Propuesta de un modelo de Rescheduling en ambientes flow shop para la minimización del tiempo promedio de flujo en condiciones estocásticas
76
0
0
Texto completo
(2) 2. Propuesta de un modelo de rescheduling en ambientes flow shop para la minimización del tiempo promedio de flujo en condiciones estocásticas. Cristian Camilo Huertas Huertas Código: 20131015016. Johana Guzmán Ruiz Código: 20131015022. Trabajo de monografía para optar al título de Ingeniero Industrial. Director P. PhD. Jairo Humberto Torres Acosta. Universidad Distrital Francisco José de Caldas Facultad de Ingeniería Bogotá, D.C 2018.
(3) 3. Título en español Propuesta de un modelo de rescheduling en ambientes flow shop para la minimización del tiempo promedio de flujo en condiciones estocásticas Title in english Proposal of a rescheduling model for minimizing the mean flow time for stochastic flow shop Resumen: El problema de scheduling en el sistema productivo flow shop ha sido ampliamente estudiado desde la perspectiva estática y determinística, en este proyecto se pretende dar frente a la complejidad e incertidumbre inminente del entorno productivo, a partir de un modelo de rescheduling en respuesta a interrupciones inesperadas relacionadas con el arribo de nuevos trabajos y tiempos de procesamiento de carácter estocástico. Se hace uso de un algoritmo genético con el objetivo de minimizar el valor esperado del tiempo promedio de flujo. Como resultado se obtienen soluciones apropiadas en comparación con técnicas tradicionales basadas en reglas de despacho. Abstract: The flow shop scheduling problem has been widely studied from the static and deterministic perspective, in this project it is intended to face the imminent complexity and uncertainty of the productive environment, from a rescheduling model in response to unexpected interruptions related to the arrival of new jobs and stochastic processing times. A genetic algorithm is used in order to minimize the expected value of the mean flow time. As a result, appropriate solutions are obtained in comparison with traditional techniques based on dispatch rules. Palabras clave: Rescheduling, flow shop, dinámico, estocástico, algoritmos genéticos. Keywords: Rescheduling, flow shop, dynamic, stochastic, genetic algorithms..
(4) 4. Nota de aceptación Trabajo de monografía. Jurado. Director P. PhD. Jairo Humberto Torres Acosta Bogotá, D.C., 2018.
(5) 5. DEDICATORIA A mis padres por dármelo todo, por enseñarme todo lo que soy y lo que seré, por la paciencia y comprensión, y por su apoyo incondicional. A mi hermana Lumy por ser mi ejemplo a seguir, por cada una de sus palabras y por escucharme. A Johana porque no existe una compañera mejor, por su disciplina y apoyo, por cada una de las horas detrás de este proyecto y por no rendirse jamás en este camino que emprendemos. A mi alma mater, la Universidad Distrital y todos sus docentes, por su exigencia, por no conformarse con formar profesionales sino personas íntegras, por ser una guía en este proyecto, por llevar al máximo nuestras capacidades y prepararnos para construir una sociedad más armoniosa. Cristian Camilo Huertas Huertas A mis padres por motivarme siempre a dar lo mejor de mí y no rendirme ante las dificultades, por ser ejemplo de tenacidad, perseverancia y dedicación, por enseñarme que con disciplina y amor es posible alcanzar todo aquello que soñamos; a mi hermana Paula por sus consejos y apoyo incondicional, por motivarme a finalizar exitosamente lo que me propongo, a mi hermano Zamoel, de quien espero ser un ejemplo a seguir. A Cristian Camilo por emprender este proyecto a mi lado, por la dedicación y entrega al quehacer académico, por su apoyo infalible personal y profesionalmente, por ser ejemplo de superación constante y motivarme a ser mejor día tras día. A mis docentes, quienes contribuyeron a mi crecimiento académico y me enseñaron a no conformarme con lo aprendido en un aula de clase. Johana Guzmán Ruiz.
(6) 6. “As far as the laws of mathematics refer to reality, they are not certain, as far as they are certain, they do not refer to reality.” Albert Einstein.
(7) 7. Tabla de contenido Índice de tablas ................................................................................................................... 10 Índice de figuras ................................................................................................................. 11 Formulación del problema ................................................................................................ 12 1.. 2.. 3.. Problema ................................................................................................................. 12 1.1.. Descripción del problema .................................................................................. 12. 1.2.. Justificación ....................................................................................................... 13. 1.3.. Delimitación del problema................................................................................. 14. 1.4.. Planteamiento del problema............................................................................... 14. 1.5.. Hipótesis de la investigación ............................................................................. 14. 1.6.. Pregunta de la investigación .............................................................................. 15. 1.7.. Variables de la investigación ............................................................................. 15. 1.8.. Tipo de investigación ......................................................................................... 15. Objetivos ................................................................................................................. 16 2.1.. Objetivo general ................................................................................................. 16. 2.2.. Objetivos específicos ......................................................................................... 16. Metodología ............................................................................................................ 16 3.1.. Diseño metodológico ......................................................................................... 17. Marco Conceptual .............................................................................................................. 19 4.. 5.. Sistemas productivos .............................................................................................. 19 4.1.. Máquina única.................................................................................................... 19. 4.2.. Máquinas paralelas ............................................................................................ 19. 4.3.. Flow Shop .......................................................................................................... 20. 4.4.. Job Shop............................................................................................................. 20. 4.5.. Open Shop.......................................................................................................... 20. Programación de tareas ......................................................................................... 22 5.1.. Problema de scheduling ..................................................................................... 23. 5.1.1.. Ambiente productivo .................................................................................. 23. 5.1.2.. Características del trabajo........................................................................... 24. 5.1.3.. Criterio de optimalidad ............................................................................... 25.
(8) 8. 5.1.4.. Características de los problemas de scheduling ......................................... 27. Marco Teórico .................................................................................................................... 28 6.. Problema de rescheduling ..................................................................................... 28. 7.. Antecedentes ........................................................................................................... 31. 8.. Algoritmos genéticos .............................................................................................. 36. 9.. Heurísticas para la solución del problema de scheduling en flow shop ............ 39 9.1.. Heurística Palmer............................................................................................... 39. 9.2.. Heurística Gupta ................................................................................................ 40. 9.3.. Heurística CDS .................................................................................................. 40. Desarrollo del proyecto ...................................................................................................... 42 10.. Emulación de la información del sistema productivo ...................................... 42. 10.1.. Tiempos de procesamiento estocásticos......................................................... 43. 10.2.. Tiempos entre arribos..................................................................................... 46. 11.. Política de rescheduling ...................................................................................... 47. 11.1.. Justificación de costos .................................................................................... 49. 11.2.. Resultados ...................................................................................................... 50. 12.. Algoritmo genético............................................................................................... 51. 12.1.. Población inicial y representación de cromosoma ......................................... 51. 12.2.. Función fitness ............................................................................................... 52. 12.3.. Mecanismo de selección ................................................................................ 52. 12.4.. Operadores genéticos ..................................................................................... 53. 12.4.1.. Mecanismo de cruce ............................................................................... 53. 12.4.2.. Mecanismo de mutación ......................................................................... 54. 12.5.. Pseudocódigo y diagrama de flujo ................................................................. 54. Resultados obtenidos .......................................................................................................... 58 Conclusiones ....................................................................................................................... 66 Trabajo Futuro ................................................................................................................... 67 Referencias .......................................................................................................................... 68 Anexos ................................................................................................................................. 71 Anexo 1. Función de costo de la política de rescheduling para el problema 𝒏 × 𝒎 . 71.
(9) 9. Anexo 2. Mejor secuencia para cada tamaño de problema en el modelo de rescheduling propuesto vs fifo ....................................................................................... 73.
(10) 10. Índice de tablas Tabla 1. Diseño metodológico por etapas ............................................................................ 17 Tabla 2. Ambientes productivos en scheduling ................................................................... 24 Tabla 3. Criterios de optimalidad en scheduling.................................................................. 25 Tabla 4. Marco de referencia en el problema de rescheduling ............................................ 30 Tabla 5. Referencias destacadas para la solución del problema de rescheduling ................ 33 Tabla 6. Escenarios de posibles soluciones para el algoritmo CDS .................................... 41 Tabla 7. Clases de variabilidad ............................................................................................ 45 Tabla 8. Resumen instancias factores de rescheduling ........................................................ 47 Tabla 9. Resultados política de rescheduling propuesta ...................................................... 50 Tabla 10. Pseudocódigo del algoritmo genético propuesto ................................................. 55 Tabla 11. Resultados de función fitness por instancia y réplica - Modelo de rescheduling reactivo fifo........................................................................................................................... 58 Tabla 12. Resumen estadístico por instancia - Modelo de rescheduling reactivo fifo ......... 59 Tabla 13. Resultados de función fitness por instancia y réplica - Modelo de rescheduling propuesto .............................................................................................................................. 59 Tabla 14. Resumen estadístico por instancia – Modelo de rescheduling propuesto............ 60 Tabla 15. Variación en función objetivo y auxiliar del modelo de rescheduling propuesto vs modelo reactivo fifo.............................................................................................................. 63 Tabla 16. Análisis de variabilidad modelo de rescheduling propuesto vs modelo reactivo fifo .............................................................................................................................................. 65.
