Propuesta de procedimiento para la selección del tipo de mantenimiento a aplicar a los equipos de la Carpintería de la UCLV
78
0
0
Texto completo
(2) Pensamiento. Pensamiento. El mundo de hoy enfrenta problemas que no pueden ser resueltos pensando en la forma que se pensaba cuando fueron creados. Albert Einstein.
(3) Dedicatoria. Dedicatoria. A mis hijos por obligarme siempre a ser ejemplo. A mi esposa por apoyarme y comprenderme en los momentos difíciles. A mi familia.
(4) Agradecimiento. Agradecimiento. A mi TUTOR, MsC. Ing. José Ulivis Espinosa Martínez, una persona increíblemente maravillosa, que siempre estuvo a mi lado en todo momento para indicarme el camino correcto a seguir, sin su ayuda este Trabajo de Diploma no hubiera sido posible. A mis grandes amigos y compañeros de carrera Ada, Claribel, Luis y Mayusca por la paciencia que siempre tuvieron para ayudarme a la hora de estudiar. A todos aquellos profesores que me apoyaron en los momentos más difíciles..
(5) Resumen Resumen El presente Trabajo de Diploma se selecciona un procedimiento para el mejoramiento de la política de mantenimiento a los equipos en el Taller de Carpintería de la Universidad Central “Marta Abreu” de las villas (UCLV), lo que permitirá determinar la mejor alternativa de mantenimiento para los equipos productivos en función del contexto operacional en que se desempeñen, todo ello a partir de la selección de las principales variables que caracterizan este contexto (seguridad, calidad, utilidad, afectaciones, consumo de energía eléctrica, frecuencia y tiempo de reparación) y la clasificación de los fallos predominantes en el equipamiento. La propuesta destaca la inclusión de elementos novedosos en determinadas variables en función de las características del proceso productivo analizada. La tesis contiene, además, una revisión bibliográfica que aborda temas actuales de mantenimiento así como las diversas metodologías que giran en torno al análisis de la criticidad del equipamiento y la selección del sistema de mantenimiento más apropiado a aplicar a los sistema de producción de una organización..
(6) Summary Summary. This Diploma is selected a method for improving the policy of keeping the teams in the carpentry workshop at the Central University "Marta Abreu" of Las Villas (UCLV), which will determine the best maintenance option for production equipment according to the operational context in which they play, all from the selection of the main variables that characterize this context (safety, quality, utility, affectations, power consumption, frequency and time of repair) and the classification of predominant faults in equipment. The proposal stresses the inclusion of new elements in certain variables depending on the characteristics of the production process analyzed. The thesis also contains a literature review that addresses current maintenance issues and the various methodologies that revolve around the analysis of the criticality of the equipment and selecting the most appropriate maintenance system applied to production systems of an organization..
(7) Indices Introducción. 1. Capítulo I. Marco teórico – referencial. 3. 1.1 Mantenimiento. 3. 1.1.1. Las Fallas. 5. 1.1.2. Tipos de mantenimientos.. 8. 1.1.3. La función de mantenimiento. 10. 1.1.4. Estrategias del mantenimiento. 11. 1.1.5. Objetivos del Mantenimiento. 12. 1.2. Gestión de mantenimiento. 14. 1.3. Sistemas de mantenimiento. 17. 1.4. Metodologías para la selección del tipo de mantenimiento. 20. 1.4.1. Método para seleccionar Sistemas de Mantenimiento. 23. 1.5. La Gestión del mantenimiento en Cuba. 24. 1.6. Conclusiones Parciales. 26. Capítulo II. Análisis del sistema mantenimiento a Equipos en el taller de carpintería. 27. 2.1. Características generales del Centro. 27. 2.1.1. Caracterización del taller de carpintería de LA UCLV.. 28. 2.2. Analisis del mantenimiento en el taller de carpintería de la UCLV.. 30. 2.3. Conclusiones Parciales. 41. Capítulo III. Propuesta para la selección de alternativas de la política de mantenimiento a equipos en la carpintería de la UCLV.. 42. 3.1. Selección de alternativas de sistema mantenimiento. 42. 3.2. Propuesta de variantes de mantenimiento. 50. 3.3. Conclusiones parciales. 53. Conclusiones. 54. Recomendaciones. 55. Bibliografía. 56. Anexos. ..
(8) Introducción Introducción La consideración del mantenimiento como una actividad de apoyo auxiliar.; ha sido una carga pesada que ha costado mucho eliminar y que incluso no esta totalmente desechada. La época en que la disponibilidad lo pagaba todo está pasando a un segundo plano en favor de la “rentabilidad de la disponibilidad”. Además, en estos momentos entran en escena consideraciones medioambientales, de satisfacción del cliente (interno y externo), de estrategia global de imagen, etc. Ante las nuevas reglas de producción y la importancia que se le concede a la actividad integral de mantenimiento para el logro de estas, varios autores [De la Paz Martínez, 1996; Torres, 1997; Batista Rodríguez, 2000; Bevilacqua y Braglia, 2000; Huerta Mendoza, 2001; González Danger y Hechavarría Pierre, 2002; Dos Santos Mendes, 2002; Borroto Pentón, 2005; Christensen, 2006; Alfonso Llanes, 2008c] han coincidido que en principio un sistema de mantenimiento bien diseñado debe adecuarse a las características de cada máquina lográndose un sistema de mantenimiento alterno, tanto a nivel de fábrica como a nivel de máquina. De modo que no todos los equipos deben tener el mismo sistema de mantenimiento, lo que permite centrar las fuerzas en aquellas partidas de mayor incidencia en el mismo, y a su vez más susceptibles de mejoramiento, así como el eficiente uso de los recursos del área en general. Todo ello va a repercutir favorablemente en el logro eficaz y eficiente de la meta de la organización. La Resolución Económica del 5to Congreso del PCC (PCC, 1997) al trazar los lineamientos y principios generales sobre la política económica en la fase de recuperación de la economía de las empresas cubanas, establece que la Industria deberá recuperar su papel estratégico en la economía, constituyéndose en fuente de ingresos crecientes y reanimadora de otras ramas y esferas. El mantenimiento preventivo planificado que se aplica actualmente en la Carpintería de la UCLV es el planificado por la resolución No. 68/94, la cual no responde completamente a las necesidades de los equipos de la misma, por lo que se requiere abordar este problema desde el punto de vista técnico,. haciendo uso de las tendencias más modernas que garanticen un. excelente nivel de calidad, debiéndose crear las bases bajo la condición de las mismas para el perfeccionamiento de la gestión. de mantenimiento a aquellos equipos en el proceso de. producción. Esta situación constituye en apretada síntesis la situación problemática identificada que fundamentó la investigación desarrollada. Se hace necesario que se consolide y garantice el. …1.
(9) Introducción buen funcionamiento del mantenimiento, siendo este el PROBLEMA CIENTÍFICO de la investigación, el objeto de estudio teórico se centra en el contenido del proceso de toma de decisiones para la. selección de alternativas del sistema de mantenimiento a equipos en la. Carpintería de la UCLV. Las consideraciones anteriores han conducido a formular la hipótesis general de esta investigación como sigue: mediante la aplicación de un procedimiento que permita definir la política de mantenimiento a cada uno de los equipos en la Carpintería, basado en la clasificación de los fallos y la criticidad del equipamiento, se contribuye a definir el tipo de mantenimiento a aplicar a cada equipo productivo. El objetivo general de la investigación consiste en: Aplicar un procedimiento que permita la selección de la política de mantenimiento más adecuada a cada equipo productivo en función de cumplir las buenas prácticas operativas. Para alcanzar el objetivo general antes expuesto se proponen los objetivos específicos siguientes: •. Realizar un análisis crítico de la literatura especializada, que permita caracterizar el mantenimiento como alternativa de decisión, particularizando en talleres de carpintería, con el fin de construir el marco teórico-referencial de la investigación.. •. analizar el sistema de mantenimiento actual a equipos en la Carpintería de la UCLV.. •. Aplicar un procedimiento para la selección de alternativas de la política de mantenimiento a los equipos en la Carpintería de la UCLV.. El presente Trabajo de Diploma ha sido dividido en tres capítulos. En el primero se recoge toda la fundamentación teórica de la investigación. En el segundo capítulo, a través de un diagnóstico se obtiene la situación actual del mantenimiento. En el capítulo tres se realiza la definición para la selección de un procedimiento de alternativas de Sistema de Mantenimiento a equipos en la Carpintería; además, se muestran las conclusiones a las que se arribó, las recomendaciones propuestas y la bibliografía consultada. Finalmente, se expone un grupo de anexos de necesaria inclusión para fundamentar, destacar y facilitar la comprensión de los aspectos de mayor complejidad tratados en el cuerpo del documento.. …2.
