Diseño e implementación de un sistema de control de dosificación para la planta de balanceado en Expalsa Gisis Km 4 ½
229
0
0
Texto completo
(2) i. DECLARACIÓN Yo, María José Zambrano Santamaría, declaro bajo juramento que el trabajo aquí descrito es de mi autoría; que no ha sido previamente presentado para ningún grado o calificación profesional; y, que he consultado las referencias bibliográficas que se incluyen es este documento.. A través de la presente declaración cedo mis derechos de propiedad intelectual correspondientes a este trabajo, a la Escuela Politécnica Nacional, según lo establecido por la Ley de Propiedad Intelectual, por su Reglamento y por la normatividad institucional vigente.. --------------------------------------------María José Zambrano Santamaría.
(3) ii. CERTIFICACIÓN Certifico que el presente trabajo fue desarrollado por María José Zambrano Santamaría, bajo mi supervisión.. ---------------------------------------------Ing. Silvana Gamboa Benítez, MSc. DIRECTOR DEL PROYECTO. ------------------------------------------Ing. Ana Roda Benalcázar, MBA. CODIRECTOR DEL PROYECTO.
(4) iii. AGRADECIMIENTOS A Dios por acompañar cada uno de mis pasos a lo largo de mi vida y de mi carrera, por darme sabiduría en situaciones difíciles y por permitirme ser parte de una gran familia.. A mis padres Marco y María José por su apoyo incondicional, su cariño, su paciencia y su lucha constante para sacar adelante a sus hijos. A mi padre por siempre estar presente en cada etapa de mi vida, por su gran sacrificio y esfuerzo para sacarnos adelante, por ser un padre comprensivo y bueno. A mi madre por todo lo que me ha enseñado, por todos los valores que me ha inculcado, por haber tenido mano firme cuando era necesario, por siempre haber estado presente. Amados padres Dios les pague por haberme formado y sobre todo por la gran paciencia que han tenido conmigo.. A mis hermanos Andrés, Marco y Kevin, por su apoyo, complicidad, cariño, por siempre estar pendientes de mi bienestar. A mi querido hermano mayor Andrés por ser mi ejemplo a seguir, mi gran apoyo, mi consejero, por haberme enseñado tantas cosas tanto académicas, como de la vida, por enseñarme con el ejemplo que todo se puede lograr que el límite lo pone uno mismo, por siempre alentarme a seguir mis sueños, por ser un gran ser humano, gracias hermanito por tu ayuda a lo largo de mi vida y en el desarrollo de la presente tesis, sin ti nada esto hubiera sido posible. A mi querido hermano Marco por ser un gran ejemplo a lo largo de mi vida, por todas tus enseñanzas, locuras, gracias por haberme apoyado en todo y siempre estar pendiente de mí. A mi pequeño hermano Kevin por haberme mostrado las cosas simples de la vida, porque con su forma de afrontar cualquier tipo de situación me ha demostrado que siempre hay una solución para todo y que la felicidad está dentro de cada persona.. Al Ing. Daniel Maldonado por su apoyo incondicional en el desarrollo de la presente tesis, por siempre haber estado dispuesto a enseñarme, por ser un gran ser humano, compañero, amigo y maestro..
(5) iv. Al Ing. Patricio García por su apoyo durante el desarrollo de la presente tesis, por haber compartido conmigo sus conocimientos y haber estado presto a ayudarme en cualquier situación.. A ASEcuador por haberme abierto sus puertas y brindado la oportunidad de desarrollar mi tesis en su empresa. En especial al Ing. Cristóbal Ponce y al Ing. Francisco Carrión, por su apoyo incondicional y las oportunidades brindadas. A todo el equipo que conforma ASE, por permitirme ser parte de ustedes, por su cariño, y compañerismo. A Gaby, Naty, Diego, Richard por su amistad y por todo lo que me han enseñado en este tiempo muchas gracias.. A la MSc. Silvana Gamboa por el tiempo invertido en la presente tesis, por su profesionalismo, su entrega y su apoyo para poder sacar a flote el proyecto.. A la MBA. Ana Rodas por su apoyo, asesoramiento y profesionalismo para llevar acabo la presente tesis.. MARÍA JOSÉ.
(6) v. DEDICATORIA A mis querido padres Marco y María José por guiar mi camino con amor, paciencia y compresión, enseñándome a cumplir cada de una de mis metas.. A mis queridos hermanos André, Marco y Kevin por ser mis compañeros a lo largo de este trayecto llamado vida, por haberme llenado de cariño, alegría con cada una de sus locuras, y permitirme saber que siempre puedo contar con ustedes.. MARÍA JOSÉ.
(7) vi. CONTENIDO RESUMEN ............................................................................................................. ix PRESENTACIÓN ................................................................................................... xi CAPÍTULO 1 .......................................................................................................... 1 1.1. ANTECEDENTES ..................................................................................... 1. 1.2. JUSTIFICACIÓN DE LA MIGRACIÓN ...................................................... 3. 1.3. MARCO TEÓRICO.................................................................................... 5. 1.3.1. ARQUITECTURA DEL SISTEMA SCADA ......................................... 6. 1.3.2. COMPONENTES GENERALES DEL SISTEMA SCADA ................... 7. 1.3.3. SCADA EN PROCESOS INDUSTRIALES ....................................... 10. 1.3.4. BENEFICIOS DEL SISTEMA SCADA .............................................. 11. 1.3.5. REQUERIMIENTOS PARA LA IMPLEMENTACIÓN DEL SISTEMA DE. MONITOREO DE LA PLANTA DE BALANCEADO EN GISIS KM 4 ½ ......... 11 1.3.6. PLATAFORMA IGNITION ................................................................ 12. CAPÍTULO 2 ........................................................................................................ 18 2.1. DEFINICIÓN DE REQUERIMIENTOS DEL SISTEMA ........................... 18. 2.1.1. REQUERIMIENTO DE HARDWARE................................................ 18. 2.1.2. REQUERIMIENTOS SOFWARE CONTROLADOR ......................... 19. 2.1.3. REQUERIMIENTOS SOFWARE PARA INTERFAZ DE USUARIO.. 19. 2.1.4. REQUERIMIENTOS DE BASE DE DATOS ..................................... 19. 2.2. SELECCIÓN DE PLC Y SOFWARES DE DESARROLLO ..................... 20. 2.2.1. OPCIONES PROPUESTAS ............................................................. 20. 2.2.2. ANÁLISIS Y SELECCIÓN DE CONTROLADOR Y SOFTWARE ..... 21. 2.3. DISEÑO DE HARDWARE ....................................................................... 22. 2.3.1. TABLERO DE CONTROL ................................................................ 23. 2.3.2. TABLERO DE FUERZA .................................................................... 44. 2.4. DISEÑO DE SOFWARE ......................................................................... 72.
(8) vii. 2.4.1. DISEÑO HMI .................................................................................... 72. 2.4.2. DISEÑO PROGRAMA SISTEMA DE CONTROL ............................. 87. 2.4.3. DISEÑO PROGRAMACIÓN BASE DE DATOS ............................. 103. CAPÍTULO 3 ...................................................................................................... 108 3.1. IMPLEMENTACIÓN DE HARDWARE .................................................. 108. 3.1.1. TABLERO DE CONTROL .............................................................. 108. 3.1.2. TABLERO DE FUERZA .................................................................. 111. 3.2. IMPLEMENTACIÓN DE SOFTWARE ................................................... 114. 3.2.1. IMPLEMENTACIÓN HMI EN IGNITION ......................................... 114. 3.2.2. IMPLEMENTACIÓN PROGRAMA PLC .......................................... 147. 3.2.3. IMPLEMENTACIÓN BASE DE DATOS SQL ................................. 161. CAPÍTULO 4 ...................................................................................................... 170 4.1. PRUEBAS FAT DEL SISTEMA DE CONTROL DE DOSIFICACIÓN PARA. LA PLANTA DE BALANCEADO EN EXPALSA GISIS KM 4 ½ ...................... 170 4.1.1. PROGRAMAS, COMPONENTES, Y EQUIPOS A UTILIZAR......... 170. 4.1.2. CONDICIONES AMBIENTALES Y DE ENERGÍA EN EL SITIO DE. ENSAYOS ................................................................................................... 171 4.1.3. HERRAMIENTAS Y EQUIPOS DE SOPORTE .............................. 171. 4.1.4. PROCEDIMIENTO DE PRUEBAS FAT DE HARDWARE .............. 171. 4.1.5. PROCEDIMIENTO DE PRUEBAS FAT DE SOFTWARE .............. 176. 4.2. PRUEBAS SAT DEL SISTEMA DE CONTROL DE DOSIFICACIÓN PARA. LA PLANTA DE BALANCEADO EN EXPALSA GISIS KM 4 ½ ...................... 179 4.2.1. REQUERIMIENTOS EN SITIO ....................................................... 179. 4.2.2. PROCEDIMIENTO DE PRUEBAS FAT DE HARDWARE .............. 179. 4.2.3. PROCEDIMIENTO DE PRUEBAS SAT DE SOFTWARE .............. 183. CAPÍTULO 5 ...................................................................................................... 187 5.1. CONCLUSIONES.................................................................................. 187.
(9) viii. 5.2. RECOMENDACIONES ......................................................................... 187. BIBLIOGRAFÍA .................................................................................................. 191.
