en la localidad de Fontibón, es una mediana empresa fabricadora de muebles para el hogar, con 35 años en el mercado con diferentes marcas, y líneas de producto, actualmente, su mercado principal está enfocado en carpintería y tapicería. El 100% de la producción se maneja en una planta in-house la cual ha venido creciendo a través de los años; cuenta con seis almacenes en la ciudad de Bogotá, y 3 a nivel nacional.
10
2.1.3. Antecedentes:
Se realizo una búsqueda de proyectos donde los autores manejaron el mismo sistema de información que se utilizó en el actual trabajo, igualmente, que tuvieran afinidad respecto al módulo que se está implementando, y, por último, que fueran de la misma alma mater, a continuación, se muestra un resumen de los proyectos:
PROPUESTA PARA LA MEJORA DE PROCESOS EN EL ÁREA DE PLANEACIÓN DE LA PRODUCCIÓN DE LA COMPAÑÍA DISPANO S.A.S, Wendy Yurani Garzón Rojas, Raúl David Rojas Pacheco, 2018
El trabajo realizado por Garzón y Rojas, fue la mejora del proceso planeación de la producción en la empresa Dispano SAS, en el ERP Siesa Enterprise, donde integraron el módulo de planeación, con los módulos comercial, financiero y manufactura, crearon un manual donde se configura los parámetros de planeación en el ERP, estos son necesarios para varios aspectos que el sistema ofrece al cliente, tiempos de respuesta, puntos de reorden, lista de materiales, rutas de producto, entre otros, tanto que deben estar bien configurados para tener un buen resultado al momento de planear una orden de producción, igualmente, plasman los pasos a seguir para los diferentes reportes que tiene el módulo para monitorear y controlar capacidades, stock de inventarios y ordenes de producción planeadas.
DISEÑO E IMPLEMENTACIÓN DE UN SISTEMA AUTOMÁTICO DE IDENTIFICACIÓN, SEGUIMIENTO Y CONTROL DE PRODUCTO EN PROCESO PARA COLMENA S.A.S.Cesar Augusto Rosas Sierra, Luis Alejandro Colorado, 2017
Este proyecto tuvo como objetivo el diseño e implementación de un sistema automático de identificación, seguimiento y control de productos para Colmena S.A.S. Para su empleo en el control de los procesos de producción, se evaluaron, las mejoras realizadas en los centros de trabajo con la implementación de la aplicación Wipcontrol. Los resultados logrados están basados en el intercambio de dos tecnologías, por un lado, el sistema de captura de datos Wipcontrol a través de terminales móviles, lectores de códigos de barras e impresoras. Y por el otro la integración de los datos con el sistema de recursos empresariales ERP. Todo esto con la finalidad de optimizar los procesos de fabricación en los centros de trabajo de Colmena S.A.S.
2.2. MARCO TEÓRICO
2.2.1. Definición de un sistema erp
11
y formatos, que dificultaban la integración de la información: la típica situación de “islas de información” que no se podían interconectar.
Podemos definir un sistema ERP como un sistema integrado de software de gestión empresarial, compuesto por un conjunto de módulos funcionales (logística, finanzas, recursos humanos, etc.) susceptibles de ser adaptados a las necesidades de cada cliente. Un sistema ERP combina la funcionalidad de los distintos programas de gestión en uno solo, basándose en una única base de datos centralizada. Esto permite garantizar la integridad y unicidad de los datos a los que accede cada departamento, evitando que éstos tengan que volver a ser introducidos en cada aplicación o módulo funcional que los
Un sistema de estas características debería estar adaptado para funcionar en entornos internacionales, soportando la gestión de varios idiomas, monedas y sistemas de tributación, así como la generación de informes y documentos adaptados a la legislación vigente en cada país. Se trata de un importante aspecto para tener en cuenta, dada la diversidad de normativas existentes y las variaciones que sufren a lo largo del tiempo. (Rey, 2010)
2.1.2. Estructura de un sistema erp
La mayoría de los ERP adoptan una estructura modular que soporta los diferentes procesos de una empresa: el módulo de gestión financiera, el módulo de gestión de compras, el módulo de gestión de ventas, el módulo de recursos humanos, etc.
Todos estos módulos están conectados y comparten una base de datos común, garantizando la integración de todos los datos generados. Gracias a que estos ERP son productos modulares posibilita la implantación del sistema por módulos, reduciendo el impacto global y facilitando la implementación desde los sistemas anteriores. Normalmente, el primer módulo que se pone en marcha es el financiero y, posteriormente, se van integrando los restantes, dependiendo de las características particulares de cada empresa. (Rey, 2010)
2.1.3. Beneficios y desventajas de un sistema erp
La implementación de un sistema ERP proporciona varios beneficios entre ellos los siguientes:
• Automatiza y simplifica procesos que se realizan de forma manual
• Integra todas las áreas de una organización de manera que ésta tiene más control sobre su operación
12
Y algunas desventajas de estos sistemas son:
• Costos, dependiendo de los módulos a implementar los costos pueden elevarse sustancialmente
• Tiempo y complejidad de Implementación
• Personal: Un sistema ERP automatiza muchas tareas ejecutadas por personas, si éstas no están bien entrenadas y no tienen habilidades para el manejo del sistema ERP, la organización se verá afectada como un todo. • Complejidad para integrar la información externa: contenida en sistemas
externos al ERP: La dificultad para integrar la información en los ERP se produce porque las empresas tienen sistemas independientes de distintos proveedores cuya estructura de datos obedece a un modelo de datos no compatible con el del ERP. (Benvenuto Vera, 2006)
2.1.4. Plan Maestro de producción
En general, el programa maestro se ocupa de piezas finales y es un insumo importante del proceso de MRP. Pero si la pieza final es grande o cara, el programa podría organizar ensambles o componentes parciales. (Chase & Jacobs, 2011). Es decir, el objetivo de crear un MPS es saber que producir y cuando hacerlo, de tal manera que los productos puedan ser cumplidos en los tiempos establecidos.
