UNIVERSIDAD NACIONAL DE TRUJILLO FACULTAD DE INGENIERÍA
ESCUELA PROFESIONAL DE INGENIERÍA DE MINAS
“REDUCCIÓN DE COSTOS DE CARGUÍO, MEDIANTE LA IMPLEMENTACIÓN DE UN SISTEMA DE GESTIÓN DE GETS, EN
ANDES PERU GOLD - HUAMACHUCO”
TESIS PARA OPTAR EL TÍTULO PROFESIONAL DE INGENIERO DE MINAS
AUTOR: Br. NARCISO NONTOL, BLANCA ANTONELLA
TRUJILLO – PERÚ
“REDUCCIÓN DE COSTOS DE CARGUÍO, MEDIANTE LA IMPLEMENTACIÓN DE UN SISTEMA DE GESTIÓN DE GETS, EN
ANDES PERU GOLD - HUAMACHUCO”
JURADOS
______________________________ ______________________________ Mg. Jorge Omar Gonzales Torres Dr. Solio Marino Arango Retamozo CIP:161335 CIP: 41484
PRESIDENTE SECRETARIO
____________________________________ Mg. Alberto Cipriano Galván Maldonado
DEDICATORIA:
A Dios por ayudarme a alcanzar una de mis metas, quien con su bendición llena siempre mi vida.
A mis padres por ser mi pilar fundamental, por darme la vida y apoyarme económicamente, moralmente y ser mí soporte en estos años de estudio.
.
AGRADECIMIENTO
A Dios, por darme la oportunidad de realizarme como persona y como profesional. A la Universidad Nacional de Trujillo, al personal directivo, jerárquico, docente y administrativo de la Facultad de Ingeniería de Minas, a los profesores que en ella trabajan por entregarme las herramientas necesarias para convertirme en Ingeniero de minas.
INDICE
DEDICATORIA:... ii
RESUMEN . ...xi
ABSTRACT ... xii
CAPITULO I ... 1
1. ANTECEDENTES Y JUSTIFICACION PROBLEMÁTICA ... 1
1.1. Realidad Problemática ... 1
1.2. Antecedentes: ... 2
1.3. Marco Teórico ... 3
1.3.1. GETS (Elementos de Desgaste) ... 3
1.3.1.1. Especificación de los GETS (elementos de desgaste) de los equipos de carguío .. 4
1.3.2. Sistema de gestión de GETS ... 8
1.3.2.1. CMMS (Computational Management Maintenance Systems) ... 9
1.3.2.2. Mantenimiento Total de la Producción (TPM)... 9
1.3.3. Desgaste De Materiales ... 10
1.3.8.1. Tipos de Desgaste ... 11
1.3.4. Reducción de costos ... 18
1.3.5. Fundamentos de ingeniería en el movimiento de tierras... 20
1.3.6. Operaciones Básicas en el Movimiento de Tierras... 20
1.3.7. Análisis de un plan de gestión de mantenimiento de maquinaria... 22
1.3.8. Metodología de un mantenimiento planeado de maquinarias ... 24
1.3.9. Mantenimiento Preventivo. ... 27
1.3.10. Definición de términos básicos... 28
3. HIPOTESIS ... 30
4. OBJETIVOS ... 31
CAPITULO II ... 32
MATERIALES Y METODOS ... 32
1.1. Material de Estudio ... 32
2.1.1. Ubicación y acceso del área de estudio. ... 32
2.1.2. Flujograma de Estudio del proyecto. ... 33
2.1.3. Métodos, instrumentos y procedimientos de análisis de datos ... 34
2.1.3.1. Recolectar la información y definir el modelo conceptual ... 34
2.1.3.2. Recopilación de datos e información de los equipos a analizar: ... 34
2.1.4. Análisis sobre los principales factores que influyen en el rendimiento de los equipos de carguío: ... 36
2.1.5. Proceso de explotación minera ... 37
2.1.6. Análisis de detenciones de equipos de carguío dentro de la operación minera 40 2.1.7. Análisis de desgate de GETS en la operación minera. ... 41
2.1.7.1. Duración de los GETS en la operación ... 44
2.1.8. Descripción del proceso de mantenimiento correctivo antes de la implementación del proyecto ... 44
2.1.9. Soluciones propuestas y análisis de la implementación ... 45
2.1.9.1. Sistema de control para la mejora de la gestión del mantenimiento ... 48
2.1.9.1.1. Desarrollo del CMMS ... 48
2.1.9.2. Control de consumibles ... 49
2.1.10. Análisis de Indicadores ... 49
CAPÍTULO III ... 52
RESULTADOS Y DISCUSIÓN ... 52
3.1. Sistema de gestión de control de mantenimiento ... 52
3.1.1. Ordenes de trabajo. ... 52
3.1.2. Control de logística y almacenes. ... 52
3.1.3. Recepción y envió de equipos en la operación. ... 52
3.1.4. Control de consumibles ... 52
3.1.4.1. Análisis Económico del consumo de GETS en la operación ... 53
3.2. Cálculo del porcentaje utilización antes y después del proyecto ... 54
3.2 Discusiones ... 56
CAPÍTULO IV ... 58
CONCLUSIONES Y RECOMENDACIONES ... 58
5.1 Conclusiones ... 58
5.2. Recomendaciones ... 58
CAPÍTULO V ... 60
REFERENCIAS BIBLIOGRAFICAS ... 60
ANEXOS ... 62
Anexo 1: Geología de la Zona de estudio Mina Los Andes Perú Gold S.A.C. ... 63
Anexo 02: Formatos ... 71
Anexo 3: Material Fotográfico de la operación ... 74
LISTA DE FIGURAS
Figura 1: Dientes Excavadora Volvo 750 ... 4
Figura 2: Esquineros protectores laterales Volvo 750 ... 5
Figura 3: Adaptadores Excavadora Volvo 750 ... 5
Figura 4: Entredientes Cargador Frontal L150H Volvo ... 6
Figura 5: Dientes Cargador Frontal L150G ... 6
Figura 6: Protector Lateral Cargador Frontal L150H ... 7
Figura 7: Adaptadores Cargador ... 7
Figura 8: Entredientes Cargador ... 8
Figura 9: Bases del TPM ... 10
Figura 10: Desgaste abrasivo a) de dos cuerpos y b) a tres cuerpos ... 13
Figura 11: Desgaste por erosión a) erosión a altas velocidades y b) conducción de rocas en tubería c) Impacto de líquidos ... 15
Figura 12: Erosión de una superficie según el ·ángulo de impacto a) normal y b) diferente de 90° ... 16
Figura 13: Desgaste corrosivo Modelo representativo de la formación de la capa de óxido. ... 17
Figura 14: Triangulo de Mantenimiento ... 25
Figura 15: Representación gráfica de mantenimiento Preventivo ... 28
Figura 16:Ubicación y Acceso a la Mina El Toro ... 32
Figura 17:Flujograma De Estudio ... 33
Figura 18: Puntos de carguío ubicados en el banco 3260 ... 39
Figura 19: Diagrama de Pareto Falla Operacional 2017 – 2018 ... 40
Figura 21: Proceso de medición manual de la longitud del diente... 42
Figura 22: Medición manual con flexómetro de la longitud del diente ... 42
Figura 23: Ejemplo de reporte de la inspección de dientes ... 43
Figura 24: Comparación de Costos mensuales en consumo de GETS ... 54
Figura 25: Mapa Geomorfológico del proyecto y zona circundante. ... 63
Figura 26: Mapa De Geología Regional ... 65
Figura 27: Geología local del yacimiento. ... 67
Figura 28: Sección 10NW ... 68
Figura 29: Sección 13NW y Modelo de bloques ... 69
Figura 30: Reemplazo en campo de unas excavadora volvo 750 ... 74
Figura 31: Inspección de elementos de desgaste ... 74
Figura 32: Cargador Volvo 150 L150H esperando mtto de Gets ... 75
LISTA DE TABLAS Tabla 1: Tipos de mantenimiento realizado según la frecuencia de su horómetro ... 26
Tabla 2: Tipos de mantenimientos realizados según la frecuencia ... 26
Tabla 3: Parámetros de Perforación ... 38
Tabla 4: Parámetros de Voladura ... 38
Tabla 5: Duración de los elementos de corte en la Operación ... 44
Tabla 6: Identificación y codificación de Gets Cargador Frontal ... 46
Tabla 7: Identificación y codificación de Gets Excavadora ... 47
Tabla 8: Indicadores de Mantenimiento ... 50
Tabla 9:Costos Totales de adquisición de Gets Periodo Oct- Dic- 2018 (USD $) ... 53
Tabla 11: Horas de demora antes de la ejecución del Proyecto, % de utilización en
excavadoras y Cargador Frontal ... 55
Tabla 12: Horas de demora después de la ejecución del Proyecto, % de utilización en excavadoras y Cargador Frontal ... 56
Tabla 13: Reservas Por Fase ... 70
Tabla 14: Formato evaluación de GETS ... 71
Tabla 15: Formato de inspección de GETS ... 72
NOMECLATURA
Cant. : Cantidad.
