Efecto de los tratamientos térmicos y tasa de deformación en frío en las propiedades mecánicas de aleaciones de aluminio aa 6063
98
0
0
Texto completo
(2) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. DEDICATORIA Dedico esta tesis a mis padres Julio Arce Alfaro y Catalina Herminia Ruiz Vasquez que siempre me apoyaron incondicionalmente en la parte moral y ecónomica para poder llegar a ser un professional .. A mis hermanos y demás familia en general por el apoyo que siempre me brindaron día a día en el transcurso de cada año de mi vida universitaria. Mario Arturo Arce Ruiz. 2 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(3) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. AGRADECIMIENTOS. : Al Dr. Ing. Víctor Manuel Alcántara Alza, por su orientación y asesoramiento incondicional en el presente trabajo de investigación y por las cátedras impartidas de Mecánica de Materiales Y Procesos de fabricación durante mi formación profesional.. : A todos los docentes universitarios que contribuyeron en mi formación académicoprofesional, de manera especial a los docentes del área de materiales y procesos.. : A mi Alma Mater, la Universidad Nacional de Trujillo, por haberme albergado en mi vida universitaria, hasta verme profesional.. : Al personal Administrativo, biblioteca y de servicio por su delicada participación en el funcionamiento y mantenimiento de mi alma mater. : A la empresa: Fabricaciones Metálicas “MAR” donde laboro y donde me he enriquecido de todos mis conocimientos prácticos y aplicativos de mi vida profesional.. 3 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(4) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. PRESENTACION Señores miembros del jurado. Señor Decano de la Facultad de Ingeniería (UNT) Señores Docentes de la Escuela de Ingeniería Mecánica (UNT) De conformidad a lo contemplado por la ley universitaria 30220, Art. 45. Inc 45.2, en concordancia con lo dispuesto en el Art. 133 de los Estatutos de la Universidad Nacional de Trujillo, presento a vuestra disposición, bajo la modalidad de elaboración de una TESIS, el presente trabajo de investigación titulado: “EFECTO DE LOS TRATAMIENTOS TÉRMICOS Y TASA DE DEFORMACIÓN EN FRÍO EN LAS PROPIEDADES MECÁNICAS DE ALEACIÓNES DE ALUMINIO AA-6063”. Mediante el cual postulo a optar el título de Ingeniero Mecánico. El presente trabajo de investigación, conto con el asesoramiento del Dr-Ing. Víctor Alcántara Alza; y por su naturaleza, es del tipo de investigación aplicada, basada en el método experimental, habiendo seguido los pasos y procedimientos normados en la metodología de la investigación científica. Es mi deseo que los resultados, conclusiones y recomendaciones obtenidas en el presente estudio permitan ampliar los conocimientos en el área respectiva, tanto en los estudiantes de Pre-grado, como en los profesionales que ejercen la carrera de Ingeniería Mecánica. Mucho agradeceré cualquier sugerencia que ayude a enriquecer el presente trabajo.. Trujillo, Enero del 2018 ………………………………………. Br. Mario A. Arce Ruiz. 4 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(5) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. INDICE GENERAL DEDICATORIA………………………………………………………………………2 AGRADECIMIENTOS……………………………………………………………….3 PRESENTACIÓN………………………………………………….………………….4 LISTA DE FIGURAS………………………………………………………………...8 LISTA DE TABLAS………………………………………………………………...11 RESÚMEN…………………………………………………………………………..13 ABSTRACT…………………………………………………………………….……14. CAPITULO I – INTRODUCCION I.1 REALIDAD PROBLEMÁTICA………………………………………………...15 I.2. ANTECEDENTES……………………………………………………………... 18 I.3. FORMULACION DEL PROBLEMA E INVESTIGACION…………………..20 I.4. HIPOTESIS……………………………………………………………………...20 I.5.OBJETIVOS…………………………………………………….………………..20 I.5.1. OBJETIVO GENERAL……………………………………………………….20 I.5.2. OBJETIVOS ESPECIFICOS………………………………………………….20 I.6. JUSTIFICACION DEL ESTUDIO……………………………………………...21. CAPITULO II- FUNDAMENTOS TEORICOS II.1. EL ALUMINIO Y SUS ALEACIONES……………………………………….22 II.2. CLASIFICACIÓN DE LAS ALEACIONES DE ALUMINIO………………...23 II.3. SIGNACION DE ALEACIONES DE ALUMINIO ……….………………….23 II.4. ALEACIONES DE ALUMINIO COMERCIALES……………………………25 II.5. INFLUENCIA DE LOS ELEMENTOS DE ALEACION EN LAS PROPIEDADES DE LOS ALUMINIOS ALEADOS………………………………26 II.6. AMIENTOS TERMICOS EN ALEACIONES DE ALUMINIO……………….29 II.6.1. BASES PARA EL TRATAMIENTO TÉRMICO ………………….………29 5 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(6) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. II.6.2. ENDURECIMIENTO POR PRECIPITACIÓN……………………………..30 II.6.3. SISTEMA DE DESIGNACIÓN PARA TRATAMIENTOS DEL ALUMINIO Y SUS ALEACIONES……………………………………………….31 II.6.4. ELEMENTOS DE ALEACIÓN QUE RESPONDEN AL TRATAMIENTO TÉRMICO……………………………………………………….33 II.6.5. PASOS A SEGUIR EN UN TRATAMIENTO TÉRMICO DE PRECIPITACION…………………………………………………………………...34 II.6.5.1. TRATAMIENTO DE SOLUBILIZACIÓN…………………….………….35 II.6.5.2. ENFRIAMIENTO RÁPIDO [TEMPLE]………………………….…….....36 II.6.5.3 TRATAMIENTO DE ENVEJECIMIENTO………………………………..37 II.6.6.MECANISMO DEL TRATAMIENTO DE SOLUBILIZACION Y ENVEJECIDO ARTIFICIAL……………………………………………………..38 II.6.7. ESTRUCTURAS PRECIPITADAS EN ALEACIONES DE ALUMINIO. .... 41 II.6.8. ALEACIONES AA - Mg - Si………………………………………………. . 43 II.7. DEFORMACION EN FRIO…………………………………………….………45 II.7.1. MICROESTRUCTURA Y MECANISMOS DE DEFORMACION EN ALEACIONES DE ALUMINIO…………………………………….…….…… 46. CAPITULO III-MATERIALES Y METODOS III.1. MATERIAL DE ESTUDIO…………………………………………………...48 III.1.1. APLICACIONES…………………………………………………………….48 III.1.2. PIEDADES DE DUREZA…………………………………………….…….49 III.1.3. MICROESTRUCTURA DE LA ALEACION EN ESTADO DE SUMINISTRO………………………………………………………………..…..49 III.2. QUIPOS, INSTRUMENTOS DE MEDICIÓN Y MATERIALES CONSUMIBLES USADOS EN EL EXPERIMENTO…………....50 III.3. DISEÑO EXPERIMENTAL…………………………………………………..50 III.4. DIMIENTO EXPERIMENTAL……………………………………………..…51 III.4.1. NFECCION DE PROBETAS…………………………………………..……51 III.4.2. AMIENTOS TERMICOS Y PROCESOS DE DEFORMACION EN FRIO (TRATAMIENTO TÉRMOMECANICOS)…………………….……….52 III.4.2.1. SECUENCIA DE TRATAMIENTOS…………………………………….52 III.4.2.1.1. TRATAMIENTO DE SOLUBILIDAD……………………………….... 53 6 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(7) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. III. 4.2.1.2. DEFORMACION DE LAS MUESTRAS SOLUBILIZADAS………..53 III. 4.2.1.3. ESPESORES DE LAS REDUCCIONES………………………………54 III.4.2.1.4. TRATAMIENTO DE ENVEJECIMIENTO…………………………...55 III.4.2.1.5. PROGRAMA DE TRATAMIENTOS TÉRMICOS Y MECÁNICOS (TERMOMECÁNICOS)……………………………………………55 III.4.3. ENSAYOS MECANICOS…………………………………………………..56 III.4.3.1. ENSAYOS DE DUREZA………………………………………………..56 III.4.3.2. ENSAYOS DE TRACCION………………………………………………56 II.4.4. ENSAYOS DE MICROSCOPIA……………………………………………..57 III.4.4.1. REACTIVOS DE ATAQUE………………………………………………58 III.5. DIAGRAMA DE LA SECUENCIA SEGUIDA EN EL EXPERIMENTO…..58. CAPITULO IV-RESULTADOS Y DISCUSION IV.1 RESULTADOS DE DUREZA………………………………………………...60 IV.1.1. . DUREZA PARA MUESTRAS DEFORMADAS AL 30% ..........................60 IV.1.2. . DUREZA PARA MUESTRAS DEFORMADAS AL 60% ..........................62 IV.1.3. . DUREZA PARA MUESTRAS DEFORMADAS AL 80% ..........................63 IV.2 2 RESULTADOS DE TRACCION……………………………………………...65 IV.2.1. DIAGRAMAS DE MUESTRAS SOLUBILIZADAS NO DEFORMADAS…………………………………………………………………….66 IV.2.2. DIAGRAMAS DE MUESTRAS SOLUBILIZADAS, DEFORMADAS Y ENVEJECIDAS……………………………………………….67 IV.2.3. . PROPIEDADES MECANICAS -Vs -PORCENTAJE DE DEFORMACION……………………………………………………………………71 IV. 3 MICROESTRUCTURA………………………………………………………72 IV.3.1. . MUESTRAS SOLUBILIZADAS, DEFORMADAS SIN ENVEJECIDO..72 IV.3.2. . MUESTRAS SOLUBILIZADAS, DEFORMADAS AL 30%, Y ENVEJECIDAS…………………………………………………………………..73 IV.3.3. . MUESTRAS SOLUBILIZADAS, DEFORMADAS AL 60%, Y ENVEJECIDAS…………………………………………………………………..74 IV.3.4. . MUESTRAS SOLUBILIZADAS, DEFORMADAS AL 80%, Y ENVEJECIDAS…………………………………………………………………..75 IV.5. DISCUSION DE RESULTADOS…………………………………………….76 7 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
