UNIVERSIDAD NACIONAL DE INGE,NIERÍA
FACULTAD DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
AUTOMATIZACION DE UNA PLANTA DE EFLUENTES
INDUSTRIALES
INFORME DE SUFICIENCIA
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO ELECTRONICO
PRESENTADO POR:
LUIS ALEJANDRO DIAZ ARBAIZA
PROMOCIÓN
2002 -1
Dedico este trabajo a:
Mis Padres Zosimo y Adelina,
por haber sembrado en mi, valores y virtudes
como esfuerzo, perseverancia y sabiduría.
Mis hermanos José y Zosimo,
por ser ejemplo de solidaridad y constancia.
SUMARIO
La :finalidad del presente informe es mostrar los procedimientos y el desarrollo de la
automatización de una Planta Industrial, en este caso se trata de una Planta de Efluentes
Industriales. Se brinda todos los alcances que debe de tener presente un Ingeniero de
Proyectos en Automatización Industrial, como son: la filosofia de control, el diagrama de
proceso, la ubicación de la planta, la definición de los equipos (hojas de datos de
Instrumentos, PLC y software de control y supervisión), definición del protocolo de la red
industrial y del SCADA, el desarrollo de los planos eléctricos, sintonización de los lazos de
control y la puesta en marcha de los mismos.
INTRODUCCION
CAPITULOI
l. ALCANCESGENERALES
1.1. Naturaleza de las aguas efluentes
1.2. Origen
INDICE
1.3. Tipos y evolución del tratamiento de efluentes
1.4. Diferencias entre tratamiento biológico de efluentes y
proceso.s de fermentación
1.5. Métodos de tratamiento
1.6. Identificación de los elementos
CAPITULOil
:Z.
DIAGRAMA DE FLUJO DEL PROCESO
2.1. Concepto
2.2. Propósito
2.3. Utilidad
2.4. Desarrollo del Diagrama de Flujo del Proceso (DFP)
2.5. Filosofia de Control
CAPITULOW
3. DIAGRAMA DE FLUJO DE INGENIERIA
3.1. Propósito del Diagrama de Flujo del Ingeniería (DFI)
3 .2. Desarrollo del DFI
3.3. Selección y documentación de equipos
3.4. Hoja de Datos
1
3
4
s
6
6
9
13
13
14
14
15
CAPITULO
IV
4. IMPLEMENTACION DE LA AUTOMATISMO DE LA PLANTA
4 .1. Definición de la red Industrial
4.2. Programación del Autómata (PLC)
4.3. Programa del Sistema de Supervisión y Control de Datos- SCADA
4.4. Planos del Tablero de Control de Motores
4.5. Rt,sultado de la eficiencia de la planta.
CONCLUSIONES
ANEXO A: FDoirofta de control del proyecto
ANEXO B: Hoja de Datos
ANEXO C: Planos eléctricos
BIBLIOGRAFIA
VII
22
29
33
40
41
INTRODUCCION
El desarrollo de la automatización de una planta o un proceso requiere la interacción de
diversas disciplinas especializadas como es: Ingeniería de Procesos, Ingeniería Mecánica,
Ingeniería Electrónica (Instrumentación, programación del autómata, SCADA y redes
industriales) e Ingeniería Eléctrica. La importancia de tener un especialista para cada caso
va a depender de la complejidad del proyecto a desarrollar.
Para lograr un desarrollo eficiente del proyecto se requiere tener un estándar para la
comunicación de las diferentes disciplinas, por tal motivo se recomienda usar normas
internacionales como la ISA, donde el uso de símbolos y códigos de identificación son las
herramientas para lograr este objetivo
En el primer capitulo hacemos referencia del proceso con el fin de comprender el
proceso general de toda la planta y tener claro el alcance a desarrollar. Asimismo,
mencionamos algunos parámetros a fin de poder medir la eficiencia del proceso y de la
planta.
El segundo capitulo es la base de todo el proyecto, en el se define el diagrama del flujo
del proceso - DFP y las condiciones del servicio, es el pilar de todo proyecto para ser bien
ejecutado, luego viene la memoria descriptiva, en donde se describe la operación y
funcionalidad del proceso de la planta.
El tercer capitulo comprende del diagrama de flujo de ingeniería - DFI, esta sección
comprende de un desarrollo multidisciplinario en donde se debe de tener una descripción
grafica detallada presentando todas las tuberías, equipos y mucha instrumentación asociada
con el proceso. Luego contamos con la selección y documentación de equipos, estos son
desarrollados en base a las condiciones de servicio (DFP) y a la instalación y operación
de los mismos (DFI). Otra sección muy importante es la secuencia de procedimiento y
funciones, acá se realiza la simbología de toda la lógica de la planta, la cual es mencionada
2
El capitulo cuatro comprende de la implementación del proyecto propiamente dicho, en el se muestra la red Industrial seleccionada, la programación del Autómata (PLC) y del SCADA, así también, anexo los planos eléctricos principales utilizados para la fabricación del tablero de control de motores. También se observa la respuesta de la sintonización del lazo de control con los parámetros finales.
CAPITULO!
ALCANCES GENERALES
1.1. Naturaleza de las aguas, efluentes
El origen, composición y cantidad de los desechos están relacionados con los
hábitos -de vida vigentes. Cuando un producto de desecho se incorpora al � el liquido
resultante recibe el nombre de agua efluente y necesita ser tratado antes que se descargue
al tio o mar a fin de controlar la contaminación de nuestro habitad y tener un crecimiento
sostenible en armonía con nuestro medio ambiente (Fig. 1.1) .
Fig.1.1 Tratamiento de agua para eliminar los desechos orgánicos
La descarga de desagües municipales y efluentes industriales no tratados dentro de
los ríos y lagos generalmente causan eutrofización, la cual frecuentemente conduce a un
déficit de oxígeno y condiciones anaeróbicas. El déficit de oxigeno causa la muert� de
peces y, cuando se alcanzan condiciones anaeróbicas, se forman compuestos malolientes
como el sulfuro de hidrógeno.
Esta situación ha forzado a la mayoría de los países a construir plantas de
tratamiento de efluentes para controlar la polución de desagües municipales y efluentes
4
En el tratamiento biológico de efluentes, los microorganismos necesitan oxígeno para respirar. El proceso introduce oxígeno puro en fonna selectiva en los efluentes, mejorando considerablemente la eficiencia limpiadora de las plantas de tratamiento. El proceso también ayuda a restaurar el poder autolimpiador de las aguas.
1.2. Origen
Aguas efluentes
e::::::> Doméstica e::::> Resultado de actividades cotidianas de las personas
e::::::> Industriales e::::> Depende del tipo de industria
Fig.1.2 Tipo de aguas efluentes
Aunque existe una diferencia importante entre los efluentes domésticos y los efluentes líquidos de la industria (Fig. 1.2), el enfoque del problema es similar, ya que es necesario en ambos casos reducir a límites bien determinados el contenido de materia orgánica de los mismos antes de que esos líquidos puedan ser arrojados a una corriente de agua. Las aguas cloacales o efluentes domesticas están constituidos por una mezcla muy variada de sustancias y de microorganismos. Los efluentes industriales líquidos difieren de los domésticos en que el primero generalmente contiene muy pocos microorganismos y un número limitado de sustratos o a veces uno solo. Las diferencias de poder contaminante entre un efluente industrial y uno domestico, están directamente relacionadas con el contenido de materia orgánica que es medido generalmente en términos de demanda bioquímica de oxígeno (DBO) y/o demanda química de oxigeno (DQO), estos pueden ser muy considerables.
