Instituto Tecnológico de Costa Rica
Escuela de Ingeniería en Electrónica
CoopeAgri El General R.L. Ingenio CoopeAgri
Implementación de un sistema de control electrónico para mejorar la eficiencia del área de evaporadores.
Informe de Proyecto de Graduación para optar por el titulo de Ingeniero en Electrónica en el grado académico de Licenciatura
Olman Guzmán Ramírez
Resumen
La globalización y el constante aumento de la competencia entre las empresas, hacen de la eficiencia un factor muy importante a la hora de evaluar la calidad de los procesos productivos, es aquí donde la automatización electromecánica contribuye. Con la introducción de las computadoras y la micro-electrónica se logra a través del manejo de la información la transformación de los mecanismos de producción.
El proceso de producción de azúcar se divide en varias etapas, entre las principales se encuentran: recepción, molienda, clarificación, evaporación, cocimiento y cristalización, centrifugación, secado y empaque. Anteriormente el control de los evaporadores del Ingenio CoopeAgri se efectuaba en forma completamente manual mediante pruebas de densidad realizadas en laboratorio y manipulación de válvulas mecánicas, logrando un control deficiente sobre el proceso.
Para mejorar la eficiencia en la evaporación era necesaria la instalación de un sistema automático capaz de controlar en forma estricta las principales variables involucradas en el desarrollo de la actividad. Para el diseño de la estrategia de control y la selección de los transmisores se realizó un análisis de las condiciones térmicas y químicas del proceso, la posible ubicación de los equipos de campo (transmisores y válvulas) y de control (computadora y PLC) además de las condiciones operativas (ubicación del cuarto de control y del personal a cargo de la supervisión).
Con el sistema de control automático implementado se logró mejorar la eficiencia en la evaporación mediante el control de cuatro variables muy importantes del proceso, el flujo de jugo claro de entrada, el nivel de jugo en las calandrias de los pre-evaporadores, la presión del vapor de escape y la densidad de la meladura del último efecto, logrando reducir las paradas por lleno en evaporadores en relación a la zafra anterior. De esta forma desde una computadora el operador puede monitorear las condiciones de operación y ajustar los parámetros para un adecuado funcionamiento del proceso.
Abstract
The globalization and the constant increase of the competition between the companies, they make of the efficiency a very important factor when evaluating the quality of the productive processes, it is here where the electromechanical automation contributes. With the introduction of the computers and the micro-electronic ones is achieved through the handling of the information the transformation of the production mechanisms.
The process of production of sugar is divided in several stages, some of the main ones they are: reception, mill, clarification, evaporation, cook and crystallization, centrifugation, drying and packing. Previously the control of the evaporation area of the Ingenio CoopeAgri was made in totally manual form by means of tests of density carried out in laboratory and manipulation of mechanical valves, achieving a faulty control on the process.
To improve the efficiency in the evaporation it was necessary the installation of an automatic system able to control in strict form the main variables involved in the development of the activity. For the design of the control strategy and the selection of the transmitters an analysis of the thermal and chemical conditions of the process was carried out, the possible location of the field instruments (transmitters and valves) and of control (computer and PLC) besides the operative conditions (location of the control room and of the personnel in charge of the supervision).
With the system of automatic control implemented it was possible to improve the efficiency in the evaporation by means of the control of four very important variables of the process, the flow of clear juice of entrance, the level of juice in the larks of the pre-evaporated, the pressure of the escape vapor and the syrup brix of the last effect, being able to reduce the stops for full in evaporation area in relation to the previous harvest. This way from a computer the operator can visualize the operation conditions and to adjust the parameters for an appropriate operation of the process.
Dedicatoria
Después de años de esfuerzo y sacrificio…
...puedo decir que he culminado una etapa sumamente importante de mi vida y deseo dedicarla:
A mis padres Marina Ramírez Campos y Moises Guzmán Chaves por la confianza brindada y su apoyo incondicional.
A mis hermanos y hermanas por sus consejos, su ayuda y su comprensión.
Ya que gracias al sacrificio realizado pudieron brindarme la oportunidad de asistir a la universidad y lograr obtener un titulo profesional.
Agradecimiento
Deseo brindar el más sincero de los agradecimientos:
De manera muy especial a Dios por la familia maravillosa que tengo y por proporcionarme salud y fortaleza para luchar y salir adelante.
A CoopeAgri El General R.L, especialmente al Lic. Rolando Delgado gerente del Ingenio CoopeAgri por brindarme la oportunidad de realizar el proyecto de graduación en la empresa y al Ing. Víctor Vargas por su asesoría y apoyo durante el desarrollo del proyecto.
Al profesor Ing. Sergio Morales por la asesoría brindada durante la realización del proyecto.
Índice General
1. INTRODUCCIÓN. ...11
1.1 Proceso Productivo. ...11
1.3 Problema existente e importancia de su solución. ...15
1.4 Meta y objetivos. ...18
1.4.1 Meta. ...18
1.4.2 Objetivo general. ...18
1.4.3 Objetivos específicos. ...18
2. ANTECEDENTES ...20
2.1 Estudio del problema a resolver. ...20
2.1.1 Descripción del sistema o proceso a mejorar...20
2.1.2 Características operativas. ...23
2.2 Requerimientos de la empresa...24
2.3 Propuestas de solución. ...25
3. PROCEDIMIENTO METODOLÓGICO. ...33
3.1 Cronograma de actividades...33
3.2 Descripción de las actividades. ...34
4. DESCRIPCIÓN DEL HARDWARE UTILIZADO...39
4.1 Descripción general...39
4.4 Transmisor de nivel por radar de onda guiada (BM-102). ...46
4.4.1 Descripción general...46
4.4.2 Calibración. ...49
4.4.3 Comunicación...52
4.5 Transmisor de densidad (DT301I-1IS-101-51). ...52
4.5.1 Descripción general...52
4.5.2 Calibración. ...55
4.5.3 Comunicación...55
4.6 Transmisor de flujo (Optiflux1000). ...56
4.6.1 Descripción general...56
4.6.2 Calibración. ...58
4.6.3 Comunicación...58
4.7 Transmisor de nivel (LD301L). ...58
4.7.1 Descripción general...58
4.7.2 Calibración. ...60
4.7.3 Comunicación...60
4.8.1 Descripción general...61
4.8.2 Calibración. ...62
4.8.3 Comunicación...62
4.9 Válvulas para control. ...63
4.10 Transmisor de pH (873APH)...64
4.10.1 Descripción general...64
4.10.2 Calibración. ...66
4.10.3 Comunicación...66
4.11 Transmisor de temperatura (TT421) ...67
4.11.1 Descripción general...67
4.11.2 Calibración. ...68
4.11.3 Comunicación...68
5 DESCRIPCIÓN DEL SOFTWARE UTILIZADO. ...69
5.1 Configuración del PLC...69
5.1.1 Aspectos generales...69
5.1.2 Lazo de control de Brix de meladura...73
5.1.3 Lazo de control de nivel de pre-evaporadores. ...74
5.1.4 Lazo de control de flujo de jugo claro...75
5.1.5 Lazo de control de vapor de relleno. ...76
5.1.6 Lazo para control de temperatura de meladura. ...77
5.1.7 Alarmas de proceso. ...78
5.1.8 Totalizadores...80
5.2 Interfaz gráfica con el usuario. ...81
5.2.1 Descripción general...81
5.2.2 Pantalla principal. ...81
5.2.3 Despliegue de variables. ...85
5.2.4 Curvas de proceso. ...86
5.2.5 Parámetros de operación ...87
5.2.6 Controles manuales. ...88
5.3 Reporte de históricos...89
5.4 Software de enlace entre el PLC y la PC. ...92
