"Control Supervisorio Utilizando SCADA para Planta de Fundición" Edición Única
76
0
0
Texto completo
(2) INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY CAMPUS MONTERREY DIVISIÓN DE INGENIERÍA Y ARQUITECTURA PROGRAMA DE GRADUADOS EN INGENIERÍA. CONTROL SUPERVISORIO UTILIZANDO SCADA PARA PLANTA DE FUNDICIÓN. T E SIS PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL GRADO ACADÉMICO DE:. MAESTRO EN CIENCIAS ESPECIALIDAD EN INGENIERÍA DE CONTROL. POR. ARNULFO GODOY REYES. MONTERREY N. L.. MAYO 2002.
(3) Instituto Tecnológico y de estudios Superiores de Monterrey Campus Monterrey Programa de gaduados en Ingeniería y Arquitectura. Título: 'Control supervisorío utilizando SCADA para planta de Fundición". de Monterrey CAMPUS MONTERREY. TESIS: Presentada como requisito parcial para obtener el grado académico de: Maestro en ciencias con especialidad en Ingeniería de Control. Ing. Arnulfo Godoy Reyes Mayo 2002.
(4) Instituto de Estudios Superiores de Monterrey Campus Monterrey División de Graduados en Ingeniería y Arquitectura Maestría en Ciencias con especialidad en Ingeniería de Control. Los Miembros del comité de Tesis recomendamos que la presente Tesis del Ing. Arnulfo Godoy Reyes sea aceptada como requisito parcial para obtener el grado académico de Maestro en Ciencias con especialidad en: Ingeniería de Control. Comité de Tesis:. Dr. Armando Llamas Terres Asesor. Dr Federico Ángel Viramontes Brown Programa de Graduados en Ingeniería. Mayo 2002.
(5) Dedico este trabajo: A mis padres, Arnulfo e Irma: Por tener una gran expectativa de sus hijos y de esa manera exhortarnos a ser competitivos en la vida. A mi esposa María y mis bebés Arnulfo y María Paula: Por ser la luz que ilumina mi vereda. A mis hermanas Lucía, Irma y Emmy: Que acompañan mis experimentos y están dispuestas a correr los riesgos..
(6) Reconocimientos: A mi asesor Dr. Armando llamas, por su apoyo incondicional, su valioso tiempo y sus acertadas estrategias para apoyarme a resolver este gran paso por la vida que representa mi grado de Maestría. Al Dr Ricardo Ramírez, por su guía técnica muy especializada para estructurar mi tesis, sus excelentes ideas y sus acertados comentarios. Al Dr. José de Jesús Rodríguez por apoyarme en el desarrollo de toda mi maestría hasta el último momento dándome la oportunidad de ver realizado un gran sueño. A mi amigo Ing. Raúl Barragán, por su apoyo con información técnica que logró exitosamente que este documento tuviera información valiosa y actualizada..
(7) Título. "Control supervisorio utilizando SCADA para planta de Fundición" índice .1 Introducción .1.1 Antecedentes .1.2 Organización de la Tesis .2 SCADA (Software Control and Data Adquisition) .2.1 Descripción .2.2 Funciones del SCADA .2.2.1 Funciones Básicas .2.2.2 Funciones de SCADA y MMI .2.2.3 Funciones de Reporte .2.3 Capacidad de distribución de procesamiento .2.4Arquitectura del sistema .2.4.1 Nodos .2.5 Datos Históricos .2.6 Operación Básica .2.6.1 I/O Drivers .2.6.2 Base de datos .2.6.3 Programa de Control y Scaneo .2.7 Inferíase Hombre Máquina (MMI) .2.8 Parámetros de selección de un sistema SCADA .3 Equipos Periféricos al SCADA .3.1 PLCs .3.1.1 Antecedentes PLCs .3.1.2 Partes de un PLC .3.1.3 Funcionamiento básico de un PLC .3.1.4 Parámetros de Selección de un PLC .3.2 Redes .3.2.1 Antecedentes de redes industriales .3.2.2 Tipos de redes industriales .3.2.3 Principio de operación de las redes .3.2.4 Construcción de una red funcional .4 Metodología/Desarrollo del caso de estudio SCADA en proceso de fundición. .4.1 Definición general del problema y objetivo del proyecto .4.2 Evaluación del problema .4.2.1 Áreas de monitoreo .4.2.1.1 Cuarto de Corazones (Core Room) .4.2.1.2 Colección de Polvos (Dust Collection) .4.2.1.3 Mezclador de Polvos (Dust Mixer) .4.2.1.4 Sistema de Retorno de Arenas (Return Sand System). 1 1 1 2 2 2 2 2 4 4 6 6 7 8 9 10 10 10 12 14 14 14 15 16 16 16 17 20 21 21 21 21 21 22.
(8) .4.2.1.5 Sistema de arenas Preparadas (Prepares Sand System) 22 .4.2.1.6 Sistema de Arenas Nuevas (New Sand System) 22 .4.2.1.7 Unidades de vaciado (Pouring Units) 22 .4.2.1.8 Limpieza y separación (Degating Área) 22 .4.2.1.9 Fundición (Melt Área) 23 .4.2.1.10 Parámetros Eléctricos (Electrical parameters).....23 .4.2.2 Clasificación de variables .4.2.2.1 Variables por tipo 23 .4.2.2.2 Descripción de variables 23 .4.2.2.3 Area/PLC 23 .4.2.2.4 Variable histórica 24 .4.2.2.5 Variable alarma 24 .4.3 Selección de Accesorios. .4.3.1 Selección de PLCs 32 .4.3.2 Selección de Topología de redes de PLCs 32 .4.3.3 Selección de la herramienta SCADA 35 .4.4 Diseño de HMI (Inferíase Hombre Máquina). .4.4.1 Diagrama de navegación y definición de áreas .4.4.2 Diseño del menú principal .4.4.3 Torre de arenas .4.4.3.1 Vista principal 1 .4.4.3.2 Vista principal 2 .4.4.3.3 Vista trasera .4.4.3.4 Vista frontal .4.4.4 Cuarto de corazones .4.4.4.1 Vista principal .4.4.4.2 Vista frontal .4.4.4.3 Vista Superior .4.4.5 Sistema de retorno de arenas .4.4.5.1 Vista principal .4.4.5.2 Vista superior. .4.4.5.3 Arena preparada .4.4.5.4 Retorno de arenas L .4.4.5.5 Retorno de arenas II .4.4.5.6 Retorno de arenas III .4.4.6 Área de fundición .4.4.6.1 Vista principal .4.4.6.2 Vista superior .4.4.6.3 Bombas de enfriamiento .. .. 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52. ... 53 54 .55.
(9) .4.4.7.2 Vista superior .4.4.7.3 Vista Lateral Robot 1 o 2 .4.4.8 Área de separado .4.4.8.1 Vista principal .4.4.8.2 Vista superior .4.4.9 Históricos .5 Bibliografía. 57 58 59 60 61 63.
(10) índice de Figuras Figura .1 .2 .3 .4 .5 .6 .7 .8 .9 .10 .11 .12 .13 .14 .15 .16 .17 .18 .19 .20 .21 .22 .23 .24 .25 .26 .27 .28 .29 .30 .31. Título Configuración de una red SCADA Diferentes tipos de nodos SCADA Flujo de Información en un sistema SCADA Ejemplo de una interfase Hombre Máquina Ciclo de Barrido de un PLC Redes Industriales Arquitectura de las Redes Industriales en la planta de fundición Diagrama de Navegación Pantalla Principal Torre de Arenas Vista 1 Torre de Arenas Vista 2 Torre de Arenas Vista Trasera Torre de Arenas Vista Frontal Cuarto de Corazones Vista Principal Cuarto de Corazones Vista Frontal Cuarto de Corazones Vista Superior Retorno de Arenas Vista Principal Retorno de Arenas Vista Superior Retorno de Arenas Arena Preparada Retorno de Arenas 1 Retorno de Arenas 2 Retorno de Arenas 3 Fundición Vista Principal Fundición vista superior Fundición Bombas de Enfriamiento Vaciado Vista Principal Vaciado Vista Superior Vaciado Vista lateral de Robot Separado Vista Principal Separado Vista Superior Históricos.
(11) Título "Control supervisorio utilizando SCADA para planta de Fundición" .1 Introducción .1.1 Antecedentes Los cuartos de control tradicionales en los que abundan los botones, selectores y focos, han sido suplidos en la última década por softwares de automatización industrial que permiten al operador una observación de lo que está sucediendo en campo a través de una agradable interfase gráfica, así mismo le permite realizar análisis de problemas accesando a la base de datos histórica del software de automatización, eliminando así grandes tiempos de paro por ser una herramienta de análisis muy precisa. Para diseñar un sistema SCADA (Supervisory Control Data Adquisition), se requiere de: .a) Un análisis detallado de las variables a monitorear .b) Conocer los clientes (operadores del sistema) y sus necesidades de información, .c) Seleccionar correctamente las redes de hardware a utilizar, .d) Seleccionar correctamente la herramienta SCADA a utilizar y sus recursos, .e) Conocer la operación de las máquinas involucradas, .f) Experiencia en desarrollo de hardware y software. El objetivo de esta tesis es dar a conocer un método de trabajo para seleccionar, diseñar e implementar un sistema SCADA a través de un ejemplo (Control supervisorio de una planta de Fundición) que se puede aplicar directamente para llevar a cabo las actividades arriba mencionadas, y así llevar a buen término un proyecto SCADA. .1.2 Organización de la tesis. Se verán en los siguientes capítulos: . 1) Una introducción al trabajo realizado .2) Descripción de que es un sistema SCADA y un método de selección. .3) Cómo funciona un PLC?, ¿Cuáles son los parámetros de selección de un PLC?, Redes industriales actuales en el mercado, ¿Cómo se construye una red funcional?. .4) En este capítulo se realiza el ejercicio de utilizar las metodologías propuestas en los capítulos 2 y 3 para seleccionar correctamente la herramienta SCADA a utilizar y sus recursos (PLCs y redes industriales). Así mismo se dimensiona el problema y se ve implementada la solución HMI (Interfase Hombre-Máquina). .5) Bibliografía.. 1.