5
litros, decimos que el grado de contaminación equivale a una población de 500,000
habitantes, lo que da una idea muy clara de la magnitud de la contaminación ambiental que
puede producir una sola fábrica si no se utiliza ese efluente.
La cantidad y naturaleza de las aguas efluentes industriales es muy variada,
dependiendo del tipo de industria, de la gestión de su consumo de agua y del grado de
tratamiento que los vertidos reciben antes de su descarga.
Un área metropolitana estándar vierte un volumen de aguas efluentes de entre el 60
y el 80% de sus requerimientos diarios totales, y el resto se usa para lavar coches y regar
jardines, así como en procesos como el enlatado y embotellado de alimentos.
1.3. Tipos y evolución del tratamiento de eftuentes
La composición de las aguas efluentes se analiza con diversas mediciones fisicas,
químicas y biológicas. Las mediciones más comunes incluyen la determinación del
contenido en sólidos, la demanda bioquímica de oxígeno (DBO), la demanda química de
oxígeno (DQO), y el pH.
Los residuos sólidos comprenden los sólidos disueltos y en suspensión (Fig.1.3.).
Los sólidos en suspensión se dividen a su vez en depositables y no depositables,
dependiendo del número de miligramos de sólido que se depositan a partir de 1 litro de
agua efluente en una hora. Todos estos sólidos pueden dividirse en volátiles y fijos, siendo
los volátiles, por lo general, productos orgánicos y los fijos materia inorgánica o mineral.
residuos
disueltos
q
volátiles
productos orgánicos
sólidos
suspensión
fijos
materia inorgánica o mineral
Fig. 1.3 Clarificación de los residuos sólidos
La concentración de materia orgánica se mide con los análisis DBO y DQO.
6
El DQO es la cantidad de oxígeno necesario para oxidar (poder reductor) la materia
orgánica por medio de Cr2O1 en una solución ácida y convertirla en CO
2y agua. La DQO
se usa para comprobar la carga orgánica de aguas efluentes que, o no son biodegradables o
contienen compuesto que inhiben la actividad de los microorganismos.
El valor de la DQO es siempre superior al de la DBO porque muchas sustancias
orgánicas pueden oxidarse químicamente, pero no biológicamente.
El contenido típico en materia orgánica de estas aguas es un
50%de carbohidratos, un
40%de proteínas y un
10%de grasas; el pH puede variar de 6,5 a
8,0.No es fácil caracterizar la composición de los residuos industriales con arreglo a un
rango típico de valores dado según el proceso de fabricación. La concentración de un
efluente industrial se pone de manifiesto enunciando el número de personas necesarias para
producir la misma cantidad de residuos. Este valor acostumbra a expresarse en ténninos de
DBO.
1.4. Diferencias entre tratamiento biológico de eDueutes y procesos de
fermentación
Es interesante comparar los procesos de tratamiento con los procesos de
fermentación que se utilizan en Microbiología Industrial. En la tabla 6 se observan las
principales diferencias y semejanzas.
Considerando estas diferencias y las dificultades que existen para mantener el
estado estacionario en un sistema continuo de tratamiento de efluentes se puede cuestionar
si es realmente posible esperar una real cuantificación aplicable a estos procesos. Aunque
la presencia de poblaciones mixtas representa una variación interna intrínseca y las
dificultades de control que se presentan son importantes, la situación no es tan caótica
como puede suponerse, ya que existen muchas publicaciones en las cuales se demuestra
que los fundamentos de la estequiometría y cinética microbiana pueden aplicarse con éxito
al diseño de procesos y reactores para tratamiento de efluentes.
1.5. Métodos de tratamiento
7
Entre los procedimientos aeróbicos existe una diversidad de tecnologías disponibles
tales como:
a. Barros activados. en el cual los materiales solubles coloidales y en suspensión son
transformados
en C02
,
H20
y células
con recirculación de los barros formados (Tabla
1.1).
Tabla 1.1
Diferencias y Semejanzas entre tratamientos biológicos y procesos
microbianos
Tratamiento biológico
Tratamiento
microbiano
1
Sustratos
No es posible seleccionarlo,
cualquiera esta presente
Seleccionado
2
Medio de cultivo
Solo se puede agregar
Predeterminado
algunas sales (N y P)
3
Microorganismo
Poblaciones Mixtas no
Cultivo único
seleccionadas
seleccionado
4
Sustancias toxicas
Pueden estar presentes
No están presentes
Son excluidas
5 pH
Poco o nada controlado
Generalmente
controlado
6
Temperatura
No controlada
Controlada
7
Tipo de reactores
Abiertos a la intemperie
Rara vez a la
intemperie
8
Esterilización
Nunca practicada
Casi siempre
necesaria
9
Principios de aireación
Similares
y agitación
10
Cinética de crecimiento
Similares
b. Lagunas de aireación que emplean aireación artificial en una laguna y que puede ser
completa o parcialmente aerobia.
c. Filtros percoladores que consisten en lechos de material de tamaño variable o sintético
que por acción del tratamiento lleva adherido un limo formado por el material
biológico a través del cual el efluente fluye.
8
e. Piletas de estabilización que son sistemas de bajo costo que utilizan bacterias y algas
para reducir los componentes orgánicos y eliminar los microorganismos patógenos.
Los procesos anaeróbicos son fundamentalmente procesos de digestión que pueden
aplicarse a residuos líquidos o sólidos e incluyen generalmente separación y
aprovechamiento del gas producido. La transformación de la materia orgánica en metano y
C02 se lleva a cabo en 3 etapas consecutiva en las cuales intervienen diferentes grupos de
bacterias con formación de ácido acético, propiónico, butírico, láctico, fórmico, C02 e H2
para llegar finalmente a metano y C02. Los digestores anaerobios varían mucho en
relación a la complejidad y diseño y se ha demostrado que un solo diseño no es adecuado
para distintos efluentes. Además de los digestores tradicionales se han desarrollado
últimamente nuevos tipos de reactores a lecho fluidizado y otros basados en filtros
anaerobios.
Cuando se comparan procesos aerobios con anaerobios se suele enfatizar que existe
una marcada preferencia por el uso de procedimientos anaerobios debido
fundamentalmente a la economía de energía lograda, dado que los costos de operación de
los sistemas aerobios son cada vez más elevados. Sin embargo, la comparación debe
hacerse en forma más completa. Por ejemplo, debe tenerse en cuenta la presencia de
compuestos tóxicos ( como el fenol) o de los llamados recalcitrantes o xenobióticos, que
son aquellos cuya biodegradabilidad es muy dificultosa.
Existen tres factores fundamentales para determinar la capacidad de un tratamiento
biológico de efluentes que contengan compuestos tóxicos o recalcitrantes. Esos factores
son:
a. La naturaleza de la conversión química necesana. Por ejemplo los derivados
halogenados aromáticos son más fácilmente atacados por comunidades anaeróbicas,
mientras que en el caso de comunidades aeróbicas los compuestos tienden a
polimerizarse primero, haciéndose más dificilmente atacables después.
9
c. Disefio del proceso y operación de la planta. A pesar de que existen procesos aerobios
muy difundidos y eficientes para tratamiento de aguas residuales que contienen fenoles,
amoníaco y cianuros, se ha demostrado recientemente que también pueden tratarse
anaeróbicarnente con reactores de filtro, empleando carbón activo, lo cual demuestra la
importancia del adecuado diseño del proceso. La tendencia moderna considera que los
sistemas son, más que excluyentes, complementarios, ya que las comunidades
microbianas anaeróbicas son específicamente ventajosas a altas temperaturas y altas
concentraciones de sustratos, especialmente insolubles, mientras que las comunidades
microbiológicas aeróbicas son indispensables para bajos niveles de sustratos,
condiciones ambientales variables y distintos productos químicos.
