ESCUELA SUPERIOR D E INGENIERÍA MECÁNICA Y ELÉCTRICA SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN U N I D A D P R O F E S I O N A L “ A D O L F O L Ó P E Z M A T E O S ”
INSTITUTO POLITÉCNICO NACIONAL
UN ENFOQUE PROBABILÍSTICO PARA LA PREDICCIÓN
DEL CRECIMIENTO DE GRIETAS CORTAS EN
ALEACIONES DE ALUMINIO - SILICIO CON
PRECIPITADOS GLOBULARES
TESIS QUE PARA OBTENER EL GRADO DE
D O C T O R E N C I E N C I A S
CON ESPECIALIDAD EN
INGENIERÍA MECÁNICA
P R E S E N T A
M. en C. JOSÉ ALFREDO LÓPEZ LÓPEZ
D I R E C T O R
DR. ALEXANDER BALANKIN
Índice
RESUMEN...16
ABSTRACT ...17
OBJETIVOS Y METAS ...18
JUSTIFICACIÓN ...19
INTRODUCCIÓN ...21
CAPÍTULO 1 ANTECEDENTES ...22
1.1 Utilización de las Aleaciones de Aluminio en la Industria Automotriz...23
1.1.1 Manufactura de Motores...24
1.2 Aleación Aluminio - Silicio ...25
1.2.1 Modificación de la morfología de los precipitados de silicio...26
CAPÍTULO 2 PROCESO DE FALLA POR FATIGA ...28
2.1 Proceso de falla por fatiga...28
2.1.1 Modelo de Paris...28
2.2 Parámetros Microestructurales ...30
2.2.1 Tamaño de Grano...31
2.2.2 Ductilidad del Material ...31
2.2.3 Morfología de los Precipitados...31
2.2.4 Número de Precipitados por Área...32
2.2.5 Tamaño de los Precipitados ...32
2.3 Modelos de Procesos de Crecimiento de Grietas ...32
CAPITULO 3 EVALUACIÓN EXPERIMENTAL DE LAS ALEACIONES DE ALUMINIO...34
3.1 Composición Química ...34
3.2 Descripción de los Tratamientos Térmicos Aplicados ...35
3.3 Microestructuras Obtenidas ...36
3.3.1 Aleación N1 ...36
3.3.2 Aleación N2 ...36
3.4 Análisis de Imagen ...39
3.4.1 Dimensiones Geométricas...39
3.4.2 Dimensión Fractal...42
3.5 Dureza Brinell...43
3.6 Pruebas de tensión ...45
3.6.1 Geometría de las Probetas de Tensión ...45
3.6.2 Deformación y Reducción de Área ...46
3.6.3 Esfuerzo Máximo de Tensión y Esfuerzo de Cedencia ...48
3.6.4 Módulo de Elasticidad...48
3.7 Pruebas de Velocidad de Crecimiento de Grietas...49
3.7.1 Geometría de las probetas ...49
3.7.2 Arreglo del equipo de prueba...50
3.7.4 Resultados de la prueba de velocidad de crecimiento de grieta...53
3.8 Correlación de Variables ...56
3.8.1 Correlación entre Variables Geométricas ...56
3.8.2 Correlaciones para la Dureza Brinell ...58
3.8.3 Correlaciones para la Prueba de Tensión ...59
3.8.4 Correlaciones para la prueba de velocidad de crecimiento de grieta ...61
CAPÍTULO 4 FUNCIONES DE DENSIDAD DE PROBABILIDAD ...64
4.1 Funciones de Densidad de Probabilidad para las Mediciones Geométricas...65
4.1.1 Área de los precipitados de silicio...65
4.1.2 Perímetro de los precipitados de silicio. ...65
4.1.3 Eje mayor (a) de los precipitados de silicio...66
4.1.4 Eje menor (b) de los precipitados de silicio. ...66
4.1.5 Relación de ejes de los precipitados de silicio...67
4.1.6 Factor de forma de los precipitados de silicio. ...67
4.2 Funciones de densidad de probabilidad para la dimensión fractal. ...70
4.2.1 Matriz aluminio-silicio...70
4.2.2 Precipitados de silicio. ...70
4.3 Funciones de densidad de probabilidad para la prueba de dureza Brinell. ...71
4.4 Funciones de densidad de probabilidad para la prueba de tensión ...71
4.4.1 Reducción de área...71
4.4.2 Deformación ...72
4.3.3 Esfuerzo máximo, esfuerzo de cedencia y módulo de elasticidad...72
CAPÍTULO 5 PRUEBA PARA DETERMINAR EL PATRÓN DE CRECIMIENTO DE GRIETAS...74
5.1 Geometría de las probetas...74
5.2 Arreglo del equipo de prueba ...75
5.3 Condiciones de prueba ...76
5.4 Resultados de la prueba ...80
5.4.1 Zonas de generación de grietas ...80
5.4.2 Propagación de grietas cortas ...83
5.4.3 Coalescencia de grietas cortas...86
5.4.4 Observaciones en la Propagación de grietas cortas...90
5.5 Grietas finales. ...94
5.5.1 Ubicación ...94
5.5.2 Fractografías Finales ...94
5.5.3 Características Geométricas de las Grietas Finales ...97
5.6 Funciones de densidad de probabilidad para la dimensión fractal de Hurst. ...97
5.6.1 Funciones de densidad de probabilidad de la rugosidad...98
CAPÍTULO 6 RESULTADOS Y DISCUSIÓN...102
ANEXOS...104
Anexo A Resultados de la prueba de dureza brinell. ...104
Anexo A-1 Dureza Brinell para la aleación N1...104
Anexo A-2 Dureza Brinell para la aleación N2...105
Anexo B Tablas de calificación para seleccionar las Funciones de Densidad de
Probabilidad. ...107
Anexo C Gráficas de las Funciones de Densidad de Probabilidad ...112
REFERENCIAS BIBLIOGRÁFICAS ...140
Índice de Tablas
Tabla 2-1 Modos de fallas en componentes de ingeniería[13]...28
Tabla 3-1 Composición química de las aleaciones. ...34
Tabla 3-2 Identificación por tratamiento térmico ...35
Tabla 3-3 Condiciones de la prueba de dureza Brinell ...44
Tabla 3-4 Condiciones de prueba del ensayo de tensión ...46
Tabla 3-5 Numero de probetas fabricadas y pruebas aceptadas. ...50
Tabla 3-6 Parámetros de la prueba de velocidad de crecimiento de grieta. ...52
Tabla 3-7 Promedio de los resultados de las pruebas de velocidad de crecimiento de grieta por aleación en cada uno de los tratamientos térmicos...54
Tabla 4-1 Valores de las funciones de densidad de probabilidad para cada aleación por tratamiento térmico para el área de los precipitados de silicio. ...65
Tabla 4-2 Valores de las funciones de densidad de probabilidad para cada aleación por tratamiento térmico para el perímetro de los precipitados de silicio. ...65
Tabla 4-3 Valores de las funciones de densidad de probabilidad para cada aleación por tratamiento térmico para el eje mayor (a) de los precipitados de silicio...66
Tabla 4-4 Valores de las funciones de densidad de probabilidad para cada aleación por tratamiento térmico para el eje menor (b) de los precipitados de silicio. ...66
Tabla 4-5 Valores de las funciones de densidad de probabilidad para cada aleación por tratamiento térmico para la relación de ejes (a/b) de los precipitados de silicio. ...67
Tabla 4-6 Valores de las funciones de densidad de probabilidad para cada aleación por tratamiento térmico para el factor de forma de los precipitados de silicio...67
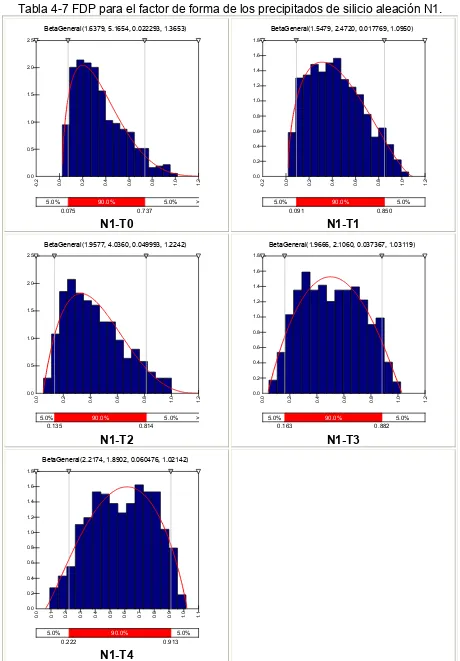
Tabla 4-7 FDP para el factor de forma de los precipitados de silicio aleación N1. ...68
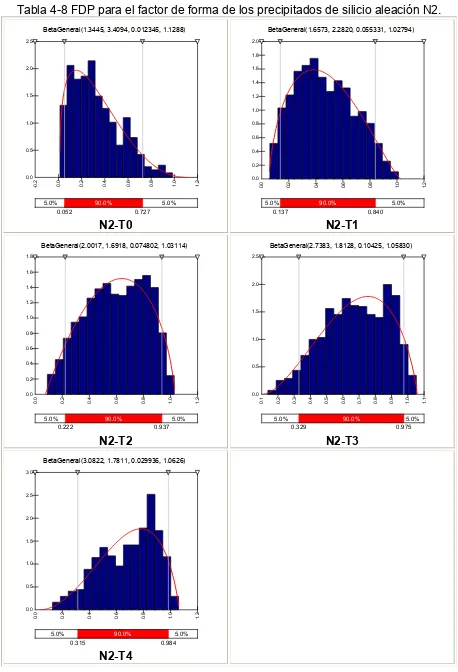
Tabla 4-8 FDP para el factor de forma de los precipitados de silicio aleación N2. ...69
Tabla 4-9 Valores de las funciones de densidad de probabilidad para cada aleación por tratamiento térmico para la dimensión fractal de la matriz...70
Tabla 4-10 Valores de las funciones de densidad de probabilidad para cada aleación por tratamiento térmico para la dimensión fractal de los precipitados de silicio...70
Tabla 4-11 Valores de las funciones de densidad de probabilidad para cada aleación por tratamiento térmico para la prueba de dureza. ...71