(12) .2 SCADA (Software Control and Data Adquisition) [1] .2.1 Descripción El SCADA es un software de automatización industrial. Un software de Automatización Industrial provee datos en tiempo Real a el personal de la planta. Esta presentación de datos en tiempo real es la llave a la utilización más eficiente de los recursos y personal. .2.2 Funciones del SCADA Esta sección describe las funciones que un SCADA ejecuta para hacer posible la presentación de los datos. .2.2.1 Funciones Básicas El corazón del software del SCADA tiene dos funciones muy básicas adquisición de datos y manejo de datos. Adquisición de Datos La adquisición de datos es la capacidad de adquirir datos desde el piso y procesarlos a una forma usable. Los datos así mismo pueden ser escritos al piso, estableciendo una comunicación de 2 vías que requieren las aplicaciones de control. El SCADA se comunica directamente con los dispositivos I/O (PLCs) a través de un software llamado I/O Driver. Puede haber, dependiendo de la diversidad de PLCs que tenga la planta varios I/O drivers corriendo en el SCADA. Manejo de datos Una vez que los datos son adquiridos estos se manipulan y se canalizan de acuerdo a las requisiciones de las aplicaciones de software. Este proceso es conocido como manejo de datos. .2.2.2 Funciones de SCADA y MMI De acuerdo al desarrollo que ha tenido la tecnología de automatización lo más importante es la utilización eficiente del personal. Un cuarto de control tradicional con paneles llenos de luces y botones, puede ser reemplazado con una computadora y un software SCADA. La computadora puede suplir muchas de las funciones del cuarto de control tradicional, incluyendo: .a) Monitoreo .b) Control Supervisorio .c) Alarmas .d) Control. 2.
(13) Monitoreo Monitoreo es la capacidad de desplegar datos del piso en tiempo real a los operadores. Control Supervisorio Es la capacidad de monitoreo en tiempo real mas la capacidad del operador de cambiar SetPoints y otros valores desde la computadora. Como el software SCADA tiene capacidad de lectura y escritura se pueden configurar cada dato cual es de lectura, cual de escritura y cual de lectura-escritura. Alarmas. Cuando un operador esta trabajando a través de un control monitor y/o un control supervisorio el debe tener la capacidad de reconocer eventos excepcionales dentro del proceso. Alarmas es la aplicación que tiene la capacidad de reconocer eventos excepcionales de alta prioridad y reportarlos inmediatamente al operador. En el caso de las señales analógicas, estas son configuradas con límites (alto, bajo). Control Control es la capacidad de aplicar algoritmos que ajusten variables del proceso y que por lo tanto estas variables se mantengan entre ciertos límites. El control va un paso adelante que el control supervisorio, removiendo la necesidad de intervención humana. La computadora puede ser usada para controlar el proceso completo o parte del proceso.. 3.
(14) .2.2.3 Funciones de Reporte Los datos en tiempo real son solo un nivel en el procesamiento de la información. La mayoría de las plantas necesitan la capacidad de reportar o almacenar estos datos para su posterior análisis. Almacenamiento de datos. Cualquier variable se puede almacenar de acuerdo a la periodicidad deseada. En cualquier momento se puede accesar a estos datos almacenados para analizar gráficas de tendencias o gráficas históricas. Gerentes e ingenieros, pueden utilizar esta información para rastrear problemas antes de que sean más críticos. Los datos archivados representan una poderosa herramienta de correción y optimización. .2.3 Capacidad de distribución de procesamiento Procesamiento distribuido. Parte importante de la selección de un software SCADA es su capacidad para un procesamiento distribuido sobre una red local. Esto es la capacidad de distribuir las comunicaciones con diferentes redes de PLCs, diferentes tareas de adquisición y/o diferentes tareas de visualización entre los diferentes nodos participantes del SCADA. Procesamiento centralizado. Algunas aplicaciones solamente ocupan que un nodo realice todas las tareas de comunicaciones, adquisición, procesamiento y visualización, a esto se le llama procesamiento centralizado. Procesamiento basado en tiempo. La mayoría de las aplicaciones funcionan adquiriendo y calculando datos en intervalos regulares de tiempo: segundos, minutos u horas. Esto debe ser configurado por grupos de variables. Esto permite al diseñador balancear los recursos del sistema entre los datos que necesitan ser adquiridos rápidamente y los datos que necesitan ser adquiridos en largos intervalos de tiempo. Procesamiento basado en excepción. A menudo es más eficiente procesar datos basado en eventos tales como el cierre de un contacto o el cambio de un set Point. El procesamiento que se dispara por eventos es llamado basado en excepción. De manera natural esos evento pueden ser: .a) Cambios de datos .b) Mensajes no solicitados del hardware de proceso .c) Acciones del operador .d) Aplicaciones de software. 4.
(15) Un procesamiento basado en excepción es necesario cuando tienes una gran cantidad de variables y perderías mucho tiempo poleándola continuamente, entonces solamente la poleas cuando se dispara un evento. Una estrategia acertada es utilizar ambos tipos al mismo tiempo sintonizando el sistema para hacerlo más eficiente, algunas variables procesadas basadas en tiempo y otras procesadas por excepción.. 5.
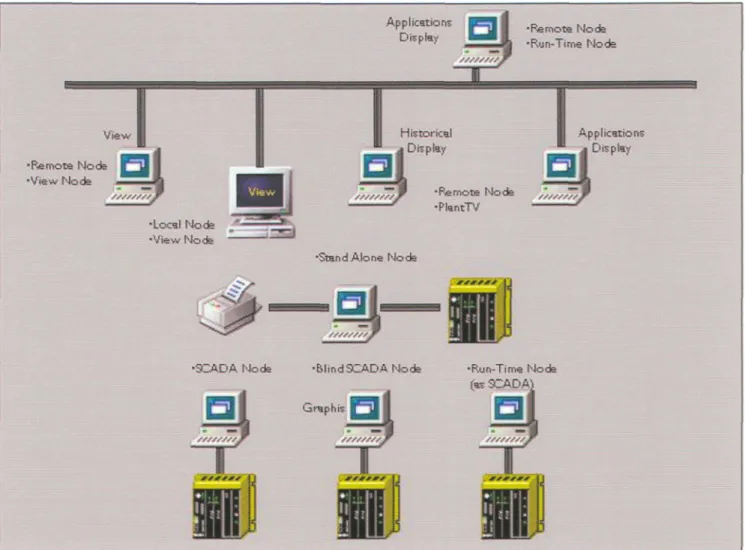
(16) .2.4Arquitectura del sistema [5] .2.4.1 Nodos Un nodo es cualquier computadora corriendo un software SCADA (Cliente o servidor). Esta sección define todos los términos usados para describir nodos más clásicos encontrados en un sistema SCADA. Nodos Local y Remoto Cuando estás trabajando con un sistema distribuido, local se refiere al nodo sobre el que estás trabajando y remoto es aquel en el cual tu necesitas una liga de comunicación para comunicarte. Nodo Stand Alone Cuando trabajas con un SCADA centralizado, Stand Alone se refiere al nodo que ejecuta todas las funciones. El nodo Stand Alone no ocupa red (entre computadoras). Servidor SCADA Un servidor SCADA (o nodo SCADA) corre una aplicación de adquisisción de datos (conexión con PLCs) y un software de procesamiento de información. Usualmente un nodo SCADA (Server) reside en el piso o en un SITE de la planta y tiene conexiones directas al hardware de la planta (redes de PLCs). Servidor SCADA ciego Un servidor SCADA ciego (nodo SCADA ciego) no tiene aplicaciones gráficas instaladas. Esta configuración permite a la computadora donde reside este nodo SCADA tener más recursos para adquisición y procesamiento de la información (Altamente recomendado). Nodos Run Time y Development Los proveedores de software tienen diferentes listas de precios para sus productos, es importante para el diseñador tener una licencia de desarrollo, porque esto permitirá realizar todos los cambios en la aplicación, sin embargo la licencia que se debe dejar instalada en la planta debe ser una licencia tipo RunTime, debido a que esta no permite seguir desarrollando en ella pero es más barata y corre cualquier aplicación desarrollada en una licencia de desarrollo. Cliente SCADA Este es el nodo más popular porque es el nodo que tienen instalados todos los operadores y les permite monitorear, operar y controlar todo desde allí, la diferencia con el servidor es que este nodo no tiene conexiones con hardware ni tiene procesamiento de información, sólo tiene aplicaciones gráficas y puede accesar a la base de datos del servidor para ver las tendencias históricas, las aplicaciones clásicas tienen un solo servidor ciego y tantos clientes como sean necesarios.. 6.
(17) Figura 2. Diferentes tipos de nodos SCADA. .2.5 Datos Históricos Colección Histórica. La aplicación de gráficas históricas la cual permite al operador muestrear y archivar datos está separada en tres procesos: Una herramienta de configuración que permite al diseñador seleccionar los datos a ser colectados, Una herramienta de colección que dada la configuración deseada toma los datos y los almacena con los intervalos de tiempo seleccionados y finalmente una herramienta de despliegue de información que permite al operador desplegar los datos colectados en gráficas.. 7.
(18) .2.6 Operación Básica [4] El SCADA se construye basado en la instrumentación instalada en la planta. Típicamente una planta tiene una red de sensores y controladores conectados a dispositivos I/O tales como controladores lógicos programables (PLCs). Este sistema provee un control automático que mantiene a la planta operando correctamente. El problema es que los PLCs, redes y sensores se comunican perfectamente entre ellos más no así con los operadores de la planta. Es muy difícil saber que está pasando en la planta nunca. El SCADA provee una ventana al proceso alimentando datos disponibles a los trabajadores de la planta y gerentes en un formato amigable. Flujo de información El flujo de los datos del proceso a partir del hardware del proceso es mostrado en la figura siguiente (Figura 3) y se resume como sigue: .a) El I/O driver (también llamado el software de poleo) lee los datos desde el dispositivo I/O y transfiere los datos a las direcciones en la Tabla de Imagen. .b) El programa de scaneo, alarmas y control del SCADA lee los datos de la tabla de imagen ylos transfiere a la base de datos del proceso. .c) Unas funciones internas leen la base de datos local del SCADA y las transfieren a los clientes (remotos) que así lo requieran. Todas estas transferencias ocurren sin intervención del operador. .d) Así mismo se escriben datos hacia el proceso en el sentido inverso. Sucesivamente los I/O drivers, el proceso de Scaneo y el proceso de la base de datos hacen las funciones de adquisición y manejo de la información de un nodo SCADA. Por lo tanto un nodo SCADA es aquel que corre estas aplicaciones.. 8.