1.6. Identificación de los elementos
Para el tratamiento de efluentes se puede usar hasta tres etapas: Tratamiento
Primario, Secundario y Terciario. En la planta a automatizarse, se cuenta solo con 2
etapas: Tratamiento primario y secundario, se trata de una planta industrial de lácteos (Fig.
1.4). La finalidad principal es obtener agua neutra bajo en turbidez a fin de no contaminar
el río donde se descarga el efluente tratado.
��
s�
.J� r-.=i f;a;l�z
�
z
0 0<
-
-u
u
- v.i8�
�<
:s
.J�{.:,
8
� � ��
u
f;a;lf;a;l
u
COAGULANTE FWCULANTE
v.i
�z
z
f;a;l
=
v.iu
o
u-
-
º
u
0-<u
v.i
o
s
�� �
<=0
� s
.J<
º!
=-
9
=
us
�>
u
.JRETORNO DE LODO RETORNO DE
BIOLOGICO LODO
RfOJ .OGJC.O
Fig.1.4 Esquema general del proceso
0�
� t:
f;a;l f;a;l�u
ur=
Según los estudios realizados, el tipo proceso a seguir es el aeróbico. Los elementos
10
1.6.1. Tratamiento Primario:
Las aguas efluentes podría contener materiales como para atascar o dañar las
bombas y la maquinaria. Estos materiales se eliminan por medio de enrejados o barras
verticales, luego el efluente debe de pasar por varias etapas, las cuales se describen a
continuación:
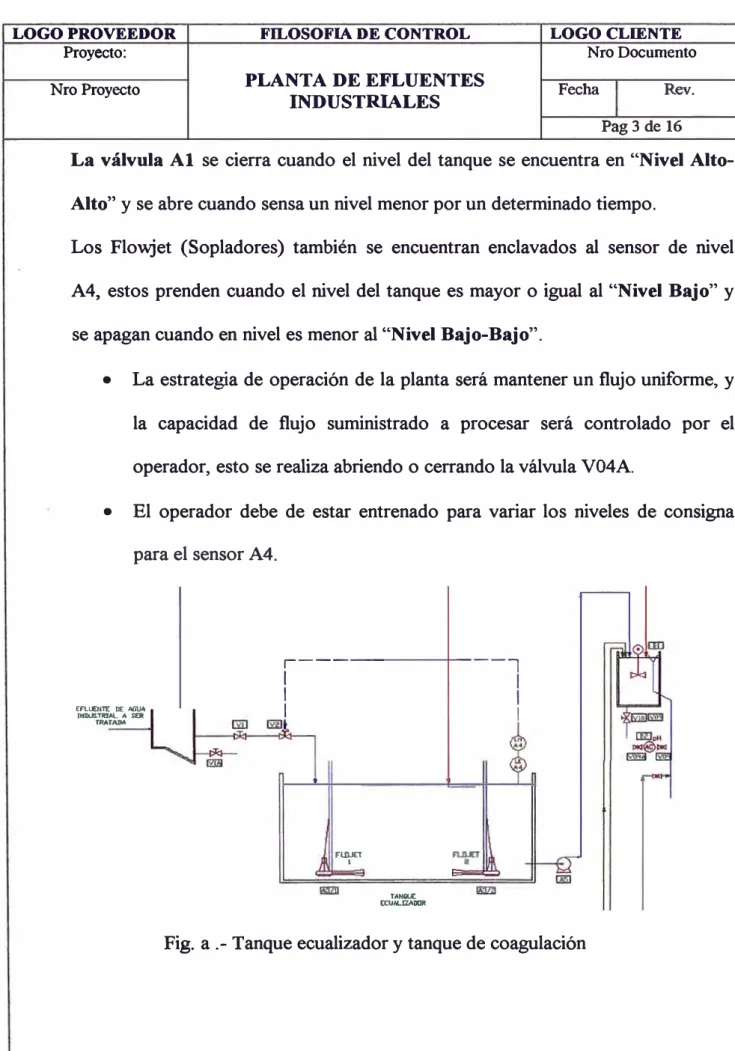
1.6.1.a. Ecualización
El pH y la composición de los efluentes que llega a ser procesados son variados,
por tanto es necesario homogenízar la sustancia y mantener el pH cercano a 7 (6.5 a 8) a
fin de tener un proceso eficiente. La homogenización se realiza mediante dos sopladores
sumergidos a fin de crear movimiento rotacional de las aguas del tanque.
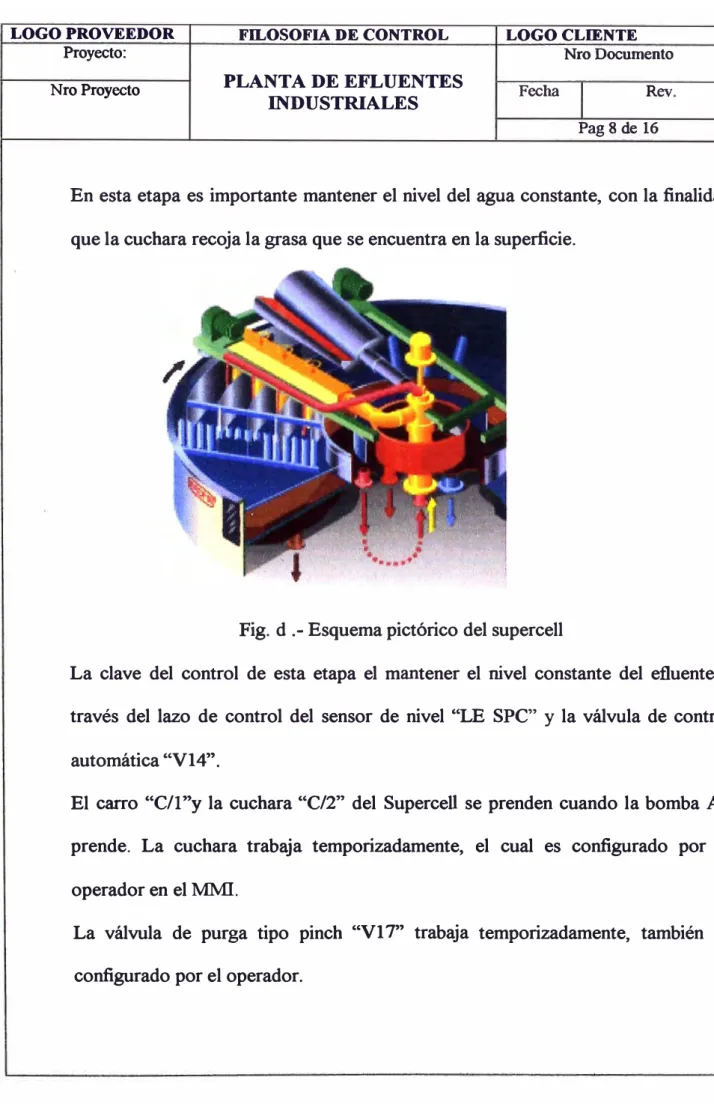
1.6.1.b. Sedimentación y Flotación
El proceso de sedimentación puede reducir de un 20 a un 40% la DBO y de un 40
a un 60% los sólidos en suspensión. La flotación puede eliminar más de un 7 5% de los
sólidos en suspensión.