Cant.Trab : Cantidad de Trabajadores.
Tj : Tajo.
Desq. : Desquinche. Disp. : Disparo. Dist. : Distancia. Gdia : Guardia.
Hr. : Horas.
Km : Kilómetros.
M : Metros.
m2 : Metros cuadrados. m3 : Metros cúbicos.
Niv. : Nivel.
Pza. : Pieza.
"US$" : Dólares Estadounidenses
TM : Toneladas.
Und. : Unidad.
RESUMEN
Los procesos de explotación de minerales requieren de maquinaria pesada para su carguío entre ellos están las excavadoras y cargadores. Siendo la excavadora 750 Volvo y el cargador frontal L150H Volvo los equipos con que se realizan tareas de carguío de material, transporte en camiones, retirado de top soil y otras actividades.
Tanto la excavadora como el cargador ataca el terreno con el cucharón y se necesita de GETS (elementos de desgaste) que faciliten el proceso de separar o romper el material para lograr realizar la carga. Los dientes son consumibles que se desgastan hasta llegarse a romperse por el constante uso.
Para el presente estudio se analizó sobre un cálculo de 25,000 horas de operación del equipo, de lo que se concluyó que el consumo de GETS puede llegar a ser aproximadamente el 50% del valor del equipo. Este trabajo propone, desarrollar e implementar un sistema de gestión que permita reducir el costo de utilización los GETS de las excavadoras y cargadores frontales en base la eficiencia y efectividad de utilización de los recursos materiales, económicos, humanos y de tiempo orientadas a la minería. Mediante el proceso de monitoreo del desgaste de GETS la empresa podrá tener información objetiva del desgaste y podrán gestionar la duración y cambio oportuno de los consumibles buscando que extender su vida útil y reducir los costos de carguío.
En el capítulo 1 se presentan aspectos introductorios del proyecto, el marco teórico. En el capítulo 2 se realiza una descripción del equipamiento utilizado, materiales y métodos. Los resultados y discusiones en el capítulo 3 y por último en el capítulo 4 se presentan las conclusiones y recomendaciones.
ABSTRACT
Mineral exploitation processes require heavy machinery for loading, including excavators and front loaders. Being the 450 Volvo excavator and the L150H Volvo front loader. With this equipment, material loading, truck transportation, removal of top soil among other activities are carried out.
Both the excavator and the loader attack the ground with the bucket and metal teeth or nails (GETS) are needed to facilitate the process of separating or breaking the material to achieve loading. The teeth are consumables that wear out until they are broken by constant use.
For the present study, an analysis of 25,000 hours of operation of the equipment was analyzed, from which it was concluded that the consumption of Gets can be approximately 50% of the value of the equipment. This work proposes to develop and implement a management system that allows to reduce the cost of using the GETS of excavators and front loaders based on the efficiency and effectiveness of the use of material, economic, human and time resources oriented to mining. Through the GETS wear monitoring process, the company will be able to have objective information on wear and will be able to manage the duration and timely change of the consumables, seeking to extend their useful life and reduce maintenance costs.
Chapter 1 presents introductory aspects of the project, the theoretical framework. A description of the equipment used, materials and methods is made in Chapter 2. The results and discussions in chapter 3 and finally in chapter 4 the conclusions and recommendations are presented.
CAPITULO I INTRODUCCIÓN
1. ANTECEDENTES Y JUSTIFICACION PROBLEMÁTICA 1.1. Realidad Problemática
La Mina Los Andes Gold en un proyecto minero en el cual se vio un incremento exponencial de la producción por lo que se tuvo que aumentar el número de equipos; es en este contexto que los costos de carguío y remplazo de los GETS (elementos de desgaste) de los equipos de carguío, según análisis se viene incrementado a tal punto que llegan en la actualidad a representar hasta el 20 % del total del costo por mantenimiento, lo que a su vez representa un aumento en los costos de alquiler de equipos; esto debido a que la incidencia en el costo directo depende del rendimiento propuesto y de la tarifa por hora de la maquinaría. .
En este contexto, toma relevancia la necesidad a que las empresas mineras desarrollen sus actividades y las gestionen de manera que equilibren sus aspectos económicos, buscando optimizar y gestionar los procedimientos para alcanzar los más altos rendimientos. Para dar una solución a este problema se propone implementar un sistema de gestión en el mantenimiento para lograr reducir significativamente el costo de carguío y remplazo de los elementos de desgaste para lo cual se deberá organizar la gestión de tareas de mantenimiento que se viene llevando en el proyecto, para poder implementar este plan se tiene que efectuar cambios completos en la manera que se maneja , cambios que incluyen codificación de maquinaria, registros de maquinarias, registros de mantenimiento y la creación de nuevos procesos y formatos de documentos para el correcto desarrollo de las actividades de mantenimiento.
1.2. Antecedentes:
A. García E. (2017), en su tesis “Gestión del Mantenimiento para la Operatividad de la Maquinaria de Movimientos de Tierras ICCGSA En La Vía Huancayo-Ayacucho” expone que: Que, en un mantenimiento de las cuchillas, cantoneras, uñas, pines, etc. de los equipos, se puede definir como los elementos que están en contacto directo con los materiales de la operación. Este rendimiento es muy variable, porque un mismo equipo con el mismo tipo de aceros puede consumirse más rápidamente si un material es más abrasivo que el otro. Eso significa que al elaborar una tarifa hay que tener en cuenta siempre las condiciones del material en cada una de las zonas de trabajo, algunos propietarios prefieren trasladar este costo al arrendador con la finalidad de evitar las pérdidas por un mal cálculo de consumo de elementos de desgaste. Para el cálculo de las horas hombre se debe estimar la ratio de ha/elemento. Con la propuesta de los controles, estatus, estado situacional, programación de los mantenimientos semanales, el cuadro de frecuencia de las horas de operación, elementos de desgaste, la generación de la ordenes de trabajo, el historial de las maquinarias lleva a mejorar una gestión de mantenimiento de maquinarias para movimientos de tierras y nos ayuda a alcanzar la disponibilidad propuesta por la empresa.
repuesto, para disminuir tiempos de reparación, buscando adquirir aquellos con no cuenta el servicio y Codelco, promover sinergia entre Divisiones y disminuir tiempos de detención por reparaciones mayores. Estrategia de detenciones programadas e imprevistos, enfocada en el uso eficiente de los recursos del servicio, en énfasis en la calidad y oportunidad de los mismos, eliminación de imprevistos.
1.3. Marco Teórico
1.3.1. GETS (Elementos de Desgaste) ¿Qué significa GETS?
G = ground, E = engaging, T = tool. (Herramienta de contacto con la tierra), los GETS o elementos de desgaste, son partes que protegen la estructura “madre” de un cucharon, no hay que olvidar que dependerá del uso adecuado o aplicación que le demos a los GETS para obtener el máximo beneficio en nuestra tarea de carguío, lo que significa mayor duración del cucharon y una mayor productividad a menor costo.