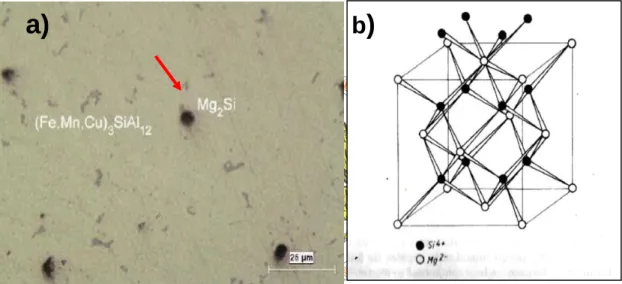
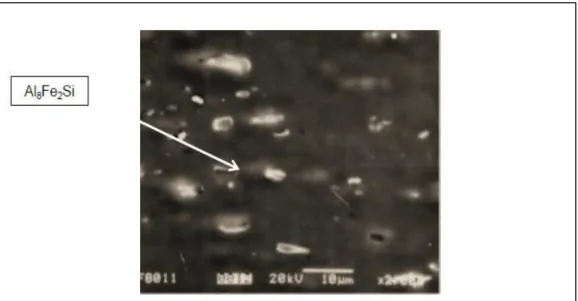
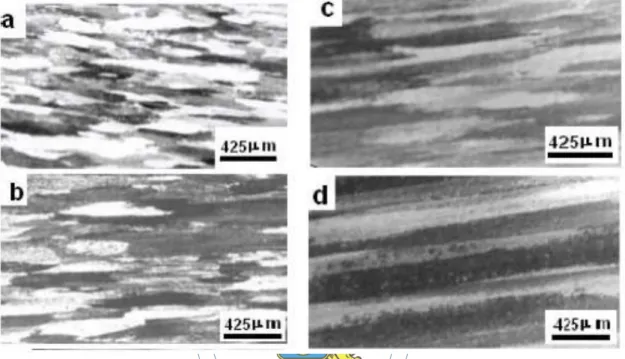
(8) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. IV.5.1. DISCUSION DE LA DUREZA…………………………………….……….76 IV.5.2. . EFECTO TIEMPO- DEFORMACION EN LA DUREZA…………………78 IV.5.3. DISCUSION DE LAS PROPIEDADES MECANICAS…………….……..80 IV.5.4. DISCUSION DE LA MICROESTRUCTURA………………………….…..81 CONCLUSIONES…………………………………………………………….……...84 RECOMENDACIONES……………………………………………………………..85 REFERENCIAS………………………………………………………………….…..86 ANEXOS…………………………………………………………………………….90. LISTA DE FIGURAS. Dentro del Capitulo II. Fig. II.1. El aluminio y sus aleaciones con su número de serie respectiva Fig. II.2. Diagrama ternario de equilibrio de fases: Al-Si-Mg (Sección isotérmica a 430°C). Fig.II.3. Diagrama Seudobinario de Aluminio-Silisuro de Magnesio. (Mg2Si) Fig. II.4. Diagrama Seudobinario de Al-Mg2Si con relación de peso de 1,73: 1. Fig. II.5. Diagrama binario de equilibrio de fases Al-Si Fig. II.6. Movimiento de dislocaciones: a) Efecto Friedel, (b) Mecanismo Orowan Fig. II.7. Resistencia en función del radio de la partícula de la segunda fase (a) y la dureza en función de la temperatura y el tiempo de envejecimiento (b). Fig. II.8 a) Microfotografía donde se pueden observar muestras de Mg2Si; b) Estructura cristalina del Mg2Si precipitado (siliciuro de Magnesio) Fig. II.9. Microestructura de la aleación AA8011. El precipitado es del tipo Al8Fe2Si. (compuesto intermetalico) Fig. II.10 Micrografías ópticas mostrando lo extenso de las bandas de deformación para distintos niveles de deformación: (a) deformada en caliente, (b) ε = 0,4; (c) ε = 0,7 y (d) ε = 1,4, 8 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(9) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Dentro del Capitulo III. Fig.III.1. Microestructura del material en estado de suministro con tratamiento de recocido (T0). Se observa una estructura de grano grueso con precipitados Mg2Si y de tipo β. Presenta una dureza de 25 HV. Fig. III.2. Esquema de relación de variables (black – box) Fig. III.3. Plano de confección de probetas de tracción según la norma ASTM E 8M-95a Fig. III.4. Esquema de secuencia de tratamientos en el experimento Fig. III.5. Equipo para realizar el laminado en frio de las muestras de aluminio. Ubicado en el laboratorio de Máquinas –herramientas de la escuela de Ing. mecánica-UNT. Fig. III.6. Fotografías que muestran el proceso de reducción de área en las muestras de aluminio Fig. III.7. Secuencia de tratamientos térmicos y mecánicos de deformación, a usar en el experimento. Esquema de solubilizado seguido de deformación en frio y luego tratamiento de precipitación por envejecimiento, con tiempos de permanencia. Fig. III.8. Probetas de tracción ensayadas para muestras deformadas al 30%. Se observa una fractura frágil dentro de la longitud ensayada. Fig.III.9. Diagrama general de procedimientos de ensayos y tratamientos seguido en el experimento Dentro del Capitulo IV.. Fig. IV.1 Grafico de variación de la dureza con el tiempo de envejecimiento para muestras deformadas al 30% para una temperatura de envejecimiento establecida (TE), a) 150°C; b) 250°C. Fig. IV.2 Grafico de variación de la dureza con el tiempo de envejecimiento para muestras deformadas al 30% para una temperatura de envejecimiento establecida (TE), c) 350°C; d) 450°C. Fig. IV.3 Grafico consolidado de variación de la dureza con el tiempo y temperatura de envejecimiento para las muestras deformadas con el 30% de reducción de área. Fig. IV.4 Grafico de variación de la dureza con el tiempo de envejecimiento para muestras deformadas al 60%, con una temperatura de envejecimiento establecida (TE), para cada caso.. 9 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(10) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Fig. IV.5 Grafico consolidado de variación de la dureza con el tiempo y temperatura de envejecimiento para las muestras deformadas con el 60% de reducción de área. Fig. IV.6 Grafico de variación de la dureza con el tiempo de envejecimiento para muestras deformadas al 80%, para una temperatura de envejecimiento establecida (TE) para cada caso. Fig. IV.7 Grafico consolidado de variación de la dureza con el tiempo y temperatura de envejecimiento para las muestras deformadas con el 80% de reducción de área. Fig. IV.8. Diagramas (σ-ε) obtenidos de los ensayos de tracción para las muestras no deformadas con tratamientos de solubilizado sin envejecido. a) Solubilizado con enfriamiento al aire; b) Solubilizado con enfriamiento al aire Fig. IV.9. Gráficos comparativos de las curvas de tracción obtenidas para las muestras no deformadas con solubilizado sin envejecido. Fig. IV.10. Diagramas (σ-ε) obtenidos de los ensayos de tracción para las muestras solubilizadas a 580°C, deformadas y envejecidas a 150°C durante 2 hr; a) 30% de deformación b) 60% de deformación c) 80% de deformación. Fig. IV.11. Gráficos comparativos de las curvas de tracción obtenidas para las muestras solubilizadas a 580°C, deformadas y envejecidas a 150°C durante 2 hr. Fig. IV.12. Diagramas (σ-ε) obtenidos de los ensayos de tracción para las muestras deformadas solubilizadas a 580°C, deformadas y envejecidas a 250°C durante un tiempo de 2 hr. a) 30% de deformación b) 60% de deformación c) 80% de deformación. Fig. IV.13. Gráficos comparativos de las curvas de tracción obtenidas para las muestras solubilizadas a 580°c, deformadas y envejecidas a 250°C durante 2 hr. Es un diagrama comparativo y consolidado de la figura IV.6. Fig. IV.14. Gráficos comparativos de las curvas de tracción obtenidas para las muestras solubilizadas a 580°C, deformadas (%) y envejecidas a 150°C y 250°C, durante 2 hr. Fig. IV.15. Gráficos comparativos de la resistencia máxima (UTS) y el límite de fluencia (YS) en función del % de deformación, para las temperaturas de envejecido 150°C y 250°C, durante 2 hr. Fig. IV.16. Gráficos comparativos de la elongación EL (ε) en función del % de deformación, para las temperaturas de envejecido: 150°C y 250°C, durante 2 hrs de permanencia. Fig. IV.17. Micrografías de la aleación: AA-6063: (a) solución sólida sin deformar; (b) solución sólida deformada al 60% de reducción, (c) Solución sólida deformada al 80% de reducción. 