Para la planta a automatizar, el tanque donde se realiza la sedimentación y
flotación se llama Supercell. El efluente clarificado es conducido a las pozas de oxidación
y el lodo separado es almacenado en un tanque llamado "Tanque de Lodo Primario"; el
lodo de este tanque es enviado por una bomba tipo tornillo a una centrifuga a fin extraer al
máximo el liquido y obtener una pasta compacta, esta ultima es transportada por un camión
al relleno sanitario. El liquido extraído por la centrifuga va al tanque de drenaje.
La eficiencia de eliminar el lodo se incrementa en algunas plantas de tratamiento
industrial incorporando procesos llamados coagulación, floculación y flotación.
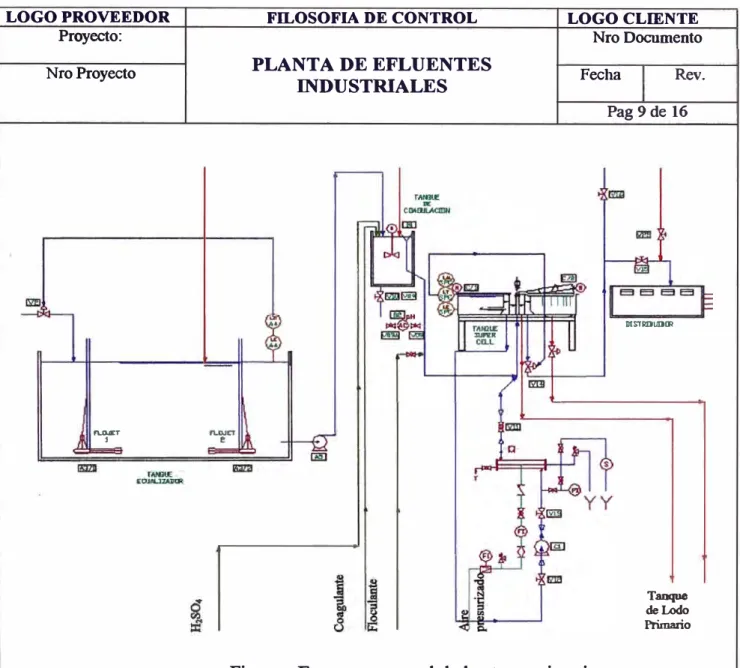
• Coagulación
Para lograr la remoción de las partículas coloidales es necesario desestabilizar el
medio acuoso mediante la adición de coagulantes (productos químicos con carga eléctrica
contraria) Ah(S04)3 (el más usado), FeCh (caro pero el mejor) o polielectrolitos a las
aguas efluentes, antes de agregar estos coagulantes, se debe ajustar el pH (6,0 < pH > 7,0);
esto altera las características superficiales de los sólidos en suspensión de modo que se
11
• Floculación
La floculación provoca la aglutinación de los sólidos en suspensión. Ambos
procesos eliminan más del 80% de los sólidos en suspensión.
• Flotación o presurización
Una alternativa a la sedimentación, es la
flotación,en la que se fuerza la entrada de
aire en las mismas. El agua efluente, supersaturada de aire, se descarga a continuación en
un depósito abierto. En él, la ascensión de las burbujas de aire hace que los sólidos en
suspensión suban a la superficie, de donde son retirados.
1.6.2. Tratamiento Secundario:
Una vez eliminados de un 40 a un 60% de los sólidos en suspensión y reducida de
un 20 a un 40% la DBO por medios fisicos en el tratamiento primario, el tratamiento
secundario reduce la cantidad de materia orgánica en el agua. Por lo general, los procesos
microbianos empleados son aeróbicos (sin olor). El tratamiento secundario supone, de
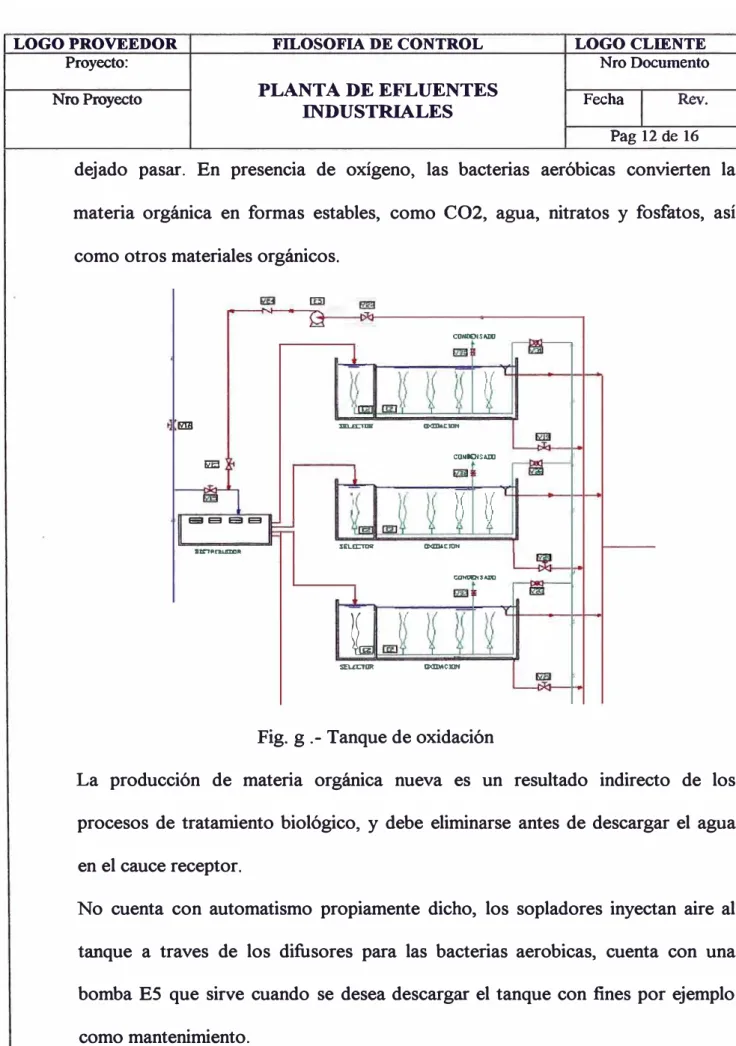
hecho, emplear y acelerar los procesos naturales de eliminación de los residuos. En
presencia de oxígeno, las bacterias aeróbicas convierten la materia orgánica en formas
estables, como C0
2,agua, nitratos y fosfatos, así como otros materiales orgánicos. La
producción de materia orgánica nueva es un resultado indirecto de los procesos de
tratamiento biológico, y debe eliminarse antes de descargar el agua en el cauce receptor.
Se trata de un proceso aeróbico en el que partículas gelatinosas de lodo quedan
suspendidas en un tanque de aireación y reciben oxígeno. Las partículas de lodo activado,
llamadas
floc,están compuestas por millones de bacterias en crecimiento activo
aglutinadas por una sustancia gelatinosa. El floc absorbe la materia orgánica y la convierte
en productos aeróbicos. La reducción de la DBO fluctúa entre el 60 y el 85 %.
Para lograr lo descrito, debemos de pasar el efluente semitratado del tratamiento
primaria por las siguientes etapas del tratamiento secundario:
1.6.2.a. Tanque selector y de oxidación
Es donde se convierte la materia orgánica en formas estables. La función principal
de la etapa selectora es alimentar a las bacterias aeróbicas y anaeróbicas, cuidando siempre
que la población las bacterias aeróbicas debe ser siempre mucho mayo que la población de
12
1.6.2.b. Piscina de Oxidación
La piscina de oxidación suministra aire al floc a través de difusores, las bacterias
tienen un tiempo de residencia prolongado en esta etapa convirtiendo la materia orgánica
consumida en productos estables, solo las bacterias aeróbicas viven en esta etapa por tener
la particularidad de poder almacenar lo consumido en el tanque selector, mientras que la
bacteria anaeróbica mueren por no poder almacenar.
