Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Sección de Estudios de Posgrado e Investigación
Diseño de Pala para Temple de Engranes Tipo Corona
Tesis que para obtener el grado de:
Maestría en Ciencias en Ingeniería Mecánica
Presenta:
Ing. César Torres Meléndez
Director de Tesis:
Dr. José Ángel Lodegario Ortega Herrera
Co-director de Tesis:
Dr. Helvio Ricardo Mollinedo Ponce de León
Secretaría
de Investigación
y
Posgrado
CARTA CESIÓN DE DERECHOS
En la Ciudad de México, D.F. el día 4 del mes de Junio del año 20L2, el que suscribe Ing. César Torres Meléndez, alumno del programa de:
Maestríd en Ciencids en Ingenieríq Mecánica
Con número
de
registro
A100397,adscrito
a
la
Secciónde
Estudios de Posgradoe
Investigación de la ESIME unidad Zacatenco; manifiesta que esque es autor intelectualdel presente trabajo de tesis bajo la dirección de: Dr, losé Ángel Ortega Herrera
Y cede los derechos
deltrabajo titulado:
"Diseño de Pala
paro
Temple de Engranes Tipo Corona"Los usuarios de la información no deben de reproducir el contenido textual,
así como gráficos
o
datos deltrabajo
sinel
permiso expresodel autor
y/o
director del trabajo.
Estepuede
ser
obtenido
escribiendoa
la
siguienteResumen
Abstract
Índice
Resumen ... 4
Abstract ... 5
Índice ... 6
Índice de Imágenes ... 9
Índice de tablas ... 11
Introducción ... 12
Justificación ... 13
Objetivo ... 14
Objetivos particulares de Diseño ... 14
Capítulo I. Proceso de Fabricación de Engranes ... 15
1.1 Los Engranes ... 15
1.1.1 Definición ... 15
1.2 Tipos de engranes ... 16
1.2.1 Rectos ... 16
1.2.2 Helicoidales ... 16
1.2.3 Doble helicoidal ... 17
1.2.4 Cónicos rectos ... 17
1.2.5 Cónicos espirales ... 18
1.2.6 Hipoidales ... 18
1.2.7 Tornillo sin fin o gusano ... 19
1.3 El producto ... 20
Capítulo II. Estado del arte ... 33
2.1 Manipuladores de carga aplicables a tratamientos térmicos ... 33
2.2 Tecnología de punta ... 37
Capítulo III. Planteamiento del problema ... 38
3.1 Puntos a cubrir ... 38
3.1.1 Requerimientos del cliente. ... 38
3.1.2 Requerimientos de diseño. ... 38
3.2 Delimitación del problema ... 39
3.3 Metodología ... 39
3.4 Puntos clave ... 40
3.5 Elaboración de QFD ... 42
3.6 Elaboración del FMEA ... 44
Capítulo IV. Ingeniería ... 47
4.1 Diseño preliminar ... 47
4.2 Diseño a detalle ... 48
4.3 Diseño definitivo ... 49
4.3.1 Cálculos para el centro de giro ... 51
. . “oporte ase Cu hara ... 55
4.3.3 Manubrio... 65
4.3.4 Arrastador ... 67
4.3.5 Revisión de cálculos para centro de giro ... 71
4.3.6 Cuerpo de Perfil estructural I (W o IPR) ... 74
4.3.7 Polipasto y cadenas ... 75
4.4 Simulación y Verificación de Diseño. ... 77
4.4.1 Datos del proceso ... 77
4.4.2 Simulación ... 81
4.4.3 Verificación del Diseño ... 93
4.5 Resultados y conclusiones ... 99
4.5.1 Dibujos de ingeniería ... 99
4.5.2 Lista de Partes ... 111
4.6 Fichas de la Herramienta ... 114
4.6.1 Ficha Técnica ... 114
4.6.2 Ficha de Mantenimiento ... 114
4.7 Actividades de Mantenimiento ... 116
4.8 Cotización ... 118
4.9 Conclusiones ... 120
VI. Referencias ... 121
Índice de Imágenes
Imagen 1. Engrane recto 16
Imagen 2. Engrane recto y recto interno 16
Imagen 3. Engranes helicoidales 16
Imagen 4. Engranes doble helicoidal 17
Imagen 5. Engranes cónicos rectos 17
Imagen 6. Engranes cónicos espirales 18
Imagen 7. Engrane cónico hipoidal 18
Imagen 8. Engrane tornillo sin fin o gusano 19
Imagen 9. Engrane tornillo sin fin o gusano 19
Imagen 10. Eje de tracción trasera 21
Imagen 11. Diseño genérico para un engrane tipo corona HS/HT 24
Imagen 12. Diagrama de fases Hierro – Carbono 28
Imagen 13. Sección de diente con capa carburizada de alta dureza y núcleo suave 30
Imagen 14. Valores de dureza vs profundidad 30
Imagen 15. Manipulador Taurus, Positioning Arm 33
Imagen 16. Manipulador Conoco, CM Clearance Master 33
Imagen 17. Manipulador TAWLift 34
Imagen 18. Manipulador Unidex, Series UM 34
Imagen 19. Manipulador para hornos de tratamiento térmico marca Solo 35 Imagen 20. Manipulador para hornos de tratamiento térmico marca Solo 35
Imagen 21. Manipulador para forja marca Dalmec 36
Imagen 22. Manipulador para forja marca Dalmec 36
Imagen 23. Tecnologìa de punta y estado del arte 37
Imagen 24. Arreglo actual de una carga de corona antes de tratamiento térmico 39
Imagen 25. Bosquejo del diseño preliminar 47
Imagen 26. Dibujo simplificado en 3D del prototipo a partir del bosquejo original 48
Imagen 27. Diseño definitivo 3D 50
Imagen 28. Diagrama de cuerpo libre para el centro de giro 51
Imagen 29. Diagrama de cuerpo libre del modelo estático en equilibrio 54
Imagen 30. Dos coronas apiladas 56
Imagen 31. Ensamble pala 15° y corona 131612 (B.A.11°15’) 56
Imagen 32. Ensamble pala 15° y corona 134190 (B.A.12°30’) 56
Imagen 33. Ensamble pala 15° y corona 131198 (B.A.15°) 57
Imagen 34. Ensamble pala 15° y corona 131608 (B.A.20°19’) 57
Imagen 36. Diagrama de cuerpo libre soldaduras 60
Imagen 37. Cordón de soldaduras 60
Imagen 38. Soporte base “Cuchara” 3D 65
Imagen 39. Diagrama de cuerpo libre de Manubrio 65
Imagen 40. Manubrio 3D 66
Imagen 41. Sistema de arrastre 67
Imagen 42 a. Paso 1, selección de actuador 68
Imagen 42 b. Paso 2, parámetros del sistema 68
Imagen 42 c. Paso 3, accionamientos por aplicación 68
Imagen 42 d. Paso 4, resultados 68
Imagen 42 e. Paso 5, lista de piezas 69
Imagen 43. Ensamble de bloque de arrastre y arrastrador 71
Imagen 44. Diagrama de cuerpo libre con el centro de gravedad desplazado 73
Imagen 45. Diagrama de cuerpo libre para el perfil estructural. 75
Imagen 46. Ensamble final 3D 76
Imagen 47a. Simulación térmica paso 1, pala (cuchara a 15°) dentro del horno antes del contacto con la pieza 82 Imagen 47b. Simulación térmica paso 2, pala (cuchara a 15°) dentro del horno en contacto con la pieza 83 Imagen 47c. Simulación térmica paso 3, pala (cuchara a 15°) fuera del horno y en contacto con la pieza 83 Imagen 47d. Simulación térmica paso 4, pala (cuchara a 15°) fuera del horno sin contacto con la pieza 84
Imagen 478a. Simulación térmica paso 1, ciclo 2. 85
Imagen 48b. Simulación térmica paso 2, ciclo 2. 85
Imagen 48c. Simulación térmica paso 3, ciclo 2. 86
Imagen 48d. Simulación térmica paso 4, ciclo 2. 86
Imagen 49a. Simulación térmica paso 1, pala (cuchara a 16°) dentro del horno antes del contacto con la pieza 87 Imagen 49b. Simulación térmica paso 2, pala (cuchara a 16°) dentro del horno en contacto con la pieza 88 Imagen 49c. Simulación térmica paso 3, pala (cuchara a 16°) fuera del horno y en contacto con la pieza 89 Imagen 49d. Simulación térmica paso 4, pala (cuchara a 16°) fuera del horno sin contacto con la pieza 90
Imagen 50a. Simulación térmica (Cuchara 16°) paso 1, ciclo 6. 91
Imagen 50b. Simulación térmica (Cuchara 16°) paso 2, ciclo 6. 91
Imagen 50c. Simulación térmica (Cuchara 16°) paso 3, ciclo 6. 92
Imagen 50d. Simulación térmica (Cuchara 16°) paso 4, ciclo 6. 93
Imagen 51. Cargas aplicadas a la Pala en condiciones de operación en el estado estable de temperatura. 97
Imagen 52. Esfuerzos resultantes. 97
Imagen 53. Deformaciones unitarias. 98