Tabla 4-12 Valores de las funciones de densidad de probabilidad para cada aleación por tratamiento térmico para la reducción de área. ...71
Tabla 4-13 Valores de las funciones de densidad de probabilidad para cada aleación por tratamiento térmico para la deformación. ...72
Tabla 4-14 Valores de las funciones de densidad de probabilidad para cada aleación por tratamiento térmico para el esfuerzo máximo. ...72
Tabla 4-15 Valores de las funciones de densidad de probabilidad para cada aleación por tratamiento térmico para el esfuerzo de cedencia. ...73
Tabla 4-16 Valores de las funciones de densidad de probabilidad para cada aleación por tratamiento térmico para el módulo de elasticidad. ...73
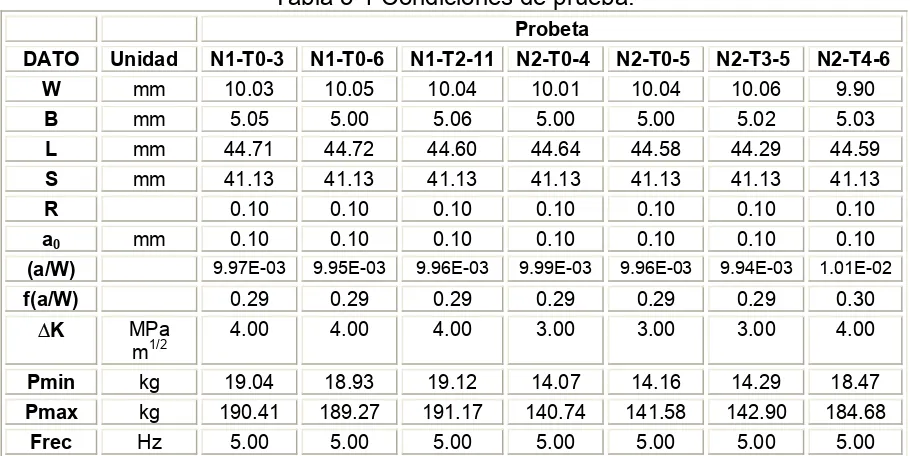
Tabla 5-1 Condiciones de prueba...76
Tabla 5-2 Bitácora de prueba Probeta N1-T0-3...77
Tabla 5-3 Bitácora de prueba Probeta N1-T0-6...77
Tabla 5-4 Bitácora de prueba Probeta N1-T2-11...77
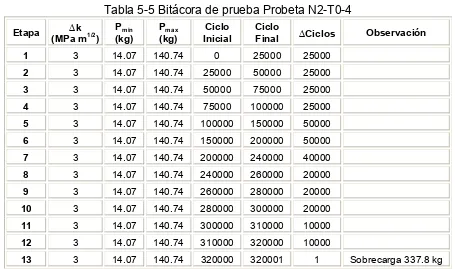
Tabla 5-5 Bitácora de prueba Probeta N2-T0-4...78
Tabla 5-6 Bitácora de prueba Probeta N2-T0-5...78
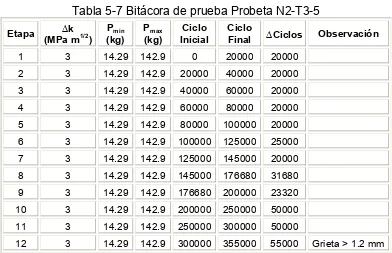
Tabla 5-7 Bitácora de prueba Probeta N2-T3-5...79
Tabla 5-9 Ancho de la grieta de la probeta N2-T3-5. ...93
Tabla 5-10 Calificación para las distribuciones de la dimensión fractal de Hurst...99
Tabla 5-11 Valores de las funciones de densidad de probabilidad para la dimensión fractal de Hurst. ...99
Tabla 5-12 FDP para la dimensión fractal de Hurts aleación N1. ...100
Tabla 5-13 FDP para la dimensión fractal de Hurts aleación N2. ...101
Tabla B-1 Calificación para el área de los precipitados de silicio. ...107
Tabla B-2 Calificación para el perímetro de los precipitados de silicio. ...107
Tabla B-3 Calificación para el eje mayor (a) de los precipitados de silicio. ...108
Tabla B-4 Calificación para el eje menor (b) de los precipitados de silicio. ...108
Tabla B-5 Calificación para la relación de ejes (a/b) de los precipitados de silicio. ...108
Tabla B-6 Calificación para el factor de forma de los precipitados de silicio...109
Tabla B-7 Calificación para la dimensión fractal de la matriz de aluminio-silicio. ...109
Tabla B-8 Calificación para la dimensión fractal de los precipitados de silicio...109
Tabla B-9 Calificación para las distribuciones de la prueba de dureza Brinell...110
Tabla B-10 Calificación para las distribuciones de la reducción de área. ...110
Tabla B-11 Calificación para las distribuciones de deformación...110
Tabla B-12 Calificación para las distribuciones del esfuerzo máximo. ...111
Tabla B-13 Calificación para las distribuciones del esfuerzo de cedencia...111
Tabla B-14 Calificación para las distribuciones del módulo de elasticidad. ...111
Tabla C-1 FDP para el área de los precipitados de silicio aleación N1. ...112
Tabla C-2 FDP para el área de los precipitados de silicio aleación N2. ...113
Tabla C-3 FDP para el perímetro de los precipitados de silicio aleación N1. ...114
Tabla C-4 FDP para el perímetro de los precipitados de silicio aleación N2. ...115
Tabla C-5 FDP para el eje mayor (a) de los precipitados de silicio aleación N1...116
Tabla C-6 FDP para el eje mayor (a) de los precipitados de silicio aleación N2...117
Tabla C-7 FDP para el eje menor (b) de los precipitados de silicio aleación N1. ...118
Tabla C-8 FDP para el eje menor (b) de los precipitados de silicio aleación N2. ...119
Tabla C-9 FDP para la relación de ejes (a/b) de los precipitados de silicio aleación N1. ...120
Tabla C-10 FDP para la relación de ejes (a/b) de los precipitados de silicio aleación N2. ...121
Tabla C-11 FDP para el factor de forma de los precipitados de silicio aleación N1...122
Tabla C-12 FDP para el factor de forma de los precipitados de silicio aleación N2...123
Tabla C-13 FDP para la dimensión fractal de la matriz aleación N1...124
Tabla C-14 FDP para la dimensión fractal de la matriz aleación N2...125
Tabla C-15 FDP para la dimensión fractal de los precipitados de silicio aleación N1...126
Tabla C-16 FDP para la dimensión fractal de los precipitados de silicio aleación N2...127
Tabla C-17 FDP para la dureza aleación N1. ...128
Tabla C-18 FDP para la dureza aleación N2. ...129
Tabla C-19 FDP para la reducción de área aleación N1. ...130
Tabla C-20 FDP para la reducción de área aleación N2. ...131
Tabla C-21 FDP para la deformación aleación N1. ...132
Tabla C-22 FDP para la deformación aleación N2. ...133
Tabla C-23 FDP para el esfuerzo máximo N1. ...134
Tabla C-24 FDP para el esfuerzo máximo N2. ...135
Tabla C-25 FDP para el esfuerzo de cedencia N1. ...136
Tabla C-26 FDP para el esfuerzo de cedencia N2. ...137
Tabla C-27 FDP para el módulo de elasticidad aleación N1...138
Índice de Figuras
Figura 1-1 Cambios en los conceptos de diseño de 1975 a 2003. ...22
Figura 1-2 Partes Hechas con Aleaciones de Aluminio. ...23
Figura 1-3 Armazón de la carrocería del Jaguar XJ tiene un peso de 220 kg[5]...24
Figura 1-4 Capacidad de absorción de energía en un choque de la aleación AlMgSi Ac-300[1]. ...24
Figura 1-5 Motores fabricados con aluminio (a) General Motors V12, 560 Kw y par de 610Nm, (b) General Motors V6 con camisas de cilindro de hierro fundido in situ[8]. ...25
Figura 1-6 Diagrama de fases de la aleación aluminio – silicio[10]. ...26
Figura 1-7 Aleación aluminio – silicio (7.6%), sin tratamiento térmico. ...26
Figura 1-8 Aleación aluminio – silicio (7.3%) con estroncio (90 ppm) y con tratamiento térmico. ...27
Figura 2-1 Velocidad de crecimiento de grietas en función de la amplitud del factor de intensidad de esfuerzos[14]. ...29
Figura 2-2 Propagación de grietas en precipitados con diferente morfología (a) de hojuela y (b) globular [17]...31
Figura 2-3 Efecto del aumento de la resistencia a la propagación de grietas por la esfericidad de los nódulos[18]...32
Figura 3-1 Diagrama del tratamiento térmico aplicado. ...35
Figura 3-2 Microestructura de la aleación N1 de cada tratamiento térmico aplicado...37
Figura 3-3 Microestructura de la aleación N2 de cada tratamiento térmico aplicado...38
Figura 3-4 Área y perímetro promedio de los precipitados de silicio por aleación y por tratamiento térmico. ...39
Figura 3-5 Dimensiones del eje mayor (a), eje menor (b) y la relación entre ellas. ...40
Figura 3-6 Factores de forma. ...41
Figura 3-7 Dimensión fractal promedio para la matriz de aluminio-silicio. ...42
Figura 3-8 Dimensión fractal promedio para los precipitados de silicio. ...43
Figura 3-9 Gráfica de la Dureza Brinell Promedio para cada condición de prueba. ...44
Figura 3-10 Maquina servohidráulica Instron modelo 8503. ...45
Figura 3-11 Geometría de las probetas de tensión...45
Figura 3-12 Acoplador para probetas con Diámetro de 4 mm. ...46
Figura 3-13 Instalación de probetas y extensómetro. ...46
Figura 3-14 Gráficas esfuerzo – deformación típicas. ...47