Para determinar un programa viable y aceptable que se ponga en marcha en la planta, se ejecutan programas de producción de prueba mediante un programa de MRP, que se describe en la sección siguiente. Se verifican las expediciones resultantes de pedidos (programas de producción detallados) para asegurarse de que se tengan los recursos y los tiempos de terminación sean razonables. (Chase & Jacobs, 2011)
2.1.5. Planificación de los requerimientos de materiales
13
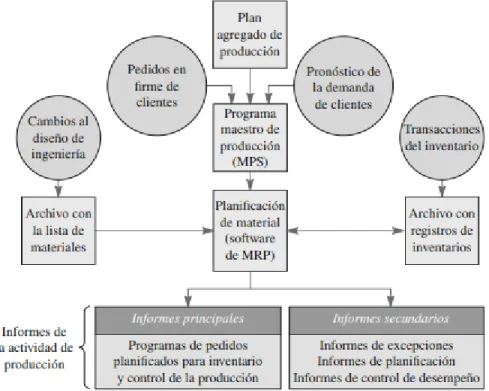
Figura 2 Panorámica de los elementos que componen un programa estándar
Fuente, (Chase & Jacobs, 2011)
En la figura 2, se puede detallar lo siguiente el programa maestro de producción señala el número de piezas que se van a producir en tiempos específicos. En un archivo con la lista de materiales se especifican los materiales de que consta cada pieza y las cantidades correctas de cada uno. El archivo con el registro de inventarios contiene datos como el número de unidades disponibles y pedidas. Estas tres fuentes (programa maestro de producción, archivo con la lista de materiales y archivo de registros de inventarios), se convierten en las fuentes de datos para el programa de requerimiento de materiales, que despliega el programa de producción en un plan detallado de programación de pedidos para toda la secuencia de la producción. (Chase & Jacobs, 2011)
2.1.6. Lista de Materiales
14
Figura 3 Lista de materiales (árbol estructural del producto A)
Figura 4 Estructura del costo de producto
(Chase & Jacobs, 2011)
2.1.7. Costos de producción
Los costos de producción son donde se define toda la producción, estos costos están conformados por varios factores, costos directos e indirectos como lo son: mano de obra directa, mano de obra indirecta, costos indirectos de fabricación (CIF), gastos administrativos, entre otros.
(Revistar de consultoría, 2011)
15
3. SITUACIÓN ACTUAL 3.1. PLATAFORMA ESTRATEGICA
OPENUEVO INVERSIONES S.A.S. es una empresa mediana definida como Sociedad por Acciones Simplificada; con proyecciones en aumentar en un 150% sus ventas a nivel nacional en los próximos 3 años, con nuevas estrategias de mercadeo y producción la compañía ha logrado avanzar y llegar a ser una referente cuando del mercado de mueble para el hogar se trata.
Misión
“En OPENUEVO INVERSIONES SAS orientamos nuestros esfuerzos hacia la satisfacción de las necesidades de nuestros clientes construyendo familias, hogares con un ambiente cálido. Nuestra inspiración brindar las mejores opciones en muebles y hogar con la tarifa más baja del mercado brindando calidad y confianza. Trabajamos en pro del crecimiento sostenible de la empresa, basados en una vigorosa labor de Mercadeo, calidad y una solidad gestión administrativa y financiera, que garantice nuestro desarrollo y permanencia en el mercado, enmarcados en conceptos de respeto por nuestros clientes, proveedores y competidores.”
Visión
“Para el 2021 estableceremos el punto más alto de liderazgo a nivel nacional e internacional con la fabricación, diseño y producción de muebles con los mayores procesos de calidad, que supere las necesidades de nuestros clientes, generando valor, desarrollo e innovación, por nuestro alto compromiso con la satisfacción del cliente, por un servicio oportuno y un excelente soporte comercial y técnico.”
Objetivos Corporativos
• Aumentar la satisfacción del cliente.
• Tener los más altos estándares de calidad y servicio para nuestros clientes. • Aumentar nuestros puntos a nivel nacional e internacional.
• Mantener proveedores calificados
3.2. ESTRUCTURA ORGANIZACIONAL
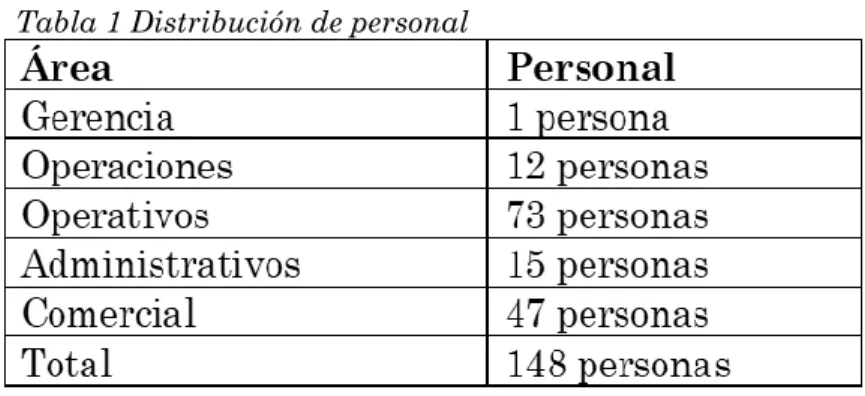
Openuevo S.A.S. cuenta con 148 empleados aproximadamente, distribuidos en diferentes áreas como lo son personal administrativo, comercial, operaciones, y operativo, como lo muestra la tabla 1.
16 Figura 5 Organigrama
3.2.1. Organigrama
17
Tabla 1 Distribución de personal
Fuente: Openuevo S.A.S.
3.3. PORTAFOLIO:
Openuevo Inversiones, maneja diferentes líneas de productos para el hogar clasificados en diferentes niveles como se puede observar en el cuadro 5, el primer nivel corresponde al origen que es la procedencia del producto: importado, nacional, manufacturado o servicio, el segundo nivel es categoría como lo son alcobas, salas, colchones, hogar y la clasificación más específica es subcategoría.
Cuadro 5 Clasificación productos
ORIGEN
Nivel 1
IMPORTADO MANUFACTURADO
NACIONAL SERVICIOS
CATEGORIA
Nivel 2 ALCOBAS SALAS HOGAR COLCHONES
SUBCATEGORIA
Nivel 3
ADORNOS ARMARIOS ARCHIVADORES BASECAMA BIBLIOTECAS TOCADORES
BUTACO CAMA CAMAROTE COLCHON D. CAMA
AUXILIAR
CAMA CORRAL
COCINAS COJIN COLCHON
SENCILLO COMODA CONSOLA SOFACAMAS
COLCHON
SEMIDOBLE CUNA ESPEJOS MESA BAR
MESA COMEDOR 4 MESA COMEDOR 6 MESA DE NOCHE MODULARES PISO ALFOMBRAS RECLINABLES SABANAS SILLA AUXILIAR SILLA BAR
SALA EN L
SOFA 1P
SOFA 2P
SOFA 3P
Fuente, Openuevo Inversiones SAS
18
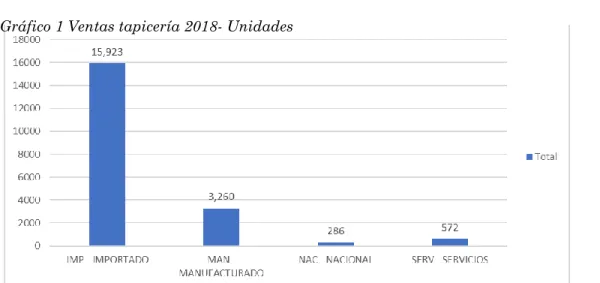
porque como se puede observar en la tabla 3, esta cifra aumenta al casi 30% de los ingresos de la compañía, y aunque aún no representa ni siquiera el 30% esta cifra ha venido en aumento en los últimos años.
