BIBLIOTECAS DEL TECNOLÓGICO DE MONTERREY
PUBLICACIÓN DE TRABAJOS DE GRADO
Las Bibliotecas del Sistema Tecnológico de Monterrey son depositarias de los trabajos recepcionales y de
grado que generan sus egresados. De esta manera, con el objeto de preservarlos y salvaguardarlos como
parte del acervo bibliográfico del Tecnológico de Monterrey se ha generado una copia de las tesis en
versión electrónica del tradicional formato impreso, con base en la Ley Federal del Derecho de Autor
(LFDA).
Es importante señalar que las tesis no se divulgan ni están a disposición pública con fines de
comercialización o lucro y que su control y organización únicamente se realiza en los Campus de origen.
Cabe mencionar, que la Colección de
Documentos Tec,
donde se encuentran las tesis, tesinas y
disertaciones doctorales, únicamente pueden ser consultables en pantalla por la comunidad del
Tecnológico de Monterrey a través de Biblioteca Digital, cuyo acceso requiere cuenta y clave de acceso,
para asegurar el uso restringido de dicha comunidad.
Implementación de un Sistema TPM en una Empresa del Ramo
Textil-Edición Única
Title
Implementación de un Sistema TPM en una Empresa del
Ramo Textil-Edición Única
Authors
Fernando Gutiérrez Ponce
Affiliation
Tecnológico de Monterrey, Universidad Virtual
Issue Date
1999-12-01
Item type
Tesis
Rights
Open Access
Downloaded
18-Jan-2017 20:34:26
Implementación de un sistema TPM en una
empresa del ramo Textil
Tesis presentada por
FERNANDO GUTIÉRREZ PONCE
Presentada ante la Dirección Académica de la Universidad Virtual del Instituto Tecnológico y de Estudios Superiores de Monterrey
como requisito parcial para optar al título de
MAESTRO EN CIENCIAS
IMPLEMENTACIÓN DE U N SISTEMA T P M
E N U N A EMPRESA DEL R A M O TEXTIL
Tesis presentada
por
AGRADECIMIENTOS
A Dios, por haberme prestado tiempo suficiente para completar el proceso.
A mis padres, quienes sin su gran apoyo no hubiera sido posible la realización del proyecto de Postgrado.
AI Ing. Oscar Mayet, que con su atinada supervisión y guía se pudo completar el presente trabajo.
A L Lic. Sergio Pérez, por todo su apoyo y comprensión.
INDICE
Abstract 2 Capitulo 1 Manufactura de Clase Mundial
Introducción 4 Necesidad de un Cambio 5
Manufactura de Clase Mundial 6 Metas de la Manufactura de Clase Mundial 8
Herramientas que forman parte de la Manufactura de Clase
Mundial 11 Conclusiones 13 Capitulo 2 T P M en el concepto de Manufactura de Clase Mundial
Introducción 14 T P M como herramienta principal de Manufactura de Clase
Mundial 15 Conceptos básicos de T P M 17
Principales metas de T P M 19
Conclusiones 22 Capitulo 3 Análisis de Aplicaciones Prácticas de T P M
Introducción 23 Giro de la empresa 24 Implementación de TPM en Plásticos Rex 27
Técnicas y Herramientas utilizadas 33 Resultados de la aplicación de T P M en Plásticos Rex 34
Conclusiones 37 Capitulo 4 Desarrollo de TPM en Ultracril
Introducción 39 Giro de la empresa 40 Implementación de TPM en Ultracril 42
Resultados de la aplicación de T P M en Ultracril 43
Conclusiones 48 Capitulo 5 Conclusiones 50 Anexo 1 Glosario de Términos 56 Anexo 2 Descripción detallada de T P M 60
Anexo 3 Plan Maestro de implementación T P M en Plásticos Rex. 73
Anexo 4 Herramientas de Apoyo del T P M 74
A B S T R A C T
En un ambiente globalizado, el servicio al cliente es un factor que ha tomado fuerza,
principalmente por la competencia entre países, dado el adelanto tecnológico actual, en
comunicaciones y transportación, si a principios de siglo se tardaban 4 semanas en
transportarse de Europa a América, y hoy solo se necesitan 18 horas, cualquier país del
mundo puede colocar su producción en otro, por lo que si un productor necesita materias
primas que pueden ser fabricadas en más de una región, el factor servicio se vuelve
importante.
En el servicio al cliente se incluye desde la calidad que él pidió, hasta el tiempo de
entrega, cantidad, y lugar, por lo que cualquier herramienta que ayude a mejorar esos
indicadores es importante, dado que se tiene una ventaja competitiva contra el resto de los
competidores.
Es ahí donde entra la Manufactura de Clase Mundial, que es una serie de
herramientas desarrolladas por los japoneses para mejorar el nivel de servicio al cliente,
introduciendo técnicas de mejora en todos los niveles, reduciendo los tiempos necesarios
para fabricación de los productos, e inclusive disminuyendo el nivel de desperdicio de
materia prima, para al final, incrementar el margen de ganancia sin necesidad de
incrementar el precio final del producto.
La herramienta conocida como T P M , Mantenimiento Productivo Total, es la
herramienta más completa de la Manufactura de Clase Mundial, ya que ataca la mayoría de
los indicadores antes descritos, como se verá en el capitulo 2.
empresas, obteniendo datos sobre el desarrollo de la implementación, partiendo del estudio
de varios libros sobre el tema, y comparando la bibliografía con lo descrito por autores
reconocidos, como Tajiri, Nakajima, y Shirose, y el desarrollo observado en las dos plantas,
para concluir cuales son dichos factores.
En general se concluye que, aunque la bibliografía ayuda a tomar un camino seguir, hay
factores que hacen cambiar los puntos indicados en ella, ya que existen factores inherentes
a la propia empresa, y que son propios de cada una, por lo que es prudente adaptar lo que
dicen los libros a la situación propia.
M A N U F A C T U R A DE C L A S E M U N D I A L
Introducción
En este capitulo se analizarán las bases de la mejora continua dentro del ámbito
competitivo que impera en la actualidad, lo que se conoce como "Manufactura de Clase
Mundial", sistema que engloba las principales herramientas utilizadas por los japoneses
para hacer florecer su industria después de la segunda guerra mundial.
La tendencia de globalización de los mercados actuales, la consecuente capacidad
competitiva de los negocios, y la creciente demanda de desempeño que exigen los clientes
intermedios y consumidores finales en los indicadores de calidad de los productos, tiempos
de entrega, el servicio posventa, diseños novedosos, precios competitivos, así como la
flexibilidad en los volúmenes de entrega de productos, han llevado a los negocios actuales a
1. Necesidad de un cambio.
Analizando la época actual contra la imperante hace 20 ó 30 años1
, se puede
observar un giro radical en la forma de hacer las cosas, desde la administración de las
empresas, hasta la forma en que se fabrican los productos que se compran, todos ellos
enfocando sus esfuerzos por incrementar sus ingresos y optimizar los recursos con los que
cuenta la empresa, dando mayor importancia al consumidor siguiente de la que se daba con
anterioridad.
Dentro de este contexto, se da la necesidad de un cambio por parte de las empresas
tradicionalistas, es decir, las empresas que manufacturan sus productos sin importar los
índices de desperdicio que maneje, o las pérdidas que se puedan tener por los paros del
equipo, no importando si son por la falta de mantenimiento, ordenes que producir, o
inclusive por simples fallas de los operadores, a fin de cuentas, todos esos costos podían ser
cargados al precio final del producto, sin que los consumidores pudieran decir algo, ya que
en la mayoría de los casos, ese producto era el único en el mercado, y si se quería tenerlo,
se tenía que aceptar lo que se tenía.
A partir de la desaceleración económica de la década de los 80's, las empresas
buscaron la mejora a partir de 2 vías, una fue la de la mejora a través de la calidad, y otra a
2. Manufactura de clase mundial.
La Manufactura de Clase Mundial esta encaminada principalmente a la mejora de
los sistemas productivos basándose en dos principios muy fuertes: 1
1 - Reducción de desviaciones, que a su vez toma dos principales formas:
La reducción de desviaciones desde cero defectos, y la reducción de desviaciones
desde un ciclo de producción cero.