(11) 11. Índice de figuras Figura 1. Esquema operativo sistemas productivos ............................................................. 21 Figura 2. Proceso de planeación de la producción ............................................................... 22 Figura 3. Estructura general de los algoritmos genéticos .................................................... 38 Figura 4. Impacto de los tiempos de procesamiento estocásticos en un schedule ............... 43 Figura 5. Tiempos de procesamiento lognormales con variabilidad media baja ................. 45 Figura 6. Política de rescheduling propuesta para el tamaño de problema 100 x 20 ........... 51 Figura 7. Representación de cromosoma en un problema flow shop de 5 x 3 ..................... 51 Figura 8. Operador cruce de dos puntos versión I ............................................................... 53 Figura 9. Operador de mutación shift................................................................................... 54 Figura 10. Diagrama de flujo algoritmo genético propuesto ............................................... 57 Figura 11. Resultados de función fitness para el problema de rescheduling 20 x m – fifo vs propuesta .............................................................................................................................. 60 Figura 12. Resultados de función fitness para el problema de rescheduling 50 x m – fifo vs propuesta .............................................................................................................................. 61 Figura 13. Resultados de función fitness para el problema de rescheduling 100 x m – fifo vs propuesta .............................................................................................................................. 61 Figura 14. Resultados de función fitness para el problema de rescheduling 200 x m – fifo vs propuesta .............................................................................................................................. 62 Figura 15. Resultados de función fitness para el problema de rescheduling 500 x m – fifo vs propuesta .............................................................................................................................. 62 Figura 16. Schedule comparativo modelo de rescheduling propuesto vs modelo de rescheduling fifo para resch_20_5 ....................................................................................... 64.
(12) 12. Formulación del problema 1.. Problema. 1.1. Descripción del problema El problema de la programación de trabajos, conocido como scheduling, consiste en la asignación de un trabajo a uno o más intervalos de tiempo en una o más máquinas, de forma tal, que se cumplan uno o más objetivos, satisfaciendo un conjunto de restricciones. El fin de este proceso, es seleccionar el schedule que provea una medida de desempeño eficiente, de manera que se respeten las restricciones asociadas a los trabajos y las capacidades limitadas de los recursos disponibles. Las medidas utilizadas usualmente son el makespan, asociado a la minimización del máximo tiempo de finalización de los trabajos; el tiempo promedio de flujo – mean flow time y la tardanza o tardiness, asociada a minimizar la tardanza de los trabajos, asociada a su vez con el retraso de los trabajos. El desarrollo del schedule va a depender de la estructura del sistema productivo que se esté tratando, así como el número de trabajos y de estaciones de trabajo o máquinas que constituyen el mismo. En específico, el problema de programación de un sistema flow shop FSSP (Flow Shop Scheduling Problem), consiste en un conjunto de 𝑁 trabajos (1, 2, … , 𝑛) a ser procesados en un conjunto de 𝑀 máquinas (1, 2, … , 𝑚), donde todos los trabajos son procesados secuencialmente en las máquinas bajo el mismo orden. Los modelos más estudiados en el ámbito del scheduling han sido los modelos conocidos como estáticos u off- line, es decir que las características de los trabajos, como el arribo de los mismos, el tiempo de procesamiento o los recursos necesarios, se conocen de antemano y no se modifican durante el proceso. Sin embargo, en los problemas de la industria del mundo real ocurren situaciones inciertas o imprecisas, donde el proceso de toma de decisiones se ve limitado actuando bajo los modelos tradicionales; algunas de las situaciones que pueden presentarse son: fallas en las máquinas o estaciones de trabajo, cambios en la fecha de entrega, cambios en la cantidad o configuración de los recursos, variación en los arribos de trabajos al sistema, variación en la cantidad de operarios en el sistema, entre otros, de manera que no son fácilmente predecibles; cuando estas consideraciones son tomadas en cuenta se obtienen los modelos de scheduling dinámicos u on-line. Obtener soluciones óptimas bajo los planteamientos anteriores, puede resultar difícil dada la complejidad del problema y los requerimientos computacionales para dar solución al mismo, en este sentido la aplicación de técnicas metaheurísticas representa un costo computacional razonable con soluciones cercanas a la óptima. Con el desarrollo de este proyecto, se pretende resolver y dar frente a la complejidad e incertidumbre que se genera en la programación de trabajos, cuando se presentan interrupciones o eventos inesperados de carácter interno y externo, relacionados con arribos aleatorios de nuevos trabajos y tiempos de procesamiento de carácter estocástico, es decir,.
(13) 13. resolver el problema de scheduling estocástico y dinámico a partir de una propuesta de un modelo de rescheduling, donde se modifica el schedule inicial en respuesta a dichas interrupciones. La propuesta será generada a partir de una técnica metaheurística que satisfaga los requerimientos del problema y sea eficiente en términos computacionales; además será desarrollada para un ambiente flow shop, con el objetivo de minimizar el tiempo promedio de flujo de todos los trabajos en el sistema. De acuerdo con la notación de Graham 𝛼|𝛽|𝛾 en relación con la clasificación de los problemas de scheduling, en donde se tiene que 𝛼 describe el entorno de trabajo relacionado con la organización y disposición de los medios de trabajo, 𝛽 hace referencia a las restricciones en los trabajos bajo las que debe modelarse el problema y el campo 𝛾 expresa la(s) medida(s) de desempeño. 1 Para este proyecto el problema se representa como 𝐹𝑚 |𝑟𝑗 , 𝑃𝑖𝑗 | 𝑛 𝐸[ ∑𝑛𝑗 𝐶𝑗 − 𝑟𝑗 ], tal que se desarrollará para un ambiente flow shop con 𝑚 etapas de trabajo; 𝑃𝑖𝑗 representa el comportamiento de los tiempos de procesamiento estocásticos; en relación con las restricciones se observan desarrollos en los referentes revisados, en los que no se tienen en cuenta de manera conjunta las restricciones planteadas para el desarrollo de la propuesta (arribos aleatorios y tiempos de procesamiento). En cuanto al criterio de eficiencia se define el valor esperado del tiempo promedio de flujo o expected value of mean flow time.. 1.2.. Justificación. Generalmente en la literatura el problema de scheduling se considera de tipo estático, es decir que el tiempo de arribo de los trabajos es simultáneo para efectos del desarrollo de la programación. Sin embargo, en los sistemas reales la llegada de trabajos al sistema productivo se da de forma aleatoria, presentando situaciones en las que llegan órdenes de trabajo después de haber iniciado la programación o incluso después de haber determinado la misma; esto implica que la complejidad del problema aumente, y con ello la necesidad de soluciones que se adapten a las condiciones cambiantes del entorno organizacional. En este sentido, el problema de scheduling dinámico, el cual considera, entre otras cosas, el arribo aleatorio de trabajos al sistema productivo requiere la reformulación de la programación establecida inicialmente, con el objetivo de mejorar las medidas de desempeño del schedule, teniendo en cuenta la nueva condición del sistema, e incluso generar un nuevo estado factible de acuerdo con dicha reformulación; este problema se conoce con el nombre de rescheduling. Adicionalmente, las condiciones del sistema productivo como el tiempo de procesamiento de los trabajos se han considerado de tipo determinístico, desconociendo la variabilidad inminente de dichos entornos; favoreciendo el desarrollo del scheduling y la obtención de soluciones a partir de una mirada teórica, pero que en la práctica puede no resultar favorable. El desarrollo de un modelo de rescheduling a partir de una técnica metaheurística, donde se aborde el problema de scheduling dinámico y estocástico en entornos flow shop,.