Tabla 2 Distribución ventas por origen
Origen % Ventas Origen % Ventas
Importado 15923 - 79.45% Nacional 286 - 1.43%
Manufacturado 3260 - 16.26% Servicios 572 - 2.85%
Gráfico 1 Ventas tapicería 2018- Unidades
Fuente, Openuevo Inversiones SAS
Tabla 3 Participación en ingresos por origen
Origen % Ventas Origen % Ventas
Importado 70.37% Nacional 1.09%
Manufacturado 28.15% Servicios 0.39%
Gráfico 2 Participación en ingresos 2018 Openuevo Inversiones SAS
19
Los productos fabricados en tapicería son:
Figura 6 Productos nacionales tapicería
Fuente, Openuevo Inversiones SAS
El área de tapicería maneja diferentes tipos de muebles para todos los gustos de sus clientes, maneja muchos estilos como lo son clásicos, contemporáneos, minimalistas entre otros, y como se puede observar en la figura 6, se producen poltronas, sofacamas, sofás de 2 y 3 puestos, salas en L y salas modulares, en diferentes colores y materiales al gusto del cliente, cada trimestre la compañía lanza nuevos productos innovadores.
3.4. PROCESOS
3.4.1. Orden de producción
El proceso para crear la orden de producción, se basa principalmente, en los pedidos de los clientes, y el inventario que hay en el centro de distribución, la cantidad optima de inventario para tener en stock es determinado por el jefe de planta, quien trabaja en la empresa hace 30 años y conoce todo el proceso productivo, por lo que la alta gerencia le da la potestad de definir estas cantidades; el ingeniero de producción, con los datos recolectados, consolida y define la cantidad a producir por cada ítem, en Excel crea una tabla con los pedidos y requisiciones pendientes, se le entrega al jefe de planta y este asigna a cada operario un ítem a producir.
SOFAS DE 1 PUESTO SOFACAMAS SOFA DE 2 PUESTOS
20
3.4.2. Proceso productivo
El proceso de producción empieza con la asignación del jefe de planta a cada operario, la planta tiene un total de 8 operaciones, definidas y separadas, algunos procesos son simultáneos, los operarios producen según lo que les solicite el jefe de planta, estos no reportan tiempos, ni desperdicios.
Los procesos manejados en planta son: corte de tela, corte de madera, corte de espuma y lienzo, costura, ensamble, tapizado y empaque, algunos de estos son dependientes de otros, por ejemplo, espumado no puede empezar antes de que ensamble haya terminado su proceso. También, se cuenta con una persona encargada para el control de calidad, este tiene el trabajo de revisar y aprobar los procesos de ensamble, corte de tela, costura y tapizado, ya que son los procesos más críticos en los cuales se pueden llegar a ver defectos en el producto final si el producto en ese proceso tiene un mal terminado; por otro lado, el jefe de planta tiene que estar pendiente todo el tiempo, para asignar el siguiente producto a cada operario, otra dificultad que se observa es que el jefe de planta, no tiene una programación para cada operario, sino, a su vez que ellos van terminando, él define el siguiente producto a producir, esto ha generado tiempos muertos, en los que los operarios tienen que esperar su asignación, también, al no tener control de lo que se termina en su totalidad, hay muchos pedidos que no se entregan a tiempo, demoras en el ingreso a Siesa del producto terminado, por falta de comunicación entre el operario de empaque, el jefe de planta y el asistente de producción.
3.4.3. Entrega de producción
Una vez terminado el proceso productivo, el jefe de planta solicita al asistente de producción que ingrese un ítem en Siesa mediante un documento EPT, el producto es ingresado con un costo que define el jefe de producción, el asistente de producción elige bodega y ubicación, con esto el producto se puede comprometer, facturar y despachar; un error frecuente en este proceso, es que el jefe de planta no tiene control de lo que ingresa y traslada, por lo que el asistente de producción repite cuantas veces el jefe de planta le indique que ingrese un producto, lo que ha ocasionado duplicados en bodega virtual, pero físicamente resultan siendo menor cantidad.
En la figura 7, se muestra como es el proceso manejado actualmente en la compañía, allí se puede ver, la consulta de inventarios y pedidos para programar la producción, procesos internos, y la disposición final de cada producto, cabe destacar que el proceso actual no tiene ningún tipo de seguimiento, y los productos resultantes en el proceso productivo son asignados según la urgencia del momento.
21 Figura 7 Diagrama de proceso actual
INICIO
CONSULTA DE INVENTARIO EN
CEDIS
CONSULTA DE PEDIDOS DE VENTA
¿HAY UNIDADES DISPONIBLES?
¿ES UN PEDIDO PARA PRODUCCIÓN?
