Diseño y Programación de un Eje Rotatorio para la Máquina de Corte Láser NTC TLM 610
8
0
0
Texto completo
(2) 2. -. Simular el eje rotatorio junto con los cinco grados de libertad que posee la máquina de corte por láser para realizar trabajos en tubería estructural.. 2.. MARCO REFERENCIAL. . Proceso del corte láser. Corte por láser o maquinado por haz de láser consiste en la focalización del haz láser en un punto del material que se desea tratar, para que éste funda y evapore lográndose así el corte. . Descripción del proceso. El proceso consiste en la focalización del haz láser en un punto del material que se desea tratar, para que éste funda y evapore lográndose así el corte. El haz láser, con una determinada potencia procedente del generador y de un sistema de conducción llegará al cabezal. Dentro de éste, un grupo óptico se encarga de focalizar el haz con un diámetro determinado, sobre un punto de interés del material a tratar. El posicionamiento del punto focal del rayo respecto de la superficie que se desea cortar es un parámetro crítico. El proceso requiere de un gas de asistencia (Dióxido de Carbono, Helio u Oxígeno), que se aplica mediante la propia boquilla del cabezal, coaxial al propio rayo láser. Aunque la aplicación mayoritaria del corte con láser se da en materiales metálicos, otro tipo de materiales como goma, vidrio, cuero, o madera son susceptibles de ser cortados con este método. En aplicaciones de corte láser de materiales metálicos debe tenerse en cuenta aspectos como calidad del material o posibles recubrimientos (aceite, óxido, pinturas, etc.) como condicionantes importantes del resultado final. . Aplicaciones. Entre las aplicaciones industriales del láser para procesado de materiales se calcula que en torno al 60% de la actividad está dedicada al corte. Una de las industrias que mayormente absorbe esta actividad es la industria del automóvil y la industria auxiliar del automóvil. Sin embargo, en la actualidad se aplica de manera creciente en la industria de la estructura metálica. Herramienta necesaria en corte de pre series en el proceso de fabricación de troqueles cortantes. Alternativa de coste aceptable al uso de troqueles cortantes. Se debe considerar esta aplicación únicamente en casos de series limitadas. Corte rápido de paneles de carrocería para el automóvil. Reduce el stock en series especiales posibilitando cortar opcionalmente. Es posible que el sector auxiliar suministre un tipo de pieza, que dependiendo de opciones de venta del vehículo podrá ser cortada o no en la cadena de producción de una manera opcional, por ejemplo, justo en la etapa anterior al proceso de pintado. Las células de corte son flexibles y reducidas y si incluyen un robot, adquieren todas las posibilidades de reprogramación y reutilización que introduce este último.. . Características del corte por láser. Posibilidad de actuar sobre zonas de tamaño reducido: El diámetro de la boquilla que incide sobre la superficie a cortar tiene un valor medio en torno a las tres décimas de milímetro. Esto acarrea la consecución de surcos de corte muy estrechos de dimensiones muy parecidas a la propia boquilla o ligeramente superiores. Asimismo, las distorsiones que origina en el material son mínimas. Accesibilidad: La posibilidad de transmitir el haz láser mediante fibra óptica hace que, montado un cabezal de corte en un robot antropomórfico, se pueda alcanzar cualquier orientación de corte dentro del campo de trabajo del robot No contacto mecánico con la pieza: No se produce desgaste de la herramienta por contacto ya que el grupo óptico que enfoca el haz origina que en posición de trabajo exista una separación entre la boquilla de la que sale el rayo y la pieza. . Sistemas de control y programación empleados. La programación se hace de una forma cómoda y precisa. Los dispositivos pueden incluir tablas de parámetros para cortar diferentes materiales. Es posible la automatización del proceso así como la comunicación de la máquina láser con otro tipo de dispositivos como CNC, centros de procesado, elementos de control de calidad, sistemas de gestión de errores y alarmas así como dispositivos de monitorización on-line de la máquina y del proceso láser a través de diversos software de CAD/CAM. . Desventajas frente a otros procesos de corte. La gran desventaja que presenta el corte de chapa por láser frente a otros procedimientos reside principalmente en el espesor máximo que se puede cortar (madera 30 mm, metales 12.7 mm y plásticos 40 mm) debido al ángulo que forman los lentes convexos al ajustar la focalidad del haz. Otros procedimientos como el oxicorte, corte por plasma, electroerosión o corte por chorro de agua permiten cortar espesores mayores que el láser. Solamente el corte por punzonado tiene la limitación de cortar espesores menores que los que corta el láser. 2.1 Descripción de la Máquina de corte Láser NTC TLM 610 La serie TLM de los sistemas de corte por láser de 5 ejes simplifica el procesamiento de piezas de trabajo de 3 dimensiones para realizar cualquier número de tareas de corte. Ejecutar programas de código G o un proceso de codificación simplificado desarrollado-CNT. Un sencillo de usar el modo de aprendizaje hace que el corte generación camino fácil y elimina las conjeturas de prácticamente todas las aplicaciones de corte en 3 dimensiones. De igual manera, con el software CAM apropiado de programación, permite realizar trabajos fuera de línea de 5 ejes para piezas con geometría compleja. El la figura 1, se puede ver el modelo de la maquina el cual cuenta con las siguientes características en cada uno de sus ejes:.