1.3.1.1. Especificación de los GETS (elementos de desgaste) de los equipos de carguío
El desgaste representa un alto porcentaje de los costos de carguío de la maquinaria, a la vez que es un factor determinante en su productividad. La correcta elección de los elementos desgastables hace que la maquinaria sea más efectiva y no pierde tiempo en su operación y ahorre recursos por la reposición.
• Excavadora VOLVO 750
Figura 1: Dientes Excavadora Volvo 750
Figura 2: Esquineros protectores laterales Volvo 750
Fuente: El Autor
Figura 3: Adaptadores Excavadora Volvo 750
Figura 4: Entredientes Cargador Frontal L150H Volvo
Fuente: El Autor
• Cargador Frontal L150H
Figura 5: Dientes Cargador Frontal L150G
Figura 6: Protector Lateral Cargador Frontal L150H
Fuente: El Autor
Figura 7: Adaptadores Cargador
Figura 8: Entredientes Cargador
Fuente: El Autor 1.3.2. Sistema de gestión de GETS
El objetivo principal es establecer un sistema de gestión de la disponibilidad y mantenimiento de los equipos, facilitando la gestión de repuestos, reducir el tiempo entre fallos, facilitar la mantenibilidad, prevenir el deterioro, prever averías, etc.
La gestión del mantenimiento moderno se presenta como un conjunto de técnicas para cuidar la tecnología de los sistemas de producción a lo largo de ciclo de vida llegando a utilizarlos con la máxima disponibilidad y al menor costo, garantizando, entre otras cuestiones, una asistencia técnica eficaz a través de una buena formación y gestión de competencias en el uso y mantenimiento de dichos sistemas asegurando la disponibilidad planeada dentro de las recomendaciones de garantía y uso de los fabricantes de los equipos e instalaciones.
1.3.2.1. CMMS (Computational Management Maintenance Systems)
Dentro del mantenimiento planeado para una mejora en la gestión de mantenimiento preventivo, la planificación de la programación de os trabajos realizados a cada equipo, se necesita un software que pueda ordenar el trabajo a realizarse y que nos permita guardar la mayor información posible de cada máquina para el cual se propone, se maneja como guía general al Excel, de la misma manera se utiliza el programa SAP PM el cual está diseñado para la generación de órdenes de trabajo y para acumulación de información de vital importancia para los mantenimientos ya que permite acumular también los back up’s que vienen a ser los pendientes que se generan al no completarse al 100% las ordenes de trabajo, de la misma manera para la organización de pedidos de repuestos se inició con el manejo de SAP el cual es un programa que acelera el proceso de pedido de repuestos.
1.3.2.2. Mantenimiento Total de la Producción (TPM)
desde los operarios hasta los directivos de altos niveles. El pilar fundamental del TPM es el mantenimiento autónomo, en este los operarios se hacen cargo de los mantenimientos básicos. Mantienen sus equipos en buen estado de operatividad y hacen inspecciones constantes para detectar problemas potenciales, antes de que estos ocasionen fallas. En la imagen N° 9 podemos observar el esquema de la filosofía de RCM y sus alcances.
Figura 9: Bases del TPM
Fuente: Rosero C. 2013
1.3.3. Desgaste De Materiales
Este fenómeno, al igual que la corrosión y la fatiga, es una de las formas más importantes de degradación de piezas, elementos mecánicos y equipos industriales.
diferentes piezas, aunque puede llegar a afectar su sub-superficie. El resultado del desgaste es la pérdida de consistencia del material por la disminución de las dimensiones originales.
Los daños en los distintos materiales se deben principalmente a su deformación plástica y a la formación y propagación de grietas, corrosión y/o desgaste
Desde que el desgaste comenzó a ser un tópico importante y que necesitaba ser estudiado y entendido, aparecieron ideas sencillas de cómo prevenirlo o combatirlo, entre las que constan:
• Mantener baja la presión de contacto.
• Mantener baja la velocidad de deslizamiento.
• Mantener lisas las superficies de rodamientos.
• Usar materiales duros.
• Asegurar bajos coeficientes de fricción.
• Usar lubricantes.
1.3.8.1. Tipos de Desgaste • Por Fatiga de Contacto
microestructura y propiedades mecánicas, garantizando con esto niveles de tolerancia, acabado superficial y desvíos de forma y posición cada vez mejores.
Por otra parte, las leyes son cada vez más rigurosas para él, control de los niveles de ruido y contaminantes perjudiciales para el hombre y el medio ambiente que provienen de selecciones equivocadas de materiales o procesos empíricos de producción.
El “picado”, originado a partir de grietas, es una de las fallas por fatiga de contacto superficial, típico de elementos de máquinas, que trabajan bajo régimen de lubricación elastohidrodinámica y elevadas cargas superficiales. Este es el caso de cojinetes de rodamiento y ruedas dentadas en su punto de contacto, donde el mecanismo principal de falla es la aparición y propagación de grietas después de que las superficies han acumulado una determinada deformación plástica. Para controlar el desgaste es importante el buen acabado superficial, la correcta selección de las piezas y el filtrado de los lubricantes.
• Abrasivo
Desgaste por abrasión es la pérdida de masa debido a la interacción entre partículas o asperezas duras que son forzadas contra una superficie y se mueven a lo largo de ella. La diferencia entre desgaste abrasivo y desgaste por deslizamiento es el deterioro que experimentan los cuerpos involucrados (mayor en el desgaste abrasivo) ya sea por su propia naturaleza, tipo de material, composición química o configuración geométrica. Existen básicamente dos tipos de desgaste abrasivo (Figura 10):
Abrasión a dos cuerpos: El desgaste es causado por rugosidades duras pertenecientes a una de las superficies en contacto. Como ejemplo se tiene un taladro penetrando una roca.
sufrido por las mandíbulas de una Trituradora al quebrar la roca, o por la presencia de partículas contaminantes en un aceite que sirve para lubricar las superficies en contacto deslizante.
Figura 10: Desgaste abrasivo a) de dos cuerpos y b) a tres cuerpos
Fuente: Rosero C. 2013 • Adhesivo
La adhesión está asociada a toda formación y posterior rompimiento de enlaces adhesivos entre las interfaces, cuando dos superficies son colocadas en contacto directo. La adhesión conlleva además la soldadura en frío de las superficies. Con respecto al desgaste adhesivo, el papel principal lo juega la interacción entre las superficies y su grado de limpieza, es decir, que el acercamiento entre los cuerpos es tal, que no se presenta ningún tipo de impurezas, capas de Óxido o suciedades, permitiendo que el área de contacto aumente, pudiéndose formar uniones adhesivas más resistentes.
superficie que gana material aumenta su rugosidad, con el agravante de que cuando el movimiento continúa se genera desgaste abrasivo contra la otra superficie.
Piezas de maquinaria donde está normalmente involucrado el desgaste adhesivo, son. Sistemas, biela-seguidor, dados de extrusión-alambre, cola de milano-apoyo, engranajes, rodamiento-apoyo y herramientas de corte, elementos que pueden sufrir desgaste debido a adhesión.
La unión entre las superficies en contacto se destruye cuando la resistencia al corte de la interface es menor que la resistencia de los dos materiales. Puede suceder que la región adherida tenga mayor resistencia al corte que alguno de los dos materiales o incluso que los dos, por tanto, se puede presentar desgarre en uno, o en los dos materiales, permitiendo que uno de ellos sea adherido a la superficie del otro o que los dos materiales pierdan la interface.
La tendencia a formar regiones adheridas depende de las propiedades físicas y químicas de los materiales en contacto, de los valores de carga aplicados y de las propiedades de los materiales que están sobre las superficies; y, finalmente de la rugosidad. Generalmente el contacto entre metales es no metálico debido a la presencia de capas absorbidas como óxidos. La adhesión en este caso se da por medio de enlaces débiles o fuerzas de Van der Warls. Sin embargo, la deformación elástica o plástica de las asperezas puede provocar rompimiento de estas capas, por lo que la unión de la interface se da por medio de enlaces covalentes y metálicos, siendo los enlaces iónicos insignificantes en los metales.
