SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
MAESTRÍA EN CIENCIAS EN INGENIERÍA MECÁNICA
OPCIÓN DISEÑO
TÍTULO DE LA TÉSIS:
“OPTIMIZACIÓN DEL DISEÑO DE UN HORNO PARA EL
SECADO DE MADERA”
ALUMNO:
ING. JOSÉ ALBERTO ROSAS TORRES
DIRECTOR DE TÉSIS:
DR. GUILLERMO URRIOLAGOITIA SOSA
CODIRECTOR DE TÉSIS:
M. en C. ALLA KABATSKAIA IVANOVNA
ASESORES:
ÍNDICE……… I RELACIÓN DE FIGURAS……….. V RELACIÓN DE TABLAS………. VII GLOSARIO………. VIII SIMBOLOGÍA……….X RESUMEN……….XII ABSTRACT ……….XIII OBJETIVOS……….XIV JUSTIFICACIÓN………..XV INTRODUCCIÓN……….XVI
CAPÍTULO I. GENERALIDADES
1.1 Fundamentos termodinámicos………1
1.1.1 Transferencia de calor………1
1.1.1.1 Conducción……….2
1.1.1.2 Convección……….3
1.1.1.3 Radiación………..5
1.1.1.4 Calentamiento………..5
1.1.2 Flujos en tuberías………6
1.1.2.1 Flujo laminar y turbulento………..8
1.1.2.2 Región de entrada y longitud de entrada………..9
1.1.2.3 Cámaras de mezcla……….10
1.2 Características físicas del tronco y cortes de la madera………..11
1.3 Principales propiedades que influyen en la relación madera – agua………….13
1.3.1 Humedad de la madera………13
1.3.2 Determinación de la humedad en la madera ………14
2.1.2 Humedad relativa del aire……….17
2.1.3 La temperatura………..17
2.2 Proceso del secado………..18
2.2.1 Secado natural al aire………..18
2.2.2 Secado artificial de la madera………19
2.2.3 Clases de secado………22
2.2.3.1 Secado a temperatura normal………22
2.2.3.2 Secado a baja temperatura……….22
2.2.3.3 Secado a alta temperatura……….22
2.2.3.4 Secado por alta frecuencia………..23
2.2.3.5 Secado por rayos infrarrojos……….23
2.2.3.6 Secado químico……….23
2.3 Defectos del secado de la madera………23
2.3.1 Agrietamientos o Rajaduras……….24
2.3.2 Cambios de color………..25
2.3.3 Colapsos………..25
2.3.3.1 Causas del colapso en la madera………..26
2.3.4 Deformaciones………..27
2.3.4.1 Torceduras y Alabeos………27
2.4 Defectos causados por otros factores……….28
2.4.1. Defectos por infección de hongos e insectos……….28
2.4.2 Manchas química………..29
Referencias……….30
CAPÍTULO III. ANÁLISIS FUNCIONAL
3.1 Metodología del diseño conceptual ……….313.1.1 Diseño conceptual……….32
3.1.2 Determinación de los requerimientos………32
3.3 Generación de conceptos……….40
3.3.1 Lluvia de ideas……….40
3.4 Evaluación de conceptos………..48
3.4.1 Matriz morfológica………52
Referencias……….54
CAPÍTULO IV. DISEÑO DETALLADO
4.1 Memoria de cálculo………..554.1.1 Normas de diseño………55
4.1.2 Condiciones de diseño ………56
4.1.3 Proceso de diseño para optimización de un horno de secado de madera……….57
4.2 Determinación de los coeficientes de transmisión de calor ………..57
4.3 Cálculo de áreas...59
4.3.1 Cantidades de aire...60
4.4 Cálculo de carga térmica ………61
4.4.1 Cálculo de carga térmica por cambio de temperatura………64
4.5 Cálculo de caída de presión...66
4.5.1 Ductulación ………70
4.5.2 Presión estática externa ……….71
4.6 Selección equipo………71
4.6.1 Ventiladores………71
4.6.2 Quemadores………72
4.6.3 Termostatos………72
4.7 Dibujo de conjunto ………73
5.1 Pruebas preliminares en hornos convencionales………76
5.2 Pruebas en prototipo………..77
5.3 Desarrollo del proceso de secado………..84
5.3.1 Selección del la madera………..84
5.3.2 Apilado y cargado del horno………84
5.3.3 Calentamiento del horno………86
5.3.4 Deshumidificación de la madera………..86
5.3.5 Tratamiento de igualación o equilibrado……….86
5.3.6 Tratamiento de Acondicionado………..87
5.3.7 Descarga del horno……….87
5.4 Corte de muestras para pruebas de secado………87
5.4.1 Pruebas de tensiones, contenido de humedad y su distribución en la madera………88
Referencias………..89
CAPÍTULO VI. RESULTADOS
6.1 Resultado de los cálculos matemáticos………..906.2 Resultados de los diseños……….90
6.3 Resultados de los experimentos……….92
CONCLUSIONES Y RECOMENDACIONES
……….. XI
ANEXOS
……….XII
RELACIÓN DE FIGURAS
Capítulo I Pág.
Figura 1.1 Medios de transmisión del calor………..1
Figura 1.2 Coeficientes de conductividad térmica………..3
Figura 1.3 Convección natural y forzada………4
Figura 1.4 Velocidad promedio………..7
Figura 1.5 Regiones de entrada y desarrollo hidrodinámico……….9
Figura 1.6 Una tubería en T sirve como cámara para mezclar agua caliente y fría………..10
Figura 1.7 Diagrama esquemático de una cámara de mezcla………..11
Figura 1.8 Partes principales del tronco………..12
Figura 1.9 Cortes de la madera………..13
Figura 1.10 Psicrómetros eléctricos. (Higrómetros)………..14
Figura 1.11 Movimiento y contracción de la madera al secarse………..15
Capítulo II Figura 2.1 Pila de madera en caja con tejadillo……….19
Figura 2.2 Instalación del secado en cámara………..21
Figura 2.3 Instalación de secado por condensación………..21
Figura 2.4 Grietas por secado………..24
Figura 2.5 Impermeabilizado de tablas………25
Figura 2.6 Colapsos……….26
Figura 2.7 Deformaciones………..27
Figura 2.8 Torceduras y alabeos por secado………..27
Capítulo III Figura 3.1 Metodología del diseño conceptual………31
Figura 3.2 Diagrama funcional de mayor nivel del sistema………..34
Figura 3.3 Entorno y límites del sistema………..35
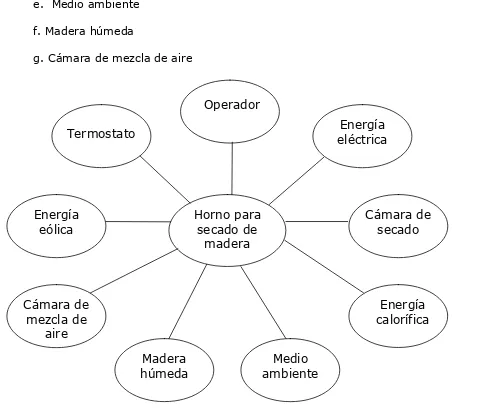
Figura 3.4 Relación de los elementos del medio para establecer las funciones de servicio de un Horno para secado de madera………36
Figura 3.5 Función global de servicio………..37
Figura 3.6 Descomposición de la subfunción A2……….38
Figura 3.7 Descomposición de la subfunción A9……….38
Figura 3.8 Funciones de servicio para un horno de secado de madera……..40
Capítulo IV Figura 4.1 Muro 1 exterior………57
Figura 4.2 Muro Partición 1……….58
Figura 4.3 Techo 1 Exterior……….58
Figura 4.6 Termostato para hornos………..75
Figura 4.7 Esquema del diseño de un horno para secado de madera……..75
Figura 4.8 Conjunto horno………76
Capítulo V Figura 5.1 Horno eléctrico marca Sunbeam………77
Figura 5.2 Ventilador axial marca Duracraft………..78
Figura 5.3 Báscula marca Camry……….78
Figura 5.4 Configuración del prototipo vista lateral……….79
Figura 5.5 Configuración del prototipo vista semi-frontal………..79
Figura 5.6 Configuración del prototipo vista superior………79
Figura 5.7 Perillas de selección de tiempo y temperatura……….80
Figura 5.8 Interior del horno eléctrico………80
Figura 5.9 Humectación de las probetas……….81
Figura 5.10 Acomodo de probetas en horno………82
Figura 5 11 Secado en horno eléctrico……….82
Figura 5.12 Diseñador del sistema………..83
Figura 5 13 Tipo y especies de madera………..84
Figura 5.14 Separadores para apilar madera……….84
Figura 5.15 Apilado inadecuado……….85
Figura 5.16 Apilado correcto de la madera con contrapesos………85
Figura 5.17 Forma de corte………..87
Figura 5.18 Evaluación de tensiones……….88
RELACIÓN DE TABLAS
Capítulo I Pág.