(14) 14. pretende la obtención de medidas de desempeño más eficientes en comparación con las técnicas basadas en las heurísticas normalmente utilizadas en estos escenarios, respondiendo a la complejidad del problema perteneciente a la clase NP-Complete (No polinomialCompleto) (Garey, Johnson, & Sethi, 1976).. 1.3. Delimitación del problema El modelo propuesto de rescheduling, será aplicado en la programación de trabajos de sistemas productivos tipo flow shop bajo las siguientes características: ▪ Los trabajos son procesados secuencialmente en las máquinas bajo el mismo orden. ▪ Cada trabajo puede ser procesado en una sola máquina a la vez. ▪ Cada máquina puede procesar un solo trabajo a la vez. ▪ Los tiempos entre arribos de los trabajos son de carácter aleatorio. ▪ Los tiempos de procesamiento son de carácter estocástico. ▪ Los trabajos son de carácter non-preemptive, es decir, que no se permiten interrupciones en los mismos una vez iniciado su procesamiento. ▪ Los tiempos de alistamiento serán incluidos al tiempo de procesamiento. ▪ El sistema no considera precedencias en los trabajos. ▪ La medida de desempeño utilizada para evaluar la eficiencia del modelo será el valor esperado del tiempo promedio de flujo – expected value of mean flow time.. 1.4. Planteamiento del problema Proponer un modelo de rescheduling en ambientes flow shop para la minimización del tiempo promedio de flujo en condiciones estocásticas que permita una mejor representación de los sistemas productivos reales y la debida solución a problemas complejos.. 1.5. Hipótesis de la investigación Por medio de un modelo de rescheduling se solucionará el problema de scheduling dinámico y estocástico en ambientes flow shop, a partir de la definición de una política basada en la función de distribución de probabilidad del arribo de nuevos trabajos al sistema productivo, la cual minimiza el costo total esperado de reprogramación. Se hará uso de algoritmos genéticos como herramienta de solución para la obtención de buenos resultados comparado con políticas de reparación de schedule basadas en reglas de despacho, en términos de eficiencia a partir de la minimización del tiempo promedio de flujo..
(15) 15. 1.6. Pregunta de la investigación ¿Cómo se debe realizar la programación de la producción en un sistema productivo dinámico y estocástico tipo flow shop con el objetivo de minimizar el tiempo promedio de flujo?. 1.7. Variables de la investigación ▪ Tiempos entre arribos Al tratarse de un problema de scheduling dinámico, se debe analizar cada cuanto arriba un trabajo al sistema productivo, este comportamiento se describe a partir de una función de distribución de probabilidad.. ▪ Tiempos de procesamiento Describen los tiempos requeridos por unidad productiva para atender un trabajo, son descritos a partir de una función de distribución de probabilidad, dado que se trata de un problema de scheduling estocástico.. ▪ Cantidad de puntos de rescheduling Corresponde al número de veces que se reprogramará la producción dentro de un intervalo de tiempo determinado. Su cálculo corresponde a una propuesta dentro de esta investigación.. ▪ Valor esperado del tiempo promedio de flujo Esta variable será utilizada como medida de desempeño de la eficiencia del modelo propuesto; corresponde al valor esperado del tiempo promedio de flujo de los trabajos y se obtiene a partir del cociente entre la sumatoria del tiempo de flujo de todos los trabajos y el número total de trabajos procesados, el tiempo de flujo de cada trabajo se mide a partir de la diferencia entre su tiempo de finalización y de liberación (release date) al sistema productivo.. 1.8. Tipo de investigación El planteamiento de un modelo de rescheduling en ambientes flow shop no solo sigue un tipo de investigación, sino que por el contrario mantiene características propias de varias de éstas. Inicialmente la investigación se considera de tipo descriptiva en tanto que este proyecto busca desarrollar una correcta representación de un problema de programación de trabajos en un taller de flujo de la vida real, identificando cada una de sus características dinámicas y estocásticas. Por otra parte, este estudio también es de tipo exploratorio, puesto que plantea su hipótesis sobre eventos desconocidos o poco tratados como lo es el rescheduling en flow shop, el cual tiene en cuenta tiempos de procesamiento estocásticos,.
(16) 16. arribos de nuevos trabajos y una medición de la eficiencia a través del valor esperado del tiempo promedio de flujo.. 2.. Objetivos. 2.1.. Objetivo general. Proponer la estructura de un modelo que resuelve el problema de rescheduling en sistemas flow shop minimizando el tiempo promedio de flujo.. 2.2.. Objetivos específicos ▪ ▪ ▪ ▪ ▪ ▪. 3.. Caracterizar el sistema flow shop y el problema general de la programación de trabajos. Determinar el sistema de información de un sistema productivo sujeto a condiciones de complejidad. Caracterizar el problema de rescheduling en flow shop en ambientes estocásticos. Formular la estructura del modelo que permita la solución del problema de rescheduling. Desarrollar una herramienta algorítmica que permita la verificación empírica del modelo propuesto. Evaluar el desempeño del modelo propuesto mediante la comparación con un modelo sin rescheduling.. Metodología. Fase 1: Análisis del estado del arte de los problemas de scheduling y su caracterización (ambientes productivos, número de máquinas, condiciones especiales, entre otros). El marco de acción de este proyecto va de lo general a lo particular identificando elementos clave que componen los problemas de scheduling y que sean de particular interés para este proyecto, como lo son los tiempos de procesamiento estocásticos y restricciones en las fechas de liberación de las órdenes. Fase 2: Descripción de las metodologías que resuelven problemas NP-Complete, en específico el problema de rescheduling en ambientes flow shop, lo que permite la comparación y verificación con el algoritmo propuesto; dichas metodologías surgirán desde luego de un análisis de la literatura. Fase 3: Formulación de un algoritmo que resuelva el problema de rescheduling, con base en la revisión de la literatura y asesoría de expertos en scheduling de la Universidad Distrital Francisco José de Caldas. Dicha formulación permitirá la ejecución del algoritmo utilizando una herramienta computacional..
(17) 17. Obtenidos los resultados y medidas de desempeño de la ejecución del algoritmo propuesto será posible la evaluación del mismo con respecto a metodologías de referencia.. 3.1. Diseño metodológico A continuación, se presenta el desarrollo metodológico que se llevó a cabo en la ejecución del presente proyecto junto con sus herramientas ingenieriles aplicadas: Tabla 1. Diseño metodológico por etapas Objetivo Caracterizar el sistema productivo flow shop y el problema general de programación de tareas. Determinar el sistema de información de un sistema productivo sujeto a condiciones de complejidad Caracterizar el problema de rescheduling en ambientes flow shop Formular la estructura del modelo que permita la solución del problema de rescheduling / Desarrollar una herramienta algorítmica que permita la verificación empírica del modelo propuesto Evaluar el desempeño del modelo propuesto mediante la. Actividad Definir los sistemas de producción, identificando sus características y diferencias Justificar la elección del sistema productivo flow shop para el problema de rescheduling Definir el problema de scheduling Caracterizar el sistema productivo: Tiempos de procesamiento estocásticos, arribos aleatorios y fechas de liberación Emular el sistema de información del sistema productivo Definir el problema de rescheduling Establecer un marco referencial sobre las soluciones al problema de rescheduling Determinar las características del modelo Elaborar la codificación del algoritmo Determinar la metodología a utilizar en la generación del schedule inicial Determinar la función objetivo Establecer variables y parámetros Determinar reglas de despacho que intervienen en el algoritmo. Herramienta a emplear Revisión bibliográfica Procesos tecnológicos Revisión analítica de la bibliografía Revisión bibliográfica Revisión analítica de la bibliografía Revisión de instancias Análisis de sistemas productivos reales Simulación Revisión bibliográfica Matriz comparativa Diagrama de flujo Programación algorítmica Programación algorítmica Programación algorítmica Programación algorítmica Programación algorítmica. Establecer ventana de tiempo de rescheduling. Simulación. Comparar el nivel de complejidad tratado por autores en la revisión del estado del arte con el modelo propuesto. Análisis semántico.
(18) 18. comparación de un modelo sin Comparar la medida de desempeño a través de técnicas sin rescheduling rescheduling Fuente: Elaboración propia. Solución por medio de reglas de despacho.
(19) 19. Marco Conceptual 4.. Sistemas productivos. Los sistemas productivos entorno a los cuales se desenvuelve la programación de trabajos se conocen como ambientes de scheduling y se clasifican de acuerdo con cuatro tipos de información: los trabajos y las operaciones a ser procesadas, el número y tipos de máquinas que comprenden el taller, las disciplinas que restringen la manera en la cual la asignación puede ser dada, y el criterio por el cual un programa sería evaluado (Conway, Maxwell y Miller, 1967). De esta manera se encuentran los siguientes ambientes productivos:. 4.1.. Máquina única. Este sistema se caracteriza por tener una sola máquina y 𝑛 tareas a ser procesadas en ella; los problemas de programación de este tipo han sido ampliamente estudiados en la literatura y se soportan bajo algunos supuestos que se enuncian a continuación: ▪ La máquina está disponible durante el período de programación ▪ La máquina procesa un solo trabajo a la vez ▪ El tiempo de procesamiento de cada trabajo en la máquina es conocido y no depende de trabajos anteriores ▪ El tiempo de procesamiento incluye el tiempo de alistamiento y el tiempo real en máquina ▪ La información relacionada con el trabajo como la fecha de vencimiento y la liberación del trabajo se conocen de antemano ▪ En la programación non-preemptive, los trabajos se finalizan sin interrupción, mientras que en la programación preemptive los trabajos pueden ser removidos de la máquina sin finalizar la operación.. 4.2.. Máquinas paralelas. En este caso se tienen 𝑚 máquinas disponibles del mismo tipo para procesar los trabajos; cada máquina puede procesar un solo trabajo a la vez y se pueden programar de manera simultánea. En este ambiente se presentan dos casos, máquinas idénticas en paralelo o máquinas en paralelo con diferentes velocidades; este tipo de configuraciones son comunes en los sistemas flow shop y job shop de la vida real. Para este problema se deben seleccionar 𝑚 trabajos para ser procesados por las 𝑚 máquinas y luego decidir cuál de los trabajos restantes aún deben completarse para procesar cada vez que una de las 𝑚 máquinas esté disponible para hacerlo..
