PARAMETRIZACIÓN GEOMÉTRICA DE UNA PRÓTESIS TRANSRADIAL A PARTIR DE LA MANO PROSTÉTICA ADA V1.1
CAMILO ESTEBAN CHAVES MUÑOZ
UNIVERSIDAD SANTO TOMÁS FACULTAD DE INGENIERÍA MECÁNICA
DIVISIÓN DE INGENIERÍAS BOGOTÁ D.C.
PARAMETRIZACIÓN GEOMÉTRICA DE UNA PRÓTESIS TRANSRADIAL A PARTIR DE LA MANO PROSTÉTICA ADA V1.1
CAMILO ESTEBAN CHAVES MUÑOZ
Proyecto de Trabajo de Grado en la modalidad de Solución a un problema de Ingeniería para optar al título de Ingeniero Mecánico
Director
Ingeniero Marco Antonio Velasco Peña
UNIVERSIDAD SANTO TOMÁS FACULTAD DE INGENIERÍA MECÁNICA
DIVISIÓN DE INGENIERÍAS BOGOTÁ D.C.
DEDICATORIA
AGRADECIMIENTOS
En primera medida gracias a la Universidad Santo Tomás, centro de estudio donde tuve la posibilidad de cursar mi carrera como ingeniero y, a los recursos suministrados para el desarrollo del presente trabajo.
Al Ingeniero Marco Velasco por su apoyo, guía y enseñanza que hicieron posible la realización del proyecto.
Al SENA (Servicio Nacional de Aprendizaje) y Voxel S.A.S. que dispusieron de sus instalaciones y equipos para la realización de pruebas.
TABLA DE CONTENIDO
1. INTRODUCCIÓN 10
2. OBJETIVOS 12
2.1. GENERAL 12
2.2. ESPECÍFICOS 12
3. MARCO REFERENCIAL 13
3.1. MARCO CONCEPTUAL 13
3.1.1. Amputación 13
3.1.2. Niveles de amputación de brazo 13
3.1.3. Prótesis 13
3.1.4. Antropometría 13
3.1.5. Diseño paramétrico digital 14
3.2. MARCO TEÓRICO 14
3.2.1. Prótesis transradial 14
3.2.2. Antropometría de la mano 16
3.2.3. Parametrización CAD con el Software Autodesk Inventor Pro 19
3.2.4. Juntas flexibles 19
3.2.5. Impresión 3D 21
3.3. ESTADO DEL ARTE 22
3.3.1. Prótesis en el mercado 22
3.3.2. Investigaciones 31
4.1. REQUERIMIENTOS 33
4.2. EVALUACIÓN Y PONDERACIÓN 35
5.1. CARACTERÍSTICAS GENERALES 36
5.2. TIPOS DE AGARRE Y MOVIMIENTOS 38
5.3. PARÁMETROS DE IMPRESIÓN 40
5.3.1. Filamento TPU 42
5.3.2. Filamento PLA 43
5.4. ANÁLISIS DE LAS JUNTAS FLEXIBLES 44
5.4.1. Prueba mecánica de fatiga ¡Error! Marcador no definido.
5.4.2. Análisis por elementos finitos 50
6. PROPUESTA DE DISEÑO 59
7. PARAMETRIZACIÓN Y APLICATIVO CAD 67
7.1. METODOLOGÍA DE TOMA DE DATOS 67
7.1.1. Protocolo general: 67
7.1.2. Procedimiento de permisos y manejo de información: 67
7.1.3. Procedimiento de toma de medidas: 68
7.2. MODELADO CAD 72
7.3. DESARROLLO DE APLICATIVO 78
7.3.1. PRUEBA DE FUNCIONAMIENTO DEL APLICATIVO CAD 83
8.1. CONCLUSIONES 86
8.2. RECOMENDACIONES A FUTURAS INVESTIGACIONES 87
LISTA DE ILUSTRACIONES
Ilustración 1. Prótesis de mano estética 15
Ilustración 2. Prótesis de mano mecánica 15
Ilustración 3. Esquema básico de una prótesis de mano mioeléctrica 16 Ilustración 4. Principales medidas atropométricas de la mano 17
Ilustración 5. Huesos de la mano y muñeca 18
Ilustración 6. Diagrama de bloque funcionamiento de un mecanismo flexible 20
Ilustración 7. Mano Bebionic 23
Ilustración 8. Mano prostética SensorHand Speed 24
Ilustración 9. Mano Michelangelo de Ottobock 25
Ilustración 10. Mano ImMoov 27
Ilustración 11. Mano ADA v1.1 de Open Bionics 28
Ilustración 12. Mano Dextrus 29
Ilustración 13. Mano prostética i-Limb 30
Ilustración 14. Modelo final prótesis bio-inspirada 31
Ilustración 15. Modelo CAD de la prótesis UC-1 32
Ilustración 16. Dimensiones nominales mano ADA V1.1 36 Ilustración 17. Vista con líneas ocultas de la palma de la mano ADA V1.1 37 Ilustración 18. Entradas para el cableado de la mano 38 Ilustración 19. Extrusor no optimizado para filamento flexible 42 Ilustración 20. Dimensiones de la probeta para fatiga 45 Ilustración 21. Junta palma-dedos en la prótesis ADA V1.1 46
Ilustración 22. Impresora FDM Multoo 1.5 Pro 46
Ilustración 23. Sólido rotado en el software en la posición que requiere la menor
cantidad de material de soporte 48
Ilustración 24. Parámetros de impresión utilizados 48
Ilustración 25. Extrusor de la impresora 3D 49
Ilustración 26. Nudo en el filamento del material TPU 49
Ilustración 27. Probeta para fatiga impresa 50
Ilustración 28. Gráfica esfuerzo vs deformación para el material TPU. A) Esfuerzo vs deformación para carga uniaxial. B) Esfuerzo vs deformación para carga biaxial. C)
Esfuerzo vs deformación para cargas de flexión cortantes. 50
Ilustración 29. Esfuerzo vs ciclos para probetas de TPU envejecidas a 120°C 51 Ilustración 30. Calidad de los elementos de malla de la probeta 52 Ilustración 31. Elementos dispersos de malla después del refinamiento 53 Ilustración 32. Comparación de la calidad de enmallado para la prueba FEM. En la parte superior la probeta con la malla de alta calidad. En la parte inferior se muestra la
malla que genera Ansys por default. 54
Ilustración 33. Caras determinadas como soporte fijo en la probeta para en análisis
FEM 55
Ilustración 34. Caras de las piezas de la prótesis que entran en contacto una vez
ensamblado el modelo 55
Ilustración 35. Ubicación de la fuerza sobre la probeta 56 Ilustración 36. Probeta en la posición neutra después de aplicada la fuerza de
Ilustración 37. Gráfica de step y fuerzas tabuladas para el análisis en Ansys 57 Ilustración 38. Resultados del análisis FEM para a probeta 58 Ilustración 39. Tipos de geometrías comúnmente utilizadas en juntas flexibles 59 Ilustración 40. Análisis FEM para la junta modificada de ángulo en V. En la parte superior se muestran los resultados de esfuerzo. En la parte inferior los resultados de
ciclos de vida 62
Ilustración 41. Esquema de configuración de los dedos de dos a tres falanges 63 Ilustración 42. Ángulos obtenidos en las posiciones de agarre firme de un objeto de
40 mm de diámetro para un dedo con dos falanges 64
Ilustración 43. Ángulos obtenidos en las posiciones de agarre firme de un objeto de
40 mm de diámetro para un dedo con tres falanges 64
Ilustración 44. Posición del brazo para el procedimiento de toma de medidas 68 Ilustración 45. Líneas realizadas sobre la palma de la mano del paciente para la toma
de medidas 69
Ilustración 46. Medición de las dimensiones de la mano. En la parte superior medición del largo de la palma. En la parte inferior, medición del ancho de la mano 70 Ilustración 47. Medición del largo de las falanges con la mano ubicada en posición de
garra 71
Ilustración 48. Toma de ancho de la muñeca 71
Ilustración 49. Planos de trabajo para el modelado de la prótesis 72 Ilustración 50. Sketch de una de los planos que conforman la palma de la mano con
todas las restricciones dimensionales requeridas 73
Ilustración 51. Medidas antropométricas de la mano tenidas en cuenta en el estudio
sobre la población colombiana entre los 20 y 29 años de edad 74
Ilustración 52. Piezas principales de la prótesis. A la izquierda la parte posterior de la
mano. A la derecha la palma con los dedos. 75
Ilustración 53. Principales dimensiones requeridas para la parametrización de la pieza
referente a la palma y los dedos 76
Ilustración 54. Principales dimensiones requeridas para la parametrización de la pieza
referente al canto externo de la mano 77
Ilustración 55. Orden de los datos en Excel para vincular con Inventor 78 Ilustración 56. Módulo de parametrización de Inventor 79 Ilustración 57. Vínculo entre Excel e Inventor 2018 80 Ilustración 58. Interfaz de usuario para el ingreso de medidas antropométricas del
paciente 80
Ilustración 59. Botones necesarios para la parametrización y actualización del modelo 82 Ilustración 60. Comparación de los modelos CAD de las prótesis para los sujetos de
estudio 84