Figura 1.1 Contenido de humedad para productos terminados………13 Figura 1.2 Márgenes de saturación de las fibras………..15
Capítulo III
Figura 3.1 Matriz morfológica de un horno para secado de madera………53
Capítulo IV
Figura 4.1 Cálculo de áreas-cámara de secado………...59 Figura 4.2 Cálculo de áreas-caja de mezcla………...59 Figura 4.3 Cálculo de áreas-cámara de calentamiento………....59
Capítulo V
Figura 5.1 Secado en horno de estufa casera………..76 Figura 5.2 Secado en horno de microondas………..76 Figura 5.3 Determinación de la temperatura y tiempos idóneos de
GLOSARIO
Agua ocluida: Es el agua que se encuentra atrapada en las paredes de las células.
Alabeo: Es producto de la contracción desigual según sea en la dirección radia, longitudinal o tangencial de la pieza.
Anisotropía: Propiedad de los materiales de tener una forma diferente.
Calor: Fenómeno físico que eleva la temperatura y dilata, funde, volatiliza o descompone un cuerpo.
Caloría: Unidad de calor, equivalente a la cantidad de calor necesaria para subir 1° C la temperatura de un gramo de agua a la presión atmosférica parcial.
Calor sensible: Cuando el calor agregado a, o eliminado de, una sustancia provoca un cambio de temperatura, entonces el cambio de entalpía en la sustancia se llama cambio de calor sensible.
Calor latente: Cuando el calor agregado a, o eliminado de, una sustancia provoca un cambio de estado entonces el cambio de entalpía en la sustancia se le llama cambio de calor latente.
Colapso: Se entiende la contracción celular irregular y de magnitud no deseada.
Condensación: Acción y efecto de condensar o condensarse.
Conducción: Es la transferencia de energía entre las partículas adjuntas de una sustancia de mayor a menor energía.
Convección: Es transferencia de energía entre una superficie sólida y un líquido o un gas adyacente que está en movimiento.
Higroscópico: Que tiene higroscopicidad.
Higroscopicidad: Propiedad de algunos cuerpos de exhalar y absorber humedad según el medio ambiente.
Humedad absoluta: Peso de vapor de agua por libra de aire seco en una mezcla de aire húmedo.
Humedad específica: Relación entre el peso de vapor y el peso del gas en un volumen unitario de una mezcla de aire húmedo.
Humedad relativa: Relación entre la presión parcial del vapor y la presión de saturación del mismo a la misma temperatura, en una mezcla de aire húmedo.
Matriz morfológica: Sirve para identificar los conceptos con lo cual se puede hacer combinaciones y evaluarlos.
Número de Reynolds: Es la relación de fuerzas de inercia y las fuerzas de viscosidad del fluido.
Poliuretano: Materia plástica empleada en la industria de pintura y barnices y en la fabricación de espumas y productos elásticos.
Presión absoluta: Presión medida en relación con un vacío perfecto.
Presión manométrica: Presión por encima de la presión atmosférica local.
Proceso adiabático: Proceso durante el que no entra ni sale energía en forma de calor a un sistema que sufre el cambio de estado especificado.
Psicrometría: El estudio de las mezclas de aire húmedo. Es la determinación de la capacidad transportadora y concentración del vapor de una sustancia en un ambiente determinado.
Solenoide: Circuito formado por un alambre arrollado en forma de hélice, que se emplea en ciertos aparatos eléctricos.
Temperatura: Es la medida de la actividad térmica en un cuerpo. Esta actividad depende de la velocidad de las moléculas y demás partículas de las cuales se compone toda materia.
Temperatura de bulbo húmedo: La temperatura de equilibrio que registra un termómetro humedecido por medio de una mecha sumergida en una corriente de una mezcla de aire húmedo. Asimismo, la temperatura a la que el agua, al evaporarse, puede llevar el aire a la saturación adiabática a la misma temperatura.
Temperatura de bulbo seco: Temperatura de una mezcla de aire y vapor de agua.
Temperatura de rocío: Temperatura que debe alcanzar una mezcla de vapor y gas, a una presión total constante de la mezcla para condensarse el vapor.
Termostato: Aparato que mantiene constante una temperatura.
SIMBOLOGIA
A Área
Ac Área de contacto
BTU/h Poder calorífico
c Coeficiente de pérdidas CFM Flujo volumétrico
CM Cámara de mezcla CH Contenido de humedad
c p Constante de presión de calor sensible del aire
CW Contra reloj ° C Grados Celsius °C Grados Centígrados
D Longitud característica de la geometría ft Pies
°F Grados Farenhait
g Aceleración de gravedad local
g c Constante de aceleración de gravedad
Gc Gasto de combustible
H Humedad absoluta del aire Hf Perdidas de presión
in C.A Pulgadas columna de agua
K Coeficiente de conductividad térmica lf Perdidas totales
Lh Longitud de flujo hidrodinámico
m Metros
mm Milímetros
mm Hg Milímetros de mercurio
•
m
Rapidez del flujo de masa del aireP Presión estática
Q Rapidez de flujo de volumen en el aire Qcond Transferencia de calor por conducción
Qconv Transferencia de calor por convección •
s
q Rapidez de transferencia de calor sensible
R Resistencia térmica Ra Constante para el aire
Re Número de Reynolds ρ Densidad de masa S Calor específico
to Temperatura del aire en la salida
ti Temperatura del aire en la entrada
∆T Diferencial de temperatura
U Coeficiente global de transferencia de calor ν Viscosidad dinámica del fluido
V Velocidad del fluido Vm Velocidad promedio
W Watts
W Trabajo
WQ Cantidad de aire suministrado
z Elevación
RESUMEN
Considerando que en México existe poco conocimiento sobre el secado de madera, y sabiendo que puede ser utilizada para marquetería, construcción, cercas, moldurado, ventanas, pisos, escaleras, etc. Se opta por diseñar un producto que sea capaz de acelerar el proceso de eliminación de humedad.
El secado depende de tres factores; de temperatura, el contenido de humedad y la circulación adecuada de aire. La temperatura se debe de conservar para evitar choque térmico y quemaduras. La humedad por su parte debe controlarse para evitar que las tablas se sequen demasiado rápido. Si esto sucede, se formaran defectos no deseables tales como, rajaduras, grietas, torceduras entre otros. Por lo tanto cuando se lleva un proceso de secado en horno se debe cuidar que el calor y la humedad circulen uniformemente.
Para el proceso de diseño se empezó por las necesidades del cliente y se hizo un análisis funcional, para determinar los componentes, que debe de utilizar un horno convectivo, para ello se utilizo algunos pasos de la metodología del Despliegue de funciones de calidad basados en la experiencia.
Por lo que este diseño ataca directamente los conceptos de costo, tamaño y proceso el cual es poco conocido y desarrollado en nuestro país. Este proceso depende, de calentar el volumen de aire de la cámara de secado para reducir su humedad, por medio de quemadores, de bajo consumo calorífico. El aire caliente es forzado a penetrar en las fibras de la madera por medio de ventiladores centrífugos, dispuestos de tal forma que el flujo de aire sea de abajo hacia arriba para facilitar el desalojo del aire húmedo.
El diseño abarca un modelo austero para secar madera de pino silvestre en una semana, la construcción y el control automático se dejan para trabajos a futuro.
ABSTRAC
Seriously consider in México doesn´t have a great knowledge about drying wood, and knowing that it i can be use to make marquetry, construction, fence, moulding, windows, grounds, stairs and more. That´s way is necessary design a product which is able to accelerate the process of humidity elimination.
Drying depends on three pints: the temperature, humidity content and suitable air flow. The reason to control the temperature is avoid thermal shock an burns. Humidity on the other hand wouldn´t be take off so fast, if it happens, nondeseable defects formed such as: fissure, cracks, twisting among others. There fore when there is a drying on kiln process would take care that heat an humidity circulate uniformly.
It began with customer necessities and functional analisys was made so that determine the devices that must use in a convective kiln. It use some steps of Quality Function Display (QFD) method justified on experience.
However this design lead to measure up the concepts of cost, size and process which is little known and developed in our country.