(19) Lo primero que debe hacer un software de automatización industrial es adquirir datos de el proceso. Los sensores y controladores envían datos a registros en los PLCs u otros hardwares. El software de interfase con el SCADA que puede leer los datos directamente de estos registros se llama I/O Driver. El mercado provee una gran variedad de I/O driver que soportan los PLCs más vendidos así como los SCADAS más comunes. Los mejores I/O drivers proveen capacidades tales como comunicaciones automáticas, detección de errores, reporteo de status de comunicaciones, y soporte en comunicaciones redundantes.. Como cada I/O driver soporta un hardware específico, este debe venir con su manual propio y es de un proveedor comunmente diferente al del SCADA.. 9.
(20) Tabla de Imagen. El I/O driver es tú herramienta para accesar datos desde los registros de hardware y por una comunicación específica. Una vez que has establecido esta comunicación el I/O driver puede construir y mantener la tabla de imagen (tabla de poleo). La tabla de imagen se puede ver como una serie de registros, cada registro en la tabla de imagen es llamado un registro de poleo. Cada registro de poleo puede almacenar un dato sencillo o una serie de registros contiguos. Para definir un registro típicamente se define la dirección de inicio y la cantidad de datos. La segunda tarea del I/O driver es actualizar la tabla de imagen a la razón de poleo especificada (en unidad de tiempo). La razón de tiempo en el que debe pelearse la tabla se le llama tiempo de poleo. Alternativamente en algunos datos puedes utilizar la opción de poleo por excepción(cambio de estado). .2.6.2 Base de datos El corazón del SCADA es la base de datos del proceso. Esta base de datos está construida por todos los I/O driver fuente de información para la misma. Esta base de datos puede ser genérica o propietaria. Base de datos genérica o propietaria La base de datos propietaria, es una base de datos local en el nodo SCADA a la cual solamente se puede tener acceso a través de aplicaciones del mismo SCADA cliente o servidor. La base de datos genérica es una base de datos en la que puede residir toda la información que genera el SCADA en tablas, sin embargo esta no pertenece exclusivamente al nodo SCADA, es decir pueden ser bases de datos tan usuales como SQL o access. .2.6.3 Programa de Control y Scaneo El programa de scaneo es una tarea que corre dentro del nodo SCADA y tiene las siguientes funciones: .a) Actualiza la base de datos de la información de la tabla de imagen. .b) Traduce los datos a un formato que pueda residir en la base datos. .c) Verifica los datos contra los límites de alarma y genera los mensajes de alarma. .d) Ejecuta las lógicas de control. .e) Detecta las excepciones (disparos para lectura). ,f) Realiza requisiciones de escritura en la tabla de Imagen. .2.7 Inferíase Hombre Máquina (MMI) La aplicación de diseño más importante en el piso es el software que provee "la ventana al proceso". Esta posibilidad de saber que está pasando con el proceso interactuando a través de computadoras o instrumentos es llamado a menudo interfase hombre-máquina (Man Machine. 10.
(21) interfase). En un sistema que trabaja solo con sensores, controladores y PLCs, la MMI es a menudo muy limitada. Aplicación Gráfica La aplicación gráfica provee esta ventana utilizando pantallas de color de alta resolución y enriquece con gráficos en formatos muy amigables para el operador. El resultado es una estación de operador que provee más información en formatos superiores. Las aplicaciones gráficas proveen todas la herramientas necesarias para desarrollar agradables pantallas que permitan al operador interactuar con datos en tiempo real.. Figura 4. Ejemplo de Interfase Hombre Máquina Ligas El corazón de la aplicación gráfica es tener acceso a la información contenida en la base de datos. Para mostrar los datos en diferentes formatos esta aplicación gráfica provee una serie. 11.
(22) de ligas. Las ligas despliegan datos del proceso en formatos diversos y contienen una gran cantidad de posibles configuraciones. Así mismo existen ligas para escribir en la base de datos. Para operar el sistema se pueden utilizar Ratones, Teclados o Touch Screens. .2.8 Parámetros de selección de un sistema SCADA Número de variables totales .a) Entradas digitales .b) Salidas digitales .c) Entradas analógicas .d) Salidas Analógicas .e) Varias (String, programa, timer) Número de PLCs totales a interactuar. .a) Modelos diferentes .b) Cuantos PLCs de cada modelo .c) Protocolos de comunicación con cada modelo .d) Velocidad de comunicación con cada protocolo .e) Topología de los segmentos de red de cada protocolo. Topología del SCADA .a) Cantidad de clientes .b) Cantidad de servidores .c) Cantidad de elementos especiales (Nodos servidores de web, nodos con base de datos, nodos con control estadístico de procesos) I/O Drivers .a) I/O dirvers en el mercado para el protocolo seleccionado .b) Capacidad del I/O driver (Letura, escritura, acceso a timers, acceso directo a I/O) .c) Velocidad de comunicación del I/O driver (es muy importante encontrar este dato en la hoja de especificaciones). .d) Disponibilidad (tiempo de entrega) Hardware de comunicaciones .a) Hardware (tarjetas de comunicación) necesario basado en I/O driver .b) Cantidad de tarjetas basadas en la topología de los segmentos de red de cada protocolo. .c) Disponibilidad (tiempo de entrega) Preferencias por parte de la planta .a) Standard de software (casados con alguna marca) .b) Standard de base de datos (seleccionar una no propietaria) Costo del SCADA .a) Costo del hardware de comunicación .b) Costo de los I/O drivers .c) Costo de los clientes .d) Costo de los servidores .e) Costo de los nodos especiales .f) Costo del tiempo de desarrollo (es standard para cualquier herramienta SCADA). 12.
(23) Los tres primeros parámetros de selección Número de variables totales, Número de PLCs totales a interactuar y Topología del SCADA son formatos que hay que llenar una sola vez para conocer el tamaño de nuestro problema, los siguientes cuatro parámetros I/O drivers, Hardware de comunicaciones, Preferencias por parte de la Planta y Costo del SCADA son tablas que debemos llenar con al menos tres softwares participantes, en el mercado existen muchos softwares SCADA, los más comunes son: .a) WinCC (Por SIEMENS) .b) Cimplicity (Por GE) .c) IFix (Por Intellution) .d) Wonderware .e) View32 (Por Rockwell) .f) Factory Link Obviamente siempre deberás incluir en la selección el propuesto directamente por la planta, el cual no necesariamente debe ser el seleccionado si no cumple alguna de las características de la tabla o tiene una fuerte debilidad en alguna otra.. 13.
(24) .3 Equipos Perifericos al SCADA .3.1 PLCs [21 .3.1.1 Antecedentes PLCs Los controladores logicos programables (PLCs) fiieron introducidos en la ultima parte de los 60s como dispositivos de control para automatization discreta exclusivamente. La unica fiincion de los PLCs era la de manipular los relevadores cableados a los puertos de salida de acuerdo al status de los switches cableados a sus entradas discretas. Al principle los PLCs podian ser programados exclusivamente con logica de escalera la cual actualmente sigue utilizandose para la programacion logica. Los problemas mas elaborados como el manejo de senales analogcas y control eran procesados pos DCS's (sistemas de control dstribuido). Posteriormente en los ochentas se utlizo para procesar senales analogicas de entrada y salida, lee valores continues y regresa valores calculados a actuadores tales como flujo, temperatura y presion. Los algoritmos PID se convirtieron en una estrategia de control Standard para un PLC. Posteriormente en los noventas se introdujeron los modules de control de movimento en varies ejes y el PLC esta deplazando actualmente a los sofisticados sistemas de control numerico. Con el crecimiento en el mercado de las comunicaciones y los desarrollos SCADA el PLC ha evolucionado en su capacidad de comuncacion y podemos poner PLCs de diferentes fabricantes comunicandose entre ellos a traves de protocolos standard y asi mismo mostrando su informacion a traves de un SCADA. .3.1.2 Partes de un PLC .a) Fuente de Poder. Le proporciona los diferentes niveles de voltaje que necesita la circuiteria interaa de un PLC para funcionar. .b) Bastidor 6 Bus. Este es el medio de interconexion de todos los componentes de el PLC (Fuente, CPU, modulos I/O), a traves de ellos obtienen la alimentation de la fuente y asi mismo se comparte el bus de datos y direcciones. .c) Procesador principal o CPU. Es el que se encarga de llavar a cabo la logica y actualiza la informacion de sus dispositivos perifericos I/O. .d) Modulo de memoria. Esta contiene los programas de los PLCs y los datos que estan siendo manipulados. .e) Modulos I/O. Estos son los medios de conexion con los dispositivos de campo hay modulos de entrada y salida; analogicos y digitales. .f) Modulos de comunicacion. Son el medio de conexion a las redes de campo, estas tarjetas tienen su propio procesador y no utilizan tiempo de CPU para procesar sus comunicaciones los PLCs tienen un puerto especial de programacion que sirve para conectarse a traves de una PC e introducirle el programa que se desarrolla fuera de linea. .g) Modulos especiales. Dependiendo de cada marca de PLCs encontraremos modulos de controlador PHD, modulos de contadores rapido, modulos de controlador de Stepper, modulos de controlador de servomotor y un sinfin de opciones para las nuevas tecnologias de control.. 14.
