Implementación del control y supervisión de la planta de recuperación de CO2 de la cervecería Antonio Díaz Santana
99
0
0
Texto completo
(2) Universidad Central “Marta Abreu” de Las Villas Facultad de Ingeniería Eléctrica Departamento de Automática y Sistemas Computacionales. TRABAJO DE DIPLOMA Implementación del control y supervisión de la planta de recuperación de CO2 de la cervecería Antonio Díaz Santana Autor: Yuniel Lugo Vaillant E-mail: [email protected]. Tutores: Ing. Oscar Félix Jáuregui Cabrera Especialista en Automática de CEDAI. E-mail: [email protected]. M. Sc. Moisés Herrera Vázquez Especialista Superior en Automática de CEDAI. E-mail: [email protected]. Santa Clara 2010 "Año 52 de la Revolución".
(3) Hago constar que el presente trabajo de diploma fue realizado en la Universidad Central “Marta Abreu” de Las Villas como parte de la culminación de estudios de la especialidad de Ingeniería en Automática, autorizando a que el mismo sea utilizado por la Institución, para los fines que estime conveniente, tanto de forma parcial como total y que además no podrá ser presentado en eventos, ni publicados sin autorización de la Universidad.. Firma del Autor Los abajo firmantes certificamos que el presente trabajo ha sido realizado según acuerdo de la dirección de nuestro centro y el mismo cumple con los requisitos que debe tener un trabajo de esta envergadura referido a la temática señalada.. Firma del Autor. Firma del Jefe de Departamento donde se defiende el trabajo. Firma del Responsable de Información Científico-Técnica.
(4) i. PENSAMIENTO. La creatividad nace de la angustia como el día nace de la noche oscura. Es en la crisis que nace la inventiva, los descubrimientos y las grandes estrategias.. Albert Einstein.
(5) ii. DEDICATORIA. A mis padres, por ser lo que más quiero en este mundo. A mi abuelita Anaís, por su cariño y comprensión. A mi novia Liana por haberme apoyado tanto en todo momento. A mi familia y a mis amigos..
(6) iii. AGRADECIMIENTOS. A mis padres Pablo Lugo Batista e Idania Vaillant Ramírez, por estar a mi lado en las buenas y en las malas, por ser ellos el motivo e inspiración de todo lo que he logrado en la vida. A toda mi familia, por su gran apoyo. A mi novia y su familia, por que siempre pude, y puedo contar con ellos. A mis tutores Oscar y Moises, y a todo el colectivo del CEDAI por la paciencia y la confianza que me tuvieron. A Pedro Antonio González Cruz (Kimbo), por haberme ayudado muchísimo. A mis profesores de la carrera, por haber hecho de mí una mejor persona. A mis amigos de la infancia, por ser siempre una influencia positiva. A mis amigos del cuarto, Yandy, Roberto y Luisney, por haber sido una familia para mí. A mis amigos del aula. A todos los que de una forma u otra hicieron posible que mi gran sueño se hiciera realidad..
(7) iv. TAREA TÉCNICA. Para la realización de este trabajo de diploma se desarrollaron las siguientes tareas: 1. Estudio del estado del arte de las plantas de recuperación de CO2. 2. Elección de la instrumentación y dispositivos de control del proceso. 3. Desarrollo de la programación de los dispositivos de campo para el control del proceso. 4. Desarrollo de sinópticos de interfaz hombre máquina para operadores del proceso. 5. Evaluación de la efectividad de la propuesta para la planta de recuperación de CO2 de la cervecería Antonio Díaz Santana, Manacas, Villa Clara. 6. Elaboración del informe final.. Firma del Autor. Firma del Tutor.
(8) v. RESUMEN. El objetivo fundamental de este trabajo de diploma, constituye la implementación del control y la supervisión de la planta para la recuperación del dióxido de carbono en la cervecería “Antonio Díaz Santana”, perteneciente a la Unión de Empresas de Cervecerías (UNICER), situada en el municipio de Manacas, provincia Villa Clara. La urgencia de poner en funcionamiento la planta de recuperación de CO2, la necesidad de lograr un control más eficiente y flexible debido a que el control de la misma anteriormente era basado en lógica a relé, y la poca supervisión con la que se contaba, resultan las premisas fundamentas a resolver en esta entidad. Los resultados más relevantes de este trabajo, son: la implementación de un programa con la ayuda del software STEP 7 Micro/WIN V4.0 SP3 para un PLC S7 224, y la implementación de un sistema supervisorio apoyado en el software Movicon X2 V10.2 SP1; mediante los cuales serán realizados el control estricto de las variables de la planta y una correcta supervisión del proceso de recuperación respectivamente..
(9) vi. GLOSARIO DE SIGLAS. Siglas AI/AO A/D ActiveX API CP CPU COM D/A DI/DO. Significado Analog Input/Analog Output Analog/Digital Microsoft renombró la tecnología OLE 2.0 en ActiveX Application Programming Interface Communication Processor Central Process Unit Component Object Model Digital/Analog Digital Input/Digital Output. DCS. Distributed Control System. DLL. Dynamic Linking Library. DDE. Dynamic Data Exchange. GPIB. General-Purpose Instrumentation Bus. HMI HTML HD IP I/O. Human Machine Interface Hypertext Markup Language Hard Disk Internet Protocol Input/Output. LAN. Local Area Network. MFC. Memory flow controller. MES. Manufacturing Execution System. MPI. Multipoint Interface. MTU. Master Terminal Unit.
(10) vii NetDDE. Network DDE. OPC. OLE for Process Control. OLE. Object Linking and Embedding. ODBC. Open DataBase Connectivity. PLC. Programmable Logic Controller. PID. Proportional, Integrative, Derivative. PC. Personal Computer. PPI. Point to Point Interface. RAM. Random Access Memory. RTU. Remote Terminal Unit. RTD. Resistance Temperature Detector. RTDB SCADA ST SFC Abreviatura. Real Time DataBase Supervisory Control and Data Acquisition Structured Text Sequential Function Charts Significado. SQL. Structured Query Language. USB. Universal Serial Bus. VISA VXI. Virtual Instrument Software Architecture VME extensions for Instrumentation. VBA. Visual Basic for Application. WAN. Wide Area Network.
(11) viii. TABLA DE CONTENIDOS. PENSAMIENTO .....................................................................................................................i DEDICATORIA .................................................................................................................... ii AGRADECIMIENTOS ........................................................................................................ iii TAREA TÉCNICA ................................................................................................................iv RESUMEN ............................................................................................................................. v GLOSARIO DE SIGLAS ......................................................................................................vi INTRODUCCIÓN .................................................................................................................. 1 Organización del informe ................................................................................................... 3 CAPÍTULO 1. 1.1. PLANTAS DE RECUPERACIÓN DE CO2 ............................................. 4. Aspectos generales ................................................................................................... 4. 1.1.1. Necesidad del trabajo ........................................................................................ 4. 1.1.2. Solución del problema ...................................................................................... 5. 1.2. Evolución de la recuperación de CO2 en la industria cervecera .............................. 5. 1.3. Campos de aplicación de las plantas de recuperación de CO2 ................................. 6. 1.4. Descripción del proceso de recuperación de CO2 de la cervecería Antonio Díaz. Santana ................................................................................................................................ 7 1.5. Parámetros a controlar.............................................................................................. 8. 1.6. Plantas de recuperación de CO2 en Cuba ................................................................. 9.
(12) ix 1.7. Fabricantes de plantas de recuperación de CO2 ..................................................... 11. 1.7.1. Buse Gastek .................................................................................................... 11. 1.7.2. Haffmans ......................................................................................................... 12. 1.7.3. Krones ............................................................................................................. 13. 1.8. Control de plantas de recuperación de CO2 en el mundo....................................... 15. 1.8.1. Ámbito nacional .............................................................................................. 15. 1.8.2. Ámbito internacional ...................................................................................... 16. 1.9. Conclusiones del capítulo ...................................................................................... 17. CAPÍTULO 2. 2.1. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC .......... 18. Introducción a los Controladores Lógicos Programables (PLC) ........................... 18. 2.1.1. Concepto de PLC ............................................................................................ 18. 2.1.2. Características de los PLC .............................................................................. 19. 2.1.3. Ventajas de los PLCs sobre la lógica a relés .................................................. 20. 2.2. Selección de la instrumentación de campo ............................................................ 20. 2.2.1. Sensor seleccionado para el control en el lavador de CO2 ............................. 21. 2.2.2. Sensor seleccionado para el control en las baterías de secado y limpieza ...... 22. 2.2.3. Sensores designados para el control en el tanque de acumulación ................. 23. 2.2.4. Sensores para el control en el compresor de refrigeración ............................. 26. 2.3. Dispositivos de control ........................................................................................... 26. 2.4. Módulos de ampliación .......................................................................................... 29. 2.4.1. Unidad Central de Proceso (CPU) .................................................................. 29. 2.4.2. Módulo de salidas digitales............................................................................. 30. 2.4.3. Módulos de entradas RTD .............................................................................. 30. 2.4.4. Módulo de entrada analógica .......................................................................... 31.