• Erosivo
Desgaste erosivo se presenta en la superficie de los cuerpos como resultado del impacto de partículas sólidas, líquidas o gaseosas. Estas partículas pueden actuar solas o de manera combinada. La erosión afecta mucho a elementos que componen maquinaria usada en la industria minera y en general toda pieza que sea impactada por cualquier tipo de partícula.
Las partículas que causan el desgaste erosivo pueden estar en ambientes secos o húmedos, pudiendo actuar en forma muy variada tal como se muestra en la Figura 13. Cuando el medio de trabajo es húmedo (Ejemplo: un medio con agua y partículas de arena), la erosión y la corrosión son fenómenos que actúan en forma sinérgica, provocando la degradación acelerada de los materiales. Para el estudio del desgaste de piezas, se han propuesto en los últimos años varios modelos teóricos, con los que se intentan comprender los mecanismos de remoción de, material y las variables involucradas.
Figura 11: Desgaste por erosión a) erosión a altas velocidades y b) conducción de rocas en
tubería c) Impacto de líquidos
Fuente: Rosero C. 2013
fluidos. Las partículas impactan las superficies a diferentes velocidades y ángulos de incidencia, generando el desgaste a través de diferentes mecanismos.
En la Figura 12 se presentan esquemas que muestran la forma como partículas erosivas actúan en una superficie en dependencia del ángulo de incidencia. Para erosión en ángulos cercanos a 90°, la energía de la partícula se consume durante la deformación de la superficie en tanto que para ángulos menores a 90°, esa energía se utiliza en deformar y cortar el material de la superficie.
Figura 12: Erosión de una superficie según el ·ángulo de impacto a) normal y b) diferente de
90°
Fuente: Rosero C. 2013
• Corrosivo
comportamiento sinérgico. El proceso de desgaste corrosivo en materiales que forman capas pasivas es acelerado cuando esta capa es débil, como en el caso de algunos aceros inoxidables auténticos. (Figura 13)
Figura 13: Desgaste corrosivo Modelo representativo de la formación de la capa de óxido.
Fuente: Rosero C. 2013
• Por Rozamiento (Fretting)
El desgaste por rozamiento(fretting) ocurre entre dos superficies en contacto (no necesariamente moviéndose tangencialmente) que experimentan pequeñas oscilaciones cíclicas (del orden de 1 a 100μm). Cuando algunas vibraciones aparecen en las superficies en contacto, ocurren pequeños deslizamientos en la dirección del movimiento relativo, los que causan desgaste por fretting.
esta forma la holgura será ampliada y los debris tendrán la posibilidad de abandonar la interface más fácilmente. Un fenómeno asociado al daño por fretting es la aparición de grietas en la región afectada, lo que ocasiona reducción de la resistencia a la fatiga del material, en caso de que el componente experimente esfuerzos cíclicos.
1.3.4. Reducción de costos
La reducción de costos es uno de los temas más abordados en las empresas. Lo hacen todo el tiempo ya que es un proceso permanente. Esto se debe a que siempre se busca mejorar la rentabilidad de la empresa y, en consecuencia, la productividad. Es decir, tratar de "hacer más con menos", que es producir más con lo que se tiene o producir lo mismo con menores gastos. En ambos casos el objetivo es reducir costos.
Una empresa puede reducir costos por muchas razones: por una caída de las ventas, por falta de liquidez, por no tener acceso al crédito, etc. Y cuando esto sucede el recorte de gastos se da en las áreas de recursos humanos con el despido de personal, la reestructuración de los procesos de compra, cambios de proveedores, entre otras medidas.
Muchas veces estas decisiones no ayudan del todo, pero ¿qué hacer para reducir los costos de forma eficiente? Estas son algunas recomendaciones:
• Optimizar el proceso de producción:
Para hacer aún más eficiente la reducción de costos en su empresa es necesario que conozca profundamente cada proceso para detectar pasos innecesarios y le ayuden a disminuir procesos y/o gestiones que en el mediano o largo plazo se traducen en una reducción de los costos.
• Mejorar la calidad:
Al desarrollar un producto se debe generar valor. Entregar un producto bien hecho ayuda a que el cliente se encuentre satisfecho, y en consecuencia este seguirá comprando el producto, lo recomendará y se fidelizará con la marca. Por el contrario, si la calidad es defectuosa el cliente probablemente no volverá a comprarlo y la recomendación será mala.
Es conocido que cuesta más captar a un cliente que retenerlo y que una mala recomendación se replica más rápido que un buen comentario. Por ello es indispensable buscar fórmulas de producción que contribuyan al incremento del nivel de calidad a un menor costo si es posible.
• Capacitar al personal:
Esto hace referencia a no solo el personal técnico sino también al personal profesional. Tener a personas en puestos estratégicos pero que no son lo suficientemente capaces le hará perder tiempo y dinero. Lo mismo pasa con el personal que está en contacto con el cliente, ellos son el "rostro" de su marca y de usted depende que su personal entregue un servicio acorde con sus objetivos.
• Reducir el catálogo de productos:
Algunos productos tienen una demanda lenta y pasan mucho tiempo en el almacén antes de ser vendidos. Esto hace que el retorno del capital invertido se quede estancado. En estos casos se puede considerar abandonar el producto.
1.3.5. Fundamentos de ingeniería en el movimiento de tierras
El término movimiento de tierras incluye una gama de actividades múltiples desde la nivelación para la construcción de un edificio, hasta las operaciones de corte y relleno en la construcción de una carretera, o en la explotación minera, incluso también en la construcción de una presa de grandes dimensiones.
El equipo seleccionado para el movimiento de tierras debe ser capaz de completar el trabajo dentro del tiempo establecido en el contrato. Las unidades de acarreo deben tener la capacidad suficiente tanto en tamaño como en rapidez para mover el material y así poder cumplir con el trabajo requerido dentro del plazo acordado y a la vez obtener las ganancias esperadas. El equipo de carguío deberá ser capaz de excavar y cargar la cantidad requerida para completar el proyecto en el tiempo justo.
1.3.6. Operaciones Básicas en el Movimiento de Tierras
Las operaciones en el movimiento de tierras empiezan con la preparación del material que va a ser movido. Esto puede incluir aflojar o soltar el material por medio de una voladura o un escarificado. También puede incluir remover el exceso de humedad, por ejemplo, en una carretera esto se realiza después de limpiar la capa vegetal superior.
aunque se haya movido cuando se soltó el material. El material debe tener una forma y tamaño manejable, este debe encajar o entrar en el cucharón del equipo de excavación y en la tolva del equipo de acarreo. En el caso de las voladuras, las mallas de perforación deben estar bien calculadas de manera que el material volado tenga las dimensiones apropiadas para que los camiones puedan trasladarlos correctamente sin sufrir desgastes mayores a los estimados.
Luego de la excavación el material es trasladado desde su punto original de ubicación al lugar donde se almacenará para su posterior uso. La distancia de traslado puede variar desde algunos metros a varios kilómetros, por ejemplo, en la excavación para un canal de irrigación, el material excavado se utiliza en la construcción del mismo. En cambio, en la construcción de carreteras o presas, el volumen que se maneja es mucho mayor y el traslado del material se realiza a mayores distancias.
El término “cortar” significa remover el material desde su ubicación natural, y el término “rellenar” significa acarrear y descargar el material en el lugar indicado de acuerdo con el tipo de obra. Algunas veces también estos términos se utilizan juntos como “corte y relleno” para describir la actividad conjunta de la utilización del mismo material, como se puede distinguir en el caso de construcción de carreteras.
El siguiente paso en la operación del movimiento de tierras es la descarga del material, que por lo general es vaciado para su uso final en un lugar específico. Si el material va a ser desechado, éste se vaciará y no se tocará nuevamente durante la construcción. Por otro lado, si el material va a ser usado como relleno será descargado de tal forma que se pueda esparcir de una manera uniforme y compactado por otro equipo.