(3) 3 3.1 Análisis estático del sistema. Recorrido eje X = 3100 mm Recorrido eje Y = 1900 mm Recorrido eje Z = 1220 mm Rotación eje A (Contenido en el eje Z) = 359° Rotación eje B (Contenido sobre el eje A) = 90° Cada uno de estos movimientos puede ser renombrado de acuerdo con las necesidades del usuario debido a que la cantidad de movimientos o grados de libertad posibles en la programación son de 256 gracias a los amplificadores Aerotech®.. En el análisis estático del Eje C, se tomaron los puntos de apoyo en el instante que es puesto el material a cortar la como se muestra en las figuras 2 y 3.. Figura 2. Esquema de los elementos necesarios para el análisis estático del Eje C. Fuente: elaboración propia SolidWorks 2016 ©. Basado en las dimensiones máximas permitidas por el diseño de la copa se tiene que el tubo en Acero A-36 de 3m se tiene: 𝑚𝑎𝑠𝑎 𝑡𝑢𝑏𝑜 =. 13.83𝑘𝑔 ∗ 3 𝑚 = 41.49𝑘𝑔 ≅ 41.5 𝐾𝑔 𝑚. Entonces, el peso del tubo que debe vencer la trasmisión del eje rotatorio es: 41.5 𝐾𝑔 ∗ 9.81 𝑚⁄𝑠 2 = 407.115 𝑁. Figura. 1. Modelo de la máquina NTC TLM 610 Fuente: [2]. 3.. PARÁMETROS DE DISEÑO PARA EL EJE ROTATORIO (EJE C). Para el obtener el diseño CAD tanto de la trasmisión como de cada uno de los apoyos para la sujeción del material a cortar, llamado Eje C, se tomaron los siguientes parámetros en entrada: Masa promedio del tubo de acero A-36 a cortar (rectangular, cuadrado o redondo): 13.83kg/m Dimensiones del tubo: 𝐷𝑛𝑜𝑚 = 6" 𝐷𝑒𝑥𝑡 = 168.2 𝑚𝑚 𝐿 = 3000 𝑚𝑚 𝑒 = 3.40 𝑚𝑚 Donde: 𝐷𝑒𝑥𝑡 : Diámetro exterior o dimensión máxima permitida para el corte del tubo 𝐷𝑛𝑜𝑚 : Diámetro nominal del tubo a cortar 𝐿: Longitud máxima de tubo a cortar e: espesor máximo permitido que permite la máquina para realizar las operaciones de corte. Una vez determinas las dimensiones para el material de corte, se realizaron los siguientes análisis:. Figura 3. Análisis estático del Eje C. Fuente: elaboración propia SolidWorks 2016 ©. ∑𝐹 = 0. (1) 𝑅𝐴 + 𝑅𝐵 = 407.115 𝑁. ∑𝑀𝐴 = 0. (2). Donde, (1) 𝐹 : Fuerzas aplicadas en sistema (2) 𝑀: Sumatoria de momentos en uno de los apoyos 0 = 3𝑅𝐵 − 1.5(407.115) 0 = 3𝑅𝐵 − 610.6725.