This process depends to warm up the volume of the drying camera, to reduce its humidity by means of burners of low calorific consumption, the not air is forced to penetrate in fibers of the wood by means centrifugal fans and ready so that the flow of air is of down do upwards, to facilitate the evacuation of he humid air.
Design includes a standard model to dry wood of wild pire in one week, the construction and the automatic control is left for future works.
OBJETIVO
Diseño de una cámara de estufado (horno) que retire la humedad que contiene la madera de pino, a los limites establecidos y con los menores defectos, para su procesamiento posterior en marcos, de una forma rápida y económica.
OBJETIVOS ESPECÍFICOS.
- Satisfacer una necesidad empresarial, que implique tener algunas producciones variadas.
- Desarrollar un horno que tenga la capacidad de secar tablones de madera de pino uniformemente, para la construcción de marcos.
- Hacer un estudio económico y técnico, en el uso y ahorro de la energía para la producción del calor, para cumplir con los requerimientos del cliente.
JUSTIFICACIÓN
El problema radica en el alto costo de hornos para desflemado o estufado, los cuales no son aptos para satisfacer los requerimientos de la empresa “Marcos el modelo” de Rosendo Almanza. La cual es extraerle la mayor cantidad de humedad a la madera de pino, por medio de calor, pero sin llegar a quemarla y sin defectos.
La madera es comprada en hojas o tablones que posteriormente, se cortaran en tiras uniformes. El problema es que cuando la madera llega tiene cierta cantidad de agua y esto hace que al cortar, se astille la madera y se desafilan las herramientas por el comportamiento abrasivo de esta. Más aún cuando se almacenan las tiras, que son usadas para la construcción de marcos para fotografías o pinturas, estas tienden a torcerse lo cual ocasiona un desperdicio para el empresario y por ende mayor gasto.
INTRODUCCIÓN
En el mercado nacional e internacional es cada vez mayor los requerimientos para la fabricación de distintos productos elaborados con maderas mas finas y con bajo contenido de humedad acordes a las necesidades del cliente.
El valor agregado que se le otorga a la madera mediante procesos, tales como el secado, es sin lugar a dudas, importante para la valorización del bosque. Los productos procesados adquieren una mejor cotización en el mercado, convirtiendo así al manejo sostenible en una alternativa más atractiva desde el punto de vista económico.
Esta tesis, apunta a ser una de las primeras aproximaciones en lo concerniente al secado en horno para madera convencional, describiendo en forma general las diferentes etapas o pasos que se deben de seguir para realizar un correcto secado. Me enfocare principalmente en lo que es el secado de madera de pino silvestre, debido a grandes volúmenes de esta madera que hay en nuestro país y el desconocimiento de técnicas y programas de secado.
La cinética del secado de madera, es la representación de la evolución de las condiciones ambientales y del transcurso del secado. En particular la evolución temporal de la humedad de la madera o de la velocidad del secado respecto del tiempo, son la cinética del secado más reconocidas.
Teóricamente la velocidad del secado de la madera puede ser representada por 2 etapas de secado.
La primera etapa (Fase I) se observa al inicio del secado a partir de un contenido de humedad elevado, con velocidad de secado constante, dependiente de las condiciones del ambiente (T, v, HR).
La temperatura del aire T incrementa la velocidad de evaporación del agua desde la superficie de la madera y además estimula el flujo interno de humedad en la madera. El desplazamiento del aire y por ende su velocidad v, facilita la evacuación del aire húmedo, permitiendo poner en contacto nuevamente la superficie de la madera, con aire de mayor capacidad secante.
Por otra parte, la humedad relativa índica el grado de saturación del aire determinando la mayor o menor capacidad secante del ambiente. En esta etapa predominan fenómenos de transferencia de calor y evaporación superficial, es decir, la evaporación ocurre en la superficie de la madera y todo el calor aportado se utiliza para evaporar el agua.
La temperatura y la presión de vapor en la superficie corresponden a la TH y a
___________________________________________________________
CAPÍTULO I.
“GENERALIDADES”
En este capítulo proporciona una introducción al estudio de la termodinámica lo que establecerá las bases para un mejor entendimiento de los conceptos generales que se necesitan para el desarrollo del presente tema de investigación.
1.1 FUNDAMENTOS TERMODINÁMICOS
La termodinámica se encarga del estudio de la energía, el calor, el trabajo, el movimiento de los fluidos, las propiedades del medio utilizado y sus procesos involucrados para la solución de problemas como en este caso de transferencia de calor y de masa [1].
1.1.1 TRANSFERENCIA DE CALOR.
[image:22.612.62.564.410.660.2]1.1.1.1 CONDUCCIÓN
La conducción, es la transferencia de energía entre las partículas adjuntas de una sustancia de mayor a menor energía. La conducción toma lugar en sólidos, líquidos, o en gases. En líquidos y gases, la conducción es debido a la colisión y difusión de las moléculas durante un movimiento aleatorio. En sólidos es a causa de la combinación de la vibración de las moléculas y la energía de transporte por los electrones libres. Si por ejemplo se calienta una varilla metálica, de forma que aumente su temperatura, el calor se transmite hasta el extremo más frío por conducción [3].
El coeficiente de conducción térmica a través de un medio depende de su geometría, de su espesor, y del material del medio, asi como la diferencia temperatura que cruza el medio [3].
Los materiales como el oro, la plata y/o el cobre tienen conductividades térmicas elevadas y conducen bien el calor. Mientras que materiales como el vidrio o el amianto tienen conductividades cientos e incluso miles de veces menores; conducen muy mal el calor, y se conocen como aislantes[3].
En ingeniería resulta necesario conocer la velocidad de conducción del calor a través de un sólido en el que existe una diferencia de temperatura conocida. Para averiguarlo se requieren técnicas matemáticas muy complejas.
El coeficiente de conducción térmica a través de una capa plana es proporcional a la diferencia de temperatura a través de la capa y al área, pero es inversamente proporcional al espesor de la capa, lo cual se enuncia de la siguiente manera [3]:
x
T
kA
Q
cond∆
∆
=
(1-1)Donde la constante de proporcionalidad k se denomina conductividad térmica
del material y esta dada en W/m·°C la cual representa la habilidad del material para conducir el calor ver figura 1.2. En el caso limite de ∆x→0, la ecuación anterior se reduce a la forma diferencial de [3]
dx
dT
kA
La cual es llamada la ley de Fourier de la conducción del calor . Esta relación indica que el coeficiente de conducción de calor en una dirección es proporcional al gradiente de temperatura (
dT
dx
) en esa dirección. El calor es conducido en la dirección de menos temperatura y el gradiente se convierte negativo cuando la temperatura decrece con el incremento de x. Asi que, el signo negativo es añadido para hacer positiva la transferencia de calor en la dirección de x, y siempre es normal al área y tambien depende del material. [2]Figura 1.2 Coefeicientes de conductividad térmica[1].
1.1.1.2 CONVECCIÓN
La convección es un modo de tranferencia de energía entre una superficie sólida y un líquido o un gas adyacente que está en movimiento, e involucra efectos combinados de conducción y movimiento del fluido. Si existe una diferencia de temperatura en el interior de un líquido o un gas, es casi seguro que se producirá un movimiento del fluido. Este movimiento transfiere calor de una parte del fluido a otra, El movimiento del fluido puede ser natural o forzado [3].
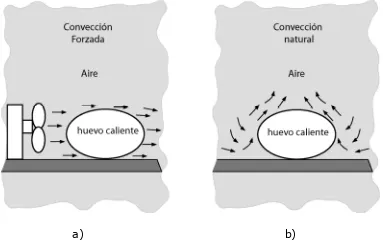
resultado de ello el agua caliente asciende y parte del fluido más frío baja hacia el fondo, con lo que se inicia un movimiento de circulación. El líquido más frío vuelve a calentarse por conducción, mientras que el líquido más caliente situado arriba pierde parte de su calor por radiación y lo cede al aire situado por encima. De forma similar, en una cámara vertical llena de gas, como la cámara de aire situada entre los dos paneles de una ventana con doble vidrio, el aire situado junto al panel exterior que está más frío desciende, mientras que al aire cercano al panel interior más caliente asciende, lo que produce un movimiento de circulación, así como el enfriamiento de un huevo caliente donde un ventilador fuerza al aire a moverse en dirección del huevo es llamada convección forzada (Figura 1.3 a) y cuando el aire frió sube al contacto con el huevo al calentarse (Figura 1.3 b) [2].
[image:25.612.105.488.260.511.2]a) b)
Figura 1.3 Convección natural y forzada.