10 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(11) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Fig. IV.18. Microestructura de las muestras deformadas al 30%, bajo diferentes condiciones de tiempo (t) y temperatura de envejecido (TE): a) t= 90 min, TE = 150°C; b) t = 90 min, TE = 250°C; c) t= 90 min, TE = 450°C; d) t= 120 min, TE = 150°C; e) t= 120 min, TE = 250°C; f) t= 120 min, TE = 450°C Fig. IV.19. Microestructura de las muestras deformadas al 60%, bajo diferentes condiciones de tiempo (t) y temperatura de envejecido (TE): a) t= 60 min, TE = 250°C; b) t = 60 min, TE = 450°C; c) t= 90 min, TE = 350°C; d) t= 90 min, TE = 450°C; e) t= 120 min, TE = 350°C; f) t= 120 min, TE = 450°C Fig. IV.20. Microestructura de las muestras deformadas al 80%, bajo diferentes condiciones de tiempo (t) y temperatura de envejecido (TE): a) t= 60 min, TE = 350°C; b) t = 60 min, TE = 450°C; c) t= 90 min, TE = 350°C; d) t= 90 min, TE = 450°C; e) t= 120 min, TE = 350°C; f) t= 120 min, TE = 450°C Fig. IV.21. Gráfico que establece el efecto combinado del tiempo y la deformación sobre la dureza manteniendo una temperatura constante: a) 150°C, b) 250°C Fig. IV.22. Gráfico que establece el efecto combinado del tiempo y la deformación sobre la dureza manteniendo una temperatura constante: c) 350°C, d) 450°C. LISTA DE TABLAS. Dentro del Capitulo II. Tabla II.1. Fases posibles en los sistemas 6xxx Tabla II.2. Principales compuestos intermetálicos de hierro presentes en aleaciones de aluminio de la serie 6XXX. Dentro del Capitulo III. Tabla III.1. Composición química del AA: 6063 (en %) Tabla III.2. Dureza estimada el aluminio 6063 según el tipo de tratamiento Tabla III.3. Reactivos de ataque para ensayos de metalografía. 11 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(12) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Dentro del Capitulo IV. Tabla IV.1. Resultados de dureza obtenida para muestras de Aluminio 6063, deformadas al 30%, tratadas térmicamente, según el tiempo (t) y temperatura de envejecimiento (TE). Tabla IV.2. Resultados de dureza obtenida para muestras de Aluminio 6063, deformadas al 60%, tratadas térmicamente, según el tiempo (t) y temperatura de envejecimiento (TE). Tabla IV.3. Resultados de dureza obtenida para muestras de Aluminio 6063, deformadas al 80%, tratadas térmicamente, según el tiempo (t) y temperatura de envejecimiento (TE). Tabla IV.4. Resultados de los ensayos de tracción obtenidos para muestras de Aluminio 6063 para muestras solubilizadas con y sin envejecimiento. 12 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(13) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. RESUMEN Se investigó, cómo influyen los parámetros de tratamientos térmicos de envejecido, bajo diversos grados de deformación en frio, sobre las propiedades mecánicas de dureza y tracción, en las aleaciones de aluminio AA: 6063, con la finalidad de elegir los parámetros que proporciones una combinación adecuada de estas propiedades. Todas las probetas se confeccionaron a partir de planchas estándar en bruto de ½” (12.50 mm espesor) x 1.06 m x 3.00 m de longitud. Para la dureza se usaron paralelepípedos de 10 x20mmx30mm, y para los ensayos de tracción se confeccionaron probetas según la norma ASTM E 8M-95ª. Los experimentos aplicados a todas las muestras, siguieron la siguiente secuencia: 1) Tratamiento de solubilidad. (580°C), 2) Proceso de deformación en frio (reducción de área: 30%-60%-80%), 3) Aplicación de tratamientos de envejecimiento artificial en el rango de temperaturas: 150-250-350-450°C, y con tiempos de sostenimiento: 1- 10-30-60-90-120 min. Los tratamientos térmicos se realizaron el horno de mufla digital y la reducción de área en un laminador de rodillos de laboratorio. La dureza se midió en escala Vickers (HV) y los ensayos de tracción se ejecutaron en una máquina Universal de tracción INSTRON de 10 Tn. Los ensayos de microscopía se realizaron a nivel óptico utilizando el microscopio ZEISS. Se encontró que el envejecido artificial produce un incremento de dureza muy pronunciado en un tiempo muy corto (1 min), para luego variar moderadamente, según los parámetros de tiempo y temperatura. Los máximos valores de dureza fueron: Para 30% de reducción: 92 HV [150°C- 120 min]; Para 60%: 95 HV [150°C- 120 min]. Para 80%: 100,7 HV [150°C- 120 min], demostrando: que un incremento de deformación, junto a una baja temperatura y mayor tiempo de envejecido, son las condiciones que dan los mayores valores de dureza. Respecto a las propiedades mecánicas, la condición óptima la encontramos para las muestra deformadas a 80% y envejecidas a 250°C, presentando una resistencia a la tracción de 193 MPa, y 15% de elongación; siendo ésta una buena combinación de propiedades en las aleaciones de aluminio de uso comercial. En todas las muestras se pueden observar fases precipitadas de Mg2Si. que son las que producen el endurecimiento, pero también se distinguen partículas muy finas que podrían ser inclusiones, fase intermetálicas y/o ligeros precipitados, que podrían ser los responsables de los altos y bajos que presentan la dureza y algunas propiedades mecánicas respecto al tiempo y temperatura, durante el tratamiento térmico.. 13 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(14) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. ABSTRACT How the parameters of aging treatments influence, under different degrees of cold deformation, on the mechanical properties of hardness and traction, in aluminum alloys AA: 6063, in order to choose the parameters that provide a combination adequate of these properties was investigated. All specimens were made from ½ "(12.50 mm thick) x 1.06 m x 3.00 m plate standard flat. For the hardness test, parallelepipeds of 10 x 20mmx30mm were used, and for the tensile tests, samples were made according to the ASTM E 8M-95ª standard. The experiments applied to all the samples followed the sequence: 1) Solubility treatment. (580 °C), 2) Cold deformation process (reduction of area: 30% -60% -80%), 3) Application of artificial aging treatments in the temperature range: 150-250-350-450 ° C, and with holding times: 1- 10-30-60-90-120 min. The thermal treatments were carried out in the digital muffle furnace, and the area reduction in a laboratory roller laminator. The hardness was measured on the Vickers scale (HV) and the tensile tests were carried out on a 10-ton Universal INSTRON traction machine. The microscopy assays were performed at optical level, using the ZEISS microscope. It was found that the artificial aging produces a very pronounced hardness increase in a very short time (1 min), to then vary moderately, according to the parameters of time and temperature. The maximum hardness values were: For 30% reduction: 92 HV [150 ° C120 min]; For 60%: 95 HV [150 ° C- 120 min]. For 80%: 100.7 HV [150 ° C- 120 min], show: that an increase in deformation, together with a low temperature and greater aging time, are the conditions that give the highest hardness values. Regarding the mechanical properties, the optimum condition is found for the samples deformed at 80% and aged at 250 ° C, presenting a tensile strength of 193 MPa, and 15% elongation; This being a good combination of properties in aluminum alloys for commercial use. In all samples, precipitated phases of Mg2Si can be observed. which are those that produce the hardening, but also very fine particles are distinguished that could be inclusions, intermetallic phase and / or light precipitates, which could be responsible for the highs and lows that have the hardness and some mechanical properties with respect to time and temperature, during the heat treatment.. 