UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL
DEPARTAMENTO ACADÉMICO DE TITULACIÓN
TRABAJO DE TITULACIÓN
PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
AREA
SISTEMAS INTEGRADOS DE GESTÍON
TEMA
“ANÁLISIS PARA DISMINUIR LOS DESPERDICIOS
DE ESPUMAS EN LA EMPRESA CHAIDE Y CHAIDE
S.A. APLICANDO MANUFACTURA ESBELTA.”
AUTOR
CHANCAY BUSTOS CRISTHIAN ANTONIO
DIRECTOR DEL TRABAJO
Q.F. ESTUPIÑAN VERA GALO ENRIQUE, MGS.
2017
ii
DECLARACIÓN DE AUTORÍA
“La responsabilidad del contenido de este trabajo de Titulación, me corresponde exclusivamente; y el patrimonio intelectual del mismo a la Facultad de Ingeniería Industrial de la Universidad de Guayaquil”
iii
DEDICATORIA
Este trabajo está dedicado en especial a Dios, por darme la oportunidad de vivir y por estar conmigo en cada paso que doy, por fortalecer mi corazón e iluminar mi mente y por haber puesto en mi camino a aquellas personas que han sido mi soporte y compañía durante todo el periodo de estudio.
A mi madre Narcisa de Jesús Bustos, por darme la vida, quererme mucho, creer en mí y porque siempre me apoyaste. Mamá gracias por darme una carrera para mi futuro, todo esto te lo debo a ti.
A mi padre José Antonio Chancay por los ejemplos de perseverancia y constancia que lo caracterizan y que me ha infundado siempre, por el valor mostrado para salir adelante y por su amor.
A mis hermanos Ana Chancay Bustos y Franklin Chancay Bustos por estar conmigo y apoyarme siempre.
A mis sobrinos Javier, Daniel, Adonis y Lissete para que vean en mí un ejemplo a seguir.
iv
AGRACEDIMIENTOS
Le agradezco a Dios por haberme acompañado y guiado a lo largo de mi carrera, por ser mi fortaleza en los momentos de debilidad y por brindarme una vida llena de aprendizajes, experiencias y sobre todo felicidad.
A mis padres por ser un pilar fundamental en vida, por apoyarme en todo momento, por los valores que me han inculcado, y por haberme dado la oportunidad de tener una excelente educación en el transcurso de mi vida.
A los docentes de la Facultad de Ingeniería Industrial que me transmitieron sus conocimientos en las aulas de clase.
A los directivos de la empresa Chaide y Chaide S.A. que me brindaron el apoyo para el desarrollo de este trabajo de tesis, pero de manera especial al Ing. David Yuquilema que me brindo su ayuda para el levantamiento de información.
v
ÍNDICE GENERAL
No. Descripción Pág.
PRÓLOGO 1
CAPÍTULO I 3 INTRODUCCIÓN
No. Descripción Pág.
1.1 Antecedentes 3
1.1.1 Objeto de estudio. 4
1.1.2 Campo de acción. 4
1.1.3 Filosofía estratégica 4
1.2 Justificativo 4
1.2.1 Situación problemática 5
1.2.2 La empresa. 6
1.2.2.1 Aspectos Generales 6 1.2.2.2 Ubicación de Geográfica 6
1.2.3 Productos que produce. 8
1.2.4 Delimitación del problema 11
1.2.5 Formulación del problema 11
1.2.6 Causas del problema 11
1.3 Objetivos 12
1.3.1 Objetivo general 12
1.3.1.1 Objetivos específicos 12
1.4 Marco teórico 12
1.4.1 Manufactura Esbelta 13
1.4.2 Las Herramientas de Manufactura Esbelta 15
1.4.2.1 5'S 15
vi
No. Descripción Pág.
1.4.2.3 Justo a Tiempo 20
1.4.2.4 Jidoka (verificación del proceso - automatización) 21
1.4.2.5 Andón (Indicador visual) 21
1.4.2.6 Poka Yoke (Dispositivos para prevenir errores) 21
1.5 Metodología. 23
CAPÍTULO II 25 MARCO METODOLÓGICO
No. Descripción Pág.
2.1 Situación actual 25
2.1.1 Sistema de Gestión de Calidad 26
2.1.2 Situación de la Empresa en Relación a la Calidad. 27
2.1.3 Estructura Organizacional 29
2.1.4 Gestión de los recursos 32
2.1.4.1 Provisión de recursos 32
2.1.4.2 Recursos Humanos 32
2.1.5 Recursos Productivos 33
2.1.5.1 Recursos de Materiales y/o Tecnológicos. 34
2.1.6 Procesos productivos 38
2.1.6.1 Sección de Paneles 38
2.1.6.2 Sección de espumas 46
2.1.6.3 Área de ensamble de colchones. 52
2.2 Procesos de calidad 58
2.3 Indicadores de calidad 63
2.3.1 Registro de problemas. 68
2.4 Análisis de datos. 74
2.4.1 Identificación de los problemas 83
2.4.2 Análisis de la frecuencia de presentación de problemas 94
2.4.3 Costos asignados a los problemas 94
vii
No. Descripción Pág.
2.6 Impacto económico de problemas 99
CAPÍTULO III 100 PROPUESTA
No. Descripción Pág.
3.1 Planteamiento de alternativas de solución a problemas. 100
3.1.1 Implementación de 5S. 101
3.1.1.1 Implementación de SEIRI (Clasificar) 104
3.1.1.2 Implementación de SEITON (Ordenar) 105
3.1.1.3 Implementación de SEISO (Limpiar) 106
3.1.1.4 Implementación de SEIKETSU (Estandarización) 107 3.1.1.5 Implementación de SHITSUKE (Disciplina) 108
3.1.2 Costos de alternativas de solución 109
3.2 Análisis Costo - Beneficio 113
3.3 Evaluación Económica y Financiera. 115
3.4 Plan de inversión y financiamiento. 115
3.5 Programación para puesta en marcha 116
3.5.1 Planificación y Cronograma de implementación 116
3.6 Resultados 120
3.7 Conclusiones y recomendaciones 120
3.7.1 Conclusiones 120
3.7.2 Recomendaciones 121
GLOSARIO DE TÉRMINOS 123
ANEXOS 125
viii
ÍNDICE DE TABLAS
No. Descripción Pág.
1 Personal de la empresa 30
2 Lista de equipos y maquinarias de la empresa
Chaide y Chaide S.A. 34
3 Tipos de alambre y utilización 39
4 Tipo de alambre y aplicación en panel 40
5 Características de los marcos utilizados. 41
6 Configuración de resortes para paneles 42
7 Receta para la fabricación de los bloques de espumas 61 8 Densidad teórica obtenida en la fabricación de los Bloques de
Espumas. 62
9 Tabla de los indicadores de calidad en el área de formulación 66 10 Tabla de indicadores de calidad en el laminado de bloques 67 11 Posibles causas de los desperdicios generados en el Área de
Formulación 71
12 Posibles causas de los desperdicios generados en el
Área de corte y laminado 72
13 Producción del área de espumas 74
14 Producción del área de espumas (Sección Corte y Laminado) 77
15 Indicador de calidad de bloques 79
16 Indicador de desperdicios 81
17 Costos de los bloques no conformes en el
Área de Formulación 94
18 Costos de los desperdicios en el área de Corte y Laminado 95 19 Costos total de los desperdicios en el área de espumas 99
20 Costo de horas extras en el Ecuador 110
21 Costos de la capacitación del personal en Metodología 5S 110
ix
No. Descripción Pág.
23 Costos para el pintado del área de espumas 111 24 Costo total de la implementación de las 5S 112
25 Cálculo del VPN y del TIR 115
x
ÍNDICE DE DIAGRAMAS
No. Descripción Pág.