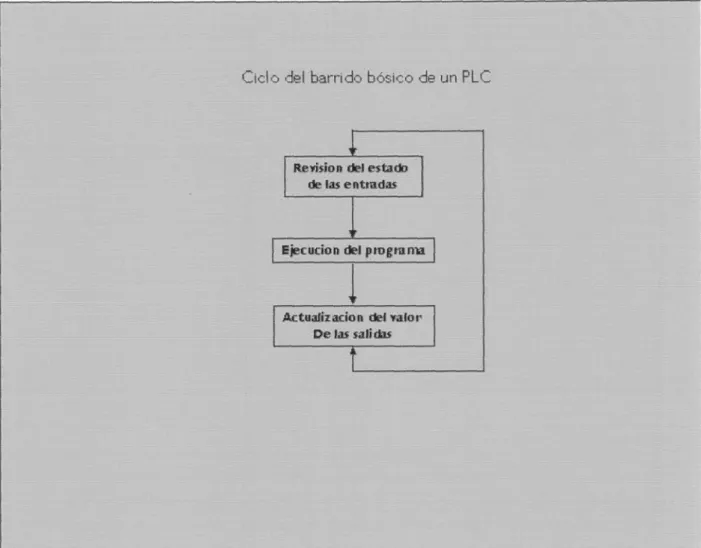
(25) .3.1.3 Funcionamiento básico de un PLC. [1] El PLC realiza un barrido continuo consistente en tres pasos, revisión del estado de las entradas, ejecución del programa en forma lineal, actualización de las salidas. Cada instrucción tiene un tiempo de ejecución, y la ejecución de un ciclo completo (con todo el programa dentro) se denomina sean. El tiempo de SCAN es muy importante, porque debe ser lo suficientemente rápido para que pueda procesar la tarea para la que está programado.. Figura 5. Ciclo de barrido de un PLC.. 15.
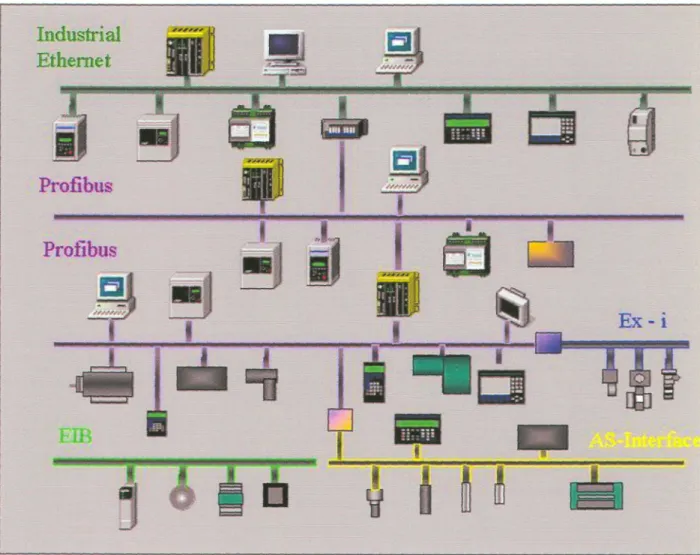
(26) .3.1.4 Parámetros de Selección de un PLC. Los parámetros que se deben tomar en cuenta para la selección de un PLC. .a) Tiempo de SCAN .b) Tamaños de memoria .c) Número máximo de I/O .d) Módulos posibles de I/O .e) Capacidad de comunicación .f) Costo .3.2 Redes [3] .3.2.1 Antecedentes de redes industríales Las redes tradicionales de 4-20mA, punto a punto y otras redes cableadas han quedado en la década pasada por docenas de competidores de protocolos fíeldbus todos clamando ser la mejor solución. Por esto es importante conocer los aspectos básicos de los diferentes protocolos, su campo de uso para realizar una buena selección. Los protocolos de redes industriales salvan tiempo y dinero en instalación y mantenimiento e introducen monitoreo, diagnóstico y datos en línea. .3.2.2 Tipos de redes industríales [8],[9] Las redes industriales están clasificadas en redes de información, redes de campo, redes de dispositivo o sensor. Redes de información. Son las redes que conectan los dispositivos de campo (controles numéricos, PLCs, Robots) a computadoras que contendrán un SCADA o un desarrollo TI (Tencología de información). Así mismo son las redes que conectan estos equipos entre sí. Su trabajo es multimaestro, maestro-esclavo, generador-consumidor, mensajería. Ejemplos: Profibus, Ethernet, Controlnet. Redes de Campo. Son las redes que conectan dispositivos con I/O remotos o con transmisores o controladores inteligentes. Su trabajo es maestro esclavo. Ejemplo Profibus DP, ControlNet, Interbus. Redes de dispositivo Son redes que conectan sensores o actuadores de entrada/salida digital a un maestro PLC. Su trabajo es maestro-esclavo. En el siguiente dibujo se aprecia una red Ethernet como red de información, Una red Profibus como red de campo y unas redes EIB y AS-Interfase como redes de dispositivos.. 16.
(27) Figura 6. Redes Industriales .3.2.3 Principio de operación de las redes [7], [3] .a) Maestro esclavo: Solo hay un Elemento que procesa las comunicaciones, recibe información de los módulos de entrada de sus esvclavos y puede escribir información en los módulos de salidas de sus esclavos.Ejemplos: ASIbus, CANbus, Profibus DP, Interbus. .b) Multimaestros: Hay varios elementos que solicitan información a todos los esclavos de la red, pero solo un maestro puede escribir sobre los módulos de salida de cada esclavo. Ejemplos: Profibus, Interbus. .c) Generador-Consumidor: Se configuran las variables que se van a compartir en cada participante, se define quien las va a generar y quien las va a consumir entre todos los nodos de la red, de esta manera se puede compartir información entre todos los participantes. Ejemplo: Controlnet.. 17.
(28) .d) Mensajería. Esto es por mensajes programados, este tipo de información normalmente lleva un codificador y un decodificador programados en los nodos participantes. Ejemplos. Controlnet, Ethernet, Profibus A continuación vemos una descripción de algunos protocolos de redes industriales que son de las más comunes.. Profibus. Nivel. Información, Campo, dispositivo/actuador Velocidad. Profibus DP provee baudrates desde 9Kbps hasta 12 Mbps Tamaño de la red. 200 mts a 1500 Kbs y hasta 1.2 ms a 93.75 Kbps posible extensión con repetidores. Base instalada: 3 millones de nodos en 300,000 aplicaciones. Organzación/Desarrolladores: Profibus Trade Organzaton Website: wvAv.profibus.com Observaciones: Para aplicaciones generales incluyendo DCSs, SCADA y sistemas de PLC se espera que sea la más utilizada hasta el 2003. Interbus Nivel: Información, Dispositivo, actuador/sensor Velocidad. 500 Kbps Tamaño de la red: Comunicación hasta con 4096 puntos a lo largo de 512 dispositivos, hasta ocho millas de red. Base instalada. 3.5 millones de nodos. Organización/desarrolladores: Interbus Club Phoenix contact Websites: www.interbusclub.com, www.phoenixcon.com Observaciones: Las ventas de nodos crecieron un 36% en 1999. Es soprtado por más de 1000 fabricantes terceras partes de dispositvos I/O. Foundation Fieldbus Nivel: Campo Velocidad: Hl a 31.25 Kbps. High speed ethernet a 100 Mbps Tamaño de la red: N/A Base instalada: 30000 dispositivos en servicio. Organzación/desarrolladores: FieldBus fundation. Website: www.fieldbus.org Observaciones: Hay más de 40 productos registrados en esta fundación, se espera un incremento explosivo de este producto. ASI-interface Nivel: Sensor/dispositivo Velocidad. 167 Kbps Tamaño de la red: 31-62 dispositvos esclavos, hasta 100 mts. 300 mts con repetidores.
(29) Base instalada: Mas de 600 productos disponbles y mas de un millón de dispositivos de campo instalados actualmente. Organzación/desarrolladores: ASI-Interface trade organzation. Website: www.asi-interfase.com Observaciones: Diseñado especialmente para dispositivos binarios de bajo nivel, es posible hacerlo compatible con redes de alto nivel a través de gateways diseñados para profibus, interbus, Can, y RS 485. Devicenet Nivel: Dispositivo/actuador, sensor. Velocidad. 125 Kbps a SOOmts., 250 Kbps a 250mts y 500 Kbps a lOOmts. Tamaño de la red: Hasta 64 nodos. Base instalada: 40000000 de dispositivos vendidos. Organización/desarrolladores: Open Device vendors association Rocwell Automation Website: www.odva.org, www.rocwellautomation.coni Observaciones. 300 miembros de la organización .. Ethernet: [3] Desarrollado en 1970s, ethernet se ha convertido en uno de las redes locales (LANs) más ampliamente usadas. El suceso comercial de ethernet y el explosivo incremento que las tecnologías WEB han hecho al ethernet una opción atractiva para usuarios industrales. Las redes Ethernet están compuestas de 3 elementos, dispositivos (PLCs, Computadoras y perféricos) los cuales son comunmente referidos como nodos, tarjetas (de interfase de red) para conectar los nodos a la red y el medio (cables) los cuales conectan los dispositivos que componen una red. La red así mismo requiere de un Software de red. Niveles actuales de utilización de las diferentes redes en 1500 usuarios encuestadas según Control Engneering ASI-interfase 7% CANOpen 1% ControlNet 15% DeviceNet 22% Ethernet 73% FoundationFieldBus 8% Foundation HSE High Speed Ethernet 2% Hart 17% ModBus 36% Profibus 13% Propietaria 11% RS232 58% RS485 46% 19.
(30) 4-20Ma. 50% .3.2.4 Construcción de una red funcional [3]. Las redes tradicionales de 4-20mA punto a punto y otras redes cableadas han quedado en la década pasada por docenas de competidores de protocolos fieldbus, todos clamando ser la mejor solución. Por esto es importante conocer los aspectos básicos de los diferentes protocolos, su campo de uso y seguir estas reglas para su selección, .a) Conocer la aplicación en la que se está trabajando. .1) Tipos diferentes de dispositivos existentes. .2) Capacidades de comunicación. .3) Necesidades de intercambo de informacón. .b) Seleccionar una arquitectura de control (centralizada, semidistribuida o altamente distribuida), .c) Seleccionar una estrategia de comunicaciones (Tal como poleo continuo, comunicación I/O, I/O cíclico, Cambio de estado o mensajeo). .d) Seleccionar dispositivos. Evaluar performance, ¿cual es la combnación de refresco de I/O contra procesamiento del PLC?, asegurarse de que soportan el baud rate seleccionado, la estrategia de comunicaciones, asegurarse de que están certificados. .e) Diseño del cableado de la red. Uso apropiado del Layout de la planta para el diseño de la topología, tales como, estrella, árbol, paralelo, serie; con distancias calculadas para una optimización del baud rate de la red y verificar almentaciones necesarias para la red.. 20.
