Análisis del efecto de un fluido interno en el comportamiento vibracional de cilindros rotatorios horizontales [recurso electrónico]
84
0
0
Texto completo
(2) ANALISIS DEL EFECTO DE UN FLUIDO INTERNO EN EL COMPORTAMIENTO VIBRACIONAL DE CILINDROS ROTATORIOS HORIZONTALES. NADIA ZOAD RODRÍGUEZ APONTE Monografía para optar al título de Ingeniera Mecánica. Director JAIME SÁNCHEZ RODRÍGUEZ, M.Sc.. Asesor INGENIERO FREDDY HERNANDEZ SKF LATIN AMERICAN LTDA. UNIVERSIDAD DEL VALLE FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA MECÁNICA SANTIAGO DE CALI 2011.
(3) NOTA DE ACEPTACION. _______________________________________ _______________________________________ _______________________________________ _______________________________________ _______________________________________ _______________________________________. _______________________________________ Firma del presidente del jurado. _______________________________________ Firma del jurado. _______________________________________ Firma del jurado. Santiago de Cali, Fecha de sustentación (16, 06, 2011).
(4) AGRADECIMIENTOS La autora expresa sus agradecimientos a: La Universidad del Valle, por brindarme herramientas de formación integral y a todos los profesores que participaron en mi proceso educativo. Jaime Sánchez M.Sc. Profesor de la Escuela de Ingeniería Mecánica de la Universidad del Valle, por su orientación y acompañamiento en la etapa final del proyecto. Freddy A. Hernández, Ingeniero de Confiabilidad de SKF, por ser un excelente guía, por su compromiso y por sus valiosos aportes técnicos al proyecto. Fernando Casanova M.Sc. Profesor de la Escuela de Ingeniería Mecánica de la Universidad del Valle, por su asesoría y por su contribución académica al inicio del proyecto. Orlando Paz y Óscar Gerardo Castro jurados de la Universidad del Valle y profesores de la Escuela de Ingeniería Mecánica, por su aporte constructivo y tiempo en la revisión de esta investigación. Personal del Taller de Mecánica, por la colaboración en diferentes trabajos necesarios para la realización de este proyecto. Compañeros de la Escuela de Ingeniería Mecánica, por la amistad, apoyo y experiencias compartidas que hicieron más amena mi estadía en el Campus. Mi Familia, Madre, Abuelo y Hermanos, por su confianza y respaldo que me llevaron a culminar con éxito esta importante etapa de la vida..
(5) TABLA DE CONTENIDO. INTRODUCCIÓN ............................................................................................................ 13 1. OBJETIVOS ................................................................................................................. 14 1.1 GENERAL ............................................................................................................. 14 1.2 ESPECÍFICOS ....................................................................................................... 14 2. ANTECEDENTES ........................................................................................................ 15 2.1 DESCRIPCIÓN DEL PROCESO DE SECADO ..................................................... 15 2.2 MÉTODO DE EXTRACCIÓN DE CONDENSADO ............................................. 16 2.3 CONCEPTOS BÁSICOS DEL ANÁLISIS MODAL EXPERIMENTAL .............. 17 2.4 EFECTOS EN EL COMPORTAMIENTO VIBRACIONAL DE UNA ESTRUCTURA CON FLUIDO EN SU INTERIOR ..................................................... 23 3. CONSIDERACIONES .................................................................................................. 24 4. METODOLOGÍA ......................................................................................................... 25 4.1 ETAPA I: DISEÑO Y CONSTRUCCIÓN DEL MODELO ..................................... 25 4.1.1 DIMENSIONES PRINCIPALES DEL RODILLO ........................................................... 25 4.1.2 DIMENSIONES PRINCIPALES DE LOS EJES.............................................................. 26 4.1.3 DIMENSIONES AJUSTADAS DE LOS EJES SEGÚN RODAMIENTOS COMERCIALES ....... 27 4.1.4 DIMENSIONES PRINCIPALES DE LAS TAPAS .......................................................... 29 4.2 ETAPA II: ENSAMBLE Y VALIDACIÓN DEL MODELO .................................. 30 4.2.1 LUBRICACIÓN .................................................................................................... 30 4.2.2 MONTAJE........................................................................................................... 34 4.2.3 ACOPLAMIENTO ................................................................................................ 35 4.2.4 ALINEACIÓN ...................................................................................................... 36 4.2.5 BALANCEO ........................................................................................................ 38 4.2.6 ANÁLISIS MODAL NUMÉRICO (MEF) .................................................................... 39 4.2.7 ANÁLISIS MODAL EXPERIMENTAL (FRF) ............................................................. 40 4.3 ETAPA III: EVALUACIÓN DEL COMPORTAMIENTO VIBRACIONAL DEL SISTEMA CON FLUIDO EN SU INTERIOR ............................................................. 41 4.3.1 SENSOR ............................................................................................................ 42 4.3.2 MEDICIÓN DE VIBRACIÓN ................................................................................. 42 4.3.3 PROCEDIMIENTO ............................................................................................... 47.
(6) 5. RESULTADOS ............................................................................................................. 48 5.1 VALIDACION EXPERIMENTAL DEL MODELO CON ELEMENTOS FINITOS ......................... 48 5.2 ANÁLISIS DE DATOS DE VIBRACIÓN........................................................................... 53 5.3 PROCEDIMIENTO DE ANÁLISIS DE CILINDROS ROTATORIOS HORIZONTALES CON FLUIDO EN SU INTERIOR ............................................................................................................. 64 6. CONCLUSIONES ........................................................................................................ 66 7. RECOMENDACIONES................................................................................................ 68 REFERENCIAS .............................................................................................................. 69 ANEXOS .......................................................................................................................... 71 PLANOS .......................................................................................................................... 84.
(7) LISTA DE TABLAS. Tabla 1. Dimensiones del Rodillo..................................................................................... 25 Tabla 2. Dimensiones Eje Lado Transmisión ................................................................... 26 Tabla 3. Dimensiones Eje Lado Operador ....................................................................... 26 Tabla 4. Dimensiones Ajustadas del Eje Lado Transmisión ............................................. 27 Tabla 5. Dimensiones Ajustadas del Eje Lado Operador .................................................. 27 Tabla 6. Valores de Tolerancia de los Ejes ...................................................................... 29 Tabla 7. Dimensiones de las Tapas .................................................................................. 29 Tabla 8. Valores de Tolerancia para las Tapas ................................................................ 30 Tabla 9. Datos de Placa del Motoreductor ....................................................................... 36 Tabla 10. Tolerancia de Desalineación Según Velocidad ................................................. 38 Tabla 11. Verificación del Estado de Balanceo del Cilindro............................................. 40 Tabla 12. Propiedades del Acero para Modelo en ANSYS® ............................................. 41 Tabla 13. Medidas de Vibración ...................................................................................... 44 Tabla 14. Parámetros del Sistema Motoreductor-Variador de Velocidad para las Mediciones de Vibración.................................................................................................. 48 Tabla 15. Validación del Modelo Experimental ................................................................ 48 Tabla 16. Amplitud de Intervalos según medida de Vibración .......................................... 53.
(8) LISTA DE FIGURAS. Figura 1. Esquema del Rodillo Secador ........................................................................... 15 Figura 2. Proceso del Vapor al Interior del Secador ........................................................ 15 Figura 3. Sifón Rotatorio ................................................................................................. 16 Figura 4. Sifón Estacionario ............................................................................................ 17 Figura 5. Martillo Modal ................................................................................................. 18 Figura 6. (a)Respuesta del Martillo Modal (b)Respuesta del Acelerómetro ...................... 19 Figura 7. Gráfico de Acelerancia..................................................................................... 20 Figura 8. Respuestas en Función de la Frecuencia .......................................................... 20 Figura 9. Masa dinámica (a) y Acelerancia (b) en Función de la Frecuencia .................. 20 Figura 10. Gráfico de Fase .............................................................................................. 21 Figura 11. Gráfico de Coherencia ................................................................................... 21 Figura 12. Variables del Rodillo ..................................................................................... 25 Figura 13. Variables de los Ejes ..................................................................................... 26 Figura 14. Transmisión en las Secciones de Secado de una Máquina de Papel ................ 27 Figura 15. Ajustes Recomendados ................................................................................... 28 Figura 16. Tolerancias del Eje para Rodamientos Montados sobre Manguito ................. 29 Figura 17. Dimensiones de las Tapas............................................................................... 29 Figura 18. Ingreso de Datos al LubeSelect®..................................................................... 32 Figura 19. Resultados Arrojados por el LubeSelect®........................................................ 33 Figura 20. Datos Técnicos Grasa LGWM 1de SKF .......................................................... 33 Figura 21. Montaje Final del Sistema .............................................................................. 35 Figura 22. (a)Desalineación Paralela. (b)Desalineación Angular.................................... 36 Figura 23. Estado de Alineación Antes de la Corrección ................................................. 37 Figura 24. Estado de Alineación Después de la Corrección ............................................. 37 Figura 25. Desbalanceo Residual Permisible según Velocidad de Operación .................. 39 Figura 26. Modelo del Rodillo en ANSYS® ....................................................................... 41 Figura 27. Definición de Puntos en el Software MEscopeVES®........................................ 42.