1 Productos fabricados por Chaide y Chaide Quito 9 2 Productos fabricados en Chaide y Chaide Guayaquil 10 3 Organigrama de la empresa Chaide y Chaide Guayaquil 31 4 Diagrama de procesos de la sección paneles de
resortes situación actual 45
5 Diagrama de procesos del área de espumas situación actual 51 6 Diagrama de procesos del área de ensamble situación actual 57 7 Diagrama de calidad de Chaide y Chaide S.A. 59 8 Diagrama de ishikawa defectos de bloques por
adición del aditivo agua 85
9 Diagrama Ishikawa de espumas defectuoso por el
aditivo octoato de estaño 86
10 Diagrama Ishikawa defectos de bloques por problemas en
tapa semiautomática. 88
11 Diagrama de Ishikawa de los desperdicios de espumas
en el área de corte y laminado 91
12 Diagrama de Ishikawa de los defectos en corte y laminado 93 13 Diagrama de Gantt del cronograma de implementación
xi
ÍNDICE DE GRÁFICOS
No. Descripción Pág.
1 Histograma del indicador de producción del área
de espumas 76
2 Histograma del indicador de producción del área
de espumas (sección corte y laminado) 78
3 Histograma del indicador de calidad del bloque
de espumas 80
4 Histograma del indicador de desperdicios del área
de espumas 82
5 Indicador porcentual de bloques defectuosos 83 6 Gráfico de Pareto causas del bloque con defectos 84 7 Indicador porcentual de desperdicios de espumas 89 8 Gráfico de Pareto de los desperdicios de láminas
de espumas 90
9 Costos en el área de corte y laminado 96
10 Implementación de las 5S 103
xii
ÍNDICE DE IMÁGENES
No. Descripción Pág.
1 Ubicación geográfica de la empresa Chaide y Chaide S.A. 7
2 Personal de Chaide y Chaide S.A. 32
3 Resortes y espiral para unión de resortes 38
4 Panel con marco y panel sin marco 39
5 Verificación de marcos en el área de paneles 40 6 Numero de resortes según el tamaño del panel 41 7 Recepción de materia prima en el área de paneles 42
8 Máquinas resorteras del área de paneles 43
9 Máquina paneleras del área de paneles 43
10 Medición y grapado del panel 44
11 Almacenamiento de paneles terminados 44
12 Proceso de formulación de bloques rectangulares de espumas Gye 47
13 Proceso de corte y laminado de espumas en Gye 50
14 Padding 52
15 Cilindros estabilizadores 53
16 Reata 53
17 Forros utilizado para el ensamble de los colchones 54 18 Alimentado de materiales para el ensamble de colchones 54
19 Armado de colchones 55
20 Proceso de cerrado de colchones 56
21 Plastificado y almacenamiento de producto terminado 56 22 Registro de desperdicios en el área de formulación. 68 23 Gráfica de bloque defectuoso en las esquinas 69
24 Figura de bloque defectuoso con fisuras 69
xiii
ÍNDICE DE ANEXOS
N° Descripción Pág.
1 Slogans para la implementación de las 5s 126
2 Modelos de tarjetas para la clasificación de los materiales 128 3 Modelo de cartelera phva en el área de espumas 130 4 MSDS de los productos químicos utilizados en la fabricación de los
xiv
AUTOR: CHANCAY BUSTOS CRISTHIAN ANTONIO
TEMA: “ANÁLISIS PARA DISMINUIR LOS DESPERDICIOS DE ESPUMAS EN LA EMPRESA CHAIDE Y CHAIDE S.A. APLICANDO MANUFACTURA ESBELTA.”
DIRECTOR: Q.F. ESTUPIÑAN VERA GALO ENRIQUE, Mg.
RESUMEN
El desarrollo de esta tesis se basa en la implementación de una de las herramientas del Lean Manufacturing que es la metodología de las 5S, lo que se busca es disminuir los desperdicios de espumas en el área de poliuretanos de la empresa Chaide y Chaide S.A. Se tomó como base la recolección de información de campo, abarcando todos los problemas en los cuales se generan los desperdicios de espumas para luego realizar un análisis utilizando herramientas como Diagramas Causa y Efectos, Histogramas y Diagramas de Flujo. Una vez que se ha identificado los problemas en el área de investigación se estableció que los desperdicios generados en la sección de espumas son considerables y por este motivo los costos de producción tienden a subir, por esta causa la implementación de una metodología que fomenta una cultura de calidad para reducir los errores humanos en los procesos, y, por consiguiente, el porcentaje de unidades defectuosas en los productos es importante, también servirá como base para la implementación futura de las restantes herramientas del Lean Manufacturing y así lograr una producción esbelta mediante la Mejora Continua
PALABRAS CLAVES: Lean, Manufacturing, Desperdicios, Metodología, Calidad, Análisis, Implementación, Mejora,
Continua, 5S.
xv
AUTHOR: CHANCAY BUSTOS CRISTHIAN ANTONIO TOPIC: “ANALYSIS TO REDUCE FOAM WASTE IN THE
COMPANY CHAIDE AND CHAIDE S.A. APPLYING LEAN MANUFACTURING”.
DIRECTOR: Q.F. ESTUPIÑAN VERA GALO ENRIQUE, Mg.
ABSTRACT
The development of this thesis is based on the implementation of one of the tools of Lean Manufacturing that is the methodology of the 5S, what is sought is to reduce foam waste in the polyurethane area of the company Chaide and Chaide S.A. It was based on the collection of field information, covering all the problems in which foam wastes are generated and then carrying out an analysis using tools such as Cause and Effect Diagrams, Histograms, and Flow Diagrams. Once you have identified the problems in the area of investigation it was established that the waste generated in the section foams are considerable and for this reason the production costs tend to rise, for this reason the implementation of a methodology that promotes a culture of quality to reduce human errors in the processes, and, therefore, the percentage of defective units in the products is important, will also serve as a basis for the future implementation of the remaining tools of Lean Manufacturing and thus achieve a lean production through Continuous Improvement.
KEY WORDS: Lean, Manufacturing, Waste, Methodology, Quality, 5S, Implementation, Continuous, Improvement, Analysis,
Prólogo 1
PRÓLOGO
El presente trabajo de titulación tiene como origen, el análisis de la situación actual y una necesidad de disminuir los desperdicios en el área de espumas de la empresa Chaide y Chaide S.A. Siendo ésta una empresa dedicada a la fabricación, comercialización y distribución de productos para el descanso.
De acuerdo al análisis realizado, dentro de los procesos que se realizan en la empresa, se encontró que en el área de espumas de poliuretanos existe un desperdicio considerable, por esto se debe implementar una metodología para reducir los desperdicios y mejorar los procesos productivos en esta área.
Este trabajo está constituido por tres capítulos, ilustrados por medio de tablas, gráficos y diagramas que proporcionan detalles de los indicadores realizados, que explican la información de una manera más comprensible. También incluye un índice general, dando referencia a la página del contenido. De esta misma manera existe un glosario de términos que facilita la comprensión de los conceptos y explicación de los procesos por último se encuentra la bibliografía que se utilizó en todo el trabajo de investigación.
Prólogo 2
delimitación del problema a solucionar.
En el capítulo II: Se detalla la situación presente de la empresa, se explica de qué manera se encuentra la empresa, con respecto al Sistema de Gestión de Calidad, se explican los procesos de producción y procesos de calidad. Adicionalmente se elabora un registro de problemas con un análisis y cuantificación de los datos para poder identificar los problemas mediante la aplicación de herramientas como histogramas, diagramas de causa- efecto y así tener un análisis de frecuencia en que se presentan los problemas para obtener una evaluación del impacto económico.
Introducción 3
CAPÍTULO I INTRODUCCIÓN
1.1 Antecedentes
En el año de 1975 inicia sus actividades Chaide y Chaide, es una industria ecuatoriana que se especializa en la fabricación de colchones de resortes y espumas. Sus productos cuentan con la aprobación de "Restonic Mattress Corporation", organización líder encargada en el estudio y perfeccionamiento de ciencias aplicadas para la producción de colchones a nivel mundial.