(20) 20. 4.3.. Flow Shop. El sistema productivo flow shop contiene 𝑚 máquinas diferentes organizadas en serie en donde un grupo de 𝑛 trabajos será procesado. Cada uno de los 𝑛 trabajos requiere 𝑚 operaciones y cada operación será realizada en una máquina separada; el flujo de trabajo es unidireccional, por lo que cada trabajo debe procesarse a través de cada máquina en un orden prescrito dado. En los problemas tipo flow shop se puede presentar producción por lotes o producción continua. La programación en ambientes flow shop se centra frecuentemente en dos decisiones: El orden secuencial de los trabajos que serán procesados en serie por dos o más máquinas y el cronograma de asignaciones de la máquina que identifica el arreglo secuencial de las horas de inicio y finalización en cada máquina para varios trabajos. Las tareas pueden ser procesadas en una de las siguientes formas: ▪ Permutación: Las taras son procesadas por series de 𝑚 máquinas en el mismo orden ▪ No permutación: Las tareas son procesadas por una serie de 𝑚 máquinas en diferente orden Considerando una secuencia arbitraria de los trabajos en cada una de las máquinas, hay (𝑛!)𝑚 posibles programas, planteando así dificultades computacionales (Alharkan, 1997). Una generalización del sistema flow shop y del ambiente de máquinas paralelas, corresponde al flexible flow shop, donde en lugar de 𝑚 máquinas en serie, se tienen 𝑠 etapas en serie conformadas por una cantidad determinada de máquinas en paralelo.. 4.4.. Job Shop. El sistema productivo job shop comprende 𝑚 máquinas y 𝑛 trabajos, los cuales tienen un patrón de flujo específico, en donde cada trabajo tiene su propio enrutamiento para visitar las 𝑚 máquinas (una o más veces); en este caso al igual que en el sistema flow shop se alcanza un número igual a (𝑛!)𝑚 de posibles programas. En este tipo de sistemas se pueden presentar algunas variaciones como lo son el job shop de ensamble, en donde se tienen al menos dos componentes y al menos una operación de ensamble, y el job shop híbrido en donde se presenta el mismo orden de precedencia de las operaciones para algunos trabajos.. 4.5.. Open Shop. En el sistema open shop se tiene un conjunto de 𝑚 máquinas y un conjunto de 𝑛 trabajos, los cuales se componen de 𝑙 operaciones; en este caso el orden de las operaciones no se fija de antemano, por lo que las operaciones de trabajo se pueden procesar en cualquier orden, cada máquina procesa como máximo un trabajo a la vez y cada trabajo se procesa máximo por una máquina..
(21) 21. A continuación, se presenta un esquema operativo donde se encuentran representados los sistemas productivos señalados, así como la ruta que siguen los trabajos de acuerdo con dicha clasificación. Figura 1. Esquema operativo sistemas productivos. Mixed Shop Flow Shop. Flow Shop con máquinas paralelas. Job Shop. Open Shop. Job Shop. Trabajo 1. Trabajo 2. Trabajo 3. Trabajo 4. Trabajo 5. Máquina 1. 11. 21. 31. 41. 51. Máquina 2. 12. 32. 42. 52. Máquina 3. 13. 33. 43. 53. Máquina 4. 14. 34. 44. 54. j, i. 22. 22'. 23. 24. 24'. j, representa el trabajo i, representa la máquina. j, i'. Máquina paralela Ruta que sigue el trabajo j. Máquina única. Ruta alterna que puede seguir el trabajo j (máquinas paralelas). Fuente: Elaboración propia. El esquema operativo presentado en la figura 1 se puede observar como un problema mixed shop, en el cual se pueden tener trabajos que siguen una ruta pre establecida la cual da lugar al sistema productivo flow shop o job shop, o bien, los trabajos pueden seguir una ruta que no está fijada de antemano, por lo cual hace parte del proceso de toma de decisiones.
(22) 22. como lo es el caso del sistema open shop. Adicionalmente se encuentra la representación de máquina única y de máquinas paralelas.. 5.. Programación de tareas. La programación de tareas – scheduling o programación del taller es un proceso para la toma de decisiones dado, generalmente, en ambientes de manufactura e industrias de servicios. Este proceso se ocupa de la asignación de recursos a tareas en determinados periodos de tiempo y su meta es optimizar uno o más objetivos (Pinedo, 2008). En la práctica, este tipo de programación también es denominada control de piso. Dentro de un ambiente de producción este proceso se ubica en el nivel operativo, lo cual permite llevar a cabo las operaciones de la compañía guiadas de una forma eficiente; como tal el proceso de scheduling se enmarca en el proceso de planeación de la producción así: Figura 2. Proceso de planeación de la producción. Planificación de los recursos. Planificación de la producción. Administración de la demanda. Planificación global de capacidad. Programación maestra de producción. Estratégica. Planificación detallada de capacidad. Planificación detallada de materiales. Planes de material y capacidad. Liberación de ordenes. Compras. Programación y control de taller. Control de la actividad de producción. Fuente: (Méndez Giraldo, 2011). Táctica. Operacional.
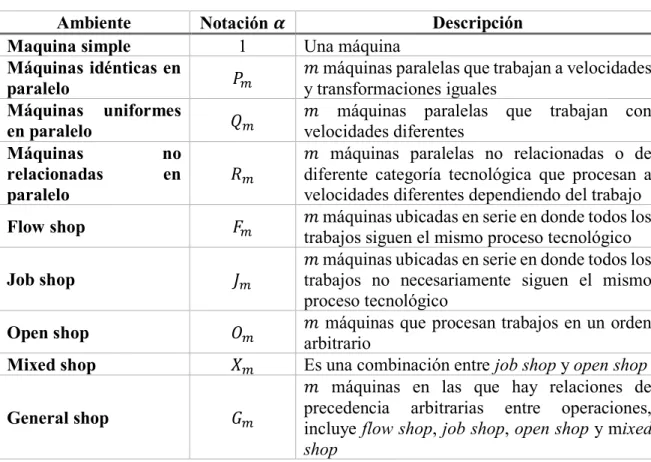
(23) 23. En general, la planeación de la producción inicia con la administración de la demanda la cual implica la utilización de métodos de pronósticos durante un horizonte de planeación determinado. Estos pronósticos determinan las entradas para la planeación agregada que tiene como salida el Plan Agregado de Producción en el cual se determina la fuerza de trabajo para el horizonte de planeación. Posteriormente, dicho plan se traslada al Programa Maestro de Producción (MPS) el cual presenta metas desagregadas de producción e intervalos de tiempo dentro del horizonte de planeación inicial. Así pues, el MPS proporciona las entradas para la construcción de la Planeación de los Requerimientos de Materiales (MRP) el cual satisface metas de producción conforme a determinado inventario de bienes terminados. El resultado del MRP es la liberación de órdenes específicas que se traducen en un conjunto de tareas o planeación detallada que conduce a la programación de piso o scheduling. De esta manera el MRP, o cualquier otro sistema de programación de lotes, recomiendan realizar revisiones periódicas de las órdenes de liberación, lo cual hace que los programas de piso o schedules cambien frecuentemente. (Nahmias, 2007) Como se puede evidenciar, el proceso de scheduling es crucial para el cumplimiento de la función de producción de la compañía, y en general es quien transforma los insumos y materias primas en salidas.. 5.1.. Problema de scheduling. Suponga que 𝑚 maquinas 𝑀𝑖 (𝑖 = 1, … , 𝑚) tienen que procesar 𝑛 tareas o trabajos 𝐽𝑗 (𝑗 = 1, … , 𝑛). Un programa o schedule es la asignación de un trabajo a uno o más intervalos de tiempo en una o más máquinas. Los schedules pueden ser representados como diagramas de Gantt, y estos a su vez pueden ser representados por máquinas o por trabajos. El problema de scheduling trata de encontrar un schedule que satisfaga un conjunto de restricciones. (Brucker, 2007). Es un proceso de toma de decisiones que se refiere a la asignación de recursos limitados a operaciones de trabajos a lo largo del tiempo con el fin de optimizar uno o más objetivos (Sabuncuoglu & Kizilisik, 2003). Los problemas de scheduling son clasificados mediante una notación determinada por Graham (Graham, 1979), la cual utiliza tres campos 𝛼/𝛽/𝛾, en donde 𝛼 especifica el tipo de ambiente de producción identificado en el numeral 1, 𝛽 especifica las características asociadas a los trabajos y 𝛾 denota el criterio de optimalidad. 5.1.1. Ambiente productivo El campo 𝛼 hace referencia al tipo de ambiente productivo del taller y se representan de la siguiente manera:.