(10) ix. RESUMEN El presente proyecto tiene como propósito el diseño e implementación de un sistema de control de dosificación para la planta de balanceado en Expalsa Gisis Km 4 ½.. El sistema previo a la implementación del presente proyecto, realizaba el control de dosificación de balanceado, sin embargo no contaba con comunicación a la base de datos central de Gisis, por lo que las recetas debían ser ingresadas manualmente cada vez que se requería realizar una dosificación, esto generaba demoras y pérdida de eficiencia en la producción. Es por esto que el objetivo principal del presente proyecto buscaba integrar la base de datos central de Gisis tanto con el HMI utilizado para monitoreo y el PLC utilizado para el control, logrando de esta manera disminuir el tiempo de producción, lo que conlleva a tener un sistema más eficiente.. La automatización estará enfocada en la parte de Batcheo misma que se encuentra formada por cinco secciones, los macro ingredientes, los ingredientes medios, los líquidos, micro líquido y líquidos pesados. Las secciones de macro ingredientes e ingredientes medios, cada una respectivamente se forma de bines asociados a un tornillo dosificador independiente por bin y una balanza por sección. Las secciones de líquidos, micro líquidos y líquidos pesados, cada una respectivamente se forma de tanques asociados a una bomba dosificadora, una válvula dosificadora o las dos, según corresponda, y una balanza para cada sección en el caso de líquidos y micro líquidos, los líquidos pesados cuenta con flujómetros. El proceso de batcheo también cuenta con una mezcladora que permite unificar todos los ingredientes para poder tener un producto final.. La lógica de control que rige el comportamiento automático está ligada a condiciones de peso de cada uno de los ingredientes que se encuentran en los bines o tanques de las secciones, así como también a tiempos de agitación correspondiente a los agitadores y tiempo de mezcla correspondiente a la mezcladora..
(11) x. El controlador con el que se trabaja es un PLC CompactLogix 1769-L30ER, que se programa bajo la plataforma computacional RsLogix 5000 desarrollando diferentes rutinas de programación bajo las condiciones de operación requeridas.. Para el desarrollo del HMI se emplea Ignition y para el desarrollo de la base de datos se emplea SQL Server Management Studio 2012..
(12) xi. PRESENTACIÓN En el presente proyecto se describe las actividades desarrolladas para el diseño e implementación del sistema de control de dosificación de balanceado en Gisis Km 4 ½, considerando las condiciones de operación del sistema y buscando la optimización de recursos de la planta.. En el capítulo 1, se desarrolla el fundamento teórico donde se presenta información del sistema, referente a los componentes del mismo, además se da una visión de cómo se encontraba el proceso de dosificación antes de la implementación del presente proyecto. También se presentan conceptos fundamentales de sistema SCADA, como la estructura, componentes, tendencias actuales referentes a esto y se da una visión de Ignition software utilizado en la presente tesis para el desarrollo del HMI y a nivel industrial utilizado para el desarrollo de sistemas SCADA.. En el capítulo 2, se desarrolla el diseño del sistema de control de dosificación en el que se contempla tanto el hardware como el software. El hardware hace referencia a las protecciones necesarias para que los elementos del sistema de control puedan trabajar en un ambiente industrial, se presenta el dimensionamiento de los mismos, configuraciones de equipos que son necesarios para el correcto funcionamiento del sistema, y ubicación de los elementos tanto del tablero de control como del tablero de fuerza, contemplados en el presente proyecto. En el software se indican conceptos de diseño para HMI, PLC y Base de datos. En HMI se muestran diagramas de pantallas, esquemas de navegación, y conceptos de diseño. En el PLC se expone de una manera detallada el proceso, las acciones a tomar y las alarmas consideradas. En la base de datos se presentan las tablas que se deben considerar y la relación existente entre ellas.. En el capítulo 3, se describe la implementación del sistema de control de dosificación en el que se contempla tanto los componentes físicos como los programas desarrollados. En los componentes físicos se da una visión de los tableros de control y fuerza construidos. En los programas desarrollados se da una perspectiva del HMI, PLC y Base de datos implementados. En HMI se presenta las.
(13) xii. pantallas que conforman el proceso y su manera de navegación. En PLC se describe cada una de las rutinas de control del mismo. En Base de datos se muestran cada una de las tablas implementadas.. En el capítulo 4, se presenta cada una de las pruebas realizadas en el sistema de control tanto físicamente como lógicamente. Se divide en pruebas de aceptación en fábrica y pruebas de aceptación en campo.. En el capítulo 5, se presentan las conclusiones y recomendaciones obtenidas al diseñar e implementar el presente proyecto..
(14) 1. CAPÍTULO 1 FUNDAMENTO TEÓRICO 1.1 ANTECEDENTES El proceso existente en la planta de balanceado Gisis Km 4 ½ se encuentra constituido por dos partes fundamentales que son la de dosificación compuesta y la de mezcla. La parte de dosificación compuesta se encuentra formada por dos secciones la de dosificación de sólidos y la de dosificación de líquidos.. La sección de dosificación de sólidos se encuentra constituida por la parte de macro ingredientes e ingredientes medios, cada uno de los bines correspondientes a las diferentes partes cuentan con un tornillo sin fin para dosificación. Los macro ingredientes son usados en mayor cantidad dentro de la receta, se tiene nueve bines dentro del sistema, y se cuenta con una sola balanza para dosificación de esta sección, misma que es nombrada como balanza de macro ingredientes. Los ingredientes medios son usados en menor cantidad dentro de la receta, se tiene ocho bines dentro del sistema, y se cuenta con una balanza para dosificación de esta sección, misma que es nombrada como balanza de ingredientes medios.. La sección de dosificación de líquidos se encuentra constituida por la parte de líquidos, micro líquidos, y líquidos pesados, cada uno de los bines correspondientes a las diferentes partes cuenta con una bomba y una válvula para dosificación, exceptuando los bines de micro líquidos que únicamente cuenta con un válvula para dosificación. Los líquidos son los fluidos que se utilizan en la receta, se tiene cuatro bines en el sistema, se cuenta con una sola balanza para dosificación de esta sección, misma que es nombrada como balanza de líquidos, además un bin de líquidos cuenta con un agitador. Los micro líquidos son fluidos usados en cantidades pequeñas dentro de la receta, se tiene un bin dentro del sistema y se cuenta con una balanza para dosificación de esta sección, la misma es llamada balanza de micro líquido. Una vez que los líquidos y micro líquidos sean dosificados necesitan ser unidos para esto se cuenta con un agitador que cumple esta función..
(15) 2. Los líquidos pesados son los fluidos con mayor densidad usado dentro de la receta, se tiene dos bines dentro de esta área, que cuenta con un agitador y un flujómetro cada uno.. La mezcla se realiza en la mezcladora en donde ingresan todos los elementos después de ser debidamente dosificados y agitados de ser necesario como es el caso de líquidos y micro líquidos.. La dosificación se la realiza en base a recetas, que indican el peso de cada elemento a ser utilizado. Considerando que se tiene únicamente una balanza para cada sección de ingredientes, la dosificación debe ser por ingrediente es decir únicamente se podrá dosificar un macro ingrediente, un ingrediente medio, un líquido y un micro líquido a la vez.. En la Figura 1.1. se muestra un diagrama esquemático del proceso de dosificación de balanceado.. Figura 1.1. Gisis Esquema Proceso de Dosificación de Balanceado. En la planta Gisis el control del proceso de dosificación del balanceado se lo realizaba a través de un sistema de monitoreo y control integrado por un PLC Mitsubishi y una interface de operador desarrollado en WinCos, el cual al haber sido desarrollado hace muchos años ya no presentaba las facilidades para su adaptación a nuevos requerimientos de control del proceso..
(16) 3. 1.2 JUSTIFICACIÓN DE LA MIGRACIÓN Como se ha mencionado anteriormente el sistema de monitoreo y control existente no prestaba las facilidades para adaptarse a nuevos requerimientos del proceso. Gisis requería de un sistema de control de dosificación integrado con la base de datos, con la finalidad de que el usuario únicamente indique de entre las recetas almacenadas cual es la que va a usar y el proceso inicie la preparación. Con esto se buscaba mejorar la productividad y disminuir errores en las recetas. Para logar el objetivo se requería implementar un HMI amigable, en un software de desarrollo actualizado a nuevas tecnologías; un PLC con las protecciones necesarias para trabajar en un ambiente industrial; y una base de datos compatible tanto con el PLC como con el HMI. Sin embargo en el proceso existente el Interface de Operador se caracterizaba por ser poco amigable y no permitía la actualización a nuevas tecnologías; mientras por otra parte el PLC Mitsubishi no contaba con las protecciones necesarias para trabajar en un ambiente industrial, no poseía posibilidad de expansión, se encontraba descontinuado y con muchos años de servicio. Además el sistema mencionado no disponía de comunicación con la base de datos central de Gisis, debido a esto las recetas debían ser ingresadas manualmente cada vez y el reporte se generaba en un documento de Excel.. En la Figura 1.2 se muestra el interface de operador y en la Figura 1.3 se muestra el tablero de control del PLC Mitsubishi con los que se encontraba trabajando la planta antes de la implementación del presente trabajo.. Figura 1.2. Sistema de Monitoreo Antiguo.
(17) 4. Figura 1.3. Tablero de Control PLC Mitsubishi. Las entradas y salidas digitales del PLC Mitsubishi se encuentran expuestas en la Tabla 1.1 mostrada a continuación: Tabla 1.1. Entradas y Salidas Digitales del PLC ITEM 1 2. DESCRIPCIÓN Nueve tornillos de salidas de bines de Macros (elementos dentro de la receta que se ocupan en mayor cantidad) Un variador de velocidad con dos velocidades para dosificación de Macros. Ocho tornillos de salida de bines de Medios (elementos dentro de la receta que se. DI. DO. 9. 9. 1. 2. 8. 8. 3. ocupan en menor cantidad). 4. Un variador de velocidad con dos velocidades para dosificación de Medios.. 1. 2. 5. Seis bombas para manejo de Líquidos.. 6. 6. 6. Cuatro válvulas para manejo de Líquidos.. 4. 4. 7. Tres compuertas de Balanzas.. 6. 3. 8. Una mezcladora con arranque suave.. 2. 1. Con la finalidad de mejorar la productividad y eficiencia de la planta de balanceado en Expalsa Gisis Km 4 ½, entonces se planteó la implementación de un sistema de control de dosificación nuevo que cumpla el requerimiento de capacidad de integración con la base de datos del proceso. Para esto fue necesario el remplazo del PLC Mitsubishi existente en el antiguo sistema por un PLC Compactlogix; así también fue necesario el remplazo del sistema de monitoreo basado en WinCos por un sistema de monitoreo y control desarrollado en Ignition, y desarrollo de una nueva base de datos misma que permitirá el manejo rápido y seguro de las recetas para el sistema de dosificación, la misma que fue desarrollada en SQL Server Management Studio..