(10) Capitulo I. Marco teórico - referencial CAPÍTULO I. Marco teórico-referencial El presente capítulo tiene como objetivo establecer el campo de investigación, partiendo de la caracterización teórica del problema a resolver, o sea, la fundamentación teórico-práctica de la necesidad, importancia y actualidad de métodos novedosos existentes relacionados con las actividades de mantenimiento a equipos. Los temas fundamentales a tratar se resumen en el hilo conductor de la investigación que se muestra en la Figura 1. 1.1 Mantenimiento El mantenimiento es aún considerado en muchas empresas como un costo, una carga de explotación anual que se debe reducir, hoy día representa como promedio y en costo directo el 4 % del volumen de negocios industriales. Sigue poco reconocido como vector de competitividad potencial y de reactividad, no obstante, el impacto de esta función es realizar de un 7 a un 8 % del volumen de negocios (impacto complementario de los costos inducidos por la nodisponibilidad). Todavía menos como un factor de equilibrio a largo plazo, pese a todo, la calidad de su gestión influye de manera importante sobre la perennidad de las inmovilizaciones productivas y el ciclo de renovación de las inversiones. Aún muy pocos responsables industriales evalúan el costo total de mantenimiento y buscan estimar el costo de no-mantenimiento. Hoy día, el contorno económico refuerza la necesidad de mantener el nivel de disponibilidad y de capacidad necesaria de los medios de producción. Muchos estudiosos han expuesto lo que para ellos significa la palabra mantenimiento y su contenido, entre ellos se puede citar a Portuondo Pichardo (1994) quien plantea que incluye todos aquellos trabajos destinados a conservar o restituir a máquinas, equipos, instalaciones, redes técnicas y otros, el estado técnico que le permitan cumplir eficientemente su función productiva de servicios. Se puede decir que el objetivo del mantenimiento es lograr con el mínimo coste, el mayor tiempo en servicio de las instalaciones y maquinarias productivas, con el fin de conseguir la máxima disponibilidad, aportando la mayor productividad y calidad de producto y la máxima seguridad de funcionamiento, sin embargo, el objetivo así definido no queda medido ni expresado en cifras.. …3.
(11) Capitulo I. Marco teórico - referencial Las fallas. MANTENIMIENTO. Clasificación. Importancia. Tipos de mantenimiento. GESTIÓN DEL MANTENIMIENTO. Métodos Estrategia Objetivo Funciones. SISTEMAS DE MANTENIMIENTO METODOLOGIA PARA LA SELECCIÓN DEL TIPO DE MANTENIMIENTO GESTIÓN DEL MANTENIMIENTO EN CUBA. MARCO TEORICO – REFERENCIAL DE LA INVESTIGACIÓN Figura 1. Hilo conductor a seguir en la construcción del marco teórico de la investigación (fuente: elaboración propia). Conocer cuáles son sus componentes o factores: •. Coste,. •. Tiempo de servicios (disponibilidad-fiabilidad),. •. Seguridad de funcionamiento (mantenibilidad-calidad y prontitud de servicio),. Y saber que las tres son medibles y cuál es su sentido de variación, es suficiente para optimizar el objetivo antes definido, permitiendo efectuar su análisis para llegar arealizar nuevas acciones. Una eficiente administración del mantenimiento conduce a un sinnúmero de ventajas, como son: a) Reduce los paros imprevistos o descomposturas del equipo, es decir, reduce el número de paros no programados por el departamento de mantenimiento. b) Reduce las horas totales de paro del equipo, es decir reduce el tiempo total durante el cual el equipo no está funcionando por estar siendo objeto de cualquier tipo de trabajo de mantenimiento. c) Mantiene las especificaciones técnicas de funcionamiento del equipo, es decir, precisión, velocidad, consumo de combustible, etc.. …4.
(12) Capitulo I. Marco teórico - referencial d) Alarga la vida útil del equipo, es decir, mantiene el equipo funcionando con las especificaciones requeridas durante un número mayor de años. 1.1.1. Las fallas Toda instalación destinada a producir un bien o un servicio, debe ser mantenida en condiciones que le permitan seguir en funcionamiento, logrando un producto de determinada calidad, y a un costo lo más bajo posible. Quien se dedique al mantenimiento de cualquier tipo de instalación debe ofrecer la reparación de los desperfectos que surjan y las modificaciones necesarias para que estos no aparezcan. No puede existir conformidad con detectar una falla y repararla, lo importante es descubrir el origen del desperfecto y prever que no se repita en el futuro. Es una tarea de aprendizaje, utilizando. la experiencia. propia. y. ajena,. que. va. permitiendo. predecir. cualquier. inconveniente en la producción. Se define el término Fallo como: el deterioro o desperfecto en las instalaciones, máquinas o equipos que no permite su normal funcionamiento. La experiencia demuestra que no existen instalaciones, máquinas o equipos que estén libres de fallas a lo largo de su vida útil, y que con una adecuada gestión de mantenimiento es posible reducir a un mínimo los perjuicios que ocasiona algún desperfecto. En la industria se suele considerar como “avería” a cualquier anomalía que impida mantener los niveles de producción. Pero el concepto es aún más amplio y debe tener en cuenta la falta de calidad del producto, la falta de seguridad, el mal aprovechamiento de la energía disponible y la contaminación ambiental. Es importante tener en cuenta que si el estado de algún equipo pone en riesgo la seguridad de personas o el buen funcionamiento de la instalación, también estamos ante una falla. El ambiente es esencial para cualquier actividad humana, y mantenerlo descontaminado debe ser un objetivo que en un proceso de fabricación no se puede perder de vista. Todo lo dicho anteriormente completa y ayuda a comprender mejor la definición de una avería o falla. El normal funcionamiento de una instalación implica mantener el nivel productivo, la calidad del producto, la seguridad de las personas y la calidad del medio ambiente. Clasificación Los distintos aspectos que una actividad productiva implica, nos permiten clasificar las fallas de la manera siguiente:. …5.
(13) Capitulo I. Marco teórico - referencial 1) Fallas que afectan a la producción. 2) Fallas que afectan a la calidad del producto. 3) Fallas que comprometen la seguridad de las personas. 4) Fallas que degradan el ambiente. Las dos primeras afectan directamente al producto, y a sea en su cantidad y/o calidad; las restantes afectan al entorno. En la realidad se producen fallas que combinan algunos de los casos de ésta primera clasificación, y también se pueden hacer muchas otras clasificaciones si tomamos diferentes conceptos como parámetro. Para comenzar se analizará el origen de las fallas: a) Mal diseño o error de cálculo en las máquinas o equipos: Se dan casos en que el propio fabricante, por desconocer las condiciones en que trabajará, realiza un diseño no adecuado de estas máquinas o equipos. Se puede estimar en un 12 % del total de las fallas. Este tipo de situación es muy difícil de revertir, y es probable que tengamos que asumir un alto índice de desperfectos. b) Defectos de fabricación de las instalaciones, máquinas o equipos: Si en la fabricación se descuida el control de la calidad de los materiales, o de los procesos de fabricación de las piezas componentes, las máquinas e instalaciones pueden poseer defectos que se subsanan reemplazando la pieza defectuosa. Este tipo de error se puede encontrar en un 10,45 % del total de las fallas. c) Mal uso de las instalaciones, máquinas o equipos: Es el más frecuente de los casos de fallas, y se produce por falta de conocimiento del modo de operarla, o por usarla para realizar trabajos para los cuales no fueron diseñada. Alcanzan el 40 % del total de las fallas. Desgaste natural o envejecimiento por el uso: Debido al paso del tiempo y al trabajo cotidiano de las instalaciones, máquinas o equipos estos alcanzan niveles de desgaste, de abrasión, de corrosión, etc. A este tipo de falla la estimamos en el 10,45 %. e) Fenómenos naturales y otras causas: Las condiciones atmosféricas pueden influir en el normal funcionamiento de las instalaciones, máquinas o equipos, y junto con otro tipo de fallas pueden ocasionar roturas y paradas espurias de la producción. Las suponemos en un 27 % de las fallas totales.. …6.
(14) Capitulo I. Marco teórico - referencial Esta clasificación es importante desde el punto de vista de la producción, desde la perspectiva del mantenimiento, pueden ser interesantes otros tipos de clasificaciones. Una de esas clasificaciones son aquellas que se hacen: •. en función de la capacidad de trabajo de la instalación. •. en función de la forma de aparecer la falla.. En función de la capacidad de trabajo, podemos distinguir, a su vez, averías totales y fallas parciales. Las totales son aquellas que ponen fuera de servicio a todo el equipo y las parciales sólo a una parte de él. Dependiendo, la aparición de una o de otra, de la organización de la producción (en paralelo o en serie), y del grado de complejidad de la instalación. Son muy útiles también otros tipos de clasificación de las fallas, como por ejemplo: •. aquellas que se distinguen por la técnica que debemos aplicar para subsanarlas, eléctricas, mecánicas, instrumentales, electrónicas, etc.. •. las que se originan a partir de otro fallo o no, distinguiendo así fallas dependientes o independientes.. •. según el tiempo que duran las fallas, se clasifican en continuas, intermitentes o erráticas.. −. Propósito del Mantenimiento. El mantenimiento consiste en prevenir fallas a equipos que producen, transportan y usan la energía en un proceso continuo, comenzando en la etapa inicial de todo proyecto y asegurando la disponibilidad planificada a un nivel de calidad dado, al menor costo dentro de las recomendaciones de garantía y uso y, de las normas de seguridad y medio ambiente aplicables. Las operaciones de mantenimiento tienen lugar frente a la constante amenaza que implica la ocurrencia de una falla o error en un sistema de las unidades y componentes industriales (térmicos, mecánicos, eléctricos y electrónicos) de los procesos dentro de las instalaciones de una planta industrial. El objetivo buscado por el mantenimiento es contar con los portadores energéticos de las instalaciones en óptimas condiciones en todo momento, para asegurar una disponibilidad total del sistema en todo su rango, lo cual esta basado en la carencia de errores y fallas. El mantenimiento debe procurar un desempeño continuo y que se opere bajo las mejores condiciones técnicas, sin importar las condiciones externas (ruido, polvo, humedad, calor, etc.) del ambiente al cual esté sometido el sistema.. …7.