Ilustración 61. Dimensiones para las prótesis masculina y femenina según los sujetos de prueba utilizados. En la parte superior mano femenina. En la parte inferior mano
LISTA DE TABLAS
Tabla 1. Ventajas y limitaciones del uso de juntas flexibles 20
Tabla 2. Tipos de impresión 3D 21
Tabla 3. Ficha técnica mano prostética Bebionic 24 Tabla 4. Ficha técnica mano prostética SensorHand Speed 25 Tabla 5. Ficha técnica mano prostética Michelangelo 26
Tabla 6. Ficha técnica mano prostética i-Limb 30
Tabla 7. Requerimientos y variables funcionales a ser evaluados en la selección de la
prótesis 33
Tabla 8. Ponderación de los requerimientos 35
Tabla 9. Tipos de agarres logrados con la mano ADA V1.1 38 Tabla 10. Tipos de movimientos logrados con la mano ADA V1.1 39
Tabla 11. Componentes de la mano ADA V1.1 41
Tabla 12. Propiedades mecánicas del filamento TPU 43 Tabla 13. Propiedades mecánicas del filamento PLA 44 Tabla 14. Datos técnicos de la máquina Multoo 1.5 Pro 47 Tabla 15. Tipos de modificación a la junta flexible 60 Tabla 16. Resultados obtenidos en las pruebas FEM con los diferentes tipos de
geometría de junta flexible utilizados 61
Tabla 17. Dimensiones promedio de la mano para la población colombiana entre 20 y
29 años de edad 74
Tabla 18. Dimensiones de parametrización para el modelo CAD base de la prótesis 75 Tabla 19. Número de planos que conforman cada una de las partes de la prótesis 81 Tabla 20. Dimensiones de la mano de los pacientes de estudio para la prueba del
1. INTRODUCCIÓN
Una persona realiza día a día actividades que requieren de cierto grado de destreza y precisión por parte de sus miembros superiores. Sin embargo, para alguien con discapacidad, actividades aparentemente simples pueden llegar a ser un verdadero reto debido a la ausencia de la extremidad.
Según la Organización Mundial de la salud, más de 1000 millones de habitantes tienen dificultades para vivir normalmente a causa de algún tipo de discapacidad, llegando a representar cerca del 15% de la población mundial total. Para esta organización, una persona con discapacidad se define como aquella con alguna limitación física o mental para realizar actividades como caminar, vestirse, bañarse, leer, escribir, escuchar, etc. (1).
En Colombia se registran pacientes con todo tipo de limitaciones. Según el censo general hecho por el Departamento Administrativo Nacional de Estadística (DANE) en el año 2005, cerca del 64% de la población nacional presenta algún tipo de discapacidad, de las cuales el 14.7% sufre de limitaciones al momento de usar su miembro superior. Este tipo de restricciones hacen referencia a deficiencias neuromusculoesqueléticas relacionadas con el movimiento del miembro superior, implicando el uso del brazo, la mano o los dedos para alcanzar, llevar y soltar objetos y demás actividades que requieran la utilización de movimientos finos y de destreza, debido a una amputación o enfermedad congénita (2).
Datos mundiales, indican que las personas con discapacidades tienen más probabilidades de estar desempleadas (53% hombres y 20% mujeres respectivamente) que las personas no discapacitadas (3). A pesar de esto, la reincorporación laboral es posible según el nivel de amputación y la edad del paciente mediante la utilización de aparatos prostéticos que reemplacen algunas de las funciones que originalmente cumplía la extremidad (4).
Según la Resolución 5521 del 27 de diciembre de 2013 del Ministerio de Salud, por medio del artículo 62, se encuentran cubiertas dentro del Plan Obligatorio de Salud ayudas técnicas como prótesis y órtesis, instalación y cambio por desgaste, crecimiento o cambios en la morfología del paciente (5).
Sin embargo, existen problemáticas a la hora de adquirir uno de estos implementos, desde la gran cantidad de trámites y requisitos necesarios para ser beneficiario de los servicios del POS hasta los problemas relacionados con movilidad y costos de la prótesis. Debido a las complejas geometrías orgánicas que conlleva un diseño similar al miembro humano las empresas diseñadoras y constructoras de prótesis buscan inclinarse a una de las tres variables: estética, funcionalidad y precio.
presentándose la pérdida de grados de libertad (6). Los diseños de prótesis con tecnología mioeléctrica que se ofrecen en el país son importados y, en consecuencia, de un alto costo (7). Debido a esto, a pesar de tener cantidad limitada de movimientos, en Colombia siguen siendo más utilizadas las prótesis mecánicas de gacho, debido a agilidad y precio en relación a aquellas de alta tecnología (8).
Por otro lado, en diferentes universidades se encuentran desarrollando proyectos de investigación desde pregrado hasta doctorales en busca del mejoramiento de las prótesis actuales, enfocándose en la movilidad en general o en el sistema de control a utilizar, automatizando las tareas realizadas por el miembro artificial (9). También se incluyen en las investigaciones, las metodologías de manufactura y el costo que representaría para el usuario final la adquisición de un aparato prostético.
Considerando la importancia del tema, en este trabajo de grado se escogió el diseño de prótesis ADA v1.1, un modelo Open Source desarrollada como prototipo de investigación y prótesis para actividades de uso liviano. Se propone realizar una mejora en las juntas de los dedos, con el fin de tener una mayor resistencia a la fatiga y extender el tiempo de vida del aparato, así como también generar un aplicativo de parametrización que permita a cualquier usuario utilizar la prótesis sin importar sus dimensiones antropométricas.
2. OBJETIVOS
2.1. GENERAL
Parametrizar geométricamente una prótesis transradial a partir de la mano prostética ADA V1.1
2.2. ESPECÍFICOS
- Realizar un análisis por elementos finitos de las juntas flexibles de los dedos de la mano prostética ADA V1.1
- Proponer una mejora de diseño de las articulaciones de los dedos de la prótesis ADA V1.1 disminuyendo la probabilidad de falla por fatiga
3. MARCO REFERENCIAL
3.1. MARCO CONCEPTUAL
3.1.1. Amputación
Procedimiento quirúrgico que comprende la extirpación de una extremidad/miembro o parte del mismo a través de uno más huesos. Son indicadas cuando hay una pérdida irreparable del flujo sanguíneo a un miembro enfermo o lesionado (10).
3.1.2. Niveles de amputación de brazo
Describe el sitio por el que se amputa una parte del cuerpo. El nivel de amputación, junto con otra serie de factores se usa para determinar la prótesis adecuada para cada caso en particular.
En el caso del miembro superior, las amputaciones se dividen en amputaciones parciales de mano, desarticulación de muñeca, amputación transradial, desarticulación de codo, amputación transhumeral, desarticulación de hombro e interescapulotoráxica (11).
Este trabajo se enfoca en una prótesis para uso transradial, es decir que la amputación se realiza a medio antebrazo por el hueso del radio, conservando la articulación de codo.
3.1.3. Prótesis
Según la norma ISO 8549-1 (Términos generales para prótesis y órtesis externas) revisada y actualizada en 2011, una prótesis es un aparato externo usado para reemplazar parcial o completamente una parte faltante o deficiente, incluyendo cualquier dispositivo que tenga parte dentro del cuerpo humano para fines estructurales o funcionales (12).
3.1.4. Antropometría
estructuras anatómicas, esto es, que ayuda a describir las características físicas de una persona o grupo de personas (13).