(18) 5. 1.3 MARCO TEÓRICO Los Sistemas Scada (Control Supervisorio y Adquisión de Datos) son tecnologías que permiten la entrada a datos remotos o de difícil acceso de un proceso, mediante la utilización de herramientas de comunicación se logra el control de los mismos. Un principal componente es el software de monitorización o supervisión, cuya misión es habilitar la ejecución de tareas de control supervisorio, además de proporcionar la interface entre el nivel de control (PLC) y el nivel de gestión a nivel superior. Entre las principales funciones y utilidades del scada están: ·. Monitorización, encargada de la representación de datos en tiempo real.. ·. Supervisión, ejecución de programas que puedan supervisar, modificar el control establecido y tareas automáticas, pudiendo eventualmente tomar a cargo temporalmente la función del operador humano, evitando una continua supervisión humana.. ·. Visualización de alarmas y eventos, detección de situaciones que provoquen fallas en la planta para efectuar acciones correctivas inmediatas.. ·. Mando, posibilidad de que los operadores puedan cambiar datos claves del proceso desde el ordenador y escribir los mismos en los elementos de control.. ·. Grabación de acciones o recetas, con una sola pulsación se puede programar las diferentes líneas de producción dentro de las zonas y poner en marcha un conjunto de elementos.. ·. Seguridad de los datos, es necesario restringir a un nivel de usuario él envió y la recepción de datos.. ·. Seguridad en los accesos, restricción de zonas limitadas a usuarios autorizados.. ·. Programación numérica, permite realizar cálculos aritméticos sobre la CPU del ordenador [1]..
(19) 6. 1.3.1 ARQUITECTURA DEL SISTEMA SCADA En el campo de la automatización inicialmente todo el control se concentraba en una PC y tendió con el paso del tiempo a la distribución de estas funciones entre varios componentes de control, pudiéndose identificar los siguientes componentes: ·. Software de control supervisorio y adquisición de datos (Scada). ·. Hardware de adquisición de datos y mando (Sensores y Actuadores). ·. Sistema de comunicación (Comunicaciones). Figura 1.4. Estructura Básica de un Sistema de Supervisión y Mando [1]. La arquitectura básica con respecto a hardware de un scada se divide en dos bloques denominados: ·. Controladores de Datos, son los servidores encargados de recopilar y procesar los datos de los elementos de control del sistema.. ·. Clientes de Datos, son los clientes que utilizan la información de los captores de datos, para evaluarlos y poder tomar las acciones oportunas para mantener las condiciones nominales del sistema.. Figura 1.5. Arquitectura Básica de Hardware Scada [1].
(20) 7. 1.3.2 COMPONENTES GENERALES DEL SISTEMA SCADA Los elementos básicos que constituyen un sistema scada son:. Figura 1.6. Elementos Básicos Sistema Scada [2]. Interfaz Hombre-Maquina Su función es la representación en forma simple del sistema a controlar, ofrece funciones para monitoreo y control de las operaciones de un proceso remotamente. Mediante esta herramienta computacional el operador entra en contacto con la aplicación. Unidad Maestra (MTU) Se ubica en un centro de control, es un componente de hardware y software, orientado a la ejecución de tareas específicas del sistema SCADA. Algunas tareas específicas, están basadas en estándares y protocolos abiertos que permitan intercambiar información en tiempo real entre el centro de control y las estaciones remotas. Una MTU es la encargada de: ·. Gestionar las comunicaciones entre aplicaciones y componentes del sistema SCADA.. ·. Recopilar los datos de todas las estaciones remotas (RTU).. ·. Mando remoto.. ·. Envió de información.. ·. Comunicación con los operadores.. ·. Análisis de datos.. ·. Visualización de datos.. ·. Impresión.. ·. Seguridad..
(21) 8. Dichas acciones son realizadas por equipos informáticos con funciones específicas como: ·. Estaciones de Trabajo, equipos computacionales de alto rendimiento especializados en gráfico, diseño o ingeniería, que facilita el acceso a servidores y periféricos de la red.. ·. Servidores de Datos, permiten la organización de datos mediante tablas relacionadas.. ·. Almacenar Datos, que es el archivo de datos.. ·. Almacenar Archivos, almacena los resultados de los análisis de los datos recogidos.. ·. Administración, permite la gestión y el almacenamiento de datos del sistema SCADA.. ·. Comunicaciones, permite el intercambio de datos en tiempo real con estaciones remotas [1]. Sistema de Comunicación. Permiten el intercambio de información entre la estación maestra y las unidades terminales remotas. No existe un estándar para la estructura de los mensajes, por esto los equipos utilizados para los sistemas SCADA hacen usos de diferentes protocolos de comunicación. Su función principal es proporcionan al operador la posibilidad de comunicarse con cualquier punto de la planta en tiempo real. Las diferentes combinaciones de los elementos que se comunican generan las siguientes topologías determinadas: ·. Punto a Punto, relación maestro-esclavo, mediante una línea de comunicación un solo elemento remoto se conecta al sistema de control.. ·. Multipunto dedicado, mediante uniones directas y permanentes un solo sistema de control se conecta a algunas estaciones remotas. La encargada de gestionar todo el tráfico generado de los elementos es la unidad central.. ·. Multipunto Compartido Estrella, maestro- esclavo, la interacción de datos se realiza por turnos, ya que se utiliza un solo punto de comunicaciones, esto es posible gracias a que las estaciones remotas tiene identificadores únicos..
(22) 9. ·. Multipunto Compartido en Bus, tipo cliente-servidor, el acceso es establecido por ordene, la estación remota se conectan una o varias unidades.. ·. Multipunto Compartido en Anillo, proporciona dos caminos para la información, lo que la hace más robusta ya que en caso de fallo de un nodo el tráfico no se interrumpe [1].. Figura 1.7. Topologías Básicas: (a) Punto a Punto, (b) Multipunto Compartido Estrella, (c) Multipunto Dedicado, (d) Multipunto Compartido en Anillo [1]. Unidades Remotas Monitorean salidas o entradas pertenecientes al proceso, las analizan y mantiene los datos en tiempo real, además ejecuta los algoritmos de control asignados, tiene comunicación con la unidad terminal maestra y en ciertos casos con alguna unidad terminal remota. Dentro de esta sección se consideran los siguientes elementos: 1.3.2.4.1 RTU Las unidades remotas transmiten hacia la unidad central los datos recopilados de los elementos de campo, son nombrados como los procesadores de comunicación. 1.3.2.4.2 PLC El controlador lógico programable es un ordenador industrial pequeño que sustituyo a la lógica de los relés. Tiene entradas de información y salidas muy similares a las de un RTU, contiene además un programa que ejecuta un bucle, explorando las entradas de información y toma acciones en base a estas, sus comunicaciones utilizan Ethernet y el protocolo de comunicación Modbus. Con el paso del tiempo el PLC ha ido evolucionando incorporando cada vez más prestaciones en forma de.
(23) 10. módulos de ampliación esto ha hecho que sea considerado como la típica unidad de adquisición de datos en procesos industriales [1]. 1.3.2.4.3 IED Realizan tareas de control, regulación, comunicación y adquisición de datos, gracias a que poseen programas previamente cargados, esto se realiza dentro de lazos de control específicos y son conocidos como periféricos inteligentes. Pueden ser elementos como reguladores, variadores de frecuencia, procesadores de comunicaciones, generadores de tiempo y frecuencia, controladores de energia reactiva, entre otros [1]. Transductores Transforma el fenómeno físico que mide en una señal eléctrica, para que pueda ser acondicionada a un nivel adecuado de tensión o de corriente. Es un dispositivo usado para obtener información de entornos físicos y conseguir señales o impulsos eléctricos o viceversa. 1.3.3 SCADA EN PROCESOS INDUSTRIALES En la actualidad se busca reducir en lo más mínimo la intervención humana dentro la actividad y evolución de los procesos industriales, aumentar la productividad y eficiencia de la planta. Para lograr este objetivo es necesaria la integración de las tecnologías de información para la incorporación de la red de la planta con la red de negocios y sistemas de bases de datos.. El desarrollo de los sistemas SCADA ha permitido la evolución en la integración de entornos completos para la gestión de negocios disponiendo de información de la planta en tiempo real, control y tratamiento de datos, supervisión y gestión global de la empresa. Una prueba de ello son la existencia de aplicaciones MES, servidores de datos y servidores de web [2].. Los sistemas expertos que tratan los datos adquiridos en una planta ofrecen funcionalidades de detección, diagnóstico de desviaciones y fallos. Al contar con.
