ESTUDIO DE CASO.
YENNY PAOLA RODRÍGUEZ PARRA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA
LEAN SERVICE COMO FILOSOFIA PARA LA MEJORA DE LOS PROCESOS. ESTUDIO DE CASO.
YENNY PAOLA RODRÍGUEZ PARRA
Trabajo de grado presentado como requisito parcial para optar al título de Ingeniera de Producción.
Modalidad: Monografía Director: JAVIER PARRA PEÑA Doctor en Ingeniería y producción industrial
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA
Agradecimientos
Mi agradecimiento a La Universidad Distrital Francisco José de Caldas que me permitió realizar mis estudios y al proyecto curricular de Ingeniería en Producción.
Especialmente a mi Director Ph.D Javier Parra Peña por su asesoría constante, sus conocimientos y compromiso.
A la Organización Alianza Fiduciaria en la cual se desarrolló el estudio de caso. A mi familia por recibir siempre su apoyo y ser parte del logro de mis objetivos
Dedicatoria
A mi madre, porque con su compañía espiritual me brindo sabiduría y compromiso.
A mi padre, hermanas, sobrino y cuñados quienes, con su amor y compañía incondicional en este proceso, me han permitido cumplir hoy ser profesional
Introducción ...1
Marco de Referencia ...3
Estado del arte ... 3
Marco Histórico ... 5
Antecedentes: historia de cómo se creó el concepto. ... 5
Marco Teórico ... 7
Concepto lean manufacturing. ... 7
Evolución Histórica ...11
Producción Artesanal ... 11
Producción en masa ... 11
El nacimiento de la Manufactura esbelta ... 13
El Sistema de Producción de Toyota (TPS) y el Lean Production ... 18
El elemento principal de Toyota: eliminación del desperdicio. ... 22
Diagrama de la casa de TPS. ... 24
Los catorce principios empresariales del modelo Toyota ... 26
Primera categoría: Filosofía. ... 27
Segunda Categoría: Proceso ... 28
Principio 2: Cree procesos en flujo continuo para hacer que los problemas salgan a la superficie, ... 28
Principio 3: Utilice sistemas Pull para evitar producir en exceso. ... 29
Principio 4: Nivele la carga de trabajo (Heijunka). ... 29
Principio 5: Crear una cultura de parar a fin de resolver los problemas, para lograr una buena calidad a la primera (Jidoka). ... 31
Principio 6: Las tareas estandarizadas son el fundamento de la mejora continua y de la autonomía del empleado. ... 32
Principio 7: Utilice el control visual de modo que no se oculten los problemas. ... 32
Principio 8: Utilice solo tecnología fiable y absolutamente probada que dé servicio a su personal y a sus procesos. ... 33
Tercera Categoría: Personal y socios ... 34
Principio 9: Haga creer a los líderes que comprendan perfectamente el trabajo, vivan la filosofía y la enseñen a otros, ... 34
Principio 10: Desarrolle personas y equipos excepcionales que sigan la filosofía de su empresa. ... 35
Principio 11: Respete su red extendida de socios y proveedores, desafiándoles y ayudándoles a mejorar. ... 36
Principio 12: Vaya a verlo por sí mismo para comprender a fondo la situación (genchi
genbutsu). ... 36
Principio 13: Tome decisiones por consenso lentamente, considerando concienzudamente todas las opciones; impleméntelas rápidamente. ... 37
Principio 14: Conviértase en una organización que aprende mediante la reflexión constante (hansei) y la mejora continua (kaizen): ... 38
Productos desarrollados por medio del modelo Toyota. ... 39
Lean Service...40
Etapas en la creación de flujo en las organizaciones técnicas y de servicio ... 40
Fases que permiten transformar las empresas con la filosofía Lean ... 41
Flujo del workshop Kaizen. ... 44
Paso 1, Identificar el cliente. ... 44
Paso 2, Mapa del estado actual o VSM As Is. ... 44
Paso 3, Mapa del estado futuro o VSM To Be. ... 45
Paso 4, Plan de Implementación. ... 48
Paso 5, evaluar el rendimiento. ... 49
Lean aplicado en una organización de servicio ... 51
Estudio de caso ...53
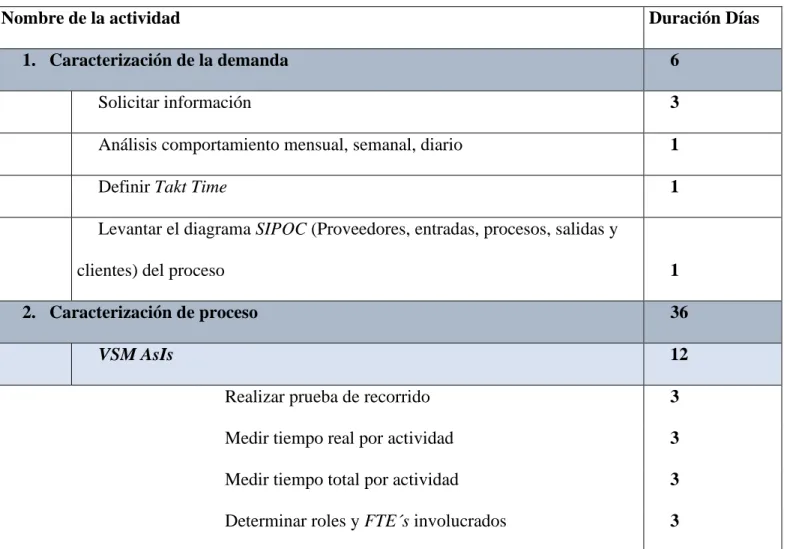
Plan de trabajo intervención Lean pagos sociedad ... 55
Caracterización de la demanda ... 60
Diagrama SIPOC (Suppliers, input, process, output, customer) ... 67
Caracterización del proceso ... 69
Caracterización de mudas ... 84
STP (Straight Through Process) ... 85
Diagrama Spaghetti sin intervención LEAN ... 86
Diagrama Spaghetti con intervención LEAN ... 87
Piloto/Go Live ... 89
Preparación. ... 89
Gestión visual. ... 89
Resultados ... 91
Conclusiones y recomendaciones ...100
Conclusiones ... 100
Recomendaciones ... 103
Glosario ...104
Lista de Tablas
Tabla 1. Plan de implementación de Lean Service. ... 57
Tabla 2. Diagrama pareto. ... 62
Tabla 3. Demanda semanal administrativa. ... 63
Tabla 4. Demanda diaria administrativa. ... 64
Tabla 5. Demanda diaria de impuestos………..65
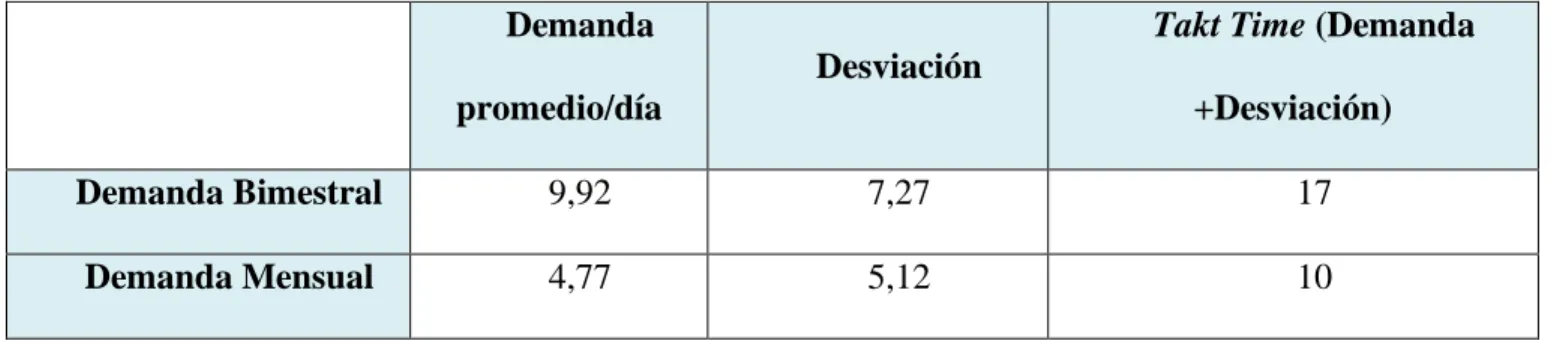
Tabla 6. Takt Time pagos sociedad. ... 66
Tabla 7. Diagrama SIPOC. ... 68
Tabla 8. Tiempos del proceso actual As Is pagos administrativos. ... 71
Tabla 9. Tiempo del proceso actual AsIs de impuestos. ... 75
Tabla 10. Tiempos del proceso futuro-To Be pagos administrativos. ... 78
Tabla 11. Teoría de colas, modelo M/M/1. ... 82
Tabla 12. Tiempos del proceso futuro-To Be pagos de impuestos. ... 83
Tabla 13. Caracterización de mudas. ... 85
Tabla 14. Análisis de tiempos pagos administrativos. ... 96
Lista de Ilustraciones
Ilustración 1. Modelo 4P. Fuente: Las claves de éxito de Toyota. (2010). ... 18
Ilustración 2. Casa del TPS. Fuente: Las claves de éxito de Toyota (2010). ... 25
Ilustración 3. Flujo del workshop kaizen. Fuente: Las claves del éxito de Toyota (2010). ... 43
Ilustración 4. Demanda semanal. Fuente: Elaboración propia (2019). ... 63
Ilustración 5. Proceso As Is pagos adm. Fuente: Elaboración propia (2019). ... 69
Ilustración 6. VSM As Is de pagos impuestos. Fuente: Elaboración propia (2019)... 74
Ilustración 7. VSM To Be. Fuente: Elaboración propia (2019). ... 77
Ilustración 8. VSM To Be pagos sociedad impuestos. Fuente: Elaboración propia (2019). ... 83
Ilustración 9. Straight Through Process. Fuente: Elaboración propia (2019). ... 86
Ilustración 10. Diagrama Spaghetti sin intervención Lean. Fuente: Elaboración propia. ¡Error! Marcador no definido. Ilustración 11. Diagrama Spaghetti con intervención Lean. Fuente: Elaboración propia (2019). ... 87
Ilustración 12. Tablero de control. Fuente: Elaboración propia (2019). ... 90
Ilustración 13. Tablero de control real. Fuente: Elaboración propia (2019). ... 91
Ilustración 14. Ritmo de demanda pagos sociedad vs Takt Time. Fuente: Elaboración propia (2019). ... 92
Ilustración 15.Demanda real pagos adm. vs Takt Time. Fuente: Elaboración propia (2019). . 93
Ilustración 16. Demanda mensual adm. Fuente: Elaboración propia (2019). ... 93
Ilustración 17. Demanda semanal adm. Fuente: Elaboración propia (2019). ... 94
Introducción