El tema de calidad, desperdicio, reducción de costos, cero defectos, optimización del tiempo, se han convertido en un objetivo principal de Chaide y Chaide S.A, con el único fin de tener mejoras en sus procesos de manera continua y satisfacer los requerimientos de los clientes internos y finales, es por eso, que la metodología LEAN MANUFACTURING O MANUFACTURA ESBELTA constituye una herramienta fundamental a ser aplicada en la organización, que permite identificar y analizar las causas reales de los problemas dentro de los procesos, para aplicar acciones correctivas y oportunas, todo mediante la aplicación de herramientas y técnicas de control estadístico de procesos que permiten enfocar la atención hacia las oportunidades de mejoras más significativos.
Introducción 4
El objetivo de Chaide y Chaide S.A es aumentar la eficacia y eficiencia del proceso, la reducción de costos de producción, la disminución de desperdicios y la eliminación del producto no conforme.
El presente proyecto LEAN MANUFACTURING O MANUFACTURA ESBELTA estará orientado en una primera instancia al proceso principal de recepción y laminado de espuma de poliuretano, que es un área fundamental ya que las materias primas procedente de Quito son costosas y cualquier mejora en el proceso puede producir grandes beneficios y ahorros económicos importantes para la empresa.
1.1.1 Objeto de estudio.
Realizar un análisis para identificar los desperdicios en el área espumas de poliuretano y poder reducirlos aplicando la filosofía de Manufactura Esbelta o Lean Manufacturing.
1.1.2 Campo de acción.
Reducir los desperdicios en el Área de Espumas de Poliuretano en la empresa Chaide y Chaide S.A.
1.1.3 Filosofía estratégica
El presente trabajo ha sido relacionado bajo el enfoque analítico de las causas de desperdicios de espumas identificando las principales fuentes de desperdicios para reducirlos.
1.2 Justificativo.
Introducción 5
se observa considerables índices de desperdicios en las diferentes áreas del departamento de producción, pero de manera especial en el Área de Espumas de Poliuretano, lo cual representa una cantidad de dinero considerable que pierde la empresa lo cual aplicando metodologías correctas se puede controlar, para así optimizar los recursos y maximizar las ganancias.
Por este motivo la implementación de Manufactura Esbelta es significativa, por lo que se puede utilizar disímiles herramientas, que favorecería en gran forma a la compañía y sus colaboradores.
La ejecución exitosa de los Manuales de Manufactura Esbelta solicita de un compromiso profundo en toda la compañía. Mayor compromiso y mando de los trabajadores, orden en el proceso y una indagación constante de la Mejora Continua son compendios críticos para alcanzar las metas a largo plazo de la compañía. Continuamente las empresas no se dan cuenta de todo el potencial de la Manufactura Esbelta debido a que desconocen al cien por ciento los beneficios que concede esta Sistemática.
1.2.1 Situación problemática
Introducción 6
Manufactura Esbelta es con el fin de controlar y reducir los desperdicios generados en esta parte del proceso.
1.2.2 La empresa.
En el mes de noviembre del año de 1975 comienza a funcionar la empresa Chaide y Chaide S.A, una industria ecuatoriana que se especializa en la elaboración de colchones de muelles y espumas. Sus productos refieren con el respaldo de una organización líder en la indagación y progreso de ciencias aplicadas para la elaboración de colchones como lo es "Restonic Mattress Corporation", que es una organización conocida a nivel internacional y que tiene su sede en Estados Unidos.
Los productos Chaide y Chaide se distribuyen en todo el país por medio de una extensa red de distribuidores administrados por una política de excelencia en el servicio al cliente final.
Chaide y Chaide con 40 años de experiencia hoy en día se dedica a la fabricación, comercialización y distribución de productos para el descanso, está enfocada a estar involucrada en temas de innovación, tecnología, productividad, reducción de costos y eficiencia en sus procesos para ser competitiva en el ámbito nacional e internacional.
1.2.2.1 Aspectos Generales.
A continuación, se detallan los aspectos generales de la empresa Chaide y Chaide S.A.
1.2.2.2 Ubicación de Geográfica.
Introducción 7
lotización Industrial Mapasingue, Av. Juan Tanca Marengo Km 4.5 2do. Pasaje 32 NO y Calle 18 NO con número de teléfono 3800500.
La empresa se encuentra en un sector industrial y su ubicación estratégica les brinda entregas oportunas a los distribuidores finales, el acceso a las instalaciones de Chaide y Chaide S.A. es sumamente sencillo a continuación en la Figura N° 1se puede apreciar la ubicación exacta de la empresa y todas sus posibles rutas de acceso.
IMAGEN No 1
FIGUR A N °1 UBICACIÓN GEOGRÁFICA DE LA EMPRESA CHAIDE Y CHAIDE S.A
Fuente: Google Maps 2016
Introducción 8
Programado y Procedimiento de atención a requerimientos en Tecnologías de la información.
La industria de colchones, en el mercado ecuatoriano, viene presentando un importante desarrollo y ha tomado fuerza a disposición en que los individuos le han ofrecido mayor importancia a la necesidad de conseguir un excelente descanso. Ésta industria se ha encargado de modificar el concepto de los colchones, que pasaron de ser un accesorio más en los hogares, a convertirse en una herramienta útil hacia el camino del buen dormir, que certifica un equilibrio corporal y emocional que impacta señaladamente la productividad de las personas en su vida cotidiana.
Chaide y Chaide es una empresa dedicada a la fabricación, comercialización y distribución de productos para el descanso, está enfocada a estar actualizada en temas de innovación, tecnología, productividad, reducción de costos y eficiencia en sus procesos para ser competitiva en el ámbito nacional e internacional.
Actividad económica de la empresa (CIIU Ecuador versión 4):
Posee una clasificación CIIU (Clasificación Industrial Internacional Uniforme) CIIU 4.0 C3100.05 que contempla las actividades de, Fabricación de colchones: colchones de muelles y rellenos o provistos de algún material de sustentación, colchones de caucho celular y de plástico sin Forro, Fabricación de bases de colchón.
1.2.3 Productos que produce.
Introducción 9
estas tres líneas de colchones, pero además realizan otros productos como lo son las bases para camas, almohadas, cabeceros, y accesorios, que posteriormente partes de estos productos son enviados a la planta de Guayaquil para su respectiva distribución.
DIAGRAMA No 1
DIAGRAMA 1PRODUCTOS FABRICADOS POR CHAIDE Y CHAIDE QUITO
Fuente: Chaide y Chaide S.A.
Elaborado por: Chancay Bustos Cristhian
En el siguiente diagrama se explica la clasificación de los productos fabricados por Chaide y Chaide Guayaquil de las cuales se divide en tres líneas como lo son Línea Económica, Línea Chaide y Línea Restonic.
Productos
fabricados en
Quito
Sofas cama,
Base para
colchones
Almohadas,
sabanas,
protectores
Bases para
colchones
Introducción 10
DIAGRAMA No 2
DIAGRAMA 2 PRODUCTOS FABRICADOS EN CHAIDE Y CHAIDE GUAYAQUIL
Fuente: Chaide y Chaide S.A.
Elaborado por: Chancay Bustos Cristhian
Producción de colchones
Económica
Copacabana
Caribe
Royal
Río
Chaide y Chaide
Imperial
Continental de Lujo
Continental Non Flip y Pilow top
Suave Brisa
Conforex
Grand Hotel
Restapedic
Sueño Dorado
Restonic
Grand Paleis Intense y Termocool
Excellence
Introducción 11
1.2.4 Delimitación del problema.
La presente tesis de grado es aplicada en la empresa Chaide y Chaide S.A. de la ciudad de Guayaquil específicamente en el área de espumas de poliuretano que es la encargada de la fabricación de los bloques de espumas y en el laminado del bloque para los diferentes modelos de colchones que se elaboran en la planta de Guayaquil.
El diagnóstico se centra en la información primaria del entorno laboral de sus empleados en cada uno de sus puestos de trabajo en el área de espumas e información documentada que se encuentre en la empresa para así poder determinar las acciones correspondientes según la metodología Lean Manufacturing para poder disminuir los desperdicios generados.
Como información secundaria se centra su búsqueda en libros especializados sobre Manufactura Esbelta, revistas y sitios web.