(4) 4 610.6725 = 3𝑅𝐵 610.6725 = 𝑅𝐵 3 Por lo tanto las reacciones en cada uno de los apoyos son: 𝑅𝐴 = 𝑅𝐵 = 203.5575 𝑁. En la figura 5, se muestra el esquema empleado para el diseño de la transmisión de potencia para cada una de los apoyos del eje C. En las ecuaciones 3 y 4 respectivamente, muestran los torques requeridas, la potencia requerida y la eficiencia que va a tener el sistema a partir del motor seleccionado.. 3.2 Diseño de elemento de sujeción del Eje Rotatorio C Tomando en cuenta que uno de los puntos de sujeción (llamado copa) debe permitir el paso de material de corte; por lo tanto, se optó por el uso de rodillos metálicos y la apertura y cierre con actuador neumático tal como se muestra en la figura 4.. Figura 5. Esquema de la trasmisión mecánica para el Eje Rotatorio C Fuente: Elaboración propias con SolidWorks 2016©. Partiendo de las especificaciones de la máquina, se tiene que: Nombre del eje: 𝐶𝐴𝑥𝑖𝑠 Velocidad de trabajo 𝑉𝐶 𝐴𝑥𝑖𝑠 = 400°⁄𝑠. [2]. 1200° 60 𝑠 1 𝑟𝑒𝑣 ∗ ∗ = 200 𝑟𝑝𝑚 𝑠 1 𝑚𝑖𝑛 360° Para la potencia requerida, se parte la siguiente información:. ∅𝑒𝑥𝑡 = 152.4 𝑚𝑚 = 0.1524 𝑚 Figura 4. Modelo de la copa para el eje C Fuente: Elaboración propia con SolidWorks 2016© Entonces la inercia que debe vencer la transmisión mecánica por las cargas asociadas a la reacción en cada apoyo y el peso del tubo a cortar es: 𝐼𝑛𝑟𝑐𝑖𝑎 = 𝑅𝑒𝑎𝑐𝑐𝑖𝑜𝑛 𝑎𝑝𝑜𝑦𝑜 𝑐𝑜𝑝𝑎 + 𝑝𝑒𝑠𝑜 𝑑𝑒 𝑙𝑎 𝑐𝑜𝑝𝑎. 𝑇𝑟𝑒𝑞 = (𝑅𝑒𝑎𝑐𝑐𝑖𝑜𝑛 𝐶𝑜𝑝𝑎 + 𝑃𝑒𝑠𝑜 𝑐𝑜𝑝𝑎) ∗. 𝑃𝑟𝑒𝑞 = 𝑇𝑟𝑒𝑞 ∗ ⍵. Inercia que debe vencer cada copa es de: 203.5575 𝑁 + 274.68 𝑁 = 478.2375 𝑁 3.3 Diseño de la transmisión mecánica para cada copa del Eje Rotatorio C Para el diseño de la trasmisión mecánica, se optó por el uso de correas sincrónicas debido a la precisión que ofrece sobre otros sistemas como piñón-cremallera, cadena o tornillo de bolas. Por lo tanto, para los cálculos de diseño, se tomó la siguiente información: 3.3.1. Diseño de la transmisión de Potencia. (3) (4). 𝐷𝑜𝑛𝑑𝑒: (3). Para el peso de cada elemento de sujeción Peso de la copa: 28 𝐾𝑔 ∗ 9.81 𝑚⁄𝑠 2 = 274.68 𝑁. ∅𝑟𝑢𝑒𝑑𝑎⁄ 2. . 𝑇𝑟𝑒𝑞 : torque requerido ∅𝑒𝑥𝑡 : diámetro exterior tubo de corte. . 𝑃𝑟𝑒𝑞 : potencia requerida ⍵: velocidad angular máxima de cada copa. (4). Entonces, 𝑇𝑟𝑒𝑞 = 478.2375 𝑁 ∗. 0.24 𝑚 = 57.39 𝑁𝑚 2. A partir de 200 𝑟𝑝𝑚 que corresponde al movimiento máximo permitido para el eje C, se calcula la potencia requerida, de lo cual se tiene: 200. 𝑟𝑒𝑣 1 𝑚𝑖𝑛 2𝜋𝑟𝑎𝑑 ∗ ∗ = 20.94 𝑟𝑎𝑑⁄𝑠 𝑚𝑖𝑛 60 𝑠 1 𝑟𝑒𝑣.