La presente investigación se refiere al tema de Lean Service, Lean es un concepto originado del Sistema de Producción Toyota (TPS), se define como una filosofía compuesta por un conjunto de herramientas que busca eliminar todas aquellas operaciones que no le agregan valor al producto o servicio de la empresa y reducir desperdicios.
La característica principal de Lean es que permite usar eficientemente los recursos de tal manera que consume menos espacio, menos horas hombre y menos materias primas que un sistema de producción masiva y ha generado excelentes resultados para las Organizaciones que están comprometidas con la mejora continua de sus procesos de una manera sistemática debido a que esta filosofía les permite establecer un flujo de proceso continuo uno a uno, eficiente y no por lotes permitiendo reducir el inventario, mejorar los tiempos de ciclo y la productividad.
Para analizar la filosofía es necesario mencionar las causas de la investigación realizada , una de ellas es la evidencia en varios artículos de la aplicación de Lean en el sector de servicios para mejorar su eficiencia, sin embargo; se evidencian pocas investigaciones acerca de las herramientas utilizadas en el sector de servicios y la metodología de implementación.
La investigación se realiza consultando distintas revistas y artículos científicos, solicitando información del proceso a los directivos y personas que hacían parte del proceso, realizando mediciones de tiempo a cada actividad, realizando el levantamiento del proceso, utilizando diversas herramientas lean de acuerdo con las necesidades del proceso y desarrollando el plan de intervención propuesto.
El objetivo general es evaluar el proceso de implementación de Lean y los beneficios generados en los procesos de las organizaciones de servicios por medio de la investigación de información relacionada con el Sistema de Producción Toyota y realizar un estudio de caso en la Organización Alianza Fiduciaria. Un estudio de caso es una estrategia de investigación dirigida a comprender las dinámicas presentes en contextos singulares (Carazo, s. f.). Se utiliza esta metodología de investigación empírica cualitativa debido a que examina e indaga sobre un fenómeno en su entorno real.
Marco de Referencia
Estado del arte
(Dombrowski & Malorny, 2018) describen los antecedentes de la filosofía lean, conceptos y fundamentos teóricos. Relaciona que la implementación de Lean Production actualmente está difundida en el sector industrial, pero su adaptación a otros sectores de la economía como el de servicios se encuentra en desarrollo. Además describe que la adopción de los principios lean en empresas manufactureras genera mejoras con respecto a la eliminación de desperdicios e incremento de eficiencia. Sin embargo, la participación del sector de servicios cada vez ocupa una mayor porción de la economía mundial, por esta razón es necesario revisar e implementar dichos principios en todos los sectores de la compañía y no solamente en el campo industrial.
(Andrés-López, González-Requena, & Sanz-Lobera, 2015) describen los resultados sobresalientes que se esperan con la aplicación de la manufactura esbelta en la gestión de servicios. Sin embargo, los resultados pueden no ser los esperados cuando se intenta aplicar herramientas técnicas, desarrolladas para procesos industriales a productos intangibles. El documento define los conceptos de valor y desperdicio centrados en las características inherentes del servicio: Intangibilidad, perecebilidad, inseparabilidad, variabilidad y falta de propiedad, con este enfoque se realiza un análisis de valor del cliente, el ciclo de vida del cliente y se evalúa la metodología lean para extender su aplicabilidad al entorno de servicio.
un enfoque orientado al proceso para identificar los principios adecuados de los sistemas de producción ajustada basados en las características del proceso en el servicio postventa, los principios se identifican en función de las características.
(Arango & Rojas, 2008) analizan la filosofía Lean Service de acuerdo con el estado del tema en un ámbito académico, las herramientas utilizadas, metodología, casos de aplicación, factores de éxito y beneficios de su implementación.
(Levitt, 1972) propone que la mejora en el diseño y la administración de los servicios se relaciona la importancia de la transferencia de las metodologías industriales y de los conceptos Lean Manufacturing al sector servicios.
En el artículo (Rich, N, 2008) se evalúa la idoneidad de metodología Lean en el sector, se analizaron tres empresas de servicio financiero en Reino Unido. Con el objetivo de identificar las investigaciones actuales y futuras.
Marco Histórico
Antecedentes: historia de cómo se creó el concepto.
La filosofía Lean Manufacturing fue desarrollada por la industria del automóvil japonesa, Toyota. Henry Ford en el año 1.913, fue el primero en introducir un cambio en las prácticas de taller de máquinas, alineando las líneas de fabricación en secuencia del proceso, utilizando máquinas especiales y medidores de fabricación y ensamblaje de los componentes. Se ejecutaba así un ajuste perfecto directamente en línea (Cuatrecasas, 2010).
Kiichiro Toyoda, Taiichi Ohno y otros miembros de la compañía Toyota inventaron el Sistema de Producción Toyota, máquinas hechas a medida de Toyota en línea con el volumen real que se necesitaba, la introducción de prueba de errores para asegurar la calidad y un sistema de cambio rápido de proceso para producir pequeños volúmenes de piezas. Permitiendo la obtención de bajo costo, alta variedad, alta calidad y tiempos de producción rápidos.
El concepto surge principalmente del Sistema de Producción de Toyota o Toyota Production System (TPS). (Liker, J., 2010). Según (Cadavid, 2013) en el artículo justificación conceptual de un modelo de implementación de Lean Manufacturing se relaciona que Lean es una filosofía de producción que ha generado grandes impactos en la forma en la que se entiende la manufactura moderna en todo el mundo. En años más recientes se han presentado aplicaciones en sectores no factureros como los servicios y la salud. Lean Manufacturing es la denominación inglesa del Sistema de Producción Toyota (TPS) desarrollado en esta compañía en los últimos 60 años.
acuñado por un miembro del equipo del proyecto de investigación realizado por MIT para conocer las mejores prácticas de las industrias automotrices a nivel global .(Womack, Jones, & Roos, 2017)
De acuerdo con Francisco González Correa, en el artículo (González Francisco, 2007) Principales herramientas Lean es un conjunto de herramientas que ayudan a la identificación y eliminación o combinación de desperdicios, a la mejora en la calidad y a la reducción en tiempo y del costo de producción. Estas herramientas son mejora continua (kaizen), métodos de solución de problemas como 5 porqués y sistemas a prueba de errores (poka yokes), además existen algunas técnicas para mejorar el flujo como la producción nivelada.