6 ANÁLISIS Y RESULTADOS OBTENIDOS ...95
6.1 Análisis del diseño del sistema de control. ...95
6.1.1 Análisis del hardware. ...95
6.1.2 Análisis del software...100
6.2 Alcances y limitaciones. ...105
7 CONCLUSIONES Y RECOMENDACIONES ...106
7.1 Conclusiones...106
7.2 Recomendaciones generales. ...107
7.3 Recomendaciones en materia de seguridad industrial. ...108
BIBLIOGRAFÍA ...109
APÉNDICES ...111
A.1 Descripción de la empresa. ...111
A.1.1 Historia...111
A.1.3 Estructura administrativa. ...113
A.2 Glosario y abreviaturas. ...117
A.2.1 Glosario. ...117
A.2.2 Abreviaturas...117
ANEXOS. ...118
B.1 Datos técnicos del sensor de densidad DT301...118
B.2 Datos técnicos del sensor de nivel BM 102 ...120
B.3 Datos técnicos del transmisor de nivel LD301 ...123
B.4 Datos técnicos del PLC modelo LC 700. ...125
B.5 Datos técnicos del transmisor de flujo (Optiflux 1000) ...128
Índice de Figuras
Figura 1.1 Diagrama del proceso de elaboración de azúcar [Ref. 13]………15
Figura 1.2 Diagrama general del sistema de evaporación de cuatro efectos………16
Figura 2.1 Diagrama de vapor vegetal………..20
Figura 2.2 Esquema general del área de evaporadores………22
Figura 2.3 Diagrama general de ubicación de los sensores y electro-válvulas…….25
Figura 2.4 Diagrama de bloques de la solución proyectada……….27
Figura 2.5 Instrumentación requerida para el control por flujo de jugo………...30
Figura 2.6 Diagrama de bloques del control por flujo de jugo………..32
Figura 4.1 Hardware utilizado en la automatización de evaporadores [Ref.6]…….40
Figura 4.2 Diagrama de la ubicación del CPU en el rack de montaje [Ref. 6]……...41
Figura 4.3 PLC LC-700 instalado para el control automático de evaporadores……42
Figura 4.4 Diagrama de la conexión entre el CPU y la PC [Ref. 6]……….44
Figura 4.5 Transmisor de nivel BM-102………47
Figura 4.6 Funcionamiento teórico del BM-102 [Ref. 10]……….48
Figura 4.7 Pulsos eléctricos emitidos y recibidos por el BM-102……….49
Figura 4.8 Comunicación analógica + digital en forma simultanea [Ref.11]………...50
Figura 4.9 Comunicación HART superpuesta a la señal analógica de corriente [Ref.12]……….51
Figura 4.10 Recta de carga para establecer una comunicación 4-20mA [Ref. 7]…51 Figura 4.11 Transmisor de densidad DT-301 instalado para medir el Brix de la meladura………..53
Figura 4.12 Celda capacitiva utilizada por el transmisor DT-301 [Ref. 7]…………..54
Figura 4.13 Montaje del transmisor de flujo Optiflux1000……….56
Figura 4.14 Principio de medición del transmisor de flujo electromagnético……….57
Figura 4.15 Montaje del transmisor LD-301 en el tanque de jugo claro……….59
Figura 4.16 Ubicación del diafragma en el tanque………60
Figura 4.17 Transmisor de presión LD-291[ Ref.8 ]………...61
Figura 4.19 Válvula electro-neumática instalada para la regulación del flujo de
meladura………..63
Figura 4.20 Montaje del sensor de pH………..64
Figura 4.21 Indicador local del 873APH………..66
Figura 4.22 Transmisor de temperatura TT421 [Ref. 9]………...67
Figura 4.23 Conexión de tres líneas [Ref. 9]………..68
Figura 5.1 Estructura general de los lazos de control………72
Figura 5.2 Diagrama de bloques del lazo de control de Brix de meladura………….73
Figura 5.3 Diagrama de bloques del lazo de control de nivel de evaporadores……74
Figura 5.4 Diagrama de bloques del lazo de control de flujo de jugo claro…………75
Figura 5.5 Diagrama de bloques del lazo de control de vapor de relleno…………...77
Figura 5.6 Diagrama de bloques del lazo de control de temperatura de meladura..78
Figura 5.7 Ejemplo de aplicación del DB en la generación de señales de alarma…79 Figura 5.8 Pantalla principal para el control de evaporadores………..82
Figura 5.9 Pantalla para control de la temperatura de meladura……….83
Figura 5.10 Recuadro desplegado para modificar los Set Point………..84
Figura 5.11 Ubicación y uso de los enlaces……….84
Figura 5.12 Variables de proceso………..85
Figura 5.13 Curvas de proceso……….86
Figura 5.14 Interfaz para el ajuste de los parámetros del controlador………87
Figura 5.15 Controles manuales para válvulas………...…………88
Figura 5.16 Información contenida en el reporte de variables de proceso……….…90
Figura 5.17 Diagrama de la jerarquía del software utilizado [Ref. 6]………..93
Figura 5.18 Lista de direcciones creada para ser utilizada por el servidor OPC…...94
Índice de Tablas
CAPITULO 1
1. INTRODUCCIÓN.
1.1 Proceso Productivo.
Para una mejor comprensión del proceso de elaboración de azúcar utilizado por el Ingenio el General a continuación se describen las principales etapas involucradas. En la figura 1.1 se ilustra el proceso en su totalidad.
Patio de caña: La caña que proviene de las romanas y la transportada por los productores hasta el Ingenio, es pesada por medio de un sistema de básculas electrónicas y luego muestreada con la ayuda de una sonda mecánica con la finalidad de determinar la calidad de la materia prima que se recibe en base a lo cual se le paga individualmente a cada uno de los productores; posteriormente se traslada a los patios donde un sistema de grúas la descarga en forma operativa en las mesas alimentadoras.
Picadoras de caña: La caña que ingresa por las mesas alimentadoras se hace pasar por un sistema de cuchillas colocados sobre el conductor, estas cuchillas son accionadas por turbinas de vapor, bajo las cuales se hace pasar el colchón de caña, con lo que se facilita el proceso de extracción de jugo en los molinos. Los conductores poseen un sistema de control de velocidad que forma parte del control automático de alimentación del primer molino, con lo cual se pretende impedir la formación de tacos y controlar la capacidad de molienda programada.
Cada molino se encuentra equipado con una turbina accionada por medio de vapor de 250 psi además de un sistema mecánico de transmisión encargado de reducir la velocidad de rotación a aproximadamente 6 rpm.
El bagazo que se obtiene después de hacer pasar la caña por los molinos es transportado hacia las calderas para ser utilizado como combustible en la generación de vapor de alta presión empleado por las turbinas para mover los molinos y en los turbogeneradores encargados de la producción de la energía eléctrica requerida por el ingenio. El vapor de escape de las turbinas es utilizado en las etapas de evaporación y cocimiento de jugos.
Sulfitación y alcalizado: El jugo extraído en la etapa de molinos recibe la denominación de jugo diluido o mixto y presenta un pH de 5.5. Este es sulfitado en torres de absorción que producen SO2 en contracorriente para eliminar los compuestos formadores de color, a este jugo se le denomina jugo sulfitado y posee un pH alrededor de 4.7. A este jugo sulfitado se le agrega una lechada de cal con la intención de neutralizar la acidez y empezar los procesos de floculación encargados de la separación de los sólidos no azúcares que se encuentran diluidos en el jugo. El
jugo alcalizado posee un pH de 7.2.
Calentamiento y clarificación: Por medio de intercambiadores de tubo y coraza el jugo alcalizado se calienta hasta una temperatura cercana a los 102-105°C y se almacenan en tanques clarificadores, donde los sólidos no azúcares floculados por la alcalización y el calentamiento se precipitan por gravedad y forman un lodo llamado
Filtración: Para retirar el azúcar contenido en los lodos se someten a un proceso de filtración al vacío. En un inicio a los lodos se les agrega cal, bagacillo y floculante con la intención de aumentar su filtrabilidad para posteriormente ser bombeados hacia filtros rotatorios al vacío donde se separa los sólidos del jugo azucarado. El jugo turbio resultante se envía nuevamente a los tanques de jugo alcalizado para su tratamiento.
La materia sólida o torta resultante del proceso de filtración es conducida hacia un patio fuera de la planta, donde es almacenada para posteriormente ser utilizada como abono orgánico en la estabilización de suelos en materia orgánica.