14 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(15) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. CAPITULO I INTRODUCCION I.1 REALIDAD PROBLEMÁTICA. El aluminio es uno de los principales materiales utilizados en la industrial moderna, debido a la combinación de algunas propiedades que lo hacen muy útil en diversas aplicaciones, tales como su baja densidad y su alta resistencia a la corrosión, es buen conductor de la electricidad, se mecaniza con facilidad y es relativamente barato. Por todo ello, es el metal que más se utiliza industrialmente después del acero [1] Las aleaciones de aluminio (AA) son muy diversas, debido a la variedad de elementos de aleación, principalmente Cobre, Magnesio, Manganeso, Silicio y Zinc ,que influyen de una u otra forma sobre la resistencia mecánica, así como también sobre las otras propiedades. que le dan características específicas muy definidas que les permite ser utilizadas como componentes estructurales, debido a su alta resistencia específica, baja susceptibilidad a la corrosión y alta tolerancia al daño. La mayor relevancia de su aplicación la encontramos en la industria aeronáutica, donde las aleaciones de aluminio tratables térmicamente siguen siendo los materiales estructurales dominantes a pesar de la creciente importancia de los materiales reforzados con fibra. [2] La continua necesidad de materiales con mejores propiedades mecánicas ha girado su atención a la reducción de peso, buscando siempre nuevas aleaciones con relaciones peso/resistencia más elevadas, como es el caso de la familia de aleaciones de Al-Mg , las cuales han encontrado gran aplicabilidad en la industria del transporte, marítimo , terrestre y aeronáutico, y han contribuido en gran medida en las mejoras en los vehículos y maquinas, aportando resistencia estructural y reducción considerable en peso, así como resistencia a la corrosión y cambios en la temperatura de operación, permitiéndonos alcanzar las metas ingenieriles trazadas. [1] En la industria automotriz existe una creciente demanda en la reducción de peso del vehículo para la eficiencia de combustible y el control de la emisión, las aleaciones de aluminio han atraído gran atención en aplicaciones automotrices debido a su excelente capacidad de moldeo, resistencia a la corrosión y especialmente su alta relación peso/resistencia [3, 4]. Las aleaciones de aluminio tienen una densidad que es aproximadamente un tercio del acero; En tiempos recientes, esta propiedad es una gran 15 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(16) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. ventaja en aplicaciones automotrices, donde los coches son más ligeros Para reducir los problemas ambientales relacionados con el consumo de combustible. En el mercado del automóvil, donde se solicitan componentes más ligeros, esta es una ventaja obvia. Es posible sustituir componentes pesados fabricados con hierro o acero con componentes más ligeros de aluminio. Otra ventaja de las aleaciones de aluminio es la posibilidad de obtener muchas propiedades mecánicas diferentes, por muy pocos cambios en la composición química o en el tratamiento térmico. La ANSI asigna a cada aleación de aluminio un número de cuatro dígitos, de los cuales, el primero se refiere al principal elemento de aleación. Basados en ésto existen los siguientes grupos de aleaciones: serie 1xxx aluminio sin alear, serie 2xxx con cobre como elemento principal de aleación, serie 3xxx con manganeso, serie 4xxx con silicio, serie 5xxx con magnesio, serie 6xxx con magnesio y silicio, serie 7xxx con zinc y en algunos casos magnesio, serie 8xxx para otros elementos, aunque recientemente se han adjudicado a esta serie las aleaciones con litio, y serie 9xxx para aleaciones inusuales. [5]. Todas estas aleaciones se endurecen por tratamiento térmico o por deformación. A diferencia de los aceros, cuando usamos el término “tratamiento térmico” a las aleaciones de aluminio, se restringe a la operación especifica destinada a incrementar la resistencia mecánica y la dureza en aleaciones de aluminio forjado o vaciado por medio del envejecido o endurecimiento por precipitación [5]. Esto se obtiene al elevar la temperatura hasta un punto donde se tenga completamente soluble al elemento de aleación, después de un cierto tiempo de homogeneización, se baja la temperatura rápidamente para mantenerlo en solución y, por último, se lleva a una temperatura a la cual se logra el fenómeno de envejecido, que no es otra cosa que la precipitación controlada del elemento aleante. El endurecimiento por precipitación o envejecido es un importante método de endurecimiento que se utiliza para aumentar la resistencia de la mayoría de las aleaciones de aluminio [6, 7]. Las aleaciones de aluminio de la serie 6xxx son de particular interés hoy en día. Según Troeger [8], las aleaciones 6xxx tienen numerosos beneficios incluyendo resistencia media, formabilidad, soldabilidad, resistencia a la corrosión y bajo costo. Afirma que dichas aleaciones se pueden utilizar en una variedad de aplicaciones, incluyendo pieles de fuselaje de aeronaves y paneles de carrocería de automóviles y parachoques, en lugar de usar aleaciones más caras como las series 2xxx y 7xxx, después de apropiados tratamientos térmicos.. 16 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(17) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. La caracterización de las aleaciones AA-6xxx ha sido objeto de muchos estudios. Se sabe que los componentes principales de la aleación de aluminio de la serie 6xxx son Mg y Si, y etas aleaciones 6xxx derivan su resistencia de la fase Mg2Si, (compuesto intermetálico). que se forma durante el tratamiento de endurecimiento por. precipitación. Este endurecimiento se produce a través de tratamiento en solución y el envejecimiento artificial, que proporciona el control del crecimiento y una composición consistente en una matriz rica en aluminio [8, 9]. Sin embargo, si hay un crecimiento excesivo de estos precipitados a través de tratamientos a altas temperaturas o tiempos muy largos, se facilita el movimiento de dislocaciones que se producen a partir de inconsistencias en el ablandamiento de la aleación. Este tratamiento es bien conocido como sobre envejecimiento. Por otro lado, la fracción de volumen de Mg2Si se ve afectada principalmente por el nivel de Mg dentro de la aleación, pero el contenido de Si también es importante. Hirth et al. [10] concluyeron que el aumento de Si en las aleaciones de tipo 6xxx aumenta la resistencia con los tratamientos T4 y T6. [Tratamiento de solubilización y envejecido natural y artificial respectivamente]. De todas las serie AA-6xxx, los más comunes y utilizados son el 6061 y 6063, donde esta última la hemos escogido como tema de estudio, pues se utiliza ampliamente en la fabricación de perfiles de aluminio conformados mediante extrusión. El endurecimiento de estas dos aleaciones se lograría mediante los tratamientos de envejecimiento descritos anteriormente, pero dado el caso que los perfiles de aluminio extruido exigen una elevada dureza se ha estimado conveniente hacer una combinación de tratamientos térmicos y mecánicos (tratamientos termomecanicos) agregando un proceso de deformación en frio a las muestras antes de ser envejecidas. Después de la solubilización, al deformar el material en frío y posteriormente mediante un tratamiento térmico de precipitación, cambiara su microestructura y consecuentemente sus propiedades físicas tales como dureza, conductividad térmica, conductividad eléctrica y resistencia a la corrosión. Esto es particularmente importante para la aleación AA 6063, donde pequeños fragmentos de la segunda etapa (normalmente Mg2Si) se dispersan dentro de la matriz y cambian su resistencia mecánica, donde lo que se busca en el presente estudio es encontrara las condiciones más adecuadas de tratamientos y deformaciones que nos proporcionen una alta combinación de valores en la dureza y resistencia mecánica del material.. 