(13) x 2.5. Programación del PLC ........................................................................................... 32. 2.5.1. Paquete de programación STEP 7 Micro/WIN............................................... 32. 2.5.2. Versión utilizada ............................................................................................. 34. 2.5.3. Metodología para la programación ................................................................. 34. 2.5.4. Diagrama secuencial en GRAFCET ............................................................... 35. 2.5.5. Áreas de memorias empleadas ........................................................................ 37. 2.6. Conclusiones del capítulo ...................................................................................... 39. CAPÍTULO 3. 3.1. SISTEMA DE SUPERVISIÓN ............................................................... 40. Introducción a los sistemas SCADA ...................................................................... 40. 3.1.1. Concepto de SCADA ...................................................................................... 40. 3.1.2. Características de los sistemas SCADA ......................................................... 41. 3.2. Requisitos de la aplicación ..................................................................................... 42. 3.3. Selección del software para la supervisión ............................................................ 45. 3.3.1. Principales características del Movicon X2 .................................................... 46. 3.3.2. Ventajas y desventajas del Movicon X2 ......................................................... 48. 3.3.3. Requisitos de hardware .................................................................................. 49. 3.4. Trabajo con las herramientas del Movicon X2 ...................................................... 49. 3.5. Implementación de la interfaz hombre máquina .................................................... 50. 3.5.1. Diseño de las pantallas .................................................................................... 50. 3.5.2. Creación de históricos ..................................................................................... 55. 3.5.3. Integración OPC ............................................................................................. 56. 3.6. Análisis económico ................................................................................................ 57. 3.7. Conclusiones del capítulo ...................................................................................... 60. CONCLUSIONES Y RECOMENDACIONES ................................................................... 61.
(14) xi Conclusiones ..................................................................................................................... 61 Recomendaciones ............................................................................................................. 62 REFERENCIAS BIBLIOGRÁFICAS ................................................................................. 63 ANEXOS .............................................................................................................................. 66 Anexo I. Datos del Liquiphant T FTL20 ....................................................................... 66. Anexo II. Datos de las termorresistencias TST40N .................................................... 68. Anexo III. Datos del Cerabar T PMC 131 .................................................................... 69. Anexo IV. Datos del flujómetro Proline Promass 83 F ................................................ 70. Anexo V. Datos de las CPUs S7 200 ........................................................................... 72. Anexo VI. Datos de los módulos de ampliación digitales ............................................ 74. Anexo VII. Datos de los módulos de ampliación Termopar y RTD .......................... 74. Anexo VIII. Datos de los módulos de ampliación analógicos ..................................... 74. Anexo IX. Variables empleadas en la programación .................................................... 75. Anexo X. Programa realizado para el control de la planta .......................................... 77.
(15) INTRODUCCIÓN. 1. INTRODUCCIÓN. Con el transcurso de los años la competencia empresarial ha obligado a fabricar de forma más eficiente y flexible. Esto, hace que actualmente se ponga gran interés en la calidad, las nuevas tecnologías, y en el desarrollo rápido de novedosos productos para lograr ventajas competitivas. A la vez se requiere reducir costos energéticos, además de aumentar la eficacia y flexibilidad de los sistemas de producción. La automatización industrial se convierte entonces en uno de los pilares que marca la evolución. Esta permite aumentar producciones, mejorar la calidad, reducir costos y personal, cumplir con los requisitos medioambientales, etc. No cabe duda de que constituye un método básico para llevar a cabo las mejoras necesarias en las empresas industriales o de servicios. En la cervecería “Antonio Díaz Santana”, después del derrumbe de la cubierta, ocurrido en la parte de sala de máquina donde estaba instalada la planta de recuperación de CO2; se decidió realizar un rediseño, que integrara el control de todo el proceso, utilizando dispositivos programables PLC, debido a que estos incorporan una gran variedad de funciones y prestaciones para crear soluciones efectivas en varias aplicaciones. También se acordó colocar un sistema de supervisión con el objetivo de dar seguimiento a todos los eventos y alarmas del proceso, además de gestionar información en tiempo real, e históricos que logren mejoras considerables en la línea de producción. Para esto la dirección de la fábrica y los especialistas principales contrataron a la Empresa de Automatización Integral (CEDAI) de Villa Clara. La idea de los especialistas de la cervecería de realizar este trabajo, surgió debido a que después del accidente quedaron dañados la pizarra de control y algunos equipos de la planta.
(16) INTRODUCCIÓN. 2. para la recuperación del dióxido de carbono, producto que conjuntamente con los lúpulos1 y la malta2(cereal), influye directamente en la calidad de la cerveza. En el proceso de producción de cerveza, parte del CO2 generado es consumido en la carbonatación de la cerveza producida, sin embargo el resto del CO2 sobrante, debe ser debidamente licuado y almacenado para eliminar su emisión al medio ambiente, además de ser un producto agregado que puede ser comercializado. Otra de las razones para realizar el trabajo, fue lograr un proceso de producción más eficiente, pues la planta de recuperación tenía un control basado en lógica a relés que provocaba un exceso de gastos por conceptos de mantenimientos, y se tornaba muy engorroso realizar cambios en la lógica de control. Asimismo la planta no contaba con un mecanismo para la supervisión del proceso y no existía una forma de contabilizar la cantidad de CO2 que salía del tanque de acumulación. Por los argumentos antes expuestos se plantean los siguientes objetivos: Objetivo general Implementar el control y la supervisión de la planta de recuperación de CO2 de la cervecería Antonio Díaz Santana, de Manacas, Villa Clara. Objetivos específicos Controlar las distintas variables relacionadas con el proceso de recuperación de CO2 de la cervecería Antonio Díaz Santana, de Manacas, Villa Clara. Analizar los instrumentos y equipos necesarios para el control de la planta de recuperación de CO2 de la cervecería Antonio Díaz Santana, de Manacas, Villa Clara.. 1. El lúpulo es el responsable fundamental del amargor de la cerveza, este es utilizado para compensar el. excesivo dulzor proporcionado por la malta. 2. Los granos malteados desarrollan las enzimas que se necesitan para convertir el almidón del grano en. azúcar..
(17) INTRODUCCIÓN. 3. Determinar la arquitectura de software necesaria para la programación del controlador lógico programable, encargado del control de la planta de recuperación de CO2 de la cervecería Antonio Díaz Santana, de Manacas, Villa Clara. Implementar una interfaz gráfica para la supervisión de la planta de recuperación de CO2 de la cervecería Antonio Díaz Santana, de Manacas, Villa Clara. Organización del informe El informe de investigación quedó estructurado de la siguiente manera: Introducción, tres capítulos, conclusiones, recomendaciones, referencias bibliográficas y anexos. En el capítulo uno, se describe la necesidad del trabajo, la solución del problema, y se realiza un análisis del estado del arte de las plantas de recuperación de CO2. Allí se tratan temas relacionados con: campos de aplicación, ejemplos de este tipo de planta en Cuba, algunos de los fabricantes con más experiencia en la producción de estos medios, y por último ejemplos de cómo son controladas y supervisadas en algunos países estas plantas. En el capítulo dos, se realiza una breve introducción a los PLC, donde se destacan algunos de los aspectos más relevantes de estos dispositivos. También son descritas las características principales de los sensores y actuadores seleccionados. Del mismo modo, el apartado refiere las características del PLC y los módulos empleados para la solución del problema. Para finalizar, se explica el software y la metodología empleada para la programación del controlador. En el capítulo tres, se encuentra una pequeña reseña acerca de los sistemas SCADA, donde se abordan algunos aspectos de importancia en relación con estos sistemas. En dicho acápite se puntualizan los requisitos que debe proveer el sistema de supervisión a seleccionar, se especifica el software seleccionado y sus características principales, se detalla la creación de variables, tareas, alarmas y sinópticos, y por último se realiza análisis económico, mediante el cual se establece la relación costo beneficio que aporta el proyecto a la cervecería donde será instalado..