SI
NO
SI
NO ALISTAMIENTO EN CEDIS
FIN CONSOLIDADO DE PRODUCTOS A PRODUCCIÓN EN EXCEL FACTURACION DEL PEDIDO ASIGNACION FECHAS DE ENTREGA ENTREGA AL CLIENTE/RECOGE O DESPACHO REMISION DEL PRODUCTO ENTREGA DE ORDEN DE PRODUCCION A JEFE DE PLANTA
ASIGNACION DE TAREAS A OPERARIOS
PROCESO PRODUCTIVO
ASIGNACIÓN DE PV O RQI A PRODUCTO
TERMINADO
SOLICITUD DE INGRESO DE PRODUCTO TERMINADO A SIESA
(EPT) INGRESO DE PRODUCTO A SIESA
EPT COMPROMETER PEDIDO O SEGÚN
SOLICITUD
¿ES UN PEDIDO? NO
SI
SOLICITUD DE TRASLADO A CEDIS
TRASLADO DE BODEGA TAPICERIA
A BODEGA CEDIS CON TRI
Fuente: El Autor
22
3.5. RECURSOS
3.5.1. Personal
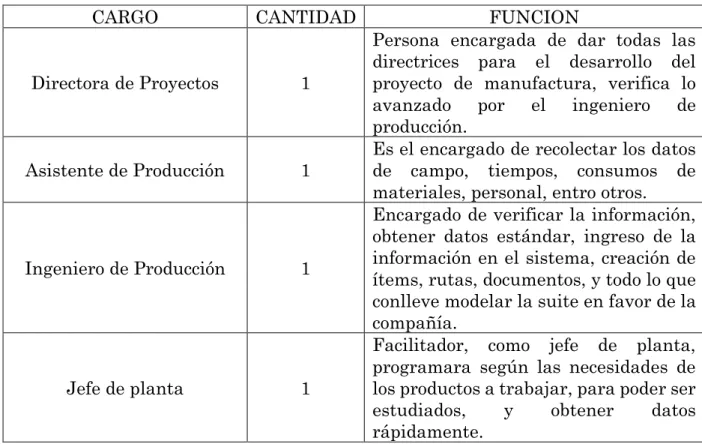
La empresa cuenta con un equipo de 4 personas para la implementación del módulo de manufactura, descritas en le cuadro 6:
Cuadro 66 Personal
CARGO CANTIDAD FUNCION
Directora de Proyectos 1
Persona encargada de dar todas las directrices para el desarrollo del proyecto de manufactura, verifica lo avanzado por el ingeniero de producción.
Asistente de Producción 1
Es el encargado de recolectar los datos de campo, tiempos, consumos de materiales, personal, entro otros.
Ingeniero de Producción 1
Encargado de verificar la información, obtener datos estándar, ingreso de la información en el sistema, creación de ítems, rutas, documentos, y todo lo que conlleve modelar la suite en favor de la compañía.
Jefe de planta 1
Facilitador, como jefe de planta, programara según las necesidades de los productos a trabajar, para poder ser
estudiados, y obtener datos
rápidamente. Fuente, El autor
3.5.2. Infraestructura
A continuación, se menciona los recursos necesarios para la implementación en 12 meses de proyecto:
Tabla 4 Recursos
ITEM Cantidad
Computadoras portátiles 3 $ 6.600.000
Computador de escritorio 1 $ 1.500.000
Carga salarial de los involucrados 4 $ 11.450.000/mes
Horas de consultoría 40 $ 245.000/hora
Desarrollo Software Pangea 1 $ 2.000.000
Cronómetros 2 $ 40.000
Materiales de trabajo (Agendas, hojas, lápices, etc.) $ 300.000
Otros $ 1.000.000
TOTAL, INVERSION Aprox. $140.540.000
23 36.56% 17.05% 87.42% 97.27%100.00% 84.81%92.77% 97.44%95.67%91.85%93.07% 41.94% 63.44% 82.95% 12.58% 2.73% 0.00% 15.19% 7.23%
2.56% 4.33%8.15% 6.93% 58.06% 0.00% 20.00% 40.00% 60.00% 80.00% 100.00% 120.00%
1 2 3 4 5 6 7 8 9 10 11 12
INDICADORES DE ENTREGAS
CUMPLIDO NO CUMPLIDO
Se llega al acuerdo que el personal elegido para realizar este proyecto es suficiente, con el apoyo de la directora de proyectos encabezando dichos procesos, y con la visita mensual de 4 horas de un consultor de manufactura del ERP contratado.
3.6. DIAGNÓSTICO
3.6.1. Indicadores de entregas
Una de las causas más importantes por la cuales se decidió invertir en el módulo de manufactura, fueron las entregas de pedidos a clientes fuera del tiempo establecido, esto, le ha conllevado a la empresa millones de pesos en perdidas, a continuación, se dará a conocer el porcentaje de entregas fuera de tiempos vs ventas durante el año 2018:
Tabla 5 Estado de pedidos año 2018
MES CUMPLIDO CUMPLIDO NO
1 36.56% 63.44%
2 17.05% 82.95%
3 87.42% 12.58%
4 97.27% 2.73%
5 100.00% 0.00%
6 84.81% 15.19%
7 92.77% 7.23%
8 97.44% 2.56%
9 95.67% 4.33%
10 91.85% 8.15%
11 93.07% 6.93%
12 41.94% 58.06%
PROMEDIO 77.99% 22.01%
Fuente, Openuevo Inversiones SAS
Gráfico 2 Indicadores de entrega 2018
24
Como se puede observar en la tabla 5, se muestra el estado de cumplimiento de los pedidos que se tuvieron en lo corrido del año 2018, en esta se puede verificar que el 22% de los pedidos en promedio de ese año, fueron entregados fuera el tiempo dado como promesa al cliente para la entrega del producto.
El incumplimiento de estos pedidos ha tenido repercusión, de tal manera que se han generado varias devoluciones de dinero, a continuación, se muestra el porcentaje de devoluciones:
Tabla 6 Devoluciones vs pedidos incumplidos
Fuente, Openuevo Inversiones SAS
Como se puede evidenciar en la tabla 6, se tiene el indicador de los pedidos solicitados y aprobados para devolución de dinero a causa del incumplimiento en la fecha de entrega, en la mayoría de los meses se puede observar que tuvieron reembolso de dinero hacia el cliente a excepción de mayo y septiembre, una situación preocupante.
3.6.2. Costos de inventario
Una consecuencia de no tener un sistema de información, o como en este caso, no usar lo módulos que se tienen al alcance para monitorear los procesos y mucho menos para costearlos, es en el momento de ingresar un producto una vez termino su proceso de producción, en este caso, existía una especie de entrada de producción conocida como EPT (Entrada de producto terminado), esta consiste en que el usuario, en este caso el auxiliar de producción, puede ingresar un producto al sistema a un bodega específica, pero con el costo que el usuario desee, es decir, tiene que digitar un costo para poder hacer el ingreso, pero, uno de los errores identificados fue que no se estaba ingresando costos reales, lo que significa que los costos no tenían nada que ver con los verdaderos costos de producción.