(31) .4 Metodología/Desarrollo del proceso de fundición. .4.1 Definición general del problema y objetivo del proyecto Realizar el control monitor de una planta de fundición incluyendo los siguientes equipos naturales de negocios. Cuarto de Corazones(Core Room), Colección de polvos(Dust Collection), Mezclador de polvos(Dust Mixer), Fundición( Melting), Separación de piezas(Degating Área), Línea de moldeo(Molding Une), Unidades de vaciado(Pouring Units), Máquina de moldeo(Molding Machine), Sistema de arenas preparadas(Prepared Sand System), Sistema de arenas nuevas(New Sand System), Sistema de retomo de arenas(Retum Sand System), Laboratorio(Metal Lab). Parámetros eléctricos (eléctrica! parameters) en las siguientes áreas. Mantenimiento, producción.. .4.2 Evaluación del problema .4.2.1 Áreas de monitoreo. La definición de las áreas de monitoreo y el alcance en cada una de ellas es un trabajo multidisciplinario en el que están involucrados. El diseñador de la maquinaria, El operador (cliente), El diseñador del SCADA, se realizan unas pláticas en las que involucra las necesidades de información por parte del operador y las capacidades del equipo por parte del diseñador de la máquina. .4.2.1.1 Cuarto de Corazones (Core Room). .a) Una pantalla principal del cuarto de corazones incluyendo el carro de entrega de arena, nivel de llenado de los silos de día, receta mezclándose, máquina de corazones que está solicitando, receta solicitada por cada máquina de corazones, el estado operacional de cada máquina de corazones y de el mezclador. .b) Condiciones de operación para el ácido escrúbico. .c) La capacidad de visualizar el número total de batches hechos y entregados por cada máquina. El número total de corazones hechos, .d) El nivel total de las resinas debe verse y generar alarmas de bajo nivel. .4.2.1.2 Colección de Polvos (Dust Collection). .a) La presión diferencial actual en las bolsas debe verse como gráfica de tendencias con alarma de alta presión diferencial. .b) Estado operacional de los diferentes equipos (transportadores de tomillo, válvulas rotatorias, sistema de transporte neumático). Incluyendo contadores de horas trabajadas. Vea Parámetros eléctricos. .c) Las alarmas de apilamiento de material deben almacenarse con hora y fecha, cuando ocurre y cuando se corrige. .4.2.1.3 Mezclador de Polvos (Dust Mixer). .a) El número de batches mezclados, la receta actual. 21.
(32) .4 Metodología/Desarrollo del proceso de fundición. .4.1 Definición general del problema y objetivo del proyecto Realizar el control monitor de una planta de fundición incluyendo los siguientes equipos naturales de negocios. Cuarto de Corazones(Core Room), Colección de polvos(Dust Collection), Mezclador de polvos(Dust Mixer), Fundición( Melting), Separación de piezas(Degating Área), Línea de moldeo(Molding Une), Unidades de vaciado(Pouring Units), Máquina de moldeo(Molding Machine), Sistema de arenas preparadas(Prepared Sand System), Sistema de arenas nuevas(New Sand System), Sistema de retomo de arenas(Retum Sand System), Laboratorio(Metal Lab). Parámetros eléctricos (eléctrica! parameters) en las siguientes áreas. Mantenimiento, producción.. .4.2 Evaluación del problema .4.2.1 Áreas de monitoreo. La definición de las áreas de monitoreo y el alcance en cada una de ellas es un trabajo multidisciplinario en el que están involucrados. El diseñador de la maquinaria, El operador (cliente), El diseñador del SCADA, se realizan unas pláticas en las que involucra las necesidades de información por parte del operador y las capacidades del equipo por parte del diseñador de la máquina. .4.2.1.1 Cuarto de Corazones (Core Room). .a) Una pantalla principal del cuarto de corazones incluyendo el carro de entrega de arena, nivel de llenado de los silos de día, receta mezclándose, máquina de corazones que está solicitando, receta solicitada por cada máquina de corazones, el estado operacional de cada máquina de corazones y de el mezclador. .b) Condiciones de operación para el ácido escrúbico. .c) La capacidad de visualizar el número total de batches hechos y entregados por cada máquina. El número total de corazones hechos, .d) El nivel total de las resinas debe verse y generar alarmas de bajo nivel. .4.2.1.2 Colección de Polvos (Dust Collection). .a) La presión diferencial actual en las bolsas debe verse como gráfica de tendencias con alarma de alta presión diferencial. .b) Estado operacional de los diferentes equipos (transportadores de tomillo, válvulas rotatorias, sistema de transporte neumático). Incluyendo contadores de horas trabajadas. Vea Parámetros eléctricos. .c) Las alarmas de apilamiento de material deben almacenarse con hora y fecha, cuando ocurre y cuando se corrige. .4.2.1.3 Mezclador de Polvos (Dust Mixer). .a) El número de batches mezclados, la receta actual. 21.
(33) .b) Los silos que alimentan al mezclador. .c) El estado operacional del mezclador (corriendo, mezclando, descargando, etc.). .4.2.1.4 Sistema de Retorno de Arenas (Return Sand System).. .a) Estado operacional de todos los equipos. .b) Incluye una vista de todos los niveles de los tanques en todos los silos de almacenemiento del sistema de arenas. Debe haber alarmas de nivel. .c) Vea parámetros eléctricos. .4.2.1.5 Sistema de arenas Preparadas (Prepares Sand System). .a) Estado operacional de equipos. .b) Una sección debe estar diseñada para información específica relacionada con el control de compactabilidad: Incluytendo el peso del batch por cada batch de molino, monto de adición de agua, monto de bond/secoal adicionado, tiempo de mezclado por batch. .c) Vea parámetros eléctricos. .4.2.1.6 Sistema de Arenas Nuevas (New Sand System). .a) Estado operacional de los equipos. .b) Monto de arena entregada en carga de camiones. .c) Vea parámetros eléctricos. .4.2.1.7 Unidades de vaciado (Pouring Units) .a) El estado operacional de cada unidad de vaciado incluyendo, número de moldes vaciados, tonelaje total de metal procesado por cada vaciada. .b) Alarma de inoculante. .c) Número de moldes malos o no vaciados basados en la receta. .d) Receta actual (o número de parte) corriendo. .e) Tiempo de vaciado actual y moldes por hora. .4.2.1.8 Limpieza y separación (Degating Área) .a) Desplegar los parámetros operacionales del pregranallado, el weighing hooper y ambas máquinas granalladoras. Desplegar los tiempos de ciclo de cada máquina granalladora, el tiempo de retraso y la eficiencia operacional de cada máquina. .b) El número de batches realizados en cada máquina debe ser desplegado. .c) El tonelaje total de partes granalladas(número total de batches y peso por cada batch en manual o automático, basado en la información de la receta). .d) Parámetros operacionales del equipo soportado (degate deck, box shuttle, transportadores de transferencia, etc.). .e) El número total de batches realizados en una máquina específica, el tonelaje total procesado, el ciclo de tiempo promedio y el retraso de tiempo por cada máquina. ,f) El nivel de desplazamiento del transportador de enfriamiento. .4.2.1.9 Fundición (Melt Área) 22.
(34) .a) Parámetros operacionales del sistema de carga, el sistema de adición de alloy se debe desplegar. La receta actual por cada homo y del sistema de adición de alloy. .b) Cada horno debe tener su tonelaje total de fundición, incluyendo sus "tap weights" individuales" y sus tiempos de fundido. .c) Vea parámetros eléctricos. .d) Los motores de las bombas de recirculación hidráulico deben tener totalizadores de horas trabajadas (vea parámetros eléctricos). .e) El tiempo de vida del refractario (número de fundiciones) debe ser rastreado por cada horno. Esto debe incluir un contador reseteable por el operador (con protección de password) que resetee el número de coladas por refractario. .4.2.1.10 Parámetros Eléctricos (Electrical parameters) .a) Las aplicaciones críticas que incluyan motores de más de 150 HP deberán incluir gráficas de tendencias de amperajes. Con alarmas de perámetros fuera de especificación ( es decir corriente muy alta). .b) Todos los motores deben tener medidores de horas trabajadas con reset manual por operador protegido por password. .c) Todos los motores deben tener aviso de mantenimiento preventivo, basado en las horas trabajadas. .d) En el caso de los hornos, se requiere información de demanda y consumo de potencia, incluye gráficas de tendencia de demandas de potencia y energía utilizada. El monitoreo de demanda debe incluir al menos el Set Point de demanda, la demanda actual. .e) Visión general de la carga eléctrica en toda la planta, con consumo de potencia de las subáreas. .f) Un área diseñada para monitorear el layout de control de iluminación de la planta que determine cuales están dentro, y la capacidad de controlar las luces basados en entradas manuales o agenda diaria. .4.2.2 Clasificación de variables .4.2.2.1 Variables por tipo. .a)Analógicas y Digitales: Las entradas analógicas pueden tomar un número infinito de valores; las entradas digitales pueden tomar el valor de O ó 1. ,b)Entrada y Salida. Las variables de entrada son variables que se leen desde un dispositivo de campo (PLC) y se despliegan como información en la aplicación del SCADA; las variables de salida son las variables que se envían desde el SCADA y se escriben en un dispositivo de control (PLC); así mismo hay variables de entrada/salida en las que se pude leer y escribir bidireccionalmente. .c) Valores válidos: Entrada analógica, Salida analógica, Entrada/salida Analógica, Entrada digital, salida digital, entrada/salida digital. .4.2.2.2 Descripción de variables La descripción de la variable puede ser el mismo nombre que tenga en el PLC u otro nombre asignado en el SCADA por facilidad de compresión. .4.2.2.3 Area/PLC Se deberán clasificar las variables por áreas a las que pertenece y por PLC al que pertenece, para conocer el tráfico en los diferentes segmentos de la red. .4.2.2.4 Variable histórica. 23.