Muchas empresas han mejorado sus resultados y mejorado su competitividad aplicando Lean Manufacturing. Algunas de estas empresas son: Porsche AG un fabricante alemán de autos deportivos que inició la implementación de Lean en 1.991, en un periodo de cinco años dobló su productividad operativa, redujo en un 90% de los defectos en partes provenientes de proveedores y mejoró su producción con calidad en más del 55 %; Dell Computer utiliza el “modelo directo” que usa los principios del TPS y agrega algunos propios y Pratt & Whitney, un fabricante de motores para aviones, sistemas de propulsión espaciales y turbinas de gas, que ha sido modelo de implementación de Lean que en 1996 lanzó su programa Achieving Competitive Excellence (ACE), y un año después lo extendió a sus proveedores asociados, esta organización desde el inicio del programa ha establecido una cultura de mejoramiento continuo en la empresa (Lean Directions, 2008).(González Francisco, 2007)
ejemplo de ellos es Toyota Motor Co, la cual en primer trimestre del 2007 alcanzó el primer lugar mundial en ventas de automóviles.
Marco Teórico
Concepto lean manufacturing.
El sistema de Lean Manufacturing trata de reducir desperdicios que son:
Sobreproducción, tiempo de espera, transporte, exceso de procesado, inventario, movimientos innecesarios, defectos y creatividad de las personas no utilizada. Para la reducción de dichos desperdicios Lean Manufacturing sigue seis principios clave para el logro de su objetivo, las cuales son:
a) Calidad perfecta a la primera: Es la búsqueda de cero defectos, detección y solución de problemas desde su origen.
b) Minimización del despilfarro: Conseguir la eliminación de todas las actividades que no son de valor añadido.
c) Mejora continua: Reducción de costos, mejora de la calidad, aumentos de la productividad y compartir la información.
d) Procesos “PULL”: Los productos son solicitados por el cliente, no empujados por el final de la producción.
e) Flexibilidad: Quiere decir, producir de manera rápida diversidad de productos, sin sacrificar la eficiencia debido a volúmenes menores de producción.
En los últimos 25 años, los servicios se han convertido en el motor esencial de la economía europea, que representa alrededor del 70% del PIB de Europa. La actividad terciaria en EE. UU es aún mayor, es el 80 % del PIB. Por esta razón el sector de servicios podría ser considerado la fuente del crecimiento económico del futuro, por lo tanto, mejoras en la productividad permitirían el desarrollo del sector terciario y podría garantizar una estabilidad económica duradera. (F. Damrath, 2009). La manufactura esbelta está pasando gradualmente de los sistemas de manufactura al sector terciario. Desafortunadamente, la transferencia exitosa de la teoría a un enfoque práctico representa un desafío, por el cambio de mentalidad operativa requerido para la aplicación del pensamiento lean en el campo de servicio. El servicio se puede definir como un conjunto de beneficios perecederos y consumibles por única vez entregados por un proveedor para satisfacer las necesidades del consumidor. (M. Richter., R. Souren., 2008). El reto principal en la aplicación Lean en la industria de servicios es la falta de conciencia acerca de los beneficios en la implementación de este sistema (Gupta et al., 2016). Lean service no tiene un modelo único de prácticas o estándares, es una mezcla de herramientas que deben ser aplicadas de acuerdo con la situación a mejorar. (Andrés-López et al., 2015)
Los servicios se caracterizan por:
a) Intangibilidad: La calidad de un servicio se basa en los sentimientos y expectativas de los clientes.
b) Inseparabilidad: La generación y el consumo del servicio se producen simultáneamente. c) Variabilidad y heterogeneidad: Los recursos transformados son información, conceptos e
ideas.
a) Hay que especificar que crea valor: El valor puede considerarse en el entorno de servicio como la necesidad que puede cubrir el servicio para el cliente final.
b) Identificar el flujo de valor: El valor se crea por las necesidades del cliente, el valor del flujo es constituido por la secuencia de actividades que permite su satisfacción.
c) Flujo: Se centra en la optimización del movimiento continuo a través de la secuencia de actividades de servicio que generan valor, tal como lo percibe el cliente.
d) Pull: En un entorno de servicio Pull significa distribuir la demanda del cliente a lo largo de la cadena de valor y entregar solo lo que el cliente realmente demanda.
e) Esfuerzo para la perfección: Se debe centrar en la perspectiva del cliente, ofreciendo exactamente lo que el cliente quiere y cuando lo quiere. (Andrés-López et al., 2015).
Lean Service enfatiza el rol activo del cliente, integrando al cliente en la creación del servicio. El cliente participa en el proceso de producción y el sistema de entrega aporta un elemento totalmente nuevo para las operaciones de fabricación, los clientes transforman su papel en la red de valor, siendo un socio de creación de flujo de valor.(Andrés-López et al., 2015)
Evolución Histórica
El sistema de producción Toyota (TPS) surgió en la mitad del siglo XX, la filosofía de este enfoque se conoce como producción ajustada, la cual tiene como objetivo la eliminación de desperdicio y el consumo de recursos innecesarios.
El sistema Taylorista permite la organización científica del trabajo, la eficacia y el aumento de la productividad. La división del trabajo generó especialización absoluta (Arbós, 2012).
Producción Artesanal
Las características principales con la siguientes:
a) Fuerza de trabajo formado por artesanos con habilidades en el diseño, en la maquinaria y en el ensamble.
b) Organización descentralizada: Pequeña fábrica que provee la mayoría de las partes. El dueño/comerciante coordina el proceso en contacto directo con los contratistas, trabajadores y clientes.
c) Maquinaria de uso general, empleada para cortar, perforar y triturar partes. d) Bajos volúmenes de producción y altos precios.
La producción artesanal continúa en algunos nichos como en productos de lujo, en compañías de autos como Lamborghini, Ferrari y Aston Martin debido a que producen pequeños volúmenes de carros especiales y a precios muy altos a compradores que tratan directamente con la fábrica.
Producción en masa
científicos de la manufactura. El sistema artesanal era empírico debido a que dependía de la experiencia de los artesanos por esta razón Taylor mediante la observación logró identificar los principios de la administración científica. En este sistema se inició el estudio de tiempos y movimientos a los trabajadores con el objetivo de reducir el tiempo de ciclo del proceso, estandarizarlo y seleccionar el mejor método para realizar las actividades.
El sistema de producción Ford de Henry Ford tuvo una parte importante dentro de este proceso, diseñó el modelo T en 1908, un automóvil fácil de producir y sencillo de reparar, el objetivo de la producción en masa era ensamblar en línea, obtener una línea de ensamble para lograr intercambiabilidad, Ford estandarizó las piezas usadas a través de sus operaciones, mediante las innovaciones en las herramientas de los equipos que le permitían maquinar partes. Adicionalmente, disminuyó el número de partes que se movían en los motores y simplificó el proceso de ensamble, siguiendo a Taylor disminuyó el número de actividades que cada trabajador requería. (Alberto Villa, 2016) Logró la estabilidad en el proceso porque creó la línea de producción y fue el primero que pensó esbeltamente (Womack y Jones, 1996). Ford contaba con una línea para fabricar las partes en secuencia y fabricaba con pocas piezas de inventario en proceso. En este sistema de producción se generaron partes defectuosas, problemas con los proveedores generaron que las plantas nunca hicieran lo que estaba programado ocasionando que los gerentes de las plantas se reunirán todos los días para determinar con cuántas partes contaban en el inventario Para el desarrollo de la producción en masa, Ford consideró que tendría un volumen alto y no contemplo variabilidad en sus productos.
flexible, el cual se define por una serie de principios y procesos que se llevan a cabo por medio de un equipo de gente capaz y facultada, quienes trabajan en un ambiente de seguridad para producir bienes que superen las expectativas del cliente en calidad, costo y tiempo.