Tabla 7 Producto ingresados con costos incorrecto
MES 1 2 3 4 5 6 7 8 9 10 11 12 PROMEDIO
COSTO
DESVIADO 93.03% 54.41% 45.89% 46.04% 55.97% 58.52% 48.21% 51.71% 53.69% 45.84% 48.63% 47.26% 54.10% COSTO ACEPTABLE 6.97 % 45.59 % 54.11 % 53.96 % 44.03 % 41.48 % 51.79 % 48.29 % 46.31 % 54.16 % 51.37 % 52.74 % 45.90%
Fuente, Openuevo Inversiones SAS
MES DVC RM
1 3% 97%
2 1% 99%
3 10% 90%
4 9% 91%
5 0% 100%
6 2% 98%
7 5% 95%
8 6% 94%
9 0% 100%
10 4% 96%
11 5% 95%
12 2% 98%
25
Como se puede ver en tabla 7, más del 50% de los productos ingresados en el año 2018, tuvieron un costo ingresado fuera del estándar obtenido, gracias a las hojas de costos (ver más adelante, Hojas de costos por producto) que nos permite verificar cual debe ser el costo por producto, esta medición, fue realizada de la siguiente manera:
1) Se descargo todas las entradas de producción del año 2018 2) Se realizo un promedio de los costos estándar por producto
3) Se obtuvo la diferencia del producto ingresado y el costo estándar obtenido 4) Si la diferencia corresponde a más del 15% del costo estándar se definió como
costo desviado
La mayor causa de esta situación, es la falta de capacitación al personal, ellos no tenían contemplado la gravedad de realizar estos movimientos, tanto para el auxiliar de producción como al jefe de planta, teniendo en cuenta que esto afecta mayormente el valor de rentabilidad del producto y esto hace difícil hacer los informes a gerencia.
Figura 8 Movimiento de inventarios
Fuente, Openuevo Inversiones SAS
26
3.6.3. Ingresos de inventarios
A continuación, se mostrará los ajustes realizados por ingresos erróneos de inventario:
Tabla 8 Entradas y ajustes
AÑO EPT (Entrada de producto terminado) ADA (Ajuste de auditoria) % de ajuste
2018 5562 unidades 511 unidades 9.19%
Fuente: Openuevo Inversiones SAS
Como se puede observar en la tabla 8, el 9.19% de los ingresos en el año 2018, tuvieron que ser ajustados por auditoria, y la mayor razón de esto fue la duplicación de las entradas de producción, la persona encargada de realizar estas entradas repetía el ingreso de los productos por varias razones y una de estas era porque olvidaba que ya había ingresado el producto solicitado, al no tener ningún tipo de restricción para que no duplicar el ingreso cayo en el mismo error, 511 ocasiones aproximadamente.
3.6.4. Erp
El ERP, utilizado por la compañía, es SIESA ENTERPRISE, este sistema de información cuenta con varios módulos de trabajo que se muestran a continuación:
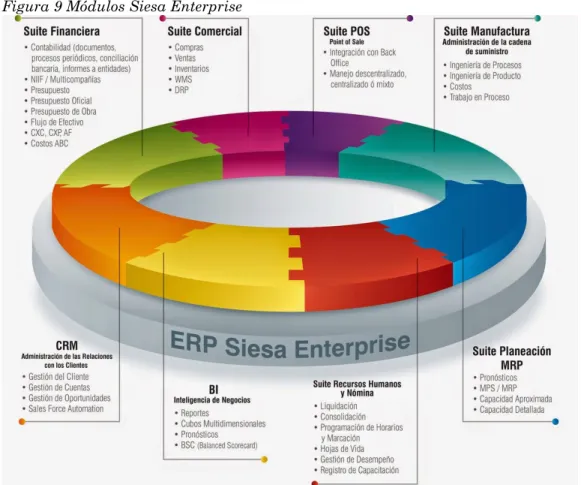
Figura 9 Módulos Siesa Enterprise
27
La compañía, en este momento tiene en uso la suite financiera y la comercial, en miras a futuro de implementar en corto plazo la suite de manufactura y en mediano plazo la suite de planeación y el CRM.
A modo conclusión el ERP está siendo subutilizado, desaprovechando las grandes ventajas que puede llegar a dar este sistema de información a la compañía, aunque ya se tienen en proyecto dos módulos más en implementación, la falta de capacitación y control sobre lo ingresado hace que esta información no sea 100% confiables, algo que con la suite de manufactura se puede mejorar, ya que es un módulo que controla casi en un 100% el proceso productivo, inventarios, y costos de producción.
3.6.5. Análisis de la información
A continuación, se hará un análisis de la información recolectada en tablas, diagramas y el grado de utilización del ERP, esto con el fin de objetivo de encontrar cuales son las principales causas de que la información ingresada al sistema no esté acorde a la realidad.
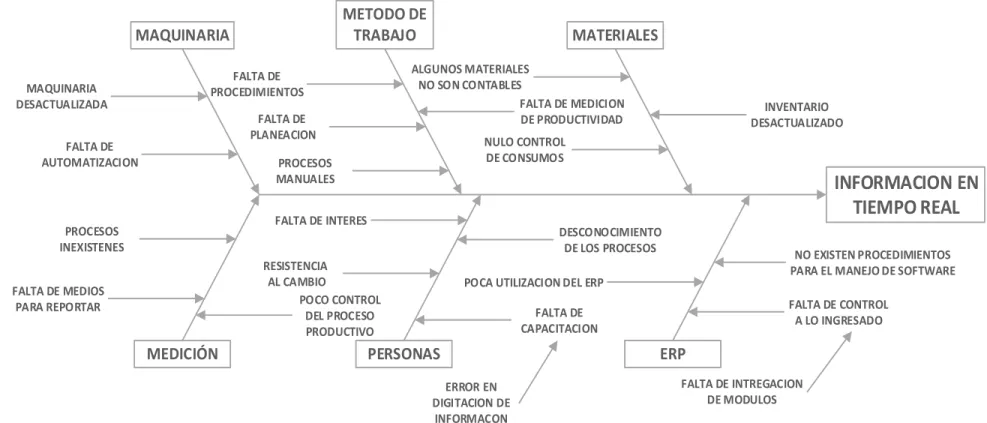
Diagrama causa-efecto
Un diagrama causa-efecto “permite identificar las posibles causas asociadas a un problema (efecto) estructurado según una serie de factores genéricos. Es decir, detectada una no conformidad (efecto), es necesario investigar las causas que la provocan” ( (Guilló, 2000)
Por tanto, este diagrama ayudara a evidenciar cuales son las causas por la cuales la información suministrada al ERP no es confiable y de qué manera se pueden mejorar estos procesos.
En el diagrama del grafico 4, se tiene identifican varios segmentos que influyen en la falta de información en tiempo real, y que afectan en cierto grado, que el proceso de recolección de datos, control de proceso, y digitación de la información se realicen de manera equivocada, estos segmentos son, materiales, ERP, personal, método de trabajo, medición y maquinaria. Como principales causas se encuentran ERP, personal, y método de trabajo, y como secundarias, medición, maquinaria y materiales.
28
terminen acostumbrándose al trabajo que llevan los más antiguos a quienes se les nota poco interés por hacer un cambio para medir la productividad porque piensan que es una forma de que les exijan más; mientras tanto, las personas que manejan el ERP, son personal poco capacitado, que no conoce las repercusiones que lleva la mala digitación de información.
En la compañía, han existido proyectos para medir la productividad de los procesos, pero la falta de medios, ha hecho que estos se caigan porque los operarios no tienen como seguir reportando su día a día, es por esta razón que ya no creen en un cambio. La maquinaria utilizada es un poco antigua, algunas de estas están en planta desde que la empresa empezó su producción, por tanto, ninguna de estas herramientas guarda información del proceso para el cual son utilizadas, todo depende de la información suministrada por el operario. Los métodos de trabajo, es otro de las principales causales de que la información sea errónea, y es porque, no existe ninguna clase de planeación y control en la producción, no se tiene un dato real de cuanto se demora un producto desde que inicia su producción hasta que se entrega; tampoco, se tienen procedimientos claros sobre a qué tiene que darle prioridad, y en qué orden hacerlo.
29
Fuente el autor, 2019
INFORMACION EN
TIEMPO REAL
ALGUNOS MATERIALESNO SON CONTABLES
INVENTARIO DESACTUALIZADO
RESISTENCIA AL CAMBIO
FALTA DE CAPACITACION
DESCONOCIMIENTO DE LOS PROCESOS MAQUINARIA
DESACTUALIZADA
POCA UTILIZACION DEL ERP
FALTA DE CONTROL A LO INGRESADO
NO EXISTEN PROCEDIMIENTOS PARA EL MANEJO DE SOFTWARE PROCESOS
INEXISTENES
NULO CONTROL DE CONSUMOS FALTA DE
PROCEDIMIENTOS
FALTA DE MEDICION DE PRODUCTIVIDAD
FALTA DE MEDIOS PARA REPORTAR
FALTA DE INTERES
POCO CONTROL DEL PROCESO PRODUCTIVO FALTA DE
PLANEACION FALTA DE
AUTOMATIZACION PROCESOS
30
3.7. RESUMEN DIAGNÓSTICO
Con todo lo anterior, se puede diagnosticar que la empresa tiene diferentes errores operativos, desde el manejo de recursos, hasta el manejo de la información; el control de los consolidados de producción es casi nulo, dado que el jefe de planta, solo se preocupa por cumplir con los pedidos de los clientes, y los demás productos solicitados como lo son para stock, inventario de tiendas nacionales y de la ciudad, pueden durar hasta 4 meses en proceso, igualmente, el ingreso de unidades por más de una ocasión, haciendo que el inventario manejado en siesa no sea real, crea dificultades al momento de hacer inventarios, esto sucede, porque el documento EPT, no tiene ninguna restricción para poder ingresar productos cada vez que el jefe de planta lo solicite. Otro problema identificado, es el poco control que se tiene sobre los operarios, ya que estos no reportan ningún tipo de tiempo, o recurso utilizado en su proceso productivo, y es el jefe de planta quien tiene el control de esto, al ser mas de 60 operarios, es casi imposible tener el control de los que hacen, además como se pudo observar en el diagrama ANSI (Figura 7), en donde se representa el flujo de proceso productivo, este no contiene tiempos ni distancias, ya que en este trabajo no se está midiendo ninguna operación, pero, se puede observar que los procesos internos son muy manuales, los operarios tienen que comunicarle al jefe de planta que ya terminaron su proceso, para que le asigne un nuevo trabajo (producto), y definir quién va a realizar el siguiente proceso.
31
4. PROPUESTA
Este proyecto como parte de la planeación estratégica de la empresa, que tiene como proyección aumentar sus ventas en un 150% para los próximos 3 años, para esto la compañía va a contar con un sistema de información con la que puede controlar los procesos en tiempo real. Para el desarrollo y la implementación del módulo de manufactura se realizaron varias validaciones donde se encontraron ciertas fallas en diferentes procesos que tuvieron que ser revisados y reestructurados para dar inicio a la etapa de implementación.
4.1. DESARROLLO
Una vez evidenciadas las falencias en los procesos de la compañía, se asignaron fechas para cada una de las tareas a realizar para dar con el cumplimiento del tiempo establecido para terminar el proyecto de manufactura.
4.1.1. Preliminares
Antes de comenzar con el cargue de información, primero, se debe verificar algunos parámetros de los ítems creados, creación de instalaciones, y realizar un inventario físico en la bodega de materias primas, las tareas de esta etapa se muestran en el cuadro 7.
▪ Instalaciones
Una instalación tiene como objetivo manejar un mismo costo en todas las bodegas asociadas, es decir, es un grupo de bodegas que van a promediar los costos de los productos que ingresen o salgan de estas.
Para el proyecto de manufactura se definió lo siguiente:
Instalación: 040 (Código asignado a gusto) Descripción: Producción
Centro de Operación: 040
32 Figura 11 Instalación producción
Figura 12 Bodega tapicería
Fuente, Siesa Enterprise
De esta manera se tiene definida la instalación con la que se trabajara en el proyecto de manufactura, se tendrán 3 bodegas donde se manejara las MP para consumos, ingresaran las compras e importaciones y se cargaran los productos terminados.
• Bodegas
Una vez creadas las instalaciones, se crean las bodegas que tendrán actividad en el proyecto de manufactura, estas se definen a continuación:
• Bodega producto terminado tapicería
Bodega: 040 Instalación: 040-Producción C.O.: 040-Producción
Características:
▪ Controla existencias
▪ Múltiples Ubicaciones
▪ Considerable MRP
▪ Permite facturación desde esta bodega
33 Cuadro 77 Preliminares
Fuente, el autor
El cronograma completo se puede ver en los anexos.
SEMANA 1 SEMANA 2 SEMANA 3
SEMANA
4 SEMANA 1 SEMANA 2
PRELIMINARES
Requisitos Previos
Definición instalación producción
Revisión estructura e instalaciones de las bodegas afectadas en manufactura
Revisión ítems de materia prima en el comercial
Validación inventario físico materias primas e insumos (conteos) Validación creación de ítems con unidades de medidas correctas en siesa Conversiones de unidades de medida según el consumo de manufactura Actualización pesos, volumen y conversiones unidades de medida
Creación bodega inventario materia prima e insumos
Creación bodega consumos materia prima e insumos
Cargue y/o validación inventarios materias primas e insumos
Reasignación inventario MP e insumos nueva bodega
Marcación de los ítems como productos manufacturados
Marcación ítems materias primas como productos de compra y manufactura Ingreso parámetros de control ítems manufactura (planificador, comprador,
stock seguridad, tiempo de reposición, stock mínimo, días planeación, tipo
34
Figura 13 Bodega consumo MP e insumos producción
Figura 14 Bodega materias primas e insumos producción
• Bodega Consumo mp e insumos Producción
Bodega: 043
Instalación: 040-Producción C.O.: 040-Producción
Características:
▪ Controla existencias
▪ Múltiples Ubicaciones
▪ Considerable MRP
Fuente, Siesa Enterprise
• Bodega materias primas e insumos Producción
Bodega 003: Instalación 040: Producción C.O 040: Producción
Características:
▪ Controla existencias
▪ Múltiples Ubicaciones
▪ Considerable MRP
Fuente, Siesa Enterprise
35
de entradas, salidas y stock de inventario, también, manejan múltiples ubicaciones y son considerables para MRP.
• Ítems materia prima
Para los ítems utilizados como materia prima e insumos, se revisaron las unidades de medida con las que estaban creados, se configuraron los parámetros de planeación de tal manera que quedaran compatibles para el módulo de manufactura.
Los ítems en el ERP son creados con un código único, para este caso, toda materia prima e insumo inicia con las letras MP, seguidas de 4 dígitos del 0 al 9.
Figura 15 Ítems
Fuente, Siesa Enterprise
36 Figura 16 Ítems, instalaciones-generales
Fuente, Siesa Enterprise
En el erp, se pueden utilizar dos unidades de medida, una con la que se adquiere el producto mediante compra, producción o importación, y otra con la que se despacha de la bodega mediante una venta o traslado, es importante porque la unidad de inventario será la utilizada para los consumos de producción.
Figura 17 Ítems, instalaciones-planeación
37
• Parámetros de planeación
Son otra parte importante en la creación de un ítem, en este caso, materias primas e insumos, toda referencia creada debe tener un planificador y un comprador, para identificar quien es el responsable de solicitar el producto y quien debe comprarlo, también, tiene una opción para manejar los días de horizonte para la planeación es decir, que el ítem está en condiciones de alertar cuando no tenga stock suficiente para suplir los próximos x días que se le asignen, otra opción que tiene para alertar el agotamiento de inventario es Stock de seguridad estático, con esta opción, cuando el inventario de ese producto llegue a 100 (figura 17), el sistema enviara una orden de compra (configurable) para adquirir el producto y se le puede asignar el tiempo de respuesta que tiene el proveedor para reestablecer el inventario.
El ítem tiene la opción de elegir entre dos tipos de demanda, para este caso se le asigno la suma de pronósticos y pedidos, para el actual proyecto no se tendrá contemplado los pronósticos y solo se trabajó con los pedidos establecidos por la demanda.
Por último, se le asigno un formulador quien será el encargado de determinar la cantidad necesaria de ese ítem para la producción, y la bodega asignada, es decir, desde que bodega se va a consumir este producto para los procesos de producción (reportes), ver figura 18.
Figura 18 Ítems, instalaciones-Formulación
38 Figura 19 Herramientas
Fecha Corte de madera Corte de tela Costura Ensamble
Corte de espuma y lienzo
Espumado Tapizado Empaque Cantidad Total
Promedio
Observaciones: Dibujo
Producto: Revisado:
FORMATO REGISTRO DE TIEMPOS
Código: PRT-FOR-01-7
Fecha de vigencia: 09-10-2018
Página 1 de 1
Versión: 00
OPENUEVO INVERSIONES
S.A.S
4.1.2. Levantamientos tiempos de producción
Para el proyecto de manufactura, se contó con dos personas para el levantamiento de los tiempos por procesos, estos tiempos fueron tomados en planta, por parte de la gerencia se dio la orden de tomar 10 tiempos por cada proceso-ítem, y hallar un estándar, a continuación, se muestra un resumen de la metodología trabajada:
• Herramienta utilizada
Cronómetro Casio HS-80TW Notebook Toshiba Satellite U940
Fuente: MercadoLibre
• Formato
Cuadro 88 Formato registro de tiempos
Fuente, Openuevo Inversiones SAS
39
A continuación, se muestra un ejemplo de la toma de tiempos de un producto y su resultado por cada operación.
Tabla 9 tabulación tiempos
Fuente, El autor
Como se puede observar en la tabla 9, hay 10 tiempos de un sofacama falk, estos fueron promediados, y el valor de dicho resultado, se tomaron para ser ingresados como tiempo estándar en el sistema (tiempo de ejecución), para esta primera fase de manufactura que es el desarrollo y la implementación, los tiempos serán monitoreados y corregidos a partir que se empiecen a registrar directamente en el sistema, este dato solo va a ser una referencia.
4.1.3. Explosión de materiales
Es necesario conocer cuáles son los requerimientos de materiales por cada uno de los productos que se van a cargar en el módulo de manufactura, por tanto una de las tareas que se realizó en planta fue el levantamiento de la lista de materiales por referencia, a medida que se iban tomando los tiempos, el operario iba llenando un formato indicando la cantidad de materia prima consumida en el proceso, este ejercicio se hizo solo una vez por cada producto y esta se definió como la cantidad estándar inicial.
Como se puede ver en el cuadro 9, hay un formato, donde se tiene el listado de materias primas posibles que puede tener un producto en su requerimiento, cada uno de los MP, tiene la unidad de medida de inventario, es decir, como se mencionó anteriormente, con la que se almacena y se consume, en el caso de las espumas, estas pueden ser anotadas en kg, en caso tal de que el operario no pueda sacar una medida por lamina, esta se puede convertir de kg a lámina, cada operario llena la cantidad estimada de lo que se gastó en la operación. Ahora, para cada producto que se desarrolla, el desarrollador de producto es quien determina cual es la cantidad de material necesaria
Fecha Corte de madera Corte de tela Costura Ensamble Corte de
espuma y lienzo Espumado Tapizado Empaque TOTAL
8/01/2019 02:54 01:55 02:46 03:06 00:39 03:05 05:01 00:14 19:40
16/01/2019 02:43 02:05 02:32 03:01 00:53 03:02 05:09 00:11 19:36
30/01/2019 02:52 01:40 02:31 02:58 01:05 03:01 05:10 00:16 19:33
1/02/2019 02:44 01:40 02:14 02:58 00:34 03:19 04:45 00:18 18:32
8/02/2019 02:47 01:48 02:46 03:00 00:47 03:00 05:11 00:15 19:34
20/02/2019 02:59 01:57 02:31 02:57 00:46 03:12 05:07 00:18 19:47
28/02/2019 02:44 01:55 02:34 03:12 00:35 03:09 04:50 00:11 19:10
11/03/2019 02:53 02:04 02:49 02:49 00:40 03:10 05:15 00:17 19:57
18/03/2019 03:00 01:54 02:48 02:51 01:08 03:13 04:59 00:13 20:06
29/03/2019 03:14 02:16 02:24 02:48 00:58 03:18 04:44 00:15 19:57
40
FECHA:
ANCHO : ALTO : FO NDO :
CÓDIGO MATERIAL PESO Kg UNIDAD CANTIDAD
MP3597 Espuma Blanca x2-D20 Und
MP3700 Espuma Rosada x3-D26 Und
MP3698 Espuma Rosada x5-D26. Und
MP3413 Espuma Rosada x6-D26. Und
MP3598 Espuma Rosada x8-D26. Und
MP3603 Espuma Rosada x9-D26. Und
MP3599 Espuma Rosada x4-D26. Und
MP3302 Espuma Gris x5-D26 Und
MP3413 Espuma Gris x6-D26. Und
MP3602 Espuma Gris x8-D26. Und
Total consumo en Kg
MP3710 Mts MP3711 Mts MP3074 Mts MP3075 Mts MP3076 Mts MP3076 Mts MP2519 Kg MP3685 Rll MP3686 Rll MP3099 Rll MP2630 Mts MP1501 Kg MP3613 Und MP2414 Caja MP2415 Caja MP3673 Und MP3674 Und MP0074 Und
P ESO :
Madera 1.5 Cm ( Tabla 300x20x15) Casquetes N° 36
Madera 1.0 Cm ( Tabla 300x20x10) Grapa Plástica H2048-3
Grapa 8010-3
Grapa 155/38
P RO DUCTO : TIP O DE MADERA -ESTRUCTURA:
DIMENSIO NES Mts NO MBRE DE ENCARGADO :
Código: PRT-FOR-01-8
Fecha de vigencia: 09-10-2019
Página 1 de 1
Versión: 00 CARGO :
FORMATO
EXPLOSIÓN DE MATERIALES
Lona Blanca 50 Gram X 140 Imp Lona Blanca 50 Gram X 160 Imp
Bolan Negro 90 Gramos X 240 Ancho Nal Bolan Blanco 50 Gramos X 240 Ancho Nal
Guata De 160Cm 180Gr Guata De 160Cm 180Gr
Siliconado Fibers F-3 X Kilo
Resorte Nosag H2042-3 Velcro Macho - 5Mm Velcro Hembra - 5Mm
Cincha De Caucho X Rll Nac
Cincha Elastica 47Mm G2-3 Rollo X 100Mts
OPENUEVO INVERSIONES
S.A.S
41 MP3114 Und MP3115 Und MP3116 Und MP3113 Und MP2064 Und MP2074 Und MP0390 Und MP2129 Und MP3611 Und MP5821 Und MP5819 Und MP0761 Und MP0751 Und MP0707 Rollo MP0708 Rollo MP2550 Und MP2552 Und MP1376 Und MP3618 Und
Calibre 10 Mts
Calibre 40 Mts
Ref: Mts Ref: Mts MP0639 Gl MP0710 Gl Tela 1 Tela 2 Pegante Colbon
Cremallera perro negro 50 cm Cremallera 60cm blanca
Cola de rata negro Mecanismo ref. hf-011
Carros cremallera - negros Carros cremallera - blancos
Hilo Hilo
Pata a-028-3 sofa legs 115*115 h50mm Pata sl-455/a-050-3 l-200mm
Pata miami
Tornillo autoperforante 6x1-1/4"
Tornillo autoperforante 6x2"
Tornillo autoperforante 6x3"
Tornillo autoperforante 6x1-1/2"
Tornillo 1/4x2" hexagonal
Tornillo 1/4x2"1/2 hexagonal
Arandela plana hierr 1/4 ref.arahr003185
Tuerca 1/4 t-nut screw iron
Cola de rata blanco
Pata metalica h:80mm tubular
Fuente, Openuevo Inversiones SAS
4.1.4. Levantamiento de rutas
Para este proyecto se definió una sola ruta de proceso, ya que en el 99% de los productos que se fabrican en la planta de tapicería, tienen el mismo flujo de proceso, estos son las operaciones por los que pasan todos los productos trabajados:
o Corte de madera o Ensamble
o Espumado o Tapizado
o Empaque
o Corte de espuma y lienzo o Costura
42
Figura 20 Proceso productivo planta tapicería
Corte de madera
Corte de espuma y lienzo
Ensamble
Corte de tela
Espumado
Costura
Tapizado Empaque
Fuente, El autor
Como se puede observar en la figura 20, se tienen 3 proceso iniciales, Corte de madera, corte de tela, y corte de espuma y lienzo.
Corte de madera: En este proceso, se abre la madera en unos anchos y largos determinados por el mueble a producir, en los productos que llevan curvas, se pasa por una sierra sin fin, para darle este aspecto.
Corte de espuma y lienzo: En este proceso, se corta la espuma y el lienzo a la medida
requerida por el producto.
Corte de tela: Corte de tela es uno de los procesos iniciales, en este se usan moldes para
dibujar sobre el tendido, y luego cortarlo con una sierra circular, de esta manera salen las piezas para su posterior proceso.
Una vez finalizados los procesos iniciales, siguen dos operaciones críticas para la calidad del producto, ensamble y costura.
Ensamble: Una vez terminado el proceso de corte de madera, se continua con el proceso de
ensamble, aquí, se arma la estructura del sofá, es un proceso de gran importancia porque de este depende la estabilidad del producto.
Costura: Las piezas resultantes del corte de tela, y el lienzo, se confeccionan de tal manera
que el resultado sea el forro del producto, esta es la operación que más tiempo demanda en producción.