17 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(18) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. I.2 ANTECEDENTES N. Anjabin and A. Karimi Taheri, [11], en el año (2010), estudiaron el efecto del tratamiento de envejecimiento sobre las propiedades mecánicas de la aleación AA6082, utilizando modelos analíticos y procedimientos de modelamiento. Para tal estudio, se propuso una nueva ecuación constitutiva para predecir el efecto del tratamiento de envejecimiento sobre las propiedades mecánicas de esta aleación. Luego, considerando. que la distribución diferente de elementos de aleación tiene. diferentes impedimentos para el movimiento de las dislocaciones, se desarrolló un modelo de material basado en la microestructura en esta investigación. Una fracción volumétrica relativa el radio medio de las precipitaciones se introdujo en el flujo de tensiones mediante el uso de relaciones óptimas utilizando un algoritmo genético (GA) basado en la técnica de optimización, utilizándose también para evaluar las constantes de material dentro de las ecuaciones de prueba de tracción uni-axial. Finalmente utilizando el modelo propuesto con constantes optimizadas, se predijo el comportamiento de flujo del material bajo diferentes condiciones de tratamiento térmico. Se encontró que para un tiempo de envejecimiento constante, con el aumento de la temperatura de envejecimiento en condición baja, la tensión de flujo aumenta y el alargamiento uniforme disminuye. Por el contrario, en condiciones de sobreenvejecimiento la tensión de flujo disminuye y el alargamiento uniforme aumenta. Además, a un tiempo de envejecimiento constante se obtienen las mismas variaciones que las de la temperatura de envejecimiento constante. Los resultados predichos por el modelo mostraron una buena concordancia con los datos experimentales, indicando la capacidad del modelo en la predicción del comportamiento del flujo de material después de diferentes ciclos de tratamiento térmico. Asimismo, se utilizó la tensión de flujo calculada para la determinación de la propiedad material mediante el Software Abaqus para analizar la prueba de compresión uniaxial. Las curvas Esfuerzodesplazamiento obtenidos bajo este análisis se compararon con Los curvas experimentales obtenidos en la misma condición, encontrándose una buena concordancia entre ambos resultados. Evren Tan and Bilgehan Ögel [12] en el (2007) estudiaron la influencia de los tratamientos térmicos sobre las propiedades mecánicas de la aleación de aluminio AA 6066. El objetivo de este trabajo fue producir una serie de aleación de aluminio 6xxx de grano fino y de alta resistencia mediante el ajuste de las condiciones de procesamiento, a saber, deformación, solución y envejecimiento. Sus efectos fueron investigados en 18 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(19) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. términos de microestructura usando análisis de microscopía electrónica SEM y propiedades mecánicas por ensayos de tracción y medidas de dureza. Se encontró que la temperatura ideal de solución fue de 530 °C. Por debajo de 530 °C, hubo una tendencia a incrementar la dureza con el aumento del tiempo de permanencia, mientras que la tendencia fue la opuesta para temperaturas superiores. Los ensayos de envejecimiento entre 150 y 200 °C mostraron que los valores máximos de dureza se podían obtener después de envejecer a 175 °C durante 8 h. En comparación con el rápido sobrenvejecimiento a 200 °C y lento endurecimiento a 150 °C, se confirmó que 175°C era la temperatura óptima de envejecimiento para uso industrial. Respecto a la micoestructura, las caracterizaciones iniciales mostraron que la fase Mg2Si y la fase (Fe, Mn, Cu) 3SiAl12 eran las partículas primarias observadas en la matriz α-Al. Se obtuvo una dureza de aproximadamente 140HB con solución a 530 °C. En cuanto al conformado (deformación), el 10% de deformación antes del proceso de disolución proporcionó menor resistencia a la fluencia y dureza en comparación con el 40% de deformación debido a las más bajas deformaciones finalizando la recristalización parcial en las muestras de 10% de material deformado. También fue observado que a medida que aumentaba la cantidad de deformación, el tamaño de grano recristalizado se vuelve más pequeño, aumentando la resistencia y dureza. M.Gwózdz y K.Kwapisz [13] en el (2008), realizaron un trabajo de tesis respecto a la Influencia del proceso de envejecimiento en la microestructura y propiedades mecánicas de las aleaciones fundidas de aluminio y silicio Al-9% Si-3% Cu y Al - 9% Si - 0,4% Mg. Las muestras fueron tratadas térmicamente bajo el proceso de envejecimiento T6. Para obtener diferentes espaciamiento de los brazos dendriticos secundarios (DAS) con bajo contenido de películas de óxido y microcavidades por contracción, fue necesario utilizar diferentes gradientes de concentración. Se demostró que la tasa de solidificación tiene gran influencia en las propiedades mecánicas, ya que controla la microestructura. Para alcanzar el nivel máximo de propiedades mecánicas se utilizaron diferentes tiempos de envejecimiento artificial dependiendo de la aleación. En la condición de valor de pico, la resistencia de fluencia fue de 197 MPa para aleación de Al-Si-Cu y 243 MPa para Al-Si-Mg. Estos resultados pueden compararse con los presentados en otros trabajos sobre aleaciones de aluminio y silicio. Esta comparación muestra que cuando se habla de potencial de aleación, estos resultados son más o menos los mismos que en otros artículos en este campo. Finalizaron concluyendo que el ajuste apropiado. del tiempo de envejecimiento artificial es el factor clave para obtener propiedades superiores de un material. Es necesario ajustarlo individualmente para cada material. 