1.2.5 Formulación del problema
¿La no aplicación de una metodología de calidad, influye en la generación de desperdicios en el área de espumas de la empresa Chaide y Chaide S.A.?
1.2.6 Causas del problema
Moldes para la fabricación del bloque de espumas en ocasiones deteriorados.
Bloque de espumas con huecos lo cual hay que realizar cortes de láminas de espumas hasta que el bloque quede sin defectos.
Inadecuado almacenamiento de bloques de espumas en la bodega.
Introducción 12
Bloques sucios al momento de transportarlos desde la bodega de almacenamiento al área de laminado
Bajo nivel de capacitación de los operarios para la manipulación de los bloques de espumas.
Falta de mantenimiento en las cuchillas de corte de los bloques de espumas.
1.3 Objetivos.
1.3.1 Objetivo general.
Proponer la implementación de una filosofía de Mejora Continua que le permita a la compañía reducir sus costos, mejorar el proceso y disminuir los desperdicios en el Área de Espumas de Poliuretano para aumentar la satisfacción del cliente interno y las utilidades de la empresa.
1.3.1.1 Objetivos específicos.
• Consultar bibliografías correspondientes a Manufactura Esbelta
• Definir las principales actividades que se realizan en la empresa.
• Establecer cuáles de las herramientas de manufactura esbelta son aplicables en el área de espumas de poliuretano de acuerdo con las dificultades encontradas.
• Elaborar un modelo propuesto de aplicación de las herramientas de manufactura esbelta modificadas en el sistema área de espumas de poliuretano.
1.4 Marco teórico.
Introducción 13
1.4.1 Manufactura Esbelta.
Manufactura Esbelta o Lean Manufacturing es una metodología que consiste en la aplicación de varias herramientas que eliminan o disminuyen todos los procesos que no adicionan valor a un producto o prestación de servicio. Disminuir los despilfarros y optimizar las sistematizaciones, basándose perpetuamente en el respeto al colaborador, la Manufactura Esbelta surgió en Japón y fue pensada por los grandes gurús del Sistema de Producción Toyota: Taiichi Ohno William Edward Deming, Eijy Toyoda, Shigeo Shingo entre otros. (BUIST, 1968).
El sistema de Manufactura Esbelta ha sido determinado como una ética honorable de producción, basada en:
La exclusión calculada de toda clase de desperdicio El respeto por el colaborador: Kaizen
El perfeccionamiento firme de Productividad y Calidad
La parte esencial en el proceso de mejora de una destreza esbelta es la que concierne al personal, ya que diversos periodos involucran realizar cambios esenciales en la manera de realizar el trabajo, algo que al inicio causa desconfianza e inseguridad. Lo que los japoneses revelaron es que más que una habilidad es crear una cultura de calidad en una empresa.
Introducción 14
favorece a la compañía y sus empleados. (YALE BERGSTROM, 1995).
Algunos de los favores que crea son:
Disminución de 50% en coste de fabricación Disminución de inventarios
Disminución del tiempo de entrega (lead time) Alta Calidad
Menos mano de obra Mayor eficacia de equipo
Depreciación de los desperdicios
- Tiempo de espera (los retrasos)
- Sobreproducción
- Mala calidad
- El proceso
- Transporte
- Movimientos
- Inventarios
Concepto de Muda.
Dentro de la metodología de la Manufactura Esbelta existe un concepto de suma importancia que hace referencia a aquellos elementos y procesos que resultan innecesarios para el desarrollo de un servicio o producto final.
La Manufactura Esbelta llama a estos procesos innecesarios “Muda” “Muda significa ‘pérdida o desperdicio’, específicamente cualquier actividad humana que absorba recursos, pero no cree valor”.
Introducción 15
1.4.2 Las Herramientas de Manufactura Esbelta.
Son diversas herramientas que nos ayudan a excluir todas las operaciones innecesarias que no le añaden coste a un producto, servicio y métodos productivos, acrecentando el coste de cada actividad ejecutada y excluyendo lo que no se demanda. (Rafael, 2010).
1.4.2.1 5'S.
Las 5’S es una herramienta que ayuda a crear y a mantener áreas de trabajo más limpias, organizadas y seguras, es decir que nos ayuda a mantener una mayor calidad de vida en el trabajo.
Las 5S es una táctica que está encaminada a la investigación de la calidad total, procede de técnicas japonesas que regularmente se ponen en práctica pero que no pertenecen únicamente a la cultura japonesa.
El objetivo primordial de las 5S es alcanzar un trabajo más eficaz y semejante de las personas en sus concernientes lugares de trabajo. (SOCCONINI, 2008).
Las 5S son:
Clasificar: Seiri Ordenar: Seiton Limpiar: Seiso
Estandarizar: Seiketsu Disciplina: Shitsuke
1.4.2.1.1 Definición de las 5’S.
Introducción 16
Seiri (Organizar).
Consiste en identificar y retirar del espacio de trabajo todos aquellos elementos que no son obligatorios para la ejecución de la labor oportuna. Se clasifican elementos o procedimientos de tal manera que los que no sirven en un proceso puede ser de mucha utilidad en otro proceso, teniendo todo correctamente organizado se pueden eliminar los procesos innecesarios. Esta herramienta genera un ordenamiento en la independencia del área y acceden a eliminar la mentalidad de “por si acaso”. (SOCCONINI, 2008).
Clasificar reside en:
Apartar en el área de trabajo los objetos realmente necesarios de las innecesarias, excluyendo lo excesivo
Organizar los equipos en partes donde los cambios se consigan ejecutar en el menor lapso posible
Separar componentes que aturdan el trabajo de las maquinarias y que logren ocasionar daños considerables.
Descartar todo tipo de información innecesaria que nos lleve a cometer errores de interpretación.
El beneficio de clasificar los lugares de trabajo es que se consiguen lugares seguros y productores; siendo los primordiales beneficios:
Librar espacio útil en plantas y oficinas
Perfeccionar el control visual de inventarios, elementos de producción, planos, etc.
Reducir tiempos de acceso a material, documentaciones, mecanismos, etc.
Descartar perdidas de productos o componentes que se dañan por
Introducción 17
Agilizar la inspección visual de materias primas que se terminan y se solicitan.
Arreglar zonas de trabajo para el progreso de operaciones de mantenimiento.
Seiton (Ordenar).
Radica en ordenar los componentes encasillados como inevitables de tal manera que se localicen con destreza. La categorización consiente en colocar y conservar cada cosa en su lugar. (SOCCONINI, 2008).
Ordenar permite:
Disponer un lugar adecuado para cada elemento utilizado la rutina de trabajo.
Proporcionar personalización visual de la maquinaria (equipos, alarmas, modelo, etc.)
Identificar y señalar procedimientos complementarios del proceso (cañerías, aire comprimido, etc.).
Beneficios de tener en orden el lugar de trabajo:
Agiliza el rápido acceso a componentes solicitados en el trabajo, y desocupando espacio.
Mayor flujo de información en el área de trabajo impidiendo errores. Agiliza la ejecución del cuidado y la limpieza.
Incrementa la seguridad al agilizar la limitación de las diversas áreas de la empresa.
Beneficios de tener todo en orden para la compañía:
Introducción 18
Comprime perdidas por faltas.
Considerable aumento del cumplimiento en disposiciones de trabajo. Mejora estado de los equipos y reduce las averías.
Seiso (Limpieza).
Significa eliminar la suciedad y el polvo en las distintas áreas de trabajo. (SOCCONINI, 2008).
Limpiar demanda:
Adjudicarse la limpieza como una diligencia cotidiana del mantenimiento autónomo.
Excluir diferencia entre, operario de limpieza, operario de proceso y técnico de mantenimiento.
Inspeccionar las diferentes maquinarias y equipos para aumentar el
conocimiento del funcionamiento equipos.
Buscar las fuentes de contaminación para poder atacar el problema de raíz.
Beneficios de la limpieza:
Disminuye el riesgo posibles accidentes en el área de trabajo. Mejora el ambiente de trabajo.