(9) Figura 28. Puntos de Medición de Vibración ................................................................... 44 Figura 29. Planos de Medición de Vibración ................................................................... 44 Figura 30. Configuración de Medidas de Vibración ......................................................... 45 Figura 31. Herramientas Gráficas del Software @ptitude Analyst ................................... 45 Figura 32. Nomenclatura de Puntos Medidos en @ptitude Analyst ................................ 46 Figura 33. Estructura de la Jerarquía de Software Lado Libre ....................................... 46 Figura 34. Variables en la Medición de Vibración ........................................................... 47 Figura 35. Frecuencia Natural Modelo MEF 0% ............................................................. 49 Figura 36. Frecuencia Natural Modelo FRF 0%.............................................................. 49 Figura 37. Frecuencia Natural Modelo MEF 12.5% ........................................................ 50 Figura 38. Frecuencia Natural Modelo FRF 12.5% ......................................................... 50 Figura 39. Frecuencia Natural Modelo MEF 25% ........................................................... 51 Figura 40. Frecuencia Natural Modelo FRF 25%............................................................ 51 Figura 41. Frecuencia Natural Modelo MEF 50% ........................................................... 52 Figura 42. Frecuencia Natural Modelo FRF 50%............................................................ 52 Figura 43. Espectro de Aceleración dividido en m Número de Clases de Amplitud 5520 CPM ....................................................................................................................... 54 Figura 44. Espectro de Velocidad dividido en m Número de Clases de Amplitud 2400 CPM ....................................................................................................................... 54 Figura 45. Espectro de Envolvente dividido en m Número de Clases de Amplitud 600 CPM ........................................................................................................................ 54 Figura 46. Datos de Valor Global Obtenidos en cada Punto, Dirección y Medida de Vibración ........................................................................................................................ 55 Figura 47. Gráfica de Valores Individuales de las Mediciones de Vibración Tomadas ..... 56 Figura 48. Gráfica de Interacción Nivel de Vibración – % de Agua – RPM en Aceleración ...................................................................................................................... 57 Figura 49. Gráfica de Interacción Nivel de Vibración – % de Agua – RPM en Velocidad Punto 1............................................................................................................ 58 Figura 50. Gráfica de Interacción Nivel de Vibración – % de Agua – RPM en Velocidad Punto 2............................................................................................................ 59 Figura 51. Gráfico de Tendencia Extraída ....................................................................... 60 Figura 52. Gráfico de Tendencia Extraída para el Punto MI 01HV a 60 RPM ................. 60.
(10) Figura 53. Repetitividad de Frecuencias en Mediciones de Velocidad ............................. 61 Figura 54. Repetitividad de Frecuencias en Mediciones de Aceleración .......................... 61 Figura 55. Gráfica de Puntos de Frecuencia en Velocidad .............................................. 62 Figura 56. Gráfica de Puntos de Frecuencia en Aceleración ........................................... 62 Figura 57. Alarmas de Banda en un Espectro ................................................................. 63 Figura 58. Alarmas de Banda para Espectros de Velocidad a 60 RPM ........................... 64 Figura 59. Alarmas de Banda para Espectros de Aceleración a 60 RPM ........................ 65 Figura 60. Gráficos de Forma de Onda en el Tiempo ...................................................... 65.
(11) ANEXOS. Anexo A. Hoja de seguridad grasa LGWM 1 .................................................................... 71 Anexo B. Mediciones obtenidas del diámetro de los asientos de los ejes ........................... 74 Anexo C. Tablas de juego radial interno en rodamientos y calado axial ........................... 75 Anexo D. Cálculo de las densidades de las porciones de rodillo en contacto con el agua para realizar modelo MEF ............................................................................................... 76 Anexo E. Montaje experimental para la realización de las pruebas FRF .......................... 81 Anexo F. Especificaciones técnicas del acelerómetro ....................................................... 83.
(12) RESUMEN. Se realizó el estudio del comportamiento vibracional de un cilindro horizontal operando a distintas velocidades de rotación y con diferentes niveles de fluido en su interior, con el fin de visualizar el efecto que tiene un líquido interno en los patrones de frecuencia y amplitud que se pueden verificar en los espectros de vibración al momento de realizar un diagnóstico. Para lo anterior fue necesario construir un rodillo en el que se pudieran reproducir las características inicialmente mencionadas y cuyo comportamiento estructural se validó a través de un modelo por el método de los elementos finitos y mediciones de función de respuesta en frecuencia.. Palabras Clave: Comportamiento vibracional, Frecuencia, Espectro de vibración, Método de los elementos finitos, Función de respuesta en frecuencia..
(13) INTRODUCCIÓN El mantenimiento predictivo parte de la premisa del monitoreo regular de la condición mecánica de una máquina, asegurando el máximo intervalo de tiempo entre reparaciones y minimizando el número y los costos de las paradas no programadas creadas por fallas en los equipos. El mantenimiento predictivo utiliza diversas herramientas para obtener información de la condición de un equipo, entre las que se tiene el análisis de vibraciones, la termografía, la tribología, etc., y a partir de las cuales se pueden programar todas las actividades de mantenimiento en base a las necesidades. Aunque los principios de la vibración fueron descubiertos desde hace décadas, éstos no fueron aplicados en la industria sino hasta principios de los años 60's. La iniciativa generada para la aplicación de estos estudios surgió de la Armada de los Estados Unidos, de la industria petroquímica y de las plantas nucleares de generación de energía. Una de las ventajas que presenta esta técnica es que la evaluación se realiza con la máquina funcionando, obteniendo información de las condiciones de operación y evitando con ello la pérdida de producción que genera una detención. Entre las aplicaciones más comunes en las que se tienen rodillos rotatorios horizontales con fluido interno están la industria textil y la industria del papel, ya que utilizan estos sistemas en procesos de secado de sus productos. Por la facilidad en la adquisición de información, se tomará como referencia los secadores de una máquina de papel. Los programas de mantenimiento predictivo que se encuentran en el mercado actualmente, se han centrado en detectar fallas en los rodamientos y condiciones tales como solturas, desalineaciones y desbalanceo, pero no se ha tratado el fenómeno del comportamiento de un fluido interno en rodillos rotatorios horizontales y su influencia en las vibraciones. Este estudio toma importancia no sólo porque el problema del fluido interno crea fuerzas que se transmiten a los apoyos de los ejes (rodamientos) aumentando las cargas que éstos deben soportar e induciendo así posibles fallas, sino porque dependiendo de la cantidad de líquido acumulado dentro de los rodillos disminuye la transferencia de calor al producto, afectando tanto la calidad como las propiedades del mismo. En esta investigación se propone el uso del análisis vibracional para obtener información sobre el comportamiento de un rodillo rotatorio horizontal con fluido en su interior bajo ciertas condiciones de carga y operación, aplicables a equipos de secado presentes en la industria.. 13.
(14) 1. OBJETIVOS. 1.1 GENERAL Visualizar el fenómeno de vibración presente en cilindros rotatorios horizontales con un fluido interno y relacionarlo con su respectivo patrón de frecuencias específicas o zonas de emisión de energía en bandas específicas, identificables en los espectros de vibración y formas de onda en el tiempo.. 1.2 ESPECÍFICOS Realizar un análisis modal a partir del método de los elementos finitos con la herramienta computacional ANSYS® para evaluar el comportamiento dinámico del cilindro. Construir un cilindro horizontal para validar los resultados arrojados por el software de elementos finitos, a partir de la medición de puntos de Función de Respuesta en Frecuencia. Identificar las frecuencias específicas o bandas de frecuencias excitadas en los espectros de vibración correspondientes a la cantidad de fluido presente en el interior del cilindro cuando éste está en rotación. Definir un procedimiento de análisis de cilindros rotatorios horizontales con fluido en su interior para facilitar el diagnóstico de su condición.. 14.