19 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(20) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. debido a diferencias en respuesta de los diferentes elementos de aleación al tratamiento térmico, incluso lo que es más preocupante es que no es fácil fijar el tiempo apropiado en el cual consigue un valor máximo. Depende de la forma de la parte tratada térmicamente, así como de la propagación de la temperatura dentro del horno.. I.3 FORMULACION DEL PROBLEMA DE INVESTIGACION ¿Cómo influyen los parámetros de tratamientos térmicos de precipitación o envejecido (tiempo y temperatura), bajo diversos grados de deformación en frio, sobre las propiedades mecánicas de dureza, tracción y microestructura en las aleaciones de aluminio AA: 6063? I.4 HIPOTESIS Dentro del rango de temperaturas y tiempos de precipitación, los incrementos de deformación, junto a una baja temperatura y mayor tiempo de envejecido serán las condiciones que proporcionaran los mayores valores de dureza. Todas las propiedades mecánicas de tracción estarán fuertemente influidas, tanto por los grados de deformación, como por los parámetros de tratamientos de envejecido.. I.5. OBJETIVOS I.5.1.OBJETIVO GENERAL Determinar el efecto que produce la variación de los parámetros de tratamientos térmicos de precipitación (tiempo y temperatura) y el porcentaje de deformación en frio, sobre las propiedades mecánicas de dureza, tracción y características microestructurales, en las aleaciones de aluminio AA: 6063. I.5.2. OBJETIVOS ESPECÍFICOS. Comparar los tratamientos térmicos clásicos aplicados a estas aleaciones (solubilización y envejecimiento) con el tratamiento termomecánico propuesto; donde se incluye además, porcentajes de deformación en frio, reduciendo las áreas de sección de las muestras. Determinar mediante tablas y gráficos las tendencias que siguen las propiedades de dureza y todas las propiedades mecánicas obtenidas de los ensayos de tracción. Determinar las condiciones de tiempo y temperatura donde se producen los valores máximos y mínimos de estas propiedades. 20 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(21) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Determinar los puntos donde se producen cambios bruscos en las propiedades por efecto de las fases precipitadas. Evaluar la evolución microestructural que siguen los materiales al variar el tiempo y temperatura de precipitación por envejecido para establecer una relación estructurapropiedad. Analizar bajo ensayos de microscopía las fase y precipitados que se forman y en la medida de los posible tratar de identificarlos. I.6. JUSTIFICACION DEL ESTUDIO Justificación Teórica Los mecanismos de transformación de fases y formación de precipitados por efecto de los aleantes en aleaciones de aluminio aún no están del todo comprendida; existen muchos vacíos de conocimiento; razón por la cual, no se puede dar una explicación precisa al cambio de propiedades mecánicas por efecto de estos tratamientos. Este trabajo intenta contribuir en este sentido.. Justificación Metodológica. El tratamiento convencional de endurecimiento de las aleaciones de aluminio de la serie 60xx son los tratamientos: (Solubilidad - envejecido natural y envejecimiento artificial respectivamente). Lo que se pretende en este estudio es darle un valor agregado a las propiedades mecánicas resultantes, incluyendo un tratamiento de deformación en frio después del solubilizado. Esta sería una nueva metodología de tratamientos, que caería dentro de los denominados tratamientos termomecánicos aplicados a las aleaciones de aluminio del grupo señalado, al que pertenece nuestro material de estudio. Justificación Tecnológica En nuestro sector industrial, todavía siguen siendo dificultoso realizar procesos de endurecimiento en aleaciones de aluminio. Los catálogos de fabricantes proporcionan solo una mínima, o escaza información al respecto. Esto hace que sea preferible importar perfiles de aluminio, que fabricarlos en nuestro propio medio. Si los resultados a nivel de ensayos de laboratorio, dan buenas respuestas, se puede llevar la metodología a escala industrial lo que se traduciría en un aporte de innovación tecnológica que debe ir unida a una reducción de costos. 21 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(22) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. CAPITULO II FUNDAMENTOS TEORICOS II.1. EL ALUMINIO Y SUS ALEACIONES. El aluminio es un metal que se extrae de la bauxita, un mineral que contiene alrededor del 40 al 60% de alúmina hidratada. La alúmina no hidratada (Al2O3) tiene un punto de fusión de 2040 °C y es muy mal conductor de electricidad, por lo que es difícil fundirla. El aluminio es un buen conductor del calor y la electricidad, y tiene diversas propiedades que hacen muy atractivo y económico al aluminio y sus aleaciones como: su apariencia, bajo peso, fabricabilidad, propiedades físicas y mecánicas, su no toxicidad que lo hace útil en los recipientes de comidas y bebidas, resistencia a la oxidación, excelente conductividad eléctrica y térmica, no ferromagnetismo, el poder tener virtualmente cualquier color y textura, etc. El aluminio se utiliza principalmente en cuatro áreas que son: la construcción, en recipientes y empaquetadores, en transportación y en aplicaciones eléctricas. En construcción se usa para puentes, edificios, torres y tanques de almacenamiento, en diseños arquitectónicos, donde se requiera bajo peso y resistencia a la corrosión. En recipientes y empaquetadores para la industria de la comida y la farmacia porque no es tóxico, no se pega, es resistente al desgarramiento, evita el crecimiento de bacterias y se puede limpiar. En transportación para muchas partes del motor tales como, pistones, bielas, cabezas, escape de gases, manivelas y carburadores entre otros, en la industria aeronáutica y muchos más. En aplicaciones eléctricas se basa en la combinación de bajo costo, alta conductividad eléctrica, resistencia mecánica, bajo peso y excelente resistencia a la corrosión y se usa en conductores eléctricos, motores y generadores, transformadores y en luminarias entre otros. Los pasos para la obtención del aluminio son los siguientes: Primero: Se obtiene la alúmina quitando las impurezas y el agua por medio de una mezcla con una solución de sosa cáustica a 240 °C seguido de una calcinación a 1200°C. Segundo: Se obtiene el aluminio a partir de la alúmina e impurezas, llevándose a cabo por electrólisis, disolviendo la alúmina en una criolita fundida (Na2AlF6), siendo las proporciones de 80 a 90 % de la criolita y alrededor de un 8 % de alúmina y algunos. 22 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(23) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. aditivos. Para esto se usan ánodos de grafito y cátodos de aluminio en donde se deposita el mismo metal. Este procedimiento es conocido como el Proceso Hall - Heroult. Son necesarias de 3.5 a 4 toneladas de bauxita para la obtención de 1.5 toneladas de aluminio. Para aumentar las propiedades mecánicas, el aluminio se tiene que alear con otros elementos como el cobre, manganeso, magnesio, silicio y zinc entre otros. Una vez aleado el aluminio aumenta su resistencia mecánica por medio de deformación o por medio de tratamientos térmicos. Para hacer el tratamiento térmico, los elementos de aleación deben ser parcialmente solubles en estado sólido con el aluminio, con esto se puede llevar a cabo el tratamiento térmico conocido como envejecido, llamándose natural si se efectúa a temperatura ambiente o artificial si éste se realiza a una temperatura superior. II.2. CLASIFICACIÓN DE LAS ALEACIONES DE ALUMINIO Existen varias sociedades dedicadas a la investigación y la