(18) CAPÍTULO 1. PLANTAS DE RECUPERACIÓN DE CO2. 4. CAPÍTULO 1. PLANTAS DE RECUPERACIÓN DE CO2. En el presente capítulo se expondrán algunos aspectos en relación con las plantas de recuperación de CO2 tanto en Cuba como en el exterior, aquí serán tratados temas como: breve panorama de la evolución de la recuperación de CO2 en la industria cervecera, campos de aplicación de las plantas de recuperación, descripción del proceso de la planta objeto de estudio, algunos de los fabricantes con más experiencias en este tipo de sistemas, y varios ejemplos de cómo se controlan algunas de ellas en el mundo. 1.1. Aspectos generales. La presente investigación, forma parte de un proyecto encaminado a realizar el control y la supervisión de la planta de recuperación de CO2 de la cervecería Antonio Díaz Santana, situada en el municipio Manacas, provincia Villa Clara. 1.1.1 Necesidad del trabajo Al ser una institución donde se fabrica cerveza y malta, se hace necesario contar con un sistema capaz de realizar el control y la supervisión del proceso de recuperación y almacenamiento del CO2, con el fin de disminuir la emisión del gas al medio ambiente, reutilizarlo y comercializarlo. Además, requiere del reconocimiento de alarmas, históricos, e integración al sistema de gestión de la empresa, este último permitirá registrar la cantidad de CO2, extraído del tanque de acumulación. Resulta de gran importancia concebir un sistema que permita manejar de forma eficaz el encendido y apagado del compresor de refrigeración, el tiempo de trabajo de las baterías de secado y limpieza, así como proveer el monitoreo de las variables (Nivel en lavador, Temperatura en las baterías, Presión en el tanque de acumulación entre otras)..
(19) CAPÍTULO 1. PLANTAS DE RECUPERACIÓN DE CO2. 5. 1.1.2 Solución del problema El problema a resolver, es lograr el control y la supervisión de la planta de recuperación y almacenamiento de CO2 de la cervecería Antonio Díaz Santana, teniendo presente los requerimientos especificados por la empresa. Para resolverlo, los ingenieros a cargo del proyecto por parte del CEDAI Villa Clara, basados en su experiencia en el tema de automatización industrial, propusieron la implementación de la programación de los dispositivos de campo y de sinópticos de interfaz hombre máquina para operadores del proceso. La realización de este trabajo comprende la elección de la instrumentación necesaria para la obtención de los valores reales de las variables relacionadas con el proceso, la programación de los dispositivos de control y la implementación de la interfaz hombre máquina. 1.2. Evolución de la recuperación de CO2 en la industria cervecera. Al inicio, las fábricas de cerveza no contaban con plantas para la recuperación de CO2. El gas necesario utilizado en la producción de la bebida era comprado a otras instituciones. Estas industrias emitían grandes cantidades de dióxido de carbono al medio ambiente pues no contaban con los elementos necesarios para su recuperación y almacenamiento. Con el transcurso del tiempo, las fábricas incorporan a su arquitectura dichas plantas, con el objetivo principal de lograr una disminución del costo de producción y reducir las emisiones a la atmósfera. En la actualidad las cerveceras modernas cuentan con mecanismos de administración para obtener una imagen plena del uso eficiente del producto recuperado, y observar la producción, pérdidas, y consumo del mismo. Los mecanismos de administración de CO2, garantizan que exista en todo momento un manejo total del producto, que en caso de exceso, posibilita la venta a otras empresas. Además todos los parámetros del proceso de recuperación se incorporan al sistema, a fin de supervisar el proceso de producción completo (Sloesen, 2000). En la figura 1.1 se ilustra este desarrollo..
(20) CAPÍTULO 1. PLANTAS DE RECUPERACIÓN DE CO2. 6. Figura 1.1. Desarrollo de la recuperación de CO2 en la industria cervecera. 1.3. Campos de aplicación de las plantas de recuperación de CO2. A nivel mundial en algunos procesos industriales se ha venido utilizando la recuperación de CO2. En la industria de hierro y acero, el dióxido de carbono puede ser recuperado del horno de gas, y en la petroquímica se hace usando calor en los proceso de separación de baja temperatura (Farla et al., 1995). La técnica de plantas de CO2 también se emplea en muchos otros procesos industriales como los que se señalan continuación: Procesos de fermentación en destilerías y fábricas de cerveza. Procesos químicos (p.e., procesamiento de óxido de Etileno e hidrógeno). Plantas de bioetanol. Fabricación de hielo seco. Sistemas y procesos de combustión. Plantas de procesamiento de Biogás. Instalaciones de purificación de gas natural. (Buse)..
(21) CAPÍTULO 1. PLANTAS DE RECUPERACIÓN DE CO2. 1.4. 7. Descripción del proceso de recuperación de CO2 de la cervecería Antonio Díaz Santana. En la cervecería Antonio Díaz Santana, el dióxido de carbono se genera durante la fermentación3 de la cerveza en tanques de fermentación cerrados. Al inicio de este proceso, el CO2 contiene aire, esta mezcla será expulsada hacia la intemperie hasta que se obtenga una concentración de dióxido de carbono de 99,5 % Vol %. A partir de esta concentración resulta económica la recuperación. La planta existente no cuenta con separador de espuma, esto puede producir averías en el compresor de CO2. Para minimizar el impacto de la espuma se requiere controlar la temperatura de la fermentación, es decir la temperatura del mosto4 que se está fermentando, y así se minimiza la generación de espuma. El arranque del compresor de CO2 no puede realizarse bajo condiciones de baja presión en la línea de succión, esto comúnmente, es controlado instalando globos de CO2 que funcionan como reguladores de presión, garantizando el encendido del compresor cuando se haya alcanzado la presión necesaria. La planta, no posee globo de CO2, la arrancada y parada del compresor es controlada mediante un presostato situado en la línea de succión del compresor. Este presostato permite la activación del compresor una vez que exista presión de gas en la tubería. En el lavador se separan las partículas de impureza mediante un rociado de agua de 15 a 18 litros por kilogramo de dióxido de carbono. El agua de lavado es recirculada mediante una bomba. Por cada kilogramo de CO2 regenerado se añaden de uno a dos litros de agua fresca. El agua sobrante sale a través de un rebosadero. El compresor de CO2 comprime el gas en dos etapas a aproximadamente 16 bar con enfriador intermedio y enfriador posterior. Este gas debe estar libre de aceite. Al enfriarse. 3. La fermentación es el proceso en el cual las levaduras transforman los azúcares del mosto en alcohol etílico. y gas carbónico (CO2). 4. El mosto cervecero es la parte líquida formada por compuestos de malta, lúpulos y otras materias auxiliares..
(22) CAPÍTULO 1. PLANTAS DE RECUPERACIÓN DE CO2. 8. el CO2, se forma condensado que es retenido en las trampas creadas para éste, y vaciado hacia afuera automáticamente. La humedad es reducida en la batería de secado, aquí la silicagel extrae del gas el agua contenida. En la batería de limpieza, se eliminan las sustancias olorosas procedentes de la fermentación a través del carbón activado. Como cada una de las baterías de secado y limpieza dispone de dos tanques, la planta puede trabajar sin interrupciones, mientras un tanque está en regeneración, el otro está en funcionamiento. A través de un filtro posterior llega el CO2 al condensador, es licuado a -28 °C y luego almacenado en el tanque de acumulación. La presión del proceso debe estar entre 15 y 17 bar, además, depende de las variaciones de potencia del compresor de gas. Los gases inertes existentes en el CO2, eventualmente serán evacuados a través de una tubería que se encuentra en el condensador En caso de necesidad, el CO2 líquido, puede ser extraído del tanque de acumulación en forma líquida para el llenado de botellones, o evaporado y reducido a la presión de consumo en la instalación. Luego de una revisión en sitios de varios fabricantes, se encontraron textos que abordan el proceso descrito, pero enfocados en la estructura de sus plantas, como es el caso de (Buse, 2008; Krones, 2010b). Aunque el más semejante al proceso analizado es Krones (2010b). 1.5. Parámetros a controlar. Para que la planta tenga el comportamiento y el rendimiento esperado, es necesario realizar el control de varios parámetros en los distintos componentes que forman a la misma, por lo cual en este epígrafe se pretende realizar una breve descripción de los requisitos a controlar. 1. Lavador de CO2. En el tanque donde es lavado el CO2 se desea controlar el nivel de agua, de forma tal, que cuando este sobrepase el nivel máximo establecido, se abra la válvula de descarga situada en el fondo del mismo..