(24) 24. Tabla 2. Ambientes productivos en scheduling. Ambiente Maquina simple Máquinas idénticas en paralelo Máquinas uniformes en paralelo Máquinas no relacionadas en paralelo. Notación 𝜶 1 𝑃𝑚 𝑄𝑚 𝑅𝑚. Flow shop. 𝐹𝑚. Job shop. 𝐽𝑚. Open shop. 𝑂𝑚. Mixed shop. 𝑋𝑚. General shop. 𝐺𝑚. Descripción Una máquina 𝑚 máquinas paralelas que trabajan a velocidades y transformaciones iguales 𝑚 máquinas paralelas que trabajan con velocidades diferentes 𝑚 máquinas paralelas no relacionadas o de diferente categoría tecnológica que procesan a velocidades diferentes dependiendo del trabajo 𝑚 máquinas ubicadas en serie en donde todos los trabajos siguen el mismo proceso tecnológico 𝑚 máquinas ubicadas en serie en donde todos los trabajos no necesariamente siguen el mismo proceso tecnológico 𝑚 máquinas que procesan trabajos en un orden arbitrario Es una combinación entre job shop y open shop 𝑚 máquinas en las que hay relaciones de precedencia arbitrarias entre operaciones, incluye flow shop, job shop, open shop y mixed shop. Fuente: Elaboración propia. 5.1.2. Características del trabajo Las características de los trabajos son especificadas en el campo 𝛽 y estipulan una serie de restricciones a la hora de establecer la programación de piso en la compañía. El campo 𝛽 es un conjunto de al menos seis elementos 𝛽1 , 𝛽2 , 𝛽3 , 𝛽4 , 𝛽5 𝑦 𝛽6 que contienen: 𝛽1 indica si la interrupción es permitida, esto significa que el procesamiento de un trabajo puede ser interrumpido y retomado después. Dicha interrupción se da a menudo por liberación de nuevos trabajos, mantenimientos, entre otros. Si la interrupción es permitida 𝛽1 es pmtn que hace referencia a preemption (anglicismo de interrupción), de lo contrario 𝛽1 no toma ningún valor. 𝛽2 hace referencia a relaciones de precedencia entre trabajos, en este caso existe una restricción de precedencia que hace que cierto trabajo 𝑱𝑗 se procese antes que cierto trabajo 𝑱𝑙 lo cual indicaría que 𝛽2 toma valor de prec. 𝛽3 especifica diferentes fechas de liberación para cada trabajo, para lo cual tomaría valor de 𝑟𝑗 . Dado el caso en que 𝑟𝑗 = 0 para todos los trabajos, entonces 𝛽3 no aparece en 𝛽. 𝛽4 evidencia restricciones en los tiempos de procesamiento de los trabajos, así pues, si el campo 𝛽4 muestra 𝑝𝑖𝑗 = 𝐴 esto indicaría que los tiempos de procesamiento de todos los trabajos en todas las máquinas son A unidades de tiempo..
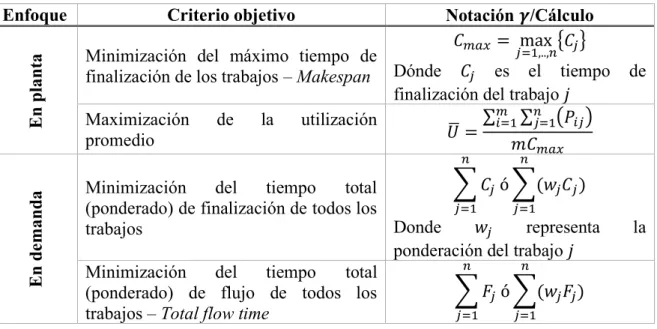
(25) 25. 𝛽5 establece un plazo 𝑑𝑗 para la finalización de cada trabajo, este plazo generalmente se conoce como fecha de entrega. 𝛽6 por su parte establece restricciones en la agrupación de trabajos en lotes. Lo cual indica que un conjunto de trabajos debe ser procesado juntamente en una máquina, para dicha instancia se tendría que el tiempo de finalización de cada trabajo de un lote es igual al tiempo de finalización del lote. Existen dos tipos de problemas de lote, denotados por p-batching problem y s-batching problem. Para el p-batching problem la duración del lote en producción es igual al máximo de los tiempos de procesamiento de todos los trabajos al interior del lote, mientras que en el s-batching problem es igual a la suma de los tiempos de procesamiento de todos los trabajos al interior del lote. Para este caso 𝛽6 puede ser p-batch o s-batch. (Brucker, 2007) 5.1.3. Criterio de optimalidad Los criterios de optimalidad están asociados con la toma de decisiones dentro del sistema productivo y dicha toma de decisiones se puede enfocar en dos grandes grupos, sin ser necesariamente mutuamente excluyentes, los cuales son: ▪ Enfoque en planta: Hace referencia a la utilización eficiente de los recursos productivos como lo son máquinas, operarios, equipos, espacio, entre otros. ▪ Enfoque en demanda: Los programas irán adecuados a favorecer una rápida respuesta a la demanda, y en algunos casos, ha de ser necesario satisfacer fechas de entrega o plazos. A continuación, se relacionan algunos de los criterios más comunes por grupo de toma de decisiones con su respectiva notación y significado: Tabla 3. Criterios de optimalidad en scheduling. En planta. Enfoque. Criterio objetivo. Notación 𝜸/Cálculo 𝐶𝑚𝑎𝑥 = max {𝐶𝑗 }. 𝑗=1,..,𝑛 Minimización del máximo tiempo de Dónde 𝐶 es el tiempo 𝑗 finalización de los trabajos – Makespan finalización del trabajo 𝑗 𝑛 ∑𝑚 Maximización de la utilización 𝑖=1 ∑𝑗=1(𝑃𝑖𝑗 ) ̅= 𝑈 promedio 𝑚𝐶𝑚𝑎𝑥. En demanda. 𝑛. de. 𝑛. ∑ 𝐶𝑗 ó ∑(𝑤𝑗 𝐶𝑗 ) Minimización del tiempo total 𝑗=1 𝑗=1 (ponderado) de finalización de todos los Donde 𝑤𝑗 representa trabajos ponderación del trabajo 𝑗 𝑛 𝑛 Minimización del tiempo total ∑ 𝐹𝑗 ó ∑(𝑤𝑗 𝐹𝑗 ) (ponderado) de flujo de todos los trabajos – Total flow time 𝑗=1 𝑗=1. la.
(26) 26. Donde 𝐹𝑗 = 𝐶𝑗 − 𝑟𝑗 representa el tiempo de flujo con 𝑟𝑗 el tiempo de liberación (release) del trabajo 𝑗 Minimización del tiempo promedio de flujo de todos los trabajos – Mean flow time. 𝐹̅ = 𝑛. ∑𝑛𝑗=1 𝐹𝑗 𝑛 𝑛. ∑ 𝐿𝑗 ó ∑(𝑤𝑗 𝐿𝑗 ) Minimización del tiempo total 𝑗=1 𝑗=1 (ponderado) de retraso de todos los Donde 𝐿 = 𝐶 − 𝑑 representa el 𝑗 𝑗 𝑗 trabajos - Lateness retraso y 𝑑𝑗 la fecha de entrega o plazo del trabajo 𝑗 𝐿𝑚𝑎𝑥 = max {𝐿𝑗 } Minimización del máximo retraso 𝑛. 𝑗=1,…,𝑛 𝑛. ∑ 𝑇𝑗 ó ∑(𝑤𝑗 𝑇𝑗 ) Minimización de la tardanza total 𝑗=1 𝑗=1 (ponderada) – Tardiness Donde 𝑇𝑗 = max {0, 𝐿𝑗 } 𝑗=1,…,𝑛. Minimización de la máxima tardanza. representa la tardanza del trabajo 𝑗 𝑇𝑚𝑎𝑥 = max {𝑇𝑗 } 𝑗=1,…,𝑛 𝑛. 𝑁𝑇 = ∑ 𝛿( 𝑇𝑗 ) 𝑗=1. Número de trabajos tardíos. 1 𝑠𝑖 𝑇𝑗 > 0 Con 𝛿(𝑇𝑗 ) = { 0 𝑠𝑖 𝑇𝑗 ≤ 0 Donde 𝑁𝑇 representa el número total de entregas tardías con 𝛿(𝑇𝑗 ) una variable binaria que indica si existe o no tardanza. Fuente: Elaboración propia. Vale la pena aclarar que los criterios de optimalidad más significativos son: ▪ Makespan 𝐶𝑚𝑎𝑥 : Tiempo total requerido para completar el procesamiento de todos los trabajos. ▪ Retraso de los trabajos 𝐿𝑚𝑎𝑥 : Máxima diferencia entre la finalización del trabajo y su fecha de entrega. ▪ Tardanza de los trabajos 𝑇𝑚𝑎𝑥 : Máxima tardanza de todos los trabajos. ▪ Tiempo promedio de flujo 𝐹̅ : Tiempo promedio que gasta un trabajo en el sistema productivo; el cual comprende tiempo de procesamiento, tiempo de espera y tiempo de transferencia..