ingeniería que han establecido procedimientos para clasificarlas. Entre las instituciones más importantes se pueden mencionar, la International Alloy Designation System (IADS) para productos trabajados, la American National Standards Institute (ANSI), estas dos basadas en la Aluminum Association of the United States. Existen otras como la International Organization for Standarization (ISO) y la Unified Numbering Systems (UNS). [14]. En este trabajo se hablará sobre la clasificación de las aleaciones de aluminio basados en la ANSI [15], que es una de las instituciones más reconocidas internacionalmente. Existen dos grupos en que se clasifican los productos obtenidos de aluminio, estos son: directamente vaciados (cast aluminum alloys) o vaciados en lingotes (foundry Ingots aluminum alloys ) y los trabajados (wrough aluminum alloys), de estos, más del 85% son trabajados. Ambos grupos están registrados por la Aluminum Association dentro del estandard ANSI H35 [15], en la designación y composición de aleaciones de aluminio y su tratamiento registradas en los Estados Unidos. II.3. DESIGNACION DE ALEACIONES DE ALUMINIO. Para las aleaciones trabajadas de aluminio la ANSI asigna a cada aleación trabajada un número de cuatro dígitos, de los cuales, el primero se refiere al principal elemento de aleación. Basados en esto, existen los siguientes grupos de aleaciones: serie 1xxx aluminio sin alear (con un 99% mínimo de pureza), serie 2xxx con cobre como elemento 23 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(24) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Fig. II.1. El aluminio y sus aleaciones con su número de serie respectiva. principal de aleación, serie 3xxx con manganeso, serie 4xxx con silicio, serie 5xxx con magnesio, serie 6xxx con magnesio y silicio, serie 7xxx con zinc y en algunos casos magnesio, serie 8xxx para otros elementos, aunque recientemente se han adjudicado a esta serie las aleaciones con litio, y serie 9xxx para aleaciones inusuales. Para las aleaciones vaciadas La ANSI emplea cuatro números, pero incorpora un punto decimal antes del último para marcar la diferencia del vaciado ya sea directo o en lingote. El primer dígito indica el grupo de la aleación. Para las series del 2xx.x al 9xx.x, el grupo de aleación es determinado por el elemento de aleación presente en mayor porcentaje. El grupo 1xx.x pertenece al aluminio sin alear, en la serie 2xx.x el cobre es el elemento de mayor aleación, en la serie 3xx.x es el silicio con cobre o magnesio, en la 4xx.x es el silicio, en la 5xx.x es el magnesio, la 6xx.x no se usa, en la serie 7xx.x es el zinc, en la 8xx.x el titanio y la 9xx.x otros elementos. El segundo y tercer dígitos indican en la serie 1xx.x el porcentaje mínimo de pureza que excede al 99 %, en las series de la 2xx.x a la 9xx.x no tienen especial significado sirviendo únicamente para identificar diferentes aleaciones en el grupo. El último dígito que está a la derecha del punto decimal indica la forma del producto, xxx.0 indica que fue directamente vaciada en molde y la xxx.1 indica que fue vaciada en lingote. 24 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(25) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. II.4. ALEACIONES DE ALUMINIO COMERCIALES Dentro de las aleaciones de aluminio fundido, las aleaciones de la serie 3XX.X son las más utilizadas, en virtud de su excepcional gama de propiedades. En esta serie, hay Al Si - Mg y Al - Si - Cu - Aleaciones de Mg. Dentro de estas aleaciones, los ejemplos típicos son A356 y aleaciones A354. Las adiciones de Cu y Mg permiten obtener propiedades mecánicas particulares. Las consideraciones reportadas a continuación son con respecto a las aleaciones tratadas térmicamente: los resultados podrían ser diferentes en el caso de una condición de colada. Las aleaciones Aluminio - Silicio – Cobre muestran alta resistencia y alta maquinabilidad, pero baja colabilidad, baja ductilidad y baja resistencia a la corrosión. Las partículas de Cu rompen la película de óxido superficial, que se forma automáticamente cuando la aleación está expuesta en ambiente atmosférico [16]. La adición de Mg conduce a una mejor resistencia contra la corrosión ataque del aire y el agua La adición de Mg también conduce a una mayor resistencia, debido a la precipitación de partículas de Mg2Si durante el tratamiento de envejecimiento. Algunos trabajos en literatura [17] reportan un aumento de 78 MPa (de 337 a 415 MPa) en el límite elástico cuando se agrega Mg a una aleación de Al-Si-Cu (para el envejecimiento máximo a 150 °C); el alargamiento disminuye menos del 1%. Una aplicación típica de las aleaciones Al - Si - Cu - Mg está en el automóvil. Por ejemplo, la aleación A390 (Al-17Si-4Cu-0.55Mg) se utiliza en bloques de cilindros donde se requieren alta resistencia y alta resistencia a la corrosión. La aleación A332 (Al12Si-1Cu-1Mg-2Ni) se utiliza para pistones en motores de combustión interna. En este caso, Cu conduce a alta resistencia, Mg proporciona resistencia a la corrosión y resistencia y el Ni permite resistir a altas temperaturas. Las aleaciones Aluminio - Silicio - magnesio muestran una resistencia menor que las aleaciones de Al - Si - Cu - Mg [18], debido a la ausencia de cobre en la composición química. Aunque la adición de Mg tiene un efecto menor sobre la resistencia que la adición de Cu, proporciona un alto valor de resistencia. Se demostró [19] que el límite elástico está correlacionado con el Mg% en peso de dos maneras diferentes: para la concentración de Mg de hasta alrededor del 0,5% en peso, el aumento en el límite elástico es lineal, para mayores concentraciones de Mg, el aumento se reduce. Es posible explicar esto en razón de la estabilidad de las fases de hierro: A altos niveles de Mg, las fases π – Fe (Al9FeMg3Si5) son estables [20] y esto conduce a un menor porcentaje de Mg utilizable para el endurecimiento por precipitación. Sin embargo, estas aleaciones 25 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(26) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. muestran una mayor corrosión resistencia a las aleaciones de Al-Si-Cu, por lo que es posible usarlas en aplicaciones marinas o en ambientes muy corrosivos Los componentes automotrices (ruedas y motor) y los aviones son otras aplicaciones en las que se utilizan este tipo de aleaciones. II.5. FLUENCIA DE LOS ELEMENTOS DE ALEACION EN LAS PROPIEDADES DE LOS ALUMINIOS ALEADOS. [21] SILICIO. La adición de Si a las aleaciones de aluminio tiene un gran número de beneficios. Es uno de los elementos que no aumentan el peso de las aleaciones y, al mismo tiempo, mejoran sus propiedades. La capacidad de fundición de las aleaciones de Al-Si está en un nivel extremadamente alto, lo que reduce los costes de producción de fundiciones de Al-Si. Las propiedades mecánicas de las aleaciones de aluminio dependen más de la distribución del silicio añadido que de las cantidades de éste. En estas aleaciones donde las partículas de Si están uniformemente distribuidas representan un aumento de la ductilidad, mientras que las aleaciones en las que estas partículas son aciculares, muestran un pequeño aumento de la resistencia. Como se reporta en la literatura [4, 22], un incremento en el