El nacimiento de la Manufactura esbelta
En 1894, Toyoda inició la fabricación de telares manuales, su deseo era crear una máquina que pudiera tejer una tela, en el proceso de este trabajo a prueba de error generó la base del libro Toyota Way, el genchi genbutsu (Ir/observar/entender) y posteriormente fundó la compañía Toyoda Automatic Loom Works. Inventó un mecanismo especial que detenía de manera automática el telar cuando el hilo se trozaba, el cual se convirtió en uno de los pilares del Sistema de producción Toyota llamado Jidoka (automatización con toque humano). Sakichi vendió la patente de la máquina a una compañía inglesa, en 1930 junto con su hijo, iniciaron la construcción de Toyota Motor Company. Kichiro construyó Toyota con la filosofía de su padre, e incluyó las técnicas justo a tiempo y Kanban.
del petróleo. Lean proporciona mejores productos, con mayor variedad, a menor costo, proporciona más incentivo y gratificación al trabajo de los empleados de todos los niveles.
La producción Lean,
Toyota es una compañía japonesa automovilística y está localizada en Nagoya, la cual es la cuarta ciudad más grande de Japón y es la capital japonesa de la industria automovilística. Su mano de obra estuvo compuesta por antiguos trabajadores agrícolas. La familia fundadora Toyoda, triunfó primero en el negocio de la maquinaria textil a finales del siglo XIX. A fines de los años treinta, y a requerimientos del gobierno, la compañía entró en la industria de vehículos de motor, especializándose en la fabricación de camiones para los militares. Después de la guerra, Toyota estaba decidida a entrar plenamente en la fabricación de coches y camiones comerciales, pero el mercado doméstico era pequeño y demandaba una amplia gama de vehículos, la economía japonesa carecía de capital y de divisas, lo que indicaba que era imposible efectuar compras masivas de la última tecnología de la producción artesanal y el mundo exterior estaba lleno de grandes productores de vehículos de motor que anhelaban operar en Japón (Liker, J., 2010)
y está siendo adoptado por empresas de otros sectores, con casos de éxito conocidos como el de Zar, en España, por lo que puede implantarse en cualquier empresa industrial o de servicios, aunque exige una nueva forma de pensar. El sector de la automoción es el que suele implementar primero la gestión Lean, fruto de lo cual es su elevada eficiencia y competitividad que debe ser trasladable a otros sectores.
El sistema de producción Toyota va más allá de ser una forma de gestionar operaciones, busca la excelencia operacional como un arma estratégica y basa sus decisiones a largo plazo, Lean trata la gestión de los procesos buscando la perfección. Para Toyota el proceso correcto producirá los resultados correctos, el secreto básico del TPS es el establecimiento de los procesos en flujo continuo con el objetivo de que afloren los problemas, flujo que conviene sea tirado desde la demanda adecuadamente filtrada por medio del nivelado de las cargas de trabajo. Cuando los problemas afloren, el TPS aboga por parar los procesos con el objetivo de resolver los problemas para lograr una buena calidad desde el principio del proceso. La reflexión (hansei) y la mejora continua desde grupos de trabajo (kaizen), deben resolver los problemas y los métodos nuevos se deben estandarizar. Otra característica de la gestión lean es la utilización de sistemas sencillos de planificación y control, visuales siempre que sea posible y la utilización de tecnología fiable y absolutamente probada. Además, los aspectos relacionados con el liderazgo, el aprendizaje, los equipos humanos y el trato a las personas son muy importantes, el trabajo con personas y equipos excepcionales que sigan la filosofía de la empresa y el crecimiento de los líderes que comprendan perfectamente el trabajo, vivan la filosofía y la enseñen a otros.
En los años 90 se hizo evidente que había un plus en Toyota comparado con los demás fabricantes de automóviles en Japón (Womack & Jones, 2003). Era la forma en la que Toyota diseñaba y fabricaba los coches que los elevaba a una consistencia increíble en su proceso y su producto. Toyota diseñaba coches más rápido, con más fiabilidad, a un coste competitivo y pagando sueldos relativamente altos de los trabajadores japoneses, es el tercer fabricante de coches más grandes en el mundo, detrás de General Motors y de Ford con una venta global de 6 millones de vehículos por año en 170 países. Toda la industria del automóvil y muchos consumidores ya están familiarizados con el éxito de Toyota y su liderazgo en calidad:
El beneficio anual de Toyota al final de su año fiscal en marzo 2003 fue de 8.130 millones de dólares, más que las ganancias combinadas de GM, Chrysler y Ford, y el mayor beneficio anual de cualquier fabricante de automóviles en al menos una década y su margen de beneficio tres veces mayor que la media de la industria.
En 2003 la marca Toyota iba camino de vender más vehículos en Estados Unidos que Ford y Chevrolet, marcas que lideraban las ventas norteamericanas desde hacía 100 años
Toyota no hace mucho era conocida por fabricar vehículos pequeños y básicos, aunque en los últimos 10 años se ha convertido en un líder de vehículos de lujo. Lexus empezó en 1989 y en 2002 y por tercer año consecutivo sobrepasó en ventas a BMW, Cadillac y Mercedes-Benz en Estados Unidos.
Toyota tiene el proceso de desarrollo de productos más rápido del mundo. Para diseñar nuevos camiones necesitan tan solo 12 meses y en ocasiones menos mientras que los competidores normalmente requieren de dos a tres años.
Toyota es copiada como lo mejor en su clase por sus competidores en todo el mundo por su elevada calidad, alta productividad, rapidez en su fabricación y flexibilidad. Los automóviles de Toyota han estado en los rankings más altos de calidad según J.D Powers and Associates, Consumer Reports y otras firmas durante muchos años.
La consistencia del rendimiento de Toyota es el resultado directo de su excelencia operacional. Toyota ha convertido su excelencia operacional en un arma estratégica, basada en parte en herramientas y métodos de la mejora de la calidad, hechas famosas por Toyota en la fabricación como just in time, kaizen, flujo pieza a pieza, Jidoka y nivelación de la producción, también denominado en Japón como Heijunka. Estas técnicas han ayudado a expandir la revolución lean Manufacturing, el éxito de Lean está basado en la habilidad para cultivar el liderazgo, los equipos, la cultura, para proyectar una estrategia, para construir relaciones con los proveedores y para mantener una organización del aprendizaje.
continuo (kaizen), gente y socios en kaizen, respeto y trabajo en equipo y resolución de problemas se debe realizar por medio de genchi genbutsu.
Ilustración 1. Modelo 4P. Fuente: Las claves de éxito de Toyota. (2010).
El Sistema de Producción de Toyota (TPS) y el Lean Production
El sistema de producción de Toyota es la base de lean Production que ha dominado las tendencias de producción (juntamente con seis sigma) durante los últimos diez años.
producción lean se requiere una mentalidad que enfoque la realización del flujo de producto a través de procesos de valor añadido, sin interrupción (flujo pieza a pieza), con un sistema Pull que avanza desde el final a partir de la demanda del cliente completando sólo lo que la siguiente operación necesita o se ha llevado, en intervalos cortos, y en una cultura en que cada uno está continuamente persiguiendo la mejora. (Womack & Jones, 2003)
Taiichi Ohno el fundador del TPS, desarrollo este sistema después de la segunda guerra mundial. Toyota debía fabricar una gran variedad de productos en la misma línea de montaje para satisfacer a sus clientes, por eso la clave de sus operaciones fue la flexibilidad. Lo anterior le permitió a Toyota hacer un descubrimiento: cuando los tiempos totales (lead time) se reducen y el interés se centra en flexibilizar las líneas de producción, se consigue una calidad más alta, una mejor respuesta al cliente, una mejor productividad una mejor utilización de la maquinaria y del espacio. El objetivo de Toyota en los años cuarenta y cincuenta era eliminar el tiempo y el material desperdiciado en cada uno de los pasos del proceso de producción desde la materia prima al producto terminado.
El interés en el flujo ha continuado como una de las bases del éxito global de Toyota en el siglo XXI. Compañías como Dell también han usado lead times cortos, con alta rotación de inventarios. Dell está iniciando el camino para poder convertirse en empresa lean que Toyota ha desarrollado durante décadas de aprendizaje.