(23) CAPÍTULO 1. PLANTAS DE RECUPERACIÓN DE CO2. 9. 2. Baterías de secado y limpieza. En las baterías de secado y limpieza se desea controlar el tiempo que están en carga (trabajo) o en regeneración. El tiempo de carga no es más que el tiempo en que el CO 2 pasa por las baterías para ser secado y limpiado a través de los tanques de silicagel y de carbón activado respectivamente. La regeneración presenta tres fases: la primera es la fase de calentamiento donde se mantiene la temperatura en los tanques entre 70 y 72°C para calentar el medio (silicagel y carbón) mediante un flujo de gas seco. Esta fase dura 3.5 horas, pasado este tiempo se desconectan las resistencias de los tanques. La segunda es la fase de enfriamiento del medio a temperatura de entrada mediante un flujo de gas seco, esta fase dura 4.25 horas. La tercera es la fase de formación de presión que dura aproximadamente 0.25 horas, esta etapa sirve para evitar que al cambiar de baterías ocurra un golpe de presión que pueda producir averías en los componentes de la línea. 3. Tanque de acumulación. En el tanque de acumulación se pretende controlar el nivel y la presión, además de colocar un medidor de flujo a la salida del tanque, que controle la cantidad de CO2 que sale del mismo. 4. Compresor de refrigeración. En el compresor de refrigeración se desea controlar el encendido y apagado, de acuerdo a varias condiciones de trabajo en la planta: La planta de refrigeración debe estar en automático. La presión en el tanque de acumulación debe estar entre 15 y 17 Kgf/cm2. La presión alta en el compresor debe estar entre 18.5 y 19.5 bar. La presión baja en el compresor debe estar entre -0.44 y -0.5 bar. No debe estar conectado el contacto del presostato de seguridad para presión mayor que 17 kgf/cm2. 1.6. Plantas de recuperación de CO2 en Cuba. En la UNICER (Unión de Empresas de Cervecerías), las plantas de recuperación de CO2 se montan en las fábricas donde se elabora cerveza y se obtiene el CO2 producto de la.
(24) CAPÍTULO 1. PLANTAS DE RECUPERACIÓN DE CO2. 10. fermentación de los cocimientos5. También puede recuperarse en las destilerías de alcohol a partir de las mieles finales de los centrales azucareros (Nuez, 2010). Actualmente existen tres centros productivos que elaboran cerveza y cuentan con plantas para la recuperación y almacenamiento de CO2: Empresa de cervecerías “Antonio Díaz Santana” situada en la provincia de Villa Clara, Empresa de cervecerías “Tínima”, en la provincia de Camagüey, y la Empresa de cervecerías “Hatuey”, instalada en la provincia de Santiago de Cuba. A continuación se muestran los datos de cada una de las plantas (Nuez, 2010). Empresa de cervecerías “Antonio Díaz Santana” Capacidad de recuperación: 125 Kg/h Capacidad de almacenamiento en estado líquido: 15.0 TM Cantidad de tanques de almacenamiento: 1 Refrigerante utilizado en el sistema de refrigeración: R-22 Año de puesta en marcha: 2002 Tecnología: Alemana (antigua RDA) Tipo de tecnología de fermentación: Tanques cerrados dentro de bodegas. Capacidad de llenado de carros cisternas: No tiene Capacidad de llenado de cilindros: 250 Kg/h Situación actual: En proceso de montaje de los sistemas de refrigeración y CO2 Empresa de cervecerías “Tínima” Capacidad de recuperación: 500 Kg/h Capacidad de almacenamiento en estado líquido: 75.0 TM Cantidad de tanques de almacenamiento: 3 (25.0 TM) Refrigerante utilizado en el sistema de refrigeración: R-717 Año de puesta en marcha: 1985 Tecnología: Alemana (antigua RDA). 5. Mediante los cocimientos se extrae de la malta, lúpulos u otras materias primas los principios útiles para. preparar el mosto cervecero..
(25) CAPÍTULO 1. PLANTAS DE RECUPERACIÓN DE CO2. 11. Tipo de tecnología de fermentación: Cilindro cónico Capacidad de llenado de cilindros: 500 Kg/h Capacidad de llenado de carros cisternas: 8000 Kg/h Situación actual: Funcionando Empresa de cervecerías “Hatuey” Capacidad de recuperación: 200 Kg/h Capacidad de almacenamiento en estado líquido: 15.0 TM Cantidad de tanques de almacenamiento: 1 Refrigerante utilizado en el sistema de refrigeración: R-404A Año de puesta en marcha: 2009 Tecnología: Alemana Tipo de tecnología de fermentación: Cilindro cónico Capacidad de llenado de cilindros: 250 Kg/h Capacidad de llenado de carros cisternas: 25000 Kg/h Situación actual: Funcionando. 1.7. Fabricantes de plantas de recuperación de CO2. Existen en la actualidad varias compañías dedicadas a la fabricación de plantas para recuperar CO2. A continuación será analizada la labor de los fabricantes importantes como es el caso de Buse Gastek, Haffmans y Krones. 1.7.1 Buse Gastek La empresa alemana fundada por Rudolf Ehrenfried Buse en 1883, produce plantas de recuperación de CO2 “Sistema BUSE RGW-BRAU” (figura 1.2). Estas son plantas compactas de alta fiabilidad y de alta capacidad. Basado en la gran experiencia de Buse como productor de CO2, consumidor y fabricante de dichas plantas, las mismas son suministradas con todos los componentes necesarios para garantizar una recuperación segura y económica del dióxido de carbono en las cervecerías (Buse, 2008)..
(26) CAPÍTULO 1. PLANTAS DE RECUPERACIÓN DE CO2. 12. Figura 1.2. Planta de recuperación de CO2 fabricada por Buse Gastek. Ventajas de las plantas de Buse Gastek. Alta calidad de fabricación Equipos modernos y fiables Bajo costo de operación y alta pureza del CO2 recuperado Fácil de operar y fácil de mantener. (Buse, 2008). 1.7.2 Haffmans Para satisfacer la demanda de CO2 que continúa en aumento, el departamento de Investigación y Desarrollo Interno de Haffmans, desarrolla constantemente nuevas tecnologías. Esta, es una empresa holandesa fundada por el señor Ernest Haffmans en 1947 para mejorar la calidad del CO2, las tasas de recuperación y la eficiencia. Con las plantas LO (Low Oxygen) y HLP (High Low Purity) puede producirse un CO2 con una pureza superior al 99.998% con menos de 5 ppm (partes por millón) de contenido de O2 v/v. La planta HLP permite la recolección a partir de un gas crudo de ingreso, de sólo el 95% v/v y puede recuperarse económicamente manteniendo una pureza de salida garantizada de.
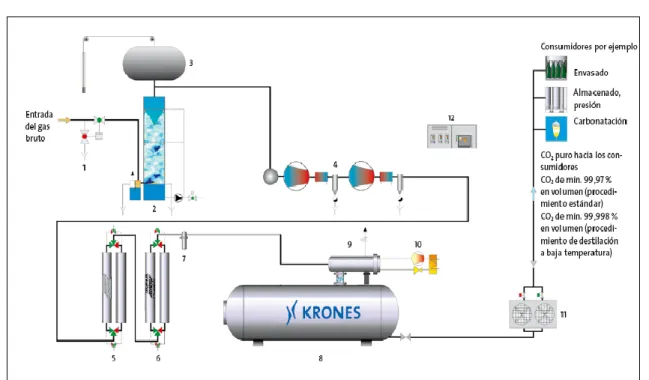
(27) CAPÍTULO 1. PLANTAS DE RECUPERACIÓN DE CO2. 13. 99,998% v/v (Haffmans, 2007). En la figura 1.3 se muestra el diagrama de las plantas fabricadas por la compañía Haffmans.. Figura 1.3. Planta de recuperación de CO2 fabricada por Haffmans. Ventajas de las plantas de Haffmans. La principal ventaja de estas plantas, al igual que las producidas por otros fabricantes, es que el CO2 producido en la fermentación de la cerveza u otros procesos de fermentación, no contiene sustancias extrañas al alimento y es totalmente de grado alimenticio. (Haffmans, 2007). 1.7.3 Krones La corporación Krones, es una empresa alemana, fundada por Herman Kronseder en 1951. Gracias a los amplios conocimientos de Krones, sobre los procesos de producción de bebidas, se aseguran costos operativos reducidos y una operación totalmente automática de la línea. (Krones, 2009). En la figura 1.4 se muestra la estructura de las plantas fabricadas por la compañía Krones..
(28) CAPÍTULO 1. PLANTAS DE RECUPERACIÓN DE CO2. 14. Figura 1.4. Planta de recuperación de CO2 fabricada por Krones. 1. Detección de espuma. 2. Lavado de gases con bomba de recirculación y sistemas de toberas atomizadoras impidiendo la germinación. 3. Globo de CO2. 4. Compresor de émbolo de CO2 de dos etapas, exento de aceite. 5. Purificación de doble torre con carbón. 6. Secador de doble torre con silicagel. 7. Filtro de polvo. 8. Tanque de almacenamiento de CO2 líquido. 9. Licuefactor de CO2. 10. Planta refrigeradora para la licuefacción de CO2. 11. Evaporador de CO2. 12. Mando PLC de planta completamente automático..
(29) CAPÍTULO 1. PLANTAS DE RECUPERACIÓN DE CO2. 15. Ventajas de las plantas de Krones. El dimensionado de las plantas se orienta por las exigencias individuales de los clientes, como es la calidad del gas bruto, los procesos de fermentación y las especificaciones de los consumos. Para cada fase del proceso se utilizan módulos estándares. El mando PLC de la planta permite una operación completamente automática y un procesamiento del CO2 en función de la producción. (Krones, 2009). 1.8. Control de plantas de recuperación de CO2 en el mundo. Para llevar a cabo la realización del presente trabajo y cumplir a cabalidad los objetivos planteados, fue necesario la revisión de algunos documentos que describen lo que se esta haciendo en el mundo con respecto a las plantas de recuperación de CO2, donde son tratados temas como control y supervisión de éstas, ya que esto sería de gran ayuda a la hora de escoger la herramientas a utilizar. 1.8.1 Ámbito nacional Hasta hace poco tiempo, el control de procesos industriales se hacía de forma cableada por medio de contactores y relé. Al operario que se encontraba a cargo de este tipo de instalaciones, se le exigía tener altos conocimientos técnicos para poder operarlas y mantenerlas. Además, cualquier variación en el proceso suponía modificar físicamente gran parte de las conexiones de los montajes, siendo necesario para ello un gran esfuerzo técnico y un mayor desembolso económico. En la cervecería Antonio Díaz Santana excepto para el control de la batería de secado y la batería de limpieza se utilizaba la lógica a relé. Las baterías de secado y limpieza eran controladas mediante un secuenciador, además para el control de temperatura, estas contaban con sensores que tenían incorporados salidas de relé. El control de la planta instalada en la cervecería Tínima también es basado en contactores magnéticos y relé de control, en esta instalación los instrumentos de campos empleados son los convencionales: termoresistencias, presostatos, termostatos, controles de nivel, interruptores de flujo etc. Otro ejemplo resulta la planta ubicada en la cervecería Hatuey,.
(30) CAPÍTULO 1. PLANTAS DE RECUPERACIÓN DE CO2. 16. donde el control está compuesto por una pizarra central con mando de memoria programable SPS (Symbolic Programming System) a la cual se encuentran acopladas las conexiones para el compresor de CO2, para la planta de refrigeración, la batería de secado, y la batería de purificación. (Nuez, 2010). 1.8.2 Ámbito internacional La cervecería MB Rodic en Serbia apuesta por una solución PLC (Programmable Logic Controller) de alta disponibilidad, además de la redundancia de los servidores, instalada y estandarizada en los sistemas Botec de Krones. Aquí dos aparatos centrales paralelos S7400H, cuyas CPUs se encuentran acopladas a través de conductores de fibra óptica y que excitan la periferia E/S mediante tramos profibus redundantes, ofrecen máxima seguridad en caso de avería. Los módulos centrales y los tramos profibus están ajustados de tal manera que, en caso de averías de un grupo, el siguiente grupo se encarga de la tarea actual de mando. En caso de avería del sistema "líder" la planta cambia suavemente a la segunda periferia redundante. Esta última se encarga de las tareas de control del proceso en cuestión de milisegundos sin pérdida de información. (Krones, 2010a). Otro ejemplo se encuentra en la Unión de Cervecerías Backus y Johnston, (subsidiaria de la cervecera transnacional SAB Miller) la primera cervecera del Perú. Cuenta con dos plantas de producción de cerveza en el norte (Trujillo y Motupe), dos en el sur, (Arequipa y Cusco) y una principal en Lima (distrito de Ate Vitarte) que produce 9.7 millones de hectolitros de cerveza al año. (Farias, 2008). La planta Motupe utiliza un PLC SIMATIC S5 115U de la firma Siemens para realizar todas las acciones de mando y emplea además para el monitoreo de los tanques de fermentación y de los compresores, de CO2 un software WinCC versión 4.1 también de Siemens, esta planta emplea sistemas de control de temperatura y sistemas Cleaning in Place (CIP), los sistemas CIP son diseñados para la limpieza y desinfectado automáticos sin necesidad de realizar obras de desmontado y ensamblado. (Acotec, 2003). La planta Cusco emplea un PLC SIMATIC S7 200 con CPU 226 para su control, implementándose señales discretas y analógicas, que permiten, un funcionamiento, control y supervisión adecuada. Actualmente la planta de recuperación de CO2 se ha integrado al sistema de visualización mediante el software WinCC Flexible 2007, con lo cual se ha.
(31) CAPÍTULO 1. PLANTAS DE RECUPERACIÓN DE CO2. 17. obtenido una operación centralizada de los procesos así como un medio efectivo de control, gracias a tendencias y gráficos que permiten tener una trazabilidad de sus variables. (Farias, 2008). 1.9. Conclusiones del capítulo. Después de haber realizado un estudio del estado del arte de las plantas de recuperación de CO2 se llegó a las siguientes conclusiones en el capítulo: La puesta en marcha de la planta de recuperación de CO2 trae consigo numerosas ventajas tanto para la cervecería como para la comunidad en general. El control de la planta mediante controladores lógicos programables, PLC, garantiza una correcta operación del proceso minimizando los costos de mantenimiento. La creación de una herramienta para la supervisión de las variables del proceso, permitirá una gestión de la producción, y disminuirá errores ante averías o mal funcionamiento..
(32) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 18. CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. En el presente capítulo se expondrán algunos aspectos en relación con la elección de la instrumentación de campo y de la programación del dispositivo de control. Además se dará una breve introducción a los PLC, para lograr un mayor entendimiento del tema. También se describirán los dispositivos de campo y actuadores escogidos, el PLC, y los módulos seleccionados . Igualmente se explicarán temas como software, y la metodología utilizada para llevar a cabo la programación. 2.1. Introducción a los Controladores Lógicos Programables (PLC). En este capítulo un tema fundamental resulta la programación del dispositivo encargado de controlar la planta. Para lograr un mejor entendimiento, antes de explicar los epígrafes siguientes, se realizará una breve reseña de algunos aspectos básicos relacionados con estos dispositivos. 2.1.1. Concepto de PLC. Un PLC (Controlador Lógico Programable) (figura 2.1) es un dispositivo electrónico de estado sólido que puede controlar procesos, y tiene la capacidad de ser programado o reprogramado rápidamente según la demanda de la aplicación. Fue diseñado para remplazar los circuitos secuenciales basados en relés que eran necesarios para el control de las máquinas. El dispositivo opera monitoreando sus entradas, y dependiendo de su estado, activando y desactivando sus salidas. El programador le introduce un software que permite el funcionamiento de la manera deseada (Navarro, 2001)..
(33) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 19. Figura 2.1 Aspecto físico de un PLC. 2.1.2. Características de los PLC. A continuación serán señaladas las características principales que distinguen a los controladores lógicos programables.. 1. Constituyen elementos inteligentes de control, potentes, de alta fiabilidad y robustez. 2. Presentan estructura modular, expandible. 3. Alta flexibilidad en la configuración tanto del software como del hardware. 4. Emplean lenguajes de programación sencilla y elementos de programación bien diseñados acorde a las aplicaciones industriales. 5. Alta capacidad de realización de tareas (multitareas) y operación en tiempo real. Incluyen módulos con funciones inteligentes (comunicación, regulación PID, control de motores, etc.). 6. Permiten la realización del tratamiento primario de la información (filtraje, conversión A/D y D/A y linealización por solo mencionar algunos). 7. Amplias facilidades de comunicación (a través de procesadores de comunicación) con elementos periféricos de todo tipo (computadoras, impresoras, instrumentación digital, autómatas). 8. Capaces de formar redes de comunicación de alto nivel, que garantizan la transmisión de información segura y transparente a todos los niveles dentro de la jerarquía de automatización. 9. Fácil montaje, puesta en marcha, ajuste y mantenimiento (se incluyen: menús de ayuda, programas prueba, generación de código de errores y detección de fallas). (Castellanos, 2008)..