3.1.5. Diseño paramétrico digital
Permite dinamizar el proceso de creación de un modelo y su posterior revisión, facilitando la introducción de cambios en cualquier momento del proceso de construcción o revisión del mismo. Así mismo, permite establecer trazabilidad entre los parámetros de forma que un error dimensional es más sencillo de localizar y corregir (14).
Se pueden definir dentro de un modelo CAD parametrizado, leyes no lineales entre las proporciones del diseño, en función de un parámetro, mediante ecuaciones de cualquier tipo, y, al mismo tiempo, establecer relaciones geométricas de ligadura entre las formas, de tal suerte que se pueda ensayar un modelo de diseño con base en diferentes valores del parámetro, buscando la funcionalidad del modelo o la estética del mismo (15).
Este proceso permite tener la facilidad de realizar cambios en un modelo sin necesidad de borrar gran cantidad de operaciones o incluso empezar nuevamente el diseño. Una prótesis con diseño parametrizado permitiría a cualquier individuo obtener un modelo que se adapte estéticamente a su cuerpo al utilizar las dimensiones antropométricas de su propia extremidad.
3.2. MARCO TEÓRICO
3.2.1. Prótesis transradial
Ilustración 1. Prótesis de mano estética
Fuente. MedicalExpo (17)
Aquellas denominadas pasivas tienen la finalidad de ser netamente estéticas, enfocadas en simular tanto en colores como en texturas a una mano humana, sin embargo, su funcionalidad es completamente nula debido que se construye con el fin de lograr una rehabilitación psicológica en el paciente (16).
Por otro lado, en las prótesis activas se encuentran aquellas de accionamiento mecánico y las mioeléctricas. Las prótesis mecánicas usan sistemas de cables, poleas, palancas e incluso engranajes para accionar la mano a voluntad del usuario, manteniendo la dependencia del otro miembro para lograr efectuar la acción (Ilustración 2).
Ilustración 2. Prótesis de mano mecánica
Las prótesis mioeléctricas, como en las que se enfoca el presente trabajo, funcionan por medio de sensores y un sistema de control para accionar servomotores y así lograr la movilidad con ayuda de mecanismos, engranajes, resortes o cables. En la Ilustración 3, se muestra un esquema básico para una prótesis de este tipo.
Ilustración 3. Esquema básico de una prótesis de mano mioeléctrica
Fuente. Flores, R. (19)
Este tipo de prótesis ha tenido un gran avance en los últimos años gracias al rápido desarrollo tecnológico en sistemas de control y sensórica, los cuales acompañados de ingeniosos arreglos mecánicos han logrado entregar al público diseños de todo tipo cada vez más funcionales y estéticos a la vez.
3.2.2. Antropometría de la mano
Ilustración 4 se muestran las principales medidas de la mano que se deben tener en cuenta en un estudio antropométrico.
Ilustración 4. Principales medidas antropométricas de la mano
Fuente. Yunis, M. (20)
Las medidas especificadas (descritas en la Ilustración 4) por Yunis hacen referencia a:
- Longitud máxima de la mano (1): Distancia vertical de la base de la mano hasta la base del tercer dedo (desde el primer pliegue de la muñeca hasta la base del dedo medio).
- Longitud palmar (2): Desde el pliegue más distal y palmar de la muñeca hasta el pliegue más proximal de la segunda falange.
- Ancho de la mano (3): Distancia horizontal desde el borde externo lateral, sobre el quinto dedo hasta el borde lateral del segundo dedo a la altura del nudillo.
- Espesor de la mano (5): Medida en centímetros con la mano desde una proyección lateral. Línea proyectada desde la cabeza del segundo metacarpiano por palmar hasta el segundo metacarpiano por dorsal.
- Circunferencia máxima de la mano (7): Medida en torno a la muñeca a la cabeza del primer metacarpiano pasando por la eminencia hipotenar.
- Circunferencia de la mano (8): Se registra rodeando la mano a modo de perímetro pasando por la cabeza del quinto metacarpiano.
- Longitud de las falanges: Medida comprendida entre la cabeza del metacarpiano hasta el extremo de la falange correspondiente, tomada con los dedos a flexión de 90°.
En la Ilustración 5 se muestra un esquema de la estructura ósea de la mano, nombrando los huesos que sirven de referencia a la hora de hacer una toma de las dimensiones necesarias.
Fuente. FisioStar (21)
En este trabajo, se requiere de las dimensiones del miembro para simular, de una mejor manera el tamaño ideal de la prótesis según la antropometría de la persona, permitiendo así una mejor adaptación a la misma.
3.2.3. Parametrización CAD con el Software Autodesk Inventor Pro
El software Autodesk Inventor Pro permite parametrizar modelos a partir de un sketch o sólido ya creado vinculado a un libro de Excel para una fácil modificación y manejo de datos.
Para hacer parametrización de modelos con este software CAD se debe:
- Crear en Inventor un sketch o un sólido
- Definir en el modelo todas las dimensiones. Se debe utilizar la herramienta “General Dimension”.
- Crear un libro de Excel para vincular los datos
- Ubicar en la columna A los nombres de las variables a trabajar, y en la columna B los valores indicados.
- En inventor en la sección de “Manage” ir a parámetros
- Vincular el libro de Excel anteriormente creado y actualizar
- Dar los nombres a las variables de Inventor con los datos vinculados de Excel. Debe ser el mismo nombre utilizado en la hoja.
- Modificar los datos en Excel, guardar el libro y actualizar el modelo en Inventor
Este trabajo busca hacer provecho de este sistema de parametrización, utilizando como base las dimensiones antropométricas de la persona y la posibilidad de generar ecuaciones a las variables en Excel.
Con esto, se pretende generar un modelo de prótesis imprimible que ajuste de la mejor manera posible a la persona, utilizando las dimensiones del miembro contrario del paciente.
3.2.4. Juntas flexibles
Ilustración 6. Diagrama de bloque funcionamiento de un mecanismo flexible
Fuente. Cubillos, L. (22)
Uno de los aspectos que determina el comportamiento de un mecanismo flexible, es el dimensionamiento y modelamiento geométrico de aquellas zonas donde se concentra la flexibilidad y movilidad del mecanismo, presentando una alta concentración de esfuerzos (22). A estas zonas se les denomina juntas flexibles. Este tipo de juntas hacen parte de un mismo cuerpo con el resto de los elementos o eslabones del mecanismo a diferencia de las juntas de rotación convencionales. En la Tabla 1 se enumeran algunas ventajas y limitaciones del uso de juntas flexibles en un mecanismo.
Tabla 1. Ventajas y limitaciones del uso de juntas flexibles
VENTAJAS LIMITACIONES
- Sin pérdidas de fricción
- No necesita lubricación
- No hay presencia de tolerancias de ensamblaje (backslash)
- Menor volumen en relación a las juntas tradicionales
- Posibilidad en
aplicaciones de pequeña escala
- Fabricación más sencilla y menor cantidad de pos procesos
- Relativamente bajos niveles de rotación
- Se involucran esfuerzos combinados, por lo que no se presenta rotación pura
- No hay punto fijo que rotación debido a la constante deformación del elemento durante la rotación
- Mayor sensibilidad térmica que una junta tradicional
Este tipo de juntas es ampliamente utilizado en la industria médica, donde son requeridos mecanismos de poco tamaño y gran precisión. Por ejemplo, algunos desarrollos en materia de sistemas prostéticos suponen el uso de juntas flexibles debido a su parecido con los tendones de una persona.
La implementación de este tipo de arquitectura en aparatos de índole prostética requiere un uso eficiente y preciso de métodos avanzados de manufactura, un diseño estructural optimizado con el fin de lograr un balance adecuado entre tiempo de vida del elemento y la resistencia del mismo (23).
3.2.5. Impresión 3D
Es el proceso de unir materiales para hacer objetos a partir de un modelo digital, normalmente poniendo una capa encima de otra, por contraposición a las metodologías de fabricación sustractivas, tales como el mecanizado tradicional (24).
Con el paso de los años, se han desarrollados diferentes tecnologías de manufactura aditiva. En la Tabla 2, se mencionan los tipos de impresión 3D y una corta descripción de su principio de funcionamiento.
Tabla 2. Tipos de impresión 3D
TECNOLOGÍA PRINCIPIO DE
FUNCIONAMIENTO IMAGEN
SLS
(Sinterización por láser selectiva)
Se funden las partículas de polvo de plástico, metal, cerámica o vidrio por medio de un láser, mientras se va formando el sólido deseado.