La familia Toyoda, un factor fundamental para el desarrollo del sistema de producción Toyota. El producto más visible de Toyota en su búsqueda de la excelencia, es el de la filosofía de fabricación llamada sistema de producción de Toyota (TPS). El TPS es aquel que permite la evolución de la eficiencia en los procesos de negocios, después del sistema de producción en masa ideado por Henry Ford. El TPS es muchas veces conocido como lean o producción lean, en dos best Sellers, La máquina que cambio el mundo (Womack, Jones y Roos, 1991) y lean Thinking (Womack y Jones, 1996). Los autores han dicho que la base de investigación en lean es el TPS y el desarrollo que Toyota ha hecho del mismo. Toyota tiene cerca de 240.000 empleados en todo el mundo, es una gran empresa familiar fundada por la familia Toyoda.
time, JIT es un conjunto de principios, herramientas y técnicas que permiten a una compañía producir y entregar productos en cantidades pequeñas, con tiempos de producción cortos, para ajustarse a las necesidades específicas de los clientes.
Toyota cogió el núcleo de las enseñanzas de W. Edwards Deming debido a que impulsó a los japonenses a adoptar una aproximación sistemática a la resolución de problemas conocido como el ciclo Deming o ciclo de planificar-hacer-comprobar y actuar, lo cual hace parte de la mejora continua. El término japonés para la mejora continua es kaizen que significa hacer mejoras incrementales, tiene como objetivo eliminar el desperdicio que añade costo, pero no valor, kaizen es una filosofía que lucha por la perfección y sustenta al TPS.
En los años noventa a través del programa de trabajo del MIT sobre la industria del automóvil y el libro la máquina que cambio el mundo (Womack, Jones, & Roos, 1992), la comunidad industrial mundial descubrió la producción lean, término dado por sus autores a lo que Toyota ya había aprendido décadas atrás focalizándose en la velocidad de la cadena de suministro: recortar el lead time eliminando desperdicio en todos los pasos del proceso conduciendo hacia la mejora de la calidad y el costo más bajo, mientras se mejora la seguridad y la moral. El TPM (Mantenimiento Total Productivo) es otra de las herramientas de Lean que evolucionó debido a que Taichi Ohno y sus contemporáneos implementaron los principios en la planta a través de años de ensayo-error.
El elemento principal de Toyota: eliminación del desperdicio.
La mayoría de las herramientas del TPS y principios del modelo Toyota derivan de la filosofía de eliminar desperdicio o muda. El TPS es el ejemplo más sistemático y desarrollado para demostrar que los principios del modelo Toyota se pueden cumplir. El modelo Toyota se basa en los principios esenciales de la cultura Toyota, que permitan al TPS funcionar de manera efectiva, el desarrollo del TPS y su éxito está ligado a la evolución y desarrollo del modelo Toyota. Con la aplicación del TPS se puede examinar el proceso de fabricación desde la perspectiva del cliente, el proceso inicia conociendo la visión del cliente, se puede observar un proceso y segregar las actividades que generan valor añadido y las que no generan valor, lo cual es posible implementarlo en procesos de producción, de información o de servicios.
Existen ocho tipos de desperdicios que no añaden valor identificados por Toyota los cuales se describen a continuación:
Esperas: Es tiempo con inactividad, se genera cuando se desaprovechan los operarios vigilando máquinas automáticas, esperando que el proceso avance o por falta de material, retrasos en el procesado de lotes, parada de equipos y cuellos de botella.
Transportes o movimientos innecesarios: Se genera cuando se desplaza el producto en proceso (WIP) en largos recorridos, lo que crea ineficiencias del transporte, movimientos de materiales, piezas, artículos acabados, desde un almacén o entre procesos.
Sobreprocesar o procesar incorrectamente: Ocurre como consecuencia de la realización de pasos innecesarios para procesar las piezas, también se generan desperdicios cuando se producen productos de una calidad más elevada de la requerida.
Exceso de inventario: El exceso de materia prima, de piezas en proceso o de piezas acabadas que causan tiempos de proceso más largos, obsolescencias, daños en los artículos, costos de transporte e inventario y retrasos generando como consecuencia retrasos en la entrega a los proveedores, defectos, producciones no equilibradas, paros en las máquinas y largos tiempos de preparación de las máquinas.
Movimientos innecesarios: Es cualquier movimiento inútil de los operarios mientras trabajan o por caminar debido a que se considera un desperdicio.
Defectos: La producción de piezas defectuosas, las reparaciones por trabajos, sustituciones e inspecciones que signifiquen desperdicio por movimiento, tiempo y esfuerzo.
Creatividad de los operarios no utilizada: Se pierde tiempos, ideas, aptitudes, mejoras y se desperdician oportunidades de aprendizaje por no motivar o escuchar a los empleados.
consiste en colocar de forma cerrada a personas, máquinas o estaciones de trabajo siguiendo la secuencia del proceso. La creación de células permite facilitar el flujo pieza a pieza de un producto o servicio a través de varias operaciones a un ritmo determinado por las necesidades del cliente con los menores retrasos y esperas posibles, este flujo permite eliminar muchos de los ocho tipos de desperdicios descritos. El objetivo de la producción Lean es la aplicación del flujo pieza a pieza para cualquier tipo de operación, desde el diseño de producto, lanzamiento, generación de órdenes y la producción física.
Diagrama de la casa de TPS.
El ideal de un flujo pieza a pieza es fabricar una unidad al ritmo de la demanda del cliente, esto refuerza al Jidoka debido a que los trabajadores deben resolver los problemas inmediatamente con el objetivo de reanudar la producción. A diferencia de la producción en masa que cuando la máquina se avería no se genera sensación de urgencia, mientras que en la producción lean el problema detiene a un equipo para arreglar el problema y si repetidamente sucede el mismo problema se debe realizar mantenimiento TPM (Total Productive Maintenance) debido a que permite que todos aprendan como limpiar, mantener e inspeccionar los equipos. La gente está ubicada en el centro de la casa, porque solo a través de la mejora continua pueden
las operaciones alcanzar la estabilidad necesaria. La resolución de problemas debe llevarse a cabo en el lugar adecuado para ver lo que ocurre realmente (genchi genbutsu). En las plantas de Japón se focalizan en el QCDSM (calidad, coste, entregas, seguridad y moral).
El TPS es un sistema de producción sofisticado en el que todas las partes contribuyen en todo, se focaliza en el apoyo y la motivación a la gente para mejorar continuamente los procesos que trabajan porque lo más importante son las personas, el TPS trata de aplicar los principios del modelo Toyota. El foco inicial está en la planta, pero los principios son amplios y se aplican de la misma manera a la ingeniería y los negocios.
El modelo Toyota es más que herramientas y técnicas, Kanban es una herramienta para gestionar el flujo y la producción de materiales en el sistema de producción Pull de Toyota, el andon es un dispositivo de control visual en el área de producción que avisa a los trabajadores los defectos, las anomalías de los equipos u otros problemas usando señales luminosas, audibles, entre otras. El TPS y el modelo Toyota es un sistema diseñado para suministrarle herramientas a la gente para que mejore continuamente su trabajo. El modelo Toyota significa más dependencia de la gente. Es una cultura más que un conjunto de técnicas de eficiencia y mejora, todas las personas, independientemente de su cargo, que conforman la organización se implican en la resolución de problemas y en la mejora.
Las 5S es una herramienta que facilita el trabajo en equipo, indica (clasificar, ordenar, limpiar, estandarizar y sostener) una serie de actividades para eliminar los despilfarros que contribuyen a los errores, los defectos y los accidentes donde la más importantes de las S es sostener porque es la que mantiene las otras 4 S.
Los catorce principios empresariales del modelo Toyota
Primera categoría: Filosofía.
Principio 1: Base sus decisiones de gestión en una filosofía a largo plazo, a expensas de lo
que suceda con los objetivos financieros a corto plazo.
El fuerte sentimiento de misión y de compromiso de Toyota con sus clientes, empleados y sociedad es la base para todos los principios, Toyota cayó en bancarrota por lo que empezó eliminando despilfarros de la planta lo que conllevaba a retirar un operario de la línea o de la célula para situarlo en otro puesto de trabajo razón por lo que actualmente tiene un sistema de control de presupuesto en el que se controlan los presupuestos de todas las divisiones hasta el menor gasto mensualmente, el punto de partida del negocio de Toyota es generar valor para el cliente, la sociedad y la economía. Se ofertaban tres precios distintos con el objetivo de satisfacer las necesidades del cliente y ganar sin interés a largo plazo.