(35) La variable histórica es la que se va a almacenar en forma continua como dato histórico con una periodicidad programada este tipo de variables son variables de proceso o de calidad preferentemente analógicas. .4.2.2.5 Variable alarma. La variable de alarma es una variable critica que me disparará un evento de alarma que tendrá mayor prioridad sobre los demás y que disparará un mensaje de alarma que debe ser reconocido por el operador. En la siguiente tabla se verá un ejemplo de clasificación de variables de acuerdo a los criterios anteriores para evaluar el tamaño de nuestro problema. Por tratarse de un proyecto de 3,000 variables, solo condensamos el área de corazones como ejemplo de clasificación. Posteriormente por áreas tenemos los totales ya clasificados.. Area/PLC. Tipo Variable Descripción. Históri Alarm. co Corazones/Acid Si Entrada AGID SCRUBBER LEVEL Scrubber Analógica Entrada Digital CORE ROOM AGID SCRUBBER AUTO MODE Corazones/Acid Scrubber Entrada Digital CORE ROOM AGID SCRUBBER MAN MODE Corazones/Acid Scrubber Corazones/Acid Entrada Digital AGID SCRUBBER PH HIGH Scrubber Entrada Digital ACID SCRUBBER PH LOW Corazones/Acid Scrubber Entrada Digital CORE ROOM ACID SCRUBBER BOMBA Corazones/Acid Scrubber RECIRCULAC Entrada Digital CORE ROOM ACID SCRUBBER EXTRACTOR Corazones/Acid Scrubber AMINA Entrada Digital ACID SCRUBBER PH WARNING Corazones/Acid Scrubber Entrada Digital ACID SCRUBBER PH FAULT Corazones/Acid Scrubber Entrada Digital ACID SCRUBBER LEVEL FAULT Corazones/Acid Scrubber Entrada Digital CORE ROOM ACID SCRUBBER HORN Corazones/Acid Scrubber Entrada Digital CORE ROOM ACID SCRUBBER Corazones/Acid Scrubber Entrada Digital GROUND GLASS DAY TANK HIGH LEVEL Corazones/Ciclo naire Entrada Digital GROUND GLASS BULK BAG STAND FULL Corazones/Ciclo naire. 24. a. Si Si. Si Si Si Si. Si Si.
(36) Entrada Digital GROUND GLASS BULK BAG STAND Entrada Digital GROUND GLASS PNEUMATIC TRANS SYSTEM ENAB Entrada Digital MACOR DAY TANK HIGH LEVEL Entrada Digital MACOR BULK BAG STAND FULL Entrada Digital MAKOR BULK BAG STAND Entrada Digital MACOR PNEUMATIC TRANSPORT SYSTEM ENABLED Entrada CORE MACHINE 2 COREBOX NUMBER Analógica Entrada Digital CORE MACHINE 2 COUNTER HOLD Entrada Digital CORE MACHINE 2 Entrada Digital PUERTA CABINA CERRADA Entrada Digital CONTROL FILTRO DE RETORNO CORE 518 Entrada Digital DEMANDA DE ARENA CORE 518 Entrada Digital PUERTA ARROLLABLE DER. CERRADA CORE 518 Entrada Digital PTA. ARROLLABLE POSICIÓN PZA INF MARCHA Entrada Digital PUERTA ARROLLABLE ABRIR Entrada Digital EXPULSOR ARRIBA Entrada Digital EXPULSOR ABAJO Entrada Digital PIEZA INF. ENTRADO CORE 518 Entrada Digital PIEZA INFERIOR SALIDO CORE 518 Entrada Digital PIEZA INFERIOR LENTO ENTRAR CORE 518 Entrada Digital PIEZA INFERIOR LENTO SALIR CORE 518 Entrada Digital PZA. INFERIOR DELANTE SOLTADO CORE 518 25. Corazones/Ciclo naire Corazones/Ciclo naire Corazones/Ciclo naire Corazones/Ciclo naire Corazones/Ciclo naire Corazones/Ciclo naire Corazones/Core 4 Corazones/Core 4 Corazones/Core 4 Corazones/Core 4 Corazones/Core 4 Corazones/Core 4 Corazones/Core 4 Corazones/Core 4 Corazones/Core 4 Corazones/Core 4 Corazones/Core 4 Corazones/Core 4 Corazones/Core 4 Corazones/Core 4 Corazones/Core 4 Corazones/Core 4. Si Si.
(37) Entrada Digital FIJACIÓN PZA. INF. ATRÁS SOLTADO Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital. Corazones/Core 4 UNID. DOSIFICACIÓN AMINA LLENO CORE Corazones/Core 518 4 RECIPIENTE AMINA LLENO CORE 518 Corazones/Core 4 RECIPIENTE AMINA VACIO CORE 518 Corazones/Core 4 CUBIERTA DE GASEO ENTRADO CORE 518 Corazones/Core 4 CUBIERTA GASEO LENTO ENTRAR CORE Corazones/Core 518 4 CORE 518 SENSOR 244B6 Corazones/Core 4 CORE 518 SENSOR 244B3 Corazones/Core 4 CONTROL CICLO ENGRASE CENTRAL Corazones/Core 4 CONTROL NIV. MÍNIMO ENGRASE CENTRAL Corazones/Core 4 CORE 518 SENSOR 246B3 Corazones/Core 4 CORE 518 SENSOR 246B6 Corazones/Core 4 CORE 518 SENSOR 246B3 Corazones/Core 4 CORE 518 SENSOR 247B2 Corazones/Core 4 CORE 518 SENSOR 246B8 Corazones/Core 4 PZA LAT IZQ POSICIÓN FIJAR/SOLTAR Corazones/Core COR518 4 PZA LAT DER. FIJAR/SOLTAR CORE 518 Corazones/Core 4 PZA. LAT. IZQ. ATRÁS SOLTADO CORE 518 Corazones/Core 4 PIEZA LAT. IZQ. DELANTE SOLTADO CORE Corazones/Core 518 4 PZA. LAT. DER. ATRÁS SOLTADO CORE 518 Corazones/Core 4 PIEZA LAT. DER. DELANTE SOLTADO CORE Corazones/Core 518 4 CORE MACHINE 2 IN CYCLE/STOPPED Corazones/Core 4. 26.
(38) Entrada Digital CORE MACHINE 2 CYCLE END Entrada Digital Entrada Analógica Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital. Corazones/Core 4 CORE MACHINE 2 LOCAL/REMOTE Corazones/Core 4 CORE MACHINE 1 COREBOX NUMBER Corazones/Core 5 CORE MACHINE 1 COUNTER HOLD Corazones/Core 5 CORE MACHINE 1 ON/OFF Corazones/Core 5 PUERTA CABINA CERRADA Corazones/Core 5 CONTROL FILTRO DE RETORNO CORE 517 Corazones/Core 5 DEMANDA DE ARENA CORE 517 Corazones/Core 5 PUERTA ARROLLABLE DER. CERRADA Corazones/Core CORE 517 5 PTA. ARROLLABLE POSICIÓN PZA INF Corazones/Core MARCHA 5 PUERTA ARROLLABLE ABRIR Corazones/Core 5 EXPULSOR ARRIBA Corazones/Core 5 EXPULSOR ABAJO Corazones/Core 5 PIEZA INF. ENTRADO CORE 517 Corazones/Core 5 PIEZA INFERIOR SALIDO CORE 517 Corazones/Core 5 PIEZA INFERIOR LENTO ENTRAR CORE 517 Corazones/Core 5 PIEZA INFERIOR LENTO SALIR CORE 517 Corazones/Core 5 PZA. INFERIOR DELANTE SOLTADO CORE Corazones/Core 517 5 FIJACIÓN PZA. INF. ATRÁS SOLTADO Corazones/Core 5 UNID. DOSIFICACIÓN AMINA LLENO CORE Corazones/Core 517 5 RECIPIENTE AMINA LLENO CORE 517 Corazones/Core 5 RECIPIENTE AMINA VACIO CORE 517 Corazones/Core 5 27.
(39) Entrada Digital CUBIERTA DE GASEO ENTRADO CORE 517 Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Analógica Entrada Analógica. Corazones/Core 5 CUBIERTA GASEO LENTO ENTRAR CORE Corazones/Core 517 5 CORE 517 SENSOR 244B6 Corazones/Core 5 CORE 517 SENSOR 244B3 Corazones/Core 5 CONTROL CICLO ENGRASE CENTRAL Corazones/Core 5 CONTROL NIV. MÍNIMO ENGRASE CENTRAL Corazones/Core 5 CORE 517 SENSOR 246B3 Corazones/Core 5 CORE 517 SENSOR 246B6 Corazones/Core 5 CORE 517 SENSOR 246B3 Corazones/Core 5 CORE 517 SENSOR 247B2 Corazones/Core 5 CORE 517 SENSOR 246B8 Corazones/Core 5 PZA LAT IZQ POSICIÓN FIJAR/SOLTAR Corazones/Core COR517 5 PZA LAT DER. FIJAR/SOLTAR CORE 517 Corazones/Core 5 PZA. LAT. IZQ. ATRÁS SOLTADO CORE 517 Corazones/Core 5 PIEZA LAT. IZQ. DELANTE SOLTADO CORE Corazones/Core 517 5 PZA. LAT. DER. ATRÁS SOLTADO CORE 517 Corazones/Core 5 PIEZA LAT. DER. DELANTE SOLTADO CORE Corazones/Core 517 5 CORE MACHINE 1 IN CYCLE/STOPPED Corazones/Core 5 CORE MACHINE 1 CYCLE END Corazones/Core 5 CORE MACHINE 1 LOCAL/REMOTE Corazones/Core 5 MIXER RECIPE Corazones/Core sand Mixer MIX TIME Corazones/Core Si sand Mixer 28.