(15) Capitulo I. Marco teórico - referencial El mantenimiento además debe estar destinado a: •. Optimizar la producción y uso de la energía térmica.. •. Optimizar la producción del sistema en general.. •. Reducir los costos por averías.. •. Disminuir el gasto por nuevos equipos.. •. Maximizar la vida útil de los equipos.. Los procedimientos de mantenimiento deben evitar las fallas, por cuanto una falla se define como la incapacidad para desarrollar un trabajo en forma adecuada o simplemente no desarrollarlo. Un equipo puede estar “fallando” pero no estar malogrado, puesto que sigue realizando sus tareas productivas, pero no las realiza con la misma “performance” que un equipo en óptimas condiciones. En cambio, un equipo malogrado o averiado no podrá desarrollar faenas bajo ninguna circunstancia. Además, el costo que implica la gestión y el desarrollo del mantenimiento no debe ser exagerado, más bien debe estar acorde con los objetivos propios del mantenimiento, pero sin denotar, por ejemplo, un costo superior al que implicaría el reemplazo por maquinarias nuevas. Al respecto, debe destacarse que: •. Mantenimiento no es un costo;. •. No se reduce a un conjunto más o menos discreto de personas con habilidades mecánicas, eléctricas, electrónicas y/o de computación;. •. Requiere excelencia en su manejo gerencial y profesional;. •. Implica tenerlo desde el momento que se diseña y monta una planta industrial o que se modifica y/o reacondiciona total o parcialmente, etc.;. •. Requiere información e insumos y produce resultados e información, tal como se muestra en el anexo 1 [www.science.oas.org/OEA_GTZ/LIBROS/Manten_medida].. 1.1.2. Tipos de mantenimientos Existen tres tipos reconocidos de operaciones de gestión integral de mantenimiento, los cuales están en función del momento en que se realizan, del objetivo particular para el cual son puestos en marcha, y de los recursos utilizados, así se tienen los conceptos básicos que se manejan. (ver anexo 2). …8.
(16) Capitulo I. Marco teórico - referencial −. Mantenimiento Correctivo. Este mantenimiento también es denominado “mantenimiento reactivo”, tiene lugar luego que ocurre una falla o avería, es decir, solo actuará cuando se presenta un error en el sistema. En este caso si no se produce ninguna falla, el mantenimiento será nulo, por lo que se tendrá que esperar hasta que se presente el desperfecto para recién tomar medidas de corrección de errores. Este mantenimiento trae consigo las consecuencias siguientes: •. Paradas no previstas en el proceso productivo, disminuyendo las horas operativas.. •. Afecta las cadenas productivas, es decir, que los ciclos productivos posteriores se verán parados a la espera de la corrección de la etapa anterior.. •. Presenta costos por reparación y repuestos no presupuestados, por lo que se dará el caso que por falta de recursos económicos no se podrán comprar los repuestos en el momento deseado.. •. La planificación del tiempo que estará el sistema fuera de operación no es predecible.. −. Mantenimiento Preventivo. Este mantenimiento también es denominado “mantenimiento planificado”, tiene lugar antes de que ocurra una falla o avería, se efectúa bajo condiciones controladas sin la existencia de algún error en el sistema. Se realiza a razón de la experiencia y la pericia del personal a cargo, los cuales son los encargados de determinar el momento necesario para llevar a cabo dicho procedimiento; el fabricante también puede estipular el momento adecuado a través de los manuales técnicos. Presenta las características siguientes: •. Se realiza en un momento en que no se está produciendo, por lo que se aprovechan las horas ociosas de la planta.. •. Se lleva a cabo siguiendo un programa previamente elaborado donde se detalla el procedimiento a seguir, y las actividades a realizar, a fin de tener las herramientas y repuestos necesarios “a la mano”.. •. Cuenta con una fecha programada, además de un tiempo de inicio y de terminación preestablecido y aprobado por la directiva de la empresa.. •. Está destinado a un área en particular y a ciertos equipos específicamente. Aunque también se puede llevar a cabo un mantenimiento generalizado de todos los componentes de la planta.. …9.
(17) Capitulo I. Marco teórico - referencial •. Permite a la empresa contar con un historial de todos los equipos, además brinda la posibilidad de actualizar la información técnica de los mismos.. •. Permite contar con un presupuesto aprobado por la directiva.. −. Mantenimiento Predictivo. Consiste en determinar en todo instante la condición técnica (mecánica y eléctrica) real de la máquina examinada, mientras esta se encuentre en pleno funcionamiento, para ello se hace uso de un programa sistemático de mediciones de los parámetros más importantes del equipo. El sustento tecnológico de este mantenimiento consiste en las aplicaciones de algoritmos matemáticos agregados a las operaciones referentes a las condiciones del equipo. Tiene como objetivo disminuir las paradas por mantenimiento preventivo, y de esta manera minimizar los costos por mantenimiento y por no producción. La implementación de este tipo de mantenimiento requiere de inversión de equipos, en instrumentos y en contratación de personal calificado. Técnicas utilizadas para la estimación del mantenimiento predictivo: •. Analizadores de Fourier (para análisis de vibraciones).. •. Endoscopia (para poder ver lugares ocultos).. •. Ensayos no destructivos (a través de líquidos penetrantes, ultrasonido, radiografías, partículas magnéticas, entre otros).. •. Termovisión (detección de condiciones a través del calor desplegado).. •. Medición de parámetros de operación (viscosidad, voltaje, corriente, potencia, presión, temperatura, etc.).. 1.1.3. La función de mantenimiento La función de mantenimiento es una función técnica y un servicio que se presta a la función producción, independientemente de lo que se produzca, sean productos o servicios. El mantenimiento está considerado como un órgano funcional y técnico, cuyo encuadre depende del menor o mayor alcance de las funciones que le sean asignadas según la política de mantenimiento de la empresa. El servicio de mantenimiento es el encargado de la función de mantenimiento.. …10.
(18) Capitulo I. Marco teórico - referencial El máximo responsable del mantenimiento es el jefe de mantenimiento que es el encargado de que se cumpla correctamente la gestión de mantenimiento en las instalaciones de una empresa. El mantenimiento ha de tener una visión a corto, medio y largo plazos. 1.1.4. Estrategias del mantenimiento ¿Qué hacer para trabajar aceptablemente en este nuevo entorno económico que exige eficiencia y eficacia en los procesos de productividad? los mantenimientos correctivo, preventivo y predictivo están al orden del día. El mejoramiento continuo es una necesidad ineludible si se quiere asegurar la calidad, [Botero, 1997]. La implementación de un buen Sistema de Mantenimiento se debe realizar por medio de un proceso integral de gestión de información. (ver anexo 3) •. Elaboración y consolidación de Inventario.. •. Verificación del estado de funcionamiento de los equipos.. •. Clasificación de elementos en cuatro grupos objeto:. Infraestructura General, Equipos Especializados, Logística (Transportes y Almacenes) y Servicios Básicos (Energía, Agua y Telefonía). Formulación de rutinas de mantenimiento: •. Mantenimiento Predictivo PD.. •. Mantenimiento Preventivo PV.. •. Mantenimiento Correctivo CO.. Evaluación y diagnóstico de la actual capacidad logística de la institución. Para que el programa de mantenimiento sea lo suficientemente efectivo, se necesita realizar un adecuado diagnóstico y evaluación de la capacidad logística de la institución. Tal evaluación tiene los componentes siguientes: Inventarios actualizados de equipos, estado de funcionamiento, grado de obsolescencia de equipos, historial de mantenimiento y funcionamiento, metodologías y sistemas de almacenamiento y transporte, historial operativo y de capacitación del personal que ha utilizado el equipo, sistemas de control y seguimiento del uso, manejo y mantenimiento de los equipos que forman parte de las diferentes redes logísticas de la institución [Barajas, 1999, 1998, 1996].. …11.