(15) 2. ANTECEDENTES. 2.1 DESCRIPCIÓN DEL PROCESO DE SECADO Un rodillo secador es un cilindro hueco de gran tamaño (en la industria papelera los más comunes son los de 1500 mm de diámetro), construido en hierro y diseñado para trabajar a una presión máxima de vapor de 75 PSI (Figura 1). Cada secador está equipado con una junta de vapor, que tiene incorporada tanto la entrada de vapor como la salida de condensado y un sifón que puede ser estacionario o rotatorio. [1]. Figura 1. Esquema del Rodillo Secador. El vapor entra al secador y entrega su carga energética a la carcasa, cambia de estado y se convierte en condensado (Figura 2). La carcasa caliente seca el papel. El condensado alrededor de la carcasa interna se extrae por medio de un sifón, el cual debe estar a una distancia de 7 mm de la pared interna del secador. El condensado es empujado a través del sifón por la presión del vapor, que a través de una tubería es llevado al cabezal recolector de condensado para su posterior recuperación en el proceso. [2]. Figura 2. Proceso del Vapor al Interior del Secador. De acuerdo a la velocidad de operación de la máquina papelera se tendrán diferentes tipos de condensado, los cuales se muestran a continuación:. 15.
(16) Anillo Cuando la velocidad de la máquina es alta, la cantidad de condensado se mantiene constante y se une a las paredes del secador.. TIPOS DE CONDENSADO Cascada Cuando hay cambios en la velocidad de la máquina, la fuerza centrífuga creada adhiere el agua caliente a la pared interna del secador, pero no es lo suficientemente grande para soportar el peso del condensado y éste en cierto momento se separa y forma una cascada.. Charca Este tipo de condensado es común a velocidades medias y bajas de la máquina, se deposita en la parte inferior del secador.. 2.2 MÉTODO DE EXTRACCIÓN DE CONDENSADO La extracción de condensado de los rodillos secadores se hace a través de un sifón. Su escogencia depende de condiciones de funcionamiento tales como velocidad de la máquina, presión del vapor, cantidad de condensado, entre otras. Existen dos tipos básicos de sifones: el rotativo y el estacionario o fijo. Como indica su nombre un sifón rotativo es aquel que gira con el secador, mientras que el sifón estacionario permanece fijo cuando el secador gira. Sifones Rotatorios Son aquellos que giran al tiempo con el secador y son usados generalmente en secadores que trabajan a altas velocidades. Puesto que un sifón rotatorio se mueve con el cilindro que rota puede ser colocado más cercano a la carcasa, de tal modo que reduce el nivel de condensado dentro del cilindro. Un esquema del sifón rotatorio se muestra en la figura 3.. Figura 3. Sifón Rotatorio. 16.
(17) Sifones Estacionarios Son los que mantienen una posición fija dentro del secador. La tubería del sifón debe formar un ángulo de 20º respecto al plano vertical, lo que garantiza un cubrimiento total de la periferia del secador. Se usan generalmente en máquinas de papel que trabajan a baja velocidad. Un esquema del sifón estacionario se muestra en la figura 4.. Figura 4. Sifón Estacionario. Hay un concepto que influye en el adecuado proceso de extracción de condensado por medio del sifón, este es la diferencial de presión. La diferencial de presión es la resta entre la presión de entrada de vapor a la sección y la presión de salida de condensado de la sección, así pues, la capacidad de remover condensado de un secador de acuerdo a la experiencia indica que esta diferencial debe ser al menos de 0,3 at. (4,4 PSI). [3] Normalmente dicha diferencial se muestra en una pantalla de control o un medidor de presión que mide entre el suministro de vapor y los colectores de retorno del condensado. La diferencial de presión requerida por un sifón estacionario es mucho menor que para uno rotativo. Dado que el sifón estacionario se mantiene en una posición fija su flujo no tiene un componente de fuerza centrífuga. Sin esta componente es posible limpiar un sifón inundado sin parar el secador. 2.3 CONCEPTOS BÁSICOS DEL ANÁLISIS MODAL EXPERIMENTAL El análisis modal experimental se puede definir como el proceso de caracterización de las propiedades dinámicas de un sistema estructural en términos de sus modos de vibración y frecuencias naturales medidas en un modelo de laboratorio o en la estructura real. Este análisis se puede efectuar de dos maneras: a) excitando la estructura con una carga armónica de frecuencia creciente (o decreciente) hasta encontrar los picos de las Funciones de Respuesta en Frecuencia (FRF) y que es comúnmente conocido como prueba de arranque y/o parada; y b) aplicando una única excitación transitoria (impulsiva o aleatoria). 17.
(18) y empleando la transformada de Fourier y el método de Respuesta en Frecuencia para hallar las FRF. El primer método es más robusto que el segundo, es decir menos sensible a ruidos y a otros factores que afectan la calidad de las mediciones. Sin embargo, y a pesar de ser conceptualmente mucho más simple, es más lento que el segundo porque cada carga debe aplicarse numerosas veces hasta cubrir el rango de frecuencias de interés. Además la excitación debe aplicarse durante un tiempo (que depende del nivel de amortiguamiento) hasta que la estructura esté vibrando en régimen. El segundo método es más sencillo de aplicar, pero su fundamento teórico es más complicado y más susceptible a perturbaciones en el proceso de medición. A diferencia del primer método, aquí se trata de excitar simultáneamente a la estructura en un ancho de banda de frecuencias lo suficientemente amplio como para suplir energía a todas las frecuencias de interés. Para esto, a diferencia del método de la carga armónica, es necesario instrumentar tanto la estructura como la fuente de excitación. [4] A continuación se explica el segundo método, ya que es el utilizado en la presente investigación para el cálculo de las frecuencias naturales del rodillo bajo los diferentes niveles de fluido. La base de estas pruebas estructurales es la física de Newton. La relación entre las masa de los objetos m, su aceleración a y la fuerza aplicada F es: ⃗. ⃗. (1). Un martillo modal (Figura 5) tiene un sensor de fuerza (celda de carga) que permite medir la cantidad de fuerza aplicada en un golpe.. Figura 5. Martillo Modal. Al montar un acelerómetro en el mismo lugar donde se hizo la prueba con el martillo modal, se puede medir la cantidad de aceleración en respuesta a la fuerza aplicada.. 18.
(19) En la figura 6 se muestra la respuesta obtenida tanto del martillo modal como la del acelerómetro.. (a). (b). Figura 6. (a) Respuesta del Martillo Modal. (b) Respuesta del Acelerómetro.. Si se pueden medir y cuantificar dos de las tres variables de la ecuación (1), es simple calcular la variable faltante reorganizando la ecuación. Cabe notar que los cálculos proveen la razón entre las fuerzas que entran a la estructura y las que salen de la misma, con lo que se obtiene un valor cuantificable del comportamiento estructural. [5] Para el martillo: Masa dinámica o masa aparente = Para el acelerómetro: Acelerancia = 1/ = /. =. /. De acuerdo a la relación fundamental del Método de Respuesta en Frecuencia, la relación entre las transformadas rápidas de Fourier de la respuesta X(ω) y de la excitación F(ω) es la Función Respuesta en Frecuencia H(ω), a veces también llamada función de transferencia. [5] ( ). ( ). ( ). (2). La respuesta medida puede ser el desplazamiento, la velocidad o la aceleración, y en estos casos, la Función Respuesta en Frecuencia se conoce como Receptancia, Movilidad o Acelerancia, respectivamente. El caso más común es medir aceleraciones y por lo tanto en este caso, la ecuación (2) definiría la Acelerancia (Figura 7). [5]. 19.
(20) Figura 7. Gráfico de Acelerancia. Al pasar la señal a un colector analizador de datos como el Microlog AX, el cual realiza la transformada rápida de Fourier, las mediciones de fuerza y la respuesta a esta fuerza se pueden visualizar en función de la frecuencia (Figura 8).. Figura 8. Respuestas en Función de la Frecuencia. De igual forma, la masa dinámica y la Acelerancia pueden presentarse en gráficos en función de la frecuencia (Figura 9).. (a). (b). Figura 9. Masa Dinámica (a) y Acelerancia (b) en Función de la Frecuencia. 20.
(21) Otros Parámetros Importantes del FFT: El espectro de fase (Figura 10) provee información acerca del movimiento relativo entre dos puntos versus frecuencia. Las medidas pueden ser adquiridas de una estructura desde una secuencia de puntos almacenados en Microlog y exportadas a MEscopesVs® (software para realizar análisis FRF). Esta información puede ser utilizada para crear animaciones modales del movimiento de una estructura. [5]. Figura 10. Gráfico de Fase. Una forma rápida de definir el termino coherencia es cambiando la palabra por confianza. En una escala de 0 a 100% si la coherencia es 100% se puede concluir que la señal en el acelerómetro es producida completamente como reacción a la fuerza aplicada por el martillo con una confianza del 100%. Un gráfico que representa el concepto de coherencia se muestra en la figura 11. [5]. Figura 11. Gráfico de Coherencia. Las causas típicas de coherencia reducida son: • • •. Impacto leve con el martillo modal. Estructura vibrando mientras es golpeada. Estructura no golpeada en el mismo sitio después de varios impactos. La coherencia provee excelente información sobre la calidad de los datos adquiridos.. Software: El software a utilizar es el MEscopeVES® (Visual Engineering Series), el cual facilita la observación, el análisis y la documentación de problemas de ruido y vibración en. 21.
(22) maquinaria y estructuras. MEscopeVES® es usado para mostrar y analizar datos de múltiples canales en el dominio de la frecuencia, adquiridos con la máquina en operación o forzando vibración en estructuras utilizando un martillo modal. MEscopeVES ® es una aplicación que a través de animaciones, muestra modos de deflexión ODS (operacional deflexion shapes) y formas modales. Al animar una estructura se podrá observar la totalidad del movimiento de la misma, donde los puntos de excesiva vibración son fácilmente identificables. [6] Después de colectar los datos en el Microlog se utiliza un archivo CSV para llevar los datos al MEscopeVES. Este archivo CSV contiene información en columnas de la siguiente forma: Columna A: Datos de frecuencia (X - Axis) Columna B Datos de Magnitud (FRF Mag) Columna C: Datos de Fase (FRF Phase) Columna D: Datos de coherencia (FRF Coherence) Columna E: Parte real de los datos (FRF Real) Columna F: Parte imaginaria de los datos (FRF Imag) Porqué Realizar Pruebas Estructurales: Si la frecuencia de excitación coincide con la frecuencia natural de componentes mecánicos, se produce la resonancia, la cual potencialmente puede generar [5]: • • • • • • • •. Cargas excesivas en rodamientos Reducción de la vida de los rodamientos Altos niveles de vibración que pueden potenciar fallos estructurales Reducción de la vida de las máquinas Altos niveles de ruido Reducción de calidad de producción Fatiga humana o falta de confort Costos elevados. Al realizar pruebas estructurales se pueden estimar los parámetros que describen el comportamiento dinámico de un sistema para un amplio rango de aplicaciones entre las que se tienen [7]: • • • • •. Frecuencias naturales Razón de entrada a salida Masa dinámica Rigidez Amortiguación. 22.
(23) 2.4 EFECTOS EN EL COMPORTAMIENTO ESTRUCTURA CON FLUIDO EN SU INTERIOR. VIBRACIONAL. DE. UNA. A continuación se presentan algunos estudios realizados sobre interacción fluido-estructura y el efecto que éste tiene sobre el análisis de vibraciones: J. S. Schotté y R. Ohayon [8] plantearon diferentes modelos lineales que pueden ser usados para representar el comportamiento de líquidos internos incompresibles en el análisis de vibraciones de una estructura bajo estas condiciones. En primer lugar consideran que la influencia del líquido interno sobre la estructura consiste principalmente en un fenómeno de adicionar masa. Seguido a esto y para obtener una mejor representación del fluido y su interacción con la estructura desarrollan un modelo hidroelástico a partir de investigaciones previas [9,10] pero dadas las suposiciones y simplificaciones hechas al considerar el efecto de la fuerza de gravedad, se llegó a la conclusión que este modelo no representa adecuadamente la dinámica del fluido. Tratando de mejorar este aspecto plantearon un método que consistía en utilizar un sistema mecánico equivalente a construir el modelo (masa-resorte, péndulo) el cual si tenía en cuenta el efecto de la gravedad sobre el sistema. Finalmente, proponen un modelo no lineal el cual involucra el efecto de los esfuerzos debidos a la presión hidrostática. Todos estos modelos fueron validados y comparados entre ellos, obteniendo una diferencia máxima del 11% entre el modelo que considera el fluido como una masa adicionada y el modelo hidroelástico que no tiene en cuenta el efecto de la gravedad. K.H. Jeong et al, [11] realizaron un análisis de vibración libre a una placa circular en contacto parcial con un líquido. El modelo planteado es para vibración hidroelástica, donde se asume que el líquido es viscoso e incompresible, mientras que el espesor de la placa es muy pequeño comparado con el radio de la misma, además se desprecian los efectos de la fuerza de gravedad. Las ecuaciones de valores propios del sistema se obtuvieron utilizando el método de Rayleigh-Ritz para calcular las frecuencias naturales y los modos de vibración y después se verificaron con los resultados de un análisis de elementos finitos en tres dimensiones. J.R. Cho et al, [12] investigaron por el método de los elementos finitos el comportamiento natural y dinámico de sistemas compuestos por tanques cilíndricos verticales con placas circulares huecas dentro del tanque, y el acople fluido-estructura cuando éstos contienen algún líquido en su interior. Estos modelos se validaron con soluciones analíticas que estaban disponibles y se verificaron por medio de un trabajo teórico. También comparan las frecuencias naturales excitadas, para los dos casos de estudio, con diferentes niveles de fluido tanto para el modelo analítico como el desarrollado por el método de los elementos finitos. E. Askari y F. Daneshmand [13] propusieron un método para investigar el efecto en la vibración de un contenedor cilíndrico vertical con un cuerpo rígido interno parcialmente 23.
(24) lleno con un fluido entre las distancias radial y axial de los mismos. Las interacciones fluido-estructura se analizan aplicando el método de Rayleigh-Ritz para determinar las frecuencias naturales, suponiendo que el fluido es continuo, incompresible y viscoso. Los resultados del método propuesto se validan con datos experimentales, soluciones numéricas disponibles en la literatura y a través de un modelo por elementos finitos. Los estudios realizados por J. S. Schotté y R. Ohayon, así como los de K.H. Jeong et al, fueron considerados y tomados en cuenta para la presente investigación dado que el primero brinda información sobre el tipo de modelo a utilizar para representar el comportamiento de un líquido interno en el análisis de vibraciones de una estructura (en este caso el rodillo) y el segundo muestra los parámetros considerados en un modelo desarrollado por el método de los elementos finitos donde se calculan las frecuencias naturales de un sistema con interacción entre fluido y estructura. No se tomaron en cuenta los estudios realizados por J.R. Cho et al para esta investigación, porque aunque también trataba el análisis de vibración libre para tanques cilíndricos parcialmente llenos con un fluido, éstos hacían referencia al caso de un cilindro vertical que además consideraba el efecto de introducir una placa circular hueca dentro del tanque. De igual forma no se estimaron los estudios de E. Askari y F. Daneshmand porque su análisis se basaba en un cilindro vertical y adicional a eso, consideraba el efecto de un cilindro parcialmente lleno con un fluido dentro de otro cilindro.. 3. CONSIDERACIONES •. La construcción del modelo se realizará en acero y no en fundición de hierro, común para la fabricación de rodillos secadores, por la facilidad de adquisición de este material.. •. No se incluirá ningún tipo de sifón en el modelo como los descritos en el ítem 2.2 ya que la función de estos es extraer el condensado de los secadores y uno de los objetivos de este trabajo es identificar la presencia de fluido en el interior del cilindro antes de ser removido.. •. Se utilizará agua en su estado líquido para observar el comportamiento vibracional de la estructura bajo su efecto, no vapor condensado a través de un sistema de transferencia de calor, que es lo utilizado en la industria para retirar la humedad del papel o de la tela.. •. Los niveles de fluido empleados para caracterizar el fenómeno son 0, 12.5, 25 y 50% del volumen total del modelo, donde el máximo porcentaje de agua está dado por la experiencia de personal de mantenimiento y operación de rodillos secadores, que han encontrado este nivel al interior de los rodillos antes de drenarlos. 24.
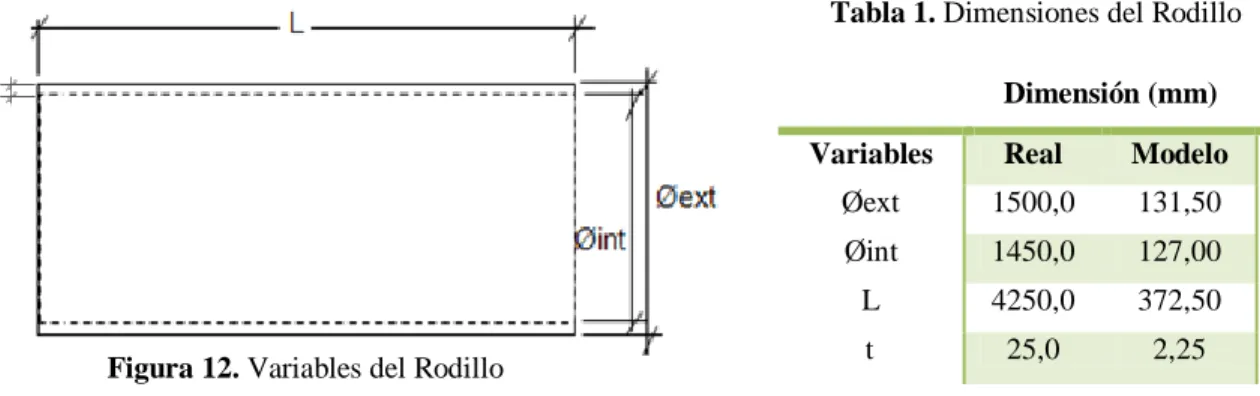
(25) 4. METODOLOGÍA. Para cumplir con los objetivos específicos propuestos el proyecto se dividió en tres etapas conformadas de la siguiente manera: una etapa de diseño y construcción del modelo a escala, una etapa de ensamble y validación del modelo a partir del método de los elementos finitos y finalmente una etapa de evaluación en la que se determinó el comportamiento vibracional del sistema con fluido en su interior. 4.1. ETAPA I: Diseño y Construcción del Modelo Para diseñar el modelo a escala del rodillo secador fue necesario determinar un factor de escala geométrico constante que garantice que tanto modelo como prototipo tengan la misma forma, incluyendo las dimensiones de los ejes y la distancia entre apoyos. 4.1.1 Dimensiones Principales del Rodillo Por facilidad de manejo y por costos se determinó a través de la “Standard Comercial Pipe Sizes” utilizar un tubo de acero al carbono AISI 1020 de diámetro nominal 5" (127 mm). Con este dato y el diámetro interior del rodillo secador real se obtiene el siguiente factor: Factor de escala geométrico = Con este valor se pueden obtener las demás dimensiones del rodillo a escala como se muestra en la figura 12. Tabla 1. Dimensiones del Rodillo Dimensión (mm). Figura 12. Variables del Rodillo. Variables. Real. Modelo. Øext. 1500,0. 131,50. Øint. 1450,0. 127,00. L. 4250,0. 372,50. t. 25,0. 2,25. Se adquirió un tubo de cédula 40, al cual se le realizó un desbaste de material para obtener el espesor deseado.. 25.
(26) 4.1.2 Dimensiones Principales de los Ejes Para determinar las dimensiones del modelo se toma en cuenta el factor geométrico encontrado en el ítem anterior. Los índices 1 y 2 hacen referencia al eje de diámetro mayor y al eje del rodamiento respectivamente, d es la distancia desde el extremo del rodillo hasta el asiento del rodamiento y para el lado transmisión D corresponde a la distancia desde el extremo del rodillo hasta el asiento del engranaje (Figura 13).. Figura 13. Variables de los Ejes. Los rodamientos reales de cada uno de los ejes corresponden a rodamientos de rodillos a rótula sobre manguito de fijación con referencias: lado transmisión SKF 22244 CK / C3 y lado libre SKF 22230 CK / C3. Tabla 2. Dimensiones Eje Lado Transmisión. Tabla 3. Dimensiones Eje Lado Operador. Dimensión (mm). Dimensión (mm). Variables. Real. Modelo. Variables. Real. Modelo. Ø1. 240,0. 21,0. Ø1. 210,0. 18,4. Ø2. 220,0. 19,3. Ø2. 150,0. 13,1. d. 586,5. 51,4. d. 355,0. 31,1. L1. 508,0. 44,5. L1. 286,5. 25,1. L2. 375,0. 32,9. L2. 129,0. 11,3. D. 425,0. 37,2. Adicionalmente se tiene que el sistema de secado de una máquina papelera se divide en secciones para facilitar el movimiento de los rodillos y obtener una adecuada alimentación de vapor que garantice el incremento de la temperatura en las secciones posteriores para mantener la calidad y las propiedades del papel. Cada sección de secado es accionada por un elemento de transmisión, ya sea por poleas cónicas o por motores con variador de velocidad (figura 14) y a su vez la transmisión de movimiento entre secadores se hace por medio de engranajes. 26.
(27) Como se tiene el modelo de un solo rodillo secador, la transmisión de éste se hará por acople directo a un motoreductor con variador de velocidad, teniendo en cuenta que la ubicación del acople difiere de la posición del asiento del engranaje y que esto no implica un cambio en la dinámica del fluido y por ende en el comportamiento vibracional que se quiere caracterizar. El acople es un elemento que se utiliza para unir dos ejes en sus extremos con el fin de transmitir potencia; en este caso une el eje del rodillo con el eje del motoreductor.. Figura 14. Transmisión en las Secciones de Secado de una Máquina de Papel. 4.1.3 Dimensiones Ajustadas de los Ejes Según Rodamientos Comerciales Debido a requerimientos de espacio, es necesario realizar ajustes a las distancias y a los diámetros calculados en el punto 4.1.2 para tener un adecuado montaje del sistema. Estos cambios se deben principalmente al considerar el ancho del rodamiento seleccionado, las dimensiones del soporte de cojinete y la ubicación del acople directo en el extremo del eje lado transmisión. Tabla 4. Dimensiones Ajustadas del Eje Lado Transmisión. Tabla 5. Dimensiones Ajustadas del Eje Lado Operador. Dimensión (mm). Dimensión (mm). Variables. Real. Modelo. Variables. Real. Modelo. Ø1. 240,0. 22,0. Ø1. 210,0. 22,0. Ø2. 220,0. 20,0. Ø2. 170,0. 20,0. d. 586,5. 45,0. d. 355,0. 55,0. L1. 508,0. 10,0. L1. 286,5. 10,0. L2. 375,0. 114,5. L2. 129,0. 90,0. D. 425,0. 124,5. 27.
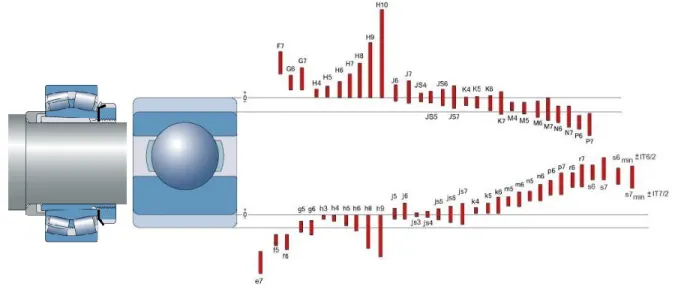
(28) Comercialmente el rodamiento más pequeño que se tiene para montar sobre soporte de cojinete (que es dónde se mide la vibración) es el rodamiento 22205 EK de rodillos a rótula con agujero cónico, el cual es para un diámetro de eje de 25 mm. Como se desea obtener un adecuado juego radial interno, el montaje debe hacerse sobre manguito de fijación. El manguito seleccionado para la aplicación es un H 205 que se monta sobre un eje de 20 mm de diámetro y cuyo diámetro mayor de cono es 25 mm. Tolerancia de los Ejes: Lado Libre y Lado Transmisión Los valores indicados para las tolerancias del eje permiten determinar el carácter del ajuste. Los manguitos de fijación se adaptan al diámetro del eje, de modo que pueden permitirse tolerancias de diámetro más anchas que para el asiento de un rodamiento con un agujero cilíndrico. No obstante, las tolerancias de forma deben mantenerse dentro de unos límites estrechos ya que la precisión de la forma afecta directamente a la precisión de funcionamiento del rodamiento. Generalmente, los ejes deben tener una tolerancia h9 según la normativa ISO 1101:2004. En la figura 15 se encontrarán los ajustes de eje y agujero recomendados para rodamientos, dónde se observa que h9 es el ajuste deslizante que tiene la tolerancia más alta. Estas recomendaciones se basan en desarrollos en el diseño de rodamientos, muchos años de experiencia y directrices generales en la selección del ajuste1.. Figura 15. Ajustes Recomendados. 1. Catálogo general de SKF, Publicación 6000/I ES – Junio 2008. 28.
(29) Con el diámetro del eje y el ajuste seleccionado se obtienen las t olerancias dimensionales del eje para rodamientos montados sobre manguito de fijación, como se muestra en la figura 16.. Figura 16. Tolerancias del Eje para Rodamientos Montados sobre Manguito Tabla 6. Valores de Tolerancia de los Ejes Parámetros (mm) Ø1. Modelo. Tolerancia. 22,0. 0,0. Ø2. 20,0. 0 -52µm. 4.1.4 Dimensiones Principales de las Tapas Fueron calculadas a partir de las medidas principales del rodillo. Sus dimensiones se muestran en la figura 17. Tabla 7. Dimensiones de las Tapas Parámetros (mm). Tapa Lado Libre. Ø1. Lado Transmisión 131,5. Ø2. 127,0. 127,0. 131,5. L1. 5,0. 5,0. L2. 15,0. 15,0. 10 Agujeros roscados. M5x10. M5x10. 2 Agujeros de llenado. __. Ø 4,2. Figura 17. Dimensiones de las Tapas. 29.
(30) Consideraciones: • • •. Las tapas se asegurarán al rodillo por medio de tornillos M5. La tapa lado libre incluye 2 agujeros destinados al llenado del rodillo, separados 180° para evitar desbalanceo de la tapa. Para facilidad de mecanizado y ensamble, se decide soldar los ejes a las tapas.. Tolerancia de las Tapas: Lado Libre y Lado Transmisión La tolerancia del diámetro menor de las tapas es h8 de acuerdo a la tabla 7b pág. 176 del catálogo general de SKF publicación 6000/I ES – Junio 2008. Tabla 8. Valores de Tolerancia para las Tapas Parámetros (mm) Ø1. Modelo. Tolerancia. 131,5. 0,0. Ø2. 127,0. 0. -63µm. 4.2 ETAPA II: Ensamble y Validación del Modelo Para el ensamble es necesario realizar cálculos del lubricante, describir buenas prácticas de montaje para evitar la presencia de otras condiciones como desalineaciones o solturas y generar un modelo numérico para análisis modal por medio del método de los elementos finitos, que posteriormente será validado con un modelo modal experimental. 4.2.1 Lubricación Para que los rodamientos funcionen de forma confiable, deben estar adecuadamente lubricados con el fin de evitar contacto metálico directo entre los elementos rodantes, los caminos de rodadura y las jaulas. El lubricante también evita el desgaste y protege las superficies contra la corrosión. Por tanto, la elección del lubricante así como el método de lubricación son de gran importancia. La selección del lubricante depende fundamentalmente de las condiciones de operación, es decir, del margen de temperaturas y velocidades, al igual que de la influencia del entorno. Bajo condiciones normales de funcionamiento, es posible utilizar grasa para lubricar los rodamientos en la mayoría de las aplicaciones. La ventaja de la grasa con respecto al aceite, es que es más fácil de retener en la disposición de rodamientos con ejes inclinados y verticales, además ayuda a obturar la disposición contra los contaminantes, la humedad o el agua (condiciones presentes en las secciones de secado de las máquinas papeleras).. 30.
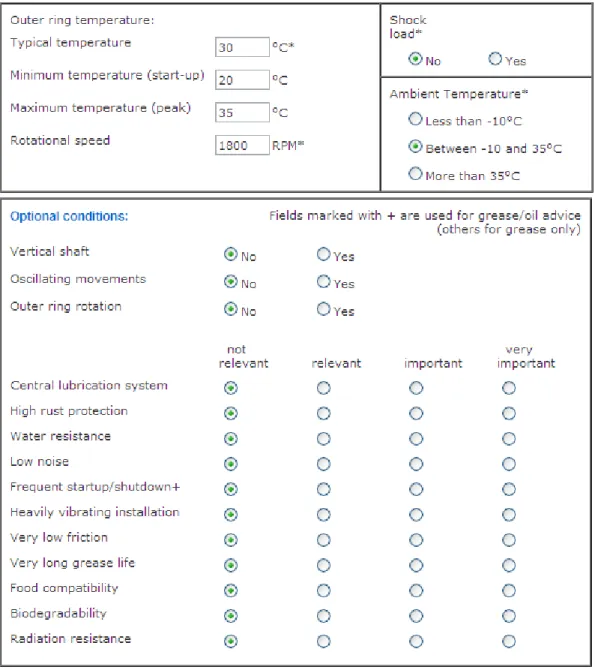
(31) Al elegir una grasa, los factores más importantes a tener en cuenta son: la consistencia, el margen de temperaturas de funcionamiento, la viscosidad del aceite base, las propiedades antioxidantes y la capacidad de carga. Para una selección más detallada de la grasa adecuada para un tipo de rodamiento y una aplicación específica, SKF cuenta con el programa LubeSelect® que está disponible en su página web, opción aptitudexchange®, al cual se puede tener acceso de una versión libre después de registrarse. El cálculo se realiza a través de la opción condiciones de aplicación después de ingresar la información requerida, tal y como se muestra en la figura 18:. 31.
(32) Figura 18. Ingreso de Datos al LubeSelect. ®. Los resultados emitidos por el programa para la selección del lubricante más adecuado para la aplicación, se muestran en la figura 19. Las grasas están en orden descendente, donde la primera opción corresponde a la más indicada, también se presenta el comportamiento de cada una de las grasas a las condiciones de operación.. 32.
(33) Figura 19. Resultados Arrojados por el Programa. Se selecciona la grasa LGWM 1 por presentar el más alto cumplimiento de todos los parámetros fundamentales en la selección del lubricante. Sus principales características se muestran en la figura 20 y la hoja de seguridad, donde se identifican los peligros, la información toxicológica, protección personal, correcta manipulación, entre otras, en el anexo A.. Figura 20. Datos Técnicos Grasa LGWM 1 de SKF. 33.
(34) 4.2.2 Montaje Rodamiento de rodillos a rótula SKF 22205 EK Para el montaje de los rodamientos se tomaron en cuenta las siguientes recomendaciones según el fabricante: •. El montaje del rodamiento se hizo en un ambiente limpio.. •. Se revisaron los soportes, ejes y otros componentes del conjunto de rodamientos para asegurarse de su limpieza.. •. Los rodamientos permanecieron en su embalaje original hasta antes del montaje para que no se contaminaran.. •. Se comprobó la exactitud de dimensiones y forma del eje que estará en contacto con los rodamientos.. •. El diámetro de los asientos de los ejes se comprobó usando un micrómetro en cuatro posiciones de tres planos. (Se adjunta formato diligenciado con las mediciones obtenidas , Anexo B, según ISO 286-2:1988). •. Para el caso de los soportes de cojinete no se realizó comprobación ya que vienen con las tolerancias de fábrica.. •. Se limpió el aceite protector del agujero y del diámetro exterior del rodamiento, de igual forma se hizo con el manguito.. •. Se procedió a abrir el manguito con un destornillador, con el fin de deslizarlo hasta la posición adecuada.. •. Se colocó el rodamiento sobre el manguito.. •. Se realizó el ajuste del maguito con el método de medición del juego residual usando galgas. De esta forma se apretaron las tuercas hasta tener un juego radial interno del rodamiento entre 0,015 y 0,02 mm. (se adjuntan tablas de juego radial interno en rodamientos y calado axial, Anexo C). El ajuste descrito se realizó sin la arandela de retención por lo que es necesario soltar la tuerca nuevamente (esto no implica que el manguito se desajuste), ubicar la arandela, ajustar la tuerca y bloquearla con una de las pestañas de la arandela.. •. Se procedió a realizar la lubricación llenando el rodamiento completamente y dejando en la chumacera un espacio libre de grasa entre el 40 y 50%. 34.
(35) 4.2.3 Acoplamiento Un acople flexible es un sistema de transmisión de movimiento, cuyo objetivo es transmitir el par de torsión desde el eje impulsor hasta el eje impulsado, compensando cualquier tipo de desalineación. Para la selección del acople se determinó el par nominal a transmitir, el cual está en función de la potencia y de la velocidad de rotación, además se consideraron las características del proceso y las dimensiones de los ejes implicados, dando como resultado un acople flexible tipo araña, el cual debió mecanizarse a diámetros de eje de 20 y 30 mm para el rodillo y el motoreductor respectivamente para obtener un ajuste H9. Instalación del acople Los acoples se instalaron en tres pasos: Primero cada mitad del acople se ubicó sobre su eje, segundo, una vez que las máquinas se prealinearon se colocó la araña de polímero entre las dos mitades y por último se ajustó cada mitad del acople a su eje con tornillos prisioneros. El montaje se realizó sobre la mesa de la fresadora ubicada en el taller de Ingeniería Mecánica para garantizar una adecuada rigidez del sistema. El conjunto (motoreductor con variador de velocidad, acople y rodillo) se muestran en la figura 21.. Figura 21. Montaje Final del Sistema. 35.
(36) En la tabla 9 se exponen los datos de placa del motoreductor. Tabla 9. Datos de Placa del Motoreductor REFERENCIA R47DT90L4 58 RPM REL 29,88 1,5 0,81 KW COS 220/440 6,5/3,2 V A 60 250 Hz Nm. 4.2.4 Alineación Estudios realizados en los últimos 10 años indican que cerca del 50% de fallas prematuras en maquinaria rotativa son atribuidos a problemas de alineación. Además se tiene que más del 90% de las máquinas se encuentran operando fuera de rangos aceptables de alineación.2 Tipos de desalineación: Existen 2 tipos de desalineación de ejes que son comúnmente conocidas como: desalineación por Offset (llamada también desalineación paralela) y desalineación angular. En el mundo real la mayoría de condiciones de desalineación son una mezcla de estas dos. Los tipos de desalineación, paralela y angular, se muestran en la figura 22.. (a). (b). Figura 22. (a) Desalineación Paralela. (b) Desalineación Angular. Proceso de Alineación del Conjunto Motoreductor-Rodillo Se realiza una alineación láser con el equipo Fixturlaser de SKF, designando el motoreductor como equipo estacionario y el rodillo como equipo móvil. 3 La alineación se realiza en el plano horizontal y vertical, corrigiendo las componentes de desalineación por Offset y angular en cada plano. En las figuras 23 y 24 se presenta el estado de alineación antes y después de la corrección respectivamente. 2. Portal Web SKF/Reliability Maintenance Institute/Introduction to Shaft Alignment Por defecto, el equipo de alineación muestra el equipo móvil como un motor. Ya que las condiciones de montaje no permitieron que el motor fuera el equipo móvil (como normalmente se hace en la práctica) se procedió a realizar la alineación desplazando el rodillo. 3. 36.
(37) Figura 23. Estado de Alineación Antes de la Corrección. La corrección se hizo con calzos calibrados y desplazando el rodillo lateralmente según las recomendaciones presentadas por el equipo.. Figura 24. Estado de Alineación Después de la Corrección. La alineación se realizó tomando en cuenta la tabla de tolerancias de desalineación permitida para maquinaria rotativa según su velocidad, de acuerdo a las especificaciones del fabricante del equipo en su manual de operación (Tabla 10).. 37.
(38) Tabla 10. Tolerancia de Desalineación Según Velocidad [14] Velocidad de Rotación RPM 0-1000 1000-2000 2000-3000 3000-4000 4000-6000. Desalineación Angular mm/100 0,10 0,08 0,07 0,06 0,05. Desalineación Paralela mm 0,13 0,10 0,07 0,05 0,03. Ya que la velocidad máxima de rotación del rodillo no supera las 1000 rpm, se trabajó con las tolerancias de desalineación referenciadas en este rango. 4.2.5 Balanceo Es el procedimiento por el cual se verifica la distribución de masa de una parte rotativa, y si es necesario, se ajusta para asegurar que la vibración producto del desbalanceo residual y las fuerzas en los rodamientos en frecuencias correspondientes a la velocidad de servicio, estén dentro de los límites específicos. El desbalanceo ocurre cuando existe una distribución desigual de peso alrededor del eje de rotación de un rotor. Cuando se realiza un balanceo al adicionar o remover peso, se hace que el eje de distribución de masa coincida con el eje rotacional. Verificación del Estado de Balanceo del Cilindro Todo rotor mantiene un nivel de desbalanceo residual, y el hecho de que esto genere vibraciones o no, depende básicamente de que operen dentro de las tolerancias de calidad establecidas en las normas para las características y velocidades del rotor en cuestión. En la figura 25 se muestran los valores de desbalanceo residual permisible para rotores rígidos de acuerdo al tipo de maquinaría (Grado) y a la máxima velocidad de servicio tal y como lo recomienda la norma ISO 1940-1. Para el caso del cilindro se tiene que es grado 6,3 y que opera a una velocidad máxima de 60 rpm. En general el desbalanceo residual permisible Uper es proporcional a la masa del rotor m: Uper ~ m. Si el valor de este desbalanceo se relaciona con la masa del motor, el resultado es el desbalanceo residual específico permisible eper como se muestra en la siguiente ecuación: eper = Uper / m La masa del rotor se obtuvo con ayuda de las herramientas proporcionadas por el programa Solid edge, donde se construyó el conjunto, y las cuales dan como resultado una masa de 7,251 Kg. Conociendo el valor de la masa del rotor y del desbalanceo específico residual permisible (1000 gr·mm/Kg obtenido de la figura 25) se tiene que el desbalanceo residual permisible es: 38.
(39) Uper = 7,251 × 106 gr·mm Como el procedimiento de verificación del estado de balanceo re realizó en dos planos, el valor del Uper debe dividirse entre 2, dando como resultado un desbalanceo residual especifico por plano de 3,6255 × 106 gr·mm.. Figura 25. Desbalanceo Residual Permisible según Velocidad de Operación [15]. 39.
(40) La verificación en campo del estado de balanceo se realizó con el equipo Microlog AX, marcando sobre el cilindro una referencia de rotación para obtener una medida de fase en 2 planos y determinar así si hay desbalanceo. Al hacer las mediciones de vibración a la máxima velocidad de operación, se encontró que la componente correspondiente al grado de desbalanceo (1X) está dentro de los rangos de aceptación indicados por la norma. Adicional a lo anterior se ubicaron pesos de prueba (arandelas previamente pesadas) en los tornillos de fijación de las tapas del cilindro, los cuales están espaciados cada 36°, con el fin de observar la incidencia que estos tenían sobre los niveles de vibración. En la tabla 11 se muestran los resultados de la verificación del estado de balanceo. Tabla 11. Verificación del Estado de Balanceo del Cilindro Plano 1 2 Nota:. Medición Inicial (mm/s@grados) 0.024 @269.735 [email protected]. Peso de Prueba 1 (mm/s@grados) [email protected] [email protected]. Peso de Prueba 2 (mm/s@grados) [email protected] [email protected]. Peso de prueba 1 = 9.4 gr @ 36° Peso de prueba 2 = 7.2 gr @ 36°. Se puede observar en la tabla 11 que el nivel de vibración medido en el rotor es bajo (<1mm/s) y que no se ve considerablemente afectado al colocar los pesos de prueba en los dos planos. Esto se explica por el alto valor de desbalanceo residual permisible obtenido por plano en el procedimiento anterior, indicando que no es necesario balancear el sistema para este rango de velocidades de operación. 4.2.6 Análisis Modal Numérico (MEF) Al realizar un análisis modal se determinará el efecto que tiene el fluido interno en la vibración del rodillo a través del cálculo de frecuencias naturales para los diferentes niveles de agua. Los resultados anteriores se compararán con los datos obtenidos de la prueba FRF y con esto se podrá validar el modelo. La geometría se construyó con ayuda de las herramientas proporcionadas por ANSYS® donde se emplearon elementos tipo ladrillo en 3d, los cuales se definen a partir de 8 nodos y donde cada nodo tiene 3 grados de libertad correspondientes a las tres direcciones de desplazamiento. En cuanto a las consideraciones necesarias para efectuar el análisis modal, se tiene que éste se realiza bajo un estado de carga cero, es decir, para vibración libre y además se supone que el material no tiene amortiguación. El material utilizado para la creación del modelo es un acero AISI 1020 para todos los componentes del rodillo. Para visualizar el efecto del fluido interno sobre el comportamiento modal del equipo, se considerará un cambio en la densidad de los segmentos del rodillo que están en contacto con el fluido para los niveles de 12.5, 25 y 50%. 40.
(41) de agua, la cual se utilizará en el análisis modal de cada caso con elementos finitos. Este estudio se desarrolla en el anexo D, y las propiedades del acero para cada modelo se muestran en la tabla 12. Tabla 12. Propiedades del Acero para Modelo en ANSYS®. Nivel de Fluido 0% 12,5% 25% 50%. Acero 1020 E (Gpa) ν ρ (Kg/m3) 207 0,30 7860 [16] 207 0,30 13831 207 0,30 16975 207 0,30 21795. Existen diferentes modelos que pueden utilizarse para representar el comportamiento de líquidos internos incompresibles en el análisis de vibraciones de una estructura. (J. S. Schotté y R. Ohayon, 2009). De acuerdo a lo anterior y para el presente caso de estudio, se considerará que la influencia del líquido interno sobre la estructura consiste principalmente en un fenómeno de adición de masa, donde no se afecta la rigidez. En la figura 26 se presenta la construcción del rodillo en ANSYS® donde adicionalmente se tiene un área central respectiva al ancho del rodamiento para semejar y a su vez, ubicar mejor, las condiciones de apoyo del mismo.. Figura 26. Modelo del Rodillo en ANSYS. 41. ®.
(42) 4.2.7 Análisis Modal Experimental (FRF) El procedimiento que se llevó a cabo para realizar la prueba FRF (función de respuesta en frecuencia) al rodillo consistió en: • • • • • •. Dibujar el rodillo en 3D en el software MEscopeVES®. Definir los puntos a medir (tipo malla) y cargar la ruta FRF al Microlog. Identificar y marcar los puntos en el modelo real (rodillo). Tomar las mediciones golpeando con el martillo modal y midiendo la respuesta con el acelerómetro en cada uno de los puntos impactados. Descargar y almacenar los datos adquiridos. Repetir el proceso para cada condición de volumen de agua.. En total se tienen bloques de datos que miden frecuencias naturales (respuestas medidas con el acelerómetro producto de los impactos con el martillo modal) en cada punto del rodillo. Esto permite cargar cada bloque de datos en el modelo 3D y animarlo (los bloques de datos son ecuaciones de movimiento) para obtener la frecuencia natural del sistema y poder hacer una comparación directa con los resultados encontrados por el método de los elementos finitos. El esquema del rodillo en 3D realizado en el software MEscopeVES® y la definición de puntos se muestran en la figura 27 y la descripción del proceso realizado para llevar a cabo el análisis modal experimental se expone en el anexo E.. Figura 27. Definición de Puntos en el Software MEscopeVES. 42. ®.
(43) 4.3 ETAPA III: Evaluación del Comportamiento Vibracional del Sistema con Fluido en su Interior. El análisis de vibraciones es una herramienta utilizada por el mantenimiento predictivo para identificar los defectos y evaluar la condición de una máquina o equipo. La ventaja del análisis vibracional, es que las vibraciones pueden medirse en cualquier momento mientras la máquina esté operando y no es necesario pararla y/o desmontarla. Las frecuencias son utilizadas para relacionar las fallas de la máquina con las fuerzas que varían con el tiempo; a éstas se les conoce como frecuencias forzantes y son las que causan la vibración. Por tal razón, es importante identificar las frecuencias de los componentes y de los sistemas de la máquina, antes de ejecutar el análisis vibracional. 4.3.1 Sensor El tipo de sensor que mejor comportamiento tiene en zonas de alta, media y baja frecuencia, que son las frecuencias en las que se puede analizar el comportamiento dinámico del rodillo bajo las diferentes condiciones de cantidad de fluido es el acelerómetro, ya que opera en bandas desde cerca de 0 Hz hasta 40 kHz o más. Dada la baja de velocidad de rotación del rodillo, se necesita un sensor con buena resolución en baja frecuencia por lo que se escoge un acelerómetro SKF CMSS 797L, cuyas especificaciones técnicas se exponen en el anexo F. 4.3.2 Medición de Vibración La normativa actual existente que brinda información sobre los criterios de evaluación de maquinaria rotativa la definió la International Standard Organization con la norma ISO 10816-1 la cual describe los procedimientos para la evaluación de la vibración en máquinas en base a medidas realizadas en partes no rotativas y que a su vez establece los parámetros a medir, instrumentación, procedimientos y condiciones de operación recomendados para tomar las mediciones. [17] La clave para tener precisión en la medición de datos de vibración es localizar el sensor en un punto sensible que responda a la condición de la máquina y asegure un camino óptimo para la transmisión de la señal de vibración; esto indica que el sensor debe colocarse lo más cerca posible del rodamiento como físicamente se permita. Dado que el montaje del rodillo presenta esta condición, las mediciones de vibración se realizarán sobre los soportes de cojinete de acuerdo a la numeración de los puntos descrita por la norma como se muestra en la figura 28.. 43.
(44) Figura 28. Puntos de Medición de Vibración. Adicional a lo anterior se tendrá que dichas mediciones serán adquiridas en las direcciones horizontal, vertical y axial, cuya representación gráfica se expone en la figura 29.. Figura 29. Planos de Medición de Vibración. Configuración de las Mediciones La selección de una medida para evaluar las fallas y condiciones de las máquinas, está basada en el rango de frecuencias de las vibraciones medidas (Tabla 13). Tabla 13. Medidas de Vibración [18] Medida. Unidades. Desplazamiento. mils pico-pico. Velocidad. in/seg. Aceleración. g´s (386,1 in/sec2) (9,81 m/sec2). Envolvente. gE (Señal desmodulada de Aceleración). Rango de frecuencias Baja frecuencia Hasta 600 CPM (10 Hz) Media frecuencia 600 - 60.000 CPM Alta frecuencia >60.000 CPM (1 KHz) Filtros de frecuencia 5 - 100 Hz 50 - 1000Hz 500 HZ – 10 KHz 5 – 40 KHz. Descripción Movimiento de la máquina, estructura o rotor. Está relacionado a los esfuerzos de flexión de sus elementos y se expresa en mils pico - pico. Rapidez del cambio del desplazamiento. Se relaciona a la fatiga en las máquinas y se expresa en in/seg pico positivo o negativo (el mayor). Rapidez del cambio de la velocidad. Está relacionado con las fuerzas presentes en los componentes de la máquina, se expresa en g’s rms. Filtro pasabanda que elimina las bajas frecuencias generadas por las señales de alta energía rotacionales, debidas a desbalanceos, desalineaciones, flojedades, etc., y amplifica solamente señales de alta frecuencia de tipo armónico [19]. Las medidas de vibración empleadas en esta investigación se determinaron a partir del Standart Control Process de SKF, el cual indica que la configuración óptima para equipos de baja velocidad en las diferentes medidas debe ser como la mostrada en la figura 30.. 44.
(45) Figura 30. Configuración de Medidas de Vibración. Se resalta el rango de velocidades en el cual se realizaron las pruebas y del cual se obtuvo la configuración para las medidas de aceleración. Cada configuración permite obtener la mejor calidad de datos en cuanto a resolución, escala, promedios de medición y captura de frecuencias de interés, con el fin de garantizar la confiabilidad de los datos colectados. Configuración de la Jerarquía en Software El software utilizado por SKF para administrar datos de vibración es el @ptitude Analyst. @ptitude permite administrar, manipular y analizar datos de condición de maquinaria recolectados por el colector de datos Microlog AX. Con las herramientas gráficas mostradas en la figura 31 se potenciará el estudio de la información colectada en el rodillo de forma tal que se describa en detalle el patrón de comportamiento dinámico de éste bajo las diferentes condiciones de fluido.. Figura 31. Herramientas Gráficas del Software @ptitude Analyst. 45.
(46) La estructura de @ptitude permite crear jerarquías de máquinas asociadas a áreas operativas y con diferentes configuraciones de mediciones tomadas de los diferentes puntos de medición. Para el caso del rodillo se configuraron 3 mediciones por cada dirección en los 2 soportes. En la figura 32 se puede observar la distribución de las mediciones creadas y su nomenclatura.. Figura 32. Nomenclatura de Puntos Medidos en @ptitude Analyst. Adicionalmente a los puntos descritos, se generaron dos puntos de entrada manual en el Microlog en los cuales se almacenarán para cada grupo de mediciones el valor de velocidad de giro y porcentaje de agua en el rodillo, lo anterior con el fin de obtener gráficos de correlación de niveles de vibración contra velocidad y cantidad de fluido para cada caso. La jerarquía creada se muestra en la figura 33.. Figura 33. Estructura de la Jerarquía en Software. 46.
(47) Cada nivel de agua equivale al porcentaje del volumen total de llenado del rodillo, los valores son: 0, 12.5, 25 y 50% y serán medidos en todas las velocidades de rotación determinadas para esta aplicación como se muestra en la figura 34. Esto es, para 0% de líquido se tendrán datos a 30, 40, 50 y 60 rpm y así para los otros tres niveles.. Figura 34. Variables en la Medición de Vibración. 4.3.3 Procedimiento •. El colector de datos Microlog AX es conectado al computador donde se encuentra instalado @ptitude Analyst y con la herramienta “transferencia” se descargan los datos de la jerarquía creada.. •. Se realiza la toma de datos modificando las variables de entrada del sistema (velocidad de rotación y nivel de fluido) con el fin de observar los efectos que estas variables tienen en la respuesta del sistema, es decir en el nivel de vibración.. •. Después de la adquisición, los datos son descargados y almacenados en la base de datos de @ptitude Analyst de SKF. En total serán almacenados 16 grupos de mediciones con los diferentes niveles de fluido y a las diferentes velocidades de rotación, cada grupo contará con 18 datos de vibración de los dos soportes para un total de 288 datos, obtenidos a partir del promedio de tres mediciones de cada parámetro (velocidad, aceleración y envolvente).. •. Los datos colectados, post procesados y almacenados en el software, serán analizados con los diferentes tipos de gráficos descritos en la figura 31 para determinar las frecuencias específicas o bandas de frecuencias excitadas, correspondientes a la cantidad de fluido en el interior del rodillo y a la velocidad de rotación del mismo.. 47.
Figure



+7




Documento similar