(24) 11. un sistema experto el personal de operación puede detectar desviaciones de escenarios de operación deseada y fallos para generar un diagnóstico de las causas que los provocan, logrando de esta manera una fácil y rápida corrección de los mismo [2]. 1.3.4 BENEFICIOS DEL SISTEMA SCADA Al implementar un sistema scada se obtiene los siguientes beneficios: ·. Controlar de manera remota los diferente elementos de la planta como: encendido y apagado de motores o bombas, apertura o cierre de válvulas, entre otro.. ·. Integración de todos los componentes e información de la planta.. ·. Alertar sobre fallos o eventos inusuales en el sistema.. ·. Mostrar información real y confiable de estados de dispositivos, mediciones, etc.. ·. Mostrar tendencias de datos de la planta para que puedan ser procesados.. ·. Permite la integración entre los niveles de campo y gestión.. ·. Permitir una gestión segura y eficiente de los datos, mediante protocolos de seguridad, limitando el acceso a personas no autorizadas [1].. 1.3.5 REQUERIMIENTOS PARA LA IMPLEMENTACIÓN DEL SISTEMA DE MONITOREO DE LA PLANTA DE BALANCEADO EN GISIS KM 4 ½ El presente trabajo de titulación busca desarrollar un sistema de monitoreo y control que será integrado al sistema SCADA correspondiente a toda la planta de Gisis, es por esto que para la implementación del sistema de monitoreo, se toma en cuenta los siguientes requisitos: ·. Debe ser un sistema con la capacidad de crecer o adaptarse a las necesidades cambiantes de la empresa.. ·. Debe comunicarse de manera fácil y transparente con el equipo de planta, con redes locales y de gestión.. ·. La instalación de los programas debe ser sencilla, sin muchas exigencias y de fácil utilización, con interfaces amigables para el operador..
(25) 12. ·. Debe ser capaz de adquirir datos en tiempo real para procesar y almacenar información relevante sobre la evolución del proceso productivo.. ·. Debe ser capaz de proporcionar supervisión para que desde un monitor se pueda observar la evolución del proceso.. ·. Debe ser capaz de modificar la evolución del proceso actuando a través de equipos de control.. ·. A través del HMI que representa los mímicos del proceso y permite la interacción del operador con la planta, debe permitir la visualización de los datos de campo.. ·. Debe brindar la posibilidad de procesar información para la detección y procesamiento de alarmas y eventos del sistema.. 1.3.6 PLATAFORMA IGNITION Ignition es una plataforma de desarrollo usada para la creación de interfaces hombre máquina (HMI), control supervisorio y adquisición de datos (SCADA), sistema de ejecución de manufactura (MES). Permite la creación de configuraciones basada en el sistema y las necesidades del usuario mediante la tecnología web, base de datos y OPC-UA [3].. Ignition es un servidor de aplicaciones industriales modulares, cuenta con un entorno web para sus configuraciones, permite la instalación, gestión, diseño y lanzamiento de clientes, por medio de un navegador web. Arquitectura La arquitectura de Ignition es multicapa y consta de las siguientes capas: ·. Sistema Operativo, proporciona recursos básicos computacionales como el sistema de archivos y el acceso a la red.. ·. Máquina Virtual Java, permite que Ignition se ejecute en cualquier sistema operativo.. ·. Plataforma Web, permite acceder, desplegar y gestionar todos los módulos de Ignition en la web..
(26) 13. ·. Módulo HMI/SCADA, proporciona los módulos que permiten el acceso en tiempo real, datos a historizar, tendencias y control.. ·. Sistema de Ejecución de Manufactura (MES), integra seguimiento, rastreo y otros módulos [4].. Figura 1.8. Capas de Ignition. La arquitectura estándar basada en un servidor central es la más utilizada, ya que proporciona un sistema escalable y gestionable de forma centralizada, con conexiones ilimitadas a PLCs, bases de datos y clientes.. Figura 1.9. Arquitectura Estándar. Componentes Principales Ignition tiene tres partes principales que son: 1.3.6.2.1 Gateway Control Utility (GCU) Aplicación local que proporciona información sobre el Gateway, permite detener y reiniciar el servidor, y establecer los puertos utilizados entre el Gateway y el cliente. Para poder acceder al GCU se debe ir a Inicio > Todos los programas > Inductive Automation > Ignition > Launch Gateway Control Utility..
(27) 14. Figura 1.10. Gateway Control Utility [4]. 1.3.6.2.2 Diseñador Aplicación web que permite configurar y construir proyectos. El diseñador es lanzado desde el Gateway. Los pasos a seguir para lanzar el diseñador son: dar clic en Launch Designer en la parte superior derecha de la página del Gateway.. Figura 1.11. Launch Designer [4]. 1.3.6.2.3 Cliente Es ejecutado desde el Gateway y es la visualización del proyecto sin necesidad de instalar Ignition [4]. Para lanzar el cliente desde el diseñador se debe ir a Project > Properties > Client > Launching > OK > File > Save and Publish. Después se accede al Gateway y junto al nombre de proyecto se puede ver un menú desplegable que muestra los tres modos en que se lanzó el proyecto, que son:.
(28) 15. ·. Standard, el clientes se ejecuta como una aplicación completa e independiente. Después de ser lanzado se puede ejecutar desde el escritorio sin necesitada de un navegador.. ·. Full Screen, es similar al modo standard pero es usado para paneles y pantallas táctiles.. ·. Applet, es utilizado para integrar proyectos de visión en sitios web existentes, su aplicación es para dispositivos pequeños como teléfonos celulares. Módulos. Los módulos son aplicaciones que forman la plataforma de Ignition, son similares a las aplicaciones para teléfonos inteligentes. Se pueden elegir en función de los requerimientos. del. sistema.. Los. siguientes. módulos. proporcionan. las. funcionalidades para la construción de un HMI y SCADA: 1.3.6.3.1 OPC-UA (Arquitectura Unificada) Permite la conexión de dispositivos de campo vía OPC-UA. OPC es una tecnología diseñada para comunicar aplicaciones, cualquiera que sea la fuente de los datos, como un PLC, un regulador de temperatura, entre otros, el formato de presentación y acceso de los datos es fijo, cada driver se escribe una sola vez. OPC determina una interface estándar, independiente del elemento que realice el intercambio. La carga de comunicación tiene una significativa reducción ya que cada elemento debe enviar o recibir un mensaje cada vez al tener la interface estándar [1].. Figura 1.12. Comunicaciones OPC [2].
(29) 16. Los componentes OPC se pueden clasificar en clientes o servidores. El cliente puede comunicarse con cualquier servidor sin importar el tipo de elemento que recoge esos datos. El servidor OPC es una aplicación que recopila datos de los elementos de campo y permite el acceso libre de estos elementos desde el cliente. OPC-UA es el complemento de OPC con las siguientes características: independencia de la plataforma, escalabilidad, elevada disponibilidad y capacidad de comunicación a través de internet. En la actualidad constituye un lazo de unión entre los computadores del nivel de empresa y los equipos de automatización. El módulo OPC-UA hace que Ignition actúa como un servidor OPC-UA, que permite el acceso a los datos recogidos por los controladores. El aparecimiento de OPCUA en la industria de automatización da un mayor rendimiento y fiabilidad [2]. 1.3.6.3.2 Puente SQL Permite buscar y registrar datos históricos que se encuentran en la base de datos. El módulo utiliza grupos de operaciones cuya función es crear un puente bidireccional entre un servidor OPC y una base de datos. También contiene grupos transaccionales que permiten realizar tareas centradas en datos como registro y almacenamiento de eventos. Permite el movimiento de datos en forma bidireccional entre un servidor OPC y una base de datos, la sincronización de la base de datos con el PLC, lo que permite reflejar cualquier cambio en el valor del PLC o en la base de datos, este reflejo bidireccional permite realizar un control en tiempo real. 1.3.6.3.3 Visión Permite mostrar datos en tiempo real por medio de gráficos. Se utiliza para realizar análisis de datos, aplicaciones de tendencia, cuadros de mando, entre otros. Permite la creación de gráficos vectoriales que mantienen sus propiedades sin importar el tamaño del monitor donde se muestre, los mismo pueden ser escalados en cualquier tamaño sin perder la calidad de la imagen..
(30) 17. 1.3.6.3.4 Informes Permite crear informes en pdf. Nos brinda flexibilidad y facilidad para la creación de reporte que pueden contener gráficos y datos dinámicos mismos que se observan desde cualquier ordenador, y son fácilmente almacenables en formato digital. 1.3.6.3.5 Notificación de Alarma Permite configurar como, porqué y cuando enviar notificaciones de alarma. Tiene la capacidad de enviar mensajes de notificación por correo electrónico cuando una alarma se activa, se borra o se archiva. Permite restringir los usuarios que van a recibir las notificaciones..
(31) 18. CAPÍTULO 2 DISEÑO DEL SISTEMA DE CONTROL DE DOSIFICACIÓN Se ha dividido el diseño del sistema de control de dosificación en dos partes fundamentales, el hardware y el software. Dentro de los componentes físicos se ha considera el tablero de control y el de potencia. El primero se encuentra formado por elementos de control como PLC, módulos de entradas y salidas tanto digitales como análogas, borneras fusible, etc. El segundo se forma por elementos de protección como guardamotores, contactores, variadores y arrancador suave. Dentro de la programación se presenta una visión de los conceptos a tener en cuenta para el desarrollo del HMI, la lógica de control del PLC y la estructura de la base de datos.. 2.1 DEFINICIÓN DE REQUERIMIENTOS DEL SISTEMA Para la automatización del sistema de control de dosificación de la planta de balanceado Gisis Km 4 ½, el proceso dispone de requerimientos para lograr un desempeño adecuado, los cuales se describen a continuación: 2.1.1 REQUERIMIENTO DE HARDWARE ·. Controlador apto para trabajar en un ambiente industrial.. ·. Controlador que se acople al estándar de las marcas existentes en la planta.. ·. Controlador con posibilidad de expansión a futuro, en caso de que la planta de balanceado requiera de un crecimiento.. ·. Equipos que permitan comunicación con la base de datos central.. ·. Equipos de marcas reconocidas a nivel nacional, que cuenten con soporte local.. ·. Equipos de fácil acceso y sustentables en el tiempo.. ·. Equipos de fácil implementación y costos accesibles..