En resumen, la operación del movimiento de tierras se caracteriza por:
2. Excavación del material en el lugar de trabajo. 3. Acarreo o transporte del material a su destino final.
4. Descarga del material en el relleno, terraplén o en el lugar indicado de acuerdo a especificaciones de la obra.
5. Provisión del acabado final al material de acuerdo a las especificaciones de la obra.
Algunos trabajos no incluyen las operaciones de esparcimiento y compactación. Y algunos materiales pueden estar listos para la excavación sin necesidad de soltarlos o volarlos.
1.3.7. Análisis de un plan de gestión de mantenimiento de maquinaria
Hoy en día en la actualidad la competitividad industrial dejo de ser definida por las ganancias a gran escala y por la producción seriada para ser decidida en los campos de calidad y productividad. La economía de escala en función al mantenimiento ha dado lugar a una economía por objetivos, donde el mantenimiento es la única función operacional que influye y mejora los tres ejes determinantes de la industria al mismo tiempo: costo, tiempo y calidad de productos y servicios. 1.3.7.1. Problemas en la Gestión de mantenimiento de maquinarias en movimiento de
tierras en:
• Relación de las áreas de operación y mantenimiento.
la combinación correcta de todos los métodos disponibles es la respuesta de un mantenimiento planeado el cual alcanza reducciones en costos a través de: la eliminación de desperdicios, del establecimiento estratégico por maquinaria. El factor principal del mantenimiento es el costo de mantenimiento influenciado por el costo de falla, esto da a saber que la estrategia de un mantenimiento planeado es aquella en minimizar los componentes de costo, esto que es que el costo de reparación es menor que el costo de perdida de producción
• Relación con proveedores: Dentro del concepto de mantenimiento uno de los principales participantes es la relación cliente y proveedor el cual debe enfocarse a reducir el tiempo, es decir entrega “justo a tiempo”. es de suma importancia analizar las ventajas y desventajas al trabajar con varios proveedores para un mismo equipo , así como la selección de los proveedores cercanos el cual puede reducir costos de trasporte y mejora en la comunicación Para una mejora en temas de envió y traslado de repuestos se pueden establecer contratos a largo plazo con los proveedores con el fin de facilitar al proveedor la planificación de sus inversiones, así se podrá medir y conocer la cantidad de repuestos de entrega para cuantificar las necesidades del cliente
• Reducción del espacio en el ambiente destinado al almacén • Alto costo de almacenamiento e inventarios
• Lote de repuestos que vinieron con la compra de equipos • Demora en el despacho de pedido de artículos
• Stock de seguridad
• Saldos de grandes mantenimientos
• Dificultad de las tareas de orden y limpieza
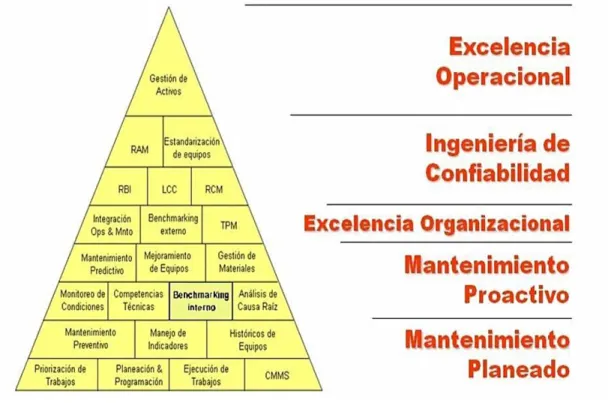
1.3.8. Metodología de un mantenimiento planeado de maquinarias
Figura 14: Triangulo de Mantenimiento
Fuente: CAT
1.3.8.1. Planeación y Programación:
compilación de información necesaria para poder tomar decisiones en tiempo real y anticipadamente evitando paradas inoportunas de las maquinarias.
Tabla 1: Tipos de mantenimiento realizado según la frecuencia de su horómetro
Fuente: Caterpillar, Manual de mantenimiento Ferreyros
Tabla 2: Tipos de mantenimientos realizados según la frecuencia
1.3.9. Mantenimiento Preventivo.
Se define como el conjunto de tareas de mantenimiento necesarias para evitar que se produzcan fallas en instalaciones, equipos y maquinaria en general (prevenir), es denominada también por algunos autores como Mantenimiento Proactivo Programado. El objetivo último es asegurar la disponibilidad permanente de los equipos, evitando al máximo las paradas forzadas e interferencias en los procesos y actividades inherentes de la Empresa y las personas que laboran en ella. Las actividades básicas y más generales definen la cobertura del mantenimiento preventivo, entre las cuales se pueden mencionar:
• Limpieza y aseo de: edificaciones, equipos, instalaciones, maquinaria, sistemas, etc.
• Lubricación general de automotores, equipos y maquinaria que tengan partes móviles, rótulas o trabajen con sistemas que incluyan aceites de circulación y/o hidráulicos.
• Inspecciones periódicas y recurrentes (tiempo definido).
• Cambio de piezas y partes, así como reparaciones menores y revisiones generales.
Figura 15: Representación gráfica de mantenimiento Preventivo
Fuente: Apaza R. 2015
1.3.10. Definición de términos básicos 1.3.10.1. Carguío
Es la acción de cargar los equipos de acarreo, utilizando equipos de alta capacidad, como excavadoras hidráulicas, cargadores frontales, palas, etc.
1.3.10.2. Acarreo o transporte
1.3.10.3. Empuje
El empuje en el botadero se lo realiza según el diseño establecido en los planos y de acuerdo con los requerimientos descritos en las especificaciones. El empuje se lo realiza con tractor y consiste en esparcir de forma pareja el material dejado por los volquetes en las zonas de descarga, se tendrá en cuenta los límites de descarga dejados por topografía cuando se empuje el material descargado.
1.3.10.4. Banco de material
Zona donde se encuentra el material hacer cargado y acarreado, ya sea como mineral o desmonte, en el cual es necesario conocer las clases de suelos existentes en la zona, así como el volumen aproximado de material o materiales, que pueden ser extraídos, removibles y utilizables.
1.3.10.5. Material mineral
Material con buena cantidad de mineral, la cual es llevada a las pilas de lixiviación o PAD, para luego ser procesadas. Es de este material de donde se extraen el oro y plata (DORE).
1.3.10.6. Material desmonte
Material con poca o ninguna cantidad de mineral, no siendo rentable levarlos a la etapa de producción. Este material es llevado a depósitos de desmonte, para finalmente hacer los trabajos de cierre de minas, reclamaciones finales.
1.3.10.7. Talud
Cualquier superficie inclinada respecto a la horizontal que adopten permanentemente las masas de tierra. Estas pendientes pueden ser naturales o construidas según diseño.
1.3.10.8. Material en banco
1.3.10.9. Material suelto
Es el estado en que se encuentra un material que ha tenido, al menos, una perturbación generada por cualquiera de las actividades propias del proceso.
1.3.10.10. Rendimiento
La producción o rendimiento de una maquina es el número de unidades de trabajo que realiza en la unidad de tiempo, generalmente una hora.
1.3.10.11. Movimiento de tierras
El termino movimiento de tierras incluye una gama de actividades múltiples desde la nivelación para la construcción de un edificio, hasta las operaciones de corte y relleno en la construcción de una carretera, o en la explotación minera, incluso también en la construcción de una presa de grandes dimensiones.
2. ENUNCIADO DEL PROBLEMA 2.1PROBLEMA GENERAL
¿Mediante la implementación de un sistema de gestión de GETS (elementos de desgaste), se logrará reducir los costos de carguío en la mina los Andes Perú Gold - Huamachuco?
3. HIPOTESIS
4. OBJETIVOS 4.1 Objetivo general
Reducir los costos de carguío 4.2 Objetivos específicos
• Recolectar información sobre el tipo de maquinaria que está siendo utilizado en la explotación, los elementos de desgaste, las técnicas de control y la inversión realizada
• Identificar los elementos de desgaste que más incidencia tienen en el proceso
CAPITULO II MATERIALES Y METODOS
1.1. Material de Estudio a. Población
La población de esta investigación son la Excavadora VOLVO 750 y Cargador Frontal L150H. b. Muestra
La muestra de estudio lo constituyen los GETS (elementos de desgaste). 2.1.1. Ubicación y acceso del área de estudio.