El proceso de transferencia de calor involucra cambios de fase de un fluido y a pesar de su complejidad, el coeficiente de transferencia de calor por convección es proporcional a la diferencia de temperatura, y es expresada por la ley de Newton de enfriamiento como [3]:
T
hA
Q
conv=
∆
(w) (1-2)Donde h es el coeficiente de transferencia de calor por convección en W/m2·°C, A es el
El calentamiento de una habitación mediante un radiador no depende tanto de la radiación como de las corrientes naturales de convección, que hacen que el aire caliente suba hacia el techo y el aire frío del resto de la habitación se dirija hacia el radiador. Debido a que el aire caliente tiende a subir y el aire frío a bajar, los radiadores deben colocarse cerca del suelo (y los aparatos de aire acondicionado cerca del techo) para que la eficiencia sea máxima. De la misma forma, la convección natural es responsable de la ascensión del agua caliente y el vapor en las calderas de convección natural, y del tiro de las chimeneas (Figura 1.3 b). La convección también determina el movimiento de las grandes masas de aire sobre la superficie terrestre, la acción de los vientos, la formación de nubes, las corrientes oceánicas y la transferencia de calor desde el interior del Sol hasta su superficie[4].
1.1.1.3 RADIACIÓN
La radiación presenta una diferencia fundamental respecto a la conducción y la convección. Las sustancias que intercambian calor no tienen que estar en contacto, sino que pueden estar separadas por un vacío [5]. Según la ley de Planck, todas las sustancias emiten energía radiante sólo por tener una temperatura superior al cero absoluto. Cuanto mayor es la temperatura, mayor es la cantidad de energía emitida. Además de emitir radiación, todas las sustancias son capaces de absorberla. Por eso, aunque un cubito de hielo emite energía radiante de forma continua, se funde si se ilumina con una lámpara incandescente porque absorbe una cantidad de calor mayor de la que emite [5].
Las superficies opacas pueden absorber o reflejar la radiación incidente. Generalmente, las superficies mates y rugosas absorben más calor que las superficies brillantes y pulidas, y las superficies brillantes reflejan más energía radiante que las superficies mates. Además, las sustancias que absorben mucha radiación también son buenos emisores; las que reflejan mucha radiación y absorben poco son malos emisores. Por eso, los utensilios de cocina suelen tener fondos mates para una buena absorción y paredes pulidas para una emisión mínima, con lo que maximizan la transferencia total de calor al contenido de la cazuela [5].
1.1.1.4 CALENTAMIENTO
La rapidez de calor sensible puede ser relacionada al incremento de la temperatura en una corriente de aire siendo calentado por [1]:
) (
)
( P o i
i o p
s t t
v c Q t t c m
q = − = −
• •
•
(1-3) Donde:
= rapidez de transferencia de calor sensible, W
•
s
q
= rapidez del flujo de masa del aire, Kg/s
•
m
cp = constante de presión de calor sensible del aire J/(kg·°K)
Q = rapidez de flujo de volumen en el aire m3/s V = volumen específico del aire, m3/kg
to = temperatura del aire en la salida °C
ti = temperatura del aire en la entrada °C
1.1.2 FLUJOS EN TUBERÍAS.
El flujo de líquidos o gases a través de tuberías o ductos es comúnmente usado en aplicaciones de calentamiento y/o enfriamiento. Así como en redes de distribución de fluidos. Se tiene que tomar atención en la fricción, la cual está directamente relacionada con la caída de presión, y las pérdidas totales durante el flujo a través de ductos [3]. La caída de presión es usada para determinar la potencia del motor para la bomba o ventilador.
La velocidad de flujo en una tubería cambia desde cero en la superficie porque la condición de no deslizamiento llega a lo máximo en el centro del ducto. Para el flujo del fluido es conveniente trabajar con una velocidad promedio Vm el cual se vuelve
constante en un fluido incompresible cuando la sección transversal de un ducto es constante (figura 1.4) [3].
Figura 1.4 Velocidad promedio [3].
Así también, la fricción entre las capas de un fluido en una tubería causa un ligero aumento en la temperatura, como resultado de la energía mecánica, siendo convertida en energía de calor sensible. Pero este aumento de temperatura debido al calentamiento de fricción, es generalmente pequeño.
El valor de la velocidad promedio Vm es determinada a partir de que se requiere
que el principio de la conservación de la masa sea satisfecho. Así pues la rapidez de flujo de masa a través de un ducto es evaluada usando:
c mA
V
m• =
ρ
(1-4)Donde ρ es la densidad del fluido y Ac es la sección transversal.
Cuando el fluido es incompresible la Ecuación 1-4 se convierte en:
2 2 1
1A V A
V
Q• = m = m (1-5) Donde:
rapidez de flujo de volumen, Ft =
•
Q 3/s o m/s
f c c c m c c m
l
g
g
w
g
gz
g
V
P
g
gz
g
V
P
+
+
+
+
=
+
+
2 2 2 2 2 1 2 1 1 12
2
ρ
ρ
(1-6)Donde:
P = presión estática, N/m2 ρ = densidad de masa, kg/m3
Vm = Velocidad promedio, m/s
g = aceleración de gravedad local m/s2
gc = constante de aceleración de gravedad, m/s2
z = elevación, m w = trabajo, J/kg
lf = perdidas totales, m
En la siguiente sección se verá como esté flujo puede estar dentro de dos tipos de torrentes según la velocidad y la geometría de la tubería.
1.1.2.1 FLUJO LAMINAR Y TURBULENTO
El flujo laminar se caracteriza por tener líneas aerodinámicas tranquilas y un movimiento altamente ordenado debido a un fluido en láminas o capas, y un flujo turbulento se caracteriza por fluctuaciones de velocidad y un movimiento altamente desordenado. La transición de laminar a turbulento no sucede de repente; mejor dicho, esto ocurre dentro algunos rangos de velocidad donde el flujo oscila entre laminar y turbulento antes de convertirse en turbulento totalmente.
Esta transición depende de la geometría, la rugosidad superficial, la velocidad promedio, la temperatura superficial, el tipo de fluido, entre otras cosas. Después de algunos exhaustivos experimentos, Osborn Reynolds descubrió en 1883 que el régimen del fluido depende principalmente de la relación de fuerzas de inercia y las fuerzas de viscosidad del fluido. Esta razón es llamada Número de Reynolds y es expresada como [1]:
ν
D
V
m=
Re
(1-7)Donde:
Vm= Velocidad promedio del fluido, m/s
D = Longitud característica de la geometría, m
ν
= µ/ρ = Viscosidad dinámica del fluido, m2/sBajo las más prácticas condiciones podemos, tomar, las transiciones de la siguiente manera [1]:
Flujo laminar: Re < 2300
Flujo translacional: 2300 ≤ Re ≤ 4000 Flujo turbulento: Re > 4000
1.1.2.2 REGIÓN DE ENTRADA Y LONGITUD DE ENTRADA
Si se considera un fluido que entra a una tubería con una velocidad uniforme, las partículas del fluido en las capas tocan la tubería, se detienen y por lo tanto existe una pérdida de velocidad y presión. Tomando en cuenta esta consideración se pueden ver las siguientes regiones [3]: La región de entrada hidrodinámica donde su longitud de esta región es llamada longitud entrada hidrodinámica Lh y la región en la cual la
velocidad esta totalmente desarrollada y permanece sin cambios, está es llamada región de desarrollo hidrodinámico. (figura 1.5)
Figura 1.5 Regiones de entrada y desarrollo hidrodinámico [3].
Esta zona es donde el fluido en la tubería se mantiene no es ni caliente ni fría y por lo tanto se mantiene constante. La velocidad promedio en la región de desarrollo hidrodinámico es parabólica en el flujo laminar y esta dada aproximadamente como:
1.1.2.3 CÁMARAS DE MEZCLA
En ingeniería es común mezclar dos torrentes de fluido en lugares llamados cámaras de mezcla (CM). La cámara de mezcla no tiene que ser en un lugar igual a una “cámara”, una conexión en T o en Y en una regadera de baño por ejemplo, sirve como cámara de mezcla, para el agua caliente y fría. (Figura 1.6)
Figura 1.6 Una tubería en T sirve como cámara para mezclar agua caliente y fría.
El principio de conservación de la masa para las CM requiere que la suma de la rapidez de flujos de masa de entrada sea igual a la rapidez de flujo de salida de la mezcla [3].
• • •
= +m ms
m1 2 (1-9)
Las CM son usualmente muy bien aisladas donde (q=0) y no involucra ningún tipo de trabajo. Asi tambien la energía cinética y potencial en los torrentes son usualmente despreciables [3].