A principio de los ochenta, Toyota llevó a cabo una alianza estratégica o joint-venture con General Motors en la cual enseñaron a GM los principios del Toyota Production System donde uno de los alumnos fue Mike Brewer quien escribió el Global Manufacturing System que es una versión del TPS. Sin embargo; a General Motors le llevó 15 años crear confianza entre los empleados y después de 5 años se evidenciaron mejoras en la productividad y la calidad a lo largo de la compañía.
calidad y eliminar desperdicios continuamente porque esto conduce a los beneficios a largo plazo, además es fundamental para la organización la confianza en sí mismos porque es la responsabilidad para sus propios éxitos y fallos. El TPS es el resultado de dirigir todos los esfuerzos de actividades para dar apoyo al objetivo de supervivencia de la empresa.
Segunda Categoría: Proceso
El proceso correcto producirá los resultados correctos (eliminar despilfarro).
Principio 2: Cree procesos en flujo continuo para hacer que los problemas salgan a la
superficie,
Según Teruyuki Minoura, ex presidente de Toyota Motor Manufacturing si ocurre algún problema en una fabricación en flujo pieza a pieza la línea productiva para por completo porque cuando la producción se detiene todo el mundo se ve forzado a resolver el problema inmediatamente. Lean se inicia creando flujo continuo tanto en la fabricación como en los servicios, permite acortar el tiempo desde la materia prima hasta los productos acabados o servicios, se obtiene mejor calidad, al menor precio y con los tiempos de entrega más cortos. El flujo forza la implementación de distintas herramientas lean, en un entorno TPS el objetivo es crear un flujo uno a uno o one-piece-flow a través del recorte constante de esfuerzos en forma de desperdicio y de los tiempos que no añaden valor.
de organizar la producción debido a que un flujo pieza a pieza alinea físicamente los procesos en la secuencia que produzca los pedidos del cliente en el menor tiempo y mejora la calidad.
Takt es una palabra alemana referida a ritmo o compás, es la frecuencia de la demanda del cliente, la frecuencia a la que el cliente compra un producto, se utiliza para fijar el ritmo de la producción y alertar a los trabajadores cuando estén adelantados o atrasados. Cuando se consigue este flujo se eliminan desperdicios o mudas y los beneficios esperados son fabricar calidad, creación de flexibilidad real, ahorrar una mayor productividad, liberación del espacio en planta, mejora de la seguridad, mejora en el estado de ánimo y reducción en el costo por inventario. Una de las herramientas para conocer el camino de los materiales es el diagrama espagueti. Para llevar a cabo el proceso en flujo es necesario la creación de células de trabajo que significa poner juntas operaciones debido a que según el modelo Toyota el principal beneficio es que reta la gente a pensar y a mejorar.
Principio 3: Utilice sistemas Pull para evitar producir en exceso.
El objetivo del modelo Toyota es eliminar inventarios, Pull significa el estado ideal de la fabricación just-in-time e indica que se debe tener un flujo pieza a pieza. Taiichi Onho creó pequeños almacenes de piezas entre operarios para controlar el inventario y utilizó señales simples, tarjetas, contenedores vacíos, carros vacíos llamados Kanban. El concepto Kanban es utilizado como una señal de cualquier tipo y es un sistema de organización de los inventarios. El modelo Toyota es una filosofía y un conjunto de herramientas que deben ser aplicadas a cada situación.
Principio 4: Nivele la carga de trabajo (Heijunka).
El documento del modelo Toyota relaciona la eliminación de muda, muri y mura. Las tres M son:
Muda: Sin valor añadido, esta M incluye los ocho tipos de despilfarros.
Muri: Sobrecarga de trabajo del personal o de las máquinas. Fuerza a una máquina o una persona más allá de sus límites naturales lo cual genera problemas de seguridad y calidad y en las máquinas genera averías y defectos
Mura: Relaciona desnivelado que se genera como resultado de un programa de producción irregular o de volúmenes de producción fluctuantes debido a problemas internos.
Nivelar el programa de trabajo (Heijunka) es fundamental para eliminar el mura, el muri y la muda. Es el nivelado de la producción tanto por volumen como mezcla de productos. El enfoque del TPS era mantener pequeño el tamaño del lote y fabricar lo que el cliente quiere.
Principio 5: Crear una cultura de parar a fin de resolver los problemas, para lograr una
buena calidad a la primera (Jidoka).
El segundo pilar del TPS, se remonta a Sakichi Toyoda y su larga serie de inventos que revolucionaron el telar automatizado. Había un dispositivo que detectaba la rotura de una hebra y cuando lo hacía paraba automáticamente el telar, este invento tuvo implicaciones profundas y amplias debido a que la calidad debía incorporarse en el proceso.
Este principio relaciona que se necesita un método para resolver el problema antes de que el defecto siga en el proceso, el Jidoka se conoce como autonomatización, equipo al que se dota de inteligencia humana para pararse cuando tenga un problema con el objetivo de resolver los problemas de calidad en el origen, ahorrar tiempo y dinero.
Principio 6: Las tareas estandarizadas son el fundamento de la mejora continua y de la
autonomía del empleado.
En el Sistema de Producción Toyota las hojas de trabajo estándar y la información que contienen son elementos importantes. Para Toyota el trabajo estandarizado consiste en tres elementos: el takt time (tiempo requerido para completar un trabajo al ritmo de la demanda del cliente), la secuencia de hacer las cosas o secuencia del proceso y cuánto inventario o stock necesita a mano el trabajador individual para poder realizar el trabajo estandarizado. Según esos tres elementos, el takt time, la secuencia y el stock a mano estandarizado, se fija el trabajo estándar. El trabajo estandarizado es la base para darles para darles autonomía a los trabajadores y para que innoven es su puesto de trabajo. El enfoque innovador de Toyota es desarrollar un equipo piloto cuando un nuevo producto se crea.
Principio 7: Utilice el control visual de modo que no se oculten los problemas.
Este principio indica que se debe utilizar la herramienta de las 5s porque crean un proceso continuo de mejora del entorno de trabajo, apoyan un flujo continuo para lograr el takt time, permite que los problemas sean visibles y pueden ser parte del proceso visual de un sistema lean bien planificado.
facilita la comunicación. Mejora la seguridad, baja los costos y les da más control a los trabajadores sobre su entorno.
Principio 8: Utilice solo tecnología fiable y absolutamente probada que dé servicio a su
personal y a sus procesos.
En Toyota una nueva tecnología solo se introduce después de haber sido probada y si se garantiza que añade valor al proceso, en esta organización se usan ordenadores para las finanzas, el pago de las facturas, el seguimiento de los millones de pedidos de los clientes y de las transacciones de piezas de recambio, para capturar los datos de diseño de los nuevos productos y para planificar muchas cosas. Los sistemas de información son críticos para Toyota, pero Toyota contempla la tecnología como una herramienta que como cualquier otra herramienta existe para dar apoyo a las personas y a los procesos, uno de los sistemas de información empleado para el desarrollo de los productos Toyota fue desarrollar su propio sistema de diseño asistido por ordenador (CAD) para diseñar las piezas en el ordenador en lugar de sobre papel y luego de dos años decidió usar CATIA.
Tercera Categoría: Personal y socios
Se debe añadir valor a la organización mediante el desarrollo de su personal y de los socios por medio de respeto, desafíos y hacerlos crecer.
Principio 9: Haga creer a los líderes que comprendan perfectamente el trabajo, vivan la
filosofía y la enseñen a otros,
Para Toyota el factor fundamental es que los líderes comprendan la cultura Toyota y tengan la habilidad de observar y entender la situación de la fábrica de la mejor manera con el objetivo de tomar decisiones oportunas y que enseñen a sus colaboradores el modelo Toyota.
Aplica constancia del propósito a través de la organización, lo que establece los fundamentos para un liderazgo consistente y positivo, así como un entorno de aprendizaje. Es fundamental en todo proceso que un líder vaya a la fuente para ver y comprender (genchi genbutsu) porque permite ampliar la conocimiento de lo que quiere el cliente debido a que el análisis de marketing no es suficiente.