1.6.2.c. Sedimentación
La sedimentación en el tratamiento secundario es similar al tratamiento primario,
tiene el mismo principio y el mismo procedimiento. También se realizan las tres etapas:
coagulación, floculación y flotación.
El lodo que se separa es llevado a un tanque llamado "Tanque Secundario o Tanque
Biológico" para luego
_
ser transportado con una bomba tipo tornillo a los selectores, por
contener bacterias aeróbicas.
El efluente tratado ( agua clara) se transfiere al tanque de cloración, para luego
descargar al río.
1.6.2.d. Cloración
Una vez clarificado y neutralizado el efluente, se adiciona NaCIO a fin de purificar
CAPITULOil
DIAGRAMA DE FLUJO DEL PROCESO
2.1. Concepto
Los dos tipos de diagrama de flujo mas importantes para los profesionales de sistemas
de control son: Diagrama de Flujo de Procesos y Diagrama de Flujo de Ingeniería. Los
diagramas de flujo de proceso son mas conocidos como DFP y los Diagramas de Flujo de
Ingeniería son mas conocidos como DFI o P&ID (Process and Instrument Diagrams).
Los DFP son desarrollados por las compañías constructoras para sus clientes
( Compañías operadoras). El nombre del diagrama suelen tener cambios pero con
significado similar, esto es según el estilo y contenido que le da una u otra compañía.
La ingeniería en los sistemas de control son principalmente concebidos con los
Diagramas de Flujo de Proceso (DFP) y en los Diagramas de Flujo de Ingeniería (DFI). La
concepción empieza con los DFP para conocer el proceso y obtener la información
necesaria, luego se realiza el desarrollo de la ingeniería con el DFI, obteniendo finalmente
el detalle del diseño de la ingeniería.
2.2. Propósito
El propósito fundamental del diagrama de flujo del proceso es la representación
fundamental del diseño del proceso, incluyendo flujo del proceso, procesamiento de datos,
unidad de operaciones, equipos principales y tuberías principales. Esto es el primer trabajo
del Ingeniero de Procesos.
El diagrama de flujo de proceso es usualmente el primer plano principal desarrollado
en el desarrollo de un proyecto. Esto es usado como herramienta de información para todas
las demás disciplinas de ingeniería que intervienen o que se encuentren involucradas en el
14
El propósito de poner instrumentación en un Diagrama de Flujo de Proceso es para
documentar las variables controladas y manipuladas principales, las cuales impactan al el
diseño del proceso. No todos los instrumentos serán mostrados en el diagrama de l flujo del
proceso.
2.3. Utilidad
El Diagrama de Flujo de Proceso es el primer documento que permite un entendimiento
claro del proceso a ser controlado. Esto presenta el elemento esencial del proceso y da las
condiciones de operación o diseño.
Durante un trabajo inicial del sistema de control, el Diagrama de Flujo de Proceso
permite la conceptualizacion de las estrategias de control. Luego, los balances de
materiales y las condiciones de operación pueden ser usados como datos de entrada para
dimensionar y seleccionar la instrumentación en línea.
El Diagrama de Flujo de Proceso es el elemento clave en para el entendimiento y el
desarrollo de la ingeniería del sistema de control de los procesos.
2.4. Desarrollo del Diagrama de Flujo del Proceso (DFP)
Este documento es desarrollado por el Ingeniero de Procesos, el cual usa su experiencia
y conocimiento de procesos similares. El Ingeniero de sistemas de control analiza los
problemas de control, realiza cambios en el diagrama si fuera necesario, por tanto, los dos
Ingenieros complementan el diseño satisfactoriamente.
15
Es muy importante que el
I
ngeniero de Diseño de Control no pierda la oportunidad de
influenciar en el diseño del proceso antes que sea aprobado el DFP (Fig. 2.1 ).
2.5. Filosofia de Control
La planta cuenta con varias etapas y lazos de control, y para un mejor entendimiento a
continuación presento un resumen del flujo del proceso.
COAGULANTE FLOCULANTE RETORNO DE LODO RETORNO DE
moLOGICO LODO
BIOLOGICO
17
A continuación presento un formato sobre el cual es elaborado, el documento desarrollado
se encuentra en Anexo A
LOGO PROVEEDOR FILOSOFIA DE CONTROL LOGO CLIENTE
Proyecto: Nro Documento
PLANTA DE EFLUENTES
Nro Proyecto INDUSTRIALES Fecha 1 Rev.
CAPITULOID
DIAGRAMA DE FLUJO DE INGENIERIA
3.1. Propósito del Diagrama de Flujo de Ingeniería (DFI)
El Diagrama de Flujo de Ingeniería es la lista de suministro más o menos completa
de las tuberías, equipos e instrumentación para el proceso dado.
La representación tienen una variedad de estilos dependiendo de las normas para
simbolizar el proceso en si. La instrumentación en particular es representada bajo los
estándares de la ANSI / ISA
La diferencia principal de un DFP y un DFI son los detalles y la información que
entrega cada una de ellas.
Un DFI es una descripción grafica detallada del diagrama de flujo del proceso, acá
se muestra las tuberías, equipos y mucha de la instrumentación asociada con el proceso
dado. Esto es generado por el Ingeniero de Proceso y muchas veces es completado por el
Ingeniero Mecánico (Tuberías). En cualquier caso esto es un documento
multidisciplinario, es el inicio del producto final, es la base del proceso, de las tuberías y
del diseño estructural.
3.2. Desarrollo del DFI
Para el desarrollo de un DFI se debe empezar con el DFP, y desarrollar la ingeniería
para lograr el proceso que se desea. En el DFI que muestro, me concentro en la
instrumentación y el control propiamente dicho, un DFI también debe de contener
20
3.3. Selección y documentación de equipos
Para la selección de los equipos se debe desarrollar las Hojas de Datos (Data Sheet)
donde se indica las condiciones de servicio para las consideraciones al momento de la
selección. Toda selección será en base a las especificaciones Generales y Particulares
descritas en el proyecto.
3.4. Hoja de Datos
A continuación se muestra las Hojas de Datos de algunos instrumentos para el
proyecto, las partes que siempre debe indicar en la Hoja de Datos son:
•
Código y Nombre de Proyecto
•
Empresa Proyectista
•
Cliente
•
Tag de Instrumento
•
Ubicación del Instrumento o equipo
•
Condiciones de servicio
•
Descripción técnicas que debe de cumplir el equipo
•
Espacio para indicar las descripciones técnicas descritas por el proveedor
•
Responsable
·
• Revisiones
A continuación presento un ejemplo del formato, la información de algunos de los
instrumentos se encuentra en Anexo B.