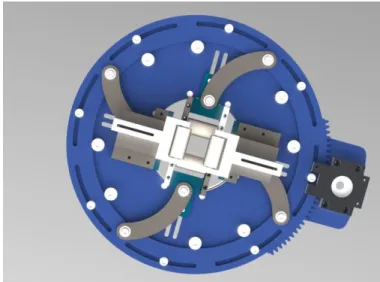
(5) 5 Por lo tanto, la potencia requerida para cada apoyo del eje C es: 𝑃𝑟𝑒𝑞 = 57.39 𝑁𝑚 ∗ 20.94 𝑟𝑎𝑑⁄𝑠 = 1201.71 𝑊 Una vez calculada la potencia requerida, se calcula la potencia de diseño que consiste en sobredimensionar la capacidad de carga del sistema que el motor seleccionado no llegue al totalidad de su eficiencia.. Entonces: 𝜂𝑚𝑒𝑐á𝑛𝑖𝑐𝑎 = (5). Donde, (5) 𝑃𝑑𝑖𝑠 : Potencia de diseño 𝐹. 𝑆 : factor de diseño. 1442.05 𝑊 = 0.47 = 47% 3400 𝑊. Si bien el motor seleccionado hace que el sistema sea ineficiente en este instante, a través de los amplificadores se puede graduar la potencia del sistema. Ahora, la relación de transmisión de las poleas sincrónicas y la distancia entre centros entre la rueda y piñón es la siguiente:. El Factor de diseño tomado para este sistema es de 1.2 que corresponde a servicio pesado [5], entonces: 𝑃𝑑𝑖𝑠. (6). Donde, (6) 𝜂𝑚𝑒𝑐á𝑛𝑖𝑐𝑎 : Eficiencia mecánica 𝑃𝑟𝑒𝑞 : Potencia requerida 𝑃𝑑𝑖𝑠 : Potencia de diseño. Entonces, la potencia de diseño es: 𝑃𝑑𝑖𝑠 = 𝑃𝑟𝑒𝑞 ∗ 𝐹. 𝑆. 𝑃𝑟𝑒𝑞 ⁄𝑃 𝑑𝑖𝑠. 𝜂𝑚𝑒𝑐á𝑛𝑖𝑐𝑎 =. 𝐷𝑝 𝑑𝑝. = 𝑅𝑇. 𝐶=. 𝐹. 𝑆 = 1.2 = 1201.71 𝑊 ∗ 1.2 = 1442.05 𝑊. 2𝐷𝑝 + 𝑑𝑝 2. El motor seleccionado para la transmisión mecánica es un Parker MPM1422BSGJN1N, debido a la compatibilidad que tiene con los amplificadores Aerotech®, visto en la figura 6, el cual tiene las siguientes características:. Donde, (7) 𝑅𝑇 : Relación de transmisión 𝐷𝑝 : Diámetro rueda (copa) 𝑑𝑝 : Diámetro piñón. Potencia: 3.4 KW Velocidad: 1750 rpm [3]. (8) . (7) (8). C: Distancia entre centros. Entonces, 𝑅𝑇 = 𝐶=. 1750 𝑟𝑝𝑚 = 8.75 200 𝑟𝑝𝑚. 2(0.70 𝑚) + 0.06𝑚 = 0.38 𝑚 2. Una vez que se han realizado los cálculos de diseño de trasmisión del eje rotatorio, el modelo y las disposiciones de cada uno de los componentes se pueden apreciar en la figura 7.. Figura 6. Motor seleccionado para la transmisión del Eje C. Fuente: [4]. Seleccionado el motor y determinada la potencia requerida del sistema, se obtiene la eficiencia mecánica por cada copa:.
(6) 6 4.. CONEXIÓN Y SINTONIZACIÓN SERVOMOTOR. Con el motor disponible y el software AS3200 de Aerotech®, se realizó la conexión entre ellos junto con el driver para realizar las pruebas obteniendo los siguientes resultados de entrada mostrados en la figuras 9 y 10.. Figura 7. Modelo seleccionado para la transmisión del eje rotatorio copa fija Fuente: Elaboración Propia con SolidWorks 2016© Finalmente, el modelo CAD de la máquina, junto con el eje rotatorio C, es detallado para ser simplificado y empleado en el software SprutCAM para la simulación de una corte apreciada en la figura 8.. Figura 8. Modelo CAD de la máquina para usar en el Software SprutCAM© Fuente: Elaboración Propia con SolidWorks 2016©. Figura 9. Conexión entre servomotor, driver y PC a través del software AS3200© Fuente: Elaboración Propia En la figura 10 se puede apreciar la curva generada por el motor al girar en sentido horario y anti horario. Con los datos obtenidos se hallaron las ganancias del PID para controlar el avance, la posición y la velocidad de giro del eje C.. Figura 10. Curvas de Velocidad y Posición del motor para el eje rotatorio C Fuente: Elaboración Propia con Software Aerotech AS3200©. Al sintonizar el motor, se calcularon las ganancias del PID mostradas en la figura 11, en las cuales no se agregaron las cargas externas debido a que el eje se encuentra libre..