Los rasgos comunes del liderazgo en Toyota. Los líderes en Toyota tienen diferentes enfoques y filosofías coherente con el modelo Toyota, existen cuatro tipos de modelos de liderazgo, los cuales son facilitador del grupo, creador de una organización que aprende, directivo burocrático y experto en la tarea, los modelos menos eficaces son el de un director burocrático o experto en la tarea y el mejor es el creador de una organización que aprende. Son personas que se apasionan por la implicación de las personas que están realizando trabajo con valor añadido al mejorar los procesos.
Se evidencia en los líderes de Toyota los siguientes rasgos en común:
No se desvían de los preceptos del modelo Toyota, viven y se moldean alrededor de estos y facilitan que todos lo puedan percibir.
Labran su camino haciendo un trabajo escrupuloso y continúan yendo al gemba, que es el lugar donde realmente se lleva a cabo el trabajo que añade valor.
Contemplan los problemas como oportunidades para entrenar y apoyar a sus colaboradores. La meta de los líderes es desarrollar personas que sean grandes colaboradores que piensen y sigan el modelo Toyota en todos los ámbitos de la organización. El reto de los líderes es tener la visión a largo plazo de conocer lo que se ha de hacer y la habilidad para desarrollar personas para que puedan comprender y hacer su trabajo de forma excelente.
Principio 10: Desarrolle personas y equipos excepcionales que sigan la filosofía de su
empresa.
empleados comprometidos que mejoran continuamente las operaciones evidenciándose que habían presentado cerca de 80.000 ideas de mejora, de las cuales se había implementado el 99%.
Principio 11: Respete su red extendida de socios y proveedores, desafiándoles y ayudándoles
a mejorar.
Cuando Toyota empezó a construir automóviles, no disponía de capital o equipo para construir los miles de componentes que van en un automóvil. Por lo que Eiji Toyoda como ingeniero tuvo que identificar proveedores de componentes de alta calidad que pudiesen asociarse con Toyota, había algunos días en los que no se podía montar un vehículo porque no disponían de piezas de suficiente calidad, por lo que comprendió la necesidad de buscar socios sólidos ofreciendo la oportunidad de crecer juntos y beneficiarse mutuamente a largo plazo de esta manera los proveedores aprendieron el Sistema de Producción Toyota.
Cuarta categoría: Resolución de problemas
La resolución continua de los problemas fundamentales impulsa el aprendizaje organizativo, debe existir mejora continua y aprendizaje.
Principio 12: Vaya a verlo por sí mismo para comprender a fondo la situación (genchi
genbutsu).
de un producto o de evaluación de un logro de un colaborador es el conocimiento de la situación real. Lo que requiere el modelo Toyota es que los empleados y directivos entiendan profundamente los procesos del flujo, trabajo estandarizado, etc. Así como la habilidad de analizar lo que está sucediendo y saber cómo encontrar las causas originales de los problemas que observan y comunicarlo efectivamente a otros.
Hourensou: El genchi genbutsu rápido para ejecutivos: Hourensou es una palabra japonesa que consta de tres partes: hou (hou koku: informar), ren (renraku: actualizar periódicamente) y sou (soudan: consultar o aconsejar). Los ejecutivos de Toyota conocen la importancia de estar involucrados de forma detallada y ven el entreno y desarrollo de los subordinados a través de las preguntas y consejos cuidadosamente dirigidos, como un rol clave, hacen un esfuerzo para encontrar formas eficientes para conseguir información, proporcionarla y dar retroalimentación y consejo.
Principio 13: Tome decisiones por consenso lentamente, considerando concienzudamente
todas las opciones; impleméntelas rápidamente.
Para Toyota el cómo uno llega a la decisión es tan importante como la calidad de la decisión. Es obligatorio dedicar tiempo y esfuerzo para hacerlo bien. Una consideración concienzuda en la toma de decisiones comprende cinco elementos principales:
eficientes para ejecutar los cuatro elementos anteriores, preferiblemente en una sola cara de una hoja de papel.
El principio 13 incluye el proceso del nemawashi el cual se refiere a tomar decisiones por consenso lentamente. Este proceso se utiliza para describir cómo el personal más junior logra el consenso desarrollando una propuesta y circulándola ampliamente para lograr la aprobación de la dirección. En el proceso del nemawashi, muchas personas están dando su opinión y eso genera el consenso. Antes de que la propuesta formal llegue a su aprobación al nivel más alto, la decisión ya se ha tomado.
Principio 14: Conviértase en una organización que aprende mediante la reflexión constante
(hansei) y la mejora continua (kaizen):
Relaciona que se deben identificar las causas raíz y desarrollar contramedidas. Toyota está orientada al proceso e invierte a largo plazo en sistemas de personas, tecnología y procesos que colaboran para conseguir un valor elevado para el cliente. La filosofía se apoya en que, si se enfoca en el proceso mismo y en la mejora continua, se alcanzará los resultados financieros deseados. La mejora continua (kaizen) solo puede ocurrir después de un proceso estable y estandarizado.
Finalmente, el núcleo del kaizen y del aprendizaje es una actitud y una manera de pensar de todos los líderes y de los asociados una actitud de auto reflexión, de auto crítica y un deseo de mejorar.
Productos desarrollados por medio del modelo Toyota.
La fabricación de los vehículos denominados el Lexus y el Prius permitieron conocer el nuevo sistema de producción de Toyota. Se diseñó un vehículo de lujo y de calidad, para el cual se realizó un análisis de Benchmarking y se contemplaron todos los factores necesarios para el desarrollo del vehículo relacionando de esta manera el principio 13 del TPS. En el estudio de mercado se registró la información en tablas dada por las personas entrevistadas de distintas atribuciones correspondientes a vehículos de la competencia lo que permitió aplicar el principio 7 que indica la gestión visual. La empresa Suzuki por medio del principio 14 logró identificar la causa raíz de las anomalías presentadas en sus vehículos, para el desarrollo del motor de uno de sus vehículos utilizó el principio 12 por medio del (genchi genbutsu), el principio 13 (nemawashi) porque el Ingeniero se evidencia como un jefe perseguidor de objetivos en los proyectos de Lexus y el Prius. Y el principio 1 porque en los dos proyectos fueron inversiones a largo plazo en el futuro de la compañía.
Lean Service
Para desarrollar e implementar Lean en una organización de servicios se debe iniciar por el cliente, se define el valor y luego se dibuja el mapa del proceso que añade valor al cliente con el objetivo de que se pueda identificar mejor el flujo de trabajo y los desperdicios asociados, adicionalmente es recurrente que la mayoría de los procesos de servicios sean repetitivos lo que genera la posibilidad de estandarizarlos. El elemento fundamental para determinar inconvenientes en el proceso es el inventario de información debido a que genera retrasos en el flujo del proceso. El objetivo principal del TPS es el flujo de una pieza es decir crear un flujo Lean porque permite que se afloren los problemas, los problemas no pueden esconderse en inventarios o en colas esperando ser procesados. Si los problemas salen rápidamente a la superficie, se podrá dar solución a los problemas y a la organización.
Etapas en la creación de flujo en las organizaciones técnicas y de servicio
Existen cinco etapas que se evidencias a continuación:
a) Identificar quien es el cliente del proceso y el valor añadido que quiere recibir.
b) Separar los procesos repetitivos de los que son singulares y aprender cómo se puede aplicar el TPS en los procesos repetitivos.
c) Hacer un mapa del flujo del proceso para determinar el valor añadido y el valor no añadido. d) Pensar creativamente cómo aplicar los diversos principios del modelo Toyota a estos procesos
por medio de un mapa del flujo de valor del estado futuro.