(34) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 2.1.3. 20. Ventajas de los PLCs sobre la lógica a relés. La siguiente tabla describe algunas de las ventajas que presentan los PLCs con respecto a la lógica a relé. (Navarro, 2001). Tabla 2.1 Ventajas de los PLCs sobre la lógica a relés. LÓGICA CON PLCs. 2.2. LOGICA A RELÉS. Flexibilidad de configuración y programación.. Costosos cambios de hardware.. Rápidos cambios de la lógica de control.. Mayor tiempo de cambios en la lógica de control.. Amplia variedad de funciones: Relés, Contadores, Temporizadores, Secuenciadores, Registros, etc.. Pocas funciones: Relés, Contadores, Temporizadores.. Reducción de espacio.. Mayor espacio relativo.. Montaje fácil y rápido.. Montaje lento y tedioso.. Localización fácil y rápida de averías y fallas.. Búsqueda lenta y más difícil de averías.. Alta confiabilidad. Elementos de estado sólido.. Poca confiabilidad. Partes mecánicas.. Gran número de contactos.. Máximo de 4 a 6 contactos.. Consumo reducido de energía.. Mayor consumo de energía.. Reducción del costo a medida que aumenta la complejidad del proceso.. A partir de 15 o 20 relés, el costo comparativo supera el costo de la utilización de los PLCs.. Selección de la instrumentación de campo. Unos de los objetivos de este trabajo de diploma, es la elección de la instrumentación que se encargará de recopilar la información de las variables del proceso, lo cual permitirá que éstas se mantengan en los valores deseados. Por dichas razones a continuación se realizará una descripción de los dispositivos seleccionados. Para llevar a cabo la elección de los sensores se tuvieron en cuenta las siguientes características: 1. Rango estático de entrada. 2. Rango estático de salida..
(35) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 21. 3. Requerimientos de alimentación. 4. Precisión. 5. Exactitud. 6. Condiciones ambientales de explotación. 7. Costo. Todos los sensores escogidos son fabricados por la firma alemana Endress+Hauser, con el objetivo de lograr la homogeneidad en entre los instrumentos, ya que siendo todos de un mismo fabricante se eliminarían varios problemas de trámites y consultas por fallas de operación o mantenimiento. 2.2.1 Sensor seleccionado para el control en el lavador de CO2 Los requisitos que debe cumplir el sensor son: Medio: Agua Alimentación: 24 VDC Rango: Interruptor ON/OFF Salida: Contacto normalmente abierto libre potencial Conexión al proceso: G ½ Largo de la punta: 30 mm Para realizar el control de nivel en el lavador, se eligió un Liquiphant T FTL20 (figura 2.1), detector de nivel digital utilizado para todo tipo de líquidos en tanques, contenedores o tuberías. Las características del tipo seleccionado son: aprobado para propósito general, variante a 100°C, rosca ISO228 G1/2 A, comportamiento ON/OFF, largo de punta 38 mm, y posibilidades de conexión a PLC. (Endress+Hauser, 2005).. Figura 2.1. Liquiphant T FTL20..
(36) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 22. Ventajas del Liquiphant T FTL20. El dispositivo Liquiphant T FTL20, proporciona seguridad operacional, fiabilidad, y aplicabilidad universal a través del uso de dos paletas en forma de tenedor como principio de medición. Otras de sus ventajas es la opción de poder realizar una prueba externa usando imanes de prueba sin necesidad de ser desmontado (Endress+Hauser, 2005). El anexo I muestra otros datos de importancia con relación al Liquiphant T FTL20. En el fondo del lavador de CO2 se encuentra una válvula que es abierta en caso de nivel alto, esta válvula es manipulada en la programación del PLC pero no fue seleccionada en la presente investigación. 2.2.2 Sensor seleccionado para el control en las baterías de secado y limpieza Los requisitos que debe cumplir el sensor son: Medio: CO2 gaseoso Rango de entrada: 0 a 100°C Transmisor incluido: No Exactitud: Media Conexión al proceso: G ½ Elemento sensor: Resistencia de platino, Pt100Ω a 0 °C Para la medición de la temperatura en los tanques de secado y limpieza se eligieron termorresistencias TST 40N (figura 2.2), el tipo seleccionado presenta las siguientes características: son construidas para propósito general, por lo que pueden ser instaladas en medios para líquidos o gases, elemento sensor estándar con una Pt100 incluida a 0 °C, tres hilos de conexión, diámetro del tubo nueve milímetros, diámetro de la punta seis milímetros, rango de operación de -50 a +600 °C, rosca G ½ DIN 43763 y tolerancia clase B (error en medida de temperatura de ± 0.30 °C y en resistencia de ± 0.12 Ω). (Endress+ Hauser, 2005). En el anexo II se muestran algunos datos de importancia en relación a la termorresistencia TST 40N..
(37) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 23. Figura 2.2. TST40N RTD. Cada tanque de secado y limpieza contiene una válvula de purga que es cerrada para la fase de formación de presión, estas válvulas son manipuladas en la programación, pero como vienen instaladas con los tanques no fueron seleccionadas en el presente trabajo. 2.2.3 Sensores designados para el control en el tanque de acumulación Los requisitos que deben cumplir estos sensores son: Sensor de Nivel Medio: CO2 líquido Alimentación: 24 VDC Rango: Interruptor ON/OFF Salida: Contacto normalmente abierto libre potencial Conexión al proceso: G ½ Largo de la punta: 30 mm Temperatura del proceso: - 40 °C Presión del proceso: 25 bar Para llevar a cabo la medición del nivel en el tanque de acumulación, se eligió un Liquiphant T FTL20, descrito anteriormente. Este. dispositivo resulta adecuado pues. soporta temperaturas del proceso de -40°C a + 100 °C y presiones de -1 a 40 bar. Sensor de presión Medio: CO2 líquido Rango de entrada: 0 a 25 bar abs.
(38) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 24. Rango de salida: 4 a 20 mA. Conexión al proceso: G ½ Temperatura del proceso: -40 °C Para efectuar la medición de presión en el tanque de acumulación se designó un sensor Cerabar T PMC 131 (figura 2.3), transductor de presión con sensor cerámico capacitivo que ha sido diseñado para medir presión absoluta y relativa en gases, vapores y líquidos. Las características que presenta este sensor son: rango de medición de 0 a 40 bar abs, señal de salida 4 a 20 mA., rosca G ½ (16 288), y temperatura de trabajo de -50 a +100°C. (Endress+Hauser, 2005).. Figura 2.3 Cerabar T PMC 131. Ventajas del Cerabar T PMC 131. Entre las principales ventajas se destacan: el funcionamiento seguro, gracias al sensor cerámico capacitivo, la fiabilidad, su extremada estabilidad, y la fácil instalación. (Endress+Hauser, 2005). El anexo III presenta varios de los datos más relevantes del Cerabar T PMC 131.. Sensor de flujo Medio: CO2 líquido Rango de entrada: 0 a 6000 kg/h Diámetro de la tubería: DN15 Rango de salida: 4 a 20 mA. Presión del proceso: 25 bar.
(39) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 25. Temperatura del proceso: -40 °C Para realizar el control de la cantidad de CO2 que sale del tanque de acumulación, se escogió un sistema de medición de caudal másico por efecto coriolis, tipo Proline Promass 83 F (figura 2.4), puesto que el principio de funcionamiento de los mismos no se ve afectado por propiedades físicas como, la viscosidad o densidad del fluido. Estos flujómetros pueden realizar mediciones de alta precisión en líquidos y gases, como aceites, lubricantes, combustibles, gases licuados, disolventes, gases comprimidos etc. Sus características son: rango de medición de 0 a 6500 kg/h para tubería DN15, señales de salida 4 a 20 mA., PROFIBUS DP, PROFIBUS PA, Interfaz MODBUS, Interfaz FUNDATION, temperatura del fluido de -50 a +200 °C y presión del fluido de 0 a 40 bar. (Endress+ Hauser, 2005). En el anexo IV se describen algunas características esenciales del flujómetro de efecto coriolis Proline Promass 83 F.. Figura 2.4. Proline Promass 83 F. Ventajas de los flujómetros másicos coriolis Los flujómetros coriolis presentan varias ventajas entre las que se pueden mencionar: principio de aplicación universal para medir caudales de líquidos y gases, la medición directa de caudal másico (no requiere compensación de presión y temperatura), el principio de medición no depende de la densidad ni de la viscosidad del fluido, la exactitud de medición es muy alta (típicamente ± 0.1 % v.l.) y el sensor es multivariable, mide a la vez el caudal másico, la densidad, y la temperatura. (Jost et al., 2005). Para controlar el flujo de CO2 a la salida del tanque es necesario emplear una válvula como elemento final de control, los requisitos que debe cumplir la misma son: Medio: CO2 líquido Presión del proceso: 25 bar.
(40) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 26. Temperatura del proceso: -40 °C Tipo: Electroválvula Apertura: Acción directa La electroválvula seleccionada para el control de flujo es fabricada por la firma Bürkert, de estos dispositivos fue escogido el modelo 0255 debido a que es elaborado para propósitos generales y puede ser empleado en gases y líquidos; soporta presiones hasta 100 bar, temperatura del medio de -40 a 180 °C, alimentación 24 VDC, rosca G ½, y presentan acción directa. (Burkert, 2008). En la figura 2.5 se ilustra esta válvula.. Figura 2.5 Electroválvula 0255. 2.2.4 Sensores para el control en el compresor de refrigeración En el compresor de refrigeración existen cuatro presostatos, el estado de los contactos de estos instrumentos se tiene en cuenta en el programa para la señalización de alarmas, y el apagado del compresor de refrigeración. El fabricante proporciona estos instrumentos junto al compresor, por lo que su selección no fue efectuada como tarea de este trabajo. En el condensador de CO2 existen dos válvulas, una para el refrigerante freón 22, y la otra para los gases incondensables. Estas válvulas son accionadas en la programación, el fabricante las proporciona con la planta de refrigeración, y por tal motivo no fueron elegidas en el trabajo 2.3. Dispositivos de control. Para realizar la elección del PLC encargado del control de la planta resultó necesaria una reunión con los tecnólogos y operadores, con el objetivo de determinar los requisitos del.
(41) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 27. proceso, allí fueron señaladas la cantidad de entradas y salidas a manipular, y las prestaciones principales que debía brindar el dispositivo. Entradas digitales: 1. Botón manual automático de la planta de refrigeración. 2. Botón para arranque manual del compresor de refrigeración. 3. Contacto que indica compresor de CO2 encendido. 4. Contacto que indica presión por encima 17 kg en el tanque de acumulación. 5. Contacto que indica presión de aceite restablecida. 6. Contacto que indica presión baja en el compresor de refrigeración mayor que -0.44 bar. 7. Contacto que indica presión baja en el compresor de refrigeración menor que -0.55 bar. 8. Contacto que indica presión alta en el compresor de refrigeración menor que 18.5 bar. 9. Contacto que indica presión alta en el compresor de refrigeración mayor que 19.5 bar. 10. Contacto que indica disparo por térmica del compresor de refrigeración. 11. Contacto para la realimentación del compresor de refrigeración. 12. Contacto que indica nivel máximo en el lavador de CO2 Entradas analógicas: 1. Temperatura del tanque de limpieza 1. 2. Temperatura del tanque de secado1 3. Temperatura del tanque de limpieza 2. 4. Temperatura del tanque de secado2. 5. Presión en el tanque de acumulación. 6. Flujo de salida del tanque de acumulación Salidas digitales: 1. Contacto para encender el compresor de refrigeración. 2. Contacto para el encendido de la resistencia del tanque de secado 1. 3. Contacto para el encendido de la resistencia del tanque de secado 2. 4. Contacto para el encendido de la resistencia del tanque de limpieza 1. 5. Contacto para el encendido de la resistencia del tanque de limpieza 2. 6. Contacto para abrir la válvula de purga del condensador de CO2..
(42) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 28. 7. Contacto para abrir la válvula de bypass del compresor de refrigeración. 8. Contacto para abrir la válvula de freón. 9. Contacto para abrir la válvula de seguridad del lavador de CO2. 10. Contacto que indica la ocurrencia de alarmas. 11. Contacto para abrir las válvulas de purga de los tanques de secado 1 y limpieza 1. 12. Contacto para abrir las válvulas de purga de los tanques de secado 2 y limpieza 2. 13. Contacto para manipular la válvula que decide que batería trabaja.. El PLC seleccionado debe ser capaz de proporcionar la conexión de las entradas y salidas mencionadas anteriormente, y debe cumplir con los siguientes requisitos: Comunicación: protocolos de comunicación estándar. Funciones: PID, Reloj de tiempo real. Estimado de memoria: 4 MB Memoria de Backup: 80 horas Paneles: Conexión de paneles de operador. Módulos de ampliación: Posibilidad de conectar módulos de ampliación Para realizar las acciones de mando de la planta de recuperación se escogió un PLC S7 200 de la firma Siemens, debido a que presenta las siguientes características: Montaje, programación, y uso particularmente fáciles. De alta escala de integración, requiere poco espacio y es potente. Aplicable tanto para los controles más simples como para tareas complejas de automatización. Puede ser aplicado aisladamente, interconectado en red o en configuraciones descentralizadas. El PLC es útil también para campos donde, por motivos económicos, no se aplicaban hasta ahora autómatas programables. Presenta destacadas prestaciones de tiempo real y potentes posibilidades de comunicación (PPI, PROFIBUS-DP, AS-Interface). (Siemens, 2004a)..
(43) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 2.4. 29. Módulos de ampliación. La gama S7 200 incluye una gran variedad de módulos de ampliación para satisfacer los requisitos de la aplicación; estos módulos se pueden utilizar para agregar funciones a la CPU. A continuación se describirán los módulos empleados en el proyecto. Para llevar a cabo el control completo de la planta, es necesario manipular un número determinado de entradas y salidas tanto analógicas como digitales, este número de variables fue el que determinó el tipo y la cantidad de módulos empleados. En el trabajo se controlarán, 14 entradas digitales, seis entradas analógicas y 13 salidas digitales 2.4.1 Unidad Central de Proceso (CPU) La CPU seleccionada debe cumplir con los siguientes requisitos: Entradas digitales: 14 entradas de 24 VDC Entradas analógicas: 6 Salidas digitales: 13 salidas a relé. Alimentación: 110 a 250 VAC La unidad central de procesos utilizada fue una CPU 224 (figura 2.6), su número de referencia es 6ES7 214-1BD23-0XB0. Esta CPU tiene incorporadas 14 entradas y 10 salidas a relé, todas digitales, es decir, brinda la posibilidad de conectar todas las entradas digitales pero no así con las salidas. Se pudo haber utilizado una CPU 226 que contiene 24 entradas y 16 salidas, pero resulta más económico el empleo de una CPU 224 con un módulo de ampliación para salidas digitales, debido al alto costo de las CPU 226. Con respecto a CPUs como la 221, 222 estas tienen muy pocas entradas y salidas por lo que aumentaría el número de módulos a utilizar, las CPUs S7 200 no traen implícitas entradas analógicas por tal razón es necesaria la elección de módulos de este tipo. (Siemens, 2004b). En el anexo V son mostrados algunos datos interés en relación a las CPUs S7 200..
(44) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 30. Figura 2.6. CPU 224. 2.4.2 Módulo de salidas digitales El módulo digital seleccionado debe cumplir los siguientes requisitos: Salidas: 5 salidas a relé mínimo. Alimentación: 24 VDC Para la conexión de las restantes salidas, se empleó un módulo de salidas digitales EM 222 (figura 2.7), el número de referencia que lo identifica es 6ES7 222-1HF22-0XA0, este módulo contiene ocho salidas a relé con las cuales queda resuelto el problema de las salidas (Siemens, 2004b). En el anexo VI se muestran algunos datos de los módulos de ampliación digitales.. Figura 2.7. Módulo EM 222. 2.4.3 Módulos de entradas RTD El módulo RTD debe cumplir los siguientes requisitos: Entradas: 4 entradas RTD, PT100. Alimentación: 24 VDC Para conectar las termorresistencias de las baterías de secado y limpieza y obtener los valores de temperatura correspondientes, fueron designados dos módulos de entradas RTD..
(45) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 31. El tipo de módulo empleado fue el EM 231 RTD (figura 2.8), el número de referencia de este medio es: 6ES7 231-7PB22-0XA0. Cada módulo permite conectar dos RTDs (termorresistencias) a la gama S7 200, y las dos RTDs conectadas al módulo deben ser de un mismo tipo. (Siemens, 2004b). En el anexo VII se muestran algunos datos técnicos generales de los módulos RTD.. Figura 2.8. Módulo EM 231 RTD. 2.4.4 Módulo de entrada analógica El módulo de entrada analógica escogido debe cumplir los siguientes requisitos: Entradas: dos entradas mínimo Alimentación: 24 VDC Para la conexión del sensor encargado de medir la presión en el tanque de acumulación y el flujómetro de efecto coriolis, fue escogido un módulo de entrada analógica EM 231, su número de referencia es 6ES7 231-0HC22-0XA0, este módulo permite la obtención de las restantes entradas analógicas ya que cuenta con cuatro entradas de las cuales serán utilizadas solo dos. Este módulo se muestra en la figura 2.9. (Siemens, 2004b). En el anexo VIII son presentados algunos datos técnicos de dicho módulo.. Figura 2.9. Módulo EM 231..
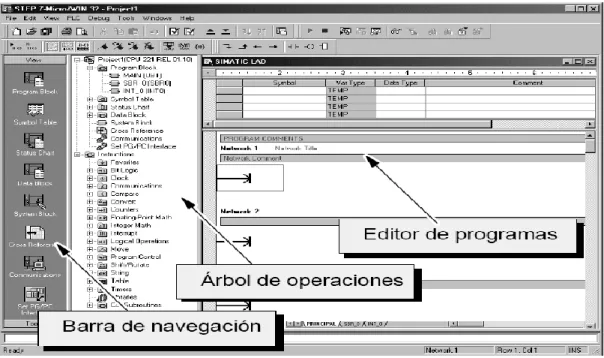
(46) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 2.5. 32. Programación del PLC. Para realizar la programación del PLC S7 200, Siemens ofrece dos opciones para conectar el dispositivo a la unidad programadora: una conexión directa vía cable PPI (Interfaz punto a punto) multimaestro, o bien un procesador de comunicaciones (CP) con un cable MPI (Interfaz Multipunto). El cable de programación PPI multimaestro es el método más usual y económico de conectar el dispositivo a la unidad de programación. Este cable une el puerto de comunicación (RS 485) del PLC con el puerto serie (RS 232) de la PC. (Siemens, 2004b). Para la programación del equipo, se usaron el cable PPI multimaestro, la unidad central de procesos escogida (CPU 224), y una computadora como unidad programadora con el software STEP 7 Micro/WIN. En la figura 2.10 se ilustra la conexión del cable PPI para la programación del PLC.. Figura 2.10. Esquema para la programación del PLC. 2.5.1 Paquete de programación STEP 7 Micro/WIN STEP 7 Micro/WIN es un software proporcionado por la firma Siemens que permite programar fácilmente el S7 200. El paquete de programación constituye un entorno de fácil manejo para desarrollar, editar y observar el programa, necesario para el control de la aplicación. STEP 7 Micro/WIN comprende tres editores que permiten desarrollar de forma cómoda y eficiente el programa de control: el esquema de contactos (KOP), la lista de instrucciones (AWL) y Diagrama de funciones (FUP). El editor empleado en este proyecto para llevar a cabo la programación fue el esquema de contactos (KOP)..
(47) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 33. Para encontrar fácilmente la información necesaria, el software incorpora una ayuda completa en pantalla, y un CD de documentación que incluye una versión electrónica del manual, ejemplos de aplicación y otras informaciones de gran utilidad. Las barras de herramientas incorporan botones de método abreviado para los comandos de menú de uso frecuente, además estas barras se pueden mostrar u ocultar. En la figura 2.11 se muestra la ventana principal del software con las tres barras indicadas.. Figura 2.11 Barras de herramientas. La barra de navegación comprende iconos que permiten acceder a las diversas funciones de programación, como son, bloque del sistema (permite configurar varias opciones de hardware para el S7 200), bloque de datos (aquí se almacenan los valores de diferentes variables utilizadas en el programa), y bloque de comunicación (permite configurar la comunicación del dispositivo) entre otros. En el árbol de operaciones se visualizan todos los objetos del proyecto y las operaciones para crear el programa de control, aquí se encuentran los temporizadores, contadores, operaciones de comparación, operaciones lógicas con bit, entre otras. El editor de programas contiene el programa y una tabla de variables locales donde se pueden asignar nombres simbólicos a las variables locales temporales. Las subrutinas y las rutinas de interrupción se visualizan en forma de fichas en el borde inferior del editor de programas..
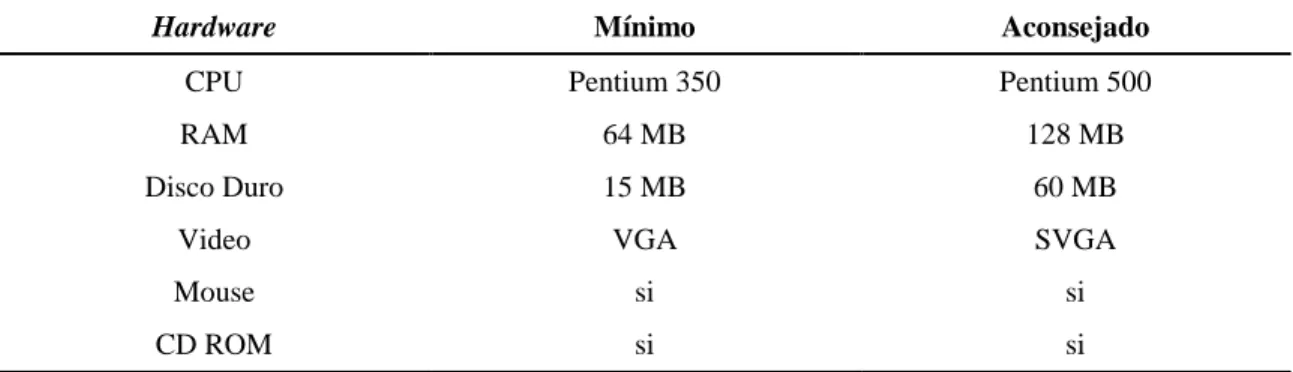
(48) CAPÍTULO 2. SENSORES, ACTUADORES Y PROGRAMACIÓN DEL PLC. 34. Requisitos del sistema. STEP 7 Micro/WIN se puede ejecutar en un ordenador (PC), o bien en una unidad de programación de Siemens (por ejemplo, en una PG 760). El PC o la PG deberán cumplir los siguientes requisitos mínimos (Siemens, 2004b): Sistema operativo: Windows 2000, Windows XP (Professional o Home). 100 MB libres en el disco duro (como mínimo). Ratón (recomendado). 2.5.2 Versión utilizada Para el desarrollo de la aplicación fue empleada la versión 4.0 SP3 del software, este es un paquete de programación de 32 bits para el S7 200 que incluye: Nuevas herramientas que soportan las últimas mejoras de las CPUs: Panel de autosintonización PID, asistente de control de posición integrado en los PLCs, asistente de registros de datos y asistente de recetas. Nuevas operaciones: Horario de verano (READ_RTCX y SET_RTCX), Temporizadores de intervalos (BITIM, CITIM), borrar evento de interrupción (CLR_EVNT). Unidades de organización del programa y librerías mejoradas: nuevas constantes de cadena, direccionamiento indirecto soportado en más tipos de memoria, soporte mejorado de la parametrización de lectura y escritura de la librería USS (Universelles Serielles Schnittstellen o Interfaz en Serie Universal) para los accionamientos maestros de Siemens. Bloque de datos mejorado: páginas del bloque de datos, incremento automático del bloque de datos. (Siemens, 2004b). 2.5.3 Metodología para la programación Existen dos formas de programación para el PLC: el método heurístico o informal (función memoria), y el método formal (redes de Petri o GRAFCET), de ellos se recomienda el diagrama GRAFCET, ya que es una herramienta sencilla y muy potente en lo que respecta al trabajo con automatismos secuenciales (Lugo et al.,2005) Para realizar la programación del PLC empleando como herramienta el lenguaje GRAFCET es necesario seguir los siguientes pasos (Lugo et al., 2005):.
Figure



+7



Documento similar