(27) 27. 5.1.4. Características de los problemas de scheduling Los problemas de scheduling se pueden tipificar de acuerdo con su nivel de complejidad de la siguiente manera: ▪ Determinístico: Cuando todos los elementos del sistema productivo como arribos de los trabajos al sistema, fechas de entrega, tiempos de procesamiento, disponibilidad de las máquinas, entre otros no incluyen factores estocásticos o generadores de incertidumbre, lo cual hace que las mismas condiciones iniciales generen las mismas salidas. ▪ Estático: Cuando se conoce de antemano el conjunto de trabajos que harán parte del schedule, lo cual indica que el programador conoce el instante de arribo de los trabajos, que para este caso se establece como el instante cero. ▪ Dinámico: Para este caso el conjunto de trabajos cambia a través del tiempo, lo cual indica que el tiempo de llegada al sistema productivo de cada uno de los trabajos es diferente. ▪ Estocástico: Cuando alguno de los elementos del problema de scheduling está asociado a factores de azar o incertidumbre..
(28) 28. Marco Teórico 6.. Problema de rescheduling. El problema de scheduling como se define comúnmente en la literatura académica, enfatiza solo en una parte limitada de la programación de tareas, puesto que es muy difícil tener estimaciones precisas respecto al sistema productivo (Katragjini, Vallada, & Ruiz, 2013); las condiciones del taller, la disponibilidad del material y la demanda del mercado, son algunos de los parámetros que se pueden ver afectados por perturbaciones inesperadas; por otra parte en los sistemas reales existe una serie de interrupciones que puede llegar a causar infactibilidad o no optimalidad del schedule inicial (Rahmani & Heydari, 2014), por lo que el problema de rescheduling surge como una planeación más real de lo que es en sí la programación de tareas. Dichas interrupciones, o factores de rescheduling (Vieira, Herrmann, & Lin, 2003), son dadas por las características estocásticas y dinámicas de todo ambiente de manufactura y se clasifican en dos grandes categorías: interrupción en la capacidad, aquellas relacionadas con los recursos de fabricación e interrupciones de pedido, es decir aquellas relacionadas con los trabajos; entre ellas se encuentran: ▪ Fallas en las máquinas. ▪ Arribo de nuevos trabajos. ▪ Cancelación de órdenes de trabajo. ▪ Cambios en los tiempos de entrega. ▪ Tiempos procesamiento estocásticos. ▪ Fechas de entrega inciertas. ▪ Mantenimientos. ▪ Adición o remoción de operaciones. En un sentido más amplio, son varias las diferencias que existen entre los modelos teóricos y los problemas de programación de la vida real, las cuales hacen necesario la elaboración del reschedule al tener en cuenta las incertidumbres que se generan a través del tiempo en el entorno productivo. Dichas diferencias se enumeran a continuación (Pinedo, 2008): 1. Nuevos trabajos arriban constantemente al sistema, por lo que ha de considerarse una naturaleza dinámica 2. No se destaca la importancia del problema de rescheduling, dando lugar a una programación reactiva 3. Los ambientes productivos son más complicados, puesto que las restricciones en el procesamiento pueden depender de las máquinas, los trabajos o los instantes de tiempo 4. Las prioridades de los trabajos pueden variar a través del tiempo.
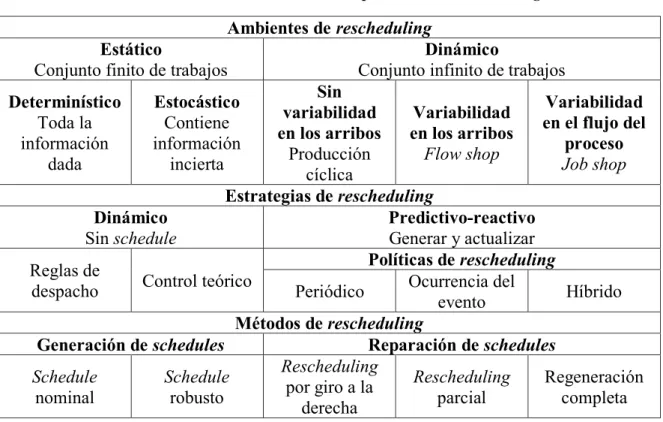
(29) 29. 5. No se tienen en cuenta preferencias, es decir, a menudo ocurre que un trabajo puede procesarse en una máquina determinada, pero por alguna razón es preferible procesarla en otra 6. Existen restricciones en la disponibilidad de la máquina de acuerdo con patrones de cambio como los mantenimientos preventivos, procesos de reparación o averías 7. La función de penalización corresponde a funciones no lineales 8. Los modelos han de considerarse multiobjetivo, teniendo en cuenta que las ponderaciones pueden variar a través del tiempo 9. La capacidad necesaria en el sistema productivo puede dar lugar a la implementación de estrategias de producción como la asignación de horas extra o la adición de turnos, por lo que la capacidad productiva influye en las decisiones de programación 10. Algunos modelos estocásticos asumen una distribución exponencial para estudiar los tiempos de procesamiento, sin embargo, se ha demostrado que generalmente los tiempos de procesamiento no se distribuyen de dicha forma 11. Los tiempos de procesamiento sucesivos en la misma máquina tienden a estar altamente correlacionados de manera positiva 12. Las distribuciones del tiempo de procesamiento pueden estar sujetas a cambios debido al aprendizaje del operador o deterioro de las máquinas, es decir cuando se trata de operaciones manuales el operario puede reducir el tiempo promedio que necesita para realizar la operación; si se trata de una máquina, su deterioro puede aumentar el tiempo de procesamiento requerido en una operación Es por tal motivo que el rescheduling surge como una técnica que contrarresta los efectos de dichas interrupciones aleatorias generando un nuevo schedule cada vez que ocurre un evento inesperado o cada cierta ventana de tiempo, dependiendo de las características del sistema productivo. En general, el rescheduling es comúnmente conocido como el proceso por el cual se modifica un schedule inicial en respuesta a interrupciones en el sistema (Katragjini, Vallada, & Ruiz, 2016). Así mismo este nuevo problema en la programación de piso de los sistemas productivos trae consigo una serie de conceptos que permiten el tratamiento universal de este nuevo planteamiento, los cuales se tratan a continuación: ▪ Ambiente de rescheduling.- Hace referencia al conjunto de trabajos que han de ser tenidos en cuenta en la programación. ▪ Estrategia de rescheduling.- Describe si se generan o no schedules de producción. ▪ Política de rescheduling.- Especifica cuando y como se realiza el rescheduling. A continuación, se representa el marco de referencia para comprender el problema de rescheduling y sus posibles soluciones:.