LOGO PROVEEDOR
TRANSMISOR DE
LOGO CLIENTENIVEL PROV. No. 3114062
TAG:LT-A4
PROYECTO : Planta De Tratamiento Efluentes 1
REFERENCIA : Plano: 3114062-150-Al-2PGGE-001B4-l 2
UBICACIÓN : Tanque Ecualizador -Amplia ción 3
FUNCION : Medida de Nivel de Efluente
!TIPO
: Ultrasónico 4ITEM DESCRIPCION DATOS 5
REQUERIDO PROPUESTO 6
1 SENSOR 7
2 Proveedor (1) 8
3 Fabricante (1) Danfoss 9
4 Modelo (1) Sonolev 1100 10
5 Rango 45 pies (13 .23 m) 45 pies 11
6 Tipo de c u bierta NEMA 6P o equivalente NEMA6P 12
7 Material de cu bierta Polipropileno PoliproPileno 13
8 Frecuencia (1) 30KHz 14
9 Anlllllo de Dispersión 3º 3º 15
10 Banda muerta 14 pulg. (35.56 cm) 14 ¡,ulg. 16
11 Temperatura Operación (1) -20a65 ºC 17
12 18
13 TRANSMISOR 19
14 Proveedor (1) 20
IS Fabricante (1) Danfoss 21
16 Modelo (1) So nolev 3000 22
17 Rango 0-45 pies (0-13.23 m.) 0-45 pies 23
18 Span Desde 0-4" hasta 0-45 pies Desde 0-4" hasta 0- 45 pies 24 19 Suministro de energía 220VAC 220VAC 25
20 Precisión +/-0.2% +/- 0.2% 26
21 Salidas 4-20 mA 4 -20 mA/ 2 DO relay 27
22 Indicador LCD-4 Dígitos LCD-4 Dísritos 28
23 Operación Tecla de Ftmción Tecla de Fmcióo 29
24 Tioo de cubierta NEMA 4X o eauivalente NEMA4X 30
25 Consumo (1) Aprox. 2W 31
26 Temperatura de Operación (1) -20a65 ºC 32
Nota: 33
(1) Definido por el Proveedor. 34
35 36
REVISION A B
o
37PREP. Por/Fecha A. Diaz 38
REVIS. Por/Fecha A. Diaz 39
.APROB . Por/ Fecha A. Diaz 40
LT-A4 -Tx de Nivel de Tanque En•alizador
1/2 20/12/2005
CAPITULO IV
IMPLEMENTACION DEL AUTOMATISMO DE LA PLANTA
4.1
..
Definición de la red Industrial
El proyecto consiste en automatizar el proceso la planta de efluentes industriales con
un sistema :ftexi"ble, confiable y robusto garantizando la operación continua del mismo.
Objetivos
•
Implementación de una Red Industrial Digital.
•
Flexibilidad a cambios de configuración según demanda.
•
Más información para la administración del proceso e instrumentos.
•
Escalable en bajo costo.
•
Disminuir las Hor3$-Hombres utilmtdas para mantener y operar la planta.
•
Mejorar la calidad del producto al tener un control mas fino del proceso.
• Disminuir los posibles accidentes que se pudiera suscitar cuando el proceso
depende de la intervención del operario.
•
Se evitará errores humanos involuntarios con respecto a las acciones a tomar en un
determinado instante del proceso.
•
Se obtendrá Wl ahorro significativo, en función a la mejor administración de los
tiempos de operación y de energía.
Alternativa de Solución
El objetivo es proveer una solución de automatización con tecnología de última
23
a sus necesidades (Fig. 4.1 ), este mismo criterio se ha aplicado en la mejor selección de
instnunentos y equipos de control.
Base de Datos
ETHERNET
Mantenimiento
r-:;.,.¡_,.� • ..,;.,r, __ •• �·r llwttn,t ,.,...-._.;..;..>�..:'
Supe,vlslón Remota
Producción
MODBUSRTU
PLC
r
ñG
¡t
�
I
Motor IÚ( �
eléctrico Válvula Bomba
Fig. 4.1 .- Arquitectura de la red industrial para la planta de efluentes
En
resumen, el sistema col1tiene lo siguiente:
•
Un sistema de control robusto, confiable y flexible con tecnología abierta lo cual
impli� tacil conectividad (:On otros fabricantes de equipos de control y
$>f\ware
industrial.
•
Comunicación vía Ethernet TCP/JP
•
Sistema de Supervisión y control de procesos - SCADA, entre estos tenemos:
24
Para iniciar con el automatismo de la planta debemos de seleccionar el Controlador
adecuado para la tarea que va a realizar, para ello primero debemos de saber el numero de
entradas y salidas que se va a utilizar y considerar un 20% de reserva para futuras
ampliaciones o alguna contingencia en el desarrollo del proyecto. Luego caracterizar el
tipo de entrada o salida, esto es, identificar si es digital o analógico. Tendremos los
siguientes tipos:
•
Salidas digitales:
Rele
Transitorizado NPN o PNP de 12VDC, 24VDC o 48 VDC
Tiristor
PWM.
• Entrada Digital:
Rele
Transitorizado NPN o PNP de 12VDC, 24VDC o 48VDC
•
Salida Anal6gica:
0-20mA
4-20mA
0-SVDC
1-SVDC
0-lOVDC
1-lOVDC
•
Entrada Analógica
0-20mA
4-20mA
0-SVDC
1-SVDC
0-lOVDC
• Módulos especiales Contador Rápido Termocupla PID
25
Para la selección se debe de tener presente criterios como los que menciono a continuación:
• Las entradas y salidas del PLC debe de ser de 24VDC a fin de estar dentro de la norma de protección de la corriente máxima a través del cuerpo humano sin que esto signifique peligro alguno.
• En lo posible se debe de aislar galvanicamente las salidas del PLC o en su defecto que estos se encuentren aislado óptimamente.
• Si se requiere que las salidas digitales tengan una rapida respuesta (20mS), debemos de considerar salidas transitoriz.adas y el tipo PNP o NPN debe de concordar con la entrada del elemento a controlar. Para las entradas debemos de tener
1a
misma consideración teniendo en cuentaet
tipo de salida del sensor (PNP o NPN).• Para casos donde se necesite salidas o entradas de rápida respuesta a lo convencional, ya se debe de pensar en usar módulos de alta frecuencia (hasta 20 :MHz), en las salidas son usados por ejemplo para PWM o control de motor de paso y en entradas los tenemos presentes en lectura de sensores con transmisor por frecuencia, encoder, etc.
• Tener presente la capacidad máxima de corriente que soporta cada entrada y salida a fin de no estropear el controlador o la entrada y/o salida
26
• Es muy importante saber que tan critico es la operabilidad de la planta con el fin de
seleccionar el grado de oonfiabilídad de la automatización� esto es, si se trata de una
planta que nunca debe de parar, que el proceso es de alto riesgo como en las plantas
de procesos químicos o según se evalué. Para dar soluciones a los diferentes casos
tendremos algunos ejemplos:
./' Si en un sistema muy critico, debemos de pensar en un sistema con redundancia
en la rede control y en la red administrativa a fin de tener un respaldo el control
y de datos .
./' En casos donde solo el control es critico, se debe de pensar en un sistema con
control redundante y red de datos sin redundancia .
./' En sistemas convencionales se utilizara sin redundancia.
• Una vez que hemos definido que tan critico es
1a
operabilidad de la planta, pasamos
a la topología de nuestro sistema, lo que quiero decir es que debemos definir si va a
ser ne(:eSBrio estructurar una red industrial y esto se realiza teniendo en cuenta
algunos de los siguientes criterios: la dimensión fisica de la planta, el lugar y el
ambiente donde va a ser instalado, los diferentes tipos de ambiente que se va
automatizar y tener bien definido los tipos y números de sensores que van a ir
instalados en cada punto de la planta .
./' Por ejemplo, si se trata de una mina donde los sensores y actuadores va a ir en
los socavones o en lugares alejados e inaccesibles, se debe de pensar de poner
un R TU con comunicación por radio o también en sensores con comunicación
inalámbrica .
./' Si tenemos como aplicación una planta con varias líneas de producción o
diferentes naves, donde sea posible implementar el cableado, se puede estar
pensando en una de las distintas redes que existen: Profibus DP o P A, Fielbus
Foundation, Device Net, Control Net, Modbus, Ethernet, etc. La selección se
realiza según la aplicación que se va a automatizar.