Fases que permiten transformar las empresas con la filosofía Lean
a) La primera fase es Kaizen puntuales, el cual consiste en la aplicación del TPS por medio de un proceso ensayo-error analizando que herramientas lean se necesitan, una de ellas es el mapa de flujo de valor debido a que permite evidenciar el flujo de la información, el tiempo de valor agregado, el tiempo de valor no agregado, el tiempo de ciclo del proceso, los roles que intervienen en el proceso las actividades y las tareas realizadas en cada actividad. Recoge procesos, flujos de materiales y flujos de información de una familia determinada de producto. b) La segunda es focalización en el flujo de valor a alto nivel, para analizar sistemáticamente
dicho flujo de valor e implementar cambios. c) Construir una empresa lean:
Indicadores para la aplicación del Sistema de Producción Toyota (TPS): Los procesos tienen unos indicadores claves como Takt Time (TT), el cual indica el ritmo de la demanda, el tiempo en el sistema (TES) y el ratio de valor (RV) obtenido por medio del tiempo de valor añadido dividido en el tiempo en el sistema. Es fundamental realizar un mapa macro del flujo de valor del sistema actual en compañía de las personas que intervienen debido a que permite que cada uno de los roles involucrados en el proceso estén de acuerdo con los despilfarros hallados y permite identificar las oportunidades de mejora para reducir las mudas en el flujo de valor.
(FTE), el cual permite hallar el tiempo total requerido de una persona para desarrollar una actividad, el VSM también permite visualizar si se trabaja por lote o en flujo continuo.
Los subprocesos más detallados se pueden trabajar en proyectos y en Workshops Kaizen, los cuales son eventos en los que los participantes analizan el proceso, desarrollan una visión lean y se inicia su implementación, es fundamental que el dueño del proceso y demás roles participen en estos eventos también denominados Workshops.
Los eventos Workshops se deben desarrollar en dos fases descritas de la siguiente manera: a) Primera fase: Definir el alance del proceso que se quiere mejorar.
Establecer los objetivos relacionados a tiempos de ciclo meta, la calidad del proceso, el tiempo productivo y la disminución de costos
Crear un mapa preliminar del estado actual: Por medio de un VSM se debe elaborar el estado actual o As Is del proceso con el objetivo de determinar los tiempos utilizados en las actividades, tanto tiempo de valor agregado como tiempo de valor no agregado el cual es generado por las mudas presentes en el proceso como la espera, transporte, movimiento, inventario o cualquiera de los ocho tipos de desperdicios que se pueden generar para pasar de una actividad a otra.
Recoger datos de los documentos: Se debe tener claro que formatos documentales se utilizan y los procedimientos estándares que requieren de modificación
Exhibir un mapa preliminar de la situación actual en la sala de reuniones
Ilustración 3. Flujo del workshop kaizen. Fuente: Las claves del éxito de Toyota (2010).
1. ¿Quién es el cliente?
2. Mapa del estado actual
3. Mapa del estado futuro
4. Plan de implementación
5. Realizarlo
6. Evaluarlo
Alcance del proceso de negocio
¿Cuál es el valor añadido para el cliente?
¿Hay objetivos medibles? Etapas del proceso
Flujo del proceso
Identificar el valor añadido (VA) y el no
valor añadido (VNA)
Eliminar el no valor agregado
Desafíe el valor no añadido necesario
Cuestione el VA ¿Por qué? ¿Por qué? ¿Por
qué? ¿Qué? ¿Cuándo? ¿Quién?
Plan de formación y comunicación
Empezar durante la semana del workshop
Continuar después del workshop
Efectuar las reorganizaciones necesarias
alrededor del flujo de valor Establecer métricas del proceso
Seguir visualmente el progreso
Flujo del workshop Kaizen.
Paso 1, Identificar el cliente.
El equipo debe identificar cual es la necesidad del cliente y los procesos que añaden y no añaden valor al proceso.
Paso 2, Mapa del estado actual o VSM As Is.
Cada equipo debe analizar el estado actual del proceso por medio del mapa de valor agregado (VSM) As Is con base en la información recogida de los tiempos del proceso, tiempos asociados a mudas, la demanda, los roles que intervienen en cada actividad, los FTE (Full Time Equivalent) y con el conocimiento del equipo. En todos los procesos es fundamental analizar las siguientes tres categorías establecidas por Toyota debido a que se debe identificar que es valor añadido:
Primera categoría, valor añadido: Se debe identificar cual es la transformación clave para el servicio por la que paga el cliente, que es o que el cliente realmente quiere en relación con un producto, servicio, actividad, tarea, proceso, etc. Y para que exista valor añadido además se requiere que esté bien hecho a la primera vez.
Segunda Categoría, no es valor añadido: Se relaciona con el despilfarro o mudas porque todos los tiempos de espera, transporte, movimiento, reprocesos o información no utilizada no añaden valor, estas actividades no generan valor para el cliente debido a que no lo aprecia. Por lo tanto, si se identifican estas actividades se deben eliminar o reducir las mudas con el objetivo de mejorar el flujo del proceso, tiempo de ciclo del proceso y el tiempo de ratio de valor.
valor desde la perspectiva del cliente, un ejemplo de estas actividades son las inspecciones, documentación, sistemas de auditoría que verifican que los procedimientos establecidos se cumplan, firmas o aprobaciones requeridas para darle continuidad al proceso. Estas actividades el cliente no las pagaría, pero son necesarias para hacer llegar valor al cliente. Sin embargo; se deben reducir.
En los procesos de servicio se debe analizar la demanda real, el takt time o ritmo de la demanda esperada y la variedad de productos que hacen parte del flujo del proceso debido a que por medio de estos indicadores es posible determinar si existe inventario porque el inventario permite aflorar los problemas y es posible analizar si el flujo del proceso es el adecuado, si el inventario es generado porque la capacidad instalada es menor que la requerida, el ritmo de la demanda planificada no corresponde con el ritmo verdadero de la demanda o takt time el tiempo de ciclo real es más extenso que el ciclo estimado o la proporción de FTEs real no equivale con los requeridos en el diseño del VSM To Be. También se debe identificar si existen cuellos de botella.
Luego de documentar el estado actual se deben calcular las métricas del proceso de negocio.
Paso 3, Mapa del estado futuro o VSM To Be.
En el paso tres se debe desarrollar el mapa que visualiza el futuro o VSM To Be con todas las ideas de mejora, las cuales incluyen la eliminación o reducción de desperdicios e incorporación de principios Lean. En el VSM To Be se deben incorporar los tiempos estimados de trabajo y tiempos de espera de las actividades nuevas y el flujo de proceso diseñado.
Principales conceptos lean en el mapa de valor futuro VSM To Be,
aumento del tiempo de ciclo diseñado, y se incrementa el tiempo de espera entre una actividad y otra. Por lo anterior el flujo pieza a pieza indica que la información se debe mover de manera continua a través del sistema con el objetivo de que cuando se inicie a procesar la información no existan intervenciones en el proceso que impidan el flujo uno a uno y se finalice el proceso de manera oportuna y en el tiempo estimado.
b) Disponer las células de trabajo: Se deben establecer grupos de trabajo de acuerdo con el proceso To Be diseñado de manera que se logre un flujo pieza a pieza. Para establecer esas células es necesario adaptar una ubicación de los colaboradores en un mismo lugar, lo cual se debe analizar por medio de un diagrama de hilos o spaghetti para determinar el recorrido ideal de la información y evitar movimientos o transportes innecesarios.
c) Utilizar equipos multifuncionales: Se deben desarrollar colaboradores polivalentes, es decir que tengan el conocimiento para desarrollar distintas actividades a parte de las asignadas a su rol. Y especializar a los roles de manera que sean autónomos en su proceso.
d) Identificar el gestor del flujo de valor que sea responsable del servicio: Desde el inicio del piloto, también denominado salida en vivo (Go Live) del proceso propuesto se debe establecer un responsable especializado en el área de procesos y productividad y cuando se estabilice el mismo el responsable debe ser del área en la cual se modificó el procedimiento con el objetivo de realizar seguimiento y trazabilidad a los indicadores definidos.
f) Insertar la calidad en el proceso en lugar de inspeccionarla: La materia prima se debe recibir y procesar solamente si es conforme a los requerimientos establecidos por la Organización con el objetivo de que no se generen reprocesos o devoluciones internas, durante cada actividad del proceso el rol que interviene en la misma debe garantizar que su trabajo se realice con calidad y no debe ser necesario que se realicen verificaciones. Si llegan a existir aprobaciones innecesarias se deben eliminar.
g) Estandarizar las tareas y documentar las actividades en hojas de elementos de trabajo o Job Element Sheet (JES): Está herramienta permite describir por qué se realiza la actividad, para qué y quién la debe realizar, además se especifican y estandarizan las actividades que cada persona debe desarrollar.