(30) 30. Tabla 4. Marco de referencia en el problema de rescheduling. Ambientes de rescheduling Estático Dinámico Conjunto finito de trabajos Conjunto infinito de trabajos Sin Determinístico Estocástico Variabilidad variabilidad Variabilidad Toda la Contiene en el flujo del en los arribos en los arribos información información proceso Producción Flow shop dada incierta Job shop cíclica Estrategias de rescheduling Dinámico Predictivo-reactivo Sin schedule Generar y actualizar Políticas de rescheduling Reglas de Control teórico Ocurrencia del despacho Periódico Híbrido evento Métodos de rescheduling Generación de schedules Reparación de schedules Rescheduling Schedule Schedule Rescheduling Regeneración por giro a la nominal robusto parcial completa derecha Fuente: (Vieira et al., 2003). Con respecto a los ambientes de rescheduling estos se agrupan en dos conjuntos principales, estáticos y dinámicos; en el primero de ellos se tiene un conjunto finito de trabajos para programar, mientras que en el entorno dinámico los trabajos llegan de forma continua al sistema. Las estrategias de rescheduling por su parte, se describen a partir de dos tipos de análisis: dinámico y predictivo-reactivo. Para el caso de un análisis dinámico los trabajos son liberados cuando se requieren y a menudo se usan reglas de despacho o heurísticas para organizarlos mientras esperan a ser procesados, así pues, al ser una estrategia de halar los trabajos (pull) cada que una máquina o etapa productiva está disponible no se construye como tal un schedule de producción, sino más bien la toma de decisiones es sobre la cola al inicio del sistema productivo. En cuanto al control teórico, se habla de una estrecha relación con el control en tiempo real de los sistemas de manufactura en los cuales el objetivo es mantener un nivel de inventario deseado y para ello se utilizan herramientas como políticas de inventario, cobertura de inventarios, filosofía kanban, entre otros mecanismos basados en el halar. Este tipo de estrategias se conocen a su vez como programación completamente reactiva, en donde no se modela la incertidumbre que caracteriza el problema, sino que cada vez que ocurre un evento inesperado, se da lugar a técnicas basadas en reglas de despacho, en donde de acuerdo con criterios especificados se programan los trabajos (Caricato & Grieco, 2008)..
(31) 31. En segundo lugar, se encuentran las estrategias predictivas-reactivas las cuales se conforman por dos pasos principales, en primer lugar, se genera un schedule de producción de acuerdo con parámetros conocidos, seguidamente se realiza la revisión y actualización del schedule inicial como respuesta a un factor de rescheduling dado. Dicha respuesta se puede dar: periódicamente, de acuerdo con un intervalo de reprogramación definido; una vez ocurrido el evento, cada vez que el sistema se ve afectado por eventos inesperados, o de acuerdo con una política de reprogramación híbrida, donde se tienen en cuenta ambos enfoques. La política de revisión periódica puede implementarse de dos formas; de acuerdo con un intervalo de tiempo fijo o bien, un intervalo de tiempo variable (Sabuncuoglu & Kizilisik, 2003); en el primero, el período de revisión está determinado por dos puntos en el tiempo igualmente espaciados, es decir al comienzo de un turno, día o semana; mientras que el intervalo de tiempo variable, va a depender del porcentaje de trabajos procesados o el tiempo de procesamiento total de todas las máquinas. En adición a lo anterior, se tiene que los métodos de rescheduling haciendo uso de una estrategia predictiva-reactiva son igualmente subdivididos en los pasos generales de ésta, es decir, generación y actualización o reparación de schedules. Cuando se habla de la generación de schedules robustos se busca que éste mantenga un buen nivel de desempeño del sistema incluso ante interrupciones inesperadas del sistema, en este caso se introducen varios escenarios como resultados posibles de datos inciertos y se elige aquel que produzca el peor schedule ya que es probable que se obtenga el mejor rendimiento (Caricato & Grieco, 2008). La reparación o actualización de schedules dentro del rescheduling, se da comúnmente bajo tres métodos: por giro a la derecha (right-shift), regeneración completa y parcial. El método right-shift pospone las operaciones restantes por la cantidad necesaria de tiempo para que el schedule sea factible. Por su parte la regeneración de schedules reprograma todos los trabajos que aún no han sido procesados cuando ocurre el factor de rescheduling. Por último, el rescheduling parcial reprograma solo los trabajos afectados directa o indirectamente por la interrupción, este método busca mantener el schedule inicial tanto como sea posible. (Vieira et al., 2003). 7.. Antecedentes. El problema de rescheduling ha sido ampliamente tratado en investigaciones por académicos que se enfrentan a modelar de una manera más completa la realidad de un sistema productivo. Dentro de todas estas investigaciones se maneja siempre el rescheduling como una técnica de respuesta ante las diferentes interrupciones que se generan inciertamente en cualquier sistema de la vida real. Vale la pena aclarar que en todos los trabajos revisados en el tema de rescheduling se presenta un enfoque de dos fases: una primera fase en la que se construye el schedule inicial el cual puede o no incluir un objetivo que tenga en cuenta la incertidumbre del sistema.
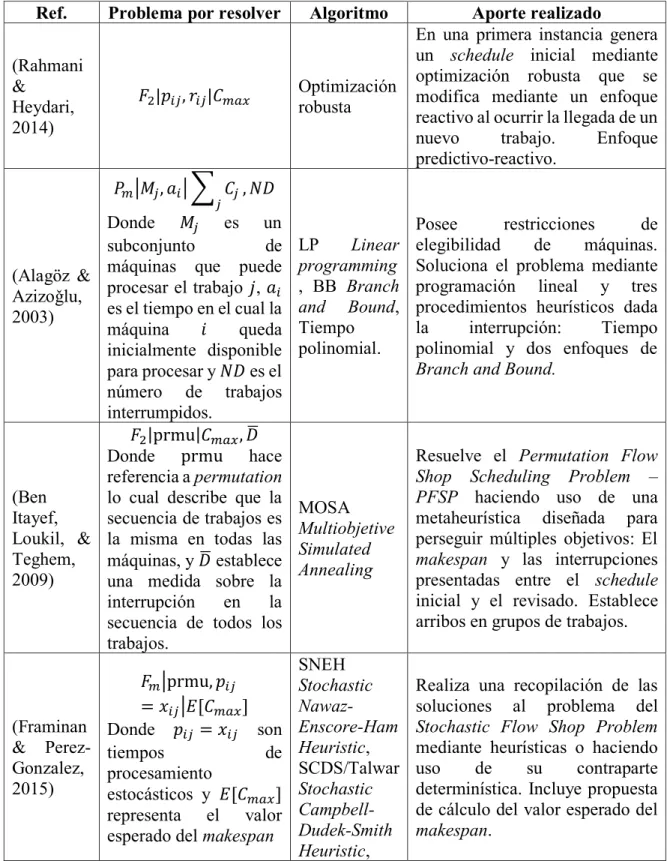
(32) 32. productivo y una fase de reacción ante las interrupciones inciertas. En cada una de estas dos fases se puede hacer uso de herramientas de optimización y/o búsqueda que permitan proporcionar soluciones adecuadas en tiempos adecuados. La cantidad de enfoques y técnicas para hacer frente a las diferentes incertidumbres que pueden ocurrir en el entorno productivo es amplia, tratando principalmente fallas en las máquinas, llegada de nuevos trabajos y tiempos de procesamiento estocásticos; sin embargo estas interrupciones se trabajan en su mayoría de forma independiente, reconociendo que estas, así como la cancelación de órdenes, cambios de prioridad y tiempos de liberación pueden afectar el schedule de manera simultánea, por lo que no existe un conjunto de prácticas, procedimientos y reglas estándar cuando se trata de configuraciones dinámicas y estocásticas (Katragjini et al., 2013). En cuanto a las funciones objetivo, se reconoce que en la mayoría de las investigaciones los autores hacen referencia a dos tipos: eficiencia y estabilidad. La primera de ellas hace referencia a bajo qué criterio se pretende optimizar el schedule inicial; mientras que la estabilidad es la encargada de medir las desviaciones causadas por los factores de rescheduling a la programación inicial, esta medida resulta crucial dada la importancia de medir el impacto que tiene la introducción de cambios constantes en el schedule. Es por tal motivo, que la solución al problema de rescheduling se considera generalmente multiobjetivo y de la misma forma que sucede en la solución al problema de scheduling, la función objetivo más común es el makespan, sin embargo cuando se trata de un modelo dinámico, es decir aquel en el cual los trabajos tienen fechas de liberación aleatorias, el makespan deja de ser una medida adecuada puesto que va a depender del último trabajo liberado (Bierwirth & Mattfeld, 1999). Se puede decir que el estudio de la programación dinámica y estocástica, ha tenido un desarrollo a partir de enfoques analíticos, estudios experimentales basados en simulación y enfoques de simulación iterativa, hasta modelos de inteligencia artificial y sistemas basados en el conocimiento (Sabuncuoglu & Kizilisik, 2003). En la programación dinámica, es decir en el campo específico del arribo de nuevos trabajos al sistema, se encuentran dos enfoques principales que abordan el problema: online scheduling y rescheduling (Caricato & Grieco, 2008); en el primer caso, el schedule inicial se considera inalterable y el trabajo entrante se programa lo más temprano posible después de los trabajos ya planificados; por su parte, en el rescheduling, bajo la estrategia predictivoreactivo, se tiene un schedule inicial el cual es intervenido de acuerdo a las interrupciones que pueden ocurrir en el sistema. En términos computacionales, el enfoque de la programación online representa el mejor escenario puesto que los cambios en el schedule son nulos, mientras que, en términos de eficiencia, el rescheduling asegura mejores resultados. A continuación, se presenta una tabla en la que se establecen las características más importantes de las investigaciones de diferentes autores y las cuales servirán de referencia para el presente proyecto:.