contenido de silicio incrementa el módulo de elasticidad y disminuye la elongación. Mientras se añade silicio a la aleación de Al, la resistencia a la corrosión se ve afectada muy ligeramente. Generalmente se mantiene en el mismo nivel o es ligeramente mejor que en el caso de aluminio puro. Cuando el contenido de Si en las aleaciones de Al-Si es tan alto como el 25% de volumen, los vacíos por contracción de volumen de estas aleaciones alcanzan hasta el nivel cero. Podemos agregar que un efecto notable del silicio en el aluminio es mejorar las características del colado, mejorando la fluidez, la resistencia al agrietamiento en caliente y las características de la alimentación de las piezas fundidas. Las aleaciones comerciales Al-Si varían desde composiciones hipoeutécticas hasta cerca del 25% Si. Para procesos de colado con velocidades lentas de solidificación se prefieren los rangos de 5 a 7 % Si, para moldes permanentes se recomienda 7 a 9 % Si y para fundición a presión, que inducen altas velocidades de enfriamiento, 8 a 12% Si. Se recomienda mayores cantidades de eutéctico para propósitos de alimentación de la pieza a medida que aumenta la velocidad de enfriamiento. Las adiciones de silicio disminuyen la densidad y el coeficiente de expansión térmica. 26 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(27) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. Fig. II.2. Diagrama ternario de equilibrio de fases: Al-Si-Mg (Sección isotérmica a 430°C). Fuente: Ref. [23] COBRE. Los cambios en las propiedades mecánicas de la aleación al añadir cobre se pueden observar en su resistencia y ductilidad. El cobre tiene la mayor influencia en la resistencia a altas temperaturas. Estos cambios, como en las aleaciones de Al-Si, no dependen de la cantidad de cobre añadido, sino más bien de cómo se distribuye en solución sólida. La fase más importante formada en las aleaciones Al-Si-Cu es la fase θ (Al2Cu); sus formas, en condición de fundición, dependen de la tasa de solidificación. La velocidad de solidificación conduce a la fase eutéctica Al2Cu [24] Las aleaciones en las que el cobre se puede encontrar en forma de partículas distribuidas uniformemente muestran el mayor aumento de la resistencia sin efectos negativos sobre la ductilidad, mientras que las aleaciones con cobre presentes como red continua en los límites de grano parecen ser menos dúctiles sin aumento notable de la resistencia. La adición de cobre también reducirá la resistencia a la corrosión de la aleación. Sucede porque el cobre dispersa la película de óxido que aparece en la superficie metálica y así evita que la aleación sea eléctricamente neutra. Esto lleva al 27 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
(28) BIBLIOTECA DIGITAL - DIRECCIÓN DE SISTEMAS DE INFORMÁTICA Y COMUNICACIÓN. hecho de que las aleaciones de Al-Cu pueden corroer no sólo poniendo en contacto otros materiales sino también otra aleación de Al-Cu. MAGNESIO El magnesio es un material que es más ligero que el aluminio muestra las mismas propiedades de resistencia. Es el principal elemento de aleación en algunas aleaciones de Al, pero en la mayoría de ellas se considera más bien como impureza. El papel del magnesio en las aleaciones de aluminio-silicio es precipitar la fase "(Mg2Si). [25] Las aleaciones de Al-Mg se caracterizan por su alta resistencia y buena ductilidad. Además, el magnesio puede, como uno de los pocos elementos, aumentar el módulo de elasticidad de las aleaciones de Al. La cantidad adecuada de magnesio en la aleación también dará una respuesta extremadamente alta al tratamiento térmico. Otra propiedad que es muy buena en las aleaciones de Al-Mg es la resistencia a la corrosión. Es mejor en agua salada y en álcalis suaves, luego en aluminio puro. HIERRO El hierro puede ser visto como un elemento de aleación o como una impureza al mismo tiempo. Las principales fases que se pueden formar por la adición de hierro son: α– Fe2Al8Fe2Si;. β-FeAl5Si; π-Al9FeMg3Si5. Estas fases aumentan la resistencia,. especialmente a alta temperatura, pero reducen la ductilidad porque tienen una forma de script y esto conduce a la concentración de tensión local, donde es posible iniciar la grieta [4, 26]. En cuanto a propiedades mecánicas se refiere, se puede decir que el Fe mejora la resistencia de la aleación y al mismo tiempo reduce su ductilidad. El hierro añadido a las aleaciones de aluminio influye negativamente en su resistencia a la corrosión. El hierro también mejora la resistencia al desgarro en caliente durante la solidificación. La formación de agujas de hierro beta tiene un efecto perjudicial sobre las propiedades de las aleaciones de aluminio. Esto ocurre porque las forma de agujas como las fases de hierro actúan como concentradores de tensión y la propagación de la grieta puede comenzar en estos puntos. MANGANESO En aleaciones forjadas se añade manganeso para obtener mejores resultados durante el endurecimiento por trabajado. En las aleaciones de Al-Si, el Mn mejora las 28 Esta obra ha sido publicada bajo la licencia Creative Commons Reconocimiento-No Comercial-Compartir bajo la misma licencia 2.5 Perú. Para ver una copia de dicha licencia, visite http://creativecommons.org/licences/by-nc-sa/2.5/pe/.
Figure


![Fig. II.5. Diagrama binario de equilibrio de fases Al-Si. Fuente: [31]](https://thumb-us.123doks.com/thumbv2/123dok_es/7077895.318980/33.893.202.697.228.668/fig-ii-diagrama-binario-equilibrio-fases-al-fuente.webp)
![Fig. II.7. Resistencia en función del radio de la partícula de la segunda fase (a) [36] y la](https://thumb-us.123doks.com/thumbv2/123dok_es/7077895.318980/40.893.138.764.106.427/fig-ii-resistencia-función-radio-partícula-segunda-fase.webp)
+7
![Tabla II.1. Fases posibles en los sistemas 6xxx (adaptado de Ref. [40] )](https://thumb-us.123doks.com/thumbv2/123dok_es/7077895.318980/42.893.148.744.188.374/tabla-ii-fases-posibles-sistemas-xxx-adaptado-ref.webp)

Documento similar
d) que haya «identidad de órgano» (con identidad de Sala y Sección); e) que haya alteridad, es decir, que las sentencias aportadas sean de persona distinta a la recurrente, e) que
Ciaurriz quien, durante su primer arlo de estancia en Loyola 40 , catalogó sus fondos siguiendo la división previa a la que nos hemos referido; y si esta labor fue de
La campaña ha consistido en la revisión del etiquetado e instrucciones de uso de todos los ter- mómetros digitales comunicados, así como de la documentación técnica adicional de
You may wish to take a note of your Organisation ID, which, in addition to the organisation name, can be used to search for an organisation you will need to affiliate with when you
Where possible, the EU IG and more specifically the data fields and associated business rules present in Chapter 2 –Data elements for the electronic submission of information
The 'On-boarding of users to Substance, Product, Organisation and Referentials (SPOR) data services' document must be considered the reference guidance, as this document includes the
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
This section provides guidance with examples on encoding medicinal product packaging information, together with the relationship between Pack Size, Package Item (container)