Índice de tablas
Tabla 1. Metodologìa del diseño 12
Tabla 2. Comparación entre diferentes tipos de engranes 20
Tabla 3. Materiales, tratamientos y dureza para engranes de transmisión de potencia del eje, según el
nivel de calidad AGMA (American Gear Manufactures Association) para aplicaciones automotrices. 22
Tabla 4. Resumen de Operaciones 23
Tabla 5. Características para inspección de las Hojas de Operación e Inspección de la Operación 60 31 Tabla 6. Características para inspección de las Hojas de Operación e Inspección de la Operación 70 32 Tabla 7. Arreglo actual de una carga de corona antes de tratamiento térmico 41
Tabla 8. Despliegue de la Función de Calidad (QFD) 43
Tabla 9. Análisis de Modo Efecto de Falla de diseño (FMEA) 45
Tabla 10. Gráfica desplazamiento vs fuerza 52
Tabla 11. Gráfica de desplazamiento vs fuerza 72
Tabla 12. Tiempos por etapa 79
Tabla 13. Datos de temperatura por simulación 94
Tabla 14. Gráfica de comportamiento de temperatura para el instante posterior a la descarga de la 95 Tabla 15. Gráfica de comportamiento de temperatura para el instante anterior al inicio del siguiente 95
Tabla 16. Lista de Partes 112
Introducción
[image:12.612.124.488.494.711.2]Toda industria requiere de herramientas para sus procesos. Con el tiempo, dichos procesos al igual que las herramientas que se utilizan en ellos, necesitarán de mejoras. Ésta es una de las situaciones en que el diseñador mecánico interviene. Para tener un diseño exitoso, adecuado y con las especificaciones requeridas por el cliente se toma como guía la metodología del diseño. Esta metodología requiere primero de definir las necesidades del cliente para después presentar algunos diseños preliminares, que son meros bosquejos e ideas generales. En la tercera fase se presentan diseños aproximados, a partir de los diseños preliminares viables, para continuar con un diseño definitivo, que debe ser el óptimo. Este diseño óptimo estará apoyado en los conocimientos adquiridos para realizar una serie de actividades iterativas que estarán acotadas por requisitos y restricciones provenientes del cliente, de gobiernos o legales. Además, en este proceso iterativo que se lleva a cabo en cada una de las fases de diseño, se estará considerando o evaluando continuamente a los materiales que se utilizan. Con esta base, se empieza a diseñar, con la confianza de en que al seguir este orden, se alcanzarán los objetivos establecidos.
Tabla 1.
Justificación
Objetivo
Diseñar una máquina-herramienta (pala) que permita la descarga de una sola pieza (engrane corona modelos HS/HT) a la vez, del interior de un horno para carburizado de caja para tipo AFC Holcroft, llevarla de forma segura sobre la plataforma de trabajo hasta una prensa de temple Gleason modelo 537, depositarla sobre la matriz inferior de esta prensa sin daño, requiriendo de la menor fuerza posible por parte del operador, siempre de manera segura y respetando el medio ambiente.
Objetivos particulares de Diseño
- Resistir altas temperaturas de descarga por contacto, y en una atmosfera con a 850°C y enriquecida con un potencial de carbono de hasta 1.4.
- Capaz de extraer 320 piezas diarias de hasta 46 Kg, de forma segura y que requiera de poca fuerza (por parte del operador) para manipularla.
- Bajo costo de fabricación, y de inversión para incorporarla a las instalaciones existentes (hasta 250 Kg de capacidad de carga del riel). Se puede aprovechar las líneas de aire comprimido con las que cuenta el área.
- Utilizar materiales reciclables.
Capítulo I. Proceso de Fabricación de Engranes
1.1 Los Engranes
1.1.1 Definición
Los engranes son elementos de máquina cuyo propósito es transmitir suavemente el movimiento rotativo de un eje a otro, usualmente a una velocidad constante, y que constan de un dentado para prevenir el deslizamiento entre ellos. Son usados en muchas aplicaciones donde es necesario transmitir potencia de un lugar a otro.
Juego de Engranes. Son elementos de una maquina que transmiten movimiento, un juego de engranes cónicos está compuesto por un piñón y una corona.
Piñón. Es el elemento que tiene menor cantidad de dientes y usualmente es el miembro que conduce el movimiento.
1.2 Tipos de engranes
1.2.1 Rectos
Este tipo de engranes tienen dientes paralelos al eje de rotación y se emplean para transmitir movimiento de un eje a otro eje paralelo. De todos los tipos, el engrane recto es el más sencillo.
Imágenes 1 y 2. Engrane recto y engrane recto, y recto interno
1.2.2 Helicoidales
1.2.3 Doble helicoidal
Equivalen a dos engranes helicoidales opuestos. La ventaja sobre los helicoidales simples es la de no producir empuje axial al cancelarse el empuje axial de la mitad del engrane dentado con su mitad opuesta.
Imagen 4. Engranes doble helicoidal
1.2.4 Cónicos rectos
Presentan dientes formados sobre superficies cónicas y se emplean sobre todo para transmitir movimiento entre ejes que se intersecan. Los engranes cónicos rectos son los más antiguos y simples, y son los más ampliamente usados. Los engranes cónicos rectos tienen línea de contacto extendida a lo largo de la longitud del diente.
1.2.5 Cónicos espirales
El engrane espiral tiene dientes oblicuos curvos el cual permite transmisión de movimiento gradual además el contacto en este engrane es ligeramente curvo y oblicuo.
Imagen 6. Engranes cónicos espirales
1.2.6 Hipoidales
1.2.7 Tornillo sin fin o gusano
Este engrane parece un tornillo, y el sentido de rotación del gusano depende del sentido de rotación del tornillo sin fin y de que los dientes del gusano se hayan cortado a la derecha o a la izquierda. Los engranajes de tornillo sin fin también se hacen de manera que los dientes de uno o de ambos elementos se envuelvan de manera parcial alrededor del otro (envolvente simple o doble). Este tipo de engranajes se emplean sobre todo cuando las relaciones de velocidad de los dos ejes son muy altas (3 o más).
Tabla 2.
Comparación entre diferentes tipos de engranes
Características Rectos Helicoidales Doble
helicoidal
Cónicos
espirales
Cónicos
hipoidales
Tornillo sin fin
Contacto entre
dientes
Unitario Múltiple Múltiple
simultaneo
(x2)
Múltiple Múltiple Múltiple
Ejes de los
componentes
Paralelos Paralelos o no
paralelos
Paralelos Perpendiculares No
intersectan a 90° Perpendiculares Transmisión de cargas Livianas a moderadas
Moderadas Elevadas Moderadas Elevadas Pesadas
Velocidad de transmisión de potencia Bajas a moderadas Medias a elevadas
Altas Medias a
elevadas
Medias a
elevadas
Reducción de
velocidad
Propiedades Cambio en
dirección y/o velocidad Trabajo uniforme y silencioso Trabajo uniforme y silencioso Sin empuje axial Trabajo uniforme y silencioso Trabajo silencioso Mínimas vibraciones Multiplicación
de la torsión
Susceptible a la
corrosión
1.3 El producto
la cabeza del piñón y además de un mayor ángulo del dentado (en comparación con los engranes cónicos) permite un mejor contacto y mayor transmisión de potencia entre los engranes aunque con mayor esfuerzo que los cónicos.
Imagen 10. Eje de tracción trasera
Tabla 3.
Materiales, tratamientos y dureza para engranes de transmisión de potencia del eje, según el nivel de calidad AGMA (American Gear Manufactures Association) para aplicaciones automotrices.
Aplicación Número de
calidad AGMA
Material Tratamiento
térmico Dureza mínima en Rc Balance de fabricación AUTOMÓVILES DE PASAJEROS
11 ACERO CARBURIZADO 58 Esfuerzo
AUTOMÓVILES PARA
SERVICIO LIGERO,
HASTA UNA TONELADA
DE CAPACIDAD
10 ACERO CARBURIZADO 58 Esfuerzo
AUTOMÓVILES DE
SERVICIO PESADO,
MÁS DE UNA
TONELADA DE
CAPACIDAD
10 ACERO CARBURIZADO 58 Vida
AUTOBUSES 9 ACERO CARBURIZADO 58 Vida
TRACTORES 9 ACERO CARBURIZADO 58 Esfuerzo
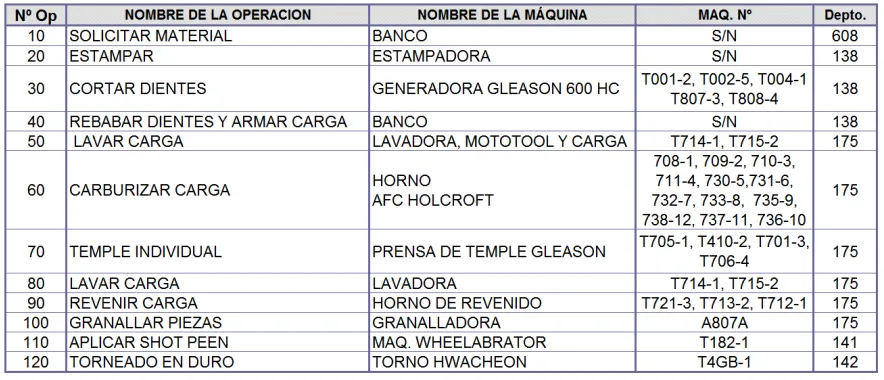
1.4 Descripción general del Proceso
Tabla 4.
Resumen de Operaciones
1.5 Descripción de las Operaciones
Imagen 11. Diseño genérico para un engrane tipo corona HS/HT
Op.20, Estampar. Una vez con el Blank de corona en la línea de producción se procede a estampar la pieza con la información sobre su número de parte, día y año de fabricación, planta fabricante, tipo de acero y código de colada.
Op.40, Rebabar Dientes y Armar Carga. Después del corte de diente, pasan a una operación de rebabado manual que consiste en quitar los filos o esquinas vivas a la parte interior del dentado en el flanco avance y en la parte exterior del dentado en el flanco reversa. Posteriormente, se ensambla la carga para su ingreso a los hornos de tratamiento térmico con un máximo de 30 piezas.
Op.50, Lavar Carga. Ahora, la carga de coronas entra a una lavadora que elimina el polvo, rebabas y aceite de las operaciones previas a una temperatura de 71°C (160 °F) por un tiempo de veinte minutos.
Op.60, Carburizar Carga. En esta operación, las piezas pasan entre 9 y 12 horas dentro de un horno de caja (Batch) a temperaturas de 927 a 993°C (1700–1820°F) en una atmósfera con un potencial de carbono de entre 1 y 1.3%. El proceso es controlado automáticamente según el programa (“receta”) que se haya seleccionado por un sistema computarizado que monitorea las condiciones de proceso de todos los hornos.
Op.70. Temple Individual. Esta operación consiste en descargar del horno, con una pala mecánica, cada pieza con temperatura de 849°C (1560°F) hacia una prensa para su temple en aceite, el cual tiene un rango de temperatura permitida de 32 a 93°C (90-200°F). En la práctica, se mantiene alrededor de los 71°C (160°F).
Op.90, Revenir Carga. Para liberar los esfuerzos internos, ocasionados por el corte de diente y el tratamiento térmico, se le da a todas las piezas un proceso revenido a una temperatura de 177°C (350°F) por dos horas, y se dejan enfriar a temperatura ambiente.
Op.100, Granallar Piezas. Esta es una operación de limpieza destinada a eliminar la cascarilla y residuos de carbón del respaldo de la pieza con granalla tipo CS330. Es importante para evitar problemas con el asentamiento de la pieza contra las superficies de los platos de las máquinas de operaciones posteriores.
Op.110, Aplicar Shotpeen. Operación consistente en aplicar un flujo a alta presión de alambre cortado CW35 al dentado de la pieza para incrementar la dureza superficial y sellar micro-grietas ocasionadas por la liberación de esfuerzos residuales. La efectividad del granallado se mide diariamente en la operación con placas Almen, y una vez por
semana, en laboratorio con una “Fastress Machine” por medio de difracción de rayo laser sobre la superficie atacada químicamente en alguna de las raíces del dentado de la pieza.
Op.120, Tornear en Duro. En un torno de control numérico, se cumplen con las
especificaciones de circularidad y alabeo del diámetro interior “piloto” (referencia para
operaciones posteriores y para ensamble).
1.6 Carburizado de engranes
El proceso en el cual va a operar la pala del presente proyecto de tesis es el tratamiento térmico de carburizado, por lo tanto daremos una breve descripción de este tratamiento térmico.
1.6.1 Metalúrgica básica
La versatilidad del acero se debe en gran medida a su respuesta frente a una variedad de tratamientos térmicos. Esta versatilidad amplía enormemente sus propiedades inherentes a través de su composición y al control de sus procesos. Los tratamientos térmicos para engranes los podemos separar en dos categorías generales: la primera, en las que se incrementa su resistencia, dureza y tenacidad por medio de temple y revenido; la segunda, aquellas en las que se disminuye la dureza y se fomenta la uniformidad enfriando lentamente por encima de la temperatura de transformación o por un calentamiento prolongado dentro o por debajo del rango de la temperatura de transformación y seguido de un enfriamiento lento para mejorar su maquinabilidad y tenacidad, así como liberar esfuerzos y restituir la ductibilidad.
1.6.2 Temple y revenido convencionales
La mejor combinación entre dureza y tenacidad para piezas sujetas a un alto nivel de esfuerzo se alcanza por el endurecimiento debido al arreglo atómico martensítico del acero, seguido de un tratamiento térmico de revenido a baja temperatura. La intención del revenido es la de liberar los esfuerzos de la condición martensítica y mejorar la tenacidad. Durante el proceso de revenido, la dureza y resistencia del material disminuyen. Así, el incremento de tenacidad y la pérdida de dureza y resistencia del acero son mayores con el incremento de temperatura del revenido. Entonces, la temperatura apropiada debe seleccionarse a partir de un correcto balance entre las propiedades requeridas para las condiciones de servicio.
1.6.3 Carburizado
Se llama carburizado al endurecimiento superficial que involucra una alteración en la
composición química de la capa superficial llamada “capa”. Al material inalterado,
del tiempo y temperatura involucrados en el tratamiento. Los aceros para carburizado son de bajo carbono (menos del 0.30%) para proporcionar tenacidad en el núcleo.
Imágenes 13 y 14. Sección de diente con capa carburizada de alta dureza y núcleo suave,
y ejemplo de valores de dureza vs profundidad
1.7 Características de control de las operaciones de Carburizado
Tabla 5.
Características para inspección de las Hojas de Operación e Inspección de la Operación 60
DESCRIPCIÓN DE ÍTEMS
PARA INSPECCIÓN CLASIF. FREC. INSP. FREC. REG. CALIBRE No. MÉTODO
VERIFICAR TEMPERATURA DE CARBURIZADO:1700-1820 GRADOS F
GENERAL 1 VEZ/CARGA 1 VEZ/CARGA TERMOPAR
HOJA DE CONTROL DE PROCESO SHABMexFM-0256
TIEMPO DE
CARBURIZADO DE 9-12 HORAS,
GENERAL 1 VEZ/CARGA 1 VEZ/CARGA TIMER
HOJA DE CONTROL DE PROCESO SHABMexFM-0256 POTENCIAL DE
CARBONO 1.0% A 1.3% DE C
GENERAL 1 VEZ/CARGA 1 VEZ/CARGA SENSOR DE ZIRCONIA
HOJA DE CONTROL DE PROCESO SHABMexFM-0256 VERIFICAR FLUJO DE
GAS RX DE 650 A 750 CFH
GENERAL 1 VEZ/CARGA 1 VEZ/CARGA FLUJÓMETRO
HOJA DE CONTROL DE PROCESO SHABMexFM-0256
FLUJO DE GAS NATURAL
DE 50 A 100 CFH GENERAL 1 VEZ/CARGA 1 VEZ/CARGA FLUJÓMETRO
HOJA DE CONTROL DE PROCESO SHABMexFM-0256 VERIFICAR GRADIENTE
DE CARBONO : SIN DECARBURACIÓN
GENERAL C/TRES MESES
Tabla 6.