Evaporación: El jugo claro es bombeado desde tanques de almacenamiento hasta los evaporadores, inicialmente este jugo contiene 15 0Brix1 de sólidos disueltos, es concentrado por evaporación de múltiple efecto y se entrega con una concentración cercana a los 60 0Brix. A este jugo se le denomina meladura.
La estación de evaporación esta formada por una línea de evaporadores en cuádruple efecto la cual es alimentada por vapor de escape de baja presión procedente de las turbinas de los molinos.
Cristalización: La sacarosa contenida en la meladura es cristalizada por medio de evaporadores de simple efecto o tachos, de tal forma que la meladura es llevada hasta la zona meta de sobresaturación, resultando un material denominado masa cocida formado por líquido (miel) y cristales (azúcar).
Centrifugación: Los cristales se separan del liquido por medio de la fuerza centrifuga ejercida por tambores rotatorios con mallas en el interior. Durante el proceso de centrifugado, el azúcar es lavado con agua caliente para remover la película de miel que cubre los cristales y se traslada al secador.
La miel que se obtiene en las centrifugas es enviada nuevamente a los tachos para su posterior cristalización. Después de tres cristalizaciones consecutivas se obtiene una miel agotada denominada miel de purga, esta miel es retirada del proceso y se comercializa entre otras cosas para la alimentación de ganado.
Secado: El azúcar húmeda obtenida en las centrifugas se transporta hasta la secadora, la cual consiste de un tambor rotatorio inclinado en el cual el azúcar esta en contacto con aire caliente que entra en contracorriente. El aire utilizado en la secadora se calienta con vapor en intercambiadores tipo radiador y hace ingresar a la secadora por medio de un ventilador. Por otra parte el azúcar seco que sale de la secadora se clasifica para remover los terrones de azúcar que pueda contener.
Figura 1.1 Diagrama del proceso de elaboración de azúcar [Ref. 13]
1.3 Problema existente e importancia de su solución.
En la figura 1.2 se presenta un esquema general del proceso de evaporación. Se cuenta con un sistema de cuádruple efecto en el cual una unidad de vapor es capaz de evaporar cuatro unidades de agua. El primer efecto se encuentra constituido por tres vasos3, el segundo por dos y los dos restantes por uno, de manera que se dispone de un total de siete vasos. El vapor que se genera en el primer efecto se utiliza para calentar el jugo del segundo efecto y así sucesivamente. Al vapor extraído del jugo en esta área se le conoce como vapor vegetal. Conforme el jugo avanza a través de los vasos de evaporación su densidad aumenta, logrando pasar de entre 13 y 18 oBrix en la entrada a valores entre los 55 y 65 oBrix en la salida, al jugo de salida se le llama meladura.
El proceso de evaporación es controlado en forma completamente manual, un operador se encarga de regular el nivel en la calandria4 de los vasos por medio de válvulas mecánicas reguladoras de flujo y toma muestras de meladura aproximadamente cada hora para luego enviarlas al laboratorio donde son analizadas. A partir de los resultados de densidad brindados por el laboratorio el operador regula por medio de válvulas mecánicas la salida de meladura del último vaso de evaporación.
Figura 1.2 Diagrama general del sistema de evaporación de cuatro efectos.
3
Ver apéndice A.2.1 4
Las variaciones en la densidad de jugo y la presión del vapor de escape que entrada a los evaporadores producen cambios en parámetros muy importantes como lo son el nivel de jugo en las calandrias y la densidad de meladura obtenida al final del proceso. Al realizarse el control en forma manual no se tiene una estimación estricta de estas variables, lo que aumenta considerablemente los tiempos de respuesta disminuyendo la eficiencia.
Por otra parte, al no mantenerse los niveles óptimos en las calandrias, se presentan algunos problemas entre los que se encuentran: deficiente transferencia de calor con el consecuente desaprovechamiento del área de evaporación, daño mecánico en los tubos de las calandrias como consecuencia del sobrecalentamiento, niveles altos ahogan el sistema y reducen la velocidad de movimiento del flujo.
El problema reside en las fluctuaciones que se dan tanto en el nivel de jugo presente en las calandrias de los evaporadores como en la densidad de meladura obtenida al final de la etapa, lo cual representa un decaimiento en la eficiencia del sistema y un aumento en los gastos de operación.
1.4 Meta y objetivos. 1.4.1 Meta.
Disminuir los costos de producción mediante un aumento en la eficiencia del área de evaporadores.
1.4.2 Objetivo general.
Implementar un sistema de control capaz de lograr un aumento en la eficiencia del área de evaporadores, manteniendo la densidad de la meladura de salida en el rango comprendido entre los 55 y 65 oBrix.
1.4.3 Objetivos específicos.
a. Objetivos de hardware.
¾ Seleccionar los sensores que mejor se adapten a las condiciones físicas y químicas del proceso.
¾ Seleccionar el controlador adecuado para el procesamiento de los datos obtenidos por los sensores.
b. Objetivos de software
¾ Realizar las rutinas de programación del controlador.
¾ Desarrollar un programa de alto nivel que permita la visualización de los parámetros medidos en una computadora.
c. Objetivos de documentación
¾ Realizar un manual de usuario en el que se detallen aspectos de funcionamiento y puesta en marcha del sistema.
¾ Realizar una capacitación al personal a cargo de la operación del área de evaporadores.
d. Objetivos de implementación
¾ Implementar el sistema de control del área de evaporadores.
CAPITULO 2
2. ANTECEDENTES
2.1 Estudio del problema a resolver.
2.1.1 Descripción del sistema o proceso a mejorar.
El área de evaporación recibe la caracterización de centro de balance energético del ingenio, debido a que toma los vapores de escape de alta presión y entrega vapor vegetal con baja presión a los evaporadores, precalentadores, condensadores y tachos. En la figura 2.1 se presenta un diagrama de vapor vegetal en el que se muestra sus usos en las diferentes etapas del proceso, de tal forma que se garantiza un buen aprovechamiento de la energía disponible.
El procesamiento del jugo en etapas anteriores proporciona un jugo claro compuesto por azúcar diluido con ciertas impurezas. Como ya se eliminaron la gran mayoría de las impurezas, es necesario evaporar una cantidad de agua, siendo la finalidad del área de evaporación. De esta manera, a medida que el agua es extraída del jugo este se aproxima a su punto de saturación y se empiezan a formar cristales dentro de la meladura.
El punto de cristalización del jugo se presenta aproximadamente entre los 78 a 80 o
Brix. Teóricamente es posible lograr obtener una meladura de hasta 75 oBrix, pero debido a las manipulaciones y condiciones de operación, obtener una meladura de esa concentración no es práctico, lo acostumbrado es tener una concentración de la meladura entre los 55 y 65 oBrix, esto con el fin de prescindir de cristales falsos y lograr una mejor manipulación.
En el área de evaporación se encuentran ubicados los vasos llamados evaporadores constituidos principalmente por una calandria tubular encargada del intercambio de calor, así el vapor caliente pasa alrededor de los tubos y el jugo claro por el interior. El vapor de la calandria con temperatura y presión controlada es condensado liberando un calor latente en el exterior de los tubos, de esta forma el jugo que pasa por los tubos a una temperatura menor absorbe el calor liberado durante la condensación del vapor y aumenta su temperatura.
Por tratarse de un sistema de evaporación de múltiples efectos, el vapor vegetal del primer efecto es alimentado al siguiente vaso a así sucesivamente, lográndose como resultado una disminución de presión en el vaso siguiente. En el ingenio se cuenta con un arreglo en serie de cuatro efectos o cuádruple efecto como el mostrado en la figura 2.2, capaz de evaporar cuatro unidades de agua por cada unidad de vapor utilizada. En el cuerpo del último efecto se aplica vacío con el propósito de garantizar la presión y temperatura adecuada en cada uno de los cuerpos, así como bajar el punto de ebullición del jugo a tal grado que facilita la evaporación.
Figura 2.2 Esquema general del área de evaporadores.