Figura 1.7 Diagrama esquemático de una cámara de mezcla [3].
Las aplicaciones prácticas de las leyes temodinámicas se verán en el capítuo IV y servirán de base para el diseño del horno
1.2 CARACTERÍSTICAS FÍSICAS DEL TRONCO Y
CORTES DE LA MADERA
En un árbol el tronco soporta la copa y las hojas del mismo. A través de él se conduce a la copa y hasta las hojas el agua absorbida por las raíces junto con las sales y los nutrientes y los productos de síntesis a las zonas de crecimiento y a determinadas células del árbol [9].
El crecimiento del árbol comienza desde la primavera y dura hasta finales del verano y otoño y es tanto en longitud como en espesor. En invierno descansa el crecimiento [9].
Con los primeros anillos anulares de un árbol se sabe su edad y son los que conducen la sabia o el agua del árbol. Esta parte de la madera se llama albura[9].
Los anillos anulares viejos interiores del leño no tienen ya paso de sabia o agua y se acumulan en ellos depósitos de sustancias, tales como colorantes, resinas, cera, grasa, etc. Con ello trabaja menos el leño y se hace más pesado, más duro, y mas duradero[9].
Las partes principales de la corteza de la madera se pueden observar en la figura 1.8
Figura 1.8 Partes principales del tronco [9].
[image:33.612.136.468.439.653.2]Cuando se hace un corte principalmente se hace en tres sentidos como lo ilustra la figura 1.9
1.3 PRINCIPALES PROPIEDADES QUE INFLUYEN EN
LA RELACIÓN: MADERA – AGUA
La madera es un material higroscópico, gana ó pierde humedad, de acuerdo al medio que la rodea. La cesión y absorción de humedad varía en determinadas condiciones el volumen y la forma de la madera, la cual se puede contraer o hinchar, alabear, deformar o agrietase, [7] lo cual se verá más adelante.
1.3.1 HUMEDAD DE LA MADERA
La madera recién derribada y recién cortada contiene según sea su clase, lugar y edad del árbol, un porcentaje de agua. Por lo general es mayor en la madera de árboles frondosos que en la de coníferos. Incluso dentro del mismo tronco se aprecian diferencias: la madera temprana, la albura y la de la cima, contiene más agua que la tardía, la de duramen y la cepa. La humedad de la madera se expresa como porcentaje de la masa de la madera completamente seca, del denominado peso seco al horno [8].
La madera recién derribada y cortada no suele ser apropiada para su utilización. Hay para ello que extraerle la humedad necesaria para que la remanente corresponda a la del entorno posterior donde será utilizada (Tabla 1). Esto se consigue mediante el secado de la madera.
Tabla 1.1 Contenido de humedad para productos terminados [9]
USO DE LA MADERA % DE HUMEDAD
Madera de obra y construcción 12% a 18% Objetos y aparatos de madera al aire libre 12% a 16%
Ventanas y puertas exteriores 12% a 15% Artículos deportivos 10% a 15% Muebles, puertas interiores, marcos donde hay calefacción 10% a 12% Cajas para empaque de maquinaria 8% a 12% Alfarjes y atersonados 6% a 8%
1.3.2 DETERMINACIÓN DE LA HUMEDAD DE LA
MADERA
Para la determinación de la humedad de la madera se utilaza un ensayo de secado o un psicrómetro eléctrico. El ensayo de secado da resultados de medición exactos. Para ello se toma una tabla de cómo mínimo 60 cm. entre testas y varios pedazos pequeños de entre 10 cm. y 25 cm. de largo y se pesan, obteniéndose así el peso de la madera húmeda. En un horno pequeño se secan las muestras de madera hasta que ya no disminuye el peso. El peso que se determina a continuación corresponde al de la madera seca o peso de secado al horno con un contenido de humedad del 0%. En el cálculo porcentual de la humedad de la madera, el contenido en agua de las piezas de ensayos se da según las normas DIN 52183 [9] en gramos con referencia al peso en gramos del secado al horno de la siguiente manera.
100
)
(
%
=
−
×
PMS
PMS
PMH
CH
(1-10)Donde:
CH% = contenido de humedad en % PMH = peso de la madera humeda en (g)
PMS = peso de la madera de secado en horno en (g)
[image:35.612.283.376.463.625.2]Con el psicrómetro eléctrico o higrómetro para madera, se hace pasar una corriente por la madera a través de dos electrodos y mide la conductividad eléctrica de ésta y como la intensidad de la corriente varia con el contenido de humedad, se determina de ese modo su valor [7]. Figura 1.10.
1.3.3 MOVIMIENTO DEL AGUA EN LA MADERA
El agua de la madera se encuentra en espacios intercelulares y en las paredes de las células. La primera se llama “agua libre”; la segunda se llama “agua ocluida” [8] figura 1.11
Figura 1.11 Movimiento y contracción de la madera al secarse [8]
En el secado de la madera primero se pierde el agua libre y luego la ocluida. La difusión del agua libre tiene lugar de forma relativamente rápida; y del agua ocluida de forma relativamente lenta. La cesión del agua tiene lugar en las células exteriores que en las interiores; en las piezas de madera poco dura más deprisa que el las duras y en la albura, lo mismo que en la parte superior del tronco más deprisa y con más intensidad que en el duramen y la parte inferior del tronco. Se produce tanto más deprisa cuanto mayor es la diferencia de humedad entre la de la madera y la del aire.
Durante la difusión del agua libre no varia ni la forma ni el volumen de la madera. Las fibras o membranas celulares están aún en ese momento saturadas y por eso se habla de saturación de las fibras. Es distinta en diferentes clases de madera e incluso dentro del mismo tronco y es aproximadamente de un 23% a un 35% de la humedad de la madera. Por esta razón se habla de margen de saturación de las fibras. (Tabla 2)
Tabla 1.2 Márgenes de saturación de las fibras [9]
TIPO DE ÁRBOL % DE HUMEDAD
Después de la vaporización del agua libre, empieza por diferencia de humedad, la vaporización del agua ocluida, con lo cual se hace menor el volumen de la madera, se contrae y se prolonga hasta que su humedad es de 0%.
Tomando esta consideraciones todo lo relacionado con el secado de la madera se vera en próximo capítulo.
REFERENCIAS
[1] Yanus A. Cengel “Fundamentals of Thermal-Fluid Sciences” Ed. 2001 McGraw-Hill
[2] Enclopedia Microsoft® Encarta® 2002, © 1993-2001 Microsoft Corporation. Derechos Reservados
[3] Yanus A. Cengel “Heat transfer: A Practical Approach” New York, McGraw-Hill, 1998
[4] M. C. Potter and D.C. Wiggert. “Mechanics of Fluids” 2da. Ed. Upper Sandle River, Prentice Hall, 1997
[5] Irving Granet “Termodinámica” 3ra. Ed. Prentice Hall, 1998
[6] Donal Q CERN. “Procesos de transferencia de calor” 2da. Ed. CECSA
[7] Jaime Cervantes de Gortari. “Fundamentos de transferencia de calor” Fondo de cultura económica.
[8] W. Nutsch. “Tecnología de la madera y del molde” 2da. Edit
[9] Heinlich Höler. “Alrededor del trabajo de la madera” 8va. Reimpresión
[10] Viscarra Silverio, “Guía práctica para el secado de maderas” Grupo BORFOR, Santa Cruz Bolivia 1998.
Paginas Web.
www.eneayudas.cl/calorentrada.htm
www.editorial.cda.ulpgc.es/ambiente/1_calor www.fisicanet.com.ar/fisica
_______________________________________________________________________________
CAPÍTULO II.
“MARCO TEÓRICO DEL
SECADO”
2.1 FACTORES QUE INFLUYEN EN EL SECADO
El secado de la madera en hornos depende de 3 factores principales: La velocidad del aire, la humedad relativa y la temperatura del aire que rodea al horno de secado de madera. Por lo que controlando éstos tres factores apropiadamente se pede secar la madera. A continuación se describirán cada uno de estos tres factores [5].
2.1.1 LA VELOCIDAD DEL AIRE
.
El aire es el medio encargado de transportar la humedad que despide la superficie de la madera. A mayor velocidad aumenta la capacidad de arrastre, pero si existe exceso de aire provocaría un resecamiento de la superficie de la madera generando esfuerzos que pueden dañar la madera y/o interrumpir en algunos casos el proceso de secado [5].