STL
(Estereolitografía)
TECNOLOGÍA PRINCIPIO DE
FUNCIONAMIENTO IMAGEN
FDM (Modelado por deposición fundida)
Se extruye filamento fundido por una boquilla, construyendo el objeto capa por capa.
PJ (Polyjet)
Se llena una cámara con resina fotopolímero y una luz UV cura la resina una capa tras otra.
Fuente. Adaptado de Fundación Materialización 3D (25)
Gracias a su versatilidad, esta tecnología en manufactura ha llegado para impactar de forma drástica el campo de la medicina, creando soluciones completamente nuevas que no podrían existir con técnicas anteriores.
El crecimiento de la impresión 3D en el campo de las aplicaciones médicas ha sido extremadamente rápido si se compara con otro tipo de industrias que también utilizan la manufactura aditiva en sus procesos productivos (26).
3.3. ESTADO DEL ARTE
Para determinar el tipo de prótesis que será objeto de estudio en el presente trabajo se debe entrar a mirar la tecnología actual en el mercado y en las investigaciones en demás centros investigativos y universidades. Debe tenerse en cuenta no solamente la tecnología, sino también la funcionalidad, materiales utilizados, métodos de manufactura y precio de venta de cada modelo.
3.3.1.1. Bebionic: Prótesis desarrollada por Ottobock, una empresa alemana especializada en implantes prostéticos externos
3.3.1.2. Ilustración 7).
Ilustración 7. Mano Bebionic
Fuente. Ottobock (27)
La mano cuenta con motores individuales en cada uno de los dedos, permitiendo sujetar objetos con naturalidad y de forma coordinada. Cada uno de los motores está dispuesto de forma tal que la distribución de peso se encuentra completamente optimizada (27), gracias a esto el modelo es capaz de realizar 14 tipos de agarres diferentes. Así mismo, es capaz de agarrar objetos de hasta 45 kg.
Cada dedo cuenta con un sensor que le permite detectar si, al momento de tener un objeto agarrado este se resbala, ajustando automáticamente la presión de prensión ejercida. Además, los dedos tienen unas almohadillas que mejoran la sujeción.
Por otro lado, se puede recubrir con un guante diseñado específicamente para la prótesis Bebionic. El guante está compuesto por varias capas de caucho, forrado internamente con una malla de tela que le permite resistir el desgaste y daños por punción (27). Viene en 19 tonos diferentes que simulan el color de piel.
Ottobock ofrece la prótesis en 2 tamaños diferentes, acoplándose a una gran variedad de pacientes, tanto del sexo masculino como femenino.
Tabla 3. Ficha técnica mano prostética Bebionic
ITEM VALOR UNIDAD
Voltaje de operación 7,4 V Apertura máxima* 165 - 200 mm Tiempo de
apertura/cierre 1 s
Fuerza de agarre
Puño 140,1 N
Trípode 36,6 N
Llave 26,5 N
Masa* 591 - 661 g
Nota: Los valores con * dependen del tamaño de la prótesis
Fuente. Ottobock (27)
3.3.1.3. SensorHand Speed: Prótesis mioeléctrica diseñada y comercializada por la empresa alemana Ottobock.
Cuenta con una alta tecnología, enfocada en el agarre de presión de objetos, controlando la presión con la cual se agarran los objetos, evitando que estos se quiebren o resbalen espontáneamente de la mano gracias a un avanzado software desarrollado por la misma compañía.
El diseño tiene forma de pinza tipo gripper, con un sensor ubicado en el extremo del pulgar (Ilustración 8), el cual toma datos y envía una señal para modificar la fuerza de cierre si detecta una deformación considerable en el objeto o si este se desliza. Adicionalmente, la prótesis permite realizar movimientos de pronación y supinación de la muñeca.
Fuente. Ottobock (28)
Adicionalmente, la prótesis puede ser recubierta con un guante de látex que simula el color de la piel.
En la Tabla 4 se muestran los datos técnicos de la prótesis SensorHand Speed.
Tabla 4. Ficha técnica mano prostética SensorHand Speed
ITEM VALOR UNIDAD
Voltaje de operación 6 - 7,2 V Rango de temperatura de
operación 0 a 70 °C
Apertura máxima 100 mm
Velocidad de cierre 15 - 300 mm/s
Fuerza de agarre 100 N
Masa 460 g
Fuente. Ottobock (28)
3.3.1.4. Michelangelo: Modelo de prótesis de mano desarrollada por Ottobock (
Ilustración 9. Mano Michelangelo de Ottobock
Fuente. Ottobock (29)
La mano está controlada basándose en el sistema Axon-Bus (Adaptative eXchange Of Neuroplacement data), gracias a esto, todos sus componentes están optimizados para funcionar y comunicarse perfectamente entre sí, eliminando la perdida de velocidad y/o funcionalidad de la prótesis (29).
Cuenta con una unidad mecánica denominada AxonWrist, que le permite flexionar, extender, hacer movimientos de prono-supinación, además de simular el movimiento de una muñeca en posición neutral relajada.
El diseño de sus juntas y dedos, acompañado del eficiente sistema de control le permite a la mano realizar siete tipos diferentes de agarre, replicando numerosas funciones de una mano humana.
Por otro lado, la prótesis se puede recubrir con un guante que se asemeja a la textura y color de la piel humana hasta en 7 matices de colores diferentes (29). En la Tabla 5 se describen las características técnicas de la prótesis de mano Michelangelo.
Tabla 5. Ficha técnica mano prostética Michelangelo
ITEM VALOR UNIDAD
ITEM VALOR UNIDAD Rango de temperatura de
operación
-10 a 60 °C 14 –a 140 °F
Apertura máxima 120 mm
Velocidad de cierre 325 mm/s
Fuerza de agarre
Oposición 70 N
Lateral 60 N
Neutral 15 N
Masa 420 g
Fuente. Ottobock (29)
3.3.1.6. InMoov: Es un prototipo de mano robótica diseñada por el escultor francés Gael Langevin como parte de su proyecto InMoov, el primer androide hecho por impresión 3D y en formato OpenSource.
La mano InMoov (Ilustración 10) estuvo pensada para aplicaciones no sólo investigativas sino como una ayuda prostética de alta tecnología y bajo costo (30).
Ilustración 10. Mano ImMoov
Fuente. Thingiverse InMoovHand (30)
La muñeca se puede programar para realizar movimientos de supinación, prono supinación, flexión y extensión, con ayuda de un sistema de pequeños engranajes también impresos.
El sistema de control se basa en lenguaje Arduino y se encuentra disponible para el público en general desde la página oficial de InMoov.
3.3.1.7. ADA V1.1: Diseño realizado por Open Bionics, empresa del ingeniero estadounidense en robótica Joel Gibbard, como parte de su desarrollo en prótesis de manufactura aditiva de bajo costo.
Ilustración 11. Mano ADA v1.1 de Open Bionics
Fuente. OpenBionics (31)
Su impresión se hace en dos tipos de materiales diferentes, filamento flexible y PLA. Los servomotores y la tarjeta de control se ubican directamente en la palma, de tal forma que se distribuya el peso de manera uniforme a lo largo y ancho de la mano.
Los dedos son accionados por medio de cables de manera independiente, lo que le permite realizar gran variedad de agarres y movimientos. Los archivos de sus componentes se encuentran disponibles OpenSource, libres para su descarga y reproducción. Sin embargo, la compañía ofrece el kit en su página web con la mano armada y lista para su funcionamiento.
3.3.1.8. Dextrus Hand: La mano Dextrus (Ilustración 12) es un diseño de ingeniero en robótica Joel Gibbard como parte de los desarrollos del Open Hand Project.
Tiene los servomotores al interior de la palma, lo que la hace versátil en un gran rango de medidas de usuarios. El sistema de control se hace por medio de sensores EMG con una interfaz intuitiva que permite al paciente crear su propia configuración del hardware (32).
Ilustración 12. Mano Dextrus
Fuente. Open Hand Project (32)
Cada servomotor actúa de forma independiente para mover cada dedo, por lo que mano es capaz de realizar una gran cantidad de agarres, además de contar con sensores de presión en el extremo de cada dedo (en su versión más avanzada) que le permite mantener objetos con firmeza (32).
Todos los archivos se encuentran disponibles y libres para su descarga y modificación directamente en la página oficial del Open Hand Project.
3.3.1.9. I Limb Ultra: Es un modelo prostético diseñado por Touch Bionics, de Össur (Ilustración 13).
Ilustración 13. Mano prostética i-Limb
Fuente. Touch Bionics (33)
Se puede ajustar con uno o dos sensores EMG controlando los movimientos de la mano a partir de lecturas del movimiento muscular del miembro residual del usuario. Así mismo, tiene sensores que varían la presión si detectan que el objeto se resbala de la mano.
Además, se puede vincular a una aplicación para dispositivos móviles que le permite realizar diferentes gestos de la mano ya predeterminados y útiles para diversas aplicaciones (33). Para prótesis de tipo transradial se puede configurar con muñeca movible, con movimientos de flexión y extensión.
El modelo viene en cuatro tamaños diferentes, por lo que se puede adaptar a gran cantidad de pacientes. Como extra, se puede utilizar un guante de recubrimiento en tono blanco, negro o hasta 18 colores de piel diferentes. En la Tabla 6, se muestran los datos de ficha técnica de la mano i-Limb.
Tabla 6. Ficha técnica mano prostética i-Limb
ITEM VALOR UNIDAD
Voltaje de operación 7,4 V
Rango de temperatura de
operación -40 - 70 °C
Apertura máxima* 154,2 - 182,5 mm
ITEM VALOR UNIDAD
Fuerza de agarre Puño 100 N
Lateral 21 N
Masa* 467 - 628 g
Nota: Los valores con * dependen del tamaño de la prótesis Fuente. Touch Bionics (33)
3.3.2. Investigaciones
3.3.2.1. Prótesis bio-inspirada con cinco grados de libertad: Prototipo desarrollado en la Universidad Nacional de Colombia por el ingeniero Jair Loaiza como parte de una tesis investigativa de maestría en ingeniería Mecánica dentro del grupo de Investigación en Diseño Optimo – Optimun.
La prótesis es capaz de emular los movimientos de agarre de los cinco dedos, la oposición del pulgar a los dedos índice y corazón (pinza tridigital), flexo extensión de la muñeca y la prono-supinación del antebrazo (Ilustración 14). Es accionada por 5 motores DC, de los cuales 4 se encuentran en la palma hueca y el restante en el antebrazo (34).
El proyecto define como materiales de construcción el Nylon 6/10 y acero AISI 1020, con procesos de manufactura como maquinado CNC, maquinado convencional, corte láser y fundición por centrifugado (34).
Ilustración 14. Modelo final prótesis bio-inspirada
3.3.2.2. Mano robótica UC-1: Prótesis desarrollada como parte de un proyecto investigativo en la Universidad Pontificia Javeriana, como derivación de la investigación “Prótesis robótica para amputados de mano” de la Universidad del Cauca.
Los principales parámetros considerados en el diseño de la prótesis fueron la funcionalidad, simetría corporal y peso (7).
La mano cuenta con una palma y tres dedos poli articulados que pueden realizar flexo-extensión y un dedo pulgar, que además del movimiento ya nombrado permite la pronosupinación (7).
La mano está desarrollada con 6 actuadores, y sensores de posición y fuerza, lo que permite el control sobre el agarre del objeto. El diseño final cuenta únicamente con 3 dedos (índice, medio y pulgar) con los que realiza 5 tipos de agarres diferentes.
En la Ilustración 15 se muestra el modelo CAD de la prótesis UC-1 realizado por los autores.
Ilustración 15. Modelo CAD de la prótesis UC-1
4. SELECCIÓN DE DISEÑO A PARAMETRIZAR
Teniendo en cuenta la revisión del estado del arte de diez modelos de prótesis disponibles en el mercado o desarrolladas como trabajos investigativos se determina cual es el diseño más viable a ser trabajado en el presente proyecto.
4.1. REQUERIMIENTOS
Se tiene en cuenta el método de QFD (Quality Function Deployment) para evaluar la tecnología y escoger el diseño más apropiado. En primera medida, se precisan los requerimientos que ha de cumplir la prótesis, generando variables cuantificables de orden funcional.
En la Tabla 7 se muestran los requerimientos, su descripción y las variables con las cuales serán analizados cada uno.
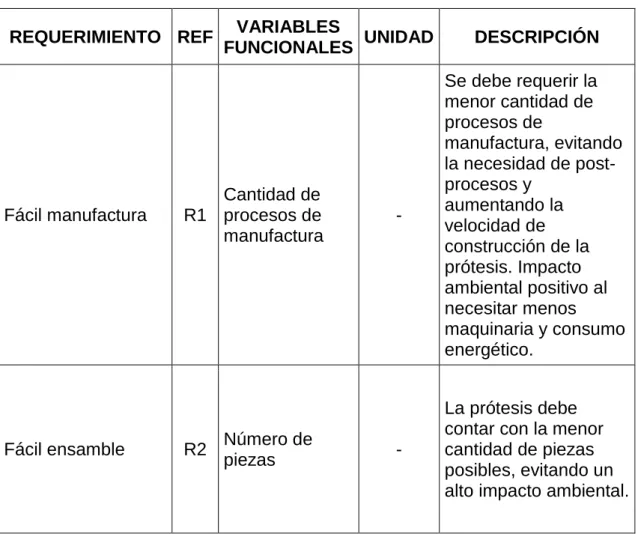
Tabla 7. Requerimientos y variables funcionales a ser evaluados en la selección de la prótesis
REQUERIMIENTO REF VARIABLES
FUNCIONALES UNIDAD DESCRIPCIÓN
Fácil manufactura R1
Cantidad de procesos de manufactura
-
Se debe requerir la menor cantidad de procesos de
manufactura, evitando la necesidad de post-procesos y
aumentando la velocidad de construcción de la prótesis. Impacto ambiental positivo al necesitar menos maquinaria y consumo energético.
Fácil ensamble R2 Número de
piezas -
REQUERIMIENTO REF VARIABLES
FUNCIONALES UNIDAD DESCRIPCIÓN
Durable R3 Resistencia a la
fatiga ciclos
La mano debe ser capaz de resistir a la cantidad de
movimientos a la cual será sometida el mayor tiempo posible
Económica R4 Costo COP
Debe ser de un costo asequible para el usuario
Tamaño R5 Volumen de la
prótesis mm^3
Relacionado a las dimensiones finales de la prótesis. El volumen debe ser similar al volumen ocupado por la mano de la persona
Liviana R6 Masa total Kg
En lo posible debe ser liviana para solventar la pérdida de fuerza y masa muscular a causa de la no
presencia del miembro natural
Fácil adquisición R7
Disponibilidad de formato OpenSource
-
Se debe poder
descargar los archivos y/o planos del diseño en formato Open Source abierto al público
Buen agarre R8 Fuerza de
prensión N
Debe tener la fuerza suficiente al momento de agarrar objetos, sin quebrarlos, romperlos o dejarlos caer
Movilidad R9 Grados de
libertad -
4.2. EVALUACIÓN Y PONDERACIÓN
Una vez definidos los requerimientos que debe cumplir la prótesis y comparándolos con variables funcionales, se prosigue a la evaluación de cada uno para los modelos revisados en el estado del arte.
Tabla 8. Ponderación de los requerimientos
MODELO CALIFICACIÓN POR REQUERIMIENTO PROMEDIO R1 R2 R3 R4 R5 R6 R7 R8 R9
Bebionic 1 1 10 1 7 2 0 10 8 4,44 SensorHand
Speed 1 1 10 3 6 5 0 10 5 4,56 Michelangelo 1 1 10 1 6 5 0 10 10 4,89 InMoov 7 5 5 8 5 8 10 8 8 7,11 ADA v1,1 8 7 5 8 6 8 10 5 8 7,22 Dextrus Hand 8 5 5 8 6 7 10 7 8 7,11 i Limb Ultra 1 1 10 2 8 4 0 10 10 5,11 Prótesis
bio-inspirada con cinco grados de libertad
5 5 5 5 5 7 0 5 8 5,00
Mano robótica
UC-1 5 8 8 5 4 10 0 8 5 5,89
Fuente. Autor
Teniendo en cuenta los resultados mostrado en la Tabla 8, se puede observar que la mejor opción a ser trabajada como modelo de parametrización es la mano de Open Bionics ADA V1.1.
5. CARACTERIZACIÓN DE LA MANO PROSTÉTICA ADA V1.1
5.1. CARACTERÍSTICAS GENERALES
La mano ADA V1.1 fue diseñada para ser de rápida y fácil manufactura, siendo una excelente posibilidad como plataforma de pruebas investigativas en prótesis y robótica (31). Cuenta con 5 grados de libertad, un sistema de control de código abierto compatible con Arduino y 5 servomotores ubicados en la estructura principal al interior de la palma, trabajando con un voltaje total de 12v. Cada dedo funciona con un actuador independiente (alambres que simulan los tendones) permitiéndole realizar varios tipos de agarres importantes en las actividades básicas de una persona.
El modelo cuenta con unas dimensiones nominales de 215 x 178 x 58 mm (Ilustración 16) y una masa aproximada de 380 g, teniendo en cuenta que se utilicen las especificaciones que recomienda la empresa para su impresión y ensamble.
Ilustración 16. Dimensiones nominales mano ADA V1.1
La mano es una derivación del modelo anterior de la misma compañía, la mano robótica Dextrus realizada por el Open Hand Project (31), un proyecto que busca hacer posible para que las personas con discapacidades puedan obtener una prótesis de alta tecnología a un bajo costo, por medio de herramientas como el prototipado rápido y los sensores EMG.
La palma de la mano cuenta en su interior con espacios destinados para posicionar los 5 servomotores que accionan el sistema de movimiento, así como un conducto por cada dedo por donde pasa el alambre que funciona como actuador (Ilustración 17).
Ilustración 17. Vista con líneas ocultas de la palma de la mano ADA V1.1
Fuente. Autor
Ilustración 18. Entradas para el cableado de la mano
Fuente. OpenBionics (31)
Las piezas de la prótesis, se encuentran para su libre descarga desde la página oficial de OpenBionics, o directamente desde webs especializadas en micro proyectos relacionados con la impresión 3d como Thingiverse e Instructables.
5.2. TIPOS DE AGARRE Y MOVIMIENTOS
Debido a su configuración estructural, la prótesis puede simular varios movimientos de una mano humana, logrando agarrar gran cantidad de geometrías. Sin embargo, se mantienen restricciones de peso al momento de sostener una masa con la prótesis, pues el material puede llegar a deformarse o fallar.
En la Tabla 9 se muestran los agarres que esta mano puede realizar, así como su carga máxima.
Tabla 9. Tipos de agarres logrados con la mano ADA V1.1
AGARRE CARGA ÚTIL [kgf] IMAGEN
AGARRE CARGA ÚTIL [kgf] IMAGEN
Agarre de gancho 5
Agarre en trípode 0,7
Agarre de aguja 0,4
Fuente. OpenBionics (31)
De igual forma, en la Tabla 10 se listan los tipos de gestos principales que esta mano puede efectuar gracias a su diseño geométrico y estructural.
Tabla 10. Tipos de movimientos logrados con la mano ADA V1.1
MOVIMIENTO IMAGEN
MOVIMIENTO IMAGEN
Gesto de punto
Gesto de pulgar
Fuente. OpenBionics (31)
Gracias a su diseño, la mano logra replicar con gran precisión los movimientos de una mano humana, esto gracias a la conexión individual de los servomotores con cada dedo, además de poseer una arquitectura que le permite adaptarse a diferentes objetos.
La mayor ventaja de este modelo es su capacidad de lograr agarres de precisión, como el de trípode y aguja, siendo de gran ayuda en actividades como sujetar un lápiz para escribir, objetos pequeños como una memoria USB o actividades cotidianas y aparentemente simples como cerrar la cremallera de un abrigo.
5.3. PARÁMETROS DE IMPRESIÓN
La mano se encuentra divida en 4 secciones, cada una de las cuales se debe imprimir con ciertas condiciones específicas para procurar su correcto ensamblaje.
Tabla 11. Componentes de la mano ADA V1.1
Componente Material Masa [g]
Tiempo de impresión
[h]
Volumen de impresión
[mm]
Imagen
Palma Ninjaflex
(TPU) 160 26
180 x 200 x 45
Cubierta
trasera PLA 57 6
130 x 95 x 40
Soporte
superior PCB PLA 6 0,67
80 x 70 x 10
Soporte
inferior PCB PLA 10 0,67
80 x 70 x 10
Para obtener una correcta impresión de cada una de las partes, y asegurando un comportamiento mecánico adecuado, la empresa recomienda configurar adecuadamente los parámetros de impresión teniendo en cuenta las características de cada material utilizado en la manufactura de la prótesis.
5.3.1. Filamento TPU
Filamento flexible y con muy buen acabado en impresión, de la categoría TPE (termoplástico elastómero) con base poliuretano. Debido a esto se denomina poliuretano termoplástico, por sus siglas en inglés TPU (thermoplastic polyurethane).
Es un material idóneo al momento de aplicaciones industriales que requieran las cualidades tanto del plástico (poliuretano) como las del caucho, además de ser resistente a corrosión causada por productos químicos y poseer una fuerte adhesión entre capas (35).
Posee una alta resistencia a los impactos y un porcentaje de alargamiento de hasta el 580%. No se recomienda en ambientes donde la temperatura sea mayor a 100°C pues puede afectar la integridad de la pieza y la adherencia entre las capas.
Durante su impresión, se recomienda una temperatura entre los 185 y 195 °C, con una baja velocidad de impresión para evitar su atascamiento y una cama caliente entre los 50 y 70 °C. Por otro lado, se debe tener precaución que el material, debido a sus propiedades elásticas se puede enredar dentro del extrusor si este no se encuentra adaptado para filamento flexible (36).
Ilustración 19. Extrusor no adaptado para filamento flexible
En la Ilustración 19 se muestra cómo el filamento se deja arrastrar por la fricción generada en el contacto con la polea y, al no ser rígido se pliega y se recoge al interior del extrusor.
En la Tabla 12 se muestran algunas características técnicas del filamento TPU a utilizarse como material de construcción principal del modelo de mano.
Tabla 12. Propiedades mecánicas del filamento TPU
ITEM VALOR UNIDAD MÉTODO DE
ENSAYO Módulo de elasticidad a la
tracción
26 MPa ASTM D638
Esfuerzo de tracción a la deformación
8,6 MPa
Esfuerzo de tracción a la rotura 39 MPa
Alargamiento a la deformación 55 % ASTM D641 Alargamiento a la rotura 580 % ASTM D642 Resistencia a la flexión 4,3 MPa ISO 179
Módulo de flexión 78,7 MPa
Dureza 95 Shore A ASTM D2240
Resistencia a la abrasión 0,06 g ASTM D4060 Índice de fluidez 15,9 g/10min ISO 133
Trancisión vítrea -24 °C DSC
Temperatura de fusión 220 °C
Densidad 1,22 g/cm^3 ASTM D782
Absorción de humedad 0,18 % ASTM D570
Fuente. Ultimaker (35)
5.3.2. Filamento PLA
Es un termoplástico “ecológico” proveniente del maíz, con nombre químico acido 2-hidroxipropanoíco. Actualmente es el filamento más común en la impresión FDM (37).
Este filamento, debe imprimirse en un rango de temperatura similar al del ABS, entre 190 y 220 °C, variando en función de la impresora y el extrusor a utilizarse, sin embargo, la temperatura adecuada se encuentra dentro del rango ya mencionado. A pesar de esto, una vez impreso el material a temperaturas de entorno mayores a 60 °C comienza a volverse endeble.
una vez fundido. Con esto se evita que las esquinas se pandeen del resto de la estructura, evadiendo de esta forma el efecto Warping (38).
Por otro lado, al ser un material fabricado a partir de aceites vegetales, no emana gases tóxicos durante su impresión, aunque tiende a absorber humedad con el paso del tiempo.
En la Tabla 13, se muestran las propiedades mecánicas del filamento PLA.