Se ubica en el Cerro el Toro, región La Libertad, provincia de Sánchez Carrión, distrito de Huamachuco. Las altitudes oscilan entre 3250 a 3580 msnm, en el Distritito de Huamachuco, Provincia de Sánchez Carrión, Región La Libertad (Norte del Perú). (Ver Figura 16)
Figura 16:Ubicación y Acceso a la Mina El Toro
2.1.2. Flujograma de Estudio del proyecto.
Fuente: El Autor. Se sustenta debido a que se tiene bajo los siguientes
parámetros: utilización, disponibilidad, etc.
Según la evaluación se logra una reducción significativa
de los costos y un aumento en la utilización de los equipos de carguío Se continua como
se está trabajando
Evaluar costos de elementos de desgaste, costo de
carguío
Recopilar información de la situación actual de la empresa en los costos
por carguío y reemplazo de los elementos de desgaste
Implementar el sistema de
gestión adecuado para
el proyecto INICIO
2.1.3. Métodos, instrumentos y procedimientos de análisis de datos
2.1.3.1. Recolectar la información y definir el modelo conceptual
Para la técnicas e instrumentos de recolección de datos se utilizó la técnica documental, que nos permite la recopilación del control de mantenimiento preventivo y correctivo evidencias que se tiene para así poderlos compáralos con las paradas innecesarias y un mejor control en la gestión de mantenimiento que se obtendrán al utilizar el plan de mantenimiento que se menciona en esta investigación. Las herramientas para utilizar son: base de datos que utiliza la empresa, control de equipos, GETS (control de elementos de desgaste), historial de equipos, estado situacional del equipo, etc. Actualmente el análisis de datos se realizará aplicando programas informáticos.
2.1.3.2. Recopilación de datos e información de los equipos a analizar: a. Excavadora VOLVO 750:
Tiene capacidad en su cuchara de 2.8 m3, es una excavadora que se utiliza en el arranque y carguío del material aurífero, en bancos de explotación inferiores a 7 metros de altura.
Características básicas y de diseño:
• Gran movilidad, flexibilidad y versatilidad en la operación.
• Elevada luz del chasis interior sobre el suelo, lo que facilita su desplazamiento sobre terreno de baja capacidad portante o mal acordonados.
• Reducidas presiones específicas sobre el terreno.
• Excelente posicionamiento de las maquinas gracias al accionamiento independiente de las orugas.
• Menor necesidad de empleo de maquinaria en el tajo.
• Vida útil media de 25000 a 35000 horas, por lo que resulta muy atractivo en proyectos mineros del tipo mediano y pequeño.
• Costos de operación e inversión medios.
• Facilidad de desplazamiento e instalación. b. Cargador Frontal L150H:
Estos equipos por su gran movilidad, maniobralidad, versatilidad, tiene una gran popularidad tanto en obras públicas como en la minería a cielo abierto.
Ventajas:
• Gran movilidad, por ello pueden realizarse transporte a distancias cortas.
• Altura promedio entre 3 y 5 m.
• Diseño muy compacto.
• Capacidad para remontar y trabajar en pendientes
• Excelente maniobralidad y radio de giro pequeño gracias a la articulación central.
• Gran anchura del casco que le permite manejar grandes bloques.
• Posibilidad de obtener mezclas en el carguío debido a la gran maniobralidad.
• Facilidad para mantener un piso de cargas más limpias.
• Adaptabilidad a diferentes métodos de arranque y transporte.
• Menor inversión de capital que otros sistemas de carga.
• Facilidad de reventa.
Desventajas:
• Requieren un tratamiento de la materia a cargar.
• Para igual capacidad tiene una menor productividad que las excavadoras.
• Precisan de gran espacio en maniobralidad.
• Cuando el piso de la explotación se encuentra en grandes ripies y se trata de rocas duras y abrasivas, se eleva el costo de los neumáticos.
• Necesitan bancos de altura reducida para poder operar con seguridad.
2.1.4. Análisis sobre los principales factores que influyen en el rendimiento de los equipos de carguío:
a) Tipo de Material: En la Unidad Isabelita se trabaja en su mayoría con un tipo de roca arenisca cuarzosa que posee una densidad de 1,6 t/m3 y una clasificación geomecánica RMR = 55 (Roca tipo III), lo cual indica que se tiene un tipo de roca regular.
b) Condiciones Climáticas: Según los últimos registros no se presentan inconvenientes en el rendimiento de la excavadora por factores climáticos, motivo por el cual no se tomará en cuenta este parámetro para evaluar su rendimiento.
c) Condiciones Operativas: Para poder realizar un estudio más objetivo se tomarán en cuenta los siguientes factores: frente duro y granulometría del material.
e) Altura de Banco: En la unidad se trabaja con bancos de 6 m de altura, donde según estudios previos es la que más se adecua longitud del brazo de la excavadora, motivo por el cual este parámetro tampoco será tomado en cuenta.
2.1.5. Proceso de explotación minera
El método de explotación aplicado es el Minado Superficial (Tajo Abierto), con la utilización de equipos diésel en el tajo para carguío y transporte del mineral al Pad y desmonte al botadero.
Comprende todas las operaciones unitarias básicas de perforación, voladura, carguío y de acarreo, trabajos auxiliares de soporte y los depósitos de mineral y desmonte teniendo en cuenta el plan de producción de 32000 TM de mineral y 25000 TM de desmonte.
2.1.5.1. Sistema de explotación a) Parámetros Geométricos del Tajo
El tajo tendrá aproximadamente 3.000 m de longitud en el eje Sur – Este y un ancho de 500 m. en el eje Nor- Este. La profundidad máxima será de 400 m. y el mínimo de 100 metros; se extraerá 4.86 Mt. de mineral por año. Las características del pit serán:
Angulo de talud del pit : 47°
Altura de los bancos : 6 m.
Ancho del banco : 5 m.
Angulo del talud operacional : 67°
Ancho de rampa : 12 m.
Dimensión de las banquetas : 6 m cada 2 bancos Distancia de acarreo hacia el pad : 3.800 m.
b) Perforación y Voladura
La perforación se realizará con equipos de trackdrill. Los agentes de voladura serán: booster, fulminante, anfo, cordón y mecha de seguridad. Se utilizarán equipos cargadores de explosivos.
Tabla 3: Parámetros de Perforación
Fuente: Departamento de Planeamiento de MINERA LOS ANDES PERÚ GOLD SAC Tabla 4: Parámetros de Voladura
Ítems Unidad Mineral Desmonte
Longitud taladro m 3,1 2,71
Taco m 3,9 4,29
Densidad de Explosivos g/cm3 0,82 0,72
Fuente: Departamento de Planeamiento de MINERA LOS ANDES PERÚ GOLD SAC 2.1.5.2. Carguío
Para cumplir con la meta de producción, se trabaja a diario en 4 frentes de carguío; de los cuales se puede minar como máximo dos frentes de mineral, debido al área limitada de Pad con la que cuenta la operación minera. En dichos casos se minan con Excavadoras 374DL de la marca Caterpillar y Excavadora Volvo 750.
Ítems Malla de Perforación
Unidad Mineral Desmonte
Burden m 5,00 5,50
Espaciamiento m 5,75 6,33
Altura de Banco m 6,00 6,00
Sobre-perforación m 1,00 1,00
Figura 18: Puntos de carguío ubicados en el banco 3260
Fuente: Departamento de Operaciones de MINERA LOS ANDES PERÚ GOLD S.A.C. Generalmente se trabajan con 2 frentes de mineral y 2 de desmonte, pero esto puede variar de acuerdo a la necesidad de mineral, no olvidando que se puede minar como máximo 2 frentes de mineral.