2.1.2 LA HUMEDAD RELATIVA DEL AIRE.
Se entiende por humedad relativa del aire a la relación entre la cantidad de vapor de agua contenida en el aire y la máxima cantidad que puede contener a la misma temperatura. Si se aumenta la temperatura, por consiguiente aumenta la capacidad del aire para contener vapor de agua, lo que quiere decir que puede absorber mayor cantidad de vapor de agua de la madera. Igualmente si se extrae vapor de agua del aire, disminuye su humedad relativa y aumenta la capacidad de sacar vapor de la madera [5].
2.1.3 LA TEMPERATURA.
Como anteriormente se comento, la temperatura varía el valor de la humedad relativa del aire y por lo tanto la capacidad del mismo de extraer humedad de la madera [5].
Para un adecuado proceso de secado de madera, deben usarse los valores de la temperatura y humedad relativa que experimentalmente y por experiencia ya se han determinado para cada especie de madera [5].
2.2 PROCESO DEL SECADO
Como se mencionó al inicio de este capítulo el secado de la madera se apoya en esencia en dos procesos físicos: en el movimiento del agua de interior de la madera hacia la superficie y en la cesión o desprendimiento de agua de la madera circundada por aire.
La evaporación del agua de la superficie de la madera, depende fundamentalmente de la cantidad humedad, la temperatura y movimiento del aire y del tamaño de la superficie a secar.
Es muy importante mencionar que debe de existir un equilibrio entre la humedad de la madera y la humedad relativa del aire. La madera cede humedad al aire de su entorno o la toma de éste hasta que se alcanza el equilibrio entre ambos, es decir hasta que entre, la madera y el aire no existe diferencia de humedad [11].
La madera secada al aire es apropiada para obras expuestas al aire libre, tales como: ventanas, contraventanas y puertas exteriores. La madera para hacer muebles y para construcciones interiores tiene que estar más seca. A una temperatura ambiente media de 20°C, la humedad del aire en locales con calefacción con estufa es del 55% y en los que tienen calefacción central del 45%. El equilibrio de humedad se alcanza pues en locales interiores con maderas que tienen de un 8% a 10% de humedad [13].
Así pues la madera sólo se seca mientras el aire que la circunda pueda absorber humedad o vapor de agua, para ello se debe vigilar que el aire tenga que tener el contenido de humedad cercano al deseado para absorber la mayor cantidad de agua.
En el secado natural de la madera esto se hace mediante el movimiento natural del aire y en la desecación artificial con ventiladores. Cuanto mayor es la circulación de aire, más seco sea éste, más finas las piezas y mayor su superficie, más deprisa transcurre el secado [13]. Esto se ve en los siguientes puntos.
2.2.1 SECADO NATURAL AL AIRE
El secadero de madera de sierra debe estar en un lugar plano y dispuesto de tal modo que la pila quede en su sentido longitudinal, transversalmente a la dirección Este-Oeste del viento principal. Debe ser de tamaño suficiente para que toda pila de madera pueda removerse o acarrear sin dificultad. Cada clase de madera debe tener una pila determinada, por lo cual las clases de madera que secan lentamente, o sea que permanecen más tiempo en el lugar se apilan aparte. El lugar debe estar exento de tierra vegetal y cubierto de arena gruesa, grava o adoquinado para evitar la absorción de la humedad de la tierra hacia la madera. (Figura 2.1) Con frecuencia el suelo del secadero también es de hormigón. Los desperdicios de madera y los trozos podridos hay que alejarlos por el posible ataque de hongos.
[image:41.612.91.539.312.556.2]Este tipo de proceso pude llegar a durar de 5 a 7 meses, para llegar a una humedad del 30% y depende de la clase de madera y por supuesto de su espesor.
Figura 2.1 Pila de madera en caja con tejadillo [8]
2.2.2 SECADO ARTIFICIAL DE LA MADERA
El secado artificial de la madera tiene lugar en instalaciones, que por lo general son cámaras completamente metálicas, de acero o de aluminio, con paredes y techos con protección calorífica (lana mineral) por su bajo coeficiente de transmisión térmica. Por ello al secado artificial de la madera se le llama secado en secadero.
Los secaderos, que varían en tamaño y forma, llevan instalaciones o equipos con ayuda de los cuales gradúan o regulan la humedad, temperatura y circulación del aire de tal modo que el clima resulte óptimo para el secado de la madera.
Estos equipos industriales son en esencia: instalación de calefacción, tubería de aspersión, motor con ventilador axial o centrífugo, válvulas de entrada de aire del exterior y salida, cubierta intermedia con arco desviador, aparatos de medida y control para la regulación y vigilancia del proceso de secado .
Con ayuda del dispositivo de aspersión se puede rociar la cámara con vapor de agua y con la de calefacción calentar su aire. Ambos equipos permiten alcanzar la humedad relativa del aire necesaria en cada caso para el proceso de secado. Mediante el ventilador de aspas, el cual se encuentra en la cámara, se genera una corriente de aire que circula a través de la pila de madera. Con los equipos de entrada y salida de aire puede expulsarse la humedad donde el aire se encuentra saturado de vapor de agua y para hacer entrar a aire fresco no saturado .
Durante el proceso de secado se condensa agua preferentemente en las paredes del secadero, que se desagua a través de una abertura especial.
El secado depende de la clase de madera, del espesor de la misma, de la humedad inicial y de la humedad final que se desee. Son varias las maderas que se secan a temperaturas inferiores a los 100° C y otras por encima de esa temperatura. Las maderas duras son más difíciles de secar y precisan más tiempo que las blandas. La madera con un contenido inicial de humedad elevado han de estar más tiempo en el secadero en comparación con la que tiene un secado previo [8].
El secado perfecto, solamente se alcanza siguiendo un plan determinado mediante tablas. Los secaderos modernos trabajan de modo semiautomático o del todo automático, que simplifica el proceso y con el que se consiguen resultados seguros.
Figura 2.2 Instalación del secado en cámara [8]
[image:43.612.219.405.395.665.2]2.2.3 CLASES DE SECADO
Según sea la elevación de la temperatura de secado se distingue entre secado a temperatura normal, a temperatura baja y a temperatura alta, así también se clasifican según la tecnología o el proceso que utilicen [9].
2.2.3.1 SECADO A TEMPERATURA NORMAL
El secado a temperatura normal es con mucho el más corriente en secadero. La madera de sierra a secar se coloca en el secadero con una temperatura de 45° C a 90° C y se seca con intensa circulación de aire hasta la humedad final deseada. Se secan por lo general todas las clases de madera con distintos espesores y a los valores corrientes de secado final .
2.2.3.2 SECADO A BAJA TEMPERATURA
En el secado a baja temperatura se lleva la madera sólo a una humedad final alrededor del 20%. Es apropiada únicamente como secado previo. Para ello pueden seguirse dos sistemas: en el primero, la temperatura del secadero, unos 30°C a 35°C, permanece constante hasta que la madera llega al 20% de humedad aproximadamente; en el segundo, la temperatura del secadero se regula de modo que corresponda a la humedad cambiante de la madera hasta alcanzar la posible final del 20% .
En ambos sistemas se produce el secado final a continuación en un secadero de secado normal.
2.2.3.3 SECADO A ALTA TEMPERATURA
En el secado a alta temperatura se somete a la madera desecada a grandes exigencias. Donde las temperaturas en el secadero varían entre 80° C y 130° C .
Actualmente hay dos técnicas efectivas de secado. Una es la de aire caliente a elevada temperatura, para rebasar el límite de los 100°C, donde se sopla en la cámara aire caliente sin la adición de aspersión de vapor, con lo cual se logra un secado muy rápido, sobre todo en la madera fina de coníferas.
2.2.3.4 SECADO POR ALTA FRECUENCIA
La madera conduce mal la electricidad, y cuando se encuentra situada en el campo de una corriente alterna de alta frecuencia, se calienta provocando el secado, además todas las moléculas se encuentran sometidas al campo de alta frecuencia, el calor producido es el mismo en las capas externas que en el interior, siendo uniforme el secado, suprimiéndose las tensiones internas y, por lo tanto, las posibles roturas. Pero, el coste es elevado, con lo que queda reducido su uso a tableros contrachapados y piezas muy finas .
2.2.3.5 SECADO POR RAYOS INFRARROJOS
Secado por rayos infrarrojos es también de precio elevado: Se funda en la penetración de las radiaciones infrarrojas en el interior de la madera y calentando las particulas de agua hasta que se evaporan, lográndose un secado uniforme .