Como la reducción de desviaciones desde cero defectos es algo muy difícil de
conseguir, ya que siempre existe la posibilidad de algún inconveniente no previsto, por
ejemplo, desgaste prematuro de la maquinaria, fallas de fabricación, etc., se pueden llevar a
cabo acciones para conseguir reducir los defectos de manera muy eficiente, y pocas veces
es posible alcanzar realmente ese indicador, por lo que el concepto de reducción de
desviaciones desde un ciclo de producción cero es una medida que se ve reflejada más
firmemente en la mente del personal que labora en las empresas, y por lo tanto, es más fácil
convencerlos de que enfoquen sus esfuerzos para lograrlos, desde los problemas de
logística, como son las esperas de material, las demoras por la preparación de las maquinas,
la demora por reproceso de piezas, las esperas por falta de transporte, en fin, todo el tiempo
que se pierde, y que influye en el tiempo de entrega al consumidor final, o al encargado de
la comercialización.
2 - Reducción de la variabilidad en la calidad del producto entregado al cliente, cuyo
impacto negativo más fuerte es en la confianza del consumidor final, reflejada en los
negocios que realiza una empresa con sus proveedores.
estandarización de los productos, inclusive puede llegar a parar el proceso de producción de
una empresa al aumentar la variabilidad en la materia prima.
Dentro del concepto de Manufactura de Clase Mundial, uno de los primeros pasos
encaminados a esta reducción de variabilidad y reducción en tiempos fue dada por la
administración Justo A Tiempo, cuyo principal fundamento es la eliminación de
inventarios, para reducir la variabilidad en tiempos de entrega, y mantener el material en
actividades que agregan valor al mismo.1
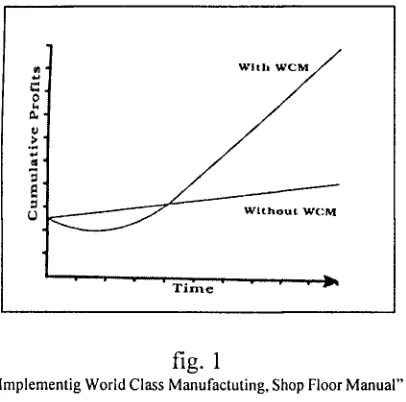
El camino hacia la manufactura de clase mundial no está exento de dificultades,
principalmente al principio, ya que se reflejan todos los problemas relacionados con el
entrenamiento en las diferentes herramientas, aumentando los costos, disminuyendo los
ingresos, aunque esto sea solamente temporal, y una vez que se implementan correctamente
los sistemas, aumentan las ganancias, como se muestra en la siguiente figura.2
C U R V A DE APRENDIZAJE DE L A M A N U F A C T U R A D E C L A S E M U N D I A L
fig. 1
"Implementig World Class Manufactuting, Shop Floor Manual" Larry Rubrich & Madelyn Watson.
[image:13.612.240.443.395.596.2]3- Metas de la manufactura de clase mundial.
Una definición del sistema tradicional de manufactura es aquel que mide
directamente la eficiencia laboral2
, cuyos atributos son:
• Mantener las maquinas funcionando, y producir partes sin importar las ordenes
del cliente, inventarios o desperdicio.
• Material de desperdicio y retrabajos son considerados costos del negocio.
• La directriz principal de los gerentes de manufactura es la producción directa de
horas-hombre vía partes producidas.
• No existe el liderazgo
• Solo la alta dirección es cuestionada para pensar en el desempeño de sus
trabajos.
• E l estilo de administración es autocrático.
• Los bajos salarios en la empresa son imperativos para la supervivencia del
negocio.
Esto funcionaba en las décadas de los 50's, 60's y 70's porque no existía una
verdadera competencia para los productos que una empresa manufacturaba, pero el
desarrollo de una cultura de consumo más exigente en términos de calidad, diseño y
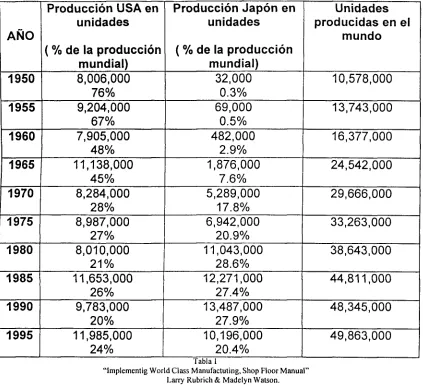
tiempos de entrega mueve a pensar que la situación a cambiado, claro ejemplo es el de la
industria automotriz estadounidense comparada con la producción japonesa, remontada
C O M P A R A T I V O D E PRODUCCIÓN DE L A INDUSTRIA AUTOMOTRIZ
AÑO
Producción USA en
unidades
(% de la producción
mundial)
Producción Japón en
unidades
( % de la producción
mundial)
Unidades
producidas en el
mundo
1950
8,006,00076%
32,000 0.3%
10,578,000
1955
9,204,00067%
69,000 0.5%
13,743,000
1960
7,905,00048%
482,000 2.9%
16,377,000
1965
11,138,00045%
1,876,000 7.6%
24,542,000
1970
8,284,00028%
5,289,000 17.8%
29,666,000
1975
8,987,00027%
6,942,000 20.9%
33,263,000
1980
8,010,00021%
11,043,000 28.6%
38,643,000
1985
11,653,00026%
12,271,000 27.4%
44,811,000
1990
9,783,00020%
13,487,000 27.9%
48,345,000
1995
11,985,00024%
10,196,000 20.4%
49,863,000
Tabla 1
"Implementig World Class Manufactuting, Shop Floor Manual" Larry Rubrich & Madelyn Watson.
En 1995, el resto de la producción global era producida en Europa (34%), Canadá
(5%), y otros países (17%).
Ese cambio en la competencia internacional es un ejemplo claro de lo que la
filosofía japonesa de manufactura puede hacer por una empresa tradicionalista, si se toma
en cuenta de que en la década de los 50's Japón estaba saliendo de una crisis de postguerra.
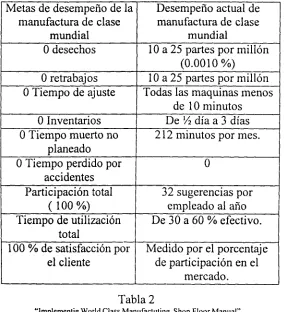
Los niveles de desempeño de una empresa de clase mundial son la base para poder
competir en el ámbito mundial, y en la siguiente tabla se enumeran, así como los niveles de
desempeño de las empresas que actualmente trabajan en este sistema, como son Motorola y
Toyota, entre otras.2
[image:15.612.135.558.68.454.2]NIVELES D E DESEMPEÑO DE M A N U F A C T U R A D E C L A S E M U N D I A L .
Metas de desempeño de la manufactura de clase
mundial
Desempeño actual de manufactura de clase
mundial
0 desechos 10 a 25 partes por millón (0.0010%)
0 retrabajos 10 a 25 partes por millón 0 Tiempo de ajuste Todas las maquinas menos
de 10 minutos
0 Inventarios DezyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA Vi día a 3 días
0 Tiempo muerto no planeado
212 minutos por mes.
0 Tiempo perdido por accidentes
0
Participación total (100%)
32 sugerencias por empleado al año Tiempo de utilización
total
De 30 a 60 % efectivo.
100 % de satisfacción por el cliente
Medido por el porcentaje de participación en el
[image:16.612.193.477.75.387.2]mercado. Tabla 2
4.- Herramientas que forman parte de la manufactura de clase mundial.