Figura 3-15 Deformación y Reducción de Área. ...47
Figura 3-16 Fractografías de las pruebas de tensión monotónica con tratamiento térmico T2. ...48
Figura 3-17 Esfuerzo máximo de tensión y esfuerzo de cedencia (0.2% deformación) promedio por cada aleación...48
Figura 3-18 Módulo de Elasticidad promedio por cada aleación. ...49
Figura 3-19 Geometría de la probetas para la prueba de velocidad de crecimiento de grieta. ...49
Figura 3-20 Marcado de las probetas para la prueba de velocidad de crecimiento de grieta. 50 Figura 3-21 Colocación de la probeta de prueba...51
Figura 3-22 Acoplamiento de la cámara de video en el estereomicroscopio Olympus AHZ...51
Figura 3-23 Arreglo para el seguimiento del crecimiento de grietas y de adquisición de imágenes digitales. ...51
Figura 3-25 Secuencia del crecimiento de grieta por ciclo de medición (Probeta N2-T3-1). ..53
Figura 3-26 Gráfica típica de la medición de la velocidad de crecimiento de grieta. ...54
Figura 3-27 Rango del factor de intensidad de esfuerzos crítico por cada aleación...55
Figura 3-28 Factor de intensidad de esfuerzos crítico por cada aleación. ...55
Figura 3-29 Estimación de la velocidad de crecimiento de grietas por cada ∆K...56
Figura 3-30 Correlaciones entre el Área, Perímetro, Eje Mayor (a), Eje Menor (b) y la Relación de Ejes (a/b)...57
Figura 3-31 Correlaciones entre el área de los precipitados y la relación de ejes (a/b) con respecto al factor de forma. ...57
Figura 3-32 Correlación entre el Área de los precipitados de silicio y la dimensión fractal de los precipitados de silicio y de la matriz. ...58
Figura 3-33 Correlación entre el Área y el Factor de Forma de los Precipitados de Silicio con respecto a la Dureza Brinell Promedio...58
Figura 3-34 Correlación entre el área y el factor de forma de los precipitados de silicio respecto a la deformación y la reducción de área...59
Figura 3-35 Correlación entre el área y el factor de forma de los precipitados de silicio con respecto al esfuerzo de máximo de tensión y el esfuerzo de cedencia. ...59
Figura 3-36 Correlación entre la dimensión fractal de la matriz y de los precipitados de silicio con respecto al esfuerzo máximo de tensión y el esfuerzo de cedencia. ...60
Figura 3-37 Correlaciones entre la deformación y la reducción de área, con respecto al esfuerzo máximo de tensión y el esfuerzo de cedencia...60
Figura 3-38 Correlación de la pendiente (m) con la amplitud del factor de intensidad de esfuerzos (∆K) y el factor de intensidad de esfuerzos crítico (KIc). ...61
Figura 3-39 Correlación del área de los precipitados de silicio y la pendiente (m) de la curva de Paris...61
Figura 3-41 Correlación del factor de forma y la pendiente (m) de la curva de Paris. ...62
Figura 3-42 Correlación de la dimensión fractal de los precipitados de silicio y la matriz, con la pendiente (m) de la curva de Paris. ...63
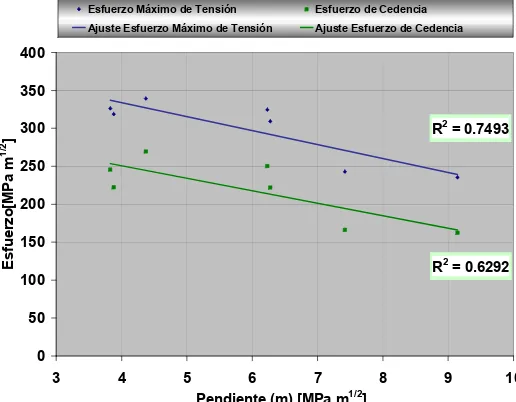
Figura 3-43 Correlación entre el esfuerzo máximo de tensión y el esfuerzo de cedencia, respecto a la pendiente (m) de la curva de Paris...63
Figura 5-1 Geometría de la probeta PCG. ...74
Figura 5-2 Colocación de la probeta de prueba...75
Figura 5-3 Arreglo del microscopio metalográfico Vanox. ...75
Figura 5-4 Colocación de la probeta en el microscopio y zona de medición. ...76
Figura 5-5 Modelo de elemento finito. ...80
Figura 5-6 Generación de grietas cortas en la frontera de poros (aleación N2-T4-6)...81
Figura 5-7 Generación de grietas cortas en los precipitados de silicio: (a) Aleación N1-T0-6 y (b) Aleación N2-T0-4...81
Figura 5-8 Generación de grietas por grietas residuales, aleación N2-T3-5...81
Figura 5-9 Generación de grietas por grietas residuales, aleación N2-T0-5...82
Figura 5-9 Generación de grietas cortas en la matriz de la aleación aluminio-silicio...82
Figura 5-10 Generación de una colonia de grietas cortas, aleación N1-T0-3. ...83
Figura 5-11 Generación de grietas en poros combinado con grietas residuales, aleación N2-T4-6 ...83
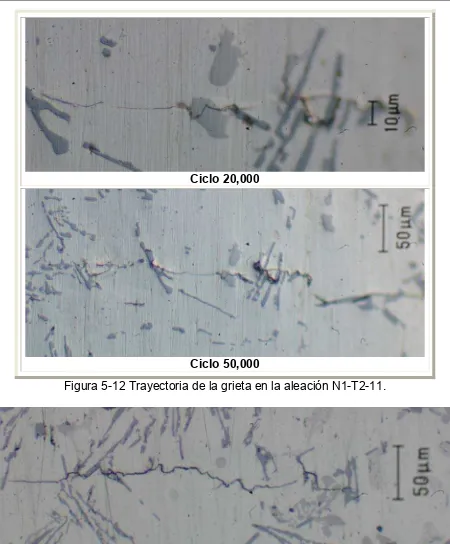
Figura 5-12 Trayectoria de la grieta en la aleación N1-T2-11...84
Figura 5-13 Trayectoria de la grieta en la aleación N1-T0-6...84
Figura 5-16 Trayectoria del crecimiento de grieta en la aleación N2-T4-6 (ciclo 520000). ...85
Figura 5-16 Crecimiento de grietas cortas en la aleación N2-T0-4...86
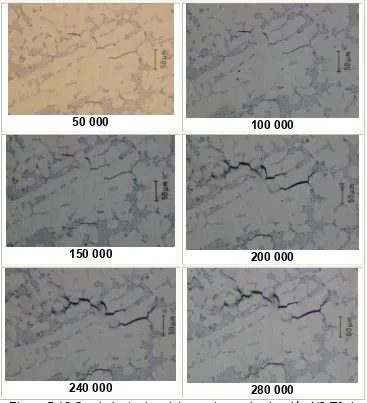
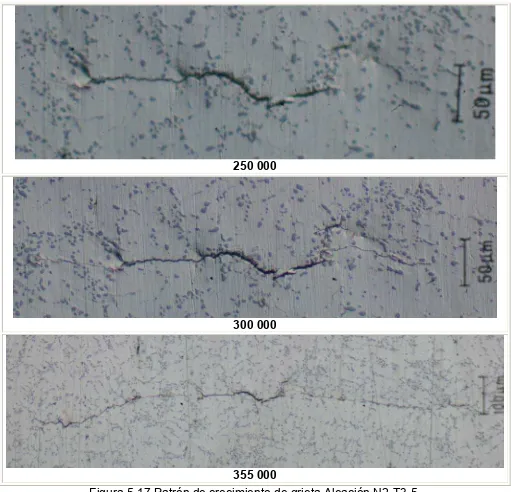
Figura 5-17 Patrón de crecimiento de grieta Aleación N2-T3-5. ...88
Figura 5-18 Patrón de crecimiento de grieta Aleación N2-T4-6. ...89
Figura 5-20 Zonas de deformación por tratamiento térmico Aleación N1. ...90
Figura 5-21 Zonas de deformación por tratamiento térmico Aleación N2. ...91
Figura 5-22 Bifurcaciones en la propagación de grietas cortas. ...92
Figura 5-23 Ángulos de las bifurcaciones en la probeta N2-T3-5. ...93
Figura 5-24 Ubicación de las grietas finales por probeta. ...94
Figura 5-25 Grieta final de la probeta N1-T0-3. ...95
Figura 5-26 Grieta final de la probeta N1-T0-6. ...95
Figura 5-27 Grieta final de la probeta N1-T2-11. ...95
Figura 5-28 Grieta final de la probeta N2-T0-4. ...96
Figura 5-29 Grieta final de la probeta N2-T0-5. ...96
Figura 5-30 Grieta final probeta N2-T3-5. ...96
Figura 5-31 Grieta final de la probeta N2-T4-6. ...96
Figura 5-32 Altura total de las grietas finales por probeta. ...97
Simbología
a Longitud total inicial a Longitud del eje mayor
ao Longitud de preagrietamiento A Área
b Longitud del eje menor B Ancho de probeta
C Constante de una función
da/dn Velocidad de crecimiento de grieta
d Diámetro de la huella en la prueba de dureza brinell D Dimensión fractal
D Diámetro del penetrador en la prueba de dureza brinell E Módulo de elasticidad
F Fuerza o carga aplicada (kg) f(a/W) Factor de forma
H Dimensión fractal de Hurst HB Dureza brinell
K Factor de intensidad de esfuerzos KC Tenacidad a la fractura
KIC Factor de intensidad de esfuerzos crítico en el Modo I de carga L Longitud de probeta
Le Longitud de entalla
m Pendiente de la curva de velocidad de crecimiento de grieta N Número de objetos
N Ancho de la entalla
N1 Aleación de aluminio – silicio sin estroncio N2 Aleación de aluminio – silicio con estroncio P Perímetro
Pmin Carga mínima Pmax Carga máxima
R Radio en la geometría de probetas
R Relación de cargas en la prueba de fatiga S Separación de los rodillos de apoyo T# Tipo de tratamiento térmico aplicado W Altura de probeta
X Cantidad de aumentos en fotografías
σ Esfuerzo
σced Esfuerzo de cedencia
σmax Esfuerzo máximo de tensión
∆K Amplitud del factor de intensidad de esfuerzos
Glosario
Anisotropía: Característica de los materiales en el cual una o más propiedades varían de acuerdo a la dirección en que se mida.