(40) Corazones/Core sand Mixer SAND MIXE Corazones/Core PARO DE EMERGENCIA PANEL CORE SAND Entrada Digital sand Mixer MIXER Corazones/Core Entrada Digital SIMPSON CORE SAND MIXER STARTED sand Mixer Entrada Digital SIMPSON CORE SAND MIXER AUTO MODE Corazones/Core sand Mixer Corazones/Core Entrada Digital SIMPSON CORE SAND MIXER MAN MODE sand Mixer Corazones/Core Entrada Digital BIN RESIN PART 1 LOW LEVEL sand Mixer Corazones/Core Entrada Digital BIN RESIN PART 1 HIGH LEVEL sand Mixer Corazones/Core Entrada Digital BIN RESIN PART 2 LOW LEVEL sand Mixer Corazones/Core Entrada Digital BIN RESIN PART 2 HIGH LEVEL sand Mixer Corazones/Core Entrada Digital CORE SAND DAY BIN 1 REFILL LEVEL sand Mixer Corazones/Core Entrada Digital SENSOR CAMBIO DE VELOCIDAD MAQ 1 sand Mixer Corazones/Core Entrada Digital SENSOR PARO MAQ 1 sand Mixer Corazones/Core Entrada Digital SONDA DE NIVEL MAQ 1 sand Mixer Entrada Digital PUERTA ABIERTA CARRO DIST. Corazones/Core sand Mixer Entrada Digital PUERTA CERRADA CARRO DIST. Corazones/Core sand Mixer Entrada Digital SENSOR CAMBIO DE VELOCIDAD Corazones/Core sand Mixer Entrada Digital SENSOR FIN DE CARRERA EN HOME Corazones/Core sand Mixer Entrada Digital SENSOR FIN DE CARRERA EN HOME Corazones/Core sand Mixer Entrada Digital SENSOR CAMBIO DE VELOCIDAD DUMP Corazones/Core sand Mixer Entrada Digital SENSOR PARO EN DUMP Corazones/Core sand Mixer Entrada Digital SONDA DE NIVEL DUMP Corazones/Core sand Mixer Entrada Digital SENSOR CAMBIO DE VELOCIDAD MAQ 2 Corazones/Core sand Mixer Entrada Digital PARO DE EMERGENCIA REMOTO CORE. 29. Si Si. Si Si Si Si.
(41) Corazones/Core sand Mixer Corazones/Core SONDA DE NIVEL MAQ 4 sand Mixer Corazones/Core SENSOR CAMBIO DE VELOCIDAD MAQ 5 sand Mixer Corazones/Core SENSOR PARO MAQ 5 sand Mixer Corazones/Core SONDA DE NIVEL MAQ 5 sand Mixer Corazones/Core SONDA DE NIVEL MAQ 2 sand Mixer Corazones/Core SENSOR CAMBIO DE VELOCIDAD MAQ 3 sand Mixer Corazones/Core SENSOR PARO MAQ 3 sand Mixer Corazones/Core SONDA DE NIVEL MAQ 3 sand Mixer Corazones/Core SENSOR CAMBIO DE VELOCIDAD MAQ 4 sand Mixer Corazones/Core SENSOR PARO MAQ 4 sand Mixer Corazones/Core CORDÓN PARO DE EMERGENCIA sand Mixer Corazones/Core CORDÓN PARO DE EMERGENCIA sand Mixer Corazones/Core SENSOR EXTRACARRERA sand Mixer Corazones/Core CORE MIXER DISCHARGE DOOR FAULT sand Mixer CORE MIXER ADDITIVE DISCHARGE FAULT Corazones/Core sand Mixer CORE MIXER CART RUN FAULT Corazones/Core sand Mixer CORE MIXER CART DISCHARGE DOOR Corazones/Core FAULT sand Mixer CORE MIXER SAND WEIGHT HOPPER OVER Corazones/Core FILL sand Mixer CORE MIXER SAND WEIGHT SYSTEM FAULT Corazones/Core sand Mixer CORE MIXER RUN FAULT Corazones/Core sand Mixer CORE MIXER RESIN 1 NOZZLE NOT OPENED Corazones/Core sand Mixer. Entrada Digital SENSOR PARO MAQ 2 Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital Entrada Digital. 30. Si Si Si Si Si Si Si Si Si Si Si.
(42) Corazones/Core sand Mixer Corazones/Core Entrada Digital CORE MIXER SAND 2 CHARGE FAULT sand Mixer Corazones/Core Entrada Digital CORE MIXER SAND DISCHARGE FAULT sand Mixer Corazones/Core Entrada Digital CORE MIXER ADDITIVE 1 CHARGE FAULT sand Mixer Corazones/Core Entrada Digital CORE MIXER ADDITIVE 2 CHARGE FAULT sand Mixer Corazones/Core Entrada Digital CORE MIXER ADDITIVE 3 CHARGE FAULT sand Mixer Corazones/Core Entrada Digital CORE MIXER ADDITIVE 1 LOW LEVEL sand Mixer Corazones/Core Entrada Digital CORE MIXER ADDITIVE 2 LOW LEVEL sand Mixer Entrada Digital CORE MIXER REMOTE E-STOP ACTIVATED Corazones/Core sand Mixer Corazones/Core Entrada Digital CORE MIXER STATION 1 SENSOR FAULT sand Mixer Corazones/Core Entrada Digital CORE MIXER STATION 2 SENSOR FAULT sand Mixer Entrada Digital CORE MIXER STATION 3 SENSOR FAULT Corazones/Core sand Mixer Entrada Digital CORE MIXER STATION 4 SENSOR FAULT Corazones/Core sand Mixer Entrada Digital CORE MIXER STATION 5 SENSOR FAULT Corazones/Core sand Mixer Entrada Digital CORE MIXER ADDITIVE 3 LOW LEVEL Corazones/Core sand Mixer Entrada Digital CORE MIXER RESIN 1 OVERFLOW Corazones/Core sand Mixer Entrada Digital CORE MIXER RESIN 2 OVERFLOW Corazones/Core sand Mixer Entrada Digital CORE MIXER CART END OF TRAVEL Corazones/Core sand Mixer Entrada Digital CORE MIXER RESIN 1 LOW LEVEL Corazones/Core sand Mixer Entrada Digital CORE MIXER RESIN 2 LOW LEVEL Corazones/Core sand Mixer Entrada Digital CORE MIXER PULL CORD SW ACTIVATED Corazones/Core sand Mixer Entrada Digital CORE MIXER PANEL E-STOP ACTIVATED Corazones/Core sand Mixer Entrada Digital CORE MIXER SAND 1 CHARGE FAULT. 31. Si Si Si Si Si Si Si Si Si Si Si Si Si Si Si Si Si Si Si Si Si Si.
(43) Una vez realizada la tabla de clasificación, se sacan los totales para conocer el tamaño de el proyecto. Área PLC. Corazones ASCAC4C5CSMTota. I Entrada Analog. Entrada Dig. Salida Analog. Salida Dig. E/S Analog. E/SDig. Históricos Alarmas. 1 19 0 0 0 0 1 6. 0 1 1 2 5 83939 66 171 0 0 0 O O 0 0 0 O O 0 0 0 O O 0 0 0 0 0 0 0 0 1 2 4 0 0 39 49. AS= Acid Scrubber CA=Ciclonaire C4=Core 4 C5=Core 5 CSM=CoreSandMi xer .4.3 Selección de Accesorios. .4.3.1 Selección de PLCs. En este proyecto como en la mayoría de los proyectos SCADA no se seleccionó el PLC porque ya estaba existente en la planta. Sin embargo en el capítulo 3.1 viene una tabla de selección. .4.3.2 Selección de Topología de redes de PLCs .a) Conocer la aplicación en la que se está trabajando. .1) Tipos diferentes de PLCs existentes. En la planta hay 22 PLCs Control Logix de Alien Bradley modelo 5550 que deberán conectarse al sistema SCADA y deberán comunicarse entre si en las fronteras (Handshake ó interloks). .2) Capacidades de comunicación. El PLC Control Logix 5550 tiene capacidad de comunicarse en: Control Net (Red de información-campo a una velocidad de Kbps) Data HighWay (Red de información-campo a una velocidad de Kbps) Ethernet (Red de información a una velocidad de Kbps). 32.
(44) Una vez realizada la tabla de clasificación, se sacan los totales para conocer el tamaño de el proyecto. Área PLC. Corazones ASCAC4C5CSMTota. I Entrada Analog. Entrada Dig. Salida Analog. Salida Dig. E/S Analog. E/SDig. Históricos Alarmas. 1 19 0 0 0 0 1 6. 0 1 1 2 5 83939 66 171 0 0 0 O O 0 0 0 O O 0 0 0 O O 0 0 0 0 0 0 0 0 1 2 4 0 0 39 49. AS= Acid Scrubber CA=Ciclonaire C4=Core 4 C5=Core 5 CSM=CoreSandMi xer .4.3 Selección de Accesorios. .4.3.1 Selección de PLCs. En este proyecto como en la mayoría de los proyectos SCADA no se seleccionó el PLC porque ya estaba existente en la planta. Sin embargo en el capítulo 3.1 viene una tabla de selección. .4.3.2 Selección de Topología de redes de PLCs .a) Conocer la aplicación en la que se está trabajando. .1) Tipos diferentes de PLCs existentes. En la planta hay 22 PLCs Control Logix de Alien Bradley modelo 5550 que deberán conectarse al sistema SCADA y deberán comunicarse entre si en las fronteras (Handshake ó interloks). .2) Capacidades de comunicación. El PLC Control Logix 5550 tiene capacidad de comunicarse en: Control Net (Red de información-campo a una velocidad de Kbps) Data HighWay (Red de información-campo a una velocidad de Kbps) Ethernet (Red de información a una velocidad de Kbps). 32.