(19) Capitulo I. Marco teórico - referencial La capacitación continuada para el fortalecimiento del sistema con el fin de complementar y garantizar el éxito de la implementación del programa, se debe desarrollar a través de un plan de capacitación continua, el cual busca fortalecer los conceptos adquiridos, reevaluar y replantear las metodologías de mantenimiento preventivo utilizadas actualmente, aumentar la cantidad de personal especializado disponible para la ejecución del programa y normalizar los diferentes procesos de mantenimiento. Finalmente se debe mantener un sistema de control, seguimiento, evaluación y retroalimentación constante, el cual se debe realizar periódicamente. Para el éxito en el desarrollo de las estrategias planteadas, la entidad debe poner a disposición los recursos siguientes: •. Sistemas de información para el control y seguimiento sistematizado de las diferentes actividades del Programa de Gestión de Mantenimiento Correctivo, Preventivo y Predictivo.. •. Bases de Datos de Proveedores de la Institución.. •. Capital Intelectual de la institución. Personal con experiencia en el uso, manejo y mantenimiento de equipos.. Asimismo, es importante aplicar el enfoque estratégico en las Oficinas de Mantenimiento que consta de los componentes siguientes [Bautista, 1998, 2000]: •. Definición de los perfiles del personal encargado de la Oficina de Ingeniería de Mantenimiento.. •. Fomentar la participación de los profesionales de ingeniería y técnicos en la toma de decisiones en las diferentes etapas que comprometen el planeamiento, adquisición y gestión de los recursos tecnológicos y físicos en la Institución.. •. Implementar programas de capacitación continua con retroalimentación orientados a los diferentes niveles del proceso.. •. Mantener la continuidad y sostenibilidad de programas y proyectos.. 1.1.5. Objetivos del Mantenimiento El Sistema de Mantenimiento en una Institución busca lo siguiente: •. Prolongar la vida útil de los equipos que hacen parte del componente logístico de la institución.. •. Optimizar los procesos de almacenamiento y transporte de equipos y suministros.. …12.
(20) Capitulo I. Marco teórico - referencial •. Optimizar la operación de los equipos en situaciones de emergencia y crisis, disminuyendo las acciones correctivas in situ.. •. Conformar los fondos de reposición necesarios para reemplazar equipos que han cumplido con su ciclo de vida.. Los objetivos de mantenimiento deben alinearse con los de la empresa y estos deben ser específicos y estar presentes en las acciones que realice el área de mantenimiento. Estos objetivos serán los que se muestran a continuación: Máxima producción: •. Asegurar la óptima disponibilidad y mantener la fiabilidad de los sistemas, instalaciones, máquinas y equipos.. •. Reparar las averías en el menor tiempo posible.. Mínimo costo: •. Reducir a su mínima expresión las fallas.. •. Aumentar la vida útil de las máquinas e instalaciones.. •. Manejo óptimo de stock.. •. Manejarse dentro de costos anuales regulares.. Calidad requerida: •. Cuando se realizan. las reparaciones en los equipos e instalaciones, aparte de. solucionar el problema, se debe mantener la calidad requerida. •. Mantener el funcionamiento regular de la producción sin distorsiones.. •. Eliminar las averías que afecten la calidad del producto.. Conservación de la energía: •. Conservar en buen estado las instalaciones auxiliares.. •. Eliminar paros y puestas en marcha continuos.. •. Controlar el rendimiento de los equipos. Conservación del medio ambiente: •. Mantener las protecciones en aquellos equipos que pueden producir fugas contaminantes.. …13.
(21) Capitulo I. Marco teórico - referencial •. Evitar averías en equipos e instalaciones correctoras de poluciones.. Higiene y seguridad: •. Mantener las protecciones de seguridad en los equipos para evitar accidentes.. •. Adiestrar al personal sobre normas para evitar los accidentes.. •. Asegurar que los equipos funcionen en forma adecuada.. Implicación del personal: •. Obtener la participación del personal para poder implementar el sistema actual de mantenimiento aplicado.. •. Implicar a los trabajadores en las técnicas de calidad.. Para que el concepto de gestión integral de mantenimiento se cumpla, la unidad de mantenimiento debe intervenir en los procesos de compra de equipo, almacenamiento, reciclaje y en los procesos para determinar la dada de baja de equipos y elementos que ya han cumplido sus ciclos de vida. Además, dicho programa también pretende optimizar y normalizar criterios para la aceptación de equipos donados y el manejo de suministros y abastecimientos de procedencia nacional e Internacional [Barajas, 1998]. En el anexo 4, se pueden apreciar las entradas, procesos y salidas del Sistema Integral de Gestión de Mantenimiento. 1.2. Gestión de mantenimiento Aspectos generales sobre la gestión del mantenimiento Resulta importante aclarar que sería inadmisible una propuesta para la selección del tipo de mantenimiento a aplicar sin tener en cuenta la gestión de mantenimiento, esta recae en el. individuo,. organización. sección, del. departamento. mantenimiento. y. o subdirección está comprometido. que con. se el. encarga. de. cumplimiento. dirigir. la. de. las. funciones necesarias para alcanzar los objetivos propuestos. El buen desempeño del mismo se basa en actuar sobre todos los aspectos de importancia para el funcionamiento óptimo de la empresa, por lo que es visto como un proceso de toma de decisiones. El objetivo del mantenimiento es conservar todos los bienes que componen los eslabones del sistema, que directa e indirectamente afectan a los servicios, en las mejores condiciones de funcionamiento, con un muy buen nivel de confiabilidad, calidad y al menor costo posible” [Torres, 2005].. …14.
(22) Capitulo I. Marco teórico - referencial Recientes análisis sobre la efectividad de la gestión del mantenimiento indican que un tercio de todos los costos de mantenimiento se deben a una mala gestión. mantenimiento. es. responsable. de. armonizar. los. medios. La. gestión. del. básicos, minimizando los. tiempos de parada y los presupuestos de mantenimiento y por esto se afirma que “…una adecuada gestión del mantenimiento en el marco de un desarrollo tecnológico creciente y de una política de personal orientada hacia la calidad, ayuda a mejorar la productividad bajo la forma de un incremento en la rentabilidad”, entonces se hace necesario investigar los aspectos que pueden afectar la gestión del mantenimiento. Según Espinosa. Fuentes. [2006] la. gestión de. mantenimiento se define como “las. actuaciones con las que la dirección de una organización de mantenimiento sigue una política determinada. Esta definición implica que debe estar fijada la política, pero además evidencia que debe existir una organización de mantenimiento que lleve a cabo las referidas actuaciones, ya que la palabra gestión no es más que “el conjunto de acciones conducentes al logro de un objetivo”. La definición del término mantenimiento ha sido expresada de diferentes formas y por diferentes autores como Benaim [1994], Wong [1996], Sabioncello [2000], con pequeñas diferencias y adaptaciones en el caso de la empresa u organización que se trate. Una de las definiciones más completas y abarcadoras es la siguiente: Totalidad de las acciones técnicas, organizativas y económicas encaminadas a conservar o restablecer el buen estado de los medios básicos, a partir de la observación-reducción de sus desgastes y con el fin de alargar su vida útil, para lograr una mayor disponibilidad y cumplir con calidad y eficiencia de su función productiva y(o) de servicio, garantizando la seguridad del personal y del medio ambiente [De la Paz Martínez, 2000]. A partir de estas definiciones se puede entender que para alcanzar una buena gestión de mantenimiento es preciso conocer y haber definido el objetivo u objetivos. Estos objetivos fueron planteado por varios autores como Borda [1998] y Parra [1999],entre otros quedan definidos como sigue: 1. Maximizar productividad: a ) Reducir al mínimo los costos debido a las paradas por averías accidentales de las máquinas que presentan pérdidas de producción. b ) Aportar sugerencias de mejora productiva o de calidad a través de la experiencia en las intervenciones en las máquinas.. …15.
(23) Capitulo I. Marco teórico - referencial c ) Reparar en el tiempo mínimo y con la durabilidad máxima la reparación de máquinas averiadas. d) Disminuir los paros intempestivos de los equipos a través de los datos históricos, y la realización óptima de preventivos. 2. Minimizar costo: a) Realizar un aprovisionamiento de piezas de recambio de los equipos con una medida justa entre la inversión realizada para la adquisición de estos recambios y el costo que ocasiona la parada por la falta de la pieza. b ) Alargar la vida de la máquina en sus condiciones originales de calidad y de rechazo. 3. Ahorro energético: a ) Asegurar el suministro de energías, electricidad, aire comprimido y gas al mínimo costo. 4. Minimizar el impacto en el medio ambiente. 5. Maximizar seguridad e higiene: a) Asegurar la seguridad para las personas. 6. Aseguramiento de la calidad exigida. La experiencia ha demostrado que una gestión de mantenimiento adecuada solamente es posible en la medida en que el responsable sea bien informado. De manera que el esfuerzo se centrará en introducir un sistema que permita asegurar el paso de informaciones de manera eficaz para cada nivel de responsabilidad. Por otra parte, se requerirán índices que sirvan como señales y permitan al responsable tomar decisiones rápidas o hacer análisis complementarios en el caso de que se observe una anomalía. La introducción de un sistema de gestión del mantenimiento y el establecimiento de índices para evaluar el desempeño del mismo, necesitan un sistema de captación y de evaluación de datos bien desarrollado, tanto en el campo técnico como en el económico. Los datos serían relativos a: −. Los historiales de las máquinas (tiempo de funcionamiento, frecuencia y duración de averías, origen de estas y otros).. −. La ejecución de los trabajos (horas directas, tipo de personal, horas indirectas de preparación y control).. …16.