Para acompañar ese concepto de reducción de desviaciones y de variabilidad, así
como el enfoque de producción mas dirigido al cliente, los japoneses desarrollaron
herramientas que forman parte de lo que actualmente se conoce como Manufactura de
Clase Mundial, enfocadas principalmente en esa reducción de tiempos y de variabilidad las
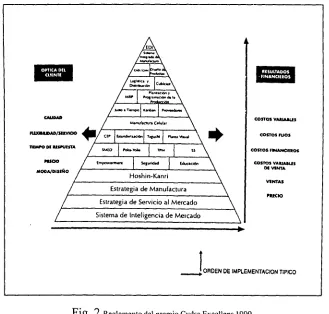
cuales tienen su fundamento en la base de enfoque al cliente, como lo muestra la siguiente
pirámide3
:
PIRAMIDE D E M A N U F A C T U R A DE C L A S E M U N D I A L
Fig. 2 Reglamento del premio Cydsa Excellens 1999
Las cuatro primeras líneas son la fase teórica de la Manufactura de Clase Mundial,
la cual se sustenta en el Sistema de Inteligencia de Mercado, en el cual se visualiza y
analiza el mercado, para sondear sus necesidades, y ver cuales serían las posibles formas de
[image:17.612.155.484.284.598.2]La Estrategia de Servicio al Mercado se fundamenta en el Sistema de Inteligencia de
Mercado, para cubrir las necesidades detectadas en la fase anterior, que tendrán como fin el
cumplimiento de las expectativas de calidad, diseño, tiempos de entrega y flexibilidad que
requiere el cliente.
La estrategia de Manufactura y el Hoshin Kanri, son el complemento para lograr las
metas establecidas en el Servicio al Mercado, y sobre las cuales se dictarán las bases para el
programa estratégico de cada departamento en función de lograr el objetivo final que se
haya fijado como empresa.
La línea que sigue son tres herramientas que apoyan firmemente el resto de las
herramientas enumeradas, ya que elzyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA Empowerment, la seguridad y la educación ó
capacitación son fundamentales para el cumplimiento de las metas.
El resto de las herramientas presentadas en la pirámide son herramientas más
especificas, encaminadas a reducir las dos variables principales que ataca la Manufactura
de Clase Mundial, entre las cuales se destacan, como herramientas que reducen las
desviaciones el Poka-Yoke, C A D / C A M , Planta Visual, desarrollo de Proveedores, 5 S's,
SMED y el Kanban, mientras que las herramientas encaminadas a la reducción de
Variabilidad son el Diseño de Productos, Taguchi, T P M , CEP, y la Estandarización.
Un tercer grupo de herramientas, encaminadas principalmente a la mejora global de
los procesos son la Manufactura Celular, el Justo a Tiempo, M R P , Planeación y
Programación de la Producción, Logística y Distribución, y el Sistema Integrado de
Conclusiones.
Para un mundo competitivo como el actual, la Manufactura de Clase Mundial es
esencialmente una forma de trabajo en la cual se apoyan los planes estratégicos de una
empresa, ya que su principal función es el enfoque a los mercados mundiales, y la
Manufactura de Clase Mundial proporciona visión para enfrentar ese reto que significa
permanecer en un mercado que ya no se delimita por fronteras de tipo temporal ni por
distancias, sino por el servicio y la calidad con que se pueda atender ese mercado.
Para poder lograr la permanencia en el mercado, es importante recalcar el grado de
atención al cliente mismo, sin descuidar los impactos en el sistema financiero, así como el
clima organizacional que se puede generar por la implementación de dichas herramientas,
teniendo como objetivo primordial la mejora continua de los procesos, en los cuales el
factor humano está bien definido como el factor principal mediante el cual se da el cambio,
tanto en cultura laboral como en los sistemas de manufactura, dando mayor poder de
decisión a quien tiene mayor influencia sobre el trabajo de piso.
En general, el presente trabajo está encaminado a analizar los factores mediante los
cuales es posible implementar una de las herramientas de la Manufactura de Clase Mundial,
como es el T P M , con el fin de ayudar a visualizar el contexto general con el cual se puede
llegar a mejorar los procesos productivos, y hacer una empresa de clase mundial, a través
de la Manufactura de Clase Mundial.
En el anexo 1 se encuentran las definiciones y términos usados en el concepto de
TPM E N EL CONCEPTO DE M A N U F A C T U R A D E C L A S E M U N D I A L zyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA
Introducción.
Los sistemas de trabajo que utiliza la manufactura de clase mundial son muy
diversas y muy variadas, cada una de ellas con un fin especifico, y determinadas a cumplir
los objetivos que tiene la manufactura de clase mundial, que es finalmente el de hacer la
planta productiva más eficiente, eliminando los errores y retrabajos, que al final repercuten
en la confianza que el cliente tiene sobre un proveedor.
Algunas de estas herramientas son complementarias entre sí, y otras lo que buscan
es mejorar de manera sustancial el desempeño del factor humano, base para cualquier
trabajo.
Como se analizará en el presente capitulo, uno de los sistemas más completos es el
Mantenimiento Productivo Total, el cual que combina a la mayoría de las demás, y ayuda a
cumplir con los estándares ideales de la manufactura de clase mundial.
Es este capitulo la base para el desarrollo de una cultura de trabajo que ayude a las
1.zyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA TPM como herramienta principal de la manufactura de clase mundial.
Una vez analizado el concepto de manufactura de clase mundial, y teniendo
enfocados los resultados requeridos para cumplir con la meta de satisfacción percibida por
el cliente en un nivel de 100%, es necesario hacer una clasificación de herramientas que
ayudan a lograr los objetivos.
La siguiente tabla enumera las metas de la manufactura de clase mundial, así como
las herramientas utilizadas para cumplirlas.2
TÉCNICAS DE M A N U F A C T U R A DE C L A S E MUNDIAL C O N T R A L A S M E T A S ESTABLECIDAS
Metas de la Manufactura de Clase Mundial
Técnica Utilizada
0 tiempo perdido por accidentes 5 S's
Comunicación Visual 0 Tiempo muerto no planeado 5S"s
Mantenimiento Productivo Total
0 Desperdicio/Retrabajo 5 S's
Mantenimiento Productivo Total
Celdas de Manufactura zyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA
SMED
0 Tiempo de Ajuste 5 S's
SMED
Mantenimiento Productivo Total
0 Inventarios Mantenimiento Productivo Total
Celdas de Manufactura SMED
Kanban
Participación Total Empowerment
5 S's
Formación de Equipos de Trabajo
Mantenimiento Productivo Total
Celdas de Manufactura
SMED Kanban
[image:21.612.151.511.255.642.2]Kaizen
Tabla 3
Algunas de esas metaszyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA son teóricamente imposibles de alcanzar, como es el Tiempo
de ajuste y 0 inventarios, sin embargo, el principal reto es lograr reducirlos a niveles que
permitan competir a niveles internacionales.1
En este concepto, como se nota en la tabla presentada, el Mantenimiento Productivo
Total juega un papel importante para alcanzar estas metas, ya que está incluida en 5 de las
6, y que como parte de su filosofía utiliza otras herramientas de apoyo para lograr su
2zyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA Conceptos básicos de TPM
En general, el T P M es considerado como "Cero Defectos", es decir, apunta a
maximizar el uso efectivo del equipo de trabajo a través del involucramiento total de todo
el personal que participa en las actividades de la empresa, tanto operadores directos,
mantenimiento, entrenamiento, etc., hasta la alta dirección, involucrando a aquellos que
comúnmente se conoce como "empleados de oficinas".
En otras palabras, " El T P M apunta a Cero paros de maquinas, cero defectos, y cero
accidentes".4
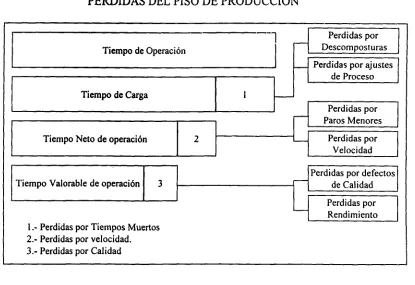
El T P M tiene como meta fundamental eliminar lo que se conoce como las seis
grandes perdidas, que afectan los estados financieros de las empresas, ya que representan
perdidas en efectividad de trabajo, como se muestra en la siguiente figura5
PÉRDIDAS DEL PISO DE PRODUCCIÓN
Fig.3 TPM for Workshop Leaders
[image:23.612.139.554.358.643.2]Estas seis perdidas se explican a continuación:
0zyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA Perdidas por descomposturas, causadas por desperfectos en las maquinas que
tienen que ser reparados, como partes que se desgastan, etc., zyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA
0 Perdidas por ajustes de proceso, ocasionadas por cambios en las condiciones de
operación, como pueden ser al comienzo de la operación, cambios en los
productos y condiciones de operación.
0 Perdidas por paros menores, que se presentan por pequeños daños en las
maquinas, o pequeños "saltos" en el proceso
0 Perdidas por velocidad, que son causadas por reducción en la velocidad de
operación de las maquinas.
0 Perdidas por defectos de calidad y reprocesos, ocasionadas por la manufactura
de productos fuera de especificaciones o defectuosos.
0 Perdidas de rendimiento, presentadas por materia prima sin usar o desperdiciada
y son ejemplificadas por la cantidad de defectos, material de desperdicio, etc..
3.-Principales metas del TPM
Del análisis realizado en el punto anterior, se define que la meta principal del T P M
es el incremento de la productividad del área en general1
, no únicamente de las maquinas
sino también de los operarios.
En la siguiente figura se presenta un ejemplo de lo que teóricamente se utiliza el
tiempo de un turno regular de trabajo.2
TIEMPO QUE E L OPERADOR INVIERTE E N ACTIVIDADES DIARIAS SIN
T P M (TEORICO)
FigurazyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA 4
"Implementig World Class Manufactuting, Shop Floor Manual" Larry Rubrich & Madelyn Watson.
E l tiempo coloreado en rojo denota el tiempo que normalmente se pierde por el
tiempo perdido en fallas, retrabajos, perdidas por velocidad, tiempos de ajuste, etc.
El tiempo en azul es el tiempo que añade valor al proceso, y que es el tiempo que el
cliente está dispuesto a pagar.
El tiempo en verde es el tiempo que el operador utiliza para sus alimentos, juntas de
equipo, y realizar actividades de mejora de su área.
La siguiente figura, en cambio, muestra el tiempo que el operador invertiría para
realizar las actividades de mantenimiento autónomo, y como estas actividades incrementan
[image:25.612.207.482.257.468.2]TIEMPO QUE E L OPERADOR INVIERTE E N ACTIVIDADES DIARIAS C O N
T P M (TEORICO)
"Implementig World Class Manufactuting, Shop Floor Manual" Larry Rubrica & Madelyn Watson.
El tiempo en azul es el tiempo que el cliente está dispuesto a pagar, que es el tiempo
que añade valor al producto.
El tiempo es verde es el tiempo utilizado para comidas, y actividades relacionadas
con la mejora de su área y juntas de equipo.
El tiempo en rojo es el tiempo que se le dedica a las actividades de mantenimiento
autónomo.
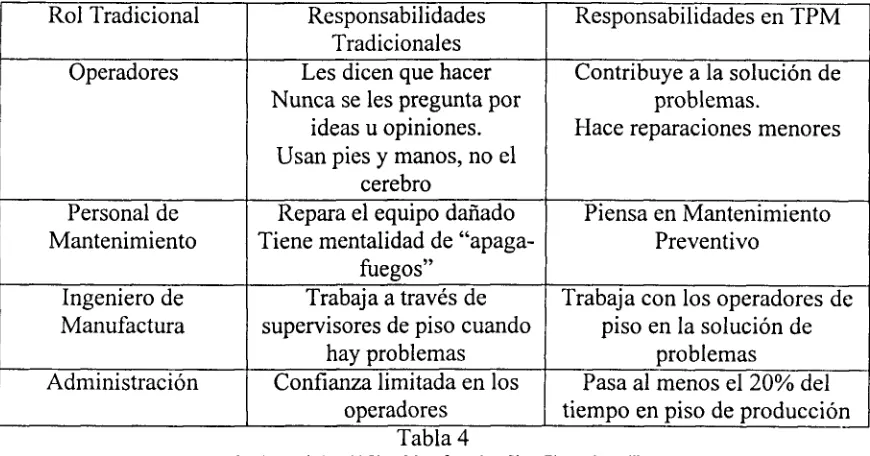
Otra de las metas del T P M es el cambio de filosofía administrativa, donde cada uno
de los departamentos que están involucrados en el piso de producción tienen un rol bien
T A B L A C O M P A R A T I V A DEL ROL TRADICIONAL VS ROL DE T P M
Rol Tradicional Responsabilidades Tradicionales
Responsabilidades en T P M
Operadores Les dicen que hacer Nunca se les pregunta por
ideas u opiniones. Usan pies y manos, no el
cerebro
Contribuye a la solución de problemas.
Hace reparaciones menores
Personal de Mantenimiento
Repara el equipo dañado Tiene mentalidad de
"apaga-fuegos"
Piensa en Mantenimiento Preventivo
Ingeniero de Manufactura
Trabaja a través de supervisores de piso cuando
hay problemas
Trabaja con los operadores de piso en la solución de
problemas Administración Confianza limitada en los
operadores
[image:27.612.129.564.71.299.2]Pasa al menos el 20% del tiempo en piso de producción Tabla 4
Conclusiones
Dentro de las herramientas de clase mundial, el T P M es considerada como una de
las más completas, ya que su principal función es la de mejorar la efectividad global del
equipo, que está compuesta por la velocidad a la que la maquina produce, los paros no
programados de la maquina, y el porcentaje de producción sin defectos.
Todo este proceso es parte del análisis de problemas que se debe llevar a cabo para
identificar cuales son las causas raíz que provocan la disminución en la efectividad global
del equipo, y tener la certeza de cual será el problema a atacar, mediante el uso de
diagramas de pareto.
Además, el T P M sirve como una herramienta de integración para todos los niveles,
ya que exige la cooperación y el involucramiento de todas las áreas de la empresa, desde la
administración general, pasando por las áreas de mantenimiento, mandos intermedios,
entrenamiento, hasta los operadores mismos, al conferir poder de decisión y sentido de
ANÁLISIS DE APLICACIONES PRACTICAS D E T P M zyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA
Introducción.
Una vez analizado el contexto de lo que es Manufactura de Clase Mundial, y lo que
ayuda el Mantenimiento Productivo Total dentro de este contexto para lograr la satisfacción
del cliente, es pertinente analizar casos en los cuales se esté llevando a cabo
implementación de esta herramienta, con el fin de poder documentar y analizar las
variaciones existentes entre lo que indican los libros como guía general y lo que la industria
como tal implica, ya que cada empresa, negocio o fabrica tiene características diferentes, y
lo que dice en la bibliografía no siempre es aplicable al 100% dentro de las empresas.
Bajo este contexto, dentro de este capitulo se llevará a cabo un análisis de la
implementación de esta herramienta, así como los factores que ayudan al desarrollo de un
1. Giro de la empresa
Plásticos Rex, S.A: de C . V . es una empresa dedicada a la fabricación y
comercialización de insumos de plásticos para la industria de la construcción, así como para
el diseño e instalación de sistemas de riego. Fue fundada en 1961 y en 1989 se incorporo al
Grupo Cydsa en la División Química.
En Plásticos Rex, planta Monterrey se fabrican y comercializan cerca de 2,500
productos diferentes; comprendidos en las líneas: sanitaria, hidráulica, conduit,
alcantarillado, polietileno, y sistemas de riego.
Los usos finales de sus productos son los siguientes: conducción de agua potable,
conducción de agua de desechos, instalaciones eléctricas y telefónicas, contención de agua,
riego por aspersión, microaspersion y gotero para el uso agrícola, clubes deportivos,
jardinero residencial, campos en corredores industriales y en hotelería.
El proceso de fabricación para las diversas líneas se divide por el tipo de material
con el que se produce esto es, PVC y polietileno. Los productos con P V C son las líneas
sanitarias, hidráulica, conduit, alcantarillado y con polietileno la línea con el mismo
nombre.
Para ambos procesos de utilizan maquinas extrusoras de diferentes capacidades
produciendo tubería desde 13 mm hasta 315 mm. Las extrusoras de P V C tienen definido
que tipo de producto pueden fabricar de acuerdo su tamaño y capacidad de producción, con
el fin de lograr la mejor eficiencia de la maquina.
A continuación se presenta un flujograma con la secuencia de fabricación de la
El organigrama del negocio es el siguiente:
D I A G R A M A ORGANIZACIONAL PLASTICOS R E X P L A N T A M O N T E R R E Y
FigzyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA.7
[image:32.612.87.519.98.434.2]2. Implementación de T P M en Plásticos Rex.
Se decidió implementar T P M en Plásticos Rex por la necesidad de aumentar la
efectividad global de las maquinas de producción, ya que se medían indicadores muy bajos
de efectividad, como muestran las tablas de datos en el punto 4 de resultados de la
implementación.
El proceso de implementación se lleva a cabo en tres fases las cuales son: la de
preparación, en donde se establecieron las condiciones para iniciar con el T P M ; la fase de
implementación, en la cual se puso en practica el trabajo de T P M y la fase de seguimiento
en donde se le da continuidad a lo ya establecido. A continuación se explican los pasos de
cada fase.
Fase de preparación
1 .-Anuncio de la introducción de T P M . La gerencia informó a todo el personal su
decisión e infundir entusiasmo por el proyecto.
2. -Programas de educación y campaña para introducir T P M . Se da entrenamiento al
personal empleado, siendo el objetivo no solo explicar el T P M sino levantar la moral y
romper la resistencia al cambio en los niveles que administraran el proyecto. Se realizo una
campana para promover el T P M , se usaron banderolas, mantas, placas, casacas, gorras, con
el fin de crear entorno positivo.
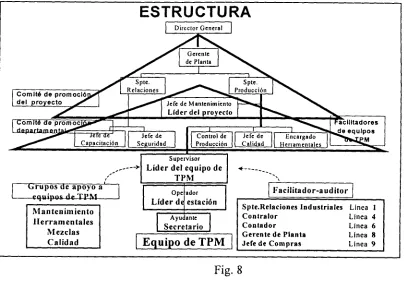
3. -Creación de organizaciones para promover el T P M . Formación de comités
especiales para promover el T P M . Los líderes de cada equipo sirven como conexiones entre
niveles facilitando la comunicación horizontal. Se formó el comité de promoción del
proyecto y el comité de promoción departamental, el cual se muestra a continuación:
E S T R U C T U R A DE I M P L E M E N T A C I O N DE PLÁSTICOS R E X
Fig.8
"Reporte Cydsa Excellens 1998"
4. - Establecimiento de las políticas básicas y metas de T P M . E l comité de
promoción del proyecto fue el encargado de establecer las políticas y metas generales del
proyecto.
5. Desarrollo de un plan maestro para la implementaron de T P M . E l comité de
promoción prepara el plan detallado para la implementaron del T P M en todas las líneas de
extrusión de P V C . En este plan se definió que la primera maquina a implementar será
tomada como piloto del proyecto. Para seleccionar el equipo, se tomo en cuenta los tiempos
perdidos, niveles de desperdicio y productividad durante la operación. Una vez
seleccionada la maquina se forman los equipos que van a trabajar en este proyecto, los
[image:34.612.84.488.82.365.2]Fase de implementación
6. Capacitación al personal operativo. Se efectúo la capacitación de todo el personal
operativo incluyendo, relevos de descansos, así como el personal operativo de los grupos de
apoyo a equipos de T P M en la filosofía del sistema, cuales son los beneficios, las rutinas de
mantenimiento autónomo, y la forma de trabajo.
7. E l disparo de salida de T P M . Este es el primer paso para la implementación del
T P M . Desde este punto los trabajadores cambian su rutina de trabajo tradicional a las
practicas de T P M . E l gerente informa la estructura promocional del T P M , las políticas
básicas y metas del T P M , así como el plan maestro de implementación y se determinaron
las metas trimestrales de la maquina a implementar en base al historial de un año.
8. Limpieza Profunda. Esta es la actividad con la que comienza la implantación de
T P M , realizándose el desmontaje de todos los equipos para hacer una limpieza a fondo de
la línea, en la cual se detectan algunas fallas, las cuales se identifican con
Las tarjetas de detección de falla. La limpieza es realizada por los operadores y
ayudantes, además del personal de mantenimiento y al final se realiza una auditoria,
mediante una lista de verificación para revisar si se han cumplido todos los puntos de la
limpieza profunda.
9. Establecer un programa de mantenimiento autónomo para los operarios. Cada
persona desde la gerencia hasta el ultimo operario debe creer factible que el operario realice
el mantenimiento autónomo y que los trabajadores deben ser responsables de su propio
equipo. E l mantenimiento autónomo se lleva a cabo en 7 pasos: limpieza inicial,
contramedidas en la fuente de los problemas, estándares de limpieza y lubricación,
inspección general, inspección autónoma, organización y orden, mantenimiento autónomo
operador, como para el ayudante, así como también el manual de referencia para llevar a
cabo la rutina de T P M ; es importante que en esta primera fase esta rutina sea revisada
mensualmente por el comité de promoción y los involucrados para hacer los ajustes
requeridos en tiempo o frecuencia de efectuar cada actividad. Este punto ya está
implementado en Plásticos Rex.
10. Desarrollar un programa de mantenimiento para el desarrollo de mantenimiento.
E l mantenimiento programado realizado por los técnicos mecánicos y eléctricos debe
coordinarse con las actividades de mantenimiento autónomo del departamento de
operaciones. Este mantenimiento se realiza durante los paros programados y se hace
participar en él a los operadores y ayudantes de T P M .
11.1 mplementacion plena del T P M contemplando metas mas elevadas. E l paso final
es perfeccionar su implementaron y fijar metas futuras aun más elevadas, ya que se debe
estar mejorando continuamente, para esto se fijaron metas trimestrales, en cada equipo y
estas metas son revisadas por le comité cada periodo. zyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA
Fase de seguimiento
• Se establece la rutina de mantenimiento autónomo, la cual es realizada por el
operador y el ayudante diariamente, en donde se realizan actividades de limpieza, ajuste e
inspección.
E S Q U E M A DE SEGUIMIENTO DE T P M DE PLÁSTICOS R E X
Fig.9
Reporte Cydsa Excellens 1998
Se realizan juntas diarias entre un facilitador (el cual monitorea las actividades de
T P M en la línea) y el equipo de T P M , en cada turno con una duración no mayor a 15
minutos, en dicha junta se revisa la situación general de la línea, se revisan los problemas
existentes y se fijan los compromisos a cumplir durante el turno.
• Las juntas semanales se realizan con todo el personal involucrado en la línea con
una duración de 45 minutos a 1 hora, en donde se dan a conocer los avances logrados a lo
largo de la semana, el planteamiento de los problemas de la línea y los avances o
alternativas de solución a los problemas.
Mensualmente se realizan auditorias cruzadas, en cada turno. El operador y el
ayudante, acompañados de su facilitador-auditor, son los encargados de realizar la auditoria
[image:37.612.118.506.65.388.2]• Juntas trimestrales las realizan los operadores ante el director general y se revisan
los indicadores y mejoras en la línea, gráficas de paretos de problemas, etc., y se determina
si cumplió la meta trimestral o no y si se cumple se establece la nueva meta.
Dentro del equipo interdisciplinario y de estructura de implementación se formó un
equipo interdisciplinario formado por personal de todas las áreas, incluyendo áreas
administrativas, y en el cual todos son parte importante para el desarrollo del proyecto. A
continuación se detalla cuales son:
Comité de promoción del proyecto, es el encargado de establecer las metas y dar
seguimiento a la implementaron así como de la promoción al proyecto
Comité de promoción departamental, es el encargado de establecer y monitorear las
metas trimestrales de los equipos
Líder del proyecto de T P M , llevar el control de la implementaron, así como del
seguimiento de las variables a medir
Líder del equipo de T P M , es el que lleva el monitoreo de los equipos, sobre los
logros y problemas que se tengan, además de revisar el cumplimiento de las actividades de
T P M
Líder de estación y el secretario, son los encargados de realizar las actividades de
T P M , y mantener el equipo en buenas condiciones y de las juntas diarias
Grupos de apoyo a T P M , son los grupos que tienen relación con producción y que
en cualquier momento podrían ayudar a un equipo de T P M
El facilitador del equipo de T P M , es de soporte para la detección, análisis y
3.-Técnicas y herramientas utilizadas
Las herramientas dentro de la implementaron del proyecto inician con la
utilización de las bases de la metodología de T P M , como una herramienta para la mejora
de la efectividad de los equipos.
El T P M es una herramienta que se apoya en la utilización de otras para lograr
mejores resultados y un mejor desempeño. Para la implementación, seguimiento y proceso
de mejora continua del T P M en la empresa se utilizaron las siguientes herramientas:
Aplicación de las 5 S en el área, esta herramienta apoya al T P M en el logro del orden y la
limpieza, además de ser parte esencial del entorno de trabajo.
• La disminución de los tiempos de preparación con el SMED, para apoyar en lo
referente a la disponibilidad del equipo.
El control visual, se utiliza desde que se inicia con la implementaron del T P M para
ver fallas de equipo y continua hasta el momento para observar los resultados de la
maquina y sus fallas.
• Utilización de 5W+1 H para la programación de actividades de T P M .
• Para realizar análisis sobre problemas que se presentan en las maquinas se
utilizan Paretos, en el cual se establecen las fallas de calidad más frecuentes y
mediante diagramas causa-efecto se analizan las causas a los problemas encontrados,
4.-ResuItados de la aplicación de TPM en Plásticos Rex
Una de las partes más importantes de un proyecto es la medición de resultados, ya
que si no se mide y monitorea el desarrollo del proyecto no se puede indicar con precisión
si se está avanzando o retrocediendo, por lo que en esta sección se presentan los resultados
de los principales indicadores que ataca el T P M , así como su evolución hasta el momento,
ya que el avance del proyecto ha sido únicamente en cuatro líneas de producción.
RESULTADOS DE TPM LINEA 4
ARRANQUE EN TPM: JUNIO 1997
CONCEPTO
ANTES
ACTUAL
DISPONIBILIDAD 88.7 95.4
C A L I D A D 97.6 98.2
DESEMPEÑO 81.2 102.5
[image:40.612.153.521.275.448.2]EFECTIVIDAD 70.3 95.9
Tabla 5
Reporte Cydsa Excellens 1998
RESULTADOS DE TPM LINEA 8
ARANQUE EN TPM: DICIEMBRE 1997
CONCEPTO
ANTES
ACTUAL
DISPONIBILIDAD 87.0 89.6
CALIDAD 97.0 97.4
DESEMPEÑO 86.4 95.1
[image:40.612.152.519.532.693.2]RESULTADOS DE TPM LINEA 1
ARANQUE EN TPM: MARZO 1998
CONCEPTO
ANTES
ACTUAL
DISPONIBILIDAD 90.6 89.6
CALIDAD 96.9 96.1
DESEMPEÑO 89.6 92.8
EFECTIVIDAD 78.6 81.3
Tabla 7
"Reporte Cydsa Excellens"
RESULTADOS DE TPM LINEA 9
ARANQUE EN TPM: JULIO 1998
CONCEPTO
ANTES
ACTUAL
DISPONIBILIDAD 86.4 93.4
CALIDAD 93.9 98.1
DESEMPEÑO 93.3 95
[image:41.612.112.477.105.276.2]EFECTIVIDAD 75.7 87.1
Tabla 8
"Reporte Cydsa Excellens 1998"
Además, dentro de los avances significativos que se obtienen con el T P M es el
incremento en cantidad de producto terminado, con el consiguiente aumento en ingresos
[image:41.612.111.479.359.531.2]RESULTADOS DE PRODUCCION
(TONELADAS POR MES)
LÍNEA
4
8
1
9
Antes
151.8
262.8
254.6
70.8
Actual
207.1
299.5
263.4
81.5
Diferencia
55.3
36.7
8.8
10.7
Incremento
Porcentual
36%
14%
3.4 %
15%
Margen
Adicional
(M pesos/mes) ¡ TOTAL 699 [image:42.612.141.523.103.357.2]347
230
55
67
Tabla 9
Conclusiones.
De las observaciones anteriores, se concluye que el sistema de trabajo desarrollado
por Plásticos Rex les ha permitido implementar hasta el momento el modelo de T P M para
su empresa, con algunas variantes con respecto a lo que dice la literatura, como son:
1. - Apoyo incondicional de la dirección al proyecto de TPM. E l esquema de trabajo
de Plásticos Rex permite el seguimiento por parte tanto del Directos General de la planta
como del Gerente de Planta, permitiendo al personal de piso intercambiar sus experiencias
con la alta dirección, y además ser cuestionados sobre las decisiones que tomen con
respecto al proyecto. Esto trae consigo un clima de confianza para el personal.
2. - Concientización del personal involucrado. Aunque ningún libro indica la forma
en la cual el personal que va a participar debe de interiorizarse al proyecto, la dirección
realizó una campaña de participación, en la cual se repartieron playeras y gorras con el
logotipo de T P M , y además se tiene una campaña de recordatorio en la cual se añade una
manta de T P M en cada maquina que está en el proceso.
3 - Estructura bien definida de apoyo al proyecto. Como se presenta en el capitulo,
existe una estructura bien fundamentada de apoyo al proyecto, en la cual la participación es
de todos los niveles y de todas las áreas de la empresa.
4 - Rutinas de Mantenimiento Autónomo. Estas fueron definidas al principio por el
personal de mantenimiento, y después fueron optimizadas para disminuir el tiempo en la
cual se realizaban mediante el estudio de tareas repetitivas, y eliminando aquellas que no
agregaban valor.
5. - Plan maestro de Desarrollo de T P M . A l inicio del proyecto, se estableció el
plan maestro de implementación, con fechas en las cuales se iban a desarrollar cada una de
6. - Entrenamiento formal en rutinas de Mantenimiento Autónomo. Además de la
platica de interiorización al proyecto, se dio un entrenamiento en rutinas de T P M a todo el
personal, y se tiene implementado dentro del programa de inducción al personal que ingresa
a la planta con una duración de 16 Horas.
7. - Restablecimiento del funcionamiento óptimo de las maquinas. Para lograr esto,
en Plásticos Rex se tiene programado un paro total del equipo durante 2 semanas, para lo
que ellos llaman "limpieza profunda", durante la cual la maquina se desarma
completamente y se restablecen sus funciones originales, llegando inclusive a pintar
nuevamente la maquina, para que parezca recién salida de la fabrica.
8. - Retorno Financiero. Aunque no hay libros que indiquen el retorno económico
esperado de un proyecto de TPM, el desarrollo del proyecto ha indicado que se puede
esperar un retorno financiero significativo.
Dentro de lo que se puede observar, como se menciona en el capitulo de los
resultados, existe una gran área de oportunidad en la implementación del proyecto en
Plásticos Rex, ya que se ha desarrollado elzyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA "expertisse", o experiencia necesaria para poder
D E S A R R O L L O DE T P M E N U L T R A C R I L
Introducción.
Como complemento al presente estudio, y con el fin de poder comparar de manera
objetiva el desarrollo del T P M en diversas plantas, se analiza el proceso en otra empresa del
grupo Cydsa, una empresa que por sus características de manufactura es similar a Plásticos
Rex, ya que el área en la cual se enfoca el proceso en Ultracril es el área que tiene maquinas
de producción automática, en las cuales el operador cumple función de alimentador de
materia prima para que las maquinas sigan funcionando, con la diferencia que en Ultracril
el operador también hace funciones de mantenimiento de operación, pero estas únicamente
se limitan a reiniciar las maquinas cuando hubo alguna falla que provoca que algún
indicador se dispare.
Es importante tratar de implementar el sistema T P M en Ultracril dado el potencial
de demanda que se tiene del producto terminado principalmente en USA, (casi 4 millones
de suéteres por año), además de que actualmente por la crisis asiática a los consumidores
norteamericanos les es más atractivo comprar en esos mercados, por precio.
Si se usa el T P M en Ultracril, esta puede ser la ventaja competitiva que permita
1.zyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA Giro de la empresa.
Ultracril es un negocio dedicado a la fabricación y comercialización de suéteres y
otras prendas de tejido de punto, la planta de tejido está ubicada en Guadalajara, y la de
confección a 50 K m , en Jocotepec, con una capacidad instalada de 1,870,000 prendas por
año.
En 1990 se construyó un modulo piloto para conocer el comportamiento del
mercado de suéteres en México, creándose entonces la razón social Ultracril. Cuando el
T L C se hizo una realidad, se vio la oportunidad de establecer mercado en E.U.A, al cual
anteriormente no se tenía acceso por restricciones de cuotas, el corporativo autorizó una
inversión para penetrar al mercado de suéteres en E.U.A, consolidándose en su concepto
actual en Abril de 1993.
A continuación se presenta el organigrama de Ultarcril:
[image:46.612.96.556.286.676.2]Además, Ultracril tiene el mayor índice de rotación de personal sindicalizado a nivel
corporativo (1.9 a nivel mensual), lo que ha contribuido a que la curva de aprendizaje en
productividad se alargue.
En 1997 se realizaron inversiones para eliminar los cuellos de botella en los
procesos de Texturizado y Confección; con el objetivo de poner la restricción en el proceso
de Tejido, el cual es el de mayor inversión de activos, siendo esta última área el objetivo de
este estudio.
En la siguiente hoja se presenta un flujograma con la descripción gráfica del
2. Implementación de T P M en Ultracril
En 1996 se inició el proceso de implementación de T P M en Ultracril, haciendo
énfasis en el área de Tejido, que como se menciona con anterioridad, es el área restrictiva
del negocio, contando con la ayuda del corporativo Cydsa, y un consultor externo, pero no
tuvo el éxito esperado.
El intento más reciente de implementación de T P M en Ultracril inició en Agosto de
1998, cuando se decidió implementarlo en cuatro maquinas. Se decidió en cuatro maquinas
a la vez porque en el sistema laboral actual se tiene un equipo de personal formado por un
operador y un auxiliar por cada cuatro maquinas.
Con asesoría externa se impartió la platica de las generalidades del T P M a los
operadores y auxiliares de los tres turnos que trabajan en dichas maquinas, y después se
programó la capacitación en las rutinas de mantenimiento autónomo para dicho personal.
En Noviembre del mismo año, aun cuando no se veían mejoras sustanciales en
cuanto a los indicadores de Efectividad de las cuatro maquinas se decidió implementar el
proyecto en el área completa, para lo cual se capacitó a todo el personal en las rutinas, e
incorporando dicha capacitación para todo el personal de nuevo ingreso que fuera asignado
para dicho departamento.
Dentro de este mismo concepto, se empezaron a medir los indicadores de
efectividad de las maquinas, llegando inclusive a medir la efectividad por turno, con el fin
de crear un ambiente competitivo entre los operarios, y poder incrementar la eficiencia de
las maquinas, y se comenzaron a realizar las rutinas de mantenimiento autónomo en las
demás maquinas del área, aunque no se lleva la medición de los indicadores de efectividad
3.- Resultados de la aplicación de T P M en Ultracril
A partir de que inició el proyecto (en la semana 38 del año 1998), se han medido los
indicadores de efectividad, principalmente en las maquinas 11, 12, 21, 22, en las cuales se
vieron resultados muy intermitentes, como se presenta a continuación:
RESULTADOS D E EFECTIVIDAD M A Q U I N A 11
Gráfico 12
RESULTADOS DE EFECTIVIDAD M A Q U I N A 21
Gráfico 14
RESULTADOS D E EFECTIVIDAD M A Q U I N A 22
Gráfico 15
El común denominador que se puede observar en las mediciones de los indicadores
es la falta de continuidad en los resultados, lo que da una idea de la inconsistencia en las
rutinas de mantenimiento autónomo, no por falta de consistencia en el entrenamiento de las
ser el que las rutinas son demasiado repetitivas, y no se ha hecho un estudio para optimizar
el desarrollo de las mismas.
Así mismo, se presenta a continuación la efectividad mensual del departamento
completo, para ver que aunque los primeros meses en que se comenzó la medición del
indicador de Efectividad se ve un crecimiento, no se observa consistencia clara de la
mejora.
EFECTIVIDAD G L O B A L D E L A R E A D E TEJIDO
Gráfico 16
En base a los gráficos, se puede apreciar que el proyecto no ha sido completamente
implementado, y que falta un esquema de seguimiento por parte de la dirección de la
empresa para que el proyecto funcione, prueba de esto son los indicadores intermitentes de
la efectividad individual de las maquinas, donde unas semanas puede llegar hasta el 80 %,
mientras que en otras baja hasta el 40 %, señal que hay factores que están influyendo de
manera directa en la efectividad, pero que no han sido eliminados por completo.
disponible de las maquinas en lo que va de este año 1999 (tan solo estos dos factores), y
que se han dado de forma repetitiva durante los últimos años, así como el alto nivel de
rotación que padece la planta de Guadalajara, principalmente en el área de tejido, en la cual
se han presentado alrededor del 25 % del total de bajas de la planta, y alrededor del 10%
del total de los administrativos (incluyendo al Director General) se han retirado de sus
funciones durante el primer semestre del año.
Conclusiones.
Si bien el T P M presenta una alternativa de trabajo que ayuda a solucionar la
mayoría de los problemas que tienen las compañías actualmente, también es cierto que se
necesita poner mucho esfuerzo, y que también se necesita concientizar al personal no solo
de piso, sino también al personal que labora en los mandos intermedios y la alta dirección
que el compromiso es para todos los niveles.
Algunos de los aspectos relevantes que maneja la bibliografía, y que han quedado
ausentes en el caso de Ultracril son:
Apoyo de la dirección al proyecto.- Si bien es cierto que el apoyo puede ser de
diferentes maneras, como facilitar la solución a los problemas que sean encontrados en las
juntas de trabajo, es muy importante, principalmente para los empleados, el sentir el apoyo
de los jefes superiores, no únicamente de su jefe inmediato, o supervisor. Esto implica un
seguimiento consistente de los resultados hacia objetivos definidos.
Estructura bien definida para apoyo al proyecto.- Como complemento al punto
anterior, para poder hacer sentir al personal de piso el compromiso de la dirección es
necesario crear una estructura formal de seguimiento al mismo, que si bien dada la
situación organizacional de Ultracril no es posible hacerla llegar hasta la dirección general,
si sería interesante que el gerente de área se diera cuenta del desarrollo del proyecto de
manos de los operadores de las maquinas.
Plan maestro de desarrollo del proyecto TPM.- Para poder cumplir con fechas y
compromisos, es necesario detallar las actividades a desarrollar en un plan maestro, donde
PMC, que si bien no es la forma ideal, si permite cumplir dar un seguimiento a los
compromisos fijados con anterioridad.
Restablecer el funcionamiento óptimo de las maquinas.- Para poder arrancar con las
rutinas de mantenimiento autónomo, y que estas cumplan con los estándares marcados de
fabrica, es necesario restablecer el equipo a los niveles de funcionamiento iniciales, ya que
las rutinas de mantenimiento autónomo son mayormente efectivas cuando las maquinas
funcionan como si fueran recién compradas.
Se puede deducir con esto que, si bien los libros no son guías a seguir al 100%, sí es
recomendable tomarlos como base para adaptarlos a las necesidades propias que se detecten
CONCLUSIONES
Como una forma nueva de trabajar, como una necesidad, de cualquier manera que
se quiera ver, la manufactura de clase mundial es hoy por hoy la forma más económica y
segura de sobrevivir en un ámbito tan competitivo y global como el actual, en donde el
cliente tiene la última palabra respecto a los productos que se generan en cualquier país.
La manufactura de clase mundial tiene como objetivo fundamental y meta final el
lograr que la satisfacción percibida por el cliente se incremente hasta llegar al 100%, sin
necesidad de castigar los indicadores propios de la empresa fabricante.