Tabla 13. Propiedades mecánicas del filamento PLA
ITEM VALOR UNIDAD MÉTODO DE
ENSAYO
Densidad 1,24 g/cm^3 ASTM D792
Módulo elástico 3600 MPa
ISO 178 Resistencia a la flexión 108 MPa
Dureza 85 Sh D ASTM D2240
Probeta impresa estirada en dirección
paralela a las capas
Resistencia a la
rotura en tracción 50 MPa
ISO 527 Deformación a la
rotura en tracción 9 % Módulo elástico
en tracción 1230 MPa Probeta impresa
estirada en dirección
perpendicular a las capas
Resistencia a la
rotura en tracción 39 MPa Deformación a la
rotura en tracción 4 % Módulo elástico
en tracción 1120 MPa
Temperatura de flexión bajo carga 56 °C ISO 75/2B Temperatura de fusión 145/160 °C
ASTM D3418 Temperatura de transición vítrea 56/64 °C
Fuente. Ultimaker (39)
5.4. ANÁLISIS DE LAS JUNTAS FLEXIBLES
5.4.1. Probeta de fatiga
Para esto, se tiene en cuenta el modelo Open Source obtenido directamente de la página oficial de Open Bionics de la ADA v1.1.
Debido que la geometría de las juntas para los dedos índice, medio, anular y meñique es igual, se realiza una probeta de un único dedo para analizar el comportamiento y resistencia a la fatiga.
El modelado de la probeta se realiza por medio del software CAD Autodesk Inventor a partir de las dimensiones establecidas en el modelo original. En la Ilustración 20 se muestran las dimensiones de la probeta.
Ilustración 20. Dimensiones de la probeta para fatiga
Fuente. Autor
Además de esto, se tiene presente que al tener articulaciones a lo largo del dedo puede llegar a enredarse o flectarse de forma no deseada mientras se realiza el ensayo en la máquina.
En la Ilustración 21 se muestra la geometría de la junta en el modelo en formato
STL de la mano ADA v1.1 utilizada en la probeta inicial para el ensayo de fatiga.
Ilustración 21. Junta palma-dedos en la prótesis ADA V1.1
Fuente. Autor
La probeta se imprime en la máquina Multoo 1.5 Pro (Ilustración 22) en la empresa experta en diseño e impresión FDM Voxel 3D Lab S.A.S. A pesar de que en la página oficial de Open Bionics se sugieren unas condiciones de impresión, se varían ciertos parámetros para obtener una buena calidad de impresión en función de las condiciones de la máquina utilizada.
Fuente. 3D Printers Online Store (40)
En la Tabla 14 se muestran las características técnicas de la impresora utilizada para la manufactura de la probeta.
Tabla 14. Datos técnicos de la máquina Multoo 1.5 Pro
Fabricante Multoo
Modelo MT 1.5 Pro
Tecnología FDM
Área disponible de impresión 400 x 400 x 400 mm (L,W,H) Área cama de impresión 400 x 400
Kit de extrusión Single + Dual + laser engraving Temperatura de boquilla ≤ 300°C & ≤ 400°C
Diámetro de la boquilla 0,4 mm
Espesor de capa 0,05 - 0,3 mm Temperatura cama de impresión ≤ 100 °C
Grabador de energía 500 mW, 405nm Velocidad de impresión 1-180 mm/s
Presición de posición Z: 2,5 µm; XY: 11 µm
Conexión SD card/ USB Cable
Software G Code
Cura/ Maerbot Desktop/ Simplify 3D/ Slic3r
Tamaño de máquina 610 x 530 x 710 mm (L,W,H)
Peso 25 kg
Fuente. 3D Printers Online Store (40)
de material y, que al momento de retirar el soporte del modelo hubiera una menor superficie afectada (Ilustración 23).
Ilustración 23. Sólido rotado en el software en la posición que requiere la menor cantidad de material de soporte
Fuente. Autor En la
Ilustración 24 se muestran, además, los parámetros de impresión que se utilizaron durante la manufactura de la probeta. Con estos datos, la construcción de cada probeta tomó un tiempo de 2 horas y 58 minutos (valor entregado por el software Cura).
Ilustración 24. Parámetros de impresión utilizados
Fuente. Autor
se explicó anteriormente, el filamento flexible tiende a enredarse dentro del extrusor.
Ilustración 25. Extrusor de la impresora 3D
Fuente. Autor
Otro aspecto importante y, aunque suele suceder en casos aislados, el filamento puede tener cambios en su diámetro, formando una especie de nudo que no alcanza a entrar por el extrusor ni tener contacto con las resistencias de calentamiento, por lo que se atasca y deja fluir material (Ilustración 26).
Ilustración 26. Nudo en el filamento del material TPU
Fuente. Autor
De esta forma, se imprime el modelo de probeta que será utilizado en el análisis de elementos finitos sobre la junta principal con el fin de comprobar las condiciones y parámetros de impresión a ser utilizados en la manufactura del modelo final.
comparar los resultados de una prueba FEM y la prueba mecánica para una pieza realizada con material TPU manufacturada por medio de impresión FDM.
Ilustración 27. Probeta para fatiga impresa
Fuente. Autor
En la Ilustración 27 se muestra la probeta para fatiga impresa según los parámetros definidos. El material de soporte fue removido una vez concluyó la impresión.
5.4.2. Análisis por elementos finitos
Teniendo en cuenta el modelo CAD del dedo tomado como probeta para la prueba mecánica de fatiga, se realiza el respectivo análisis FEM (Finite Element Method). Esto con el fin de comparar en un futuro los resultados obtenidos de forma experimental y la aproximación matemática del método de elementos finitos con ayuda del software CAE ANSYS Workbench 18.1.
Para realizar este tipo de análisis, se debe tener en cuenta que el material se modela como híper elástico en el software FEM. Por tanto, se requiere de ciertas propiedades y gráficas en específico para caracterizarlo de forma correcta. Por tanto, se hace necesario la utilización de las gráficas experimentales del comportamiento del material sometido a cargas de tensión uniaxial, biaxial y a cargas de flexión (cortante). Aparte de esto, se requiere de los datos sobre el comportamiento de fatiga del material.
Ilustración 28. Gráfica esfuerzo vs deformación para el material TPU. A) Esfuerzo vs deformación para carga uniaxial. B) Esfuerzo vs deformación para
a)
b)
c)
Fuente. Adaptado de Ruhl et al. (41)
En la Ilustración 28 se pueden observar las gráficas de esfuerzo vs. deformación del TPU para los distintos estados de carga anteriormente expuestos.
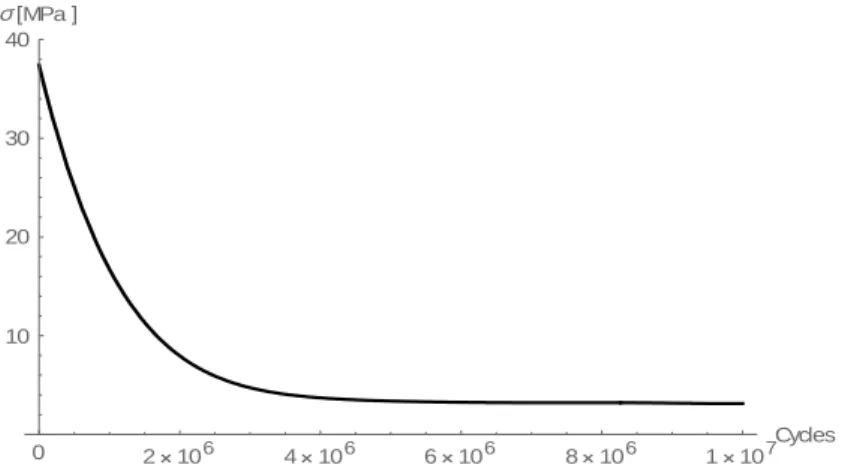
La gráfica de comportamiento de fatiga (esfuerzo vs ciclos), mostrada en la ilustración 28, se obtiene teniendo en cuenta ensayos realizados a probetas sometidas a envejecimiento térmico (42). De estas, se toma la gráfica de material sometido a una temperatura y tiempo similar al utilizado durante la impresión del filamento.
Ilustración 29. Esfuerzo vs ciclos para probetas de TPU envejecidas a 120°C
1 2 3 4 5 mm mm
2 4 6 8 10 12 14 MPa
0.5 1.0 1.5 mm mm
2 4 6 8 10 12 MPa
0.5 1.0 1.5 2.0 2.5 mm mm 2
4 6 8
Fuente. Tcharkhthi, A; Farzaneh, S; Abdallah-Elhirtsi, S; Esmaeillou, B; Nony, F; Baron, A (42)
Con los datos, se procede a realizar el análisis de la junta por medio del módulo Mechanical del ANSYS.