Aumenta la vida útil de los equipos y facilita individualización de posibles averías en los equipos.
Disminuye mudas de materia prima y energía debido a supresión de salidas y escapes.
Incrementa la calidad de los productos, impidiendo la suciedad y la
contaminación del producto y el empaque.
Desarrolla la responsabilidad de los trabajadores y se esfuerzan por conservar sus lugares de trabajo limpias.
Introducción 19
Seiketsu (Estandarizar).
Reside en conservar la limpieza y la distribución logradas mediante la implementación de las primeras 3S. Este paso solo es posible cuando se obtiene la aplicación continua de los tres principios anteriores. (SOCCONINI, 2008).
La estandarización intenta:
Conservar lo logrado con la implementación de las tres primeras S. Capacitar al trabajador en realizar normas, que sea de fácil
compresión
Crear un modelo pata mantener el área de trabajo organizado, ordenado y limpio.
Comprobar el buen desempeño de los patrones establecidos.
Beneficios de estandarizar:
Aprueba conservar conocimiento originado durante años de trabajo. Logra mejora el bienestar de todo el personal al establecer rutinas
de limpieza constantes.
Los trabajadores conocen de mejor manera los equipos. Capacitar al personal en tomar más responsabilidades.
Busca incrementar la productividad de la compañía al reducir los
tiempos de los procesos de fabricación.
Shitsuke (Disciplina).
Introducción 20
establecidos. (SOCCONINI, 2008).
La disciplina implica:
Respeto a reglas y modelos específicos para conservación del área de trabajo.
Impulso del hábito de autocontrol y reflexión sobre el nivel de desempeño de las reglas.
Alcanzar y suscitar lo importante que es promover el respeto por los demás y por las reglas que se han realizado con la colaboración de todo el personal de planta involucrados en el proceso.
1.4.2.2 Kanban.
Es una herramienta que sirve para manejar el flujo de materiales en una línea de ensamble. Se la podría denominar como una "etiqueta de instrucción", que contiene información sobre un precepto de trabajo, siendo un módulo de orientación automático que da información acerca de que producto se va a producir, en que cantidades, mediante qué condiciones, y como se va a realizar su transportación. (Francisco, 2007).
1.4.2.3 Justo a Tiempo.
Justo a Tiempo es una ideología que define la forma en que debería gestionarse el sistema de producción reduciendo los desperdicios en lo más mínimo Existen varias maneras de reducir los desperdicios, pero esta filosofía se afirma en el control físico del material para situar el desperdicio y, definitivamente, forzar su reducción o lo más viable su exclusión.
Introducción 21
1.4.2.4 Jidoka (verificación del proceso - automatización).
Jidoka es una metodología japonesa que se centra en la verificación de calidad en las líneas de producción y tiene la capacidad para detenerse cuando se detectan problemas, aplicando esta filosofía se asegura que el defecto no pase a los demás procesos de producción.
Este método es aplicado tanto en labores manuales como en las automatizadas, para detectar y corregir defectos en la línea de producción utilizando mecanismos y procedimientos para poder detectar una anomalía en el sistema. Esto asegura que la calidad sea inspeccionada por el mismo proceso y no el siguiente.
El vocablo ‘Jidoka’ simboliza una comprobación en el proceso, por motivo, cuando se implementan técnicas de la metodología Jidoka se hace una clara referencia a la comprobación de calidad integrada al proceso. (SCHONBERGER, Japanese Manufacturing Techniques: Nine Hidden Lessons In Simplicity.).
1.4.2.5 Andón (Indicador visual).
Es una herramienta que muestra la etapa de producción manejando caracteres de audio y visuales. Andón procede de un vocablo japonés que significa alarma, es un indicador visual. Esta herramienta del Lean Manufacturing reside en señales luminosas que se encuentran en un armazón que nos muestran todas las situaciones dentro del proceso productivo, depende del color que se le asigna indica en qué condiciones de trabajo se encuentra, en el TPS (Toyota Production System), el Andón es un dispositivo que de forma visual advierte de una anomalía. (DENNIS).
1.4.2.6 PokaYoke (Dispositivos para prevenir errores).
Introducción 22
(falta inadvertida) y “Yoke” (notificar); lo que representa que es un módulo de cualquier tipo, que asiste para “notificar los errores” antes de que estos ocurran, o los señala de manera clara para que el trabajador esté prevenido y lo rectifique a tiempo. (Francisco, 2007).
Con esta herramienta ayuda a descartar los defectos de un producto ya sea advirtiendo los errores que se presentan lo antes posible para corregirlos. Para esto, los sistemas Poka Yoke tienen dos funciones:
Realizar la verificación del 100% de las partes fabricadas.
Realizar una retroalimentación en la frecuencia de anomalías y crear operaciones correctoras.
Los 5 principios del Lean Manufacturing son los siguientes:
1. Limita el Valor desde el punto de vista del cliente: La mayoría de los consumidores lo que busca es adquirir una solución a una dificultad determinado, no un producto o servicio.
2. Identifica tu estándar de Valor: Excluir desperdicios hallando pasos que no añaden valor a la línea de producción, unos son necesarios eliminarlos, pero se busca comprimir, en cambio coexisten otros que son anulados inminentemente.
3. Crea Flujo: Hacer que todo el proceso de producción circule de manera suave, y, claramente de un paso que añada valor a otro, desde la materia prima hasta el comprador.
4. Produzca el “Jale” del Cliente: Una vez que se ha ejecutado el flujo de proceso, se logrará producir por disposiciones específicas de los consumidores en vez de producir basándose en predicciones de ventas a largo plazo.
Introducción 23
la mejora continua. (DOLEY, 1971).
1.5 Metodología.
Desde el punto de vista técnico y después de obtener la debida información secundaria, el presente trabajo de tesis estará estructurado con la finalidad de proponer una metodología que nos permita diseñar, planificar y buscar futuras soluciones a los problemas bajo el uso de técnicas y herramientas de ingeniería que se detallan a continuación.
Para la identificación de problemas se aplicarán matrices de Causa y Efectos (Ishikawa) para poder describir todas las actividades del proyecto en estudio (información primaria), es decir todas las actividades que se
desarrollan durante el funcionamiento en el área de espumas de poliuretano.
Diagramas de Paretos para la medición de los problemas.
Con la ayuda de esta herramienta “Diagrama de Pareto” se puede identificar los problemas que tienen más relevancia mediante la aplicación del principio de Pareto (pocos vitales, muchos triviales) que dice que hay muchos problemas sin importancia frente a solo unos graves. Ya que, por lo general, el 80% de los posibles defectos problemas son originados en el 20% de las causas.
La gráfica es muy útil al permitir identificar visualmente en una sola revisión tales minorías de características vitales a las que es importante prestar atención y de esta manera utilizar todos los recursos necesarios para llevar a cabo una acción correctiva sin malgastar esfuerzos.
Histogramas para la evaluación de la empresa.
Introducción 24
frecuencia de los valores representados, ya sea en forma diferencial o acumulada.
Diagramas de Pastel para información porcentual.
Un diagrama circular (también llamado diagrama de sectores o diagrama de pastel) sirve para representar la proporción de elementos de acuerdo a su valor porcentual. Consiste en partir el círculo en porciones proporcionales a la frecuencia relativa.
Diagramas de flujos para los diferentes procesos.
25
CAPÍTULO II
MARCO METODOLÓGICO
2.1 Situación actual
En la actualidad la empresa Chaide y Chaide cuenta con un Sistema de Gestión de Calidad (SGC) el cual abarca: el diseño y desarrollo de productos nuevos, producción, distribución y servicio al cliente, distribuidor de colchones, en base a la norma ISO 9001:2008.
En este manual se define la Política y Objetivos de calidad de Chaide y Chaide, y describe el Sistema de Gestión de Calidad SGC que permite asegurar que los requisitos de la norma ISO 9001:2008 sean conocidos y cumplidos para lograr la satisfacción del cliente y la mejora continua de los procesos.
Cuando sea apropiado se dan las referencias pertinentes de los procedimientos del SGC en donde se detallan las responsabilidades, acciones y métodos aplicados para definir las políticas y procedimientos definidos en el manual de calidad de Chaide y Chaide.
La eficaz operación del SGC es responsabilidad del Representante de la Gerencia conjuntamente con los Gerentes de Área y en última instancia de la Gerente General.
Marco Metodológico 26
2.1.1 Sistema de Gestión de Calidad
En base a la normativa nombrada anteriormente Chaide y Chaide establece, documenta, implementa y mantiene un SGC cuyo propósito es mejorar continuamente su eficacia con los requisitos de la norma ISO 9001-2008, mediante el seguimiento de los Objetivos de Calidad establecidos y su evaluación anual.
Chaide y Chaide Cuenta con un “Diagrama de Calidad” en el cual nos muestra:
• Identificación de los procesos del SGC y su aplicación en toda la organización.
• Determina la secuencia de los procesos.
Además:
• Determina la interacción de estos procesos mediante un “Plan de Calidad”
• Establece los criterios y los métodos necesarios para asegurar que las operaciones y controles de los procesos sean eficaces
• Asegura la disponibilidad de recursos e información necesarios para facilitar la operación, análisis, medición y monitoreo de los procesos
• Implanta las acciones necesarias para alcanzar los resultados planificados y conseguir la mejora continua de los procesos.
Chaide y Chaide realiza la gestión de sus procesos basados según las normas ISO 9001:2008.
Marco Metodológico 27
2.1.2 Situación de la Empresa en Relación a la Calidad.
En la actualidad la empresa Chaide y Chaide S.A. mantiene una documentación estructurada en cuatro niveles según la norma ISO 9001:2008, de la cuales se explican a continuación.
1. Manual de Calidad (Política y Objetivos) 2. Procedimientos-Planes, Guías – Normas 3. Instructivos de Trabajo
4. Registros.
Manual de Calidad.
Chaide y Chaide establece y mantiene un manual de calidad que incluye:
La política de calidad, objetivos, compromiso y autoridades. El alcance del SGC
Referencia de los procedimientos que proveen las pautas de operación para realizar las actividades de la compañía
Referencias de instrucciones de trabajo y registros correspondientes
Referencia del“Plan de Calidad” en donde se expresa la interacción
entre los procesos del sistema.
En la actualidad Chaide y Chaide cuenta con una política de calidad que es aprobada por la Gerencia General la cual se detalla a continuación.
Política de Calidad.
Marco Metodológico 28
Objetivos de Calidad.
1. Incrementar el grado de satisfacción de los requerimientos de los clientes.
2. Cumplir con el nivel de ventas y producción respecto a los pronósticos y requerimientos establecidos por la empresa.
3. Cumplir los estándares de entrega de producto terminado y reparaciones.
4. Adquirir materiales en forma oportuna y con la calidad requerida por los clientes.
5. Monitorear y mejorar los procesos productivos de la empresa. 6. Mantener un programa de benchmarking con la competencia.
Control de Documentos.
Los documentos requeridos por el SGC son controlados a través del “Procedimiento de Control de Documentos” y son elaborados conforme a un “Instructivo Elaboración de Documentos”. Se cuenta con una “Lista Maestra de Documentos” en donde se detallan todos los documentos relacionados con el SGC.
En el Procedimiento Control de Documentos se definen los controles necesarios para:
Aprobar los documentos para asegurar que son los adecuados antes
de la emisión
Revisar y actualizar cuando sea necesario
Asegurar que estén identificados los cambios y el estado de la revisión de documentos
Marco Metodológico 29
Asegurar que los documentos permanezcan legibles y fácilmente identificables
Asegurar que los documentos de origen externo estén identificados y controlada su distribución
Prevenir el uso indebido de documentos obsoletos, e identificarlos adecuadamente, si estos se conservaren para algún propósito.
Control de Registros.
Los registros de calidad son establecidos y mantenidos como evidencia de la conformidad con los requerimientos y de la operación efectiva del SGC. Los registros de calidad se mantienen legibles, fácilmente identificables y recuperables. En el “Procedimiento Control de Registros” se establece los controles necesarios para la identificación, almacenamiento, protección, tiempo de retención y eliminación de registros.
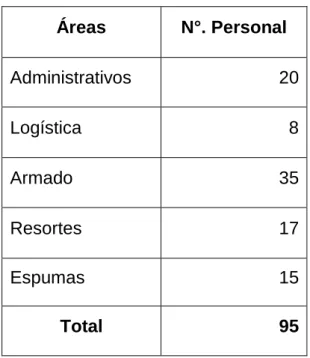
2.1.3 Estructura Organizacional.
La empresa Chaide y Chaide Guayaquil cuenta con 95 personas laborando actualmente para cumplir con las necesidades de sus clientes externos e internos.
La selección del personal administrativo y operativo se lo realiza mediante destrezas, aptitudes y nivel académico para asegurar el correcto desempeño de las funciones en su lugar de trabajo.
Las diferentes áreas de trabajo con que cuenta la compañía son Financiera, Producción, Logística y Ventas.
Marco Metodológico 30
TABLA No 1
TABLA 1 PERSONAL DE LA EMPRESA
Áreas N°. Personal
Administrativos 20
Logística 8
Armado 35
Resortes 17
Espumas 15
Total 95
Fuente: Chaide y Chaide S.A.
Elaborado por: Chancay Bustos Cristhian
En el diagrama N° 3 se muestra el organigrama general de la empresa Chaide y Chaide S.A., en donde se puede apreciar lo niveles de mando que existen dentro de la compañía,
Se comienza por el Gerente General de la ciudad de Guayaquil seguidos por los jefes de distintas áreas que son el Jefe de Producción, Jefe de Distribución, Jefe Financiero, Jefe de Ventas y Jefe de Recursos Humanos.
Marco Metodológico 31
Elaborado por: Chancay Bustos Cristhian Fuente: Chaide y Chaide S.A.
Marco Metodológico32
Página
32
Página
32
Página
32
2.1.4 Gestión de los recursos.
2.1.4.1 Provisión de recursos.
La empresa Chaide y Chaide analiza, determina y provee los recursos necesarios para poder implementar y mantener el SGC y mejorar continuamente su eficacia, para así poder incrementar la satisfacción del cliente a través del cumplimiento de sus requisitos. El “Plan de Calidad” especifica los recursos requeridos para cada proceso del SGC.
2.1.4.2 Recursos Humanos
La empresa Chaide y Chaide cuenta con un personal capacitado de acuerdo a las funciones que vallan a desempeñar, para así asegurar la calidad de los productos que se elaboran y aumentar la eficiencia de los diferentes procesos que cuenta la empresa tanto como operativos y administrativos. La empresa Chaide y Chaide Gye cuenta con una nómina de 95 empleados distribuidos en las diferentes áreas como lo son: producción, distribución, ventas y administración.
IMAGEN No 2
ILUSTRACIÓN 2 PERSONAL DE CHAIDE Y CHAIDE S.A.
Fuente: Chaide y Chaide S.A.
Marco Metodológico33
Página
33
Página
33
Página
33
Competencia, toma de conciencia y formación del recurso humano
Chaide y Chaide busca identificar las competencias necesarias para el personal que realiza trabajos que afecten a la calidad del producto, estas competencias se encuentran documentadas en un “Manual de Funciones” para el personal de planta y “Perfiles del Cargo” para el personal administrativo.
Además, la empresa provee entrenamiento o toma acciones para mantener y mejorar las competencias requeridas para alcanzar los objetivos planteados por la empresa.
Se evalúa la eficacia de las acciones tomadas mediante su sistema de remuneración variable y el cumplimiento de los objetivos individuales.
Se promueve el involucramiento y compromiso del personal con el logro de los objetivos de calidad a través de los objetivos individuales.
Infraestructura
Chaide y Chaideposee una infraestructura que asegura el completo desenvolvimiento de las actividades de la organización. Provee a todo el personal de las comodidades necesarias, así como también de los equipos y herramientas para la ejecución de sus trabajos tanto en las operaciones, así como en la parte administrativa.
2.1.5 Recursos Productivos.
Marco Metodológico34
2.1.5.1 Recursos de Materiales y/o Tecnológicos.
A continuación, en la tabla N° 2 se describirá los diferentes equipos y maquinarias que son utilizados en los procesos de producción de la empresa Chaide y Chaide S.A.
TABLA No 2
TABLA 2LISTA DE EQUIPOS Y MAQUINARIAS DE LA EMPRESA
CHAIDE Y CHAIDE S.A.
Descripción de maquinaria Aplicación Marca Modelo
ENDEREZADORA DE ALAMBRE Resortes FIDES SRA4EP
DOBLADORA DE VARILLAS 1 Resortes FIDES MP-2V
SOLDADORA DE MARCO 1 Resortes LORD 120BW
SOLDADORA DE MARCO 2 Resortes IDEAL DSP080
PANELERA 1 Resortes SPUHL AM-115
PANELERA 2 Resortes FIDES AS3-200
PANELERA 3 Resortes FIDES AS-4
RESORTERA 2 Resortes SPUHL F-65
RESORTERA 3 Resortes FIDES MDC66
RESORTERA 4 Resortes FIDES MDC72
RESORTERA 5 Resortes FIDES MDC80
RESORTERA 6 Resortes FIDES MDC80
PISTOLA ENGRAPADORA DE MARCO
Marco Metodológico35
LISTA DE EQUIPOS Y MAQUINARIAS DE LA EMPRESA CHAIDE Y CHAIDE S.A.
Descripción de maquinaria Aplicación Marca Modelo
CERRADORA 2 UNITED Armado UNITED NR
CERRADORA 3 UNITED Armado UNITED NR
CERRADORA 5 PORTER Armado PORTER TE-32C
CERRADORA 6 SINGER Armado SINGER NRS
CERRADORA 7 PORTER Armado PORTER TE-32
CERRADORA 8 PORTER Armado PORTER TE-32
CERRADORA 10 PORTER Armado PORTER TE-32 C
CERRADORA 11 PORTER Armado PORTER TE-32 C
PISTOLA GRAPADORA 1 VERTEX Armado VERTEX VC9100
PISTOLA GRAPADORA 2 VERTEX Armado VERTEX TR315
PISTOLA GRAPADORA 3 VERTEX Armado VERTEX VC9100
PISTOLA GRAPADORA 4 VERTEX Armado VERTEX TR315
PISTOLA GRAPADORA 5 VERTEX Armado VERTEX TR315
PISTOLA GRAPADORA 6 VERTEX Armado VERTEX VC9100
PISTOLA GRAPADORA 7 VERTEX Armado VERTEX VC9100
PISTOLA GRAPADORA 8 VERTEX Armado VERTEX VC9100
PISTOLA GRAPADORA 9 VERTEX Armado VERTEX VC9100
PISTOLA GRAPADORA 10 VERTEX Armado VERTEX VC9100
PISTOLA GRAPADORA 11 VERTEX Armado VERTEX VC9100
PISTOLA GRAPADORA 12 VERTEX Armado VERTEX VC9100
PISTOLA GRAPADORA 13 VERTEX Armado Vertex
fasteners 92/25-553
PISTOLA GRAPADORA 14 VERTEX Armado Vertex
fasteners 92/25-553
PISTOLA APLICADORA DE PEGA 1 Armado SIMALFA G-3
PISTOLA APLICADORA DE PEGA 2 Armado DEVILBISS JGA503
PISTOLA APLICADORA DE PEGA 3 Armado SIMALFA G-3
PISTOLA APLICADORA DE PEGA 4 Armado SIMALFA G-3
PISTOLA APLICADORA DE PEGA 5 Armado DEVILBISS JGA503
PISTOLA APLICADORA DE PEGA 6 Armado SIMALFA G-3
PISTOLA APLICADORA DE PEGA 7 Armado SIMALFA G-3
Marco Metodológico36
LISTA DE EQUIPOS Y MAQUINARIAS DE LA EMPRESA CHAIDE Y CHAIDE S.A.
Descripción de maquinaria Aplicación Marca Modelo
PISTOLA APLICADORA DE PEGA 11 Armado SIMALFA G-3
PISTOLA APLICADORA DE PEGA 12 Armado SIMALFA G-3
PISTOLA APLICADORA DE PEGA
SIMALFA 1 Armado SIMALFA
PISTOLA APLICADORA DE PEGA
SIMALFA 2 Armado SIMALFA
PISTOLA APLICADORA DE PEGA
SIMALFA 3 Armado SIMALFA
PISTOLA APLICADORA DE PEGA
SIMALFA 4 Armado SIMALFA
PISTOLA APLICADORA DE PEGA
SIMALFA 5 Armado SIMALFA
PISTOLA APLICADORA DE PEGA
SIMALFA 6 Armado SIMALFA
PISTOLA APLICADORA DE PEGA
SIMALFA 7 Armado SIMALFA
PISTOLA APLICADORA DE PEGA
LAMINADORA HORIZONTAL 1 Espuma MECPOL 2.242.600
LAMINADORA HORIZONTAL 2
(CARRUSEL) Espuma --- ---
LAMINADORA HORIZONTAL 3
(CARRUSEL) Espuma --- ---
CORTADORA VERTICAL 1 Espuma MECPOL 2.320.230
CORTADORA VERTICAL 2 Espuma --- ---
BOMBA DE RECEPCION DE POLIOL Espuma ROPER 3743HBFRU
Marco Metodológico37
LISTA DE EQUIPOS Y MAQUINARIAS DE LA EMPRESA CHAIDE Y CHAIDE S.A.
Descripción de maquinaria Aplicación Marca Modelo EXTRACTOR DE GASES # 2 DE
CAMPANA Espuma WEG TE 90 S
EXTRACTOR DE GASES # 3- 7 DE
PARED Espuma WEG D560697
MAQUINA PARA TAPAR MOLDES Espuma --- ---
CAJONES MOLDES ESPUMA (12) Espuma
BOMBA DE AGUA VESTIDORES Equipos
auxiliares PEDROLO
COMPRESOR DE TORNILLO 5 Equipos
auxiliares
auxiliares CAS CI-2001A
BALANZA 5 Equipos
auxiliares TANITA BSE 830G
BALANZA 6 Equipos
VENTILADOR ENFRIADOR 1 Equipos
Marco Metodológico38
LISTA DE EQUIPOS Y MAQUINARIAS DE LA EMPRESA CHAIDE Y CHAIDE S.A
Descripción de maquinaria Aplicación Marca Modelo
FRESADORA Equipos
auxiliares KREBS ---
TALADRO DE PEDESTAL Equipos
auxiliares ABZ ---
SOLDADORA 220V Equipos
auxiliares MILLER TB300/200
SOLDADORA 220V Equipos
auxiliares HOBART TU-230
ESMERIL DE PEDESTAL Equipos
auxiliares
Bench
Grinder TDS 250
COMPRESOR PORTATIL Equipos
auxiliares
SIERRA ELECTRICA Equipos
auxiliares BEWO ---
Fuente: Chaide y Chaide S.A.
Elaborado por: Chancay Bustos Cristhian
2.1.6 Procesos productivos.
2.1.6.1 Sección de Paneles.
El área de paneles tiene como objetivo principal la fabricación de los paneles de resortes que serán utilizados en el área de ensamble para el armado de los colchones. Un panel de resortes está conformado por cuatro elementos que son: marco, espiral, resortes y grapas. En la figura N° 3 se puede apreciar las diferencias entre los elementos que conforman un panel de resortes.
IMAGEN No 3
Fuente: Chaide y Chaide S.A.
Elaborado por: Chancay Bustos Cristhian
Resortes Espiral
Marco Metodológico39
Resorte: Es un alambre conformado con una configuración geométrica que garantiza el soporte del colchón.
Espiral. Es el gusanillo que se utiliza para la unión entre resortes.
Marco: Es la parte que bordea al panel de resortes.
Grapas: Son las que sujetan al panel de resortes con el marco.