Análisis Determinísticos: Toman en cuenta para el diseño las incertidumbres vía “un factor de incertidumbre o seguridad” multiplicado por el esfuerzo máximo esperado.
Análisis Probabilísticos: Modelan la mayoría o todas las variables que afectan el desempeño de un componente y los combinan con análisis estructurales, proporcionando una medición cuantitativa de fiabilidad del componente.
Clivaje: Es la separación directa de los planos cristalinos por ruptura de enlaces y es comúnmente identificado con los mecanismos de fractura frágil. Es causado principalmente por los esfuerzos de tensión y la forma de identificarlo, microscópicamente, es cuando se forman los patrones de río o escalones, debido al paso de la grieta a través de los granos y defectos, produciendo una topografía fina.
Coalescencia: Es la unión de huecos o grietas, como resultado de la aplicación de esfuerzos.
Colapso Plástico: La fractura del material es precedida de una deformación plástica generalizada.
Crecimiento Estable: Es la razón del crecimiento de una grieta cuando se aplica una carga, en la cual la propagación de está puede detenerse al disminuir o desaparecer las cargas aplicadas.
Crecimiento Inestable: Es la razón del crecimiento de una grieta cuando se aplica una carga, en la cual la propagación de está se propaga rápidamente, puede auto - acelerarse y es prácticamente imposible de detener.
Dendrita: Estructura arboriforme del sólido que crece cuando nuclea un líquido subenfriado.
Dimensión Fractal: Es la generalización de la idea de dimensión euclidiana de autosimilaridad. Del mismo modo que objetos de dimensión entera pueden escalarse autosimilarmente para reducir o amplificar su tamaño, existen objetos geométricos que pueden escalarse autosimilarmente mediante un factor de escala, que se puede expresar con la ecuación N=Cr-D, donde N es el número de objetos con una dimensión lineal característica mayor que r, C es una constante y D un exponente fraccionario conocido como dimensión fractal.
Eutéctico: Reacción de tres fases en la cual una fase líquida se transforma en dos fases sólidas diferentes.
Fase: Material que tiene la misma composición química, estructura y propiedades en su totalidad en condiciones de equilibrio.
Fatiga: Es una fractura dinámica o modo de falla, en el cual se provoca la fractura de un material por la acumulación de daño debido a una intensa deformación plástica a escala microscópica, como resultado de la aplicación de cargas repetitivas o fluctuantes, en la zona de deformación elástica.
Fractal: Es un objeto geométrico auto-similar que se caracteriza por su dimensión fractal D>d.
Fractura: Es la separación o fragmentación de un sólido bajo la acción de un esfuerzo y que tiene como resultado la formación de nuevas superficies.
Fractura Dúctil: Es la fractura que ocurre después de una apreciable deformación plástica del cuerpo o material.
Fractura Dinámica: Cuando la fractura ocurre como resultado de la aplicación de cargas repetitivas o fluctuantes, o bien transcurre en un tiempo largo.
Fractura Estática: Cuando la fractura ocurre bajo una sola aplicación de carga y en un tiempo muy corto, también se le conoce como fractura por sobrecarga.
Fractura Intergranular: Fractura de un material a lo largo de los límites de grano.
Fractura Frágil: Es la fractura de un material, con poca o ninguna deformación
Fractura Transgranular: Fractura de un material a través de los granos.
Grietas Cortas: Es la etapa dentro del proceso de agrietamiento por fatiga en donde, las grietas están nucleando, creciendo y coalesen dentro los dominios del grano, por lo que la punta de una grieta corta tiene un radio mucho menor a la microestructura del material y por lo tanto, la trayectoria de la grieta puede ser modificada al interactuar con ellos.
Grieta Larga o Macro Grieta: Etapa dentro del proceso de agrietamiento, en donde el radio de la punta de grieta es mucho más grande que la microestructura del material, por lo que ésta no afecta en forma significativa a la trayectoria de la grieta.
Heterogéneo: Mezcla de dos o más fases distintas.
Hiper-Eutéctico: Significa que la composición química de una aleación es mayor que la composición en la que se presenta la reacción de tres fases.
Hipo-Eutéctico: Significa que la composición química de una aleación es menor que la composición en la que se presenta la reacción de tres fases.
Isotropía: Característica de los materiales que presentan una o más propiedades que no dependen de la dirección en la que se mida.
Matriz: Típicamente, el primer material sólido que se forma durante el enfriamiento de una aleación. Usualmente, la matriz es continua y se precipita una segunda fase a partir de ella. Sin embargo en aleaciones complejas, la matriz es difícil de identificar.
Microconstituyente: Fase o mezcla de fases de una aleación que tiene apariencia distinta.
Monte Carlo: Método estadístico de simulación estocástica de un proceso. Procedimiento para determinar aleatoriamente los resultados de salida de un proceso.
Monitoreo: Observación y medición de algún parámetro por medio de un sistema de instrumentos durante el desarrollo de una prueba, operación o ensayo.
Nodulación: Adición de algún elemento a la aleación principal durante la fundición para que el silicio se precipite como esferas en lugar de hojuelas durante la solidificación.
Nucleación: Formación de huecos a escala microscópica. Pero no se consideran agrietamientos.
Porosidad Gaseosa o Poros: Burbujas de gas atrapadas dentro de una pieza fundida durante la solidificación debido a la baja solubilidad del gas en el sólido en comparación con la del líquido.
Propagación de Grietas: Proceso en donde una grieta crece, por la acción de cargas.
Propagación de Grietas Inestable: Sucede cuando la rapidez de liberación de energía de un cuerpo agrietado, es igual a la resistencia a la fractura, por lo que una grieta se propaga de manera espontánea y a una velocidad tal que es imposible detenerla.
Precipitado: Fase sólida que se forma a partir de la matriz original cuando se excede el límite de solubilidad.
Solubilidad: Cantidad de un material que se disuelve completamente en un segundo material sin crear una segunda fase.
Resumen
Abstract
Objetivos y Metas
Los objetivos que se han planteado para esta investigación son:
Describir los procesos de generación, crecimiento y coalescencia de grietas cortas, en aleaciones de aluminio – silicio, con precipitados de diferente morfología.
♦
♦ Establecer un modelo para predecir la generación, coalescencia y propagación de grietas cortas, en aleaciones de aluminio – silicio, mediante la aplicación de la Mecánica de la Fractura Probabilística.
Para cumplir con estos objetivos, se han planteado las siguientes metas:
Obtener diferente morfología de los precipitados de silicio, con la aplicación de tratamientos térmicos, en aleaciones de aluminio-silicio.
Establecer el efecto del tiempo del tratamiento térmico en: la morfología, la distribución y población de nódulos de silicio.
Obtener la caracterización mecánica y metalográfica de cada una de las aleaciones por cada tratamiento térmico empleado.
Obtener correlaciones entre las diferentes pruebas realizadas.
Obtener las funciones de densidad de probabilidad de cada una de las mediciones mecánicas y metalográficas, que representen a los datos analizados.