2.2.3.6 SECADO QUÍMICO
Este tipo de secado se basa en que las soluciones acuosas de algunos compuestos químicos tienen una tensión de vapor menor que la del agua pura. Con escasa frecuencia se utiliza sal común y mayormente se emplea urea. Al tratar con estas soluciones la capa externa de la madera, la tensión de vapor contenida en una capa de la madera disminuye, lo cual produce una diferencia de tensión de vapor entre la superficie y el interior de la pieza, que será el motor que hace salir al agua, manteniendo la humedad en la superficie y evitando un secado prematuro y las consiguientes grietas.
2.3 DEFECTOS DEL SECADO DE LA MADERA
En el secado de la madera pueden aparecer defectos o fallas. Esto significa casi siempre una mayor o menor disminución de la calidad de la madera. Las fallas del secado en el procedimiento natural tienen generalmente por causa apilamientos o almacenamientos incorrectos o la influencia de condiciones climáticas anormales desfavorables. En el secado artificial hay que buscar la causa de un mal funcionamiento o comportamiento de la instalación.
2.3.1 AGRIETAMIENTOS O RAJADURAS.
Las grietas aparecen en la madera en distintas orientaciones y magnitudes, las cuales merman la resistencia de la madera. La causa de su formación son las tensiones en la madera y pueden tener su origen en el árbol en pie, en la tala, en el transporte, cuando se corta, y en los procesos de secado [8].
Las grietas se consideran por su longitud, recorrido en sentido longitudinal de la madera, lugar y profundidad (figura 2.4).
Figura 2.4 Grietas por secado [8].
Al descender la humedad, las capas superficiales de la madera se secan más rápidamente que el interior, tendiendo sólo las capas exteriores a contraer, por tener una humedad inferior al punto de saturación de las fibras, mientras que el corazón de la pieza no muestra intenciones de contraerse.
Al no permitir el núcleo de la pieza la libre contracción de la capa exterior, se producirán tensiones internas, de tal magnitud, que los tejidos leñosos no puedan resistirlas y se rompan.
Los defectos que se producen comúnmente como consecuencia del secado son: • Grietas externas: Cuando el secado se realiza en ambiente con muy poca
humedad, que conlleva una evaporación superficial muy elevada. El defecto no suele ser grave e indica que las condiciones de secado son demasiado severas. • Grietas internas: Se producen cuando el secado se realiza con aire muy caliente
Además, las gritas superficiales e internas que aparecen por consecuencia del resecado, son capilares y de testa. Las primeras son finas sin importancia, en las caras de las tablas cuando no profundizan más del 1% del espesor de la tabla. Por el contrario, en las maderas valiosas según las condiciones hay una disminución de la calidad. Por otra parte las grietas de testa aparecen principalmente por secados demasiadamente rápidos en los extremos de las tablas. En un secadero artificial se evitan mediante una impermeabilización, calentamiento lento y transcurso uniforme del proceso.
Las rajaduras de los extremos pueden evitarse por el sellado de los extremos de las tablas con una adecuada pintura impermeabilizante como se ve en la figura 2.5
Figura 2.5 Impermeabilizado de tablas [13]
2.3.2 CAMBIOS DE COLOR.
Aparecen preferentemente en las maderas de árboles frondosos. La razón de esto es casi siempre una temperatura de secado demasiado elevada o a una aspersión demasiado larga. El pino silvestre y el fresno pardean.
2.3.3 COLAPSOS.
Figura 2.6 Colapsos [6]
• El colapso en la madera se presenta cuando los esfuerzos de la tensión capilar exceden la resistencia de la pieza a la compresión perpendicular al grano.
• El colapso celular es el resultado del secado rápido de madera en los hornos con un contenido de humedad tan alto que todas sus cavidades están llenas de Agua Libre, sin aire que sirve de colchón a la transmisión de esfuerzos en el secado.
2.3.3.1 CAUSAS DEL COLAPSO EN LA MADERA:
A continuación se enlistan las causas probables que pueden propiciar colapsos en la madera [8]:
• Maderas muy impermeables que tienen sus cadenas celulares completamente llenas de agua.
• Maderas de baja densidad, que tienen paredes delgadas y poca resistencia a la compresión perpendicular al grano.
• Aplicación de temperaturas muy elevadas en los hornos de secado de madera durante las primeras etapas del secado, lo cual disminuye la resistencia de la madera y la hace mas susceptible al colapso.
• El Colapso puede ser externo en cuyo caso la superficie de la pieza presenta corrugaciones o fuertes aplastamientos.
• Cuando el colapso es interno, generalmente se manifiesta con agrietamientos en el corte transversal de la pieza.
2.3.4 DEFORMACIONES
[image:49.612.210.417.432.653.2]Si la humedad de la atmósfera es superior a la de la madera, ésta la absorbe lentamente y aumenta su volumen progresivamente hasta llegar a la saturación de sus fibras. Esto tiene lugar desarrollando una gran presión y en la madera maciza es prácticamente imposible evitarlo únicamente se puede mantener dentro de ciertos límites mediante un secado cuidadoso [8]. Figura 2.7
Figura 2.7 Deformaciones [6]
2.3.4.1 TORCEDURAS Y ALABEOS
Las torceduras y alabeos son deformaciones que tienen una clase muy común de verse, figura 2.8
Figura 2.8 Torceduras y alabeos por secado [6]
Verificar que las pilas estén cuidadosa y exactamente construidas así como los separadores sean de un espesor uniforme, igualmente espaciados y en un perfecto alineamiento vertical sobre el centro de los apoyos. Y los separadores deben de estar colocados lo más cerca entre si, cuando la madera tiene una superficie amplia.
El alabeo es producto de la contracción desigual según sea en la dirección radial, longitudinal o tangencial de la pieza de madera. Esta cualidad se denomina Anisotropía de la Madera.
La madera por debajo del punto de saturación de la fibra comienza a contraerse y si no está en un ambiente adecuado de temperatura y humedad relativa puede contraerse en exceso en alguna dirección dando como resultado defectos como la arqueadura, encorvadura o torcedura, todos éstos pertenecientes a la categoría de
Alabeo.
Normalmente la contracción en la dirección tangencial es dos veces mayor que la contracción en la dirección radial.
También la contracción es mayor en las maderas de mayor densidad o sea más pesadas.
Para evitar estos defectos en la madera, debe utilizarse un horario de secado en los hornos de secado de maderas adecuado para la especie, espesor y contenido de humedad del lote.
2.4 DEFECTOS DEL SECADO POR OTROS FACTORES
De los muchos hongos e insectos presentes en la madera almacenada y en la trabajada, sólo unos pocos son los que pueden causar depreciación, la pérdida de la madera y de la obra realizada, así como la ruina de piezas componentes y construcciones. A continuación se enlistan algunos de los defectos más significativos depúes de los mecánicos [8]
2.4.1 DEFECTOS POR INFECCIÓN DE HONGOS E INSECTOS
Entre los hongos peligrosos se encuentran el “merulius”, el moho verrugoso pardo, el moho poroso blanco, la amanita de abeto y distintos hongos azules [8].
Como no tienen hojas verdes no necesitan de la luz del sol para su crecimiento. Lo conveniente para que se desarrollen es una humedad del 15% en la madera y temperaturas entre 15°C y 35°C.
Los insectos destructores de la madera de la madera realizan su desarrollo completo, casi siempre de varios años, desde la deposición del huevo pasando por la larva y crisálida hasta insecto adulto, dentro de la madera.
Son exclusivamente las larvas las que dañan la madera corroyéndola en su marcha en busca de los componentes de la misma. La magnitud del daño depende de las condiciones de vida y desarrollo existentes en la madera donde se encuentren.
Para el crecimiento de los insectos, son convenientes una humedad de la madera a partir del 15% y temperaturas entre 15°C y 30°C.
Si las condiciones de vida de las larvas son muy favorables, pueden atacar y destruir completamente en pocos años los elementos de madera de una construcción o artefacto. Es necesario, pues, tomar medidas de precaución como el estufado.
2.4.2 MANCHAS QUÍMICAS
Los cambios de color causados por reacciones químicas, se presentan a veces en la madera que está en contacto directo con los listones. En otras ocasiones, las maderas blancas se tiñen en una coloración café en la superficie o zonas cercanas a ella. [8]
No se conocen medios eficaces de control. Este efecto puede interactuar con la presencia de hongos manchadores que infectan la madera antes del secado en hornos.