(32) 19. 2.1.2 REQUERIMIENTOS SOFWARE CONTROLADOR ·. Capacidad para crear tipos de datos.. ·. Capacidad para almacenar datos.. ·. Permitir la creación de Add-On instrucción.. ·. Permitir la creación de subrutinas.. ·. Compatibilidad con el PLC seleccionado y el software seleccionado para el desarrollo el HMI.. 2.1.3 REQUERIMIENTOS SOFWARE PARA INTERFAZ DE USUARIO ·. Capacidad de monitoreo en tiempo real, de manera local y remota.. ·. Capacidad de detección de fallas y generación de alarmas.. ·. Reportes de producción.. ·. Interacción con base de datos y PLC.. ·. Costo accesible, de preferencia por servidor y no por número de pantallas, tags o conexiones.. 2.1.4 REQUERIMIENTOS DE BASE DE DATOS ·. Compatibilidad con el software seleccionado para el desarrollo del HMI y programa del controlador.. ·. Compatible con el controlador seleccionado.. ·. Flexibilidad para creación de tablas.. ·. Flexibilidad para interrelación de tablas.. ·. Capacidad de almacenamiento de datos.. ·. De fácil manejo e instalación.. ·. Aceptación de distintos tipos de datos.. ·. Varios clientes deben poder acceder a la base de datos al mismo tiempo..
(33) 20. 2.2 SELECCIÓN DE PLC Y SOFWARES DE DESARROLLO 2.2.1 OPCIONES PROPUESTAS En base a los requerimientos de hardware expuestos con anterioridad se presenta en la Tabla 2.1. las opciones consideras para controladores, que pueden solventar las necesidades del sistema. Tabla 2.1. Tabla Comparativa PLCs Propuestos [5] [6] [7] PLC. MARCA. CARACTERÍSTICAS -Alta capacidad de procesamiento, 64 Bits.. SIMATIC. SIEMENS. S7-1200. -Interfaz Ethernet / Profinet integrado. -Entradas analógicas integradas. -Es modular, es decir que se pueden colocar módulos.. 1769-L30ER. ALLEN-BRADLEY. -Posen seguridad integrada, lo que permite que trabaje en un ambiente industrial. -Ofrece puertos de comunicación incorporados para redes EtherNet/IP o Control Net.. MODICON. SCHNEIDER. M251. ELECTRIC. -Arquitectura modular. -Puerto USB. -Switch integrado con dos puertos Ethernet.. En base a los requerimientos de software para la interfaz de usuario expuestos con anterioridad se presenta en la Tabla 2.2. las opciones consideras para desarrollo de HMI, que pueden solventar las necesidades del sistema. Tabla 2.2. Tabla Comparativa HMIs Propuestos [8] HMI. FABRICANTE. CARACTERÍSTICAS -Permite el diseño de interfaces de operador con un editor gráfico completo.. FACTORYTALK. ROCKWELL. VIEW. AUTOMATION. - Permite la creación de objetos globales, lo que ahorra tiempo de desarrollo. -Permite registrar datos para historizar y visualizarlos en tendencias. -La licencia es por número de pantallas y tags a utilizar. -Permite manejar todos los datos desde una sola ubicación para facilitar el acceso. -La ejecución del diseñador puede realizarse desde cualquier ubicación y la. IGNITION. INDUCTIVE AUTOMATION. actualización del proyecto de igual manera. -Combina bases de datos con las aplicaciones, puede trabajar con múltiples bases de datos como: MySQL, SQL Server, Oracle. -La licencia es por servidor, es decir se tiene número ilimitado de pantallas, número ilimitado de tags, y número ilimitado de dispositivos de conexión..
(34) 21. HMI. FABRICANTE. CARACTERÍSTICAS -Cuenta con librerías de símbolos gráficos. -Características incorporadas para el manejo de datos.. INTOUCH. WONDERWARE. -Permite la generación de informes y documentos personalizados. -Cuenta con diferentes tipos de licencias, dependiendo de la funcionalidad que se requiera, la misma debe conectarse al puerto USB del ordenador.. En base a los requerimientos de base de datos expuestos con anterioridad se presenta en la Tabla 2.3. las opciones consideras para desarrollo de la base de datos, que pueden solventar las necesidades del sistema. Tabla 2.3. Tabla Comparativa Bases de Datos Propuestas [9] [10] [11] BASE DE DATOS. FABRICANTE. CARACTERÍSTICAS -Almacena y ejecuta procedimientos almacenados y funciones dentro del mismo.. ORACLE. ORACLE CORPORATION. -Gran potencia pero de precio elevado. -Puede controlar y gestionar grandes volúmenes de contenido no estructurado en un único repositorio. -Admite distintos tipos de datos: enteros, numéricos, flotantes, entre otros. -Requerimientos complejos para instalación. -Su función principal es almacenar y consultar datos solicitados por otras aplicaciones.. SQL SERVER. MICROSOFT CORPORATION. -Es sencillo y funcional. -Admite distintos tipos de datos: enteros, flotantes decimales, textos, entre otros. -Permite el uso de tipos de datos propios (UDT). -Permite que varios clientes usen la misma base de datos al mismo tiempo. -Soporta a multiplataformas.. MySQL. ORACLE CORPORATION. -Admite distintos tipos de datos: enteros, flotantes, decimales, entre otros. -Conectividad segura. -De sencilla instalación.. 2.2.2 ANÁLISIS Y SELECCIÓN DE CONTROLADOR Y SOFTWARE SELECCIÓN DE CONTROLADOR En base a las opciones expuestas en la Tabla 2.1. y al análisis de los requerimientos de hardware se llega a la conclusión de que la mejor opción en controlador es el PLC CompactLogix 1769-L30ER ya que es el que más se ajusta a los requerimiento del sistema, porque su diseño cuenta con las protecciones necesarias para trabajar en un ambiente industrial y se ajusta a los requerimientos de estandarización de marcas de Gisis..
(35) 22. SELECCIÓN. SOFWARE. PARA. PROGRAMACIÓN. DEL. CONTROLADOR. En base al PLC seleccionado se debe realizar la programación del mismo en el software RsLogix 5000 ya que este es compatible con el controlador seleccionado, además la interfaz de programación es amigable con el programador y ofrece la creación de estructuras, lo que facilita la programación y disminuye el tiempo de desarrollo del programa de control. El software brinda la capacidad de crear y almacenar datos, crear Add-On instrucción. SELECCIÓN SOFWARE PARA INTERFAZ DE USUARIO En base a las opciones expuestas en la Tabla 2.2. y analizando a detalle los requerimientos del sistema se llegó a la conclusión de que la mejor opción para el desarrollo del HMI es Ignition, ya que cuenta con la gran ventaja de que puede ser licenciado por servidor, lo que permitió tener pantallas y tags ilimitados, además permite trabajar con una variedad de bases de datos, y es compatible con PLCs Allen-Bradley, Siemens y cuenta con un simulador de PLC que permite tener datos sin la necesidad de un equipo físico. SELECCIÓN BASE DE DATOS En base a las opciones expuestas en la Tabla 2.3. y al análisis de los requerimientos de base de datos se llega a la conclusión de que la mejor opción es SQL Server, ya que es compatible con Igntion y con el controlador seleccionado, es flexible para la creación e interrelación de tablas, y permite el acceso de varios clientes.. 2.3 DISEÑO DE HARDWARE En base a los elementos que conforman el sistema de dosificación en la presente sección se desarrollará el diseño de los tableros de control y potencia del proceso..
(36) 23. 2.3.1 TABLERO DE CONTROL Con base en las entradas y salidas, tanto analógicas como digitales que posee el proceso y a los requerimientos del sistema se ha optado por el uso de un PLC CompactLogix, acompañado de: ·. Tres módulos de 32 entradas digitales a 24VDC.. ·. Dos módulos de 32 salidas digitales a 24VDC.. ·. Un módulo de 4 entradas análogas V/I.. ·. Una fuente de 24VDC para la alimentación de relés de salida del PLC.. Figura 2.1. PLC y Módulos de Expansión. Componentes de Tablero de Control 2.3.1.1.1 Módulo de Entradas Digitales 1769-IQ32 Módulo de 32 entradas digitales 24VDC, que consta de un bloque de terminales extraíble y puede ser parte de un sistema. Es de fácil instalación ya que cuenta con una ranura inferior y superior, facilita el cableado, permiten una buena comunicación, se encuentra aislado ópticamente. Es apto para trabajar en un ambiente industrial [12].. Figura 2.2. Módulo 1769-IQ32 [12].
(37) 24. En la Tabla 2.4 se muestra las especificaciones del módulo de entradas digitales. Tabla 2.4. Especificaciones 1769-IQ32 [12] ESPECIFICACIÓN. VALOR. Dimensiones. 118mm x 87mm x 52.5mm. Temperatura de Funcionamiento. 0°C – 60 °C. Categoría de Voltaje. 24VCC. Rango de Voltaje de Operación. 10 a 30 VCC a 30 °C, 10 a 26.4 VCC a 60 °C. Número de Entradas. 32. Voltaje de Estado Activado. 10 VCC. Corriente de Estado Activado. 2.0 mA. Corriente de Entrada al momento del Arranque. 250 mA. Impedancia Nominal. 5.2 kohm a 24 VCC, 6.1 kohm a 30 VCC. Distancia respecto a la fuente de alimentación. 8 (El módulo no puede estar a más de 8 módulos de la fuente de. eléctrica. alimentación eléctrica o del controlador). Grupos Aislados. Grupo 1: entradas 0 a 7 ; Grupo 2: entradas 8 a 15; Grupo 3: entradas 16 a 23; Grupo 4: entradas 24 a 31. En la Figura 2.3. se muestra los diferentes elementos que constituyen el módulo.. Figura 2.3. Elementos Módulo [12]. En la Tabla 2.5 se describe cada uno de los elementos mostrados en la Figura 2.3..