Obtener imágenes del proceso de generación, crecimiento y coalescencia de grietas cortas, con el método de prueba patrón de crecimiento de grietas.
Establecer el efecto de los nódulos de silicio, en el proceso de crecimiento y coalescencia de grietas cortas.
Justificación
En la industria automotriz con el fin de cumplir con los requisitos impuestos por las regulaciones gubernamentales, así como, por las preferencias del consumidor, en lo que se refiere al aumento del rendimiento de combustible y la reducción de emisiones contaminantes, está empleando con mayor frecuencia materiales de baja densidad entre las que destacan diversas aleaciones de aluminio. Estas aleaciones poseen excelentes propiedades mecánicas y una alta resistencia al desgaste, aunado a una baja densidad por lo que están siendo utilizadas para sustituir a diversos materiales comúnmente utilizados en la industria (acero, fundiciones de hierro, etc.), todo ello con el objetivo principal de reducir el peso vehicular. Sin embargo, a pesar de estas ventajas, se desconoce el comportamiento de estas aleaciones bajo condiciones de fatiga, como son por ejemplo: los generados por las condiciones normales de operación de un motor de combustión interna o por las vibraciones dinámicas de un vehículo.
Dentro de los modos de fallas más comunes en componentes de ingeniería, destacan entre otros los provocados por los procesos de fatiga (25%) y en el caso particular de aviones representan hasta el 55% de las fallas. Las fallas debidas a los efectos de los procesos de fatiga, son por lo general más costosas comparados con otros modos de falla (corrosión, sobrecarga, desgaste, etc.), ya que a menudo permanecen indetectables hasta que ocurre la fractura catastrófica, en el peor momento y sin previo aviso. Como consecuencia, éstas fallas causan un aumento en los costos por garantía y una considerable insatisfacción en el consumidor, en el mejor de los casos. Lo peor sucede cuando éstas causan una devastación en la empresa por perdidas financieras y/o cuando afectan la vida de las personas.
El proceso de falla por fatiga se ha dividido en tres etapas: la primera etapa se le ha llamado de iniciación, en la cual se generan nanogrietas que durante el proceso de fatiga dan origen a la formación de grietas cortas las cuales forman posteriormente macro grietas, la segunda etapa se conoce como la etapa de propagación estable (la cual ha sido ampliamente estudiada) y corresponde al crecimiento de las macro grietas; finalmente la tercera etapa es la de propagación inestable, en esta etapa se registra la fractura final del material. Se ha estimado que el 90% de la vida útil de un componente sometido a procesos de fatiga, transcurre en la primera etapa y sólo el 10% de la vida útil transcurre en la segunda etapa.
Introducción
Este trabajo se ha dividido en varios capítulos, el primer capítulo establece los antecedentes para la realización de este estudio, en donde se destaca el crecimiento del empleo del aluminio en la industria automotriz y se ejemplifica el uso de este material en diversas partes automotrices, así como las perspectivas a largo plazo de este material en el sector automotriz.
En el segundo capítulo, se establece la importancia del estudio del fenómeno de la fatiga y sus consecuencias del daño en los diferentes componentes de ingeniería. En este capítulo se describe el proceso de daño por fatiga en sus diferentes etapas, tomando como base el modelo empírico de Paris. Es en esta sección en donde se establece la definición del término
de grietas cortas, así como los modelos que tratan de explicar la interacción de una grieta
con los precipitados cuasi-globulares y su importancia en el efecto final del material para resistir a los procesos de fatiga.
El tercer capítulo, se refiere a la evaluación experimental de las aleaciones de aluminio utilizadas en este estudio, en donde se indican los resultados obtenidos de las diferentes pruebas que se llevaron a cabo. En esta sección se detallan los resultados de las pruebas de análisis químico de cada aleación, el proceso de los diferentes tratamientos térmicos empleados y las microestructuras obtenidas, los análisis de imagen realizados a las microestructuras, los resultados de las pruebas de dureza y los resultados de las pruebas mecánicas de tensión y de velocidad de crecimiento de grietas. Así mismo se establecen las correlaciones de los resultados de las pruebas con respecto a la microestructura.
En el cuarto capítulo, se describen las funciones de distribución probabilística de cada una de las pruebas descritas en el tercer capítulo, con el fin de establecer las funciones que de cada prueba se han observado, se describe el criterio de selección de cada función para cada variable.
En el quinto capítulo se describe el proceso experimental y los resultados obtenidos para determinar el patrón de generación y nucleación de grietas cortas por procesos de fatiga en flexión en tres puntos. Se detalla el proceso experimental para esta prueba, así como, los resultados de las diversas aleaciones estudiadas. Se indica la dimensión fractal y las dimensiones geométricas de grietas obtenidas.
Capítulo 1 Antecedentes
En la industria automotriz, al comparar los vehículos fabricados entre 1970 y el año 2003, se pueden apreciar cambios significativos en sus productos, entre los que destacan: nuevos conceptos de diseño (Fig. 1-1), empleo de nuevos materiales, nuevas tecnologías de producción (hidroformado) y el desarrollo de nuevos motores (de combustión interna con inyección directa de combustible, motores eléctricos o híbridos), entre otras tendencias de la industria. Los promotores primarios de estos cambios fueron: la necesidad para el aumento en el rendimiento de combustible y la reducción de las emisiones contaminantes, necesidades generados inicialmente por la crisis del petróleo de la década de 1970 y posteriormente, debido a las regulaciones gubernamentales y a las preferencias del consumidor. En este contexto también se incluye la mejora de los dispositivos de seguridad para proteger a los pasajeros y peatones en caso de accidente. A pesar de estos avances, aún queda mucho por avanzar y junto con la reducción en los costos de producción así como el desarrollo de nuevos procesos de manufactura son retos que permanecen vigentes en la industria[1].
(a) Chrysler Cordoba Coupe 1975 (b) Chrysler Concept 2003 Figura 1-1 Cambios en los conceptos de diseño de 1975 a 2003.
Dentro estos retos destacan por su importancia, poder alcanzar reducciones significativas en las emisiones contaminantes y aumentar el rendimiento de combustible, para estos fines en la actualidad se está apoyando y desarrollando el empleo de materiales ligeros para la construcción de los vehículos de transporte, con objeto de reducir el peso vehicular por dos razones importantes[2]:
1. Con vehículos más ligeros, se requiere menor energía para operarlos y por lo tanto, se necesitan motores más pequeños, los cuales consumen menos combustible y consecuentemente, producen menos emisiones contaminantes.
Uno de los materiales ligeros con mayor impacto en la industria automotriz es el aluminio, el cual ha sido empleado básicamente como material substituto en las piezas fabricadas con acero o fundiciones ferrosas, con lo cual, se ha podido reducir la masa de las partes entre un 40 y 60%[2]. A lo largo de 22 años, el empleo de aluminio para la fabricación de automóviles de pasajeros creció en cerca del 300%, por ejemplo en el año de 1976 se empleaban 36 kg en promedio por vehículo, en 1982 se utilizó 62 kg y en 1998 alcanzó 100 kg en promedio por vehículo[3]. Se estima que para el año 2008, el 95% de los vehículos de pasajeros serán fabricados con aluminio, las camionetas ligeras utilizarán aluminio en el 60% de las cabezas del motor y el 25% del monoblock. Otras partes hechas con aluminio, son: enfriadores, radiadores, blocks de cilindros, tapas de las cabezas de cilindros, monoblock, pistones, salpicaderas, rines, etc.
Figura 1-2 Partes Hechas con Aleaciones de Aluminio.
De acuerdo con la previsión de David Scholes[4], ingeniero en jefe del Programa de Desarrollo del Nuevo XJ de Jaguar, dentro de 25 años se fabricarán más automóviles de aluminio que de acero, por lo que el aluminio se convertirá en un material de uso común en la fabricación de vehículos.
1.1 Utilización de las Aleaciones de Aluminio en la Industria Automotriz
Figura 1-3 Armazón de la carrocería del Jaguar XJ tiene un peso de 220 kg[5].
Aunado a las facilidades que presenta durante las operaciones de ensamble, las aleaciones de aluminio presentan los siguientes beneficios:
- Mejora la distribución del peso en el vehículo, al reducir las zonas de concentración de peso (cofre, defensas, parrilla, etc.)
- Mejora las condiciones de conducción con la aplicación preferencial del aluminio en el chasis y la suspensión (en sub-marcos y estructuras axiales)
- Facilidad en las maniobras de ensamble de partes (topes superiores, puertas o cofres).
- Aumento de las prestaciones en caso de choques, debido a la alta capacidad de absorción de energía con relación al acero (tomando como base al peso específico).
Figura 1-4 Capacidad de absorción de energía en un choque de la aleación AlMgSi Ac-300[1].
1.1.1 Manufactura de Motores
pistones y la cámara de combustión sean capaces de soportar presiones que van de 5,000 KPa a 12,000 KPa (725 –1740 psi) a 5,000 RPM en promedio[7].
(a) (b)
Figura 1-5 Motores fabricados con aluminio (a) General Motors V12, 560 Kw y par de 610Nm, (b) General Motors V6 con camisas de cilindro de hierro fundido in situ[8].
Dentro de las aleaciones más comunes para fabricar monoblocks y pistones, son las de aluminio adicionadas con silicio, del cual hablaremos a continuación.