(45) Devicenet (Red de dispositivos a una velocidad de Kbps) .3) Necesidades de intercambio de información. Después de haber llenado las tablas anteriores definimos un total de 176 I/O, 2 variables históricas y 49 alarmas (Esto es sólo como ejemplo en el proyecto son 3000I/O) .b) Seleccionar una arquitectura de control (centralizada, semidistribuida o altamente distribuida). Se selecciona una arquitectura de control distribuida, con una estrategia de que cada PLC controle independientemente su máquina, tenga una red de dispositivos propios Devicenet, una red ControlNet para comunicarse con sus vecinos en las fronteras (HandShake) y una red de información Ethernet a través de los 4 PLCs más poderosos de la red. .c) Seleccionar una estrategia de comunicaciones (Tal como poleo continuo, comunicación I/O, I/O cíclico, Cambio de estado o mensajeo). Para comunicarse entre PLCs se selecciona una estrategia de Generador Consumidor. Para el SCADA se selecciona mensajeo cíclico. Para la red de bajo nivel devicenet se selecciona un I/O cíclico. .d) Seleccionar dispositivos. Evaluar performance, ¿cual es la combinación de refresco de I/O contra procesamiento del PLC?, asegurarse de que soportan el baud rate seleccionado, la estrategia de comunicaciones, asegurarse de que están certificados. Tarjeta de comunicación Devicenet 1756 DNB de Alien Bradley, esta tarjeta va en el rack principal de el PLC para comunicarse con su red de dispositivos DeviceNet. Tarjeta de comunicación ControlNet 1756 CNB de Alien Bradley, esta tarjeta va en el rack principal de los PLCs para comunicarse entre PLCs. Tarjeta de comunicación Ethernet 1756-ENET de Alien Bradley, esta tarjeta va en el rack principal de los 4 PLCs mas poderosos de la aplicación para comunicarse a través de ellos al SCADA y programar los otros PLCs así mismo a través de ethernet. Tarjeta de comunicación Ethernet 3com, esta tarjeta va en el servidor del SCADA para comunicarse a través de ella con los 4 PLCs que tienen una tarjeta Ethernet. .e) Diseño del cableado de la red. Uso apropiado del Layout de la planta para el diseño de la topología, tales como, estrella, árbol, paralelo, serie; con distancias calculadas para una optimización del baud rate de la red y verificar almentaciones necesarias para la red.. 33.
(46) 34.
(47) .4.3.3 Selección de la herramienta SCADA.. Número de variables totales 3,302 .a) Entradas digitales 2,815 .b) Salidas digitales 75 .c) Entradas analógicas 412 .d) Salidas Analógicas O .e) Varias (String, programa, timer) O Número de PLCs totales a interactuar. 22 en el SCADA .a) Modelos diferentes 1 solo modelo Control Logix 5550 .b) Cuantos PLCs de cada modelo 22 Control Logix 5550 .c) Protocolos de comunicación con cada modelo Ethernet, Data Highway, Control Net, se selecciona Ethernet. .d) Velocidad de comunicación con cada protocolo Ethernet: Kbps Data HighWay: Kbps ControlNet: Kbps .e) Topología de los segmentos de red de cada protocolo. La red Datahighway es una red serie. La red ControlNet es una red serie. La red Ethernet es una red Estrella Topología del SCADA .a) Cantidad de clientes 4 clientes: laboratorio, mantenimiento, producción y Show Room. .b) Cantidad de servidores 1 servidor. .c) Cantidad de elementos especiales (Nodos servidores de web, nodos con base de datos, nodos con control estadístico de procesos). 1 servidor de Web con 10 licencias.. 35.
(48) SCADA I/O Drivers .a) I/O dirvers en el mercado para el protocolo seleccionado .b) Capacidad del I/O driver (Letura, escritura, acceso a timers, acceso directo a I/O) .c) Velocidad de comunicación del I/O driver (es muy importante encontrar este dato en la hoja de especificaciones).. WinCC. Intellution. Wonderware. Driver OPC RSLogix 5000. Driver OPC RSLogix 5000. Driver OPC RSLogix 5000. OK. OK. OK. 10Mbps. 10Mbps. 10Mbps. 4 semanas. 4 semanas. .d) Disponibilidad (tiempo 4 semanas. de entrega) Hardware de comunicaciones .a) Hardware (tarjetas de 3COM Server-1756ENET3COM Server-1756ENET3COM Servercomunicación) necesario PLC PLC 1756ENETPLC basado en I/O driver .b) Cantidad de tarjetas 1-3COM y 4-1756-ENET 1-3COM y 4-1756-ENET 1-3COM y 4-1756basadas en la topología de ENET los segmentos de red de cada protocolo.. .c) Disponibilidad (tiempo 8 semanas de entrega) Preferencias por parte de la planta .a) Standard de software NO (casados con alguna marca) .b) Standard de base de OK datos (seleccionar una no propietaria) Costo del SCADA .a) Costo del hardware de $4800 USD comunicación .b) Costo de los I/O $850 USD drivers .c) Costo de los clientes .d) Costo de los servidores. 36. 8 semanas. 8 semanas. SI. NO. OK. OK. $4800 USD. $4800 USD. $850 USD. $850 USD.
(49) .e) Costo de los nodos especiales .f) Costo del tiempo de N/D desarrollo (es standard para cualquier herramienta SCADA). N/D. N/D. La tabla anterior nos permite realizar una selección del SCADA, en este caso se seleccionó Intellution.. 37.
(50) .4.4 Diseño de HMI (Interfase Hombre Máquina). .4.4.1 Diagrama de navegación y definición de áreas.. DIAGRAMA DE NAVEGACIÓN. Sandtover lay. Coreroom_lay. Conveyors_lay. Helting_lay. Pouring_lay. Blast_lay. Haintenance. SaMtower vievl. Corerooa front. Canvayors_wsup. Helting_pu«ps. Sandtoaer vie«2. Coreroom vsup. Comreyor5_recurosand. Helting_vsup. Pouring_pourl. Haint staaei. Coiweyors_retunisand_2. Helting_Fl. PouringjpourZ. Haint stooer aore. Coiw«yors_raeunis«nd_3. Halting_K. Haint coraroom. Ccmveyorsjpreps«id. Helting F3. Haint sands. 1. Diag_sands. Haint_nelting Haint_melt_puaps. HaiBt_pouring. Haint blast Lighting. Lighting 2. Lighting_3. LightÍDg_4. Lighting_S. MCC4 1. —. MCC3 2. —. MCC3 1. Figura 8. Diagrama de Navegación. 38. MCC2. MCC1 2. MCCI :.
(51) .4.4.2 Diseño del menú principal. PANTALLA PRINCIPAL. Barra de navegación Esta es la pantalla principal, la cual muestra información sobre producción de las distintas áreas. La barra de navegación y los botones de navegación permiten ir a las diferentes áreas. Al presionar el botón de alarmas aparecerá la pantalla de alarmas la cual mostrará las alarmas activadas en ese momento. El botón de cambio de idioma cambiará a idioma español el texto de la pantalla actual, la información será la misma que en la pantalla en idioma inglés.. 39.
(52) 40.
(53) Barra de navegación Vista Frontal Botón de giro Vista trasera Esta es la vista principal 1 de la torre de arenas, la cual muestra información sobre niveles de tanques, pulí cords (PC), presión, estado de las máquinas, etc. La barra de navegación y los botones de navegación permiten ir a las diferentes áreas. Al presionar el botón de alarmas aparecerá la pantalla de alarmas la cual mostrará las alarmas activadas en ese momento. El botón de cambio de idioma cambiará a idioma español el texto de la pantalla actual, la información será la misma que en la pantalla en idioma inglés. Al presionar el botón de giro, girará la vista de la pantalla quedando la vista principal 1. Al presionar el botón de vista frontal, aparecerá la vista frontal de la torre de arenas. Al presionar el botón vista trasera, aparecerá la vista trasera de la torre de arenas.. 41.
(54) 42.
(55) Esta es la vista frontal de la torre de arenas, la cual muestra información sobre niveles de tanques, pulí cords (PC), presión, estado de las máquinas, etc. La barra de navegación y los botones de navegación permiten ir a las diferentes áreas. Al presionar el botón de alarmas aparecerá la pantalla de alarmas la cual mostrará las alarmas activadas en ese momento. El botón de cambio de idioma cambiará a idioma español el texto de la pantalla actual, la información será la misma que en la pantalla en idioma inglés. Al presionar el botón de históricos, aparecerá la gráfica de históricos. 43.
(56) Esta es la vista principal del cuarto de corazones, la cual muestra información sobre niveles de silos, presión, estado de las máquinas, información de producción, etc. La barra de navegación y los botones de navegación permiten ir a las diferentes áreas. Al presionar el botón de alarmas aparecerá la pantalla de alarmas la cual mostrará las alarmas activadas en ese momento. El botón de cambio de idioma cambiará a idioma español el texto de la pantalla actual. 44.
(57) Esta es la vista frontal del cuarto de corazones, la cual muestra información sobre niveles de silos, presión, estado de las máquinas, información de producción, etc. La barra de navegación y los botones de navegación permiten ir a las diferentes áreas. Al presionar el botón de alarmas aparecerá la pantalla de alarmas la cual mostrará las alarmas activadas en ese momento. El botón de cambio de idioma cambiará a idioma español el texto de la pantalla actual, la información será la misma que en la pantalla en idioma inglés. Al presionar el botón de históricos, aparecerá la gráfica de históricos al que hace referencia el botón. Al presionar el botón de vista superior, aparecerá la vista superior.. 45.
(58) Esta es la vista superior del cuarto de corazones, la cual muestra información sobre presión, estado de las máquinas, información de producción, etc. La barra de navegación y los botones de navegación permiten ir a las diferentes áreas. Al presionar el botón de alarmas aparecerá la pantalla de alarmas la cual mostrará las alarmas activadas en ese momento. El botón de cambio de idioma cambiará a idioma español el texto de la pantalla actual, la información será la misma que en la pantalla en idioma inglés. Al presionar el botón de históricos, aparecerá la gráfica de históricos al que hace referencia el botón. Al presionar el botón de vista frontal, aparecerá la vista frontal del cuarto de corazones. Los botones de reset regresarán el contador de piezas hechas a 0.. 46.
Figure

+2

Documento similar
Por último, se desarrollará un SCADA para la simulación de la planta piloto mediante Delta V, y se pondrá en funcionamiento algoritmos de control que permita el
Como medida de precaución, puesto que talidomida se encuentra en el semen, todos los pacientes varones deben usar preservativos durante el tratamiento, durante la interrