ñ
INGENIERIA EN CONTROL Y AUTOMATIZACION
PROTOCOLOS DE COMUNICACION 1
“MIGRACION DE UN SISTEMA DE CONTROL EN RED DH+ POR ETHERNET IP”
PRESENTAN:
ALMAZAN ESCALONA JONATHAN RODRIGUEZ SANCHEZ LUIS ALBERTO
GRUPO: 9 A 2 V
E S I M E
INDICE.
Objetivo. I
Planteamiento Del Problema. II
Justificación. III
Introducción. IV
Capitulo 1 Antecedentes………..1
1.1 Evolución de las redes de comunicación………2
1.2 Topología de las redes de comunicación………3
1.3 Red de comunicación Data Highway Plus (DH+)………8
1.4 Red de comunicación Ethernet/IP………...12
1.5 Configuraciones del protocolo Ethernet……….13
Capitulo 2 Análisis del sistema de control instalado……….17
2.1 Descripción y funcionamiento de la máquina de producción de toallas higiénicas………18
2.2 Topología Instalada………...21
2.3 Listado de Materiales………25
2.4 Lay Out de Equipo Eléctrico………27
Capitulo 3 Implementación de la red Ethernet/IP………38
3.1 Topología propuesta……….39
3.2 Listado de materiales utilizados para la migración a Ethernet/IP…………..40
3.3 Montaje de hardware según planos………41
3.4 Configuración de tarjetas de comunicación………..56
3.5 Configuración de la red……….59
3.6 Evaluación de la eficiencia de la red………..66
Capitulo 4 Análisis Costo/beneficio………68
4.1 Cronograma de actividades……….69
4.2 Presupuesto de instalación………..71
4.3 Costo del equipo instalado………...73
4.4 Ventajas y desventajas……….74
Conclusiones………78
Anexos………79
Índice de figuras………100
Índice de tablas………..103
I.- OBJETIVO.
II.- PLANTEAMIENTO DEL PROBLEMA.
En una planta de telas no tejidas se tienen problemas con el sistema de desenrollado de fibras en una máquina para la fabricación de toallas desechables, manifestándose con la lenta respuesta de los servomotores al cambio de velocidad, y sobrecalentamiento de los mismos, constantes fallas en los servodrives y daño en los módulos de potencia, la demanda de ese producto requiere un incremento a la velocidad de toda la máquina para poder cubrir con el programa de producción y este tipo de complicaciones hacen difícil el cumplimiento de los objetivos establecidos por la Gerencia de Producción.
El equipo de servodrives y servomotores son de marca Reliance Electric la cual esta fuera del mercado desde hace más de 3 años y es complicado encontrar refacciones para este equipo, además que el costo es excesivo para tratarse de equipo viejo y obsoleto, proveedores nacionales de equipo eléctrico han propuesto actualizar este equipo o cambiarlo por completo ya que no pueden surtir las refacciones solicitadas por la planta.
III.- JUSTIFICACIÓN.
IV.- INTRODUCCION
Con base a las necesidades de los empresarios de optimizar sus procesos y aumentar la eficiencia y rendimiento de los mismos, además de incrementar los ingresos, es necesario tener actualizaciones de forma constante.
La actualización de los procesos desde el punto de vista económico suele tener un precio bastante elevado, sin embargo es un gasto necesario si la empresa desea avanzar y crecer en la industria actual.
Hoy en día, la comunicación y gestión de datos es lo que está a la vanguardia, por lo que un elemento importante y considerable para la actualización de una empresa o proceso es la modificación de los protocolos de comunicación que manejen.
En este trabajo se observa como el solo hecho de cambiar un protocolo de comunicación por otro en una sola maquina de proceso conlleva al incremento de las capacidades mismas de la maquina y con ello, el incremento de ingresos y ahorros que se obtienen a futuro en cuestiones de mantenimiento y rendimiento de los procesos.
El protocolo DH+ es un protocolo ya viejo y actualmente en desuso con bastantes limitaciones, que provocan en algunos casos (como al que refiere este trabajo) problemas en la producción y el rendimiento de la maquina en la que se trabaja.
Además de ser un protocolo bastante complejo de configurar y de muy elevada manutención en comparación de otros y por otro lado, la adquisición de o accesorios es muy compleja, ya que al estar saliendo del mercado los únicos accesorios que se pueden encontrar son los que quedaron en el stock de algún almacén.
Sin embargo Ethernet/IP es un protocolo de vanguardia y su características proporcionan grandes alcances de forma particular en los procesos y de forma general en las empresas, al poder gestionar datos no solo remotos, si no hasta de forma inalámbrica.
Sumado a todo lo anterior, se puede enfatizar en las velocidades de comunicación de datos que posee este protocolo y por ende la gran flexibilidad que proporciona, tomando en cuenta que es un protocolo sumamente sencillo de instalar y utilizar. No se puede omitir el hecho de que, por ser nuevo, Ethernet/IP también es de un precio accesible y todos los accesorios son fáciles de encontrar.
Por lo que el objetivo de este trabajo es migrar de un sistema de control DH+ por Ethernet/IP para incrementar la eficiencia de una maquina de producción de toallas higiénicas; este trabajo se encuentra dividido en cuatro capítulos que son:
Capitulo 1: Antecedentes.
DH+ y Ethernet/IP, en los que es mencionado a grandes rasgos sus topologías y configuraciones, incluyendo las características básicas de cada uno.
Capitulo 2: Análisis del sistema de control instalado.
Este capítulo engloba la descripción del funcionamiento y características principales del objeto en cuestión, que es la máquina de producción de toallas higiénicas, por lo que se menciona la topología en que se encontraba instalada la red de comunicación DH+. También se hace mención de la lista de materiales que se tenía instalado en la maquina al momento de su análisis incluyendo un lay out de la misma y posteriormente los softwares necesarios para la configuración de los elementos principales de la maquina como el PLC, servodrives, etc.
Capitulo 3: Implementación de la red Ethernet/IP.
En este capítulo se menciona la propuesta por medio de la cual será posible alcanzar el objetivo fundamental de este trabajo, por lo que se habla de la topología y materiales propuestos y necesarios, también incluye de forma detallada como se llevo a cabo la instalación y configuración del equipo. Al final de este capitulo se hace una evaluación de la eficiencia de la red por lo que se presentan, tablas de comparación entre otros datos relevantes.
Capitulo 4: Análisis costo/beneficio.
1.1 EVOLUCIÓN DE LAS REDES DE COMUNICACIÓN.
Las redes informáticas son los sistemas tecnológicos de comunicación más aceptados por los consumidores informáticos a nivel mundial, al punto tal que ya se usan de forma inalámbrica e incluso en hogares.
En sus inicios, las redes sirvieron para compartir la información en un servidor con terminales consideradas máquinas tontas. Entonces, cada fabricante tenía su propio sistema de conexión y no era compatible con el de otros, por la diferencia en protocolos, cableado y dispositivos que codificaran y decodificaran la información.
Fue la aparición de la PC lo que aceleró el crecimiento de las redes, pues hizo más fácil y barato compartir información.
Elementos de una red.
Para crear una Red de Área local (LAN) se requieren cinco elementos básicos: Cableado
Tarjetas de red
Servidores de archivos o carpetas compartidas Sistema operativos de red
Equipo a conectar, también denominado equipo activo: (PCs, teléfonos, dispositivos de control o cualquiera que requiera conectividad para compartir recursos)
Principales tipos de redes.
1. LAN (Red de Área Local).- Es una red local de PC`s; la más antigua y popular fue Arc Net, creada en 1977 por Datapoint. Corresponde al estándar IEEE 802.
2. MAN (Red de Área Metropolitana).- Red que cubre una ciudad completa utilizando la tecnología desarrollada para las LAN; por ejemplo, redes de televisión por cable, sistema telefónico, comunicación por microondas o medios ópticos.
3. WAN (Red de Área Amplia).- Opera en las capas física y de enlace del modelo de referencia OSI. Son construidas por organizaciones o empresas particulares o por los proveedores de Internet para proporcionar conexión a sus clientes.
1.2 TOPOLOGÍA DE LAS REDES DE COMUNICACIÓN.
Concepto de topología.
Se llama topología de una Red al patrón de conexión entre sus nodos, es decir, a la forma en que están interconectados los distintos nodos que la forman. Los Criterios a la hora de elegir una topología, en general, buscan que eviten el coste del encaminamiento (necesidad de elegir los caminos más simples entre el nodo y los demás), dejando en segundo plano factores como la renta mínima, el coste mínimo, etc.
Otro criterio determinante es la tolerancia a fallos o facilidad de localización de éstos. También tenemos que tener en cuenta la facilidad de instalación y reconfiguración de la Red.
Anillo. A partir de ellas derivan otras que reciben nombres distintos dependiendo de las técnicas que se utilicen para acceder a la Red o para aumentar su tamaño.
Algunos consideran también la topología Estrella, en la que todos los nodos se conectan a uno central. Aunque en algunos casos se utilice, una configuración de este tipo no se adapta a la filosofía LAN, donde uno de los factores más característicos es la distribución de la capacidad de proceso por toda la Red. En una Red Estrella gran parte de la capacidad de proceso y funcionamiento de la Red estarán concentradas en el nodo central, el cual deberá de ser muy complejo y muy rápido para dar un servicio satisfactorio a todos los nodos.
Cada topología de red lleva asociada una topología física y una topología lógica. La primera (Topología física), es la que define la estructura física de la red, es decir, la manera en la que debe ser dispuesto el cable de interconexión entre los elementos de la red.
La topología lógica es un conjunto de reglas normalmente asociado a una topología física, que define el modo en el que se gestiona la transmisión de los datos en la red. La utilización de una topología influye en el flujo de información (velocidad de transmisión, tiempos de llegada, etc.), en el control de la red, y en la forma en la que ésta se puede expandir y actualizar.
Figura 1.2.1 Conexión total (Malla).
Interconexión en estrella. Cada nodo se conecta a un nodo central encargado
del control de acceso a la red por el resto de nodos (colisiones, errores, etc.). En esta topología adquiere una importancia decisiva el nodo central que se encarga de controlar toda la comunicación de sistemas Industriales Distribuidos pues cualquier perturbación en el mismo conduce, generalmente, al fallo de la red completa. Su implementación puede ser una decisión factible en el caso de que los nodos de la red no se encuentren muy distanciados del nodo central debido al coste que supone cablear cada nodo hasta el nodo central.
Figura 1.2.2 Conexión en estrella
Los nodos se deben conectar a la línea de bus principal mediante segmentos cortos pues ello influye directamente en la velocidad de transmisión y recepción de datos para ese nodo.
Esta es una de las topologías más utilizadas habitualmente. Puede cubrir largas distancias empleando amplificadores y repetidores. Poseen un coste reducido, siendo las más sencillas de instalar. La respuesta es excelente con poco tráfico, siendo empleadas en redes pequeñas y con poco tráfico
Figura 1.2.3 Conexión en bus
Interconexión en árbol. Esta topología puede interpretarse como el encadenamiento de diferentes estructuras en bus de diferente longitud y de características diferenciadas, constituyendo diferentes ramas de interconexión. En este caso adquieren gran importancia los elementos que permiten duplicar y enlazar las diferentes líneas, ya que actúan como nodos principales de manera análoga a como lo hace el nodo principal de la interconexión en estrella. Dado que existen varias estructuras de bus, cada una debe incorporar sus terminadores y elementos asociados, así como los elementos de enlace.
Interconexión en anillo. Los nodos se conectan en serie alrededor del anillo. Sería equivalente a unir los extremos de una red en bus. Los mensajes se transmiten en una dirección (actualmente ya existen topologías en red con envío en ambos sentidos), pasando por todos los nodos necesarios hasta llegar a su destino. No existe un nodo principal y el control de la red queda distribuido entre todos los nodos. Cuando la red es ampliada o reducida, el funcionamiento queda interrumpido, y un fallo en la línea provoca la caída de la red. También se la conoce como red testigo en anillo o Token ring. Posee una relación coste modularidad buena, en general, la instalación es complicada, aunque es fácil variar el número de estaciones. No influyen los fallos en las estaciones si no condicionan la capacidad del interfaz del anillo. Es muy sensible a fallos en los módulos de comunicaciones (interfaz) y en el medio de comunicación. El retardo grande para número de estaciones elevado.
Figura 1.2.5 Conexión en anillo
La elección de una topología de red suele estar determinada por ciertos factores como:
Coste Modularidad: Coste en medios de comunicación, sencillez de instalación y mantenimiento.
Flexibilidad: Dificultad de incrementar o reducir el número de estaciones. Fiabilidad Adaptación: Fallos en las estaciones o en el medio de
comunicación, facilidad de mantener el servicio. Encaminamientos alternativos.
Retardo Caudal: Retardo mínimo introducido por la red. Factor determinante para comunicaciones de tiempo crítico.
Tecnología a emplear, dado que ciertos sistemas comerciales imponen su propia tecnología, que incorpora la topología por ellos diseñada, así como sus protocolos de comunicación.
1.3 RED DE COMUNICACIÓN DATA HIGHWAY PLUS (DH+)
Dispositivos usados en la red DH.
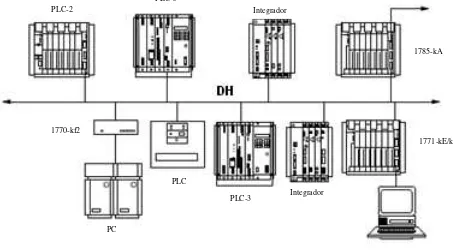
[image:18.612.86.539.359.609.2]La figura siguiente muestra los dispositivos que pueden usarse en una red DH. Nota importante: la ilustración únicamente muestra los diversos dispositivos que pueden usarse en la red data Highway. No debe interpretarse como una representación de cómo configurar su red DH.
Figura 1.3.1 Dispositivos de una red DH
PLC-3
PLC-3 PLC-2
PLC 1770-kf2
PC
PC personal Integrador
1785-kA
1771-kE/kf
Cómo se comunican los nodos en la red DH.
Una red DH usa una comunicación entre dispositivos semejantes a través de un esquema de paso del testigo llamado maestro flotante. El maestro controla el acceso a la red y puede iniciar mensajes en cualquier momento.
Con este modo de operar, los nodos piden la maestría temporal en base a su necesidad de enviar información. De esta forma, cada nodo tiene mismo acceso para convertirse en maestro.
A diferencia de una relación de maestro/esclavo, una relación de maestro flotante no requiere que el maestro actual llame a cada nodo para otorgar permiso para transmitir la información. El resultado es menos espacio por transacción y una red más eficiente.
En el sistema DH, los módulos interfaces controlan el acceso a la red localmente. Esto significa que si un modulo tiene un fallo, los otros módulos continúan comunicándose en la red. A través de los módulos de interfaz los nodos de una red DH pueden comunicarse directamente en una red DH+.
Configuraciones físicas de una red DH+
Una red DH+ puede tener una de las dos siguientes configuraciones físicas:
Configuración Daisy-Chain
Configuración Trunkline/dropline
Ejemplo de configuración Daisy-Chain
La configuración Daisy-Chain comprende la unión de cada uno de los dispositivos conectados entre sí al mismo punto de la red, un ejemplo de ello se muestra en la figura 1.3.2:
Figura 1.3.2 Configuración Daisy-Chain
Ejemplo de configuración Trunkline/Dropline
La configuración Trunkline/dropline comprende la conexión de los dispositivos de una red utilizando cajas de conexión DH+ las cuales cuentan con cuatro entradas físicas e internamente un arreglo de resistencias que permite elegir el baudaje al que se va a trabajar, como se observa en la figura 1.3.3.
Controlador Logix5000 Procesador SLC 500 Procesador PLC-5
Figura 1.3.3 Configuración Trunkline/Dropline
Importante: La configuración Daisy-Chain y Trunkline/dropline no pueden ser combinadas, una red DH+ puede adoptar cualquiera de las dos pero no ambas.
Características del cableado necesario para establecer un enlace DH+
Es de gran importancia conocer las características del cable de comunicación que se utiliza para generar un enlace entre dispositivos que cuenten con el protocolo de comunicación DH+, un mal cableado puede ocasionar perdida de datos o en el peor de los casos, daño al procesador, para evitar esto en cada una de las terminaciones de los nodos se coloca una resistencia disipadora de potencia, la siguiente tabla muestra las características de la red y el tipo de resistencia que se utiliza:
DH+ Diseñada para transferir información entre procesadores, computadoras e interfaces de operación Tipo de resistencia Velocidad de comunicación (kbaud rate) Longitud máxima del cable m (ft) NOTA: La velocidad varía de acuerdo con el numero de nodos que se tenga
150Ω 57.6 3,048
(10,000)
150Ω 115 1,542
(5,000)
82Ω 230.4 762
(2,500) Tabla 1.3.1 Descripción de la red DH+
1.4 RED DE COMUNICACIÓN ETHERNET IP
Ethernet (también conocido como estándar IEEE 802.3) es un estándar de transmisión de datos para redes de área local que se basa en el siguiente principio:
Todos los equipos en una red Ethernet están conectados a la misma línea de comunicación compuesta por cables cilíndricos.
Estándar Ethernet Fecha/Descripción
Ethernet experimental 1972 (patentado en 1978) 2,85 Mbit/s sobre cable coaxial en topología de bus.
Ethernet II (DIX v2.0) 1982 10 Mbit/s sobre coaxial fino (thinnet) - La trama tiene un campo de tipo de paquete. El protocolo IP usa este formato de trama sobre cualquier medio.
802.3a 1985 10BASE2 10 Mbit/s sobre coaxial fino (thinnet o cheapernet). Longitud máxima del segmento 185m
802.3i 1990 10BASE-T 10 Mbit/s sobre par trenzado no apantallado (UTP). Longitud máxima del segmento 100 metros.
802.3j 1993 10BASE-F 10 Mbit/s sobre fibra óptica. Longitud máxima del segmento 1000 metros.
802.3u 1995 100BASE-TX, 100BASE-T4, 100BASE-FX Fast Ethernet a 100 Mbit/s con auto-negociación de velocidad.
802.3x 1997 Full Dúplex (Transmisión y recepción simultáneas) y control de flujo.
802.3y 1998 100BASE-T2 100 Mbit/s sobre par trenzado no apantallado (UTP). Longitud máxima del segmento 100 metros
802.3z 1998 1000BASE-X Ethernet de 1 Gbit/s sobre fibra óptica.
802.3ab 1999 1000BASE-T Ethernet de 1 Gbit/s sobre par trenzado no apantallado
802.3ae 2003 Ethernet a 10 Gbit/s ; 10GBASE-SR, 10GBASE-LR 802.3ak 2004 10GBASE-CX4 Ethernet a 10 Gbit/s sobre cable bi-axial. 802.3an 2006 10GBASE-T Ethernet a 10 Gbit/s sobre par trenzado no apantallado (UTP)
Ethernet es una tecnología muy usada ya que su costo no es muy elevado.
1.5 Configuraciones del protocolo Ethernet/IP.
Pin Función 568A 568B Posición de los pines Gigabit Ethernet (variante A) Gigabit Ethernet (variante B) 1 TX+ Transceive data + Blanco - Verde Blanco - Naranja Blanco - Naranja Blanco - Verde 2 Transceive
data - Verde Naranja Naranja Verde
3 RX+ Receive data + Blanco - Naranja Blanco - Verde Blanco - Verde Blanco - Naranja 4 BDD+ Bi-directional data +
Azul Azul Azul Blanco -
Marrón 5 BDD- Bi-directional data - Blanco - Azul Blanco - Azul Blanco -
Azul Marrón
6
RX-
Receive data -
Naranja Verde Verde Naranja
7 BDD+ Bi-directional data + Blanco - Marrón Blanco - Marrón Blanco -
Marrón Azul
8
BDD-
Bi-directional data -
Marrón Marrón Marrón Blanco -
Azul
Tabla 1.5.1 Configuraciones Ethernet
El esquema más utilizado en la práctica es tener en ambos extremos la distribución 568B.
Figura 1.5.1 Cable directo 568A
Figura 1.5.2 Cable directo 568B
Figura 1.5.3 Cable cruzado
ANALISIS DEL SISTEMA
DE CONTROL
2.1 DESCRIPCIÓN Y FUNCIONAMIENTO DE LA MÁQUINA DE
PRODUCCIÓN DE TOALLAS HIGIÉNICAS.
La máquina de producción de toallas higiénicas que se estudia en este trabajo tiene el nombre de MP08. El proceso de producción se puede resumir en un diagrama de flujo, en el que se muestran las etapas necesarias para la producción de toallas higiénicas, tal como se muestra en la figura 2.1.1.
Figura 2.1.1 Diagrama de flujo del proceso de producción.
A continuación se da la descripción del proceso en 8 puntos básicos que contempla la producción de toallas higiénicas:
1. Láminas de pulpa de madera son alimentadas constantemente y
automáticamente a la trituradora de pulpa que convierte la pulpa en una pelusa semejante al algodón.
3. Una capa absorbente de algodón es colocada a los lados de la tira moldeada.
4. Luego, las tiras moldeadas son cortadas a las longitudes requeridas.
5. Una cinta de polietileno impermeable es colocada al lado opuesto de la capa
absorbente. Después, la toalla es envuelta por una tela no tejida que sujeta a la toalla en conjunto.
6. Un papel de silicona es pegado a la toalla usando un adhesivo de alta
temperatura. Cuando este papel es liberado, el adhesivo es usado para fijar la toalla a la ropa interior.
7. Las toallas individuales que aún están unidas en conjunto son cortadas en
piezas.
8. Luego, las toallas individuales son colocadas en bolsas individuales, selladas y
empaquetadas en cajas de cartón.
En la figura 2.1.2 se muestra la MP08, donde se aprecian los desenrolladores de los materiales llamados cubierta y cinta adhesiva, seguidos de una sección donde son cortados tramos iguales de los materiales y se les da la forma del producto, y al final una sección donde son revisadas y separadas para ser empaquetadas.
Figura 2.1.2 MP08 mostrando los materiales cubierta y cinta adhesiva.
En la figura 2.1.3 se observa la parte inicial de la MP08, que es donde se ingresa la materia prima (Celulosa) en la banda y se la coloca una capa plástica
denominada Poly y posteriormente sigue el proceso con lo antes visto en la figura 2.1.2.
Figura 2.1.3 MP08 Mostrando los materiales llamados celulosa y poly.
El gabinete que contiene algunos de los servodrives que manejan los desenrolladores de esta máquina se muestra en la figura 2.1.4 y como se puede notar, la cantidad de cables y dispositivos es muy elevada ocasionando problemas inherentes a cada dispositivo (el % de error de cada elemento y tramo de cable sumado), cosa que se trata de mejorar de acuerdo con lo que se muestra en la figura ya mencionada y se explicara más detalladamente en el capítulo 3 del presente trabajo.
Figura 2.1.4 Comparativo antes/después del gabinete conforme a este trabajo.
2.2 TOPOLOGIA INSTALADA.
Celulosa
Poly
Banda transportadora
En la maquina MP08 se tiene instalada una red con interconexión de tipo bus a un SLC-504 con un protocolo de comunicación DH+ y una velocidad de 230.2 Kbps, este controla mediante módulos de I/O análogas los servodrives BRU-SERIES que reciben una señal de referencia a la cual van a seguir de forma continua durante el proceso de operación.
Esta máquina tiene una fecha de fabricación de Marzo de 1997, y ha trabajado con esta topología por más de 10 años, está diseñada para producir 850 ppm (piezas por minuto) de telas no tejidas para productos higiénicos y durante todo ese tiempo ha operado de manera continua logrando los objetivos de producción propuestos por la Gerencia de la Planta de acuerdo con la demanda del producto. Es una máquina de tipo modular a la cual hace un año se le instaló una sección de transmisión mecánica adicional con equipo nuevo, la cual cuenta con un procesador Allen Bradley Contrologix 5561 (No. Cat. 1756-L61) como controlador principal y una tarjeta de Ethernet IP (No. Cat. 1756-ENBT).
Figura 2.2.1 Diagrama de Topología tipo Bus Instalada.
CPU del PLC principal
Entradas y salidas
Figura 2.2.2 PLC Principal de Maquina (SLC-5/04).
Considerando las conexiones de cableado en el diagrama eléctrico de la máquina se encontró que por cada desenrollador se emplea:
-1 Servodrive BRU-SERIES Reliance Electric. -1 Servomotor Brushless Motor Reliance Electric. -3 Relevadores de control OMRON.
-1 Módulo de entradas y salidas análogas DC Allen Bradley (SLC-500). -1 Módulo de salidas digitales DC source (16 puntos) Allen Bradley
En la Figura 2.2.3 se puede observar de manera clara cada una de las conexiones eléctricas que un drive necesita para poder operar, como son: el relevador de habilitación (enable), relevador para sentido de giro manecillas del reloj (forward) y relevador para sentido de giro en contra de manecillas del reloj (reward).
En la parte de superior las salidas análogas del SLC-500 las cuales dan referencia escalada hacia el drive con un voltaje de 0-10 VDC para la respuesta de velocidad del servomotor.
Figura 2.2.4 Diagrama eléctrico de salidas digitales de control de SLC-500 hacia servodrives Reliance Electric.
Salidas digitales del PLC
Resistencias
Al recopilar los datos de máquina es importante saber que software se emplean para programar el SLC-500 y son:
-RSLogix 500 -RSLinx
Para programar a los servodrives BRU-SERIES de Reliance Electric se emplea: -BRU MASTER
2.3 Listado de Materiales.
Dentro del Análisis del Problema se ha obtenido un listado de materiales de acuerdo al diagrama eléctrico de la maquina y al equipo instalado en campo para determinar cuáles elementos serán retirados y cuales empleados dentro de la nueva propuesta de arquitectura para el control de los servodrives desenrolladores de material.
Descripción del Material Eléctrico. No. Catalogo Inst.
Base para relevador marca OMRON Mod.
PYF08S PYF08S 18
Cable con conector para Encoder EUROGI 6
Cable con conector DIN EUROGI 6
Servodrive BRU-SERIES Reliance Electric PDM-30 6
Modulo de entradas y salidas análogas DC Allen
Bradley (SLC-500) 1746-NIO4V 6
Modulo de comunicación ETHERNET/IP Allen
Bradley (Contrologix) 1756-ENBT 1
Modulo de interface avanzada de conversión
Allen Bradley 1761-NET-AIC 1
Modulo de entradas digitales DC sink (16
Modulo de salidas digitales DC source (16
PUNTOS ) Allen Bradley 1746-OB16 1
Servomotor de Transmisión RE H-4050-P-H00AA H-4050-P-H00AA 6
Procesador Contrologix con 8 MB de Memoria
Interna Allen Bradley 1756-L63 1
Procesador SLC-5/04 CPU 1747-L543 1
Rack 10 Slots para SLC-500 1746-A10 1
Rack para 13 tarjetas de sistema LOGIX5000
Allen Bradley 1756-A13 1
Relevador de Control de 24VCD Marca OMRON
Mod. MY2-US-SV MY2-US-SV 18
Tarjeta Comunicación DH+/RIO para
Contrologix-5000 Allen Bradley 1756-DHRIO 1
Tarjeta Comunicación EUROGI I/O INTERFACE EDV15 6
Tarjeta Comunicación EUROGI PARA
ENCODER EDV25 6
Tabla 2.3.1 Listado de materiales eléctricos instalados en máquina.
2.4 Lay Out de Equipo Eléctrico Instalado.
Como parte del análisis del sistema de control instalado es primordial ubicar de forma gráfica cada uno de los componentes dentro del tablero eléctrico para tomar consideraciones en diseño de ingeniería y en el montaje de los componentes, esta información está plasmada dentro del diagrama eléctrico (ver figura 2.2.3) de la máquina y proporciona una gran ayuda para determinar la posición exacta de cada unos de ellos.
Existen 2 tableros eléctricos donde están ubicados los 6 drives BRU-SERIES (Cat, No. PDM-30) de la marca Reliance Electric (gabinete 3 y gabinete 4), en la parte superior de cada uno de ellos donde se puede observar de forma clara en la Figura 2.4.1 como están distribuidos de forma lineal y a la misma altura para identificarlos de forma rápida.
Figura 2.4.1 Lay Out de Tablero Eléctrico. Servodrives
Los servodrives montados constan de una estructura rectangular y con las terminales de conexión de potencia y control en la parte frontal de la carátula como se ve en la Figura 2.4.2, debido a que tienen las mismas características eléctricas y especificaciones técnicas, la conexión de acuerdo al diagrama eléctrico es idéntica entre cada uno de ellos por lo que el estudio de operación y funcionamiento es el mismo, dicho lo anterior únicamente el enfoque para la actualización del equipo se desarrolla en un solo servodrive para posterior mente acoplar los 5 restantes a la nueva topología de control.
En la parte de potencia es alimentado por un tensión de 240 VAC para dar una salida de tensión del mismo rango hacia el servodrive, conforme a lo que demande el proceso y de igual forma la variable que se puede controlar es la corriente (I, Amperes) que es suministrada al motor para dar mayor o menor potencia conforme a la velocidad de trabajo de la máquina (TPM) que se requiera para una mejor respuesta.
El servodrive que da transmisión de movimiento al desenrollador es de la marca Reliance Electric (Cat. No. H-4050-P-H00AA) el cual opera a 240 VAC de igual forma que el servodrive, este consta de una estructura robusta de aluminio aleado para disipar de forma más eficiente el calor producido por el constante trabajo sus campos eléctricos, este tipo de motor tiene la capacidad de controlar 3 diferentes variables de proceso como los son: la posición, la velocidad y el torque.
En este caso la variable de interés es únicamente la velocidad, debido a que va a seguir una referencia que proviene de la máquina a través del SLC-500 y este tiene la tarea de seguir de forma confiable esa señal para que el proceso de desenrollado de material pueda desempeñarse de la mejor forma y no provoque problemas de tensión y este sufra contratiempos o en caso critico paros de máquina.
Figura 2.4.3 Servomotor Reliance Electric.
Figura 2.4.4 Placa de datos del motor
Figura 2.4.5 Placa de especificaciones del motor
De cada par de desenrolladores solo puede operar uno a la vez, cuando cada rollo de material llegue hasta un diámetro mínimo, este tendrá que salir de operación para que el nuevo rollo entre en el proceso y adquiera de forma rápida las propiedades de velocidad para que se mantenga uniforme el suministro de material en cada uno de los desenrolladores de material.
Figura. 2.4.6 Lay Out con ubicación de los 6 desenrolladores de material
Los rollos de materiales van montados sobre unas flechas de aluminio por el centro, las cuales reciben la transmisión de movimiento a través de los servomotores acoplados en la parte posterior de la máquina MP08, los tres tipos de fibras son alimentadas a un transportador lineal en donde unidades térmicas unen los materiales para dar la consistencia que el producto final requiere (resistencia, tensión, tamaño).
2.5 Software de configuración.
Al recopilar los datos de la computadora de la máquina es importante saber que softwares se emplean para programar el SLC-500 y sus herramientas complementarias para su correcta operación, así como sus versiones y actualizaciones en las cuales están trabajando.
Figura 2.5.1 Versión 5.20.0 del programa RSLogix 500 para programar SLC-500.
El software RSLogix 500 es el medio por el cual vamos a visualizar de forma gráfica como está trabajando la lógica de habilitación y señales de los servodrives dentro del SLC-500, este programa está instalado en la computadora personal (PC) de la máquina, equipo que está destinado únicamente para aplicaciones de ingeniería, como lo son: programación de PLC´s, monitoreo de operación de máquina, diseños de topología, monitoreo de la red DH+, entre otras. RSLogix 500 es propiedad de Rockwell Automation, aplicación exclusiva para la familia 500 de PLC´s Allen Bradley, y en este caso es la herramienta principal para configurar y programar la topología de control instalada.
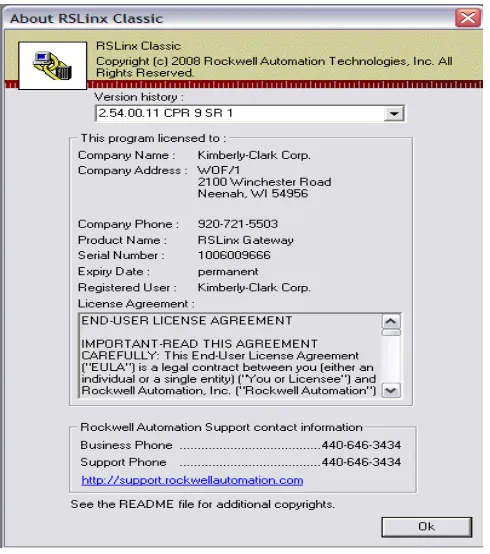
RSLinx Classic™ es una completa herramienta para proveer de los drivers de
comunicación para brindar la conectividad de toda la amplia variedad de productos
y aplicaciones de Rockwell Software como lo son: RSLogix™ 5/500/5000,
RSView32, FactoryTalk® View Site Edition and FactoryTalk Transaction Manager.
RSLinx Classic puede soportar diferentes aplicaciones de software simultáneamente, comunicándose hacia una variedad de dispositivos en diferentes redes. A través de RSLinx Classic es posible conectarse desde cualquier punto de la máquina, tiene una ambiente gráfico que lo hace amigable al usuario para navegar de forma rápida dentro de la red de comunicación.
[image:43.612.196.441.286.563.2]
Figura 2.5.2 Versión 2.54.00 del software RSLinx.
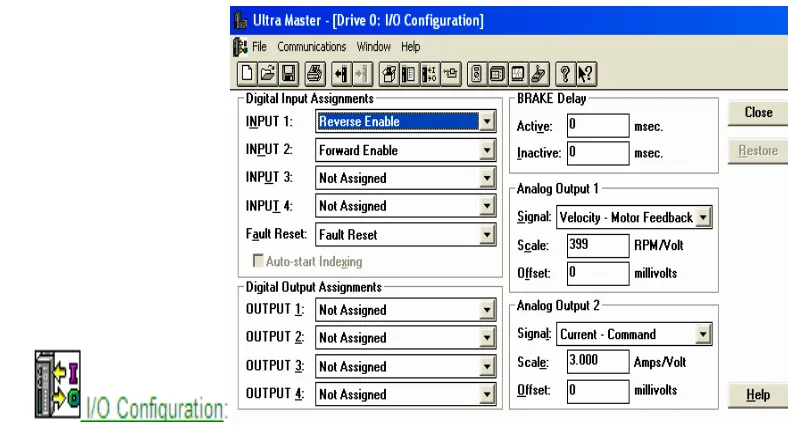
Figura 2.5.3 Software Ultra Master para programar los servodrive BRU-SERIES.
Sus características principales son:
1.-Es una aplicación completa para la programación de servodrives, solución de fallas y diagnóstico, que es compatible con los sistemas operativos como
Windows™ 95, Windows™ 98, Windows™ 2000 y Windows NT.
2.-Su programación es principalmente fuera de línea para posteriormente descargar el programa o modificaciones de uno existente hacia el servodrive.
3.-Contiene un osciloscopio para una mejor visualización del comportamiento del proceso, y sirve para realizar de forma más rápida ajustes más precisos.
4.-Tiene acceso rápido a los programas y a su información critica con ayuda en línea desde su barra de menús.
5.-Cuenta con ventanas específicas para ajustar cada unos de los parámetros de programación y de igual forma toda la información tiene diferentes colores para identificar cuales valores son modificables y cuales son definidos por default y no podrán ser cambiados por cuestiones de diseño y fabricación del dispositivo.
Las 3 principales ventanas que se emplean para introducir los parámetros de proceso dentro del programa en el servodrive son: la ventana Drive Set Up, la ventana Drive Parameters y la ventana I/O Configuration.
Figura 2.5.4 Ventana Drive Set Up dentro del programa ULTRA MASTER.
La ventana Drive Set Up muestra los parámetros básicos para poder conectarse a un servo sistema, en combinación con las ventanas de Drive Parameters y I/O Configuration definen los parámetros de funcionamiento para lograr el mejor
desempeño de todo el servosistema (servodrive – servomotor), esta se ejecuta
automáticamente cuando es conectado físicamente el cable de comunicación hacia el servodrive para introducir los valores de operación y funcionamiento que el usuario conforme al conocimiento del proceso determine para una mayor eficiencia.
Dentro de la ventana Drive Parameters se accesa a los parametros comunes para la operación del servodrive como son los límites de corriente a los cuales el servomotor debe de obedecer para un óptimo desempeño y los rangos de velocidad donde va a funcionar sin presentar ningú problema, si ocurre alguna anomalía dentro del proceso que se manifieste fuera de los límites establecidos dentro de esta sección, el servodrive despliega un codigo de falla en su display frontal donde el usuario puede identificar la causa inmediata y dar una solución pertinente para resolver el problema.
Figura 2.5.5 Ventana de Drive Parameters y ajuste de límites de operación.
En otra sección de la misma ventana se puede escalar el tipo de señal a la que el servodrive tenga que seguir de acuerdo a este cálculo, esta toma el nombre de entrada de comando de velocidad la cual proviene de un sistema de control externo (SLC-500).
Ventana de I/O Configuration es la sección donde se asigna la función específica de cada una de las 4 entradas digitales con las que el servodrive cuenta en su carátula frontal, cada una de ellas tiene la ventaja de ser configurables de acuerdo a las necesidades del proceso y del usuario para una mejor respuesta. En la Figura 2.5.6 se puede observar gráficamente.
Figura 2.5.7 Configuración de entradas y salidas digitales.
En la segunda sección se observa el listado completo de ambas señales para monitorear el status de funcionamiento, como se muestra en la Figura 2.5.7 que ya existen 2 entradas y 2 salidas digitales asignadas por el fabricante y las 4 restantes son configurables.
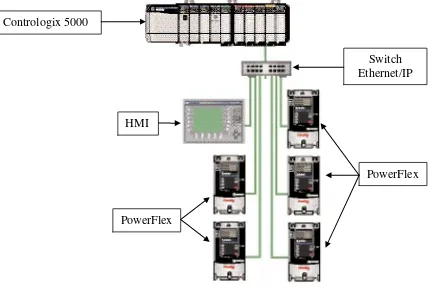
3.1 TOPOLOGIA PROPUESTA
[image:49.612.99.529.210.497.2]La topología que se propone, para la solución de la problemática presentada en la máquina de producción de toallas higiénicas, es una red en estrella compuesta por un PLC Contrologix 5000, un switch Ethernet (Weidmuller), 3 pares de drives Powerflex con sus respectivos motores de AC (Rossi Motoriduttori).
Figura 3.1.1 Topología estrella seleccionada
Como un esquema general en la Figura 3.1.1 que Allen Bradley propone en sus manuales y cursos de Redes de comunicación, es importante considerar que el diseño de ingeniería propuesto tiene pruebas de robustez en cuanto a la respuesta y estabilidad del sistema de control, por lo que garantiza un buen desempeño de sus productos dentro de los procesos y los márgenes para los cuales son fabricados si se lleva un orden en cuanto a las consideraciones técnicas de los equipos eléctricos y sus especificaciones dadas.
PowerFlex
PowerFlex HMI
3.2 LISTADO DE MATERIALES
De acuerdo a la topología propuesta por Allen Bradley se ha realizado un listado de los materiales y equipo eléctrico necesarios para hacer efectiva la migración del protocolo anterior (DH+) por el protocolo Ethernet/IP, conforme al listado de equipo instalado.
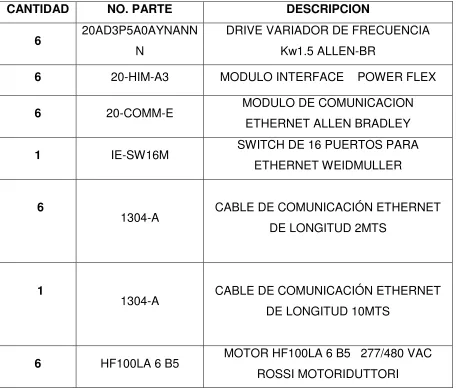
[image:50.612.79.535.300.689.2]La tabla 3.2.1 muestra cada uno de los sustitutos ideales para reemplazar de forma eficaz a el equipo obsoleto montado en maquina sin descuidar las características técnicas de voltaje y potencia del sistema de control y capacidad de los motores.
Tabla 3.2.1 Lista de materiales instalados.
CANTIDAD NO. PARTE DESCRIPCION
6 20AD3P5A0AYNANN
N
DRIVE VARIADOR DE FRECUENCIA Kw1.5 ALLEN-BR
6 20-HIM-A3 MODULO INTERFACE POWER FLEX
6 20-COMM-E MODULO DE COMUNICACION
ETHERNET ALLEN BRADLEY
1 IE-SW16M SWITCH DE 16 PUERTOS PARA
ETHERNET WEIDMULLER
6
1304-A CABLE DE COMUNICACIÓN ETHERNET
DE LONGITUD 2MTS
1
1304-A CABLE DE COMUNICACIÓN ETHERNET
DE LONGITUD 10MTS
6 HF100LA 6 B5 MOTOR HF100LA 6 B5 277/480 VAC
Además de lo anterior se aprovechan y optimizan los recursos ya instalados (cableado, bases de motores, gabinete y PLC) en el proceso para disminuir los costos y agilizar la instalación.
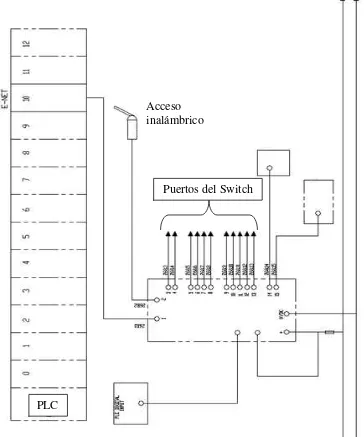
[image:51.612.115.479.200.637.2]3.3 MONTAJE DE HARDWARE SEGÚN PLANOS.
Figura 3.3.1 Diagrama de conexión de red del PLC Contrologix 5000 a switch Ethernet.
PLC
Puertos del Switch Acceso
En la figura 3.3.1 se muestra la conexión del PLC al switch Ethernet, la conexión de alimentación del switch mismo y las salidas de los puertos que posee (5 ocupados y 11 libres).
[image:52.612.155.475.215.672.2]Enfatizando en las ventajas de Ethernet/IP se nota en el diagrama la conexión hacia el acceso inalámbrico lo que le da una gran versatilidad a este protocolo, permitiendo ingresar a la red sin necesidad de conectarse directamente en la misma.
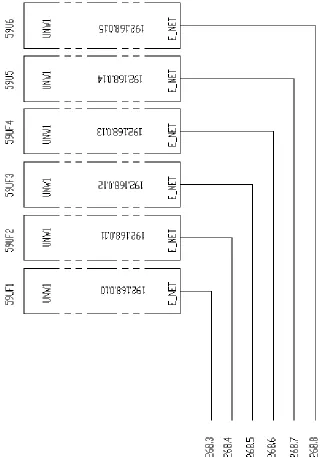
En el diagrama 3.3.2 vemos a los drives Powerflex (con la nomenclatura 59UFX y referidos como UNWI que es la contracción de Unwind en ingles ó desenrollador) y las líneas con las direcciones correspondientes a los puertos del switch Ethernet.
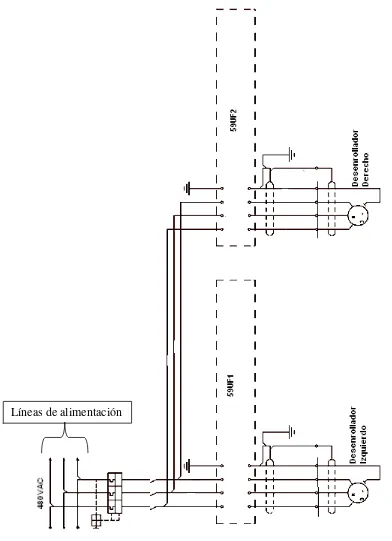
Figura 3.3.3 Diagrama de conexión eléctrica del drive Powerflex a motores de AC.
En el diagrama de la Figura 3.3.3 se aprecia en la parte superior las líneas de alimentación que llegan a un contactor el cual, en la parte central, alimenta a un par de drives con 480v de AC y finalmente en la parte inferior se ve la conexión hacia el motor. Cabe mencionar que el cable de conexión con el motor es el mismo cable múltiple con blindaje a tierra utilizado en la topología anterior, lo que es una ventaja al no generar más costo para la instalación y aprovechar los elementos y/o materiales que se puedan volver a utilizar.
Montaje físico del PLC Contrologix 5000 y Switch Ethernet
[image:54.612.136.460.352.595.2]Conforme al diagrama 3.3.1 se aprecia la interconexión del PLC Contrologix 5000 con el switch Ethernet desde el modulo Ethernet (Modulo 10 del PLC) hasta el switch mismo por medio de un cable UTP con conectores RJ-45.
Figura 3.3.4 Contrologix 5000.
Figura 3.3.5 Modulo Ethernet(Conectado con UTP gris).
En la figura 3.3.5 se ven algunas de las tarjetas del Contrologix, entre ellas, la tarjeta de SERCOS, Ethernet/IP, DeviceNet y DH+ respectivamente.
Figura 3.3.6 Montaje de switch
[image:55.612.230.371.413.654.2]En la figura 3.3.7 este mismo dispositivo lo vemos ya conectado a los drives Powerflex y también se aprecia la conexión del cable que llega desde el PLC Contrologix 5000.
Figura 3.3.7 Conexión de Switch
A manera de descripción en la figura anterior, el switch Ethernet cuenta con 16 puertos además de en los cuales se hallan las conexiones de alarma, el panel principal(MOP), la alimentación del switch de 24v, el receptor inalámbrico y la conexión de control que es la que viene del PLC.
Montaje físico del switch Ethernet y los drives Powerflex
De acuerdo a la figura 3.3.2 se muestra la conexión de los drives Powerflex al switch Ethernet. A continuación se muestra, de forma general, el montaje de los drives en el gabinete y posteriormente la conexión de los mismos con el switch Ethernet.
Figura 3.3.8 Drive Powerflex
Es importante decir que los Powerflex se ubican justo donde se encontraban los servodrives que operaron la maquina antiguamente. Estos drives son sumamente prácticos y fáciles de instalar ya que basta con alimentarlo y conectarlo con los motores y su programación es mucho más sencilla que la del equipo anterior.
[image:57.612.137.466.400.655.2]Figura 3.3.10 Interior del drive Powerflex.
En la figura 3.3.10 se tiene el interior del Powerflex en el cual se aprecia, en la parte inferior, los conectores de alimentación y conexión de los motores y en la parte superior la conexión de la interface o la tarjeta Ethernet/IP (20-COMM-E).
En la figura 3.3.11 se ven los datos técnicos necesarios para el uso adecuado de los drives Powerflex, además de proporcionarnos las características de los mismos.
[image:59.612.106.453.222.459.2]Algo importante que se debe mencionar es que es necesaria una tarjeta de comunicación Ethernet/IP (Figura 3.3.12), que es en si la interface que el drive requiere para tener comunicación Ethernet.
Figura 3.3.12 Modulo de comunicación.
A lo largo de este trabajo se hace referencia 20-COMM-E, que no es más que la tarjeta Ethernet (la interfaz) que se necesita para que exista la comunicación entre el PLC desde su modulo Ethernet y los drives Powerflex.
Figura 3.3.13 Conexión de la Tarjeta Ethernet/IP.
La instalación de esta interface es muy sencilla y rápida, ya que solo basta con hacer la conexión del cable entre tarjeta y drive (Figura 3.3.14) y finalmente conectar el UTP con un conector RJ-45 a la tarjeta (Figura 3.3.15).
Figura 3.3.14 Conexión al drive
Figura 3.3.15 Conexión del cable UTP a la tarjeta deEthernet/IP
En la parte inferior del drive Powerflex (Figura 3.3.15) se tiene la conexión de alimentación del mismo y también la conexión que va desde el drive hasta el motor como se muestra en el diagrama de la figura 3.3.3.
Figura 3.3.16 Powerflex instalados
Figura 3.3.17 Conexión con el switch Ethernet
Una vez teniendo las conexiones pertinentes tal y como se muestra en la figura 3.3.16 se procede a asignar las direcciones IP a los drives por medio de una computadora mediante el mecanismo punto a punto (Véase unidad 3.4).
Lo último que queda entonces, es la conexión con el switch Ethernet, dejando así a los drives en disposición de la red para los que se han configurado, tal y como se muestra en la figura 3.3.17.
En la figura 3.3.18 se muestra el Lay Out resultante después de ser montados los drives Powerflex el switch Ethernet.
Powerflex 70
[image:63.612.107.560.82.421.2]Ethernet Switch
Figura 3.3.18 Nuevo Lay Out del tablero eléctrico
En la figura 3.3.19 se muestra el gabinete contiguo que conforma el conjunto de drives Powerflex restantes. Estos van conectados al switch Ethernet que está ubicado en el gabinete 3 mostrado en la figura 3.3.18. Sin embargo se hace la aclaración de que este estudio está basado solo en dos drives ya que el mismo sirve como base para la instalación de los otros 4 drives.
Hacia
Ethernet switch.
Figura 3.3.19 Nuevo Lay Out del tablero eléctrico.
Montaje físico de los motores.
Según con lo mostrado en la figura 3.3.3 se visualiza uno de los motores utilizados.
Cabe mencionar que la conexión del motor (en estrella) se escogió debido a las especificaciones de voltaje del drive y también por las condiciones de frecuencia que se manejan en este país (60Hz).
Figura 3.3.20 Vista lateral del motor
En la figura anterior se ven los cables que fueron usados con los servomotores que se tenían antes de colocar los de CA.
Figura 3.3.21 Conexión estrella del motor.
Figura 3.3.22 Placa de datos del motor.
3.4 Configuración de tarjetas de comunicación
Una parte clave de la instalación de la red Ethernet es la configuración de las tarjetas 20-COMM-E (Tarjetas Ethernet). Es un procedimiento rápido, solo hay que dar de alta las direcciones IP de las tarjetas de acuerdo con la dirección IP del PLC. Esto se hace con la utilería BOOTP/DHCP del software RSLinx.
[image:66.612.151.459.444.682.2]Figura 3.4.2 Aplicación Ejecutada
Una vez ejecutada la aplicación, el programa comenzara a hacer un reconocimiento del dispositivo conectado (20-COMM-E) y mostrara en pantalla un historial del mismo (Figura 3.4.3). Posteriormente se selecciona el dispositivo y se le asigna una dirección IP.
[image:67.612.144.451.442.674.2]Figura 3.4.4 IP inicial del modulode comunicación
La figura anterior muestra el despliegue de la ventana donde se asignara la dirección IP del dispositivo.
Una vez asignada la dirección IP del dispositivo, el drive está listo para ser implementado a la red para la cual se le asigno dicha dirección (Figura 3.4.6)
Figura 3.4.6 Reconocimiento del dispositivo ya configurado
Una vez dada la IP, en la parte inferior de la ventana de la aplicación (figura 3.4.6) nos muestra los dispositivos a los que ya se les ha asignado la dirección IP
deseada.
3.5 Configuración de la red.
Cuando algún dispositivo nuevo es integrado a una red, es necesario seguir una metodología para dar de alta estos dispositivos y así permitir un funcionamiento optimo en la red.
En este caso el dispositivo es el PowerFlex que ingresa a la red Ethernet/IP. Una vez que ya le dimos una dirección IP al drive se debe conectar con la red directamente y con ayuda del Software RSNetWorks for Ethernet/IP adquirir un diagnostico de la red en general.
Las siguientes figuras nos muestran las pantallas del software antes mencionado, proporcionándonos un diagnostico grafico (Figura 3.5.1), un diagnostico desglosado (Figura 3.5.2) y un grafico del Status (Figura 3.5.3).
Figura 3.5.1 Diagnostico grafico.
La figura 3.5.1 se muestra la conexión actual en la red Ethernet/IP, desde la ubicación en el Contrologix hasta los dispositivos conectados en la red, mostrando sus etiquetas o direcciones para una mejor identificación.
Figura 3.5.2 Diagnostico desglosado.
Figura 3.5.3 Status.
La figura 3.5.3 muestra solamente el estado del enlace entre los elementos de la red Ethernet/IP permitiéndonos saber si hay algún problema y de haberlo en la parte inferior se mostraría una descripción del problema a corregir.
Una vez corroborada la comunicación de la red por el programa RSNetWorks for Ethernet/IP se procede a ingresar, ahora, al software llamado RSLinks.
En la figura 3.5.4 se ve la ventana principal del RSLinks, donde se asignara un nombre a la nueva red, la red Ethernet/IP.
En esta misma figura se muestra también otra ventana, que es la que nos permite seleccionar y configurar los variadores de la red seleccionada.
Figura 3.5.4 Ventana de configuración de los drives.
En la figura 3.5.5 se nota la selección del tipo de red en la que se va a trabajar y posteriormente se le asigna un nombre a la red.
Figura 3.5.5 Selección del tipo de red y asignación de nombre de la misma
Figura 3.5.6 Nueva red habilitada.
En este caso aparecen los 6 variadores Powerflex, lo que indica que el PLC los identifica como nodos activos de la red (Figura 3.5.7)
Figura 3.5.7 Despliegue de dispositivos en la red.
Una vez que la red ya está configurada se procede a programar la secuencia de operaciones necesarias en el software RSLogix5000 para el buen funcionamiento del proceso en cuestión.
.
Nota: El programa ejecutado no será mostrado por cuestiones de privacidad de la empresa, sin embargo no existe ninguna diferencia de programación a la que se pueda aprender en cualquier curso que competa al uso de alguna aplicación de
3.6 Evaluación de la eficiencia de la red.
COMPARACION DE REDES
CARACTERISTICAS DH+ ETHERNET
Velocidad de transferencia de
datos 232 Kbps
10 Mbps- 1 Gbps
Número de Nodos de conexión
Máx. 99
nodos Indefinido
Longitud de comunicación 15 mts 1 km
Alta Disponibilidad en el
mercado NO SI
Alta Compatibilidad de
dispositivos NO SI
Costo en el mercado Alto Medio
Gestión de Información NO SI
Transferencia de datos a
INTERNET NO SI
Tabla 3.6.1 Tabla de comparación entre protocolo anterior y el nuevo.
Tabla 3.6.2 Tabla de rendimiento y productividad.
CAJAS ESTANDAR POR DIA= (HORAS POR DIA) X (TOALLAS X HORA)
500
PRESUPUESTO POR DIA= (CAJAS ESTANDAR X DIA ) X $2.5 M.N.
Como se podrá notar, la inversión hecha para la instalación del equipo necesario para el funcionamiento del protocolo DH+ es mayor a $357,722 (ya que no se contemplo la mano de obra porque ya estaba instalado), por lo que la recuperación de la inversión con respecto a este fue mayor a 2 meses de producción con el presupuesto asignado ($2.50 por caja de 500 toallas).
ANALISIS
4.1 Cronograma de actividades.
A partir de un análisis de costos para la adquisición del equipo eléctrico que será instalado en la máquina se podrá dar un panorama más amplio del alcance y efecto de la modificación, aterrizando todo el proyecto en números y de una manera más concreta detallar que se puede lograr a partir de un presupuesto dado por cantidad de producto terminado.
La gerencia de planta estableció condiciones para realizar este proyecto:
1.- Proponer un cronograma de actividades para la instalación y puesta en marcha del equipo.
2.- Presentar un presupuesto muy aproximado al costo total del equipo eléctrico, incluyendo instalación y montaje.
3.- Entregar un reporte con el costo del equipo eléctrico instalado en maquina y desventajas que presenta actualmente.
4.- Entregar un reporte con un listado beneficios tecnológicos comparándolo con el equipo eléctrico instalado.
MAYO
ETAPA ACTIVIDADES. L M M J V S D L M M J V S D L
3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
DESMONTA JE DE EQUIPO OBSOLETO.
Denergizar maquina MP-08.
Desmontar y desconectar drives Reliance
Electric.
Desmontar y desconectar servomotores
Reliance Electric.
Retirar tarjetas electrónicas I/O digitales y de
encoder.
Retirar relevadores para control de drives
OMRON.
Desconectar cableado de tarjetas análogas
del PLC SLC-500
Retirar y desconectar cableado sin uso.
MONTAJE DE EQUIPO
NUEVO.
Montaje y conexión de motores de AC Rossi
Motoriduttori.
Montaje y conexión de drives Allen Bradley
Powerflex 70.
Montaje y conexión de switch Ethernet
Weidmuller.
Montaje y conexión de tarjetas de
comunicación AB 20-COMM-E
Montaje y conexión de Interfaces de
comunicación AB HIM's.
Revisión de conexiones eléctricas (cortos
circuitos, impedancias) CONFIGUR ACION Y PROGRAMA CION DE DISPOSITIV OS ELECTRONI COS
Energizar maquina MP-08.
Configuración de tarjetas de comunicación
AB 20-COMM-E
Programación de drives Allen Bradley
Powerflex 70.
Conectar drives Allen Bradley Powerflex 70
a switch Ethernet.
Monitorear red de Ethernet en Software
RSLinx.
Levantar red Ethernet desde Software
RSNetworx for Ethernet IP.
Dar de alta drives Allen Bradley Powerflex
70 en PLC Contrologix.
Programar lógica para drives Powerflex 70
en PLC Contrologix.
PUESTA EN MARCHA.
Probar movimiento de motores mediante
PLC Contrologix.
Inhibir lógica obsoleta en PLC SLC-500.
Arrancar maquina sin materiales y baja
velocidad (200 TPM).
Ajustar velocidades de motores respecto a
proceso.
Colocar materiales y probar funcionamiento
a 400 TPM.
Colocar materiales y probar funcionamiento
a 800 TPM.
Colocar materiales y probar funcionamiento
a 1200 TPM.
ENTREGA DE MAQUINA
MP-08.
Entregar maquina MP-08 al Departamento
de Operación.
Operar maquina y apoyar en pruebas de
funcionamiento.
4.2 Presupuesto de instalación.
PRESUPUESTO DEL NUEVO EQUIPO ELECTRICO.
En la tabla 4.2.1 se muestra la cotización hecha para la adquisición del equipo y material necesarios para la migración.
[image:81.612.85.525.217.550.2]
Tabla 4.2.1 Tabla con presupuesto compra de equipo eléctrico para la instalación de la nueva estructura del sistema de control.
COSTO TOTAL DE EQUIPO ELECTRICO: $201,029
CANT . COSTO UNITARIO . COSTO TOTAL. DESCRIPCION 6
$250 $1,500
CABLE BELDEN ETHERNET(INDUSTRIAL) DE LONGITUD 2MTS
1
$900 $900 CABLE BELDEN ETHERNET (INDUSTRIAL) DE LONGITUD 10MTS
1 $14,141 $14,141 SWITCH DE 16 PUERTOS Ethernet WEIDMULLER
6 $10,168 $61,008 DRIVE VARIADOR DE FRECUENCIA AB Kw1.5
6 $1,580 $9,480 MODULO INTERFACE AB HIM-A3 POWER FLEX
6 $4,000 $24,000 MODULO Ethernet AB 20-COMM-E
PRESUPUESTO DE MANO DE OBRA PARA INSTALACION Y MONTAJE DEL EQUIPO ELECTRICO.
En la tabla 4.2.2 se tienen los gastos requeridos de ano de obra para llevar a cavo la instalación del equipo mencionado en la tabla 4.2.1.
Puesto. Sueldo por Día. Sueldo Total (14 días). Supervisor
Electrónico.
$350 $4,900
Supervisor Mecánico.
$350 $4,900
Técnico electricista. $280 $3,920
Técnico electrónico. $305 $4,270
Técnico mecánico. $280 $3,920
[image:82.612.112.496.194.409.2]TOTAL. $1,565 $21,910
Tabla 4.2.2 Tabla con presupuesto compra de mano de obra para la instalación q
de la nueva estructura del sistema de control.
La suma total de ambos presupuestos da el resultado de $222,939 M.N. como un
costo que integra la instalación del equipo y adquisición del mismo.
Este equipo es de la última generación de productos de Rockwell Automation por lo que su participación y disponibilidad en el mercado es muy amplia, asimismo el soporte técnico para su instalación y puesta en marcha es bastante eficiente porque se tiene una base de información técnica en el sitio de internet
(www.rockwellautomation.com) además que los proveedores de estos productos
4.3 Costo del equipo instalado.
Conforme al levantamiento de partes eléctricas instaladas en maquina se obtienen los datos técnicos para proceder a una cotización de precios con los proveedores de la planta, en el cual se muestra un costo excesivo de los componentes y un tiempo de entrega mayor a 4 semanas, debido a su difícil localización y discontinuidad en el mercado .
COSTO TOTAL DEL EQUIPO INSTALADO.
Los costos mostrados en la tabla 4.3.1 son del levantamiento de materiales hecho en la maquina MP08.
CANT. COSTO
UNITARIO.
COSTO
TOTAL. Descripción del Material Eléctrico.
1 $1,456 $1,456 Módulo de interface avanzada de conversión Allen Bradley
1 $1,842 $1,842 Módulo de entradas digitales DC sink (16 PUNTOS ) AB
1 $3,133 $3,133 Módulo de salidas digitales DC source (16 PUNTOS ) AB
1 $7,800 $7,800 Procesador SLC-5/04 CPU
1 $5,445 $5,445 Rack 10 Slots para SLC-500
6 $230 $1,380 Cable con conector para Encoder EUROGI
6 $230 $1,380 Cable con conector DIN EUROGI
6 $20,250 $121,500 Servodrive BRU-SERIES Reliance Electric
6 $6,086 $36,516 Módulo de I/O análogas DC Allen Bradley (SLC-500)
6 $24,230 $145,380 Servomotor de Transmisión RE H-4050-P-H00AA
6 $2,710 $16,260 Tarjeta Comunicación EUROGI I/O INTERFACE
6 $2,350 $14,100 Tarjeta Comunicación EUROGI PARA ENCODER
18 $40 $720 Base para relevador marca OMRON PYF08S
18 $45 $810 Relevador de Control de 24VCD OMRON MY2-US-SV
Tabla 4.3.1 Tabla con el listado de componentes eléctricos y costos de cadauno de ellos.
4.4 Ventajas y desventajas.
Principales desventajas del equipo instalado.
1.- Actualmente la topología instalada con red de comunicación DH+ a la cual pertenecen estos dispositivos tiene una muy lenta respuesta en la transmisión de datos (230.2 Kbps) para que los servodrives respondan de manera inmediata a cualquier cambio de velocidad del proceso y comanden los servomotores para que operen de la misma forma. Problema principal para que la máquina MP-08 pueda incrementar su velocidad.
2.- La lista de materiales es bastante amplia lo que implica que exista un inventario muy grande en la máquina y los costos para tener refacciones se incremente al ser diferentes artículos dentro del almacén y el manejo de estas piezas no sea tan fácil.
3.- Reliance Electric no participa alrededor de 5 años en el mercado con la fabricación de servodrives BRU-SERIES al ser absorbida esta división por el corporativo Rockwell Automation por lo que ya no es posible encontrar este producto y ser declarado por diferentes proveedores como obsoleto.
4.- El costo de todo este material es excesivo en comparación de las nuevas tecnologías por lo que no es redituable invertir en estos equipos eléctricos que no ofrecen tantas ventajas de operación y funcionamiento como los nuevos productos.
6.- El espacio que ocupa todo este equipo eléctrico dentro del tablero provoca un congestionamiento de dispositivos lo que hace difícil su maniobrabilidad dentro de este y un incremento de la temperatura en todos los dispositivos por el mismo efecto.
7.- Todo el sistema de control actual emplea mucho cableado del SCL-500 hacia el sistema de control de los servodrives e implícitamente muchos puntos de conexión que son un factor de riesgo que provoca falsos contactos.
8.- Cada uno de los servodrives para poder programarse debe de hacerse de forma local y con un mecanismo de comunicación punto a punto (PC a servodrive) lo que implica que este dispositivo salga de operación y mande señal de alarma al SLC-500 provocando un paro de máquina cada vez que se requiera programar o modificar un valor.
9.- No se puede monitorear de forma simultánea a 2 servodrives y comparar su comportamiento porque su software no es muy completo y versátil además de que el mismo servodrive está limitado a un número pequeño de parámetros de ajuste.
10.- Las señales que el servodrive proporciona acerca de su estatus solo son de orden digital y están asignadas para alarma y estado de operación lo que no da una información de diagnostico que pueda servir al usuario para detectar algún problema que pueda ocurrir.
11.- De acuerdo al diagrama eléctrico cualquier falla que un drive manifieste impacta en un paro inmediato de máquina y tiempos perdidos.