2.1.5.3. Planta de recuperación del oro
2.1.6. Análisis de detenciones de equipos de carguío dentro de la operación minera
Entre el periodo 2017-2018 las fallas operacionales más relevantes que resultaron en detenciones o paralizaciones parciales de los equipos de carguío, entre las que se destaca, son los problemas de fallas mecánicas, falta suministro (falta de stock de repuestos), con el 53% de las detenciones (1386 horas); siguiendo con el 20%, maquinarias sin atención (a la espera de mtto.), cambios por desgaste excesivo de GETS, por fracturas y perdidas de los mismos (543 horas en el periodo indicado); siguiendo en importancia lo relacionado con el traslado de la maquinaria de un punto de trabajo a otro y retiro de la zona por voladura y finalmente por abastecimiento de combustible con el 6%, (156 hrs. en el periodo). Tal como muestra la figura N° 19
Figura 19: Diagrama de Pareto Falla Operacional 2017 – 2018
2.1.7. Análisis de desgate de GETS en la operación minera.
Los dientes sufren un desgaste natural propio de la continua fricción contra el terreno o material donde se encuentra operando la excavadora. Dado que es un consumible, parte integral del costo operativo en el que incurre el operar la máquina, se debe de controlar su uso y desgaste buscando que controlar y minimizar los cambios de los dientes y reducir los costos asociados.
Figura 20: Comparación de diente desgastado y nuevo
Fuente: El Autor
puede cuantificar fácilmente con una cinta métrica midiendo del extremo inferior, base del diente, hasta el máximo punto de la punta del diente como se muestra en la Figura 21.
Figura 21:Proceso de medición manual de la longitud del diente
Fuente: El Autor
Es necesario un monitoreo constante del desgaste de los dientes para tener controlado su
consumo. Sin embargo, es una tarea manual, que requiere detener el equipo completamente y sobre todo de disponer de una persona para realizar la tarea de inspección. En la Figura 22. se puede
apreciar elproceso manual de medición de la longitud del diente con una cinta métrica.
Figura 22:Medición manual con flexómetro de la longitud del diente
Según el cronograma de inspección y la disponibilidad del equipo debe ir al campo y realizar las
mediciones necesarias para comprobar si las dimensiones del diente han variado y completar de
forma manual el reporte de inspección y determinar el porcentaje de desgaste. En la Figura 23. se
puede ver un ejemplo del reporte manual que llena el inspector.
Figura 23:Ejemplo de reporte de la inspección de dientes
Fuente: Ferreyros
En el ejemplo de la Figura 23. se observa el caso de la inspección de unos dientes que
tienen una longitud de 570 mm en su condición de nuevo y tienen un valor mínimo, antes
de sufrir rajaduras, de 330 mm. Estos valores varían según el modelo de diente al cual se
realizará la inspección. Con estos valores de máximo y mínimo se tienen que a 570 mm
tiene 0% de desgaste y a 330 mm tiene 100% de desgaste. Como se ve en el ejemplo el
2.1.7.1. Duración de los GETS en la operación
Después de un análisis de 3 meses de la utilización y cambio de GETS mediante un monitoreo visual y mediciones periódicas tanto de la excavadora como los cargadores frontales se sacó un promedio general la cual se detalla en la tabla N° 3 la cual nos servirá como partida para el análisis de resultados
Tabla 5: Duración de los elementos de corte en la Operación
Equipo Modelo GETS Duración -
Horas Zona de trabajo Cargador
Frontal L150G Uñas 250-300
Zaranda de Materiales, Acopio de materiales
Excavadora VOLVO750 Uñas 300-350 Roca de Voladura Material abrasivo
Fuente: El Autor
2.1.8.Descripción del proceso de mantenimiento correctivo antes de la implementación del proyecto
En la empresa, así como en las contratistas no se manejan solicitudes formales de servicio de mantenimiento ni órdenes de trabajo, lo que impide la planeación y control de los materiales, mano de obra y tiempo implicados en los trabajos de mantenimiento correctivo, así como el costo exacto del mantenimiento.
Aunque en los trabajos de mantenimiento participen contratistas, la responsabilidad de dichos trabajos recae siempre en los técnicos de mantenimiento. Una vez se ha realizado mantenimiento preventivo o correctivo a las máquinas no se emiten los formatos mantenimiento preventivo, mantenimiento correctivo y mejoras.
Dichos formatos podrían constituir un el historial de cada una de las máquinas, lo que limita considerablemente llevar a cabo análisis históricos de fallas, tomar decisiones de reparaciones, mejoras o modificaciones preventivas y realizar evaluaciones y mejoras al Programa de
Mantenimiento Preventivo. Lo anterior manifiesta una gran debilidad en la administración del mantenimiento.
Por otro lado, las máquinas no cuentan con registros técnicos confiables, en algunos casos debido a la antigüedad de algunas de ellas y en otros, debido a las adaptaciones que se les han realizado. Lo anterior genera un desconocimiento de las condiciones operativas de las máquinas, lo que impide operarlas correctamente y ejercer un monitoreo y control constante para detectar cualquier anomalía. De esta manera se aumenta la probabilidad de que existan condiciones de fabricación inestables y averías derivadas de esta situación.
2.1.9. Soluciones propuestas y análisis de la implementación
Se propone implementar un sistema de mantenimiento correctivo con un proceso de fijación, control de objetivos y resultados que faciliten una mejora en la operatividad como el cumplimiento de los requisitos mínimos de seguridad de las maquinarias.
• El Operador detecta una falla o condición anormal en la maquinaria durante la operación; o es detectada durante una inspección programada (mantenimiento preventivo o predictivo)
• El Operador informa al Jefe de Equipos / Ingeniero de Equipos o en su defecto de inmediato, dependiendo de la urgencia.
• El Jefe de Equipos o Ingeniero de Equipos asigna a un mecánico para la inspección de la maquinaria.
• El mecánico evalúa la maquinaria e indica las conclusiones y/o recomendaciones de la intervención.
• Para la mejora en la gestión de del mantenimiento correctivo se propone elaborar un cuadro de identificación de los elementos de desgaste por maquinaria, el cual facilitaría a un mejor proceso e identificación del stock de los repuestos. (Ver tabla N°6-7), tanto en el reforzamiento, así como en el cambio de dicho elemento.
Tabla 6: Identificación y codificación de GETS Cargador Frontal L150H
ROTACION A LA DURACION DEL GET ES MENOR A UN MES
B LA DURACION DEL GET ES MAYOR A UN MES
C LA DURACION DEL GET ES MAYOR A 2 MESES
EQUIPO MODELO # PARTE DESCRIPCION
Q X
JUEGO ROTACION Hr x mes
CARGADOR
FRONTAL 950 H
105-2345 Cuchilla base 1 A 250
6l-8311 Esquinero RH 1 A 250
6l-8310 Esquinero LH 1 A 250
1U-0257 Adaptador CTR-J250 6 A 250
6l-9250 Adaptador LH-J251 1 A 250
6l-9251 Adaptador RH-J252 1 A 250
8J-2928 Pernos Adaptadores CTR 12 A 250
8J-2933 Tuercas Adaptadores CTR 12 A 250
4F-4042
Pernos Adaptadores
4J-9058
Pernos Adaptadores
Laterales RH 2 A 250
2J-3507
Tuercas Adaptadores
Laterales 4 A 250
4T-6695 Segmentos 7 A 250
1J-5607 Tuercas de Segmentos 14 A 250
2J-3507 Pernos de Segmentos 14 A 250
132-4763 Pin 8 A 250
149-5733 Retainer 8 A 250
9N-4252 Heavy Duty Long 8 A 250
Fuente: El Autor
Tabla 7: Identificación y codificación de GETS Excavadora VOLVO 750
ROTACION A LA DURACION DEL GET ES MENOR A UN MES
B LA DURACION DEL GET ES MAYOR A UN MES
C LA DURACION DEL GET ES MAYOR A 2 MESES
EQUIPO MODELO # PARTE DESCRIPCION
Q X
JUEGO ROTACION Hr x mes
EXCAVADORA 374 DL
275-5998 Sidecuter RH 275-5998 1 A 500
275-5999 Sidecuter LH 275-5999 1 A 500
195-5136 Sidecuter Upper 195-5136 2 A 500
1D-4637 Perno 1D-4637 12 A 500
2J-3507 Tuerca 2J-3507 12 A 500
3K-5234 Arandela 3K-5234 12 A 500
309-1118 ADAPTER-TIP LH K110 1 B 500
309-1117 ADAPTER-TIP RH K110 1 B 500
309-1114 ADAPTER-TIP CENTER 3 A 500
286-2113 TIP 286-2113 5 A 500
286-2114 TIP 286-2114 5 A 500
286-2110 Reten 286-2110 5 A 500
2.1.9.1. Sistema de control para la mejora de la gestión del mantenimiento
El sistema de control en el Planeamiento se establecerá los procedimientos a realizar al inicio de la obra con el fin de estructurar una adecuada administración de los equipos, y el adecuado manejo y procesamiento de la información; mientras el sistema de control en la operación se realiza a través del llenado de ciertos formatos que tienen por finalidad llevar un registro histórico de todo lo relacionado con el avance de obra en lo concerniente con los equipos y maquinarias, por los que se crearon formatos y procedimientos para el mejor manejo de la gestión.