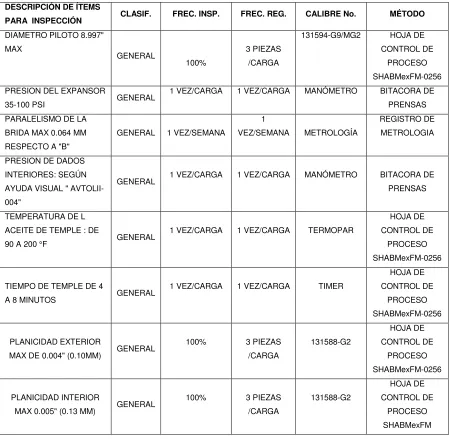
Características para inspección de las Hojas de Operación e Inspección de la Operación 70
DESCRIPCIÓN DE ÍTEMS
PARA INSPECCIÓN CLASIF. FREC. INSP. FREC. REG. CALIBRE No. MÉTODO
DIAMETRO PILOTO 8.997" MAX
GENERAL
100%
3 PIEZAS /CARGA
131594-G9/MG2 HOJA DE CONTROL DE
PROCESO SHABMexFM-0256 PRESION DEL EXPANSOR
35-100 PSI GENERAL
1 VEZ/CARGA 1 VEZ/CARGA MANÓMETRO BITACORA DE PRENSAS PARALELISMO DE LA
BRIDA MAX 0.064 MM RESPECTO A "B"
GENERAL 1 VEZ/SEMANA
1
VEZ/SEMANA METROLOGÍA
REGISTRO DE METROLOGIA
PRESION DE DADOS INTERIORES: SEGÚN AYUDA VISUAL " AVTOLII-004"
GENERAL 1 VEZ/CARGA 1 VEZ/CARGA MANÓMETRO BITACORA DE PRENSAS
TEMPERATURA DE L ACEITE DE TEMPLE : DE
90 A 200 °F GENERAL
1 VEZ/CARGA 1 VEZ/CARGA TERMOPAR
HOJA DE CONTROL DE
PROCESO SHABMexFM-0256
TIEMPO DE TEMPLE DE 4
A 8 MINUTOS GENERAL
1 VEZ/CARGA 1 VEZ/CARGA TIMER
HOJA DE CONTROL DE
PROCESO SHABMexFM-0256
PLANICIDAD EXTERIOR
MAX DE 0.004" (0.10MM) GENERAL
100% 3 PIEZAS /CARGA 131588-G2 HOJA DE CONTROL DE PROCESO SHABMexFM-0256 PLANICIDAD INTERIOR
MAX 0.005" (0.13 MM) GENERAL
Capítulo II. Estado del arte
2.1 Manipuladores de carga aplicables a tratamientos térmicos
Mostramos el tipo de manipulador más común para ayudar al ser humano en el manejo de partes que pueden coincidir con las involucradas al proyecto. En general, constan de un brazo articulado sostenido por un soporte fijo o móvil que permiten sostener una pieza y trasladarla a una cierta distancia.
Imágenes 15 y 16. Manipulador Taurus, Positioning Arm y manipulador Conoco, CM
Clearance Master
15) Manipulador hidráulico, 225 – 1130 Kg de capacidad de carga, 1126 mm de alcance, controles de velocidad variables.
Imágenes 17 y 18. Manipulador TAWLift y Manipulador Unidex, Series UM
17) Módulo de sujeción hidráulica de hasta 500 Kg de capacidad
18) Corre sobre rieles de grúa puente, lo que permite tener ventajas de movimiento en dos ejes como lo hacen este tipo de grúas. También permite estabilizar cargas desbalanceadas mejor que otros sistemas de manipulación de carga. El tamaño de grúa se adecua a la necesidad por trabajar directamente con los principales proveedores de grúas.
Imágenes 19 y 20. Manipuladores para hornos de tratamiento térmico marca Solo.
19) Movimiento hidráulico, control eléctrico, capacidad de carga 50-80 Kg, movimiento manual distancia efectiva de trabajo 300/300 mm.
Imágenes 21 y 22. Manipuladores para forja marca Dalmec.
21 y 22) El proveedor manifiesta que puede adecuar las herramientas utilizadas por el usuario en sus manipuladores en un amplio rango de aplicaciones, además de ofrecer trasladar las cargas de forma rápida, precisa y segura. El diseño, tipo, dimensiones y sistema de sujeción son confeccionados para cumplir con los requerimientos del cliente, así como a las condiciones ambientales de operación.
2.2 Tecnología de punta
La forma más segura y eficiente de descarga sería por medio de un sistema automatizado que emplearía un robot colgado sobre un riel que correría a todo lo largo de la plataforma de descarga y tendría un brazo lo suficientemente largo para la carga y descarga de piezas. Para sujetar la pieza requerirá de un sistema de agarre exterior que tome a la pieza por el canto del ángulo del respaldo (back angle), y por la parte interior un soporte expandible que tome a la pieza por la parte inferior y otro que la sostenga, expandiendo
un soporte en la cara cilíndrica interior sobre el diámetro “piloto”. La localización de la pieza podría ser óptica, tomando una fotografía de la pieza previamente a la sujeción para que el robot conozca la posición exacta de la pieza y su geometría. La descarga de piezas permanecería en posiciones fijas al centro de las mesas de temple con un centrador cónico que evitaría que la pieza quede descentrada. Requeriría de una computadora para controlar la operación que sincronizará al robot con las puertas de los hornos y con las prensas de temple. A las prensas de temple y a los hornos se les tendrían que colocar sensores y controladores para realizar esta tarea. Además, se requeriría de modificar el área de trabajo para aislar el paso de cualquier persona durante la operación. Por la parte del factor humano, se requeriría únicamente un operador por turno con un nivel de preparación mayor para poder resolver los problemas cotidianos que pudiera presentar el sistema de descarga y temple.
Capítulo III. Planteamiento del problema
3.1 Puntos a cubrir
3.1.1 Requerimientos del cliente.
La herramienta debe posicionarse cerca de la pieza y evitar lo más posible el contacto violento con ella. Por el acomodo de las piezas, cada una debe ser jalada hasta que sea asegurada en la herramienta para su traslado seguro. Debe servir para todos los números de parte de modelos HS/HT (Heavy Single/Heavy Tandem). Debe descargar la pieza sobre la matriz inferior de temple de la prensa. La fuerza ejercida por parte del operador debe ser la menor posible, se sugiere un sistema de autobalance para la pala.
3.1.2 Requerimientos de diseño.
(2.80 metros a partir de la puerta de entrada) dentro del horno de caja y en una atmosfera con alto potencial de carbono de 1.4. El tiempo de contacto con la pieza va de los 25 a los 35 segundos
Imagen 24. Arreglo actual de una carga de corona antes de tratamiento térmico
3.2 Delimitación del problema
El proyecto se enfoca en el diseño de una máquina-herramienta tipo pala y no en el diseño, mejora, modificación o sugerencia de un proceso de tratamiento térmico con respecto al movimiento de materiales o carga y descarga de estos. Es importante recalcar este punto porque la solicitud de diseño fue específica en una pala de descarga y no en una propuesta de mejora de procesos.
3.3 Metodología
Requerimientos y análisis de la operación
Detección de puntos clave
QFD, FMEA
Diseños preliminares
Diseños a detalle
Diseño definitivo
Cálculos de ingeniería
Simulación
Dibujos y Lista de Partes
Ficha Técnica y de Mantenimiento
3.4 Puntos clave
Juntando los requerimientos del cliente con los de diseño, se obtienen los requerimientos generales. Estos requerimientos se dividen en cinco secciones, y éstos a su vez se subdividen en otros puntos (clave) que se tomarán, de ahora en adelante, como las
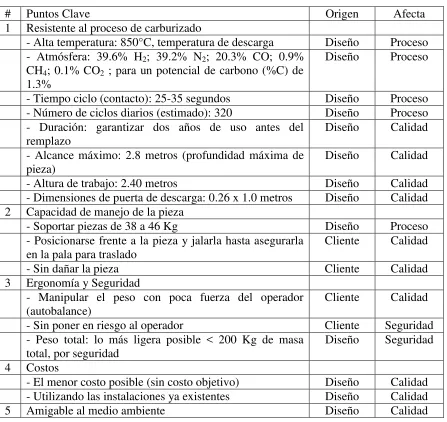
Tabla 7.
Puntos clave para diseño.
# Puntos Clave Origen Afecta
1 Resistente al proceso de carburizado
- Alta temperatura: 850°C, temperatura de descarga Diseño Proceso - Atmósfera: 39.6% H2; 39.2% N2; 20.3% CO; 0.9%
CH4; 0.1% CO2 ; para un potencial de carbono (%C) de 1.3%
Diseño Proceso
- Tiempo ciclo (contacto): 25-35 segundos Diseño Proceso
- Número de ciclos diarios (estimado): 320 Diseño Proceso
- Duración: garantizar dos años de uso antes del remplazo
Diseño Calidad
- Alcance máximo: 2.8 metros (profundidad máxima de pieza)
Diseño Calidad
- Altura de trabajo: 2.40 metros Diseño Calidad
- Dimensiones de puerta de descarga: 0.26 x 1.0 metros Diseño Calidad 2 Capacidad de manejo de la pieza
- Soportar piezas de 38 a 46 Kg Diseño Proceso
- Posicionarse frente a la pieza y jalarla hasta asegurarla en la pala para traslado
Cliente Calidad
- Sin dañar la pieza Cliente Calidad
3 Ergonomía y Seguridad
- Manipular el peso con poca fuerza del operador (autobalance)
Cliente Calidad
- Sin poner en riesgo al operador Cliente Seguridad
- Peso total: lo más ligera posible < 200 Kg de masa total, por seguridad
Diseño Seguridad
4 Costos
- El menor costo posible (sin costo objetivo) Diseño Calidad
- Utilizando las instalaciones ya existentes Diseño Calidad
Para garantizar el diseño adecuado del producto de este proyecto (Pala), Se aplican un par de herramientas administrativas que ayudan a visualizar los puntos clave del proceso de diseño junto con las acciones requeridas para cubrir cada punto y prevenir errores o fallas en el diseño: el Despliegue de la función de Calidad (Quality Function Deployment, QFD) y el Análisis de Modo y Efecto de Falla (Failure Mode Effect Analysis, FMEA) de diseño.
3.5 Elaboración de QFD
A partir de los requerimientos del cliente y de los requerimientos percibidos de diseño, se aplica el Despliegue de la Función de Calidad para visualizar de forma clara: los requerimientos contra las acciones para lograrlos; la importancia de cada requerimiento; nuestro posicionamiento contra la competencia y, por último; la relación existente entre las actividades.
Tabla 8.
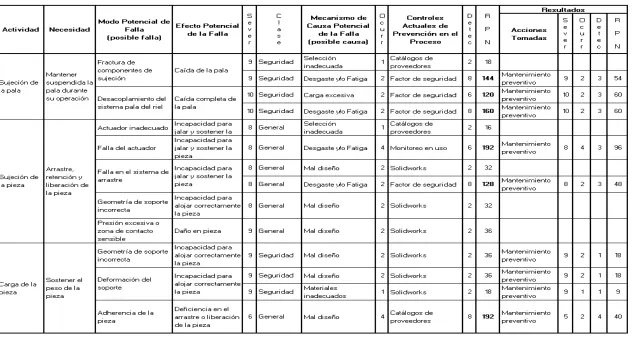
3.6 Elaboración del FMEA
Tabla 9.
En negrillas, los valores de Risk Priority Number (RPN) que se deben considerar como críticos durante todo el proceso de diseño de nuestro producto. Recordemos que el valor máximo es fijado a consideración de quien hace el análisis, y en este caso, se fija el valor en 100 puntos, además de incluir todas las características de seguridad. Los valores finales de RPN, son recalculados después de haberse fijado acciones para disminuir estos riesgos de falla potenciales. Como consecuencia de que las acciones tomadas forman parte de una estrategia de mantenimiento preventivo, sobre la cual no se tendrá injerencia alguna, estas serán incluidas como recomendaciones importantes en los documentos entregados al cliente para su implementación.
Capítulo IV. Ingeniería
4.1 Diseño preliminar
Fijadas las consideraciones importantes de diseño se presenta la idea general de funcionamiento del prototipo.
Imagen 25. Bosquejo del diseño preliminar
Este consta de un tramo de perfil estructural de 3,20 metros, que por un extremo tiene al manubrio y por el otro la cuchara de la pala. Está suspendido por una cadena en el centro de masa y consta de un contrapeso ligeramente desplazado de la profundidad máxima de entrada al horno y tiene dos secciones tubulares cédula 40 con 2 contrapesos de 22,5 Kg que se desplazarán más de un metro en forma diagonal por ambos lados del operador. Estos contrapesos están accionados por cilindros neumáticos que se activan al ser cargada la pieza con la pala, a través de un control manual localizado en una de las manijas del operador y, en la otra, los controles de ascenso y descenso de la pala. El sistema de arrastre de la pieza, también es accionado por un cilindro neumático que mueve un tubo con una pieza para sujeción en su extremo (sobre el eje de la pala) unos veinte centímetros hasta alcanzar la pieza y luego jalarla hacia el alojamiento de la pala. El sistema de contrapeso consta de dos arreglos de cilindro, vástago, peso, rodajas, guías y gabinete, que corre horizontalmente (uno a cada lado del operador) en forma de V. Por
W T
último, el sistema de sujeción de cadenas y polipasto. Este último, es el mismo que actualmente se encuentra en uso.
Imagen 26. Dibujo simplificado en 3D del prototipo a partir del bosquejo original
4.2 Diseño a detalle
4.3 Diseño definitivo
Al realizar el análisis estático de la pala, se advierte que es necesaria una fuerza proporcionada por el operador para mantener el equilibrio estático cuando es cargada la pala. Esta situación nos lleva, de nuevo, a reconsiderar el diseño. Para mantener el diseño en una cantidad de masa baja se debe eliminar el sistema de contrapeso pero al eliminar la opción de autobalance solamente se puede mantener el equilibrio estático de la pala en forma horizontal en alguna de las dos situaciones de operación: cargada o descargada.
Si se decide que el equilibrio estático en posición horizontal sea para la situación en la cual se encuentra descargada, la fuerza que realice el operador cuando ésta se cargue será grande. Además, esta situación es la menos importante ya que el tiempo que esta posición se mantiene es un breve instante antes de la carga y un poco después de la descarga y, por lo tanto, de poca ayuda para el operador.
Por otra parte, si se decide que el equilibrio estático se mantenga durante la carga de la pieza, en una posición horizontal, se debe mover el punto del primer apoyo (el más cercano a la pieza) muy próximo la pieza misma. Esto último resulta inconveniente porque se tendría contiguo al sistema de arrastre o se encontraría sobre él. Además, al incrementar la sección transversal de la pala en el frente, se estorba el campo visual del operador y también disminuye el área de movimiento para manipular la pala en la puerta del horno. Adicionalmente, de todas formas es necesaria una fuerza ejercida por el operador para contrarrestar el momento ejercido por la pieza y mantener la posición horizontal.
magnitud puede alcanzarse realizando una fuerza ligera e inclusive con el mismo peso del cuerpo inclinándolo tan solo unos 15° a partir del eje vertical. Esto es sumamente fácil para una persona de unos 70 Kilogramos (que es el peso promedio de un hombre en el centro del país).
Imagen 27. Diseño definitivo 3D
4.3.1 Cálculos para el centro de giro
Imagen 28. Diagrama de cuerpo libre para el centro de giro
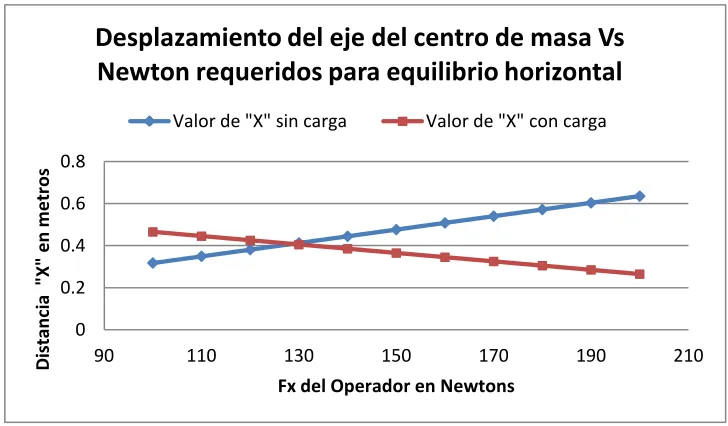
Las ecuaciones para la suma de momentos en el centro de giro es calculado para ambas opciones: cargada y descargada. En Excell se tabula el valor de “x” que es la distancia de desplazamiento del centro de masa de la pala para las opciones: sin carga “xsc” y con
carga “xcc”, en el rango de 100N a 200N como valor de fuerza “Fx” que el operador aplicaría para mantener el sistema en equilibrio.
[image:52.612.142.506.444.657.2]Gráficamente en la siguiente tabla se puede observar el comportamiento de una mejor manera.
Tabla 10.
Gráfica desplazamiento vs fuerza
0.2 0.4 0.6 0.8 ci a "X " e n m e tr o s
Desplazamiento del eje del centro de masa Vs
Newton requeridos para equilibrio horizontal
El valor para el cual la fuerza aplicada, tanto como para jalar como para empujar la pala, por parte del operador es similar (130N) y corresponde a una distancia aproximada de 0.40 metros. Aplicando los principios de ergonomía que establecen que es más fácil/cómodo para una persona aplicar una fuerza horizontal empujando en lugar de aplicar la misma fuerza jalando, se prefiere establecer una distancia de 0.35 metros que requiere de cerca de 110N de fuerza jalando, en el caso de estar descargada y de aproximadamente 160N empujando para el caso de estar cargada. Estos valores se encuentran indicados en color verde en la tabla anterior.
Ahora, obtenemos los valores exactos de fuerza para la distancia definida de 0,35 metros y se substituye en las ecuaciones de momento.
Si se observa el comportamiento de las fuerzas a partir de la altura de operación, entonces
fijando el valor de “x” en 0,35 metros se evalúan las ecuaciones variando el valor de
altura “h”.
A continuación, para calcular las tensiones que servirán para seleccionar las cadenas a utilizar y diseñar los apoyos de sujeción a la pala se plantean las ecuaciones del modelo estático para las situaciones: cargada y descargada.
Imagen 29. Diagrama de cuerpo libre del modelo estático en equilibrio
Substituyendo los valores de las funciones trigonométricas y de las fuerzas se obtiene, a partir del sistema de ecuaciones, la matriz de coeficientes, su inversa y la de valores para cada caso:
Y por último, resolviendo el sistema de ecuaciones, obtenemos los valores de tensión en Newtons para cada apoyo:
Los valores obtenidos serán utilizados más adelante para determinar el tipo de cadena a utilizar para mantener la herramienta suspendida en operación.
4.3.2 Soporte base “Cuchara”
Con el análisis de los dibujos de Ingeniería del Producto, de las Hojas de Operación y de la información de Producción, se nota lo siguiente:
Imagen 30. Dos coronas apiladas
Aproximadamente, el 90% de los modelos de corona presentan un ángulo de 15° en la zona de sujeción de la pieza (ángulo de respaldo o Back Angle, B.A.) y en el resto de los modelos van desde 11°30’ hasta los 20°19’. Por lo tanto, se dibujan secciones de pala en 22°, 15°, 18° y 11.5° y cuatro modelos de corona con los ángulos de respaldo y tamaños más extremos, así como una pieza para el modelo más común y alto. Con estos dibujos y comparando sus perfiles y altura de carga se llega a la conclusión de que la pala con ángulo a 15° es la que mejor se ajusta a todos los modelos y presenta menor variación en altura, y por lo tanto, es la base para calcular la posición a la que tiene que estar el sistema de arrastre. Se presenta el ensamble de los cuatro perfiles de piezas contra la sección cónica de pala a 15°.
Imagen 33. Ensamble pala 15° y corona 131198 (B.A.15°)
Imagen 34.Ensamble pala 15° y corona 131608 (B.A.20°19’)
A partir de estas consideraciones para este componente se pensó una sección transversal robusta y con un ángulo interior de 15° para que rodee a la pieza a manera de cono y que pueda posicionarse desde abajo para sujetar la mitad de la corona antes de accionarse el sistema de arrastre, y de esta manera, hacer más segura la maniobra. Tomar en cuenta que este ángulo puede cambiarse si la simulación arroja valores muy altos de temperatura que lleven a nuestro componente a un estado plástico fácilmente deformable. De ser así, se buscaría un ángulo que disminuya la zona de contacto de una cara cónica a una línea de contacto, sacrificando el mejor acoplamiento por una menor temperatura en estado estable.
Cálculo de esfuerzos cortantes en pernos. De manera horizontal, la cuchara se presenta como una viga con sus correspondientes fuerzas y reacciones.
Imagen 35.Diagrama de cuerpo libre de soporte “Cuchara”
Con los datos anteriores, se formulan las ecuaciones de momento en el punto 1 y de suma
de fuerzas en la componente “y” para el modelo estático.
Las reacciones con valor mayor son las que ocurren en el perno que está en contacto con el alma del perfil estructural, mientras que la mitad del valor corresponde a las zonas de
R
1
w
p
seguridad y se comparan contra la mitad del esfuerzo de cedencia (yielding) conocido como criterio Tresca o Máximo Esfuerzo Cortante (MEC).
A partir de estos resultados, se sabe que podemos tomar cualquiera de los tornillos propuestos sin que fallen y de preferencia los de mayor factor de seguridad ya que un aumento en el diámetro de los tornillos no representa un costo significativamente mayor (14mm) pero esta medida no es de primera opción o principal, entonces tomaremos 16mm.
Como se mencionó anteriormente, esta pieza consta de dos componentes soldados para el cual se presentan los cálculos para esfuerzos en uniones soldadas sujetas a flexión, tabla 9-2 que se muestra en el Apéndice A-1. En la figura siguiente, se puede ver el diagrama
Imagen 36. Diagrama de cuerpo libre soldaduras Imagen 37. Cordón de soldaduras
Enseguida, los cálculos en Excell para encontrar el esfuerzo cortante al que está sometido el cordón de soldadura, que se divide en un esfuerzo cortante principal y otro por flexión.
x
b=0.064m
d=0.042m y
G 0.126m
0.260m
MG
107.75 N 441.45 N
τ´ RG
G
Del catálogo del proveedor Conarco, se selecciona el denominado E9018-B3.
Como se observa, el esfuerzo cortante por flexión está muy por debajo del esfuerzo permisible de la soldadura. Solamente para completar los cálculos, se realizan las operaciones para determinar los esfuerzos en el material base, en donde se puede tomar arbitrariamente el valor de 0.25Sy (AISI 8620 templado y revenido, Sy = 620MPa), que es la mitad del valor considerado por el criterio TRESCA, debido a que el material se vuelve frágil en las zonas contiguas a la aplicación de la soldadura, por sufrir un tratamiento térmico.
Al igual que con la soldadura, el esfuerzo del material base está muy por debajo del límite establecido.
Para una temperatura mayor a 1000°C arroja la misma recomendación de recubrimiento
Imagen 38.Soporte base “Cuchara” 3D
4.3.3 Manubrio
Esta pieza tiene como función la sujeción de la herramienta, el manejo y el equilibrio de ésta. Este componente está pensado que soporte una carga de 200N como máximo en fuerza axial en eje horizontal (+/-X). Para efectos de cálculo, se toma la pieza en su condición de mayor carga o con pieza. Los valores que se utilizan para masa y distancias
son los que arroja el software Solidworks, y la fuerza en “x”, de los cálculos obtenidos del análisis para el desplazamiento del centro de giro a partir del centro de gravedad. Los datos son los siguientes: masa: 7.825Kg; peso: 76.76 Newtons y; fuerza en x (empujando): 157.47 Newtons.
4.3.4 Arrastador
El sistema de arrastre consta de un actuador (cilindro neumático), dos tubos, dos conexiones, un bloque de arrastre, una pieza de sujeción y arrastre y un resorte para asegurar el regreso de la pieza de arrastre. El cilindro neumático se encuentra situado en la parte más alejada posible de la cuchara de la pala y tiene una carrera máxima de 0.20 metros. El vástago del cilindro se acopla con el tubo de mayor longitud utilizando un pequeño bloque de conexión para mantener este tubo sobre la superficie superior del perfil estructural tipo I. Al final del tubo antes mencionado, se encuentra la otra guía y, en seguida, el otro bloque de conexión para sujetar ambos tubos pero este último tubo se encuentra a una mayor altura final. El tubo más pequeño está conectado al bloque de arrastre que consta de un componente instalado en la bisagra de este bloque que va a girar hacia el centro de la pala (hacia el operador) para permitir pasar todo el perfil de la corona y, una vez librada la pieza, regresar a su posición vertical por medio de la gravedad y también por la acción del resorte que se encuentra alojado en un orificio del bloque de arrastre. De esta manera, cuando el actuador sea requerido para regresar, el sistema de arrastre jalará a la pieza hasta hacer contacto con toda la superficie cónica del interior de la cuchara, y de esta forma, asegurar la posición de la corona durante todo su traslado. Los bloques de conexión entre los tubos se unen por medio de soldadura a excepción del vástago del cilindro para facilitar su posible remplazo.
Imagen 41. Sistema de arrastre
Utilizando Festo ProPneu, un software para selección de sistemas neumáticos, introducimos los datos a las pantallas del software, que se muestran a continuación:
Imagen 42a. Paso 1, selección de actuador Imagen 42. Paso 2, parámetros del sistema
Imagen 42e. Paso 5, lista de piezas
Realizando los cálculos para la parte más delgada de nuestro arrastrador se observa que el esfuerzo que va a realizar está muy por debajo del esfuerzo de fluencia del material. Realizar cálculos para algún otro componente es innecesario.
El cálculo para el resorte se muestra a continuación:
Se selecciona del catálogo del proveedor que consultamos en internet Raymond Distribution México el resorte D12050 (Apéndice A-5) con las siguientes características: Diámetro exterior 13.50mm, diámetro de alambre 1.0mm, Longitud libre 24mm, Longitud sólida 9.40mm, carga a longitud libre 21.97 N, coeficiente del resorte 1.49, y la tolerancia en diámetro de +/- 0.38mm. Este resorte fue el más cercano a las dimensiones calculadas en nuestros dibujos, además de que 22N no es una fuerza que pueda deformar a la pieza a 850ºC, ya que diseñar un resorte y fabricarlo eleva los costos y no representa una diferencia significativa.
Entonces, la tolerancia debe ser de 0.3 milímetros para el claro del arrastrador y 0.1m para el barreno pasado del bloque, como mínimo.
Imagen 43. Ensamble de bloque de arrastre y arrastrador
4.3.5 Revisión de cálculos para centro de giro
Al modificarse el componente “manubrio” para disminuir peso y operaciones de
manufactura, además de agregar otros componentes no considerados en el primer cálculo, necesariamente tenemos que volver a realizar los cálculos de equilibrio. Así que realizando los mismos cálculos que en la sección 4.3.1, colocamos los resultados con los nuevos valores y ya no explicaremos los conceptos para no ser redundantes.
Tabla 11.
Gráfica de desplazamiento vs fuerza
Imagen 44. Diagrama de cuerpo libre con el centro de gravedad desplazado
Resultados de tensiones en cadenas:
Los valores obtenidos en este inciso serán los que utilizaremos para verificar el equilibrio de nuestro componente principal habiéndose adecuado al manubrio como componente soldado al perfil estructural tipo I
4.3.6 Cuerpo de Perfil estructural I (W o IPR)
Imagen 45. Diagrama de cuerpo libre para el perfil estructural.
Ligeros errores en las distancias, sobretodo el centro de masa y valores iniciales arrojan un error final para la suma de fuerzas en “Y” de menos de 6 Newtons y menos de 3 Newtons - metro para la suma de momentos en el primer apoyo, lo cual es despreciable para el funcionamiento de nuestro modelo.
4.3.7 Polipasto y cadenas
El polipasto será el mismo que se encuentra actualmente en uso
Para las cadenas, se consulta directamente los catálogos de proveedor, tomando como carga el valor másico de las tensiones multiplicado por un factor de 7 para garantizar la seguridad del transporte de nuestra carga.
4.4 Simulación y Verificación de Diseño.
Para conocer el comportamiento de nuestro diseño en condiciones de operación, recurrimos al software disponible para evaluar: primero, el comportamiento bajo cargas térmicas; y segundo, en un estado estable de carga térmica, aplicar la carga de operación y así, saber la deformación máxima y los esfuerzos máximos. Los datos que se recopilan en la planta del cliente para la simulación son los siguientes:
4.4.1 Datos del proceso
De la información obtenida y los datos recopilados en campo se presenta la siguiente información que consideramos pertinente para esta etapa:
Hornos para coronas (total): 9
Hornos utilizados para coronas modelos HS/HT: 6
Capacidad de carga actual: 30 piezas
Capacidad de carga futura: 40 piezas
Tiempo ciclo de tratamiento térmico: 14 horas
Temperatura promedio ambiente en la plataforma de descarga: 38°C (311.15°K)
(Información proporcionada a partir de las lecturas obtenidas por inspectores de la Secretaría del Trabajo y Previsión Social en la última visita)
Temperatura de recuperación: 920°C (1193°K)
Tiempo de recuperación: 1hora, 40 minutos (6,000 segundos)
Número de Parte de la pieza de prueba (corona): 131198
Masa: 45 Kg
A partir de estos datos, se hacen cálculos para determinar la capacidad anual de los hornos y los tiempos de descarga, este último es útil para la simulación. La capacidad anual total se calcula para un año de 360 días, ya que se paran los hornos solamente una semana por año, esto es la última semana de diciembre.
Ahora se hacen los cálculos para obtener las piezas por día actuales y las piezas por día en el futuro (cuando se implemente el cambio de proceso y entre en uso la pala).
De la operación cotidiana fue posible recolectar ocho ciclos de descarga de piezas y se toman los tiempos para cada etapa, que se dividen como sigue.
Tabla 12.
Tiempos por etapa
Con estos tiempos, se obtienen los tiempos ciclo, el tiempo de permanencia dentro del
horno, el tiempo de contacto entre la pieza y la pala. La columna “Dentro sin carga”
muestra el tiempo para cada ciclo en que la pala estuvo dentro del horno hasta un instante antes de tocar la pieza. La columna “Dentro con carga” arroja el tiempo para cada ciclo
en que la pala estuvo dentro del horno sosteniendo la pieza hasta un instante antes de cruzar la puerta del horno para su salida. La última columna “Fuera con carga”,
El último dato que falta es el tiempo promedio en que permanece la pala sin uso (enfriándose) entre cada descarga de pieza, valor que se obtiene a partir de las piezas por carga y el tiempo que se dispone para la descarga de un horno.
Este valor es el que se utiliza para el paso 4 de nuestra simulación.
para el coeficiente de película del aire el valor más utilizado que se ha encontrado en los documentos consultados.
Con los datos anteriores se define completamente las fases de simulación y los valores a utilizar para cada ciclo, los valores pertenecientes a las fases están en segundos.
4.4.2 Simulación
Imagen 47a. Simulación térmica paso 1, pala (cuchara a 15°) dentro del horno antes del
En el estudio T1, se tiene la pala dentro del horno (convección a 850°C) en contacto con la pieza con una temperatura en la zona cónica de 850°C por nueve segundos, obteniéndose la siguiente imagen.
Imagen 47b. Simulación térmica paso 2, pala (cuchara a 15°) dentro del horno en contacto
con la pieza
El estudio T2 (fase 3), ocurre por veintidós segundos fuera del horno (temperatura ambiente, convección) pero en contacto con la pieza en la misma zona de sujeción (850 C).
Imagen 47c. Simulación térmica paso 3, pala (cuchara a 15°) fuera del horno y en
Para concluir el primer ciclo de trabajo de nuestra herramienta, se simula el enfriamiento de toda la pieza a temperatura ambiente del área de trabajo (38°C).
Imagen 47d. Simulación térmica paso 4, pala (cuchara a 15°) fuera del horno sin contacto
con la pieza
Imagen 48a. Simulación térmica paso 1, ciclo 2.
trabajo se obtienen valores en la pieza “Cuchara” de alrededor de los 700°C. Por lo tanto, como se manejó previamente en el punto 4.3.2, está la necesidad de modificar el ángulo interior de esta pieza para disminuir por mucho el área de contacto entre la pieza y el componente mencionado para tener únicamente una línea de contacto, y de esta forma, disminuir la transferencia de temperatura.
La siguiente simulación, con un ángulo para el cono en la zona de sujeción será ahora de 16°, lo cual hará que la zona de sujeción quedará en la parte baja de la zona cónica. La forma de simular esta línea de contacto será con un escalón de 1 mm de espesor por 0.75mm de altura, ya que el programa de simulación no admite áreas menores a 0.5 milímetros cuadrados.
Pasando exactamente por los mismos pasos, ahora llamados T1, T2, T3 y T3 (y los siguientes ciclos añadiendo una letra) para coincidir con cada fase, se inicia una nueva simulación.
Entonces correremos el programa para el primer ciclo.
Imagen 49a. Simulación térmica paso 1, pala (cuchara a 16°) dentro del horno antes del
contacto con la pieza
Imagen 49b. Simulación térmica paso 2, pala (cuchara a 16°) dentro del horno en contacto
con la pieza
Imagen 49c. Simulación térmica paso 3, pala (cuchara a 16°) fuera del horno y en
contacto con la pieza
Imagen 49d. Simulación térmica paso 4, pala (cuchara a 16°) fuera del horno sin contacto
con la pieza
Después de descargar la pieza la pala se enfría hasta una temperatura cercana a los 160°C antes del segundo ciclo.
Imagen 50a. Simulación térmica (Cuchara 16°) paso 1, ciclo 6.
Se observa que la temperatura de la pala descargada dentro del horno (prácticamente la misma que fuera de él) antes de hacer contacto con la pieza tiene una temperatura alrededor de los 400°C (410°C para ser exactos).
Al hacer contacto la herramienta con la pieza, los valores de temperatura cerca de la zona de contacto no aumentan de forma abrupta.
Imagen 50c. Simulación térmica (Cuchara 16°) paso 3, ciclo 6.
Imagen 50d. Simulación térmica (Cuchara 16°) paso 4, ciclo 6.
4.4.3 Verificación del Diseño
En la descarga de la pieza, los valores de temperatura se han acercado a un valor de temperatura estable, disminuyendo su incremento en cada ciclo. Este es el valor de temperatura que se busca (estado estable) porque es útil como base para la siguiente etapa de simulación. Cabe señalar que el valor más alto siempre será el de la zona de contacto con la pieza, y ese valor no va a cambiar por lo que debemos considerar que en esta zona de contacto y en puntos aledaños el material va a sufrir un tratamiento térmico de manera constante, y se debe considerar esta zona como acero recocido, con sus correspondientes propiedades.
influida por la presencia de la pieza. Colocar un sensor de temperatura en alguna parte que se considere importante de la Cuchara (como por ejemplo, un punto a la mitad de la cara superior entre la soldadura y el diámetro en la zona más delgada) podría también ser útil para saber el comportamiento de la temperatura y más sencillo pero no daría una idea de la rapidez del enfriamiento de la Pala (particularmente, la Cuchara), que puede ser utilizado para calcular el coeficiente de película real del medio ambiente.
[image:94.612.109.540.378.505.2]Así, se muestran los datos tabulados de las seis simulaciones
Tabla 13.
Datos de temperatura por simulación
Temperatura Ciclo 1 2 3 4 5 6
Después de Ti (°C) 338 413 441 487 511 540
15 seg. Recién salida Incremento 75 28 46 24 29
Temperatura Tf (°C) 160 244 306 351 385 410
Después de Antes de entrada Incremento 84 62 45 34 25
Tabla 14.
Gráfica de comportamiento de temperatura para el instante posterior a la descarga de la pieza.
Tabla 15.
Gráfica de comportamiento de temperatura para el instante anterior al inicio del siguiente ciclo.
y = -4.3929x2 + 69.321x + 279
R² = 0.9897
0 100 200 300 400 500 600
0 1 2 3 4 5 6 7
Tem p e ratu ra °C Ciclo
Temperatura de descarga de la pieza en °C
Polinómica (Temperatura de descarga de la pieza en °C)
y = -7.2679x2 + 99.961x + 69.7
R² = 0.9991
0 100 200 300 400 500
0 1 2 3 4 5 6 7
Te m p e rat u ra °C Ciclo
Temperatura previa a la carga del siguiente ciclo en °C
[image:95.612.142.503.464.694.2]Para obtener el valor máximo de temperatura se toman las ecuaciones de tendencia de cada gráfica, se deriva para obtener sus valores máximos igualando a cero. Nótese que el valor de correlación es alto en ambas gráficas.
Como se observa, el valor máximo de temperatura se alcanza casi a finales del séptimo ciclo en los instantes posteriores a la descarga de la pieza. Tabulando los resultados de los Ciclos 7, 8 y en el valor de x máximo:
Max.
Ciclo 7 8 7.8901
Ti (°C) 549 552.42 552.48
Ciclo 7 8 6.8769
Tf (°C) 413.3 404.24 405.95
Imagen 51. Cargas aplicadas a la Pala en condiciones de operación en el estado estable de
temperatura.
Imagen 52. Esfuerzos resultantes.
Imagen 53. Deformaciones unitarias.
4.5 Resultados y conclusiones
4.5.2 Lista de Partes
Tabla 16.
4.5.3 Explosión de partes 1 2 7 6 5 4 3 10 9 8 12 13 15 14 11 13 14 14 14 16 22
19 x 4
17 x 4
18
21 x 2
4.6 Fichas de la Herramienta
4.6.1 Ficha Técnica
Esta Herramienta está diseñada para extracción de engranes tipo corona de modelos Heavy Single /Heavy Tandem (sin portacorona) desde hornos de caja (Batch) a través de un espacio (puerta) de 260 mm de altura, 1000 mm de ancho y a una profundidad máxima de 2600 mm para una carga de trabajo de 45 Kg hasta un máximo de 55 Kg, sin separación vertical entre piezas, en un una atmósfera con potencial de carbono de 1.4, como máximo, y a una temperatura de 850°C. Hecha con perfil estructural tipo I, a manera de cuerpo, un soporte para piezas “Cuchara” hecha en acero aleado 8620,
templado y revenido, como estructura soldada, un manubrio tubular también soldado y, por último, un sistema de arrastre tubular, accionado por un cilindro neumático y rematado en un bloque de arrastre con arrastrador abatible y bloqueo al momento de carga con regreso por medio de resorte. La herramienta se presenta suspendida con cadenas mediante un polipasto neumático sujeto a un perfil estructural rectangular con capacidad de carga de 250 Kgf que corre sobre un riel. Su temperatura superficial en estado estable en la zona crítica (parte soldada de la Cuchara con el soporte de acoplamiento) es de 553°C para una tiempo entre descarga de una pieza y otra de dos minutos y medio, de forma continua.
4.6.2 Ficha de Mantenimiento
Tabla 17.
Programa de Mantenimiento Preventivo
PMP
Frecuencia
Pieza
Diaria Semanal Mensual Trimestral SemestralInventario de Seguridad
Guías de
Arrastrador X X X
Inspección
Visual X 1 juego
Módulo Arrastre X Inspección
Visual X
Verificar
Geometría X 1 juego
Resorte Inspección
Visual X X X X 5 piezas
Tubos y Bloques de Arrastre
Inspección
Visual X X
Verificar
Geometría 1 juego
Cilindro Neumático
Inspección
Visual Lubricación
Revisión
de Fugas X X 1 pieza
Cuchara Inspección
Visual X
Verificar
Geometría X X 1 pieza
Pernos y
Tornillería X X X X
Inspección
Visual 1 juego
Manubrio X X X Inspección
Visual X
Compra programada
Perfil Estructural X X X Inspección
Visual X
Compra programada Grilletes y
Separadores X X X
Inspección
Visual X
Compra programada
Cadenas X X X Inspección
Visual X