IMAGEN No 4
ILUSTRACIÓN 4 PANEL CON MARCO Y PANEL SIN MARCO
Fuente: Chaide y Chaide S.A.
Elaborado por: Chancay Bustos Cristhian
El proceso productivo tiene diferentes tipos de diámetro de alambre (ver tabla 3, tabla 4).
TABLA No 3
TABLA 3 TIPOS DE ALAMBRE Y UTILIZACIÓN
Fuente: Chaide y Chaide S.A.
Elaborado por: Chancay Bustos Cristhian Clase de Alambre Diámetro
(mm)
Marco Metodológico40
Página
40
Página
40
Página
40
TABLA N°4
TABLA 4 TIPO DE ALAMBRE Y APLICACIÓN EN PANEL
Fuente: Chaide y Chaide S.A.
Elaborado por: Chancay Bustos Cristhian
Marcos: Los alambres para la fabricación de los marcos poseen un tratamiento de aleación de acero al carbono para la fabricación de los paneles se utilizan dos tipos de varilla: barra gruesa (D 4.56 mm) y barra delgada (D 3.76 mm). Ver tabla 5.
IMAGEN No 5
ILUSTRACIÓN 5 VERIFICACIÓN DE MARCOS EN EL ÁREA DE PANELES
Fuente: Chaide y Chaide S.A.
Elaborado por: Chancay Bustos Cristhian.
Descripción Unid. Utilización
Alambre # 1,38 kg. Muelles para la unión de los resortes Alambre # 2,31 kg. Resortes
Marco Metodológico41
Página
41
Página
41
Página
41
TABLA No 5
TABLA 5 CARACTERÍSTICAS DE LOS MARCOS UTILIZADOS.
Fuente: Chaide y Chaide S.A.
Elaborado por: Chancay Bustos Cristhian.
Paneles. – El marco del panel es unido mediante grapas al panel de los resortes y estos deberán seguir una codificación que está señalada en la Tabla N°6.
IMAGEN No 6
ILUSTRACIÓN 6NUMERO DE RESORTES SEGÚN EL TAMAÑO DEL PANEL
Fuente: Chaide y Chaide S.A.
Elaborado por: Chancay Bustos Cristhian Extensión del
colchón (cm)
Diámetro de alambre del marco (mm)
Prototipo de unión marco /
panel
Medidas de los marcos (cm)
Ancho Tol. Largo Tol.
90X190 3,77 Encuadrado 87 1 187 1
105X190 3,77 Encuadrado 102 1 187 1
135X190 3,77 Encuadrado 132 1 187 1
160X200 4,58 Engrapado 156 1 196 1
Marco Metodológico42
Página
42
Página
42
Página
42
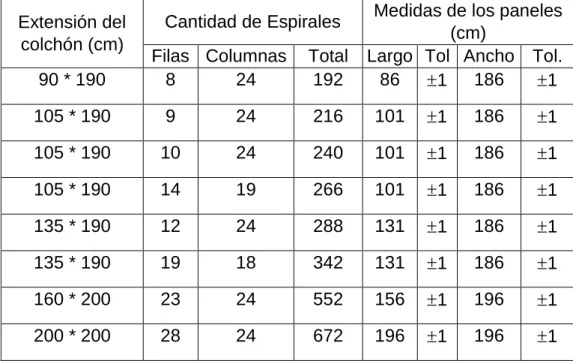
TABLA No 6
TABLA 6 CONFIGURACIÓN DE RESORTES PARA PANELES
Fuente: Chaide y Chaide S.A.
Elaborado por: Chancay Bustos Cristhian
Proceso productivo de paneles de resortes.
El proceso productivo de paneles empieza con la admisión de los alambres en la bodega de materia prima, donde luego son trasladados por medio de montacargas a las distintas máquinas.
IMAGEN No 7
ILUSTRACIÓN 7RECEPCIÓN DE MATERIA PRIMA EN EL ÁREA DE PANELES
Fuente: Chaide y Chaide S.A.
Elaborado por: Chancay Bustos Cristhian Extensión del
colchón (cm)
Cantidad de Espirales Medidas de los paneles (cm)
Filas Columnas Total Largo Tol Ancho Tol.
90 * 190 8 24 192 86 1 186 1
105 * 190 9 24 216 101 1 186 1
105 * 190 10 24 240 101 1 186 1
105 * 190 14 19 266 101 1 186 1
135 * 190 12 24 288 131 1 186 1
135 * 190 19 18 342 131 1 186 1
160 * 200 23 24 552 156 1 196 1
Marco Metodológico43
Página
43
Página
43
Página
43
Se inicia el proceso con las máquinas resorteras donde se fabrican los muelles, estos muelles se diferencian por el templado como la compresión final del alambre d acuerdo al panel fabricado.
IMAGEN No 8
ILUSTRACIÓN 8 MÁQUINAS RESORTERAS DEL ÁREA DE PANELES
Fuente: Chaide y Chaide S.A.
Elaborado por: Chancay Bustos Cristhian
Luego se continua con el proceso en las ensambladoras, es aquí donde se ubican los espirales de forma manual en las hendiduras establecidas para la entrada de acuerdo a cada dimensión del panel.
IMAGEN No 9
ILUSTRACIÓN 9MÁQUINA PANELERAS DEL ÁREA DE PANELES
Fuente: Chaide y Chaide S.A.
Marco Metodológico44
Página
44
Página
44
Página
44
La máquina panelera finaliza el panel sin marco y es cedido a un operario quien se encarga de grapar el panel, y es quien ejecuta la inspección de calidad del producto, mide el panel y registra la inspección de cada panel, seguidamente lo grapa y es transportado al área de acaparamiento para que se utilice en el siguiente proceso.
IMAGEN No 10
ILUSTRACIÓN 10 MEDICIÓN Y GRAPADO DEL PANEL
Fuente: Chaide y Chaide S.A.
Elaborado por: Chancay Bustos Cristhian
IMAGEN No 11
ILUSTRACIÓN 11 ALMACENAMIENTO DE PANELES TERMINADOS
Fuente: Chaide y Chaide S.A.
Marco Metodológico45
DIAGRAMA 4 DIAGRAMA DE PROCESOS DE LA SECCIÓN PANELES DE
RESORTES SITUACIÓN ACTUAL
Despacho de paneles al área de ensamble
Producto Terminado
NO
Fuente: Chaide y Chaide S.A.
Marco Metodológico46
2.1.6.2 Sección de espumas
En el proceso para la elaboración de espuma de poliuretano se practica juiciosas revisiones de producción y calidad en todos los productos que se fabrican en esta área para la producción los colchones. Los colchones que se fabrican en Chaide y Chaide está compuesto por dos partes una parte dura y rígida que es el panel de resortes, y una parte suave que son las espumas que dependiendo del modelo del colchón es la densidad de la espuma que se fabrica, las espumas son fabricados en unos moldes de forma cuadrangular para luego ser laminados y entregados al área de ensamble. Se procede a explicar el proceso de fabricación de los bloques de espumas.
Batido.
Primero se ejecuta una mezcla de Poliol Copolimérico y Poliol Convencional, (13 seg.) después se adicionan los aditivos y catalizadores (7 seg.), y por último se adiciona el TDI y se mezcla por 6 seg.
Cremado y crecimiento.
El tiempo que acontece desde que inicia la mezcla hasta que brota la crema (espuma con aspecto cremoso) y comienza a hincharse se designa tiempo de cremado (7 a 16 seg.). A medida que se genera más vapores de expansión (CO2), la espuma continúa creciendo y se concibe más viscosa. Una vez que han pasado de 1 a 3 minutos la reacción de expansión finaliza (todo depende del tipo de espuma que se fabrique).
Curado y almacenamiento.
Página
47
Página
47
Página
47
Mar
c
o
Met
o
d
o
lóg
ic
o
47
IMAGEN No 12
ILUSTRACIÓN 12 PROCESO DE FORMULACIÓN DE BLOQUES RECTANGULARES DE ESPUMAS GYE
Fuente: Chaide y Chaide S.A.