Como cualquier disciplina, la manufactura de clase mundial tiene muchas
herramientas que le ayudan a cumplir su propósito, como son el Justo a Tiempo,zyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA Kanban,
SMED, en fin, y cada una de ellas cumple con un propósito especifico. Dentro de estas
herramientas, el T P M tiene una parte fundamental, ya que su filosofía de trabajo permite
alcanzar la mayoría de las metas propuestas por la manufactura de clase mundial, y que
además se apoya en otras herramientas mismas de la disciplina para cumplir sus objetivos
primarios, que son la reducción de las seis grandes perdidas del piso de manufactura.
El T P M como herramienta de la manufactura de clase mundial permite crear un
sistema administrativo que lleva un gran compromiso por parte de la alta administración de
la planta que pretenda implementar este sistema de manufactura, ya que primero tiene que
demostrar interés por lo que pasa directamente en el piso de producción. Cambia también la
mentalidad del personal obrero, al hacerlo participe de las soluciones de los problemas que
se presentan a diario en su trabajo, sintiendo que su trabajo es tomado en cuenta, y
mantenimiento, al hacer equipos de trabajo con el personal al que siempre ha considerado
como su enemigo, que son los operadores de la maquinaria.
Como es bueno tomar de referencia alguna aplicación practica de cualquier
herramienta, se tomó como referencia el desarrollo de un proyecto de implementación de
T P M en la empresa Plásticos Rex, compañía del grupo Cydsa ubicada en San Nicolás de
los Garza, Nuevo León, que ha estado implementando el T P M desde 1997, con un grado de
avance que se puede medir y mejorar en base a los resultados mostrados en el capitulo 3, en
el cual se presenta el desarrollo del proyecto paso a paso desde su inicio de implementación
hasta la continuación del proyecto hasta Diciembre del año pasado, fecha en que se
pudieron obtener los datos.
También se tomo como referencia el proyecto de implementación en Ultracril, otra
empresa del grupo Cydsa ubicada en Guadalajara, Jalisco en donde por los datos mostrados
en el capitulo 4 se puede observar que falta consolidar el proyecto, basado esto en la
variabilidad de los datos, ya que en los mismos se puede analizar que las maquinas pueden
alcanzar niveles de efectividad de hasta 85% en algunos turnos, mientras que en otros
pueden caer hasta porcentajes de hasta 40%, por lo que existe una gran área de oportunidad
para el proyecto en general, si se le da una estructura de trabajo y seguimiento como
indican los libros, y como se puede apreciar que existe en Plásticos Rex.
Como área de oportunidad para investigación futura, queda la diferencia más
significativa de las dos plantas, y es que existe una posible diferencia de cultura laboral, al
ser las plantas de dos regiones muy diferentes en cuanto a cultura laboral, y se puede
considerar como un factor que tiene influencia sobre el desarrollo de este tipo de proyectos,
algo que puede determinarse como cierto o falso si se estudia otro caso de implementación
completa de enriquecer este trabajo, se presenta una tabla comparativa de los factores
analizados tanto en Plásticos Rex como Ultracril, la bibliografía, y artículos y/o
publicaciones sobre la especialidad:
C O M P A R A T I V O DE ACTIVIDADES D E T P M
Actividades Libros de TPM
Caso Plásticos Rex Publicaciones Caso Ultracril
Apoyo de la dirección al proyecto
Nakajima, "Introduction to T P M "
El Director General de la empresa apoya directamente el proceso, y asiste a juntas trimestrales de avance de resultados
No indica ninguna Se tiene apoyo moral por parte del gerente de operaciones
Concientizació n del personal involucrado
Nakajima, "Introduction to T P M "
6 meses antes de arrancar, se
repartieron playeras y gorras, y se cambió la filosofía de T P M por"Todos
Participamos en la Mejora "
Ron Moore, "Combining T P M and reliability focused maintenance"; Anónimo, "Engineering Industry"; N A -Weill, "Make the most of
mainteinance"
Se dio platica de 4 horas al personal de las maquinas piloto Estructura bien definida para apoyo al proyecto Nakajima, "Introduction to T P M "
Existe una estructura de soporte donde participa personal de todos los niveles y todas las áreas
" Get with the Porgram", Mid City Printers, Dr. J.J. Irani. No existe grupo de seguimiento al proyecto Rutinas de Mantenimiento Autónomo Nakajima, "Introduction to T P M "
Definidas por personal de mantenimiento, y optimizadas para disminuir el tiempo de realización
Ron Moore, "Combining T P M and reliability focused maintenance" Están especificadas y detalladas Plan maestro de desarrollo de T P M
Nakajima, "Introduction to T P M "
Se tiene
desarrollado, y se sigue al pié de la letra
del tiempo
Restablecer el funcionamiento óptimo de las maquinas Kunio Shirose, "Tpm for Workshop leaders"
Se paran 2 semanas las maquinas que inician con T P M para "limpieza profunda"
Ron Moore, "Combining T P M and reliability
focused maintenance
No se llevó a cabo dicha acción Existe un retorno financiero significativo
No Indican Aprox. $700 mil mensuales
Suresh Krishna indica que el T P M da resultados en
términos de
reducción de costos.
[image:59.612.100.545.41.251.2]Aun no se obtienen resultados de ese tipo
Tabla 1 0
Con base en estos datos, se sugiere realizar un Proyecto de Mejora Continua
Involucrando al personal que labora directamente en las maquinas piloto, personal de
entrenamiento, los encargados del área (Superintendente y Supervisores), y al menos el
gerente del área, con un esquema de seguimiento que indique, si no juntas diarias como en
Plásticos Rex, si al menos una junta semanal con los encargados de área, y el desarrollo de
facilitadores de T P M para cualquier duda o consulta del proceso.
A continuación se detallan las áreas de oportunidad encontradas en el proceso de
implementación de T P M en Ultracril:
A R E A S D E OPORTUNIDAD DE U L T R A C R I L
Actividad del T P M
Caso Plásticos Rex
Caso Ultracril Area de Oportunidad
Anunciar a la alta administración la
decisión de introducir el T P M .
El Director General decidió
implementar el T P M , dando su
apoyo total al proyecto
El proyecto se decidió implementar por
parte de la Gerencia de Operaciones
Dar a conocer a la Dirección General de Ultracril los beneficios económicos y laborales del T P M como utilidades extra, mayor utilización del equipo, mejor
ambiente laboral, trabajo en equipo, etc., y pedirle su
Lanzar campaña educativa.
Se dio un curso sobre el T P M a todos los niveles administrativos de
16 horas por parte del Corporativo
Cydsa
Se dio platica de 4 horas al personal de
las maquinas piloto, administradores del
área y mantenimiento
sobre T P M
Difundir a otros niveles y departamentos las bases del
TPM, para un eventual involucramiento en el proceso, con el apoyo del
corporativo.
Crear
organizaciones que promuevan el T P M .
Existe un esquema de promoción al proyecto, formado
por la alta administración
No existe una organización
formal que promueva el uso
del T P M
Crear una organización multidisciplinaria que promueva el T P M , en un
nivel al menos de superintendencias, donde también se involucren los gerentes de todas las áreas
como seguidores. Establecimiento de
las metas y políticas básicas del T P M .
Se establecieron las políticas de implementación, así como las metas iniciales del
T P M
Se establecieron las metas iniciales del área, para lograr el 85% de Efectividad
Establecer políticas de implementación de T P M en Ultracril, y llevarlas a cabo,
revisando su avance de manera periódica (al menos
una vez por semana) Formular el plan
maestro para el desarrollo del T P M
Se estableció el Plan maestro de Implementación
de TPM, y se sigue según el
programa
No se tiene establecido un plan de implementación
de T P M
Establecer un plan maestro de implementación entre las áreas involucradas, a través de un PMC, donde se reporte a la Dirección del avance del proceso, al menos una vez por
semana Sostener el
"despegue" del T P M .
Se implementaron equipos de seguimiento al sistema de T P M
No se dio seguimiento al sistema de trabajo
Crear equipos interdisciplinarios de seguimiento, en los cuales el
Director General esté directamente involucrado revisando los avances del proyecto directamente de los
operarios, observando los indicadores de
Disponibilidad, desempeño y calidad de cada equipo, y cuestionando las decisiones