-
--Fig.- 4.2 Red Bus de Campo, Red Ethernet Industrial y Red Administrativa
Al seleccionar la Red Industrial debemos de pensar en:
•
Reducción en la programación:
� Evitar el manejo de datos por el PLC en funciones de control
� Evitar la programación de nodos existentes al añadir nuevos nodos
•
Aumentar las prestaciones del sistema
� Determinismo
� Efectividad del ancho de banda
• Reducción del cableado
., Control, programación y diagnostico sobre la misma red
•
Soluciones escalables
., Elección del controlador adecuado para el control, no para el manejo de datos
., Añadir o eliminar dispositivos sin influenciar en otros dispositivos del sistema
•
Reducción de los tiempos de paro
., Diagnostico de los dispositivos
., Información predictiva
28
Asimismo, debemos de pensar en un sistema de control con un tiempo de vida
promedio de 20 años, para lo cual se debe de tener en cuenta el siguiente criterio:
•
Tecnologia
•
Costo inicial
•
Partes del repuesto
•
Entrenamiento
•
Mantenimiento y costo de operación
•
Conectividad
•
Obsolescencia
El autómata seleccionado consta de 8 entradas analógicas, 3 salidas analógicas, 40
entradas digitales y 36 salidas digitales. Para esto se considero usar un PLC Siemens
S7-200, con los respectivos módulos según se indica en los planos eléctricos. Para enlazarlo
con el supervisorio utilice el protocolo Modbus RTU a 9,6 Kbps. El software de
programación fue le Microwin Versión 3.2 de Siemens, la particularidad de esta versión,
es porque trae una librería para la comunicación a través del modbus.
4.2. Programación del Autómata (PLC -Controlador Lógico Programable)
En sistemas de control de ingeniería, la palabra lógica es usada para los relees, este
término es asociado con el concepto binario, lo cual significa uno de dos posibles estados
29
obedece siempre una configuración de reglas y donde siempre se tiene el mismo numero de
entradas y salidas, la configuración solo puede ser modificada en la condición interna,
como por ejemplo la salida de un temporizador.
Existe varias formas de programar un controlador, estas son: En escalera, Lista de
Instrucciones, Cartas, o Programación estructurada.
Para iniciar una correcta programación, debemos iniciar con la asignación de
rangos de memoria para las diferentes aplicaciones ( variables, constantes, comunicación,
programa, etc), luego elaborar tablas delas entradas y salidas con las que se van a trabajar
asignando un Nick relacionado al sensor y al trabajo que va a realizar, esto es importante,
cuando se programa es mas fácil recordar el Nick (Por ejemplo: "Válvula_Lodo_SDF
n) en
�ugar de recordar que elemento se encuentra en la salida O 1.1
Todo programa debe desarrollarse bajo la Guia Gemma, es muy esencial por las
diversas consideraciones para los diferentes casos que puede existir en una aplicación,
consideraciones como: condiciones iniciales, procedimiento a ejecutar en caso de
emergencia, modos de trabajo de la planta (Automático, semi-automático, manual) ,
Existen diversos formas de programar (Grafset o carta, Escalera, Lista de
Instrucciones, Lenguaje estructurado), recomiendo hacer el desarrollo de la logica del
proceso por evento utilizando el Grafset y el desarrollo del programa en Escalera.
Para el presente proyecto, la programación lo he realizado en Escalera, el cual
contiene varias subrutinas, he programado con la visión de esto sea lo más modular
posible a fin de un mejor entendimiento y del mantenimiento que esto requiera en el
futuro.
Bloque: PRINCIPAL
Autor: LUIS ALeJANORO DIAZ ARSAIZA Fecha de creación: 27.08.2003 4:47:22
Última modificación: 21.02.2006 9:59:03
Slmbolo
LOO NIV_LIM_SUP _SOF
Tlpovar. TEMP 11:MP TEMP lEMP
Tipo de datos Comentario OWORD
Network 1 lnicializaclon del proceso cuando se prende el PLC
--¡-
ºN 1��CIALIZACIONI
30
Network2 Procedimientos de Comunicacion, Temporizacion personalizada, Lectura y Escritura de Varial
Analogicas
ON
Siempre_ MODBUS
.
1 EN
1 1
1 RELOJ 1
: 1EN
: RW_EQUAL
EN
RW_SDF EN
RW_CLORACI-EN
·
R_ANALOG_IN-EN
1 RW_TQ_BIOL
EN 1
RW_SPC
Network3 AUTOM
1 1
'
1L
Network4 MANUA 1
•
1 1
ON Network5
Siempre
1 -1
...
,
1Network6
Procedimientos continuos en Automatico
PROC_A_EQU-EN
, PROC_A_CQA ...
EN
PROC_A_CLO-EN 1
DISPLAY
_ALA-' EN
Procedimientos continuos en Manual
PROC_M_:EOU-EN
PROC_M_COA-1
EN 1
PROC_M_CLO-EN
DISPLAY ...ALA ...
EN '
Procedimientos continuos permanentes PROC_SPC
EN
PROC_SDF _M-EN
PROC_TL_PRIM
EN
PROC_TL_BIOL
EN
Reinicio de estados y variables cuando la Planta se encuentra en mantenimiento
AUTOM MANUAL
I CERO
--�: /
�1--�1
I �1---I_E_N ___ _Network 7 PID de Valvula Automatlca de Supercell
Siempre_ON PID0_V14
1---tEN
NSPC PV_I SET_POINT_SPC
SetpoinAUTOM Auto_
-Outpu _V14_A
o.o Llli:!iWW.im=..--..1
32
Network8 Slempre_ON
Salida para la Valvula Automatice de Supercell, segun el estado en que se encuentre la planta
AUTOM MOV_W
t,,..---..,.EN
ENOt---MANUAL MOV_W
t---tEN ENOt---111
MOV_W
---tEN ENOt---111
Network 9 PID de Valvula Automatica de Sediflot
Siempre_ON PID1_V51 t---tEN
NSDF PV_I
SET_POINT_SDF
SetpoinAUTOM Auto_
-Outpu _V51_A
Network 10 Salida para la Valwla Automatica de Sediflot, segun el estado en que se encuentre la planta
Siempre_ON AUTOM MOV_W
1---tEN
ENo---MANUAL MOV_W
1---tEN
ENOto---MOV_W _____ ...,EN
51
4.3. Programa del Sistema de Supervisión y Control de Datos - SCADA
33
La tendencia de todo sistema supervisorio es no depender solo con el controlador de
una marca, y como solución a esto se implemento el OPC, a esto se le conoce como
conectividad e interoperabilidad del sistema. Para tener una idea
mas
clara se muestra la
Fig.4.3. En el caso de presente proyecto, no hubo la necesidad de utilizar el OPC, puesto
que el S7-200 y el Win CC son de Siemens. Gracias al uso del Modbus (Software), se
puedo tener una considerable reducción de costos y un eficiente control y supervisión.
Es necesario indicar que la diferencia de un HMI (Interfaz Hombre Maquina) con el
SCADA (Sistema de Control y Adquicisión de Datos), es que el SCADA tiene la
capacidad de almacenar Datos y Manejar o Interactuar con Base de Datos. Los lTh1I
actualmente están siendo muy utilizados por su flexibilidad y confiabilidad para las
aplicaciones y solucionan gran parte de las aplicaciones, pero cuando se trata de la
automatización de toda una planta, ya debemos de pensar en un SCADA por las
prestaciones de todas la herramientas que traen (Histogramas, Base de Datos, Librerias,
..---*---::::
GEN ESIS
:n
-.... FIX��7 �
...