2.1.2 Características operativas.
Desde que se instaló el ingenio el control de las variables involucradas en el proceso de evaporación se realiza en forma completamente manual, lo cual acarrea algunos inconvenientes, entre los que se encuentran:
• Evaporación en tandas: como el control de las válvulas de jugo, vapor y meladura lo realiza un operador, normalmente ante valores altos o bajos ya sea de presión de vapor, nivel en los evaporadores o brix de la meladura, la acción correctiva tiende a ser la de cerrar o abril válvulas en forma abrupta, provocando caídas de presión y flujos excesivos lográndose una operación errática conocida como evaporación en tandas.
• Golpe de ariete: Cuando se cierra en forma rápida la válvula colocada en una tubería que conduce algún líquido o vapor, se produce un reflejo de alta presión que golpea las bombas y los demás equipos conectados a la línea, este efecto es conocido como golpe de ariete.
• Retardo de muestreo: Para la determinación del brix de la meladura de salida se toman muestras aproximadamente cada hora y se trasladan al laboratorio para su análisis, una vez obtenidos los resultados estos deben ser llevados y comunicados al operador, lo cual introduce un gran retardo entre el tiempo de medición y la acción correctiva.
• Salud ocupacional: El área de evaporadores es un sector sumamente caliente lo cual representa condiciones no aptas para la permanencia prolongada de personas.
2.2 Requerimientos de la empresa.
¾ Se debe monitorear y controlar el nivel de jugo en las calandrias de los vasos de evaporación.
¾ Se debe monitorear y controlar la densidad de la meladura obtenida al final del proceso de evaporación.
¾ Se debe controlar, monitorear y totalizar el flujo de jugo en la entrada del tren de evaporadores.
¾ El nivel de jugo en las calandrias debe mantenerse en el rango especificado para lograr niveles óptimos de transferencia de calor.
¾ El sistema de control desarrollado debe tener la capacidad de trabajar en forma paralela con el control manual existente.
2.3 Propuestas de solución.
Para lograr el control en forma automática del proceso de evaporación se proponen dos alternativas de solución.
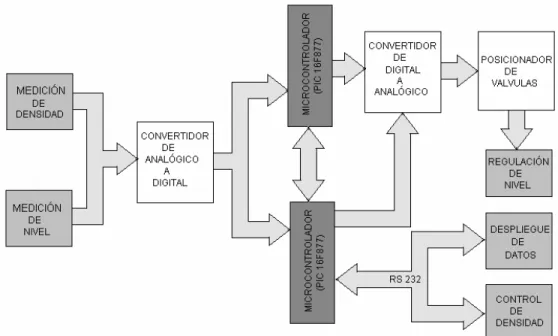
Sistema de control electrónico de evaporadores mediante el uso de un microcontrolador.
Se propone el diseño de un sistema de control que sea capaz de medir y controlar el nivel de los vasos de evaporación y la densidad de la meladura de salida, a partir de cuyos datos debe regular un grupo de electro-válvulas que deben ser instaladas en las tuberías encargadas de transportar el jugo entre los diferentes evaporadores.
En la figura 2.3 se muestra el diagrama general del sistema de evaporación, en el que se indica la ubicación de las electro-válvulas, el sensor de densidad (TBrix) y los sensores de nivel (TN) requeridos por el sistema de control para lograr la regulación del nivel de los diferentes vasos de evaporación.
A partir de los datos suministrados por los sensores de nivel y de densidad, la unidad de control debe regular la posición de las electro-válvulas y de esta forma controlar el nivel de jugo en los evaporadores. Se debe ubicar un sensor de nivel en cada vaso y una electro-válvula en la tubería de alimentación de jugo. En el caso del sensor de densidad, este debe ser instalado en la tubería de salida de meladura del último vaso de evaporación y se encarga de suministrar la información requerida por la unidad de control para lograr el posicionamiento de la electro-válvula reguladora de flujo ubicada en la misma tubería, de tal forma que ante densidades de meladura bajas se disminuya la evacuación de meladura del último vaso hasta lograr la concentración deseada.
Los bloques de control de densidad y despliegue de datos deben ser implementados en una computadora con la ayuda de un software de alto nivel, de forma tal que permita mediante una interfaz gráfica amigable con el usuario el despliegue de los datos obtenidos por los sensores.
Sistema de control electrónico de evaporadores empleando un PLC y la filosofía de regulación del flujo de jugo.
Esta filosofía del control de la evaporación consiste en mantener el flujo de jugo claro de entrada y la concentración de la meladura de salida, a la vez que se controla el nivel de jugo en las calandrias de los pre-evaporadores.
Conociendo la tasa de evaporación del tren de evaporadores es posible calcular el flujo ideal de alimentación de jugo claro para obtener una concentración deseada de meladura a la salida, esto con una evaporación limpia. De esta forma se establece un Set Point del flujo de jugo claro; sin embargo, con el paso del tiempo, los vasos van perdiendo eficiencia debido a factores como incrustaciones o baja calidad de vapor; es aquí donde el control de grados Brix de meladura regula el flujo de salida.
La regulación del flujo de salida provoca variaciones en el nivel de los vasos, en el primer vaso se coloca un sensor de nivel para detectar el incremento y comunicarlo a la unidad de control, la cual con ayuda de una electro-válvula ordena la disminución del flujo de entrada. En la figura 2.5 se muestra un diagrama con la instrumentación requerida para realizar este tipo de control.
Se colocan sensores con capacidad para comunicar los datos por medio de señales eléctricas que permitan obtener un mejor monitoreo de las variables a controlar. Para la determinación del nivel en la calandria se utilizan medidores de tecnología radar de onda guiada del tipo BM 102 (TN en la figura 2.5), entre las principales ventajas de este sensor es importante resaltar que su medida es independiente de la temperatura, presión y densidad del medio, es de alta resolución y soporta el contacto con químicos disueltos utilizados en labores de limpieza tales como el HCl (ácido clorhídrico).
Para la medida de la densidad de meladura se utiliza un sensor de SMART de tipo DT301 ampliamente probado en la industria azucarera (TBrix en la figura 2.5). Entre sus principales características se encuentran la capacidad de ser instalado directamente en tuberías, su alta resolución (±0.1 oBrix), sensor interno para la compensación de temperatura, no requiere limpieza y al igual que el sensor de nivel soporta el contacto con los químicos como el HCl disuelto. El DT301 se comunica con la unidad de control y ésta a su vez actúa sobre la electro-válvula de salida, la cual debe posicionarse en un grado de abertura tal que permita lograr una variación del flujo y por ende un aumento o decremento de la densidad de meladura.
Para garantizar una presión de vapor de escape estable a la entrada de los pre-evaporadotes se requiere la instalación de un sistema de control de vapor de relleno. Para este lazo de control se utilizan dos transmisores de presión, uno en la tubería de baja presión y otro en la de alta, además se requiere una válvula con posicionador electrónico para regular la cantidad de vapor de alta presión que se inyecta a la tubería de vapor de escape o de baja presión. El control del posicionador de la válvula se encuentra a cargo de la unidad de control, esta debe interpretar los datos suministrados por los transmisores de presión y tomar las decisiones necesarias para garantizar la estabilidad en la presión de vapor de escape.
Además se agrega un transmisor de nivel al tanque de jugo claro, permitiéndole al operador de evaporadores tener una noción en tiempo real del nivel de jugo presente. Como el jugo que entra a los evaporadores es bombeado desde este tanque en caso de detectarse niveles altos o bajos se deben tomar las medidas pertinentes para no derramar jugo y garantizar la continuidad del proceso. En este caso se utiliza un transmisor de nivel de sellos remotos (TNT en la figura 2.5 ) cuya medida se basa en la determinación de la presión diferencial, como el tanque se encuentra abierto a la atmósfera solo se requiere un sello colocado en la parte inferior del tanque. Es importante tomar en cuanta que esta señal se utiliza únicamente para visualización, por lo tanto cualquier medida a tomar relacionada con niveles extremos se encuentra a cargo del operador de evaporadores.