1.2 Aleación Aluminio - Silicio
Para la fabricación de motores y pistones, se emplea el método de fundición con moldes permanentes y se utilizan aleaciones de aluminio con cobre, magnesio, níquel y silicio entre otros aleantes. El silicio es el elemento de aleación más importante, ya que le aporta una serie de beneficios a la producción como son:
Mejora la maquinabilidad.
Excelente fluidez del metal fundido. Aumenta la resistencia a la corrosión.
Ayuda a disminuir el peso de la aleación al desplazar en la fundición a elementos más pesados.
Aumento de la dureza y de la resistencia a la tensión. Reduce la expansión térmica.
Aumento de la resistencia al desgaste.
tal forma que en aleaciones hipo-eutécticas, se pueden formar precipitados de silicio puro o combinado.
Figura 1-6 Diagrama de fases de la aleación aluminio – silicio[10].
1.2.1 Modificación de la morfología de los precipitados de silicio
En el campo del desarrollo de nuevos materiales aplicables a la industria automotriz, existen diversas propuestas que se enfocan a la utilización de materiales con precipitados nodulares (hierro nodular, hierro dúctil, etc.)[11], los cuales son utilizados por tener mejor resistencia a los procesos de fatiga aunado a un aumento en las propiedades mecánicas y por lo tanto, las piezas fabricadas con estos materiales pueden ser más ligeras. En el caso de las aleaciones de aluminio, el silicio excedente al solidificarse forma precipitados con forma de hojuelas o con bordes agudos, lo que provoca concentradores de esfuerzos y por lo tanto, el material presenta una baja resistencia en los procesos de fatiga (Fig. 1-7).
Figura 1-7 Aleación aluminio – silicio (7.6%), sin tratamiento térmico.
globular, mediante el empleo de estroncio y con la aplicación de un tratamiento térmico a 470°C[12], teniendo como resultado que los precipitados retarden el crecimiento de las grietas al producir un efecto de cerradura o desviación de la grieta, y por lo tanto la aleación posee una mayor resistencia a los procesos de fatiga al retardar la etapa de propagación estable (Etapa 2 en el modelo de Paris).
Figura 1-8 Aleación aluminio – silicio (7.3%) con estroncio (90 ppm) y con tratamiento térmico.
Capítulo 2 Proceso de Falla por Fatiga
En términos generales, dentro de los modos de fallas más comunes en componentes de ingeniería, destacan los provocados por los procesos de fatiga de los materiales (25%) y en el caso de aviones representan hasta el 55% de las fallas (Tabla 2-1). Las fallas debidas a los efectos de los procesos de fatiga, son por lo general más costosas que el de otros modos, ya que a menudo permanecen indetectables hasta que ocurre la fractura catastrófica, en el peor momento y sin previo aviso. Como consecuencia de estas fallas en el mejor de los casos éstas causan un aumento en los costos por garantías y a su vez, una considerable insatisfacción del consumidor. Lo peor sucede cuando éstas causan una devastación en la empresa por perdidas financieras y/o cuando afectan la vida de las personas.
Tabla 2-1 Modos de fallas en componentes de ingeniería[13].
Porcentaje de Fallas
Modo Componentes
de ingeniería
Componentes de aviones
Corrosión 29 16
Fatiga 25 55
Fractura frágil 16 -
Sobrecarga 11 14
Corrosión en alta temperatura 7 2
Fracturas por corrosión bajo
esfuerzos / corrosión fatiga 6 7
Deslizamientos 3 -
Desgaste / Abrasión / Erosión 3 6
En lo que respecta a la industria automotriz, como se menciono anteriormente, las aleaciones de aluminio están siendo utilizadas con mayor frecuencia con el fin de aumentar la eficiencia energética y reducir las emisiones contaminantes. A pesar de que estas aleaciones tienen excelente resistencia mecánica, el comportamiento bajo condiciones de fatiga se desconoce, tales como los generados por las condiciones normales de operación de un motor de combustión interna o por las vibraciones dinámicas de un vehículo.
2.1 Proceso de falla por fatiga
En términos generales, el modo de falla por fatiga es un proceso por el cual la fractura ocurre bajo la influencia de esfuerzos repetidos o cíclicos, los cuales están normalmente abajo del esfuerzo de cedencia del material e involucra una secuencia de eventos de acumulación de daño. Uno de los modelos con mayor aceptación para explicar el proceso de agrietamiento por fatiga, es el modelo propuesto por Paris, el cual se explicará a continuación.
2.1.1 Modelo de Paris
generalmente se enfoca a una grieta simple que crece exponencialmente en la zona de crecimiento estable (Modelo de Paris). El modelo de Paris, ha dividido al fenómeno en tres etapas (Figura 2-1)[14]:
Figura 2-1 Velocidad de crecimiento de grietas en función de la amplitud del factor de intensidad de esfuerzos[14].
2.1.1.1 Primera etapa
En la primera etapa, se le conoce con los términos de iniciación, generación o nucleación de grietas y se le ha dividido en tres sub-etapas los cuales se describen como[15]:
1) Latente: La estructura no presenta fracturas, en esta etapa se generan nucleaciones.
2) Generación y coalescencia de nanogrietas: Esta etapa consiste en la formación de nuevas nanofracturas (o nanogrietas) y depende de los concentradores de esfuerzos generados durante la fabricación del material (poros, vacancias, etc.), por diseño y por el régimen de cargas a la que es expuesto el elemento (nucleaciones). Las nanogrietas formadas pueden unirse con otras (coalescencia de nanogrietas) que da como resultado un crecimiento de las nanogrietas.
3) Generación y coalescencia de grietas cortas: La generación de grietas cortas es el resultado de la coalescencia de las nanogrietas. Las grietas cortas o micro grietas es el término dado a la fase de crecimiento de grietas durante el cual la punta de la grieta es microestructuralmente pequeño y por lo tanto, puede interactuar con la microestructura del material..
Durante la primera etapa, el proceso está fuertemente influida por el nivel de esfuerzos, por lo que la propagación es a lo largo de los planos cristalinos del material. Como la zona plástica es pequeña, ésta queda contenida dentro de los límites de grano del material, por lo que se producen procesos de fractura intergranular, razón por la cual esta etapa es fuertemente influida por la microestructura del material.
referirse entre grietas cortas o grietas pequeñas. En este trabajo el término de grietas cortas, corresponden a grietas iguales o menores a 1 mm.
2.1.1.2 Segunda etapa
La segunda etapa, es conocida como de propagación estable, en donde esta propagación es fuertemente influida por el ambiente y es relativamente independiente de la microestructura, debido a que el radio de la punta de grieta es microestructuralmente mucho más grande que la microestructura del material, por lo que la propagación de la grieta principalmente es transgranular. Una vez iniciada la grieta por fatiga, ésta se propaga por el efecto de la variación de esfuerzos en la punta de la grieta. Si la amplitud de carga es constante (∆K), el factor de intensidad de esfuerzos (K) aumenta y consecuentemente la rapidez de la propagación de la grieta aumenta en forma exponencial (de acuerdo a Paris).
2.1.1.3 Tercera etapa
El proceso de la segunda etapa transcurre hasta que el factor de intensidad de esfuerzos (K) iguala a la tenacidad a la fractura del material (Kc) y ocurre la fractura final. Es decir, que eventualmente la propagación de la grieta alcanza un tamaño crítico, en el cual el material remanente no puede soportar las cargas aplicadas y sorpresivamente ocurre la fractura final del componente.
En lo que se refiere a los estudios de las diferentes etapas, la segunda etapa ha sido extensivamente estudiada de la cual existen diferentes modelos, no así la etapa de iniciación de grietas y coalescencia de grietas cortas, el cual es particular a cada microestructura y de cada material. Como nota importante, se sabe que un componente a lo largo de la vida útil en fatiga, en la primera etapa transcurre el 90% de ella y sólo el 10% en la segunda etapa.
Existen muchas variables que influyen en la primera etapa, algunos de los cuales que se pueden citar son:
- Esfuerzos promedios.
- Picos de esfuerzos.
- Frecuencia de las cargas.
- Tipo de ambiente (temperatura, ataque químico, etc.).
- Microestructura del material.
- Defectos internos (poros e inclusiones).
- Acabado superficial.
- Esfuerzos residuales.
- Etc.
2.2 Parámetros Microestructurales
ductilidad del material e inclusive el ambiente en donde se encuentra el material, ya que este puede influir en los cambios de la microestructura del material.
2.2.1 Tamaño de Grano
Con respecto al tamaño de grano, González indica que los materiales con un grano fino tienden a mostrar mayores velocidades de propagación de grietas, por lo que tienen un límite de fatiga menor que los materiales de grano grueso. Esto es debido a que en los materiales de grano grueso se ha atribuido que la mayor resistencia a la propagación de grietas, es por efectos de cerradura de grieta producida por la rugosidad, debido a que la trayectoria de la grieta es más tortuosa. Esto es cierto, siempre y cuando la trayectoria de la grieta sea intergranular, es decir, sucede en la primera etapa de la generación y crecimiento de grietas.
2.2.2 Ductilidad del Material
Los materiales dúctiles usualmente presentan mejor resistencia a la fatiga que los materiales de alta resistencia o frágiles, una de las razones que podrían explicar este fenómeno, es lo que se conoce como cerradura de grieta inducida por plasticidad, el cual es más notorio en materiales dúctiles.