(38) 25. Tabla 2.5. Descripción Elementos Módulo [12] IDENTIFICADOR. DESCRIPCIÓN. 1. Palanca de bus (con enclavamiento. 2a. Lengüeta superior para montaje en panel. 2b. Lengüeta inferior para montaje en panel. 3. Indicadores LED de diagnósticos de E/S. 4. Puerta del módulo con etiqueta identificadora de terminales. 5a. Conector de bus móvil con pines hembra. 5b. Conector de bus fijo con pines macho. 6. Etiqueta de la placa del fabricante. 7a. Ranuras superiores de machihembrado. 7b. Ranuras inferiores de machihembrado. 8a. Seguro superior del riel DIN. 8b. Seguro inferior del riel DIN. 9. Etiqueta para escritura (etiqueta de ID de usuario). 10. Bloque de terminales extraíble (RTB) con cubierta de protección contra contacto accidental. 10a. Tornillo superior de retención del RTB. 10b. Tornillo inferior de retención del RTB. En la Figura 2.4 se presenta el esquema de cableado básico de los dispositivos de entrada al módulo 1769-IQ32.. Figura 2.4. Esquema de Cableado 1769-IQ32 [12]. Las señales conectadas a cada módulo de entradas digitales del sistema de dosificación se presentan en la Tabla 2.6..
(39) 26. Tabla 2.6. Asignación de Entradas Digitales al PLC SLOT 1. MÓDULODE 32 ENTRADAS DIGITALES A 24 VDC. ENTRADA. TAG SEÑAL. DESCRIPCIÓN. DIRECCIÓN. S01.0. ZS01.Opened. Compuerta balanza macros abierta. Local:1:I.Data.0. S01.1. ZS02.Opened. Compuerta balanza medios abierta. Local:1:I.Data.1. S01.2. ZS03.Opened. Compuerta de mezcladora abierta. Local:1:I.Data.2. S01.3. ZS04.Closed. Compuerta balanza macros cerrada. Local:1:I.Data.3. S01.4. ZS05.Closed. Compuerta balanza medios cerrada. Local:1:I.Data.4. S01.5. ZS06.Closed. Compuerta mezcladora cerrada. Local:1:I.Data.5. S01.6. LS-02.Input. Sensor de presencia producto transportador. Local:1:I.Data.6. S01.7. SS01.Input. Micro seguridad mezcladora compuerta 1. Local:1:I.Data.7. S01.8. SS02.Input. Micro seguridad mezcladora compuerta 2. Local:1:I.Data.8. S01.9. PB01. Pulsante Pesaje Manual. Local:1:I.Data.9. S01.10. -. Reserva. Local:1:I.Data.10. S01.11. -. Reserva. Local:1:I.Data.11. S01.12. -. Reserva. Local:1:I.Data.12. S01.13. -. Reserva. Local:1:I.Data.13. S01.14. -. Reserva. Local:1:I.Data.14. S01.15. -. Reserva. Local:1:I.Data.15. S01.16. -. Reserva. Local:1:I.Data.16. S01.17. -. Reserva. Local:1:I.Data.17. S01.18. -. Reserva. Local:1:I.Data.18. S01.19. -. Reserva. Local:1:I.Data.19. S01.20. -. Reserva. Local:1:I.Data.20. S01.21. -. Reserva. Local:1:I.Data.21. S01.22. M30. runStatus. Estado contactor transportador medios a mezcladora. Local:1:I.Data.22. S01.23. M28.overloadFaultInput. Estado guardamotor transportador medios mezcladora.. Local:1:I.Data.23. S01.24. -. Reserva. Local:1:I.Data.24. S01.25. -. Reserva. Local:1:I.Data.25. S01.26. -. Reserva. Local:1:I.Data.26. S01.27. M18.overloadFaultInput. Estado guardamotor bomba líquidos 1. Local:1:I.Data.27. S01.28. M20. runStatus. Estado contactor bomba líquidos 3. Local:1:I.Data.28. S01.29. M02. runStatus. Estado contactor bin 02 macros. Local:1:I.Data.29. S01.30. M17. runStatus. Estado contactor bin 17 medios. Local:1:I.Data.30. S01.31. -. Reserva. Local:1:I.Data.31. SLOT 2 ENTRADA. MÓDULODE 32 ENTRADAS DIGITALES A 24 VDC TAG SEÑAL. DESCRIPCIÓN. DIRECCIÓN. S02.0. M01.overloadFaultInput. Estado guardamotor bin 01 macros. Local:2:I.Data.0. S02.1. M02.overloadFaultInput. Estado guardamotor bin 02 macros. Local:2:I.Data.1. S02.2. M03.overloadFaultInput. Estado guardamotor bin 03 macros. Local:2:I.Data.2. S02.3. M04.overloadFaultInput. Estado guardamotor bin 04 macros. Local:2:I.Data.3. S02.4. M05.overloadFaultInput. Estado guardamotor bin 05 macros. Local:2:I.Data.4. S02.5. M06.overloadFaultInput. Estado guardamotor bin 06 macros. Local:2:I.Data.5. S02.6. M07.overloadFaultInput. Estado guardamotor bin 07 macros. Local:2:I.Data.6. S02.7. M08.overloadFaultInput. Estado guardamotor bin 08 macros. Local:2:I.Data.7. S02.8. M09.overloadFaultInput. Estado guardamotor bin 09 macros. Local:2:I.Data.8. S02.9. M10.overloadFaultInput. Estado guardamotor bin 10 medios. Local:2:I.Data.9.
(40) 27. SLOT 2. MÓDULODE 32 ENTRADAS DIGITALES A 24 VDC. ENTRADA. TAG SEÑAL. DESCRIPCIÓN. DIRECCIÓN. S02.10. M11.overloadFaultInput. Estado guardamotor bin 11 medios. Local:2:I.Data.10. S02.11. M12.overloadFaultInput. Estado guardamotor bin 12 medios. Local:2:I.Data.11. S02.12. M13.overloadFaultInput. Estado guardamotor bin 13 medios. Local:2:I.Data.12. S02.13. M14.overloadFaultInput. Estado guardamotor bin 14 medios. Local:2:I.Data.13. S02.14. M15.overloadFaultInput. Estado guardamotor bin 15 medios. Local:2:I.Data.14. S02.15. M16.overloadFaultInput. Estado guardamotor bin 16 medios. Local:2:I.Data.15. S02.16. M17.overloadFaultInput. Estado guardamotor bin 17 medios. Local:2:I.Data.16. S02.17. M18.overloadFaultInput. Estado guardamotor bomba líquidos 1. Local:2:I.Data.17. S02.18. M19.overloadFaultInput. Estado guardamotor bomba líquidos 2. Local:2:I.Data.18. S02.19. M20.overloadFaultInput. Estado guardamotor bomba líquidos 3. Local:2:I.Data.19. S02.20. M21.overloadFaultInput. Estado guardamotor bomba líquidos 4. Local:2:I.Data.20. S02.21. -. Reserva. Local:2:I.Data.21. S02.22. M23.overloadFaultInput. Estado guardamotor bomba líquidos pesados 2. Local:2:I.Data.22. S02.23. M24.overloadFaultInput. Estado guardamotor agitador 1. Local:2:I.Data.23. S02.24. M25.overloadFaultInput. Estado guardamotor agitador 2. Local:2:I.Data.24. S02.25. M26.overloadFaultInput. Estado guardamotor agitador 3. Local:2:I.Data.25. S02.26. M27.overloadFaultInput. Estado guardamotor agitador 4. Local:2:I.Data.26. Estado guardamotor Bomba transferencia de agitador a. S02.27. M28.overloadFaultInput. S02.28. M29.overloadFaultInput. Estado guardamotor mezcladora. Local:2:I.Data.28. S02.29. M29.Fault. Falla arrancador suave mezcladora. Local:2:I.Data.29. S02.30. U1.overloadRFaultInput. Falla macros del variador. Local:2:I.Data.30. S02.31. U2.overloadRFaultInput. Falla medios del variador. Local:2:I.Data.31. SLOT 3. mezcladora. Local:2:I.Data.27. MÓDULODE 32 ENTRADAS DIGITALES A 24 VDC. ENTRADA. TAG SEÑAL. DESCRIPCIÓN. DIRECCIÓN. S03.0. M01.runStatus. Estado contactor bin 01 macros. Local:3:I.Data.0. S03.1. M02. runStatus. Estado contactor bin 02 macros. Local:3:I.Data.1. S03.2. M03. runStatus. Estado contactor bin 03 macros. Local:3:I.Data.2. S03.3. M04. runStatus. Estado contactor bin 04 macros. Local:3:I.Data.3. S03.4. M05. runStatus. Estado contactor bin 05 macros. Local:3:I.Data.4. S03.5. M06. runStatus. Estado contactor bin 06 macros. Local:3:I.Data.5. S03.6. M07. runStatus. Estado contactor bin 07 macros. Local:3:I.Data.6. S03.7. M08. runStatus. Estado contactor bin 08 macros. Local:3:I.Data.7. S03.8. M09. runStatus. Estado contactor bin 09 macros. Local:3:I.Data.8. S03.9. M10. runStatus. Estado contactor bin 10 Medios. Local:3:I.Data.9. S03.10. M11. runStatus. Estado contactor bin 11 Medios. Local:3:I.Data.10. S03.11. M12. runStatus. Estado contactor bin 12 Medios. Local:3:I.Data.11. S03.12. M13. runStatus. Estado contactor bin 13 Medios. Local:3:I.Data.12. S03.13. M14. runStatus. Estado contactor bin 14 Medios. Local:3:I.Data.13. S03.14. M15. runStatus. Estado contactor bin 15 Medios. Local:3:I.Data.14. S03.15. M16. runStatus. Estado contactor bin 16 Medios. Local:3:I.Data.15. S03.16. -. Reserva. Local:3:I.Data.16. S03.17. M18. runStatus. Estado contactor bomba líquidos 1. Local:3:I.Data.17. S03.18. M19. runStatus. Estado contactor bomba líquidos 2. Local:3:I.Data.18. S03.19. M20. runStatus. Reserva. Local:3:I.Data.19.