(24) Capitulo I. Marco teórico - referencial −. Las piezas de repuesto (utilizadas, reparadas o fabricadas).. −. Los costos (personal, materiales, subcontratación, gastos generales).. 1.3. Sistemas de mantenimiento A lo largo de la historia en el desarrollo industrial se han empleado diferentes tipos de mantenimiento en dependencia de las condiciones dadas. Entre los más identificados tradicionalmente se pueden mencionar: 1. Mantenimiento correctivo. 2. Mantenimiento preventivo. 3. Mantenimiento predictivo. 4. Mantenimiento Productivo Total o Total Productive Maintenance (TPM). 5. Reliability Centered Maintenance (RCM) 6. Sistema Alternativo de Mantenimiento (SAM) A los tres primeros sistemas de mantenimiento ya se hizo referencia en este capítulo en el epígrafe 1.1.2. A continuación se abordan los siguientes: 4. Mantenimiento Productivo Total (TPM) El concepto de mantenimiento productivo total hay que situarlo en el contexto de una evolución del concepto de mantenimiento clásico y de una nueva filosofía de producción, es decir, el concepto de calidad total [Tobalina, 1994]. •. Objetivos del TPM. El mantenimiento productivo total combina las prácticas habituales de mantenimiento preventivo y predictivo con el sistema japonés de involucrar al máximo al personal de la factoría [Nakajima, 1988]. El TPM tiene los objetivos siguientes: 1. Maximizar la efectividad de los equipos. Establecer, a través de un sistema de mantenimiento preventivo-predictivo una larga vida y disponibilidad del equipo. Asumir el concepto de TPM teniendo en cuenta todos los departamentos (operación, mantenimiento, ingeniaría, I+D, comercial, logística, etc.).. …17.
(25) Capitulo I. Marco teórico - referencial Involucrar en este proceso a todos, desde la dirección hasta el último trabajador. Promover TPM a través de una acción de dirección para crear los grupos de pequeñas actividades e ideas. •. Implantación del TPM en la empresa. La implantación del TPM en una fábrica consta de doce etapas que se resumen a continuación. A la vista de este programa pueden hacerse las consideraciones siguientes: -. El programa se basa no en técnicas concretas sino en una filosofía de funcionamiento distinto, a través de una implicación de todos los trabajadores y no del equipo de mantenimiento solamente.. -. Se basa en un concepto de calidad total, ya que implica a todos los departamentos internos de la empresa y organizaciones externas, puesto que los considera como propios.. -. Introduce el concepto de mejora permanente.. -. Los operarios y jefes de equipo constituyen el núcleo de acción de TPM tanto en el ámbito manual (reparar) como organizativo (ideas, soluciones, mejoras, etc.).. Sin embargo hay que tener en cuenta que no es posible implantar un sistema de TPM en una empresa sino dentro del marco de una política de calidad total. Esto supondrá un cambio brusco en el funcionamiento de la empresa, a todos los niveles ya que, a la pregunta de ¿Cómo seremos competitivos? Hay que responder que con una política de calidad total de la que el TPM es parte, no pudiendo existir la una sin la otra [Tobalina, 1994]. La meta del TPM es aumentar la eficacia del equipo de forma que cada pieza del mismo pueda ser operada óptimamente y mantenida en este nivel. El personal y la maquinaria deben funcionar ambos de manera estable bajo condiciones de averías y defectos cero. Aunque sea difícil aproximarse al cero, el creer que los defectos cero pueden lograrse es un requisito importante para el éxito del TPM. • RCM después del TPM A nivel mundial se emplean diferentes tipos de mantenimiento, entre ellos la RCM (Reliability Centered Maintenance) o MBF (Mantenimiento basado en la fiabilidad). RCM (Reliability Centered Maintenance) fue creado en Estados Unidos en 1960 como aplicación del mantenimiento a equipos astronáuticos.. …18.
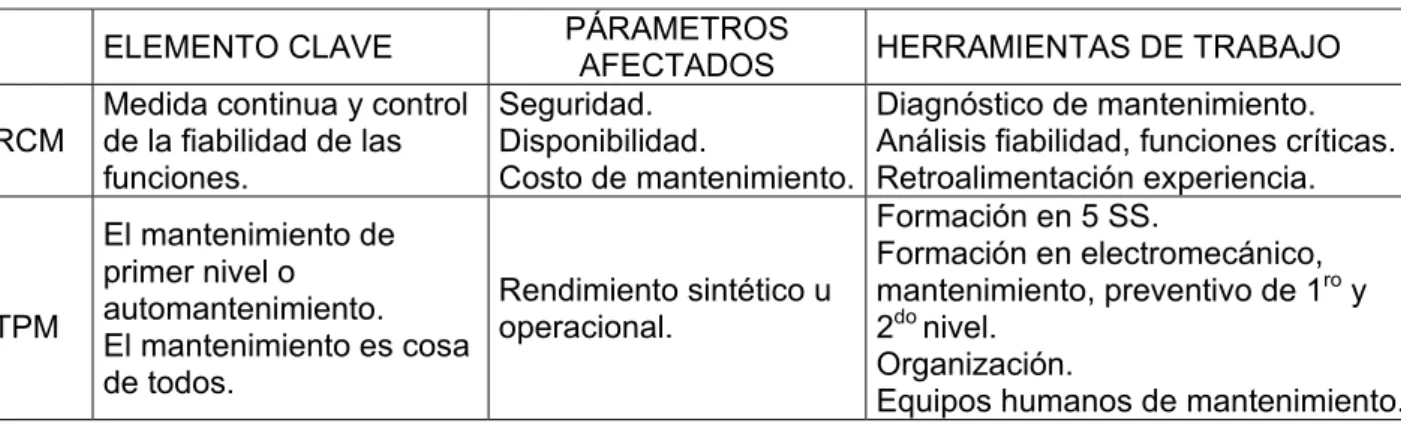
(26) Capitulo I. Marco teórico - referencial Este documento fue recogido en un documento llamado MSG (Maintenance Steerring Group), que fue mejorado en sucesivas versiones MSG 1-1970, MSG 2-1976 y MSG 3-1980. Como se ve, el título señala a RCM, como algo posterior al actual y conocido TPM no se quiere significar con ello que RCM supere a TPM como sistema de mantenimiento, sino que su aplicación industrial es posterior. Entre TPM y RCM hay una diferencia notable de método, concepción y aplicación. En la tabla1:1 se indican algunas diferencias importantes. 5. Definiciones de RCM y su aplicación.. Se puede definir a RCM como una política de mantenimiento basada en la fiabilidad de las funciones del ingenio, planta o equipo. Recurre para ello a un programa de mantenimiento preventivo cuyo objetivo es mejorar la fiabilidad funcional de los sistemas aseguradores de la seguridad y disponibilidad, pero a la vez minimizando el coste de mantenimiento implicado. Partiendo de un objetivo de fiabilidad dado puede ser alcanzado un programa de mantenimiento preventivo óptimo desde el punto de vista técnico-económico y así seleccionar el esfuerzo de mantenimiento con su técnica más idónea, eliminando tareas de mantenimiento improductivas. Tabla 1:1 Diferencias entre el TPM y el RCM PÁRAMETROS AFECTADOS Medida continua y control Seguridad. de la fiabilidad de las Disponibilidad. funciones. Costo de mantenimiento. ELEMENTO CLAVE. RCM. TPM. El mantenimiento de primer nivel o Rendimiento sintético u automantenimiento. operacional. El mantenimiento es cosa de todos.. HERRAMIENTAS DE TRABAJO Diagnóstico de mantenimiento. Análisis fiabilidad, funciones críticas. Retroalimentación experiencia. Formación en 5 SS. Formación en electromecánico, mantenimiento, preventivo de 1ro y 2do nivel. Organización. Equipos humanos de mantenimiento.. Cada modo de fallo funcional del equipo o sistema y su criticidad serán analizados, según RCM, de forma racional y sistemáticas; las razones de elección de las tareas de mantenimiento son formalmente justificadas. De esta manera se coordina la fiabilidad (probabilística), con la operación y mantenimiento.. …19.