(33) 33. Tabla 5. Referencias destacadas para la solución del problema de rescheduling. Ref.. Problema por resolver. Algoritmo. (Rahmani & Heydari, 2014). 𝐹2 |𝑝𝑖𝑗 , 𝑟𝑖𝑗 |𝐶𝑚𝑎𝑥. Optimización robusta. Aporte realizado En una primera instancia genera un schedule inicial mediante optimización robusta que se modifica mediante un enfoque reactivo al ocurrir la llegada de un nuevo trabajo. Enfoque predictivo-reactivo.. 𝑃𝑚 |𝑀𝑗 , 𝑎𝑖 | ∑ 𝐶𝑗 , 𝑁𝐷 𝑗. Donde 𝑀𝑗 es un subconjunto de máquinas que puede (Alagöz & Azizoǧlu, procesar el trabajo 𝑗, 𝑎𝑖 es el tiempo en el cual la 2003) máquina 𝑖 queda inicialmente disponible para procesar y 𝑁𝐷 es el número de trabajos interrumpidos. ̅ 𝐹2 |prmu|𝐶𝑚𝑎𝑥 , 𝐷 Donde prmu hace referencia a permutation (Ben lo cual describe que la Itayef, secuencia de trabajos es Loukil, & la misma en todas las ̅ establece Teghem, máquinas, y 𝐷 2009) una medida sobre la interrupción en la secuencia de todos los trabajos. 𝐹𝑚 |prmu, 𝑝𝑖𝑗 = 𝑥𝑖𝑗 |𝐸[𝐶𝑚𝑎𝑥 ] (Framinan Donde 𝑝𝑖𝑗 = 𝑥𝑖𝑗 son & Perez- tiempos de Gonzalez, procesamiento 2015) estocásticos y 𝐸[𝐶𝑚𝑎𝑥 ] representa el valor esperado del makespan. LP Linear programming , BB Branch and Bound, Tiempo polinomial.. Posee restricciones de elegibilidad de máquinas. Soluciona el problema mediante programación lineal y tres procedimientos heurísticos dada la interrupción: Tiempo polinomial y dos enfoques de Branch and Bound.. MOSA Multiobjetive Simulated Annealing. Resuelve el Permutation Flow Shop Scheduling Problem – PFSP haciendo uso de una metaheurística diseñada para perseguir múltiples objetivos: El makespan y las interrupciones presentadas entre el schedule inicial y el revisado. Establece arribos en grupos de trabajos.. SNEH Stochastic NawazEnscore-Ham Heuristic, SCDS/Talwar Stochastic CampbellDudek-Smith Heuristic,. Realiza una recopilación de las soluciones al problema del Stochastic Flow Shop Problem mediante heurísticas o haciendo uso de su contraparte determinística. Incluye propuesta de cálculo del valor esperado del makespan..
(34) 34. NEH, CDS/Talwar (Juan, Barrios, Vallada, Riera, & Jorba, 2014). 𝐹𝑚 |prmu, 𝑝𝑖𝑗 = 𝑥𝑖𝑗 |𝐸[𝐶𝑚𝑎𝑥 ]. Simulación Monte Carlo, Metaheurístic a de búsqueda local iterada. 𝐹𝑚 |prmu|𝐶𝑚𝑎𝑥 , 𝐷 Donde 𝐷 es una medida (Wang & de la desviación total de Wang, los tiempos de inicio de 2011) cada uno de los trabajos entre los schedules. NEH, Algoritmo de evolución diferencial híbrido. (Katragjini et al., 2013). IG Iterated Greedy Reparación del schedule de acuerdo con el tipo de interrupción, búsqueda local. 𝐹𝑚 |prmu, 𝑟𝑖𝑗 |𝐶𝑚𝑎𝑥 , 𝑁𝐷. ̅̅̅2 𝐹𝑚 |𝑟𝑗 |𝑤𝐹̅1 + (1 − 𝑤)𝐹 Donde 𝑟𝑗 hace referencia al arribo de trabajos urgentes, 𝑤 a la (Hu, Yan, corresponde Ye, & Yu, ponderación de los mismos, 𝐹̅1 al tiempo 2005) promedio de flujo de los trabajos urgentes y ̅̅̅ 𝐹2 al tiempo promedio de flujo de los trabajos originales 𝐺𝑚 |𝑟𝑗 , 𝑝𝑖𝑗 , 𝑑𝑗 |𝐹̅ (Sabuncuo glu & En este caso, 𝐺𝑚 representa un Sistema. ACOM Ant Colony Optimization with Mutation. Propone una técnica de solución para el problema de PFSP, con tiempos de procesamiento estocásticos mezclando la simulación Monte Carlo y la búsqueda local iterada. Realiza análisis de sobrevivencia. No asume ninguna distribución de probabilidad específica para los tiempos de procesamiento. Utiliza una reparación de rescheduling parcial. Establece como medida de eficiencia el makespan y de estabilidad la desviación entre el schedule inicial y el revisado. Como elemento dinámico adopta las fallas en las máquinas. Resuelve el PFSP teniendo en cuenta interrupciones simultáneas: Fallas en las máquinas, arribo de nuevos trabajos y variación en los tiempos de liberación. Enfoque predictivo- reactivo, política de reschedule de acuerdo con la ocurrencia del evento. Resuelve el problema de rescheduling en ambientes flow shop respondiendo a la interrupción por el arribo de trabajos urgentes, se demuestra la eficiencia en el cálculo a partir de experimentos y se hace referencia al problema de rescheduling dado el arribo de nuevos trabajos como un caso específico de la interrupción por el arribo de trabajos urgentes.. Se estudia el problema de la Algoritmo de programación reactiva en un FMS búsqueda de en condiciones estocásticas y.
(35) 35. Kizilisik, 2003). de Manufactura Flexible haz (beam (Flexible search) Manufacturing System - Simulación. FMS). 1|𝑟𝑗 , 𝑥𝑗 , 𝑑𝑗 | ∑ 𝐶𝑗 , 𝑗. ∑ 𝑤𝑗 𝑥𝑗 , ℎ ∑ 𝐷𝑗 1|𝑟𝑗 , 𝑥𝑗 , 𝑑𝑗 | ∑ 𝑇𝑗 , ∑ 𝑤𝑗 𝑥𝑗 , ℎ ∑ 𝐷𝑗 (Yang, 2007). Donde 𝑥𝑗 corresponde al tiempo de procesamiento de los nuevos trabajos, 𝑤𝑗 corresponde al costo asociado a 𝑥𝑗 y ℎ al costo asociado a la desviación del reschedule (𝐷𝑗 ) 𝐽𝑚 |𝑟𝑗 , 𝑝𝑖𝑗 , 𝑑𝑗 |𝐶𝑚𝑎𝑥 ,. (Rangsarit ∑ 𝑇𝑗 , ∑ 𝐷𝑗 ratsamee, Donde 𝐷𝑗 corresponde a Ferrell, & la desviación en los Kurz, tiempos entre el 2004) reschedule y el schedule inicial.. Algoritmo de tiempo polinomial VLSN Very Large Scale Neighborhoo d – Heurísitica de búsqueda a gran escala. Búsqueda local genética (Genetic Local Search) Simulación Monte Carlo. LIRS Low Impact 𝐹𝑚 |𝑟𝑗 , 𝑝𝑖𝑗 , 𝑑𝑗 |𝐶𝑚𝑎𝑥 , Rescheduling (Caricato 𝐿̅𝑗 , 𝑁𝐷 – Algoritmo & Grieco, Donde 𝑁𝐷 representa el de 2008) número de trabajos Rescheduling interrumpidos de bajo impacto. dinámicas, evaluando el rendimiento de diferentes políticas de rescheduling y métodos de reparación de schedules; además se compara el enfoque de scheduling online y offline. Se resuelve el problema de rescheduling en máquina única, en respuesta a la interrupción por la llegada de nuevos trabajos; con el fin de evaluar la estabilidad del reschedule, se asocia un costo al tiempo de procesamiento de los nuevos trabajos y al grado desviación del schedule. Basados en los resultados de instancias generadas aleatoriamente y comparando con el algoritmo Branch and Bound, se demuestra que la heurística VLSN proporciona buenos resultados. Se resuelve el problema de programación dinámica de la producción para un entorno Job Shop; el tiempo promedio entre llegadas se distribuye exponencialmente y las fechas de entrega se establecen a partir de la regla del contenido total de trabajo (total work content – TWK). Se da solución al problema de rescheduling en un ambiente flow shop flexible dado el arribo de nuevos trabajos, teniendo en cuenta aspectos tanto del online scheduling como del rescheduling con una estrategia predictiva- reactiva; algunas de las hipótesis consideradas son el arribo de un único pedido de.
Figure



+7



Documento similar