2.2.3 Morfología de los Precipitados
Existe una mayor resistencia a los procesos de fatiga, en los materiales con precipitados con morfología cuasi nodular o globular, en comparación con los materiales con precipitados en forma de hojuelas. El motivo por el cual los materiales con precipitados en forma de hojuelas tienen menor resistencia a los procesos de fatiga, es porque la punta de la hojuela o arista sirve de concentrador de esfuerzos, además ayuda a la propagación de grietas (figura 2-2a).
En el caso de los precipitados con forma nodular, la forma del precipitado provoca un efecto de cerradura y/o desvía la grieta en otra dirección, por lo que el material tiene mayor resistencia a la propagación de grietas (figura 2-2b).
(a) (b)
Figura 2-2 Propagación de grietas en precipitados con diferente morfología (a) de hojuela y (b) globular [17].
se reduce el número de aristas o estas empiezan a redondearse y por lo tanto reducen los puntos de concentración de esfuerzos (figura 2-3)[18].
Figura 2-3 Efecto del aumento de la resistencia a la propagación de grietas por la esfericidad de los nódulos[18].
2.2.4 Número de Precipitados por Área
Un estudio realizado en hierro nodular[19], demostró que no existe un efecto apreciable debido número de nódulos por área en la etapa estable de la propagación de grietas (Etapa 2 modelo de Paris).
2.2.5 Tamaño de los Precipitados
El tamaño de los precipitados afecta el proceso de propagación de grietas, únicamente cuando el radio es mayor que el radio de la punta de grieta, condición que se presenta en la primera etapa de la generación y propagación de grietas. Cuando el proceso de fractura se encuentra en la segunda etapa, se considera que el material es homogéneo, debido a que el diámetro en la punta de la grieta es mucho mayor que el tamaño de las inclusiones.
2.3 Modelos de Procesos de Crecimiento de Grietas
Con respecto a los procesos de crecimiento de grietas en materiales nodulares existen algunos estudios sobre el tema, Al-ostaz y Jasiuk Iwona[20] estudiaron la iniciación y propagación de grietas en materiales con agujeros cilíndricos distribuidos aleatoriamente, tanto en materiales compuestos como en hojas de aluminio, los experimentos se realizaron empleando pruebas de simulación numérica y experimentos de tensión uniaxial.
proceso de agrietamiento depende de las imperfecciones del material, la distribución entre los agujeros y su orientación con respecto a las cargas aplicadas.
Así mismo, se identificó tres variables aleatorias que afectan la iniciación y crecimiento de grietas: la posición de los agujeros, la distribución de puntas de grieta en la superficie de los agujeros (lo que provoca concentración de esfuerzos e incluso zonas de singularidad) y la heterogeneidad del material a micro escala.
En este mismo estudio se realizó paralelamente la simulación numérica del fenómeno y concluyen que, los resultados dependen de la forma y el tamaño de la malla, la orientación de los elementos y de los criterios de fractura.
Acosta M. et al[21], en su estudio sobre el crecimiento y propagación de grietas en hierro nodular, indica que en la segunda etapa por la trayectoria donde crece la grieta los nódulos de grafito se separan de la matriz, es decir, se generan huecos cuasi esféricos, que en un momento dado pueden ser considerados como agujeros. Él establece que, en la zona de generación de grietas se registró un proceso de fractura por pseudo clivaje y que, este proceso no provoca una deformación alrededor de los nódulos.
Capitulo 3 Evaluación Experimental de las Aleaciones de Aluminio
Para la evaluación experimental de este trabajo, se estudian dos aleaciones de aluminio tipo A319, con similar composición química, salvo que una de ellas se le agrego una mayor cantidad de estroncio (identificado como N2), con la finalidad de poder modificar la morfología de los precipitados de silicio mediante tratamiento térmico. En este capítulo, se describe la metodología empleada para el desarrollo de este estudio y se muestran los resultados obtenidos de las diferentes pruebas mecánicas y metalográficas que se realizaron.
3.1 Composición Química
La composición química de las aleaciones utilizadas se indican en la Tabla 3-1, en ella se indican los porcentajes en peso de los principales elementos de aleación así como la identificación utilizada.
Tabla 3-1 Composición química de las aleaciones.
Elemento Símbolo N1 N2
Silicio Si (%) 7,66 7,37
Cobre Cu (%) 3,40 3,36
Hierro Fe (%) 0,30 0,194 Manganeso Mn (%) 0,261 0,234
Magnesio Mg (%) 0,30 0,364
Zinc Zn (%) 0,06 0,031
Titanio Ti (%) 0,178 0,147 Cromo Cr (%) 0,007 0,010 Estaño Sn (%) 0,001 0,001 Níquel Ni (%) 0,010 0,007 Plomo Pb (%) 0,005 0,003
Sodio Na (ppm) 4 1,7844 Estroncio Sr (ppm) 4 90,0606
Fósforo P (ppm) 6 12,33 Boro B (ppm) 7 4,6 Calcio Ca (ppm) 3 7,3053 Antimonio Sb (ppm) 22 77,3
Berilio Be (%) n.d. <0,0002 Arsénico As (%) n.d. 0,0028 Bismuto Bi (ppm) n.d. <10,0 Aluminio Al Balance Balance
Por la composición química las aleaciones estudiadas, éstas son similares a la aleación A319, aleación comúnmente utilizada en la industria automotriz para la fabricación de cabezas de cilindros, motores de combustión interna y cigüeñales[23].
3.2 Descripción de los Tratamientos Térmicos Aplicados
A las aleaciones de aluminio se les sometió a diversos tratamientos térmicos como se indica en la figura 3-1 y tabla 3-2, el cual consiste básicamente en un proceso de templado (nodulidización) a 490oC y enfriado en agua a temperatura ambiente, seguido de un proceso de envejecido artificial a 240oC por 5 horas al final del cual se enfriaron en aire a temperatura ambiente. El objetivo con el primer paso de este tratamiento es obtener una morfología nodular de los precipitados de silicio de la aleación N2 y el objetivo del segundo paso, es el de eliminar los esfuerzos residuales en la aleación, con este tratamiento se obtienen durezas Brinell de alrededor de 100 HB. Como testigos, para observar el efecto del estroncio en la aleación, a este proceso se les sometió al mismo tiempo las probetas de las aleaciones N1.
23 23
23 240
490
0 50 100 150 200 250 300 350 400 450 500 550
0 1 2 3 4 5 6 7 8 9 1
Tiempo en Horas
Temperatura en °C
0 X
5 Hrs Temple
Envejecido Artificial
Figura 3-1 Diagrama del tratamiento térmico aplicado.
Tabla 3-2 Identificación por tratamiento térmico
Identificación Tiempo de templado (X) [Horas]
Envejecido artificial [Horas]
T0 - -
T1 2,5 5,0
T2 12,0 5,0
T3 24,0 5,0
T4 48,0 5,0
3.3 Microestructuras Obtenidas
Las microestructuras obtenidas de los diferentes tratamientos térmicos se discuten a continuación, las imágenes se obtuvieron de un microscopio metalográfico de platina invertida marca Olympus modelo PMG3. Con el fin de obtener en tonos de gris la presencia de los precipitados de silicio, a las muestras se le aplico un proceso de pulido a espejo, con pasta de diamante de 1 µm y alumina en polvo de 0.5 µm, sin ataque químico.
3.3.1 Aleación N1
La estructura de la aleación N1 es típica de una estructura dendrítica de fundición y está formada por silicio en forma de hojuelas, la cual es modificada con los diversos tratamientos térmicos; con el tratamiento térmico T2 se observa que las puntas de los precipitados empiezan a redondearse, con tratamiento térmico T3 se observa que los precipitados de silicio se disgregan o dividen en dos o más partículas y con el tratamiento térmico T4 éstas partículas son modificadas para tomar una morfología de mayor simetría sin embargo conservan formas alargadas (Figura 3-2).
3.3.2 Aleación N2
20X 100X
T0
T1
T2
T3
T4
20X 100X
T0
T1
T2
T3
T4
3.4 Análisis de Imagen
Con las microfotografías obtenidas, las imágenes se digitalizaron para determinar las dimensiones de los precipitados de silicio, en lo que respecta al tamaño de las partículas, el área, las dimensiones del eje mayor y el eje menor, así como la relación entre ejes y el factor de forma de cada partícula. También se determinó la dimensión fractal tanto de la matriz como de los precipitados para cada microestructura. Estos resultados se describen a continuación.
3.4.1 Dimensiones Geométricas
Para la determinación de las dimensiones geométricas, se utilizó el software Scion Image[25] para determinar las dimensiones geométricas de los precipitados de silicio de cada aleación.
3.4.1.1 Área y Perímetro Promedio
Los resultados de las mediciones, con respecto al área y el perímetro de los precipitados de silicio promedio por cada aleación con respecto a cada tratamiento térmico, se indican en la figura 3-4.
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150
T0 T1 T2 T3 T4 Tratamiento Térmico Aplicado
Area[mm2] Perímetro[mm]
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150
T0 T1 T2 T3 T4
Tratamiento Térmico Aplicado Area[mm2] Perímetro[mm]
N1 N2
Figura 3-4 Área y perímetro promedio de los precipitados de silicio por aleación y por tratamiento térmico.