(27) Capitulo I. Marco teórico - referencial Por último, se recogerán valores cualitativos y cuantitativos provenientes de la experiencia para la determinación de la criticidad de los fallos (tasa de fallo, gravedad), y así reajustar los programas de mantenimiento. También ha sido notorio, debido a esta gradual optimización en los procesos productivos, que el área de mantenimiento, se ha posesionado firmemente y de manera preferente en la organización de una empresa principal. Sistema Alternativo de Mantenimiento (SAM) El SAM incluye, por lo general, los sistemas: •. Mantenimiento Preventivo Planificado (MPP).. •. Mantenimiento Predictivo o por Diagnóstico.. •. Mantenimiento Correctivo.. •. Mantenimiento de Línea.. El Sistema de Mantenimiento Predictivo o por Diagnóstico ya fue descrito, aunque vale decir que la decisión de intervenir en un equipo bajo este sistema puede ser tomada a partir de un diagnóstico subjetivo (a través de los órganos de los sentidos del inspector encargado de realizar el diagnóstico) y no sólo utilizando instrumentos o equipos de medición como los ya mencionados [De la Paz, 1996]. El Procedimiento General para la aplicación del SAM que en forma esquemática se muestra en el Anexo 5, consta de ocho tareas básicas cada una de las cuales está encaminada al logro de un objetivo y, en definitiva, a que se realice el cambio de sistema en forma paulatina y metodológicamente bien argumentada. En Cuba, se le desea dar a la gestión integral de mantenimiento un valor por su importancia y su gran utilidad para el buen funcionamiento y desarrollo de las actividades en cualquier industria, es por ello que es este el sistema de mantenimiento que se utilizara en esta tesis para la selección del tipo de mantenimiento que se le dará a los equipos productivos del la Carpintería de la UCLV. 1.4. Metodologías para la selección del tipo de mantenimiento Uno de los mayores retos para las personas ocupadas en temas de mantenimiento no es aprender todas las técnicas existentes, sino identificar cuáles son las adecuadas para aplicar en su propia organización, tanto desde el punto de vista técnico como económico.. …20.
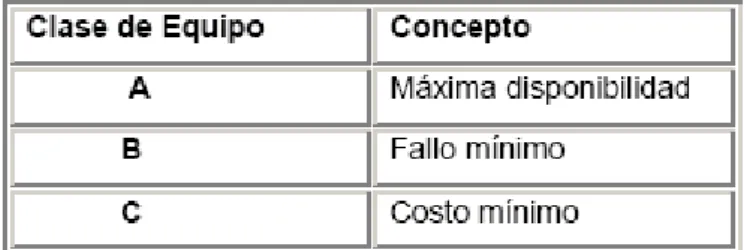
(28) Capitulo I. Marco teórico - referencial Ante las nuevas reglas de producción y la importancia que se le concede a la actividad integral de mantenimiento para el logro de ésta, varios autores [De la Paz Martínez, 1996; Torres, 1997; Batista Rodríguez, 2000; Bevilacqua y Braglia, 2000; Huerta Mendoza, 2001; González Danger y Hechavarría Pierre, 2002; Dos Santos Mendes, 2002; Borroto Pentón, 2005; Christensen, 2006; Torres Daniel, 2005] han coincidido que, en principio, no es justificable pensar que toda una planta debe estar sujeta a un único tipo de mantenimiento. Cada equipo ocupa una posición desigual en el proceso industrial y tiene características propias que lo hacen diferente del resto, incluso de otros equipos similares. Con el objetivo de decidir sobre el tipo de mantenimiento más apropiado en cada caso, se han presentado disímiles propuestas en la literatura. Estas pueden dividirse en dos tendencias fundamentales. La primera está relacionada con la presentación de metodologías que, al considerar varios factores, permiten decidir directamente la política de mantenimiento a seguir en cada situación. Dentro de estas metodologías se destacan: la filosofía RCM (Reliability Centered Maintenance) [Moubray, 1997; Ellmann, 2001]; el Análisis Multicriterio [Alsyouf, 2004; De Freitas Cordeiro, 2005; Forslund, 2006], el Análisis de Riesgo [Yañez Medina, Gómez de la Vega y Valbuena Chourio, 2004; García González-Quijano, 2004]; las estrategias de selección basadas en elementos económicos [Marín, 1994; Lofsten, 1999; Sondalini, 2002 y Alsyouf, 2004] y el Sistema Alterno de Mantenimiento (SAM) [Portuondo Pichardo et al., 1989; De La Paz Martínez, 1996] utilizado en varias industrias cubanas. La segunda estrategia, de mucho auge en la actualidad, consiste en la determinación del nivel de criticidad de cada activo dentro del proceso productivo para luego, en función de este, asignar la política de mantenimiento que resulte pertinente. Metodologías para la selección, basadas en la clasificación del equipamiento (análisis de criticidad) El análisis de criticidad es una metodología que permite establecer la jerarquía o prioridades de procesos, sistemas y equipos, al crear una estructura que facilita la toma de decisiones acertadas y efectivas, que dirige el esfuerzo y los recursos hacia las áreas donde sea más importante y/o necesario mejorar la confiabilidad operacional [Huerta Mendoza, 2001; Christensen, 2006; Alfonso Llanes et al., 2006a; Alfonso Llanes et al., 2007a; Alfonso Llanes et al., 2008a; Alfonso Llanes et al., 2008b]. La clasificación de un componente como “crítico” supondrá la exigencia de establecer alguna tarea eficiente de mantenimiento preventivo que permita atajar sus posibles causas de fallo. En la tabla 1.2 se muestran las diferentes clasificaciones del equipamiento propuestas en la literatura consultada.. …21.
(29) Capitulo I. Marco teórico - referencial Tabla 1.2 Clasificación del equipamiento. Fuente: adaptada de Borroto Pentón, 2005.. El método clásico de evaluación de la criticidad de los componentes de un sistema se realiza normalmente mediante la técnica de Análisis de los Modos de Fallo y sus Efectos (FMEA, Failure Mode and Effect Análysis) y, en otros casos, mediante la herramienta de Análisis de Modos de Fallo y Efectos Críticos (FMECA, Failure Modes, Effects and Criticality Analysis) [Fernández Pérez et al., 2003 y García González-Quijano, 2004]. La forma más generalmente utilizada para realizar la jerarquización de los elementos dentro de un sistema productivo o de servicios es el empleo de un grupo de factores, criterios o variables que caractericen su contexto operacional y valoren las consecuencias que sobre cada uno de ellos genera el modo de fallo que se presente.. Existe un grupo de criterios que son comunes a la mayoría de las propuestas, dígase: seguridad, impacto ambiental, costo de reparación, pérdida de producción y tiempo de reparación. Estas propuestas no consideran la ocurrencia potencial de fallos o interrupciones simultáneas (fallos múltiples), los cuales pudieran ser, en conjunto, de mayor criticidad aunque, por lo general, se trate de equipos de baja criticidad individual y es necesario realizarle adecuaciones para el caso de operaciones de procesos continuos.. …22.
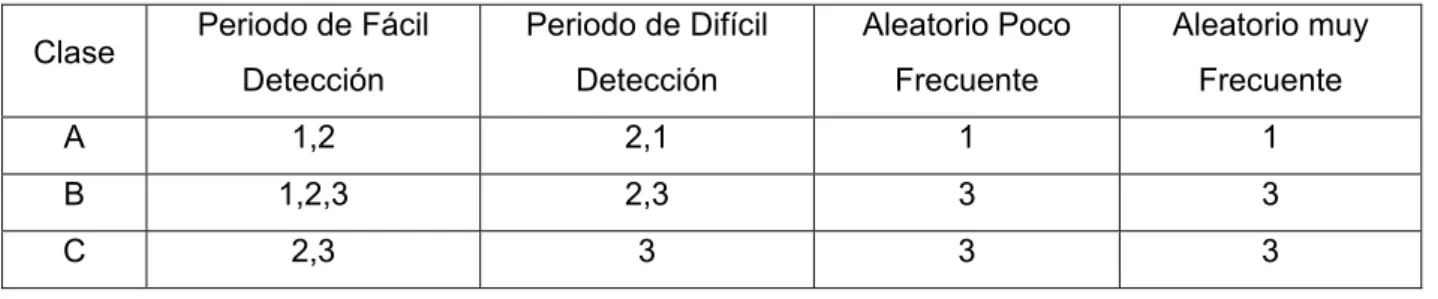
(30) Capitulo I. Marco teórico - referencial 1.4.1. Método para seleccionar Sistemas de Mantenimiento Existen múltiples tendencias para establecer los sistemas de mantenimiento y generalmente se seleccionan atendiendo a la política de la empresa y los requerimientos de calidad, seguridad y mercado, además de las características del proceso productivo. En principio, un sistema de mantenimiento bien diseñado debe adecuarse a las características de cada máquina lográndose un sistema de mantenimiento alterno, tanto al nivel de fábrica como al nivel de máquina. En el se comienza por el estudio del régimen de explotación y el sistema de mantenimiento existente en la empresa. Se clasifica la industria según sus características de producción, grado de mecanización y régimen de trabajo. Se aplica el proceso de diferenciación de máquinas y se define la política de mantenimiento hasta nivel de sistemas. De los resultados se obtiene el tipo de acción de mantenimiento a acometer y luego de una valoración económica, de ser positivo el análisis, se implanta el sistema el cual puede irse perfeccionando hasta el logro de una gestión de mantenimiento automatizada. −. Diferenciación de las máquinas. Esta se basa en establecer una diferencia racional entre los equipos independientemente de la política global de mantenimiento que se obtuvo al definir el sistema generalizado en el centro. Esto se hace con la finalidad de obtener una adecuada relación entre productividad y costo de mantenimiento a nivel de máquina, y para este logro se establecen tres categorías de equipos. Categoría A: Objetivo: Lograr la máxima productividad del equipo. Se Recomienda: 1- Máxima utilización del mantenimiento predictivo siempre que se cuente con equipos y personal para ello. 2- Amplia utilización del mantenimiento preventivo con periodicidad frecuente para reducir posibilidad de fallo. 3- Uso del mantenimiento Correctivo como vía para reducir el tiempo medio de rotura. Categoría B: Objetivo: Reducir los costos de mantenimiento sin que esto implique una catástrofe. Se Recomienda:. …23.