Figura 2.6 Diagrama de bloques del control por flujo de jugo.
Los bloques de medición de densidad, de nivel, de flujo y de presión corresponden a sensores capacitados para transmitir los datos por medio de señales analógicas de corriente comprendidas entre los 4 y los 20 mA. Por otro lado, los bloques de regulación de flujo reciben señales analógicas de 4 a 20 mA y se encargan de posicionar las válvulas en grados de abertura proporcionales a la señal recibida.
Como alternativa de solución al problema se implementó el Sistema de control electrónico de evaporadores empleando un PLC y la filosofía de regulación del flujo de jugo. Entre las ventajas que ofrece este sistema sobre el basado en un microcontrolador y nivel se encuentran:
• Posibilidad de aprovechar la licencia del software Génesis-32 que posee CoopeAgri.
• Posibilidad de expansión de los alcances del proyecto con una inversión mínima.
• La robustez del PLC lo hace más adecuado que el microcontrolador para operar los evaporadores.
CAPITULO 3
3. PROCEDIMIENTO METODOLÓGICO.
3.1 Cronograma de actividades.
Para la elaboración del proyecto se efectuaron una serie de actividades que contribuyeron significativamente a la conclusión exitosa del mismo. En la tabla 3.1 se muestran las actividades realizadas.
Tabla 3.1 Cronograma de actividades. Descripción
Antecesor Inmediato A Estudiar el funcionamiento de los evaporadores. -
B
Determinar las características apropiadas de los equipos y
sensores a utilizar. A
C
Escoger los equipos y sensores que mejor se adapten a los
requerimientos del proyecto. A
D Realizar el diseño de la etapa de control. C
E Escribir rutinas de programación para la unidad de control. D
F
Escribir rutinas del programa a nivel de la PC para el
monitoreo de variables. D
G Realizar la simulación de los sensores para verificar el
funcionamiento de la etapa de control. E
H Realizar un reporte escrito con los avances logrados. E,F
I Instalar los sensores y electro-válvulas en la planta. G
J Calibrar los transmisores y electro-válvulas. G
K Realizar pruebas de comunicación entre el PLC y la PC. E,F
L Instalación del sistema de control en la planta. J
M
Efectuar pruebas de funcionamiento al sistema instalado en
la planta. L
N Realizar correcciones para lograr el correcto funcionamiento del sistema de control.
M
3.2 Descripción de las actividades.
Estudiar el funcionamiento actual de los evaporadores.
Como primer actividad se realizó una investigación sobre el funcionamiento de los evaporadores. Como primer paso se mantuvieron algunas reuniones con ingenieros y personal a cargo del proceso de producción de la planta, haciendo énfasis en las personas directamente relacionadas con el proceso de evaporación. Como segundo paso se investigó en Internet sobre sistemas de control automático instalados en otros ingenios del mundo, especialmente en los ingenios brasileños como lideres mundiales en producción de azúcar.
Determinar las características apropiadas de los equipos y sensores a utilizar.
Para la determinación de las características de los equipos requeridos se realizó un análisis de las condiciones térmicas y químicas de operación de evaporadores, para lo cual se contó con la asesoría de ingenieros de la empresa. De esta manera se determinaron las condiciones bajo las cuales debían operar los equipos y por ende muchas de las características principales de los mismos.
Escoger los equipos y sensores que mejor se adapten a los requerimientos del proyecto.
Realizar el diseño de la etapa de control.
Una vez seleccionados los equipos y definidos los proveedores de los mismos se procedió a realizar la determinación y el diseño de los lazos de control requeridos. Para esto se utilizó como equipo base el PLC LC 700 sobre el cual se diseña toda la estrategia de control.
Escribir rutinas de programación para la unidad de control.
Como en la actividad anterior se diseñó la estrategia de control, se definió como paso siguiente la programación de la misma, para lo cual se utilizó el software CONF 700 provisto por el fabricante del PLC. Cada lazo de control se programa en forma independiente, lo cual garantiza un mayor orden y por ende un menor costo de depuración del programa.
Escribir rutinas del programa a nivel de la PC para el control y monitoreo de variables.
Realizar un reporte escrito con los avances logrados.
Con la intención de documentar los avances logrados en el proyecto se realizó un informe parcial en el que se detallan aspectos relacionados con la selección de los equipos de medición (transmisores), de control (PLC) y los actuadores (válvulas electro-neumáticas). También se abarca lo referente a la programación del PLC, las interfaces para control y visualización y la generación de históricos.
Realizar la simulación de los sensores para verificar el funcionamiento de la etapa de control.
Para probar el programa del PLC y la comunicación con la computadora se realizaron simulaciones de los transmisores utilizando un simulador de miliamperaje, por medio del cual se generaron señales equivalentes a las suministradas por los transmisores (4 a 20 mA) y se observó simultáneamente el comportamiento del sistema.
Instalar los sensores y electro-válvulas en la planta.
Antes de realizar la instalación de los sensores y actuadores en la planta fue necesario modificar y elaborar algunas estructuras. Después de realizados los ajustes estructurales se elaboró el cableado eléctrico necesario para conectar todos los equipos con el PLC y la computadora ubicados en el cuarto de control de evaporadores. Luego de acondicionar los lugares específicos donde se deben ubicar los transmisores y válvulas se procedió a su montaje.
Calibrar los transmisores.
Luego de instalados los equipos en la planta se procedió a su calibración, para lo cual se utilizaron dos programas. En el caso de los equipos de la marca SMAR (DT-301, LD(DT-301, LD291, TT421) se utilizó el software CONF401 con capacidad para comunicarse a través de una interfaz HI311 (HART/USB) con los transmisores. Para el transmisor de nivel BM-102 se utilizó el programa PCSTAR2 suministrado por KROHNE como fabricante del equipo y al igual que en el caso anterior se requirió del adaptador HI311 para lograr la comunicación entre la PC (con puerto de comunicación USB) y el transmisor (con protocolo de comunicación HART). Además por medio de un configurador tipo HPC301 “Hart Pocket Configurator” adaptado a una Palm se realizaron ajustes rápidos a los transmisores, ya que por su tamaño es ideal para ser utilizado en los lugares donde se ubican los equipos.
Realizar pruebas de comunicación entre el PLC y la PC.
Las pruebas de comunicación entre el PLC y la computadora se realizaron en primera instancia durante la descarga del programa de configuración del PLC. Luego se realizaron pruebas específicas con la ayuda de los controles manuales para las válvulas, para estas pruebas se aumentaba o disminuía la salida asociada a una válvula en específico y con ayuda de un amperímetro se media la salida.
Instalación del sistema de control en la planta.
Efectuar pruebas de funcionamiento al sistema instalado en la planta.
Ya con el ingenio en operación y todos los equipos instalados y calibrados se realizaron algunas pruebas de ajuste del sistema. En primera instancia se dejó a cargo del sistema de control el lazo de control de nivel de jugo en los evaporadores, luego el de control del flujo de jugo claro y así sucesivamente se fue activando uno a uno cada lazo de control. Como solamente un lazo de control se activaba a la vez la determinación de los ajustes requeridos por el sistema se realizó en forma rápida.
Realizar correcciones para lograr el correcto funcionamiento del sistema de control.
Después de efectuadas las pruebas al sistema se determinaron los ajustes requeridos y se realizaron las correcciones necesarias para optimizar el control y lograr los tiempos de respuesta para el correcto funcionamiento del sistema de control.
Efectuar el informe y la presentación final del proyecto realizado.
Para la elaboración del informe se compila toda la documentación generada durante el desarrollo del proyecto y se organiza para ser presentada como documento oficial a los supervisores del proyecto, en este caso al Ingenio CoopeAgri y al Instituto Tecnológico de Costa Rica. Adicionalmente se realizó un manual de usuario y datos técnicos que debe ser leído y estudiado con anterioridad por cualquier persona destinada a operar el sistema. Además se realizó una presentación formal del proyecto tanto en la empresa como en la universidad y una capacitación al personal a cargo de la operación y el mantenimiento del equipo.
CAPITULO 4
4. DESCRIPCIÓN DEL HARDWARE UTILIZADO.
4.1 Descripción general.
Para lograr el cumplimiento de los objetivos del proyecto y a la vez cubrir los requerimientos planteados por la empresa se emplearon una serie de equipos, en la tabla 4.1 se tabula el hardware utilizado y una pequeña descripción de cada uno, además en la figura 4.1 se presenta un esquema. En esta sección no se toma en cuanta los equipos utilizados para la calibración.
Tabla 4.1 Equipo utilizado para la automatización de evaporadores. Cantidad Tipo Modelo Descripción
1 PLC LC-700 PLC de control
Transmisor de nivel por radar de onda guiada
1 DT-301 DT301I-1IS-101-51 Transmisor de densidad
1 Flujómetro Optiflux1000
1 Peachímetro 873APH-AIPCGZ Transmisor de ph
4.2 PLC (LC-700).
4.2.1 Descripción general.
El PLC se encuentra constituido por un Rack de cuatro Slots, una fuente de poder, el CPU, un módulo de ocho entradas analógicas y un módulo de cuatro salidas analógicas.
Como unidad de control se utiliza el CPU-700-E3 de SMAR, provisto con una memoria para programa del tipo no volátil de 52 Kbytes, tres puertos de comunicación independientes, además cuenta con 1024 entradas/salidas analógicas y 1024 entradas/salidas discretas En la figura 4.2 se muestra un diagrama en el que se indica la ubicación del CPU y sus demás accesorios a lo largo del rack de montaje y en la figura 4.3 se muestra el PLC instalado en la planta.
Figura 4.3 PLC LC-700 instalado para el control automático de evaporadores.
Al módulo de entradas se conecta cada uno de los transmisores ubicados en el proceso. En la tabla 4.2 se tabula la posición que ocupa cada transmisor.
Tabla 4.2 Ubicación de los transmisores en el módulo de entrada M-401-DR.
Canal Transmisor asociado
CH0 Transmisor de Brix de meladura.
CH1 Transmisor de nivel del primer pre-evaporador. CH2 Transmisor de flujo de jugo claro.
CH3 Transmisor de presión alta (presión de calderas).
CH4 Transmisor de presión baja (presión de escape de molinos). CH5 Transmisor de nivel de tanque de jugo claro.
La unidad de control tiene a su cargo el posicionamiento de las válvulas, por lo tanto requiere de una interfaz que comunique el CPU y el actuador electro-neumático de las válvulas. En este caso se utiliza un módulo M-501 provisto de cuatro salidas analógicas de 4-20 mA distribuidas tal y como se muestra en la tabla 4.3.
Tabla 4.3 Distribución de las salidas del módulo M-501.
Canal Válvula asociada
I0 Actuador de la válvula de meladura I1 Actuador de la válvula de jugo claro
I2 Actuador de la válvula de vapor de relleno. I3 Actuador de la válvula de vapor del calentador
4.2.2 Comunicación.
Figura 4.4 Diagrama de la conexión entre el CPU y la PC [Ref. 6]
4.2.3 Configuración.
4.3 Computadora.
4.3.1 Descripción general.
Para el control, despliegue y almacenaje de la información recopilada por los sensores se utiliza una computadora, se le programan varias interfaces gráficas HMI (interfaz humano máquina por sus siglas en ingles) diseñadas especialmente para esta aplicación.
La PC se utiliza para ajustar los valores deseados de los Set Point de las variables que lo requieren y los muestra en una pantalla gráfica junto a los demás datos del proceso. Con ayuda de la computadora el operador puede seleccionar entre un control automático o manual, en el control automático el sistema es capaz de regular y ajustar las salidas por si mismo, mientras que en el control manual el operador debe ajustar las salidas a los valores que considere adecuados para el correcto funcionamiento de los evaporadores.
La computadora funciona también como unidad de almacenamiento de información ya que se le programaron dos reportes de históricos, estos históricos se encargan de generar diariamente dos archivos de excel, en estos archivos se guardan los valores de las principales variables de proceso. Para la correcta operación de los programas requeridos se utiliza una computadora con las siguientes características.
A nivel de software:
• Sistema operativo: Windows XP.
A nivel de hardware:
• Computadora: PC con procesador Pentium de 3.20 GHz. • Disco duro: 80 Gbytes.
• Memoria RAM: 512 Mbytes.
4.3.2 Comunicación.
La PC se comunica con el CPU a través del puerto serial COM2 a una velocidad de 9600 bps, para el detalle de la conexión refiérase a la figura 4.4.
4.4 Transmisor de nivel por radar de onda guiada (BM-102).
4.4.1 Descripción general.
Figura 4.5 Transmisor de nivel BM-102.
Este transmisor posee la característica de proporcionar una medida independiente de las variaciones de temperatura, presión y densidad, lo cual le permite determinar con gran precisión el nivel de jugo presente en la calandria del evaporador. Opera bajo el principio TDR (Time domain reflectometry), enviando micropulsos que viajan a lo largo de la guía de prueba a la velocidad de la luz. El pulso es emitido por el instrumento y guiado a través de la línea de prueba, en la superficie del producto, en este caso jugo, se produce una reflexión que regresa al instrumento.
2 . 0t
c
D= 4.1
donde:
D = distancia en metros
c0 = velocidad de la luz en el aire en metros por segundo. t = tiempo transcurrido en segundos.
Cuando este pulso llega al flange de conexión se produce el primer reflejo, posteriormente, al llegar a la superficie del líquido se da el segundo reflejo, tal como se muestra en la figura 4.7. Como la velocidad a lo largo de la guía es uniforme, por medio de un cálculo indirecto es posible transformar el tiempo transcurrido entre ambos pulsos en la medida del nivel del evaporador.
Figura 4.7 Pulsos eléctricos emitidos y recibidos por el BM-102.
4.4.2 Calibración.
El protocolo HART (Highway Addressable Remote Transducer) se presenta como una solución para la comunicación de instrumentos inteligentes, compatible con la comunicación analógica de 4-20 mA, es así como las señales analógicas y digitales son transmitidas en forma simultánea sobre el mismo cableado sin perturbar la señal 4-20mA. Con la ayuda de este sistema la señal primaria es transmitida por medio de la señal analógica de 4-20mA, mientras la señal digital puede ser utilizada para la transmisión de otro tipo de información. Para las aplicaciones del proyecto la señal digital se utiliza en la calibración, configuración y diagnostico de los equipos.
El protocolo HART utiliza el estándar Bell 202 FSK (Frecuency Shift Keying o Codificación por Cambio de Frecuencia) para superponer las señales de comunicación digital a la señal de corriente de 4-20mA, como la señal AC superpuesta tiene un valor promedio de cero, no se afecta la señal de corriente directa, tal como se muestra en la figura 4.8.
Bajo el protocolo HART la información binara es representada por medio de una señal de dos frecuencias distintas, una señal de 1200 Hz corresponde a un “1” lógico y una de 2200 Hz a un “0” lógico. Los datos se transmiten a una velocidad de 1200 bits/s, en la figura 4.9 se muestra la forma de comunicar el código binario 100110110.
Figura 4.9 Comunicación HART superpuesta a la señal analógica de corriente [Ref.12]
Para poder establecer una comunicación bajo el protocolo HART se deben respetar algunas condiciones, especialmente la tensión aplicada al transmisor y la carga total, en la figura 4.10 se muestra un diagrama donde se indica claramente los rangos permitidos para lograr una comunicación estable.
4.4.3 Comunicación.
Este transmisor de nivel se comunica con el módulo M-401 por medio de una señal analógica de 4-20 mA proporcional al nivel de jugo presente en la calandria del evaporador. Es así como una señal de 4 mA corresponde al nivel 0 % y una señal de 20 mA va a ser interpretada por el sistema como el nivel 100%.
4.5 Transmisor de densidad (DT301I-1IS-101-51).
4.5.1 Descripción general.
Para la medición de densidad en procesos continuos, se encuentran disponibles muchos métodos de medición, basados en diferentes tecnologías, sin embargo, el DT301 de SMAR es el único transmisor de densidad disponible en el mercado que puede utilizarse en tanques o en línea, alimentado por el lazo de 4-20mA, con indicación local y retransmisión del valor de densidad en unidades configurables por el usuario (g/cm3, °Brix, etc.).
Figura 4.11 Transmisor de densidad DT-301 instalado para medir el Brix de la meladura.
El sensor de presión diferencial se encuentra constituido por una celda capacitiva como la mostrada en la figura 4.12, donde:
P1 = Presión aplicada a la cámara H. P2 = Presión aplicada a la cámara L.
CH = capacitancia entre la placa fija (“fixed plate”) sobre la que se aplica P1 y el diafragma sensor.
CL = capacitancia entre la placa fija sobre la que se aplica P2 y el diafragma de sensor.
d = distancia entre las placas fijas CH y CL.
Figura 4.12 Celda capacitiva utilizada por el transmisor DT-301 [Ref. 7]
La capacitancia de un condensador de placas planas y paralelas puede ser expresada en función del área de la placa y la distancia entre placas, tal como se muestra en la ecuación 4.2.
∈ = constante dieléctrica del medio entre ambas placas. A = área de la placa.
d = distancia entre placas.
Si CH y CL son consideradas como capacitancias de las placas planas y paralelas con áreas idénticas se obtienen las ecuaciones 4.3 y 4.4
Sin embargo, si la presión diferencial ∆P aplicada a la celda capacitiva no desvía el diafragma de sensado en más de d/4, es posible asumir que ∆P es proporcional a ∆d esto seria:
∆P∝∆d 4.5
Al desarrollar la expresión (CL-CH)/(CL+CH), se deduce que:
Como la distancia (d) entre las placas es constante, de esta forma es posible concluir que la expresión (CL-CH)/(CL+CH) es proporcional a ∆d y, por consiguiente a la presión diferencial a medir.
Con esto es posible concluir que la celda capacitiva es un sensor de presión con dos condensadores variando su capacitancia de acuerdo a la presión diferencial aplicada.
4.5.2 Calibración.
Para la calibración se utiliza una Palm a la cual se le conecta un configurador HART, en la Palm se instala el programa HPC301 con la ayuda del cual se establece la comunicación con el transmisor. El rango de calibración es de 40 a 70 0Brix.
4.5.3 Comunicación.
4.6 Transmisor de flujo (Optiflux1000).
4.6.1 Descripción general.
Una de las consideraciones más importantes planteadas en la automatización de evaporadores es la de tratar de mantener un flujo de jugo estable en la entrada del tren de evaporación. Para medir el flujo de entrada se escogió un transmisor tipo electromagnético Optiflux1000 ya que es un equipo capaz de medir y transmitir el flujo en forma continua y se encuentra diseñado para trabajar a temperaturas de proceso de hasta 150 °C, en la figura 4.13 se muestra el montaje del transmisor.
Figura 4.13 Montaje del transmisor de flujo Optiflux1000.
La formula del caudal que da la ley de Faraday es la siguiente:
Es =KBlv 4.6
donde:
Es = tensión generada en el conductor. K = constante.
B = densidad de campo magnético. l = longitud del conductor.
v = velocidad del movimiento.
En el medidor de flujo o caudal el conductor es el líquido y Es es la señal generada, esta señal es captada por dos electrodos diametralmente opuestos y ubicados en forma rasante a la superficie interna del tubo tal como se muestra en la figura 4.14.
Figura 4.14 Principio de medición del transmisor de flujo electromagnético.
4.6.2 Calibración.
El Optulux 1000 es calibrado en la fábrica en el rango comprendido entre los 0 y los 300 galones por minuto, por lo que requirió ser calibrado nuevamente al rango de 0 a 1000 galones por minuto. Para la calibración se utiliza una interfaz USB a HART encargada de comunicar la PC con el transmisor, en la PC se utiliza el software Conf401.
4.6.3 Comunicación.
El optiflux1000 genera una señal analógica de corriente de 4-20 mA proporcional al flujo de jugo medido, en este caso una señal de 4 mA implica la no existencia de flujo en la tubería y una señal de 20 mA corresponde a un flujo máximo de 1000 GPM.
4.7 Transmisor de nivel (LD301L).
4.7.1 Descripción general.
Figura 4.15 Montaje del transmisor LD-301 en el tanque de jugo claro.
Para determinar el nivel se utiliza un diafragma en contacto con el líquido del tanque, encargado de medir la presión hidrostática en un punto del fundo del tanque (ver figura 4.16). En un tanque abierto esta presión es proporcional a la altura del líquido en ese punto y a su peso específico, es decir:
P=Hγg 4.7 Donde:
P= presión
H = altura del líquido sobre el instrumento γ= densidad del líquido
(a) Fotografía (b) Diagrama
Figura 4.16 Ubicación del diafragma en el tanque.
4.7.2 Calibración.
La calibración se realiza con la ayuda de un configurador HART adaptado a una Palm. El rango calibrado va desde los 0 a los 3000 mmH2O a 20 oC. La diferencia que existe entre la densidad del agua a 20 °C y el jugo a 100 °C no es representativa para este tipo de medición.
4.7.3 Comunicación.
4.8 Transmisores de presión (LD291).
4.8.1 Descripción general.
Para lograr tener control sobre la presión del vapor de escape que ingresa a los pre-evaporadores se requieren dos señales, la presión de vapor de escape de las turbinas y el turbogenerador (cabezal de baja) y la presión del vapor de calderas (cabezal de alta). Para la medición y transmisión de las señales de presión se utilizan transmisores LD291 de SMAR (figura 4.17). Estos transmisores se conectan a las líneas de vapor por medio de tuberías de 0.5 pulgadas colocados de tal forma que permitan la formación de una columna de condensado (agua), de esta forma el vapor ejerce presión sobre el agua y el agua sobre el sensor del transmisor mejorando la estabilidad de la medición. Estos transmisores utilizan sensores de celda capacitiva como el mostrado en la figura 4.18, su funcionamiento es similar al del DT301 descrito anteriormente.
Figura 4.18 Celda capacitiva utilizada por los transmisores LD291 [Ref. 8]
4.8.2 Calibración.
Para la calibración se utiliza una Palm conectada con un configurador HART. El transmisor de alta presión se calibró en el rango comprendido entre las 0 psi y las 300 psi y el de baja entre los 0 psi y 30 psi.
4.8.3 Comunicación.
4.9 Válvulas para control.
Para la regulación del flujo de jugo, meladura y la cantidad de vapor que se inyecta a los calentadores de meladura se utilizan válvulas tipo mariposa con disco excéntrico y actuadores electro-neumáticos con comunicación 4-20 mA proveniente del módulo de salidas (M-501), y con ayuda de un transductor interno la convierten en una señal neumática. Esta señal neumática es la encargada de realizar el posicionamiento de la válvula. Se programaron dos formas para controlar las válvulas, lo puede hacer el sistema de control automática o el operador en forma manual desde la computadora de control, esta decisión se encuentra a cargo del operador del sistema. Para la regulación del vapor de relleno se utiliza una válvula tipo globo con un actuador electro-neumático con señal eléctrica de entrada de 4 a 20 mA. En la figura 4.19 se muestra una de las cuatro válvulas utilizadas en el proyecto.
Figura 4.19 Válvula electro-neumática instalada para la regulación del flujo de meladura.
4.10 Transmisor de pH (873APH).
4.10.1 Descripción general.
Como una expansión a los alcances del proyecto se consideró la necesidad de monitorear desde la PC el pH de la meladura clarificada. Para lograrlo se utiliza un transmisor de pH modelo 873APH de la marca Foxboro, a este transmisor se le conectan dos sensores, uno de pH y otro de temperatura, el sensor de temperatura es indispensable ya que permite al transmisor realizar una compensación al pH medido, minimizando los errores introducidos en la medición como consecuencia de variaciones en la temperatura de la meladura. Para la medición del pH se toma una muestra de meladura y se hace pasar en forma continua por un sistema de rebalse de tal forma que la punta de prueba (que contiene ambos sensores) siempre se encuentra en contacto con la meladura. El montaje de los sensores se muestra en la figura 4.20.
El pH es una medida de la acidez o alcalinidad del agua con compuestos químicos disueltos. Su expresión se encuentra dada por el algoritmo de la inversa de la concentración del ion H+ expresada en moles por litro.
=
[ ]
+H
pH log 1 4.8
Por esta razón el agua pura neutra con una concentración de ion hidronio de 10-7 moles por litro tiene un pH de 7.
El método que utiliza este transmisor para medir el pH se basa en la utilización de un electrodo de vidrio. El electrodo consiste en un tubo de vidrio cerrado en su parte inferior con una membrana de vidrio especialmente sensible a los iones hidronio del pH. En la parte interna de la membrana se coloca una solución de cloruro tampón de pH constante dentro de la cual se encuentra inmerso un hilo de plata recubierto de cloruro de plata.
4.10.2 Calibración.
La calibración se realiza manualmente conectando los sensores de pH y temperatura al transmisor, una vez conectados los sensores y alimentado el transmisor se requiere de dos muestras de líquidos con pH conocidos una de 4.0 y otra de 7.0 (estas sustancias van a servir como patrones de medición por lo tanto el pH reportado debe coincidir en forma exacta para cada muestra). Primero es importante verificar el funcionamiento del sensor de temperatura, luego se introduce la punta de prueba en la muestra con pH 4.0, se verifica la medición y de no ser correcta se corrige con la ayuda de los botones de la parte frontal del equipo (ver figura 4.21); posteriormente se lava la punta con agua destilada y se repite el procedimiento para la muestra de pH 7.0.
Figura 4.21 Indicador local del 873APH.
4.10.3 Comunicación.
4.11 Transmisor de temperatura (TT421)
4.11.1 Descripción general.
Para lograr controlar la temperatura de la meladura que ingresa al clarificador se requería un instrumento capacitad para medir la temperatura y transmitirla por medio de una señal de 4-20mA. El transmisor de temperatura TT421 (figura 4.22) se instala junto con una RTD directamente en la tubería de salida de los calentadores.
Figura 4.22 Transmisor de temperatura TT421 [Ref. 9]
Figura 4.23 Conexión de tres líneas [Ref. 9]
V2 −V1 =
[
RTD+R]
*i−r*i=RTD*i 4.104.11.2 Calibración.
Para la calibración se utiliza un configurador HART adaptado a una Palm. El transmisor se calibra para trabajar en el rango de 20 0C a 95 0C.
4.11.3 Comunicación.
CAPITULO 5
5 DESCRIPCIÓN DEL SOFTWARE UTILIZADO.
5.1 Configuración del PLC.
5.1.1 Aspectos generales.
Para la configuración del PLC se utiliza el software Conf700 provisto por SMAR como fabricante del equipo. La configuración abarca cinco lazos de control independientes a saber: control del Brix de meladura en la salida de los evaporadores, control del nivel de jugo en la calandria de los vasos, control del flujo de jugo claro que ingresa al primer pre-evaporador, control del vapor de relleno y control de temperatura de meladura. Además, se programaron totalizadores y alarmas de operación.
En el caso de los reguladores se utilizan PI principalmente por tratarse de sistemas o procesos lentos en los que basta con la aceleración suministrada por la ganancia proporcional para lograr la respuesta requerida para un funcionamiento aceptable de los lazos de control.
A continuación se citan algunas características de funcionamiento de evaporadores consideradas a la hora de diseñar la estrategia de control:
a. Pequeñas variaciones de nivel producen grandes variaciones en el área total de evaporación.
b. El brix de jugo claro de entrada presenta variaciones, entre los 13 y 18 0Brix.
d. La presión de vapor de escape utilizado por el primer efecto presenta fluctuaciones provocando cambios en el punto de ebullición y el nivel de jugo.
e. Se presentan variaciones en el vacío del último efecto, provocadas principalmente por los cambios en la presión del agua utilizada.
f. La operación discontinua de los tachos produce variaciones en la presión de vapor vegetal que alimenta el segundo efecto (8 psi), provocando una reacción en cadena que altera los puntos de ebullición del jugo contenido en los siguientes vasos.
g. Los evaporadores disminuyen su eficiencia rápidamente, por lo que requieren ser limpiados cada 15 días.
h. Por lo delicado y peligroso de la actividad la experimentación tiene que ser estrictamente controlada.
i. Todas las variables deben permanecer entre los rangos de operación permitidos, aún durante el periodo de experimentación, ya que salirse de estos rangos implica un gran riesgo para los equipos y el personal de la planta.
En primera instancia se consideró la posibilidad de utilizar en la determinación de los parámetros de los compensadores PI (KP y TR) el método de ganancia límite de Ziegler-Nichols utilizado por muchos de los reguladores con ajuste automático o “auto-tuning”, sin embargo, este método podía llevar las variables de proceso a valores extremos, poniendo en riesgo los equipos, la calidad del producto, la continuidad del proceso y el personal, por lo que el ajuste no se realizó de esta forma.
Ante lo delicado y riesgoso de la experimentación se decidió programar un sistema de control manual desde la PC, este tipo de control permite dos ventajas, sirve como apoyo ante la eventual falla de algún instrumento de medición y permite controlar y estabilizar la planta ante la selección de valores incorrectos para los parámetros.
Una vez programados los controles manuales, se conectaron los reguladores a los lazos de control y por medio de experimentos se procedió a determinar los parámetros de ajuste adecuados para el funcionamiento aceptable de los lazos de control. Los experimentos se basaban en el estudio de la respuesta lograda, analizando el comportamiento dinámico del sistema ante perturbaciones y cambios en los valores de referencia o Set Point.
Todas las salidas de los reguladores son determinadas por medio del algoritmo “parallet” de la ecuación 5.1, estas salidas se encuentran conectadas a los actuadores de las válvulas que operan sobre el proceso.
Todos los lazos de control implementados se basan en la estructura de regulación presentada en la figura 5.1, es así como la determinación de los parámetros de los reguladores se efectúa para una entrada de referencia constante y tendiente a realizar una compensación de las perturbaciones. En este caso la salida debe mantenerse estable como consecuencia de un valor constante de referencia (Set Point) aún ante la presencia de perturbaciones en el lazo de control.
5.1.2 Lazo de control de Brix de meladura.
Para el control del Brix de la meladura de salida se programa un lazo de control totalmente independiente, este lazo recibe como entrada la señal BT-100 proveniente del módulo de entradas analógicas asociada al transmisor de Brix. Además, captura el valor del Set Point de Brix introducido por el operador mediante escritura directa del registro BC-100SP.PRM1, esta función es representada en la figura 5.2 con el bloque captura de Set Point.
Se configura la opción de seleccionar entre un control automático o manual de la salida BC-100 conectada al módulo de salidas analógicas asociado al posicionador de la válvula de meladura. Si se selecciona el control automático la salida es determinada por el regulador, por el contrario, si el control es manual, la salida es manipulada en forma independiente y se encuentra a cargo del operador. En el control manual el sistema no toma en cuenta ningún tipo de parámetro de operación ya que se escribe directamente sobre el registro de salida del lazo de control.
![Figura 1.1 Diagrama del proceso de elaboración de azúcar [Ref. 13]](https://thumb-us.123doks.com/thumbv2/123dok_es/3786373.647626/17.918.255.730.127.587/figura-diagrama-del-proceso-de-elaboración-azúcar-ref.webp)





![Figura 4.2 Diagrama de la ubicación del CPU en el rack de montaje [Ref. 6]](https://thumb-us.123doks.com/thumbv2/123dok_es/3786373.647626/43.918.331.651.606.925/figura-diagrama-ubicación-cpu-rack-montaje-ref.webp)

![Figura 4.4 Diagrama de la conexión entre el CPU y la PC [Ref. 6]](https://thumb-us.123doks.com/thumbv2/123dok_es/3786373.647626/46.918.214.765.126.593/figura-diagrama-conexión-cpu-pc-ref.webp)