En la mayoría de los casos, tanto el área como el perímetro promedio de los precipitados de silicio, muestran una tendencia para reducir el tamaño con el incremento del tiempo del proceso de temple, excepto con la aplicación del tratamiento térmico T4 (temple de 48 horas), para ésta última condición de prueba se observa que las dimensiones aumentan con respecto a los tratamientos térmicos T2 y T3.
con respecto a la condición inicial. Sin embargo, no se aprecian efectos significativos con un mayor tiempo en el tratamiento térmico al conseguido con el tratamiento T1.
En la aleación N2, se observa que tanto en área como en perímetro en su condición inicial es el mayor inclusive que la aleación N1, sin embargo, también es el que presenta una mayor capacidad para la formación de precipitados de menor tamaño a partir del tratamiento térmico de 2.5 horas de temple (T1), con una reducción promedio entre el 74% y el 81% entre los diferentes tratamientos térmicos con relación a la condición inicial.
3.4.1.2 Relación entre Eje Mayor (a) y Eje Menor (b)
Se obtuvieron las dimensiones del eje mayor (a) y el eje menor (b) de cada precipitado, para poder definir el alargamiento de la partícula mediante la relación entre los ejes, como sigue:
Relación = a/ b ...(3-1)
Si la relación tiende a 1, significa que la partícula tiene una morfología regular, si la relación es mucho mayor de uno, significa que la partícula tiende una forma alargada. Los resultados de éstas mediciones se observan en las gráficas de la figura 3-6, que se muestran a continuación. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
T0 T1 T2 T3 T4 Tratamiento Térmico Aplicado
Longitud (
µ
m)
Eje Mayor Eje Menor Relación
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
T0 T1 T2 T3 T4
Tratamiento Térmico Aplicado
Longitud (
µ
m)
Eje Mayor Eje Menor Relación
N1 N2
Figura 3-5 Dimensiones del eje mayor (a), eje menor (b) y la relación entre ellas.
eje mayor, como consecuencia del proceso de formación de partículas de menor tamaño con el empleo de los tratamientos térmicos.
3.4.1.3 Factor de Forma
Se estimó el factor de forma de los precipitados de silicio, de acuerdo a la siguiente expresión[26,27]:
Factor de forma = 4 2
P A
π
...(3-2)
En donde, A es el área y P es el perímetro de la partícula medida.
Cuando esta expresión es igual a 1 la forma de la partícula es el de un circulo (nódulo) y cuando esta cercano a cero, el objeto es una espiga (hojuela), por ejemplo, en el caso de objetos ondulados o el rizo de un cabello, tendrán un valor muy alto del perímetro con respecto al área, por lo que el factor de forma será pequeño. Los factores de forma promedio de los precipitados de silicio se indican en la figura 3-6, los cuales se muestran a continuación:
0.00 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80 0.90 1.00
T0 T1 T2 T3 T4
Tratamiento Térmico Aplicado
F
acto
r d
e
F
o
rm
a
0.00 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80 0.90 1.00
T0 T1 T2 T3 T4
Tratamiento Térmico Aplicado
Factor de Forma
N1 N2
Figura 3-6 Factores de forma.
3.4.2 Dimensión Fractal
El término de dimensión fractal (D) fue acuñado por B. P. Mandlebrot en 1977[28], en el cual se establece que la dimensión fractal es una medición adimensional de la rugosidad el cual puede ser utilizado para tipificar a un material. La dimensión fractal puede ser utilizado para comparar la rugosidad entre superficies y para definir el factor de forma de objetos. La relación matemática establecida por Richardson (1961) se define como:
L(r) = Mr(1-D)...(3-3)
En donde L(r) es la longitud del perímetro medido con un paso de longitud r. M es una constante y D es lo que Mandlebrot definió como dimensión fractal de la superficie; y se encontró que es constante en un amplio rango de valores de r. Sí se dibuja log L(r) contra log (r), se obtiene una línea recta de la pendiente (1-D) en el rango de r para el cual D es constante.
Para evaluar la dimensión fractal se utilizó el software Benoit[29], con el método de estimación por cajas cortas, en la figura 3-7 y 3-8 se muestran la dimensión fractal de cada aleación evaluando la matriz y los precipitados.
1.80 1.82 1.84 1.86 1.88 1.90 1.92 1.94 1.96 1.98 2.00
T0 T1 T2 T3 T4
Tratamiento Térmico Aplicado
Dim
e
ns
ión Fra
c
ta
l
1.80 1.82 1.84 1.86 1.88 1.90 1.92 1.94 1.96 1.98 2.00
T0 T1 T2 T3 T4
Tratamiento Térmico Aplicado
Dim
e
ns
ión Fra
c
ta
l
N1 N2
Figura 3-7 Dimensión fractal promedio para la matriz de aluminio-silicio.
De la figura 3-8, se observa que la dimensión fractal promedio de la matriz de las aleaciones, tienen un valor muy cercano a 2, lo que significa que la matriz tiene una alta complejidad. En la aleación N1, se observa que con el primer tratamiento térmico el valor promedio de la dimensión fractal disminuye con respecto a la condición inicial, y posteriormente aumenta la complejidad conforme aumenta el tiempo de tratamiento térmico.
1.0 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 2.0
T0 T1 T2 T3 T4
Tratamiento Térmico Aplicado
D ime ns ión Fra c ta l 1.0 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 2.0
T0 T1 T2 T3 T4
Tratamiento Térmico Aplicado
Dim e ns ión Fra c ta l N1 N2
Figura 3-8 Dimensión fractal promedio para los precipitados de silicio.
Con respecto a la dimensión fractal de los precipitados de silicio, se observa que en general tienen poca complejidad. Se observa que las partículas obtenidas con el tratamiento térmico T2 y en la aleación N2, es el menos complejo, también se observa que con el tratamiento de 24 y 48 horas la aleación N2 presenta un aumento en la complejidad de los precipitados. En general se puede establecer que la aleación N1 presenta la misma complejidad en todos los tratamientos.
3.5 Dureza Brinell
Se realizaron pruebas de dureza Brinell con el durómetro Hoytom modelo 713-SRDM y posteriormente, se midieron los diámetros de las huellas marcadas por el durómetro con el microscopio de platina invertida (Olympus PMG3) y con un ocular filar micrométrico LB (Olympus OSM-4). Para determinar la dureza Brinell se utilizó la siguiente relación:
) ( 2 2 2 d D D D F HB − − = π ...(3-4) En donde
F = Carga aplicada (kg)
D = Diámetro del penetrador (mm) d = Diámetro de la huella (mm)
Tabla 3-3 Condiciones de la prueba de dureza Brinell
Parámetro Valor
Precarga [kg] 10 Carga (F) [kg] 31.25
Tiempo [s] 2
Diámetro de la bola (D) [mm] 2.5
Los resultados de las pruebas se indican en la figura 3-9.
90 91 92 93 94 95 96 97 98 99 100 101 102 103 104
T0 T1 T2 T3 T4
HB 2.
5/
31.
25/
2
90 91 92 93 94 95 96 97 98 99 100 101 102 103 104
T0 T1 T2 T3 T4
HB 2.5/31.25/2
N1 N2
Figura 3-9 Gráfica de la Dureza Brinell Promedio para cada condición de prueba.
Las durezas promedio obtenidas en las aleaciones N1 y N2, son las que se obtienen normalmente en la industria automotriz, en especial las que se sugieren para la fabricación de motores de combustión interna como la del tipo A319.0 (6Si-3.5Cu), las cuales se encuentran entre 70 y 95 HB[30].
En el caso de la aleación N1 la máxima dureza se consigue con el tratamiento T2 con más de 101 HB. Es de hacer notar que la dureza en la condición inicial de 96 HB, la cual es superada con los tratamientos T1, T2 y T3, con el tratamiento T4, se obtiene una dureza menor a la inicial.
La aleación N2, tiene una dureza inicial de 98.94 HB promedio, la cual es superada con los tratamientos térmicos T1 y T2 con 102.51 y 102.54 HB respectivamente, con los tratamientos térmicos T3 y T4, disminuyen las durezas en alrededor del 2% con respecto a la dureza inicial.
3.6 Pruebas de tensión
Se realizaron pruebas de tensión en una maquina servohidráulica marca Instron, modelo 8503, para el control y adquisición de datos se utilizó el Software Max[31] y se utilizó una celda de carga de 1 Tonelada (Figura 3-10).
3.6.1 Geometría de las Probetas de Tensión
Se fabricaron 200 probetas (20 por cada aleación y por cada tratamiento térmico) de acuerdo a la norma ASTM E8M-00[32], del tipo redondo, tamaño proporcional al estándar con diámetro de 4 mm de diámetro en la sección reducida (figura 3-11), con el fin de sujetar las probetas a las mordazas se fabricaron dos acopladores (uno por cada mordaza) de acuerdo con la figura 3-12.
Figura 3-10 Maquina servohidráulica Instron modelo 8503.
Figura 3-12 Acoplador para probetas con Diámetro de 4 mm.
Para la adquisición de los datos de deformación se empleó un extensómetro con capacidad de desplazamiento de 50 mm (figura 3-13). Las condiciones de prueba se indican en la Tabla 3-4.
Figura 3-13 Instalación de probetas y extensómetro.
Tabla 3-4 Condiciones de prueba del ensayo de tensión
Parámetro Valor
Control Carga
Velocidad de Carga 2 kg/s
Frecuencia de Muestreo 4 Datos por segundo
Los resultados de las pruebas de tensión se indican a continuación.
3.6.2 Deformación y Reducción de Área