2.1.9.1.1. Desarrollo del CMMS
El sistema de gestión de mantenimiento de equipos (CMMS), es una herramienta informática que contribuye al control y la gestión del mantenimiento de los equipos. La base de esta gestión, radica en el control de las horas trabajadas de los equipos, registradas en el sistema mediante los partes diarios de los operadores debidamente validados por operaciones. Así como, de las ordenes de trabajo (OT) de los trabajos ejecutados por el personal técnico, validados por el Supervisor de equipos y/o Mecánico líder.
Registrando información de calidad en forma puntual al sistema, se puede obtener reportes confiables, tales como: Valorización de equipos, Costos de mantenimiento y operación, Indicadores de gestión, Reportes de utilización de equipos, Observaciones mecánicas.
Órdenes de trabajo
2.1.9.2. Control de consumibles
El procedimiento “control de consumibles”, es un proceso que está orientado en la medición, seguimiento y control de los consumibles, tales como: Tren de rodamiento/Neumáticos, Elementos de desgaste GETS (puntas, cuchillas, cantoneras, picas, porta-picas, etc.), elementos de perforación y consumo de combustible.
El jefe de equipos y/o asistente deberá calcular las tendencias del desgaste para estimar el tiempo oportuno para el cambio o reposición de los consumibles. Con esta información se podrá encontrar la solución técnico económico más conveniente; además de controlar el desgaste de los elementos consumibles, mediante la inspección y el seguimiento continuo al desarrollo y evolución del desgaste, determinar el ratio horario de consumo de combustible, comparándola con los ratios de presupuesto y/o ratios teóricos (información del fabricante), evaluando el exceso en el consumo; ya sea por eventos externos (pérdidas o robos), o eventualidades internas en el motor (fallas mecánicas), o falta de capacitación en la operación de los equipos, las cuales deberán estar reflejadas en los reportes mensuales.
2.1.9.2.1. Control de GETS.
El control de los elementos de corte consiste, en llevar un registro de la inspección de cada elemento de corte o GETS, en función a las horas que dura este componente, determinando así: el costo horario de los GETS, el rendimiento del elemento consumible según las horas de trabajo de los componentes. Se recomienda usar un formato para el control de GETS (Ver Anexo 2).
2.1.10.Análisis de Indicadores
del mantenimiento de los equipos en la obra, para luego compararlos con indicadores teóricos o de clase mundial, establecidos por el fabricante y/o identificados con la experiencia de otras obras, con la finalidad buscar el mejoramiento continuo en la operación.
Tabla 8: Indicadores de Mantenimiento
2.1.10.1.Calcular los indicadores de los elementos consumibles
CAPÍTULO III
RESULTADOS Y DISCUSIÓN
En este capítulo se detalla los procedimientos y controles en los sistemas detallado en el presente trabajo, que se llevaron a la obra en mención, según los índices de gestión.
3.1. Sistema de gestión de control de mantenimiento 3.1.1. Ordenes de trabajo.
El formato propuesto anteriormente ayudó a poder determinar los recursos asociados al trabajo según # OT, sea de materiales, horas hombres e identificar las observaciones mecánicas, desgate excesivo de GETS, que puede presentar el equipo al momento de la intervención que no fueron identificadas.
3.1.2. Control de logística y almacenes.
Se optimizo el requerimiento de los recursos, uniformizando la solicitud de los mismos mediante la codificación de todos los GETS, la cual ayudo tanto a dar el seguimiento debido a la solicitud de los recursos, así como la información de que elemento es el más requerido para lograr un stock suficiente en operación y evitar paralizaciones incensarías por falta de elementos.
3.1.3. Recepción y envió de equipos en la operación.
Con el uso de la información de los formatos elaborados se mejoró la inspección y comunicación oportuna del estado con el que ingresan los equipos a la operación, comunicando al área de operaciones y control de equipos, a fin de tomar las acciones correctivas necesarias. En cierta manera se garantizó la correcta desmovilización de los equipos (Sin afectar el desarrollo de las actividades del área de operaciones), con los desgastes normales de operación.
3.1.4. Control de consumibles
con las ratios de presupuesto y/o ratios teóricas (información del fabricante), pudiendo evaluar el exceso en el consumo; ya sea por eventos externos (pérdidas o robos), o eventualidades internas (material muy abrasivo, mala maniobra del operador)
3.1.4.1. Análisis Económico del consumo de GETS en la operación
Se tomó como referencia los meses previos a la implementación del proyecto, el costo general del consumo de GETS tanto de la excavadora VOLVO 750, así como de los cargadores frontales L150G la cual se resume en la tabla N° 9 y los costos después de los 3 primeros meses de ejecución del proyecto el cual se resume en la tabla N° 10
Tabla 9: Costos Totales de adquisición de GETS Periodo Oct- Dic- 2018 (USD $)
EQUIPO Octubre Noviembre Diciembre Cargador
Frontal 19719.82 $ 17749.12 $ 15895.54 $ Excavadoras 16979.01$ 18679.56 $ 18679.56 $
Fuente: El Autor
Tabla 10: Costos Totales de adquisición de GETS Periodo Ene- Mar- 2019 (USD $)
EQUIPO Enero Febrero Marzo
Cargador
Frontal 14896.21 $ 13569.17 $ 13635.74 $ Excavadoras 14234.11$ 13985.57 $ 15891.25 $
Figura 24: Comparación de Costos mensuales en consumo de GETS
Fuente: El Autor
En la figura N° 24 podemos apreciar una reducción del costo por consumo de GETS debido a la reducción significativa del consumo de estos lo que significaría un ahorro del 19 %
3.2.Cálculo del porcentaje utilización antes y después del proyecto
Se determina según: U%= HD-DO HD
%U: Utilización.
DO: Demoras operativas. HD: Horas disponibles.
0 5000 10000 15000 20000 25000
Cargador Frontal Excavadoras
D O LA R ES A M ER IC A N O S
Tabla 11:Horas de demora antes de la ejecución del Proyecto, % de utilización en excavadoras y Cargador Frontal
TIPO EQUIPO EQUIPO
Demora Mecánica Demora no Operativa Demora Operativa Trabajo Efectivo Total
General Disponibilidad Utilización
(Horas) (Horas) (Horas) (Horas) (Horas)
EXCAVADORA CAT 374 19 158 35 480 673 97,18% 81,32%
CARGADOR
FRONTAL 950 H 25 163 39 457 659 96,21% 79,35%
TOTAL/PROMEDIO 44 321 74 937 1332 96,69% 80,33%
VOLQUETE
SP 30 82 136 18 390 544 84,93% 71,69%
SP 31 98 125 21 350 496 80,24% 70,56%
SP 32 55 132 32 367 531 89,64% 69,11%
SP 33 67 141 25 389 555 87,93% 70,09%
SP 34 65 133 27 393 553 88,25% 71,07%
SP 35 58 129 21 359 509 88,61% 70,53%
SP 36 68 139 31 356 526 87,07% 67,68%
SP 37 71 123 23 349 495 85,66% 70,51%
SP 38 90 137 20 398 555 83,78% 71,71%
SP 39 59 147 29 369 545 89,17% 67,71%
TOTAL/PROMEDIO 713 1342 247 3720 5309 86,53% 70,07%
.
Fuente: El Autor