(31) Capitulo I. Marco teórico - referencial 1- Poca utilización del mantenimiento Predictivo. 2- Empleo de cálculos técnicos estadísticos para el mantenimiento Preventivo. 3- Empleo del mantenimiento Correctivo sólo en la ocurrencia aleatoria de fallos. Categoría C: Objetivo: Reducir al mínimo los costos de mantenimiento. Se recomienda: 1- Mantenimiento Predictivo anulado. 2- Mantenimiento Preventivo sólo el que indique el fabricante. 3- Mantenimiento Correctivo a la ocurrencia de fallos. La casilla que se acepta toma el valor de 1 y cero las otras; de esta forma al valorarse los 11 criterios, la categoría seleccionada será la que alcance mayor puntuación [Danger. et al, 2002]. 1.5. La gestión del mantenimiento en Cuba Antes de 1959, no existía en Cuba una cultura de mantenimiento, salvo en algunas industrias como la eléctrica, refinación de petróleo y telefónica, entre otras. A partir del Triunfo Revolucionario en 1959 cambió por completo la responsabilidad de la actividad de mantenimiento de la industria cubana. Un país bloqueado económica y tecnológicamente tuvo que enfrentar la escasez de insumos, materiales y recursos humanos calificados para llevar a cabo esta actividad. Las acciones de mantenimiento especializado y de gran envergadura, que antes del triunfo de la Revolución eran contratadas a firmas especializadas extranjeras, tuvieron que ser llevadas a cabo por el incipiente movimiento de mantenedores del país, los cuales desempeñaron un papel decisivo en mantener funcionando la industria. Con el surgimiento del Ministerio de Industrias en Cuba, se introduce el Mantenimiento Preventivo Planificado (MPP), el cual es adaptado a las condiciones específicas de cada ministerio en el país. Desde 1961 ha existido un reconocimiento a la importancia del mantenimiento, en particular desde el proceso de institucionalización del país, a partir del cual se fomenta y establece su dirección por parte del Estado y el Partido, por su decisiva influencia en el ahorro de recursos. El desarrollo tecnológico y el reordenamiento económico-social posterior a 1961, sentó pautas para crear empresas especializadas de servicios de reparación y mantenimiento en sectores industriales como la eléctrica, azucarera, salud, mecánica y transporte, entre otras. Fueron definidos los lineamientos para la preservación y mantenimiento de los medios básicos. …24.
(32) Capitulo I. Marco teórico - referencial productivos en la industria y el sector de los servicios. Sin embargo, el mantenimiento en Cuba se caracterizó por los factores siguientes: 1. Falta de políticas generales de mantenimiento.. 2. Se obviaron los avances de la práctica mundial en materia de gestión de mantenimiento.. 3. Se copiaron esquemas tecnológicos de mantenimiento, los cuales se mantuvieron estancados, sin cambio alguno.. 4. Deficiente capacitación y desarrollo de los recursos humanos dedicados a la actividad de mantenimiento.. 5. Insuficiencia de recursos financieros que garantizaran el suministro sostenido de materiales, insumos y piezas de repuesto.. 6. Deficiente gestión de mantenimiento, caracterizada por una burocracia poco racional e ineficaz.. La opinión del autor de la presente investigación es que una característica típica de cultura de mantenimiento industrial de Cuba (y que prevalece aún) responde al hecho de la capacidad innovadora y creadora para “solucionar” la disponibilidad de equipos, maquinarias y sistemas tecnológicos, sin contar con los recursos financieros y materiales necesarios. En muchos casos las “soluciones resuelven el problema”, pero: ¿Cuál es el costo de las consecuencias?. Actualmente quedan muchos rezagos de una forma de proceder y del estilo de pensamiento, que si bien son necesarios en una época de la vida social-cultural-tecnológica del país, actualmente frenan el desarrollo tecnológico y cultural de la actividad de mantenimiento de la industria cubana. Estilos de trabajo como el de “resolver la situación momentánea con cualquier cosa y a toda costa, sin prever las consecuencias futuras, donde en ocasiones ahorramos kilos y perdemos millones de pesos” no pueden continuar. Son necesarias estrategias de formación de nuevos valores según los requerimientos actuales que posibiliten un cambio de mentalidad y de forma de actuar y hacer las cosas. Este comportamiento no siempre es así, muchas soluciones aplicadas en mantenimiento constituyen un verdadero fruto autóctono del conocimiento científico-tecnológico y cultural de la actividad del mantenimiento. Es una lástima que también en ocasiones no es tomada en cuenta y se prefiere la solución extranjera. Cuba no está exenta de dificultades enmarcadas en la Cultura de Mantenimiento. El personal responsable o encargado de mantener los requisitos originales y de diseño de las maquinarias, equipos, edificaciones y sistemas tecnológicos (personal de mantenimiento o mantenedores) poco podrá hacer si la actividad de mantenimiento no se considera como uno de. …25.
(33) Capitulo I. Marco teórico - referencial los objetivos principales de la directiva de empresas y organizaciones. Las instituciones y sus gestores no deben permitir que el equipamiento y edificaciones se degraden hasta un estado de deterioro y de abandono que los haga antieconómicos. La dirección de las Empresas Organizaciones y Ministerios deberán ocuparse de proyectar como política, el hecho de ubicar y apoyar la actividad de mantenimiento en su justo lugar de importancia. 1.6. Conclusiones Parciales 1. En. la. bibliografía. consultada. se. expone. un. gran. número. de. sistemas. de. mantenimiento pero la mayoría de los autores referidos consideran evidente que, a nivel empresarial, no se debe optar por uno solo de ellos, sino que deben aplicarse varios en función del contexto operacional en que se desempeñe cada equipo. 2. Las metodologías para la selección del tipo de mantenimiento a aplicar a cada equipamiento son disímiles y consideran un número heterogéneo de variables a la hora de desarrollar la toma de decisiones. En este sentido se hace necesario determinar las variables que caracterizan el contexto operacional del equipamiento en la empresa objeto de estudio para luego decidir qué metodología utilizar en la selección del tipo de mantenimiento.. …26.
(34) Capitulo II. Análisis del sistema de mantenimiento. CAPÍTULO II. Análisis del sistema de mantenimiento a equipos en el Taller de Carpintería. Para dar solución al problema científico planteado y como respuesta a las conclusiones parciales arribadas en el Capítulo I, se definen en este capítulo la caracterización objeto de estudio y el diagnóstico de la situación actual del sistema de mantenimiento de los equipos del taller de carpintería. 2.1. Características generales del Centro La Dirección de Mantenimiento en la UCLV tiene como misión contribuir a la prestación de servicios de mantenimiento y/o reparación tanto en las áreas administrativas, de servicios así como en las Facultades, de modo que permita el buen desarrollo y bienestar de trabajadores y estudiantes en nuestra Universidad. La Visión propuesta por la Dirección es: •. Ser un colectivo identificado con la política y principios de la Revolución Cubana.. •. Ser un colectivo identificado con los principios de la Revolución y estar debidamente informado en la política nacional e internacional.. •. Lograr la Dirección por Objetivos de Trabajo y la Dirección Colectiva en el centro.. •. Distinguirnos por el espíritu de facilitar el trabajo del resto de las áreas en la Universidad y el buen trato a los trabajadores. y directivos, así como la rapidez en la solución de los. problemas siempre que estén en nuestras manos los recursos necesarios para la ejecución de los mismos. •. Los trabajadores están motivados por el trabajo, se práctica la superación continua teniendo como base la amplitud del contenido en las puestos de trabajo.. •. Existe un alto nivel de responsabilidad individual por el trabajo y de cooperación entre las brigadas.. •. El clima laboral se caracteriza por la unidad, cortesía y respeto así como la colaboración entre el colectivo.. •. Se aplican los resultados de la ciencia y la técnica en la ejecución de los procesos de trabajo.. …28.