Inicialmente, se procede a determinar el respectivo enmallado de la probeta. La malla inicial que genera Ansys debe ser refinada debido a la alta dispersión de los elementos que puede afectar la precisión del análisis, en especial en la sección de la junta (Ilustración 30).
Ilustración 30. Calidad de los elementos de malla de la probeta
Fuente. Autor
La calidad de los elementos diferenciales se mide de 0 a 1, donde 0 corresponde a una calidad mínima. Con el enmallado inicial del ANSYS, se tiene un porcentaje del 17% con calidad menor a 0.5, mientras que, con el proceso de refinado de la
0 2 106 4 106 6 106 8 106 1 107 Cycles 10
20 30 40
malla, la dispersión se reduce a un porcentaje de 8.76% elementos con una calidad inferior a 0.5 (Ilustración 31).
Ilustración 31. Elementos dispersos de malla después del refinamiento
Fuente. Autor
Ilustración 32. Comparación de la calidad de enmallado para la prueba FEM. En la parte superior la probeta con la malla de alta calidad. En la parte inferior
se muestra la malla que genera Ansys por defecto.
Fuente. Autor
Ilustración 33. Caras determinadas como soporte fijo en la probeta para en análisis FEM
Fuente. Autor
Estas caras se dejan como fijas debido que entran en contacto con la sección superior de la mano, correspondiente al canto interno de la prótesis impresa en filamento rígido PLA. En la ilustración se muestra la interacción de estas caras respecto a la otra pieza de la prótesis. Estas caras van fijas con adhesivo y sujetas con tornillos, por lo que se pueden tomar como apoyos fijos.
Ilustración 34. Caras de las piezas de la prótesis que entran en contacto una vez ensamblado el modelo (en verde)
5.4.2.2. Fuerzas ejercidas sobre el modelo: El valor de la fuerza que se utiliza en análisis es valor máximo que registra el actuador lineal Actuonix PQ 12P 63-1.
A partir de los datos de ficha técnica, el motor alcanza un punto máximo de eficiencia con 30 N de fuerza a una velocidad de movimiento de 8 mm/s, (referencia ficha técnica del motor).
La fuerza se ubica en el lugar donde, según la geometría de la mano y los dedos, se amarra el alambre que funciona como tendón y ayuda a realizar el movimiento de cierre. Por tanto, la carga se ubica en el extremo del dedo, justo en el lugar donde, en una mano humana, iría ubicada la uña.
Para esto, se realiza un pequeño plano sobre la superficie del dedo, a la altura de la uña para poder ubicar el vector de fuerza de manera más precisa en el software (Ilustración 35).
Ilustración 35. Ubicación de la fuerza sobre la probeta
Fuente. Autor
Se debe primero determinar la fuerza inicial que se debe ejercer al material para lograr la posición neutra de la mano, pues según la forma en la cual se imprime la prótesis, los dedos se encuentran con 30° grados de inclinación al contrario de su movimiento. Esto con el fin que se asegure el retroceso del material una vez el actuador deja de ejercer fuerza de tracción.
Ilustración 36. Probeta en la posición neutra después de aplicada la fuerza de precarga
Fuente. Autor
Una vez se conoce la fuerza de precarga del dedo, se procede a realizar el análisis teniendo en cuenta el valor de carga del motor. Para esto, se utiliza la herramienta de ANSYS de “Step”, donde se puede aumentar la carga a partir de
un punto deseado.
En la Ilustración 37 se muestra la gráfica obtenida por el software y la respectiva tabla donde se ingresan los valores de la fuerza respecto a cada Step.
Ilustración 37. Gráfica de step y fuerzas tabuladas para el análisis en Ansys
Fuente. Autor
neutra de la mano. Posteriormente, en el segundo paso, la fuerza aumenta hasta los 34 N, incrementando los 30 N correspondientes a la fuerza del actuador. De esta forma, se analiza la probeta acercándose al comportamiento que tendría en la vida real.
Con este análisis, se obtiene para la probeta un esfuerzo de 35,576 MPa sobre la junta, con el valor máximo ubicado sobre las esquinas de la junta en contacto con el dedo y, una duración de 5,34 x 10^4 ciclos, con el punto de fallo a fatiga sobre la misma zona de esfuerzo máximo (Ilustración 38).
Ilustración 38. Resultados del análisis FEM para a probeta
6. PROPUESTA DE DISEÑO
6.1. MODIFICACIÓN DE LAS JUNTAS FLEXIBLES PALMA-DEDO
La modificación de la junta flexible se hace teniendo en cuenta las geometrías comúnmente utilizadas (Ilustración 39).
Ilustración 39. Tipos de geometrías comúnmente utilizadas en juntas flexibles
Fuente. Meng et al. (43)
Teniendo en cuenta los diseños de junta, se realizan 10 modificaciones diferentes, las cuales se pueden agrupar en dos grandes grupos.
En el primer grupo se modifica únicamente la parte superior de la junta, manteniendo las curvas orgánicas de la parte inferior, justo en la unión entre el dedo y la palma. Para el segundo, se varia la geometría tanto la parte superior como a inferior de la junta.
En la
Tabla 15. Tipos de modificación a la junta flexible MODIFICACIÓN
UNILATERAL
MODIFICACIÓN BILATERAL
Circular
Bordes redondeados
Hiperbólico
MODIFICACIÓN UNILATERAL
MODIFICACIÓN BILATERAL
Ángulo en V
Fuente. Autor
El análisis de cargas se realiza utilizando las mismas restricciones, apoyos y posición de la fuerza de la probeta inicial. De igual forma, se mejoró la calidad de la malla en cada uno de los análisis.
En la Tabla 16 se muestran los resultados de esfuerzo y vida para cada una de las pruebas realizadas. De igual forma, se muestran los resultados obtenidos con la junta sin modificar.
Tabla 16. Resultados obtenidos en las pruebas FEM con los diferentes tipos de geometría de junta flexible utilizados
MODIFICACIÓN SUPERIOR
MODIFICACIÓN DE AMBAS CARAS
FORMA ESFUERZO
[MPa] CICLOS
ESFUERZO
[MPa] CICLOS
Original 35,765 5,64E+04 35,765 5,64E+04 Circular 35,106 7,97E+04 33,499 1,38E+05
Bordes
redondeados 92,742 0,00E+00 81,098 0,00E+00 Hiberbólica 30,546 2,53E+05 29,792 2,85E+05
Circular-borde redondeado
32,101 1,92E+05 24,181 5,43E+05
Se puede observar como la configuración que recibe un menor esfuerzo y tiene mayor cantidad de ciclos antes de fallar por fatiga es la junta de “ángulo en V” modificada por ambos lados (Ilustración 40).
Ilustración 40. Análisis FEM para la junta modificada de ángulo en V. En la parte superior se muestran los resultados de esfuerzo. En la parte inferior los
resultados de ciclos de vida
Fuente. Autor
6.2. MODIFICACIÓN DE LAS JUNTAS ENTRE FALANGES
Para realizar la modificación de la junta a lo largo del dedo se tiene en cuenta parámetros geométricos.
Se hace la suposición de que, al realizar otra junta a lo largo del dedo (obteniendo una tercera falange) los ángulos de cierre han de ser menores que
utilizando solamente dos secciones ( Ilustración 41).
Ilustración 41. Esquema de configuración de los dedos de dos a tres falanges
Fuente. Autor
Para formar esta tercera articulación se tiene en cuenta que la longitud del dedo de dos a tres falanges permanece constante. El largo de las falanges se determina por medio de la relación aurea existente en todas las proporciones del cuerpo humano.
Ilustración 42. Ángulos de cierre obtenidos en las posiciones de agarre firme de un objeto de 40 mm de diámetro para un dedo con dos falanges
Fuente. Autor
Por otro lado, el mismo objeto circular, sostenido ahora con un dedo de dos articulaciones, se obtienen ángulos de 102° para la primera articulación y 59° para la segunda articulación en el agarre más firme con tres articulaciones, y de 73° y 94° respectivamente (Ilustración 43).
Ilustración 43. Ángulos de cierre obtenidos en las posiciones de agarre firme de un objeto de 40 mm de diámetro para un dedo con tres falanges
Fuente. Autor
Los ángulos obtenidos se hacen teniendo en cuenta el cierre uniforme y proporcional del dedo.