REFERENCIAS
[1] Yanus A. Cengel “Fundamentals of Thermal-Fluid Sciences” Ed. 2001 McGraw-Hill
[3] Yanus A. Cengel “Heat transfer: A Practical Approach” New York, McGraw-Hill, 1998
[4] M. C. Potter and D.C. Wiggert. “Mechanics of Fluids” 2da. Ed. Upper Sandle River, Prentice Hall, 1997
[8] W. Nutsch. “Tecnología de la madera y del molde” 2da. Edit
[9] Heinlich Höler. “Alrededor del trabajo de la madera” 8va. Reimpresión
[11] José Antonio Marques P. “Principio de secado de granos psicometría e higroscopia”. Edit Oficina Regional de la FAO, Santiago de Chile 1991
[12] Franco Martín Sánchez. “Manual de instalaciones de calefacción” 2da. Ed. México 2003.
[13] Viscarra Silverio, “Guía práctica para el secado de maderas” Grupo BORFOR, Santa Cruz Bolivia 1998.
Paginas Web
www.ingenierialpl.com.ar/hornos.htm www.direcindustry.es/cat/hornos.htm www.fao.org/docrep/x50575
www.latu.org.uy/doc/forestal/notas_tecnicas/nota1 www.elprisma.com/apuntes/ingenieria_civil/madera www.volcan.cl/asistencia/normativa
______________________________________________________________________________
CAPÍTULO III.
“ANÁLISIS FUNCIONAL”
El presente capítulo utiliza el análisis funcional del despliegue de funciones de calidad, esta metodología es la fase del proceso de diseño que se basa en el principio el cual dice, que primero se tiene que analizar la función y luego se debe de dar la forma. Esto quiere decir que antes de comenzar con la definición de las formas, es necesario tener identificadas todas las funciones que debe de realizar el producto para que corresponda a las expectativas del cliente, primero debe definirse qué, y solamente después el como.
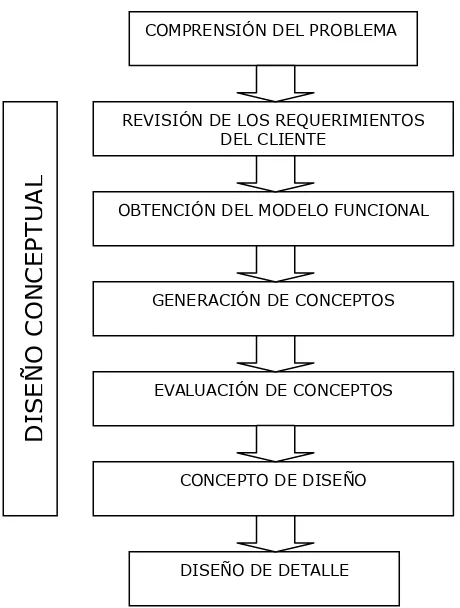
3.1 METODOLOGÍA DEL DISEÑO CONCEPTUAL
Para comprender el problema y satisfacer los requerimientos del cliente, se auxilia de una metodología de calidad del producto de manera cuantificable a través de la interpretación y traducción de los requerimientos del cliente [1].
De manera esquemática, la metodología de la fase conceptual se representa en la figura 3.1
COMPRENSIÓN DEL PROBLEMA
[image:54.612.181.411.275.579.2]REVISIÓN DE LOS REQUERIMIENTOS DEL CLIENTE
Figura 3.1 Metodología del diseño conceptual
OBTENCIÓN DEL MODELO FUNCIONAL
GENERACIÓN DE CONCEPTOS
EVALUACIÓN DE CONCEPTOS
CONCEPTO DE DISEÑO
DISEÑO CONCEPTUAL
3.1.1 DISEÑO CONCEPTUAL
Un concepto es una idea que puede representarse mediante un esquema, un croquis, un diagrama, un bosquejo o un modelo tridimensional aproximado, que podria convertirse pasando por varios niveles en un futuro en el producto deseado. El concepto describe de manera aproximada el tipo de tecnología, los principios de funcionamiento y la forma general del producto. El diseño conceptual es importante no solo por la originalidad de la solución adoptada; sino también tiene un impacto significativo en el costo de procucción.
Lo primero que se debe de tomar en cuenta son los requerimientos del cliente, para de ahí ir describiendo las funciones que más tarde nos darán la forma.
3.1.2 DETERMINACIÓN DE LOS REQUERIMIENTOS.
A continuación se determina cuales son los requerimientos del cliente, esto se obtiene de entrevistas directas y de información, que puede tener en la vida cotidiana.
Los requerimientos son agrupados de la siguiente manera:
a) Económicos:
- Costo unitario de fabricación menor a 100,000 pesos - Costo de energía
b) Funcionales:
- Cámara de secado - Cámara de mezcla
- Entradas de aire fresco exterior - Elemento de calentamiento
- Elementos para el movimiento del aire (ventiladores) - Ducteria
- Extracción de gases y vapores
- Sensores de temperatura (termostatos) - Voltaje de trabajo para elementos eléctricos - Malla perforada.
c) Medio ambiente de desempeño:
d) Desempeño Funcional:
- Capacidad mayor 300 tablones, y no menor a 150 (2.5m x 0.3m x .025m) - Tiempo de secado menor de 15 días
- Periodo de servicio 24 hrs. - Periodo de descanso 1 día.
e) Tamaño:
- Ser menor a 4 m x 4 m x 3.5 m
f) Material de construcción
- Lamina galvanizada o acero - Lana mineral
- Tornillos
- Soldadura - Herramientas
g) Material de Trabajo
- Madera de pino.
h) Instalación
- Fácil instalación.
i) Mantenimiento
- Disponibilidad de refacciones.
3.1.3 MODELO FUNCIONAL
Antes de comenzar con la definición de las formas, es necesario tener identificadas todas las funciones que debe de realizar el horno para que responda a las expectativas del cliente. Y estas funciones se determinarán con ayuda del An á lisis Fu n cion a l D e sce n de n t e el cual se detallara más adelante.
es:
“Quitar la humedad de la madera” Ahora, se establece el esquema de la función global:
ENTRADAS SALIDAS
Vapor de agua
Figura 3.2 Diagrama funcional de mayor nivel del sistema
3.1.5 LÍMITES DEL PRODUCTO
Cuando se realiza cualquier diseño se tiene que considerar cuales son sus alcances, es decir sus límites, por que hay que definir y tomar en cuenta las limitaciones del producto. Esto con el fin de considerar los alcances en cuestión de las funciones, que tendrá el diseño.
• Humano.
• Fenomenos Físicos • Entorno
• Elementos propios del sistema.
Se entiende como factor humano, que el horno debe de ser preparado por una persona, para encenderlo, proporcionarle material y mantenimiento.
El fenomeno fisico representa la energía con la que se alimenta el sistema, por la necesidad de dicha energía. Si no esta presente tampoco la maquina puede realizar su función.
El entorno, se refiere a tener las condiciones óptimas de espacio e instalaciones, para la correcta aplicación.
Los elementos propios del sistema, representan limites entre cada uno de ellos, ya que debe de hacer una secuencia de operación y enlace, para cada uno de los elementos.
Sistema:
Horno de
secado de
madera
Energía eléctrica
Material de trabajo Material seco
Energía calorífica Gases de combustión
![Figura 1.1 Medios de transmisión del calor [2].](https://thumb-us.123doks.com/thumbv2/123dok_es/4932840.73843/22.612.62.564.410.660/figura-medios-de-transmision-del-calor.webp)
![Figura 1.4 Velocidad promedio [3].](https://thumb-us.123doks.com/thumbv2/123dok_es/4932840.73843/28.612.65.561.81.332/figura-velocidad-promedio.webp)
![Figura 1.9 Cortes de la madera [9].](https://thumb-us.123doks.com/thumbv2/123dok_es/4932840.73843/33.612.136.468.439.653/figura-cortes-de-la-madera.webp)
![Figura 1.10 Psicrómetros eléctricos digital. (Higrómetros) [7]](https://thumb-us.123doks.com/thumbv2/123dok_es/4932840.73843/35.612.283.376.463.625/figura-psicrometros-electricos-digital-higrometros.webp)
![Figura 2.1 Pila de madera en caja con tejadillo [8]](https://thumb-us.123doks.com/thumbv2/123dok_es/4932840.73843/41.612.91.539.312.556/figura-pila-madera-caja-tejadillo.webp)
![Figura 2.2 Instalación del secado en cámara [8]](https://thumb-us.123doks.com/thumbv2/123dok_es/4932840.73843/43.612.219.405.395.665/figura-instalacion-secado-camara.webp)
![Figura 2.7 Deformaciones [6]](https://thumb-us.123doks.com/thumbv2/123dok_es/4932840.73843/49.612.210.417.432.653/figura-deformaciones.webp)