(35) Capitulo II. Análisis del sistema de mantenimiento. Este colectivo cuenta con una Dirección del área y 4 brigadas conformadas de la manera siguiente: Mecánica, Electricidad, Plomería-Albañilería y Carpintería y un total de 28 trabajadores. A continuación una breve descripción de los trabajos que realizan: •. Brigada de plomería: es la encargada de la instalación reparación y montaje de tuberías tanto de aguas pluviales como sanitarias, así como la instalación y reparación de muebles sanitarios y sus accesorios.. •. Brigada de electricidad: es la encargada de la instalación, reparación y montaje de redes eléctricas, luminarias, motores eléctricos, toma corrientes, encendedores, etc.. •. Brigada de mecánica: es la encargada de la reparación y montaje de bombas de agua, soldadura de diferentes tipos de piezas, engrase y lubricación de ventiladores y otros equipos.. •. Brigada de carpintería: es la encargada del mantenimiento y reparación del mobiliario tanto de oficinas como del área docente y la residencia estudiantil, encofrado de vigas y paredes, montaje de aluminio, reparación de llavines, etc.. 2.1.1. Caracterización del Taller de Carpintería de lA UCLV El taller está integrado por dos áreas fundamentalmente, el área de banco con 72 m2 , que es donde se ensambla y se le da terminación a la producción y el área de maquina con 288 m2 Cuenta en la actualidad con 5 trabajadores especializados en los distintos tipos de carpintería y 17 equipos. A continuación se hace referencia a las principales actividades que se realizan en ellos: •. Planas: son equipos de corte por cuchillas que giran a altas revoluciones por minutos, son las encargadas de lograr una superficie lisa, y que entre la cara y el canto de la madera que se está elaborando forme un ángulo recto.. •. Sierras circulares: se utiliza esta máquina para aserrar longitudinalmente, y para seccionar toda clase de maderas. Consiste en un disco plano dentado en un eje de rotación, dispuesto por debajo de una mesa de modo que sobresalga parte del disco. La máquina solo da superficies planas, puesto que es un plantel que engendra las superficies de aserrado.. •. Sierra sinfín: es un equipo de corte por choque y percusión que se utiliza para realizar cortes curvos, ya sean cóncavos o convexos, en la madera.. …29.
(36) Capitulo II. Análisis del sistema de mantenimiento. •. Trompo: es una de las máquinas de más utilidad por sus múltiples aplicaciones; pero al mismo tiempo es una de las más peligrosas, ya porque no es fácil ponerle aparatos de protección, ya porque, al trabajar ordinariamente de 4 a 8 mil r. p. m., la herramienta escapa a la vista, lo que da lugar a imprudencias de consecuencias fatales. Entre los muchos trabajos que puede realizarse se encuentran: molduras, rebajos, ranuras, espigas, hacer lazos, machihembrar, moldurar piezas de doble curvatura, etc.. •. Regrusadora: se utiliza para el calibrado o regruesado de la madera.. •. Torno: se emplea en la confección de piezas cilíndricas, cónicas, esféricas, patas para sillas y mesas, y un sinfín de trabajos variados sobre todo en la ebanistería.. Para tener un mayor acercamiento a las etapas del proceso se utilizó el diagrama de flujo de producción (figuras 2.1 a y 2.1 b) para identificar los equipos en dos procesos diferentes.. Materias Primas. Plana. Cara y canto. - Desechos. - Mtto.. Sierra. Madera hilada. - Desechos. - Mtto.. - Control de entrada.. Cara y canto. Plana. Cepillo. - Desechos. - Mtto.. - Desechos. - Mtto.. - Control de proceso.. - Control final.. Vigas. 2.1 a. Elaboración de vigas de madera. Materias Primas. Sierra. Hilado. Plana. Cara y canto. Cepillo. Calibrado. Barrenadora. - Desechos. - Mtto.. - Desechos. - Mtto.. - Desechos. - Mtto.. - Desechos. - Mtto.. - Control de entrada.. - Control de proceso.. - Control de proceso.. - Control final.. Pieza. 2.1 b. Elaboración de una pieza. …30.
(37) Capitulo II. Análisis del sistema de mantenimiento. El proceso de mantenimiento. es un proceso que está ligado al funcionamiento y al flujo de. información con todos los demás procesos, ya sean operativos o administrativos. Para poder realizar un análisis del sistema de mantenimiento actual, se recurre a la documentación archivada en un periodo de 3 años, a través de la cual además de tener en cuenta todas las actividades realizadas por mantenimiento, involucra las causas y consecuencias posibles de dicha actividad, lo que da un panorama extenso del estado actual del sistema. 2.2. Análisis del mantenimiento en el Taller de Carpintería de la UCLV Para garantizar la aplicación eficaz del diagnostico se definió el grupo de expertos (ver anexo 6) que desarrollaría el mismo. En la tabla 2.1 se muestran algunos datos de los especialistas que conforman este grupo de trabajo en la empresa objeto de estudio. El proceso de selección se desarrolló teniendo en cuenta que los mismos tuvieran suficientes conocimientos sobre el tema a tratar y experiencia en la tarea, de manera que garantizaran resultados consecuentes con el objetivo perseguido. Se realiza un análisis en los aspectos siguientes: •. Historial de equipos y documentación técnica. •. Órdenes de trabajo. •. Nivel de informatización.. •. Programación del plan de mantenimiento. Tabla 2.1Datos de los expertos seleccionados Responsabilidad. Años de experiencia. Subdirector de mtto. 16. Técnico A en Equipamiento. 26. Técnico A en Equipos. 16. Mecánico A de taller. 26. Carpintero A encofrador. 28. Carpintero A encofrador. 14. Cristalero. 28. Carpintero en blanco. 13. …31.
(38) Capitulo II. Análisis del sistema de mantenimiento. Historial de equipos y documentación técnica Documentación técnica: La documentación técnica existe para todos los equipos y en ella se reflejan los diferentes datos sobre cada equipo en específico. Se tienen datos como: nombre del equipo, marca, modelo, capacidad, país, ciclos de mantenimiento, etc. Aparecen también las herramientas a utilizar, así como las piezas más importantes del equipo y su costo. Historial de equipos: El área de mantenimiento no lleva registro alguno sobre los equipos por lo que se pierde información que podría ser de gran utilidad. La ausencia de este historial de equipos trae consigo que no se lleve a cabo un buen control del equipamiento existente, donde se pueda reflejar el tiempo de funcionamiento del equipo, tiempo medio entre fallas, la frecuencia y duración de las averías, sus causas y otros datos que son importantes a la hora de actuar sobre los mismos. Órdenes de trabajo Órdenes de trabajo: Las órdenes de trabajo pueden ser planificadas o imprevistas. Casi siempre son imprevistas debido generalmente a la limitación de recursos. La elaboración de una orden de trabajo correctiva o imprevista se realiza posterior al surgimiento de una solicitud de trabajo la cual se recepciona, en la mayoría de los casos, de forma escrita y contiene los aspectos siguientes: MES. UCLV. MANTENIMIENTO. Fecha.. Local: Solicitante:. Cargo:. Firma:. Trabajo a realizar: Las órdenes de trabajo correctivas del área de mantenimiento contienen datos como: número de orden, fecha, nombre, calificación y firma de la persona que solicita la orden, especialidad, hora, descripción del trabajo a realizar, nombre y firma del operario que realiza la actividad así como del que se responsabiliza y tiempo trabajado. Si el trabajo a realizar es sobre algún equipo, entonces se le añade a la orden datos como: nombre del equipo, marca y chapilla. Las órdenes de trabajo planificadas son elaboradas por el jefe de mantenimiento y este se encarga de entregarlas a la persona que sea designada para la ejecución de la actividad. La diferencia de las órdenes existentes está en que una se planifica y la otra se solicita. El contenido de las mismas se registra en un documento que contiene: fecha, número de orden, departamento, descripción del trabajo, área o especialidad y operario que. …32.
Figure



+5


Documento similar
que hasta que llegue el tiempo en que su regia planta ; | pise el hispano suelo... que hasta que el
dente: algunas decían que doña Leonor, "con muy grand rescelo e miedo que avía del rey don Pedro que nueva- mente regnaba, e de la reyna doña María, su madre del dicho rey,
Entre nosotros anda un escritor de cosas de filología, paisano de Costa, que no deja de tener ingenio y garbo; pero cuyas obras tienen de todo menos de ciencia, y aun
d) que haya «identidad de órgano» (con identidad de Sala y Sección); e) que haya alteridad, es decir, que las sentencias aportadas sean de persona distinta a la recurrente, e) que
Ciaurriz quien, durante su primer arlo de estancia en Loyola 40 , catalogó sus fondos siguiendo la división previa a la que nos hemos referido; y si esta labor fue de
Tras establecer un programa de trabajo (en el que se fijaban pre- visiones para las reuniones que se pretendían celebrar los posteriores 10 de julio —actual papel de los
grupos de interés ... La información sobre las actuaciones administrativas automatizadas y los algoritmos utilizados por las Ad- ministraciones públicas ... Fortalecer la calidad
La campaña ha consistido en la revisión del etiquetado e instrucciones de uso de todos los ter- mómetros digitales comunicados, así como de la documentación técnica adicional de