__ _
1 tll1---
--
-o • • • ... . ' ' ...
-··
Fig.4.3.Esquema de trabajo del OPC (OLE Process Control)
• Un sistema de supervisorio da nmchas ventajas, como:
•
poder controlar y supervisar los equipos (Fig. 4.4),
•
supervisar los valores reportados por los sensores (Fig. 4.5),
•
configurar los puntos de consigna (Fig. 4.6)
>• configurar los lazos de control (Fig.4.
71
•
tener alarmas y registrarlos,
• tener tendencias e
34
•
históricos del comportamiento de parámetros que uno considere importante,
35
A continuación se muestra algunas de las pantallas desarrolladas en el proyecto:
COUUUT10N TANH
PllUIAllY SGLU•I! STOUCl!TANK Nt
j AUTOMATICO º"''
1
QUaLIZATlOH SAIIN
��������������g�= ..
.-mn- r----ill
Fig.4.4.Esquema general de la planta, muestra el estado de los motores, el nivel de
agua en los tanques, etc.
Esta pantalla, es la principal para el operador, es donde supervisa de una manera
global el estado de la planta de efluentes industriales (Fig. 4.4).
Es importante recordar de que cuando se diseña un supervisorio, este debe de tener
mucha de relación con la planta físicamente para ayudar al operador a ubicarse.
El operador mas experimentado solo necesita tener activa pantalla del "Panel de
Control" (Fig.4.5) para poder saber el comportamiento de toda la Planta de Efluentes,
debido a que se muestra todas las variables y parámetros.
La pantalla "Configuración de Parametros" (Fig.4. 6) siempre debe de estar presente, son
donde se dan los puntos de consigna para los diversos casos que se tenga, según ha sido
36
consigna para los niveles de los tanque, también tenemos la configuración de los
temporizadores.
PANEL DE CONTROL
1 AUTOMAllCO 1
EQUALIZACION
.. ... mm
.. _.., (E
.,,, ,...,In'
..
---�
cm
.. -·- cm
TANQUE CLORACION
COAGULACION
IN
--mn
- __ .. et
... -- wJ - ... Em
TANQUE DRENAJE
...
o:3-
N1 ...wl
•
...
• NIWILIIL'N fiEJ..
==--
mm
.. -- IED•
=ru--
miSUPERCELL
...
,...
(fil•""
---�
•
...
....,
..
@El••
---
mD
e
----
mi..
_ ... ._,lmJ
ffl
_,... ... mm
..
.._
...
Gm-
--
cm
-
---
üEl..
_...,. ...
w)8EDIFLOAT
...
,...
13-..
... C3"-
..
"""
...
�•
...
mn
•
---
!E"
... _,cm
-
----....
mm
lit
--
IED
--
mm
..
--
(E..
___
,.
w1"
---
mm
ALMACEN DE LODOBIOLOGICO ALARMAS
"
...
milTANQUE OXIDACION
..
--..--�
- -.NUIIIO IE)
PREPARACION POLY CATIONICO
...
-- ---y
mDLODO 810LOOIDO
CL-ION
8EDIFLOT
8UPEIUIElL LODO PRHUIRIO
�1!11..,,_• ••
:
!I
,·
' .. '.
· . @�> · _' ¡..__.. . .,,..._f-n:---e,rr ... fliJ!!,ota·- · 'I---·· m
... mi...
...
mimi
...
mi-... mn
....
...,.
miFig.4.5.Pantalla que muestra todos los parámetro de control de la planta, también
muestra las alarmas mas importantes, a fin de tomar una acción rápida y que
estas no se pierdan en una lista.
Esta es una de las pantallas que debe de tener un cierto nivel de seguridad para que
cualquier personal no pueda acceder y modificar los valores de consigna por seguridad del
proceso, y del mismo personal de operación. Su acceso se restringe asignando una clave de
ingreso a la pantalla.
Los PID deben de ubicarse en una pantalla en particular "Configuración de PID"
Fig.4.7, acá se puede variar el Set Point, la Ganancia, Tiempo Derivativo y el Tiempo
Integral, la sintonización fue realizada en base a pruebas y criterios como se explica a
"i'
'-,.
, EQUAUZADOR ·
Nl'ieÚL!fOALTO �. - .
---,--.,.
"��-. t::'.iii• NIYELNEDIO �
(---··
"NM!Ll!IAJO ,llilnll!ll�DMII · .. �
=-=��¡
e::§-.. SUPl:RCEl.l-COflFfGURA�IONPE:PARAMETRO$ ·-1 AUTOMATICO 1
• .. -NIVEL
.lODO BIOLOGUCO
=�LT91M¡TO e::¡¡¡.
=.��-,
CE--�
-,
e::¡¡.
HM!L l!IAJD BAJO CiiNt ,_...,¡
CLORACION
r'&�
,
c:Jiir=..=
==
··
-·
c::::ljilMa
Di!-SEDFLOT
NIWL DE Sl!GURIDAI> BOMBA
Ci!!l-1��'0 . .
SUPERCELL
-
r���Y"
..
r�=oar
fCUCJ-IAAA ON
·--·
...
CUCHARAOFF-.,
c::1 ... c:::18 ....
=..-=zsc-.,;.,�Jcoc:i!•
TEMPORIZADORES 1 8EDIFLOT
r1;���YN c:::ii! ...
r�m-'wir
c::::J!llf��> r:::l!l•
CUCHARA OFF u,, ... -. •
��.3':S�CfJ�
-r --- 1
LODOBIOLOG
r�=�>"
º"
e:::!*:���
.
OFF
�
r=��L-ON C:::,. _r=
=
�t
.()f
f
c::11-.�ll'"'��-
'.illllle(Cl) ,�-<---1:tr*---·DEJ-1�·- '1,�
-Fig.4.6.Pantalla que muestra la configuración de los puntos de consigna.
37
Los PID deben de ubicarse en una pantalla en particular "Configuración de PID"
Fig.4. 7, aca se puede variar el Set Point, la Ganancia, Tiempo Derivativo y el Tiempo
Integral, la sintonización fue realizada en base a pruebas y criterios como se explica a
continuación:
•
Primero se trata de sintonimr solamente con
la
Ganancia.
•
Segundo con el Tiempo Integral a fin de disminuir el error.
•
Y por ultimo se puede manipular el Tiempo Derivativo a fin
de
hacer más rápido la
respuesta, en procesos lento es muy raro usar este ultimo.
Aquí muestro una pantalla cuando se realiza la sintonización, es por tal motivo que
se muestra bastante perturbación de la válwla a la izquierda el cuadro de tendencias y
38
CONFIGURACIÓN DE PID's
1
AUTOMATICO1
OEL � De LOS TANQUES
, I
...
""...
.., ,., "" . ""...
.
,.,"" ""'
,.. ;a, :IIO
,,.
'"'
11<!ioo ""' ·,oo
so. "' "l .
...
2
Fig.4.7.Pantalla que muestra los PID's usados en el proceso.
A continuación se muestran fotos de la planta de efluentes industriales en donde
indico las respectivas partes de las diferentes etapas ya explicadas lineas arriba (Fig 4.8 y
Fig.4.9).
Tanque de Coagulacion
Sedifloc
Tanque de lodo biologico
1 Sup=ell 1
,
�,
,
Cuarto electrico
Sala de
Control del Operador
Piscinas de Oxidacion
Tanque ecuaalizador
Productos quimicos