(41) 28. SLOT 3. MÓDULODE 32 ENTRADAS DIGITALES A 24 VDC. ENTRADA. TAG SEÑAL. DESCRIPCIÓN. DIRECCIÓN. S03.20. M21. runStatus. Estado contactor bomba líquidos 4. Local:3:I.Data.20. S03.21. M22. runStatus. Estado contactor bomba líquidos pesados 1. Local:3:I.Data.21. S03.22. M23. runStatus. Estado contactor bomba líquidos pesados 2. Local:3:I.Data.22. S03.23. M24. runStatus. Estado contactor agitador 1. Local:3:I.Data.23. S03.24. M25. runStatus. Estado contactor agitador 2. Local:3:I.Data.24. S03.25. M26. runStatus. Estado contactor agitador 3. Local:3:I.Data.25. S03.26. M27. runStatus. Estado contactor agitador 4. Local:3:I.Data.26. S03.27. M28. runStatus. S03.28. M29. runStatus. Estado arrancador suave mezcladora. Local:3:I.Data.28. S03.29. M29.Fault. Estado variador macros. Local:3:I.Data.29. S03.30. U1.overloadRFaultInput. Estado variador medios. Local:3:I.Data.30. S03.31. -. Reserva. Local:3:I.Data.31. Estado contactor Bomba transferencia de agitador a mezcladora. Local:3:I.Data.27. 2.3.1.1.2 Módulo de Salidas Digitales 1769-OB32 Módulo de 32 salidas digitales 24VDC, que consta de un bloque de terminales extraíble y puede ser parte de un sistema. Es de fácil instalación ya que cuenta con una ranura inferior y superior, facilita el cableado, permiten una buena comunicación, se encuentra aislado ópticamente. Es apto para trabajar en un ambiente industrial [13].. Figura 2.5. Módulo 1769-OB32 [13]. En la Tabla 2.7. se muestra las especificaciones del módulo de salidas digitales. Tabla 2.7. Especificaciones 1769-OB32 [13] ESPECIFICACIÓN. VALOR. Dimensiones. 118mm x 87mm x 52.5mm. Temperatura de Funcionamiento. 0°C – 60 °C. Categoría de Voltaje. 24VCC. Rango de Voltaje de Operación. 20.4 VCC a 26.4 VCC. Número de Salidas. 32. Caída de voltaje de estado activado. 1.0 VCC a 1.0 A. Corriente de Estado Activado. 1.0 mA.
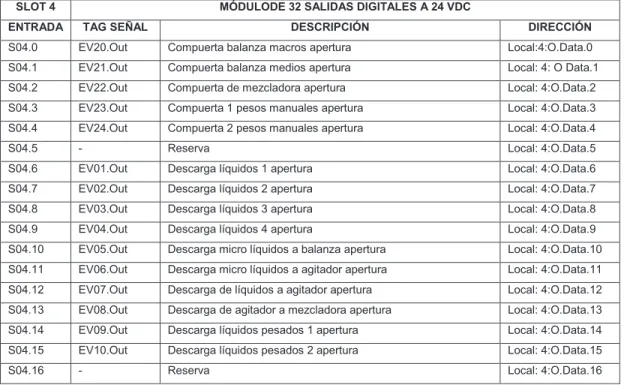
(42) 29. Los elementos constitutivos del módulo de salidas digitales son los mismos mostrados en la Figura 2.3. y la descripción es la mostrada en la Tabla 2.5.. En la Figura 2.6 se presenta el esquema de cableado básico de los dispositivos de salida al módulo 1769-OB32.. Figura 2.6. Esquema de Cableado 1769-OB32 [13]. Las señales conectadas a cada módulo de salidas digitales del sistema de dosificación se presentan en la Tabla 2.8. Tabla 2.8. Asignación de Salidas Digitales al PLC SLOT 4. MÓDULODE 32 SALIDAS DIGITALES A 24 VDC. ENTRADA. TAG SEÑAL. DESCRIPCIÓN. DIRECCIÓN. S04.0. EV20.Out. Compuerta balanza macros apertura. Local:4:O.Data.0. S04.1. EV21.Out. Compuerta balanza medios apertura. Local: 4: O Data.1. S04.2. EV22.Out. Compuerta de mezcladora apertura. Local: 4:O.Data.2. S04.3. EV23.Out. Compuerta 1 pesos manuales apertura. Local: 4:O.Data.3. S04.4. EV24.Out. Compuerta 2 pesos manuales apertura. Local: 4:O.Data.4. S04.5. -. Reserva. Local: 4:O.Data.5. S04.6. EV01.Out. Descarga líquidos 1 apertura. Local: 4:O.Data.6. S04.7. EV02.Out. Descarga líquidos 2 apertura. Local: 4:O.Data.7. S04.8. EV03.Out. Descarga líquidos 3 apertura. Local: 4:O.Data.8. S04.9. EV04.Out. Descarga líquidos 4 apertura. Local: 4:O.Data.9. S04.10. EV05.Out. Descarga micro líquidos a balanza apertura. Local: 4:O.Data.10. S04.11. EV06.Out. Descarga micro líquidos a agitador apertura. Local: 4:O.Data.11. S04.12. EV07.Out. Descarga de líquidos a agitador apertura. Local: 4:O.Data.12. S04.13. EV08.Out. Descarga de agitador a mezcladora apertura. Local: 4:O.Data.13. S04.14. EV09.Out. Descarga líquidos pesados 1 apertura. Local: 4:O.Data.14. S04.15. EV10.Out. Descarga líquidos pesados 2 apertura. Local: 4:O.Data.15. S04.16. -. Reserva. Local: 4:O.Data.16.
(43) 30. SLOT 4. MÓDULODE 32 SALIDAS DIGITALES A 24 VDC. ENTRADA. TAG SEÑAL. DESCRIPCIÓN. DIRECCIÓN. S04.17. -. Reserva. Local: 4: O Data.17. S04.18. -. Reserva. Local: 4:O.Data.18. S04.19. EV11.Out. Descarga mezcladora vibrador tolva. Local: 4:O.Data.19. S04.20. -. Reserva. Local: 4:O.Data.20. S04.21. M29.out. Contactor salida mezcladora. Local: 4:O.Data.21. S04.22. M30.out. Contactor salida transportador medios a mezcladora. Local: 4:O.Data.22. S04.23. -. Reserva. Local: 4:O.Data.23. S04.24. -. Reserva. Local: 4:O.Data.24. S04.25. -. Reserva. Local: 4:O.Data.25. S04.26. -. Reserva. Local: 4:O.Data.26. S04.27. -. Reserva. Local: 4: O Data.27. S04.28. -. Reserva. Local: 4:O.Data.28. S04.29. -. Reserva. Local: 4:O.Data.29. S04.30. -. Reserva. Local: 4:O.Data.30. S04.31. -. Reserva. Local: 4:O.Data.31. SLOT 5 ENTRADA. MÓDULODE 32 SALIDAS DIGITALES A 24 VDC TAG SEÑAL. DESCRIPCIÓN. DIRECCIÓN. S05.0. M01.out. Salida contactor bin 01 macros. Local:5:O.Data.0. S05.1. M02. out. Salida contactor bin 02 macros. Local: 5:O.Data.1. S05.2. M03. out. Salida contactor bin 03 macros. Local: 5:O.Data.2. S05.3. M04. out. Salida contactor bin 04 macros. Local: 5:O.Data.3. S05.4. M05. out. Salida contactor bin 05 macros. Local: 5:O.Data.4. S05.5. M06. out. Salida contactor bin 06 macros. Local: 5:O.Data.5. S05.6. M07. out. Salida contactor bin 07 macros. Local: 5: O Data.6. S05.7. M08. out. Salida contactor bin 07 macros. Local: 5:O.Data.7. S05.8. M09. out. Salida contactor bin 09 macros. Local: 5:O.Data.8. S05.9. M10. out. Salida contactor bin 10 medios. Local: 5:O.Data.9. S05.10. M11. out. Salida contactor bin 11 medios. Local: 5:O.Data.10. S05.11. M12. out. Salida contactor bin 12 medios. Local: 5:O.Data.11. S05.12. M13. out. Salida contactor bin 13 medios. Local: 5:O.Data.12. S05.13. M14. out. Salida contactor bin 14 medios. Local: 5:O.Data.13. S05.14. M15. out. Salida contactor bin 15 medios. Local: 5:O Data.14. S05.15. M16. out. Salida contactor bin 16 medios. Local: 5:O Data.15. S05.16. M17. out. Salida contactor bin 17 medios. Local: 5:O.Data.16. S05.17. M18. out. Salida contactor bomba líquidos 1. Local: 5:O.Data.17. S05.18. M19. out. Salida contactor bomba líquidos 2. Local: 5:O.Data.18. S05.19. M20 out. Salida contactor bomba líquidos 3. Local: 5:O.Data.19. S05.20. M21. out. Salida contactor bomba líquidos 4. Local: 5:O.Data.20. S05.21. M22. out. Salida contactor bomba líquidos pesados 1. Local: 5:O.Data.21. S05.22. M23. out. Salida contactor bomba líquidos pesados 2. Local: 5:O.Data.22. S05.23. M24. out. Contactor agitador 1. Local: 5:O.Data.23. S05.24. M25. out. Contactor agitador 2. Local: 5:O.Data.24. S05.25. M26. out. Contactor agitador 3. Local: 5:O.Data.25. S05.26. M27. out. Contactor agitador 4. Local: 5: O Data.26. S05.27. M28. out. Salida contactor Bomba transferencia a mezcladora macros. Local: 5:O.Data.27.
(44) 31. SLOT 5. MÓDULODE 32 SALIDAS DIGITALES A 24 VDC. ENTRADA. TAG SEÑAL. DESCRIPCIÓN. DIRECCIÓN. S05.28. U1. out. Inicio variador macros. Local: 5:O.Data.28. S05.29. U2.out. Inicio variador medios. Local: 5: O Data.29. S05.30. U1.outChange. Cambio variador macros. Local: 5:O.Data.30. S05.31. U2.outChange. Cambio variador medios. Local: 5: O Data.31. 2.3.1.1.3 Módulo de Entradas Analógicas 1769-IF4 Módulo de 4 entradas analógicas, que convierte y almacena digitalmente datos analógicos que pueden ser recuperados por controladores. El módulo acepta conexiones de cualquier combinación hasta de cuatro sensores analógicos de corriente o de voltaje [14].. Figura 2.7. Módulo 1769-IF4 [14]. En la Tabla 2.9. se muestra las especificaciones del módulo de entradas analógicas. Tabla 2.9. Especificaciones 1769-IF4 [14] ESPECIFICACIÓN. VALOR. Dimensiones. 118mm x 87mm x 35mm. Temperatura de Funcionamiento. 0°C – 60 °C. Rangos de operación analógica. Voltaje: ± 10 VCC, de 0 a 10 VCC, de 0 a 5 VCC, de 1 a 5 VCC. normal. de 0 a 20 mA, de 4 a 20 mA. Escala completa de rangos analógicos. Corriente:. Voltaje: ± 10.5 VCC, de -0.5 a 10.5 VCC, de -0.5 a 5.25 VCC, de 0.5 a 5.25 VCC Corriente: de 0 a 21 mA, de 3.2 a 21 mA. Número de entradas. 4 diferenciales o unipolares. Voltaje nominal operativo. 30 VCA/30 VCC. Rango de voltajes en el modo común. Máximo de ±10 V por canal. Impedancia de entrada. Terminal de voltaje: 220 K Ω (típico) ; Terminal de corriente: 250 Ω. Precisión general. Terminal de voltaje: ±0.2% de la escala completa a 25 °C Terminal de corriente: ±0.35% de la escala completa a 25 °C.
(45) 32. Los elementos constitutivos del módulo de entradas analógicas son los mismos mostrados en la Figura 2.3. y la descripción es la mostrada en la Tabla 2.5.. Para la realización del cableado del sistema se debe tener en cuenta los siguientes puntos: ·. Todos los terminales comunes del módulo (ANLG COM) están conectados en el módulo analógico. El terminal común analógico (ANLG COM) no está conectado a tierra dentro del módulo.. ·. No usar los terminales NC del módulo analógico como puntos de conexión.. ·. Los canales no están aislados unos de otros.. ·. Si se emplean varias fuentes de alimentación con entradas analógicas, los terminales comunes de las fuentes de alimentación deberán estar conectados.. ·. El módulo 1769-IF4 no proporciona lazos de alimentación para entradas analógicas. Utilizar una fuente de alimentación eléctrica que sea compatible con las especificaciones del transmisor de entrada.. ·. Los voltajes de Vin+, V/Iin- y Iin+ del módulo 1769-IF4 tienen que estar a ±10 VCC de los terminales comunes analógicos [14].. El cableado del módulo depende de la entrada que se conecte, las diferentes conexiones existentes se muestra a continuación:. Figura 2.8. Cableado de Entradas Diferenciales [14].
(46) 33. Figura 2.9. Cableado de Sensores Unipolares [14]. Figura 2.10. Cableado de Transmisores Mixtos [14]. Las señales conectadas al módulo de entradas analógicas del sistema de dosificación se presentan en la Tabla 2.10. Tabla 2.10. Asignación Entradas Análogas al PLC SLOT 6. MÓDULODE 4 ENTRADAS ANALÓGICAS V/I. ENTRADA. TAG SEÑAL. DESCRIPCIÓN. DIRECCIÓN. S06.0. FIT01. Flujo de lecitina. Local:6:I.Data.0. S06.1. FIT02. Flujo de melaza. Local: 6: I. Data.1. S06.2. -. Reserva. Local: 6:I.Data.2. S06.3. -. Reserva. Local: 6:I.Data.3.
(47) 34. 2.3.1.1.4 Fuente de Alimentación de Expansión Compact I/O 1769-PA4 Fuente de alimentación para módulos de expansión de entradas y salidas del PLC, pude alimentar máximo 8 módulos a cada lado. Es de fácil instalación y es adecuada para trabajar en un ambiente industrial [15].. Figura 2.11. Fuente de Alimentación de Expansión 1769-PA4 [15]. En la Tabla 2.11. se muestra las especificaciones de la fuente de alimentación de expansión Compact de entradas y salidas. Tabla 2.11. Especificación 1769-PA4 [15] ESPECIFICACIÓN. VALOR. Rango de Voltajes de Entrada. 85-132 VCA o 170-265 VCA.. Rango de frecuencias de entrada. 47-63 Hz. Clasificación de distancia respecto a la fuente de. 8 (Se pueden conectar 8 módulos de I/O a cada lado de la. alimentación eléctrica. fuente de alimentación con un máximo de 16 módulos).. Capacidad de corriente a 5 V. 4.0 A. Capacidad de corriente a 24 V. 2.0 A. Corriente de entrada al momento del arranque, máx Dimensiones. 25 A a 132 VCA 118 x 70 x 87 mm. En la Figura 2.12 se muestra los diferentes elementos que constituyen la fuente de alimentación..
(48) 35. Figura 2.12. Elementos 1769-PA4 [15]. En la Tabla 2.12. se muestra la descripción de los elementos constitutivos de la fuente de alimentación. Tabla 2.12. Descripción Elementos 1769-PA4 [15] IDENTIFICADOR. DESCRIPCIÓN. 1. Palanca de bus (con enclavamiento. 2a. Lengüeta superior para montaje en panel. 2b. Lengüeta inferior para montaje en panel. 3. Indicador de estado. 4. Puerta de la fuente de alimentación eléctrica con etiqueta de identificación de terminales. 5a. Conector de bus móvil con pines hembra. 5b. Conector de bus fijo con pines macho. 6. Etiqueta de la placa del fabricante. 7a. Ranuras superiores de machihembrado. 7b. Ranuras inferiores de machihembrado. 8a. Seguro superior del riel DIN. 8b. Seguro inferior del riel DIN. 9. Bloque de terminales con cubierta de protección contra contacto accidental. 10. Cubierta de envolvente de fusibles para fusible reemplazable. 11. Selector de alimentación de entrada de línea de 120VCA o 240 VCA. 12. Etiqueta del selector extraíble. Para montar una fuente de alimentación en un riel DIN, los seguros se abrirán por un momento al presionar el área de montaje de riel DIN del módulo contra el riel DIN y después se cerraran bloqueándose en el lugar seleccionado..
(49) 36. Figura 2.13. Conexión Fuente de Alimentación a los Módulos montado en riel DIN [15]. La conexión de la fuente de alimentación deber ser realizada en base a la Figura 2.14.. Figura 2.14. Conexión Fuente de Alimentación [15]. 2.3.1.1.5 Controlador CompactLogix 1769-L30ER El controlador CompactLogix está formado por un conjunto de control, comunicación, entradas y salida que son controladas mediante el módulo de interfaz de comunicación. Utilizan el software de programación RsLogix 5000 [6].. Figura 2.15. Controlador CompactLogix 1769-L30ER [6]. Se debe tener en cuenta que el controlador siempre debe ser colocado al lado izquierdo del sistema, debe estar a una distancia máxima de cuatro ranuras de la fuente de alimentación, es decir se pueden instalar hasta tres módulos entre la fuente y el controlador, acepta máximo hasta ocho módulos de expansión [6]..
Figure

![Figura 2.3. Elementos Módulo [12]](https://thumb-us.123doks.com/thumbv2/123dok_es/2951716.553838/37.918.333.619.553.932/figura-elementos-módulo.webp)
![Figura 2.10. Cableado de Transmisores Mixtos [14]](https://thumb-us.123doks.com/thumbv2/123dok_es/2951716.553838/46.918.337.654.419.778/figura-cableado-de-transmisores-mixtos.webp)
+7
![Figura 2.12. Elementos 1769-PA4 [15]](https://thumb-us.123doks.com/thumbv2/123dok_es/2951716.553838/48.918.304.639.115.442/figura-elementos-pa.webp)
![Figura 2.13. Conexión Fuente de Alimentación a los Módulos montado en riel DIN [15]](https://thumb-us.123doks.com/thumbv2/123dok_es/2951716.553838/49.918.339.597.120.300/figura-conexión-fuente-alimentación-módulos-montado-riel-din.webp)
![Figura 2.20. Spider 5TX [19]](https://thumb-us.123doks.com/thumbv2/123dok_es/2951716.553838/53.918.214.721.116.444/figura-spider-tx.webp)


![Tabla 2.23. Catálogos de Contactores [25]](https://thumb-us.123doks.com/thumbv2/123dok_es/2951716.553838/67.918.232.708.149.534/tabla-catálogos-de-contactores.webp)
Documento similar
o Si dispone en su establecimiento de alguna silla de ruedas Jazz S50 o 708D cuyo nº de serie figura en el anexo 1 de esta nota informativa, consulte la nota de aviso de la
Tejidos de origen humano o sus derivados que sean inviables o hayan sido transformados en inviables con una función accesoria.. Células de origen humano o sus derivados que
Se hace presente el instrumento a ser aplicado en la empresa CONSUTIC dentro del área de Sistemas informáticos en los servicios de mesa de ayuda mediante un
Ciaurriz quien, durante su primer arlo de estancia en Loyola 40 , catalogó sus fondos siguiendo la división previa a la que nos hemos referido; y si esta labor fue de
Proporcione esta nota de seguridad y las copias de la versión para pacientes junto con el documento Preguntas frecuentes sobre contraindicaciones y
[r]
Contraindicaciones: El uso de la mascarilla está contraindicado para los pacientes y los miembros de sus familias, profesionales sanitarios y compañeros de
Para recibir todos los números de referencia en un solo correo electrónico, es necesario que las solicitudes estén cumplimentadas y sean todos los datos válidos, incluido el