(7) 7. Figura 13. Gráficas de posición y velocidad del eje C Fuente: Elaboración Propia con Software Aerotech AS3200©. Figura 11. Ganancias del eje rotatorio C Fuente: Elaboración Propia con Software Aerotech AS3200©. 5.. PRUEBAS Y RESULTADOS OBTENIDOS. El eje C se habilita a través de la pantalla HMI disponible en el software, en la cual, se agregaron los parámetros de velocidad de avance. Dicho parámetro, permite observar detalladamente las posiciones programadas comparadas contra las reales y así corregir, si lo requiere, las ganancias para el servomotor como se aprecia en la figura 12.. Figura 14. Simulación de corte Fuente: Elaboración Propia con Software SprutCAM©. Si bien en la posición programada no presenta errores con la real de manera numérica, en la gráfica se puede ver que alcanza una desviación pico de 0.06° a velocidad máxima programada de 400°/s. Esto quiere decir que se requiere de un nuevo cálculo de ganancias en el PID para ver si se presenta el mismo comportamiento. 6.. CONCLUSIONES. -. Basado en los parámetros de diseño establecidos, se puede decir que el modelo CAD es viable para la construcción del eje rotatorio C.. -. A pesar de que el motor seleccionado no tuvo carga durante las pruebas de posición y simulación de corte, las ganancias calculadas para el PID fueron adecuadas para el eje rotatorio C.. -. La simulación del corte para un tubo redondo con el software SprutCAM© permitió ver junto los el. Figura 12. Pantalla HMI Software Aerotech AS3200© Fuente: Elaboración Propia con Software Aerotech AS3200©. El eje C se dejó sin restricciones de giros anti horario y horario debido a que no tiene carga a mover (tubo de corte). Entonces, al calcular las ganancias mediante el uso del software, se obtuvieron las curvas de posición y velocidad apreciadas en la figura 13 a partir de un programa de corte hecho con el software SprutCAM®. (Figura 14)..
(8) 8 software Aerotech AS3200© cómo funciona el motor en un trabajo de corte. Sin embargo, es necesario realizar esa misma prueba con el sistema construido para comprobar si las ganancias del PID son válidas. -. Con el diseño hecho, es posible continuar con la construcción y la implementación del eje rotatorio C junto con los 5 movimiento presentes en la máquina de corte laser NTC TLM 610 para ejecutar trabajos que la demanda requiera respecto a tubería estructural.. 7.. REFERENCIAS. [1] Millán Gómez, Simón (2006). Procedimientos de Mecanizado. Madrid: Editorial Paraninfo. [2] Catálogo Maquina láser NTC TLM 600 Series. Disponible en http://www.ntclaser.com/tlm.htm. Consultado 22 septiembre 2016. [3] Mott R., "Diseño de elementos de máquinas", 4ª edición. Editorial Pearson [4] Ficha técnica Motores Parker serie MPM662 Disponible en http://www.datasheetspdf.com/PDF/MPM662/549088/2 [5] Parker Automation, Catalog 8000-4/USA MaxPlus® Motors. Pag 11. Disponible http://www.parkermotion.com/literature/pdf/maxplus_rota ry.pdf. Consultado 15 Junio 2017..
(9)
Figure

![Figura 6. Motor seleccionado para la transmisión del Eje C. Fuente: [4]](https://thumb-us.123doks.com/thumbv2/123dok_es/7255992.343784/5.918.467.753.420.809/figura-motor-seleccionado-transmisión-eje-c-fuente.webp)

+2

Documento similar
Fuente de emisión secundaria que afecta a la estación: Combustión en sector residencial y comercial Distancia a la primera vía de tráfico: 3 metros (15 m de ancho)..
La campaña ha consistido en la revisión del etiquetado e instrucciones de uso de todos los ter- mómetros digitales comunicados, así como de la documentación técnica adicional de
La potencia del eje del motor de arrastre se puede determinar aplicando diferentes métodos, se puede medir directamente con ayuda de un torquímetro, o en el caso de un arrastre
Se ha logrado que en el diseño teórico de la máquina no aparezcan frecuencias resonantes que interfirieran en la medida de vibraciones y
Estas restricciones son que el par´ametro S de adaptaci´on est´e por debajo de −7 dB para conseguir una buena adaptaci´on en los cuatro puertos del array, que los diagramas
Abstract: This paper reviews the dialogue and controversies between the paratexts of a corpus of collections of short novels –and romances– publi- shed from 1624 to 1637:
Entre nosotros anda un escritor de cosas de filología, paisano de Costa, que no deja de tener ingenio y garbo; pero cuyas obras tienen de todo menos de ciencia, y aun
E Clamades andaua sienpre sobre el caua- 11o de madera, y en poco tienpo fue tan lexos, que el no sabia en donde estaña; pero el tomo muy gran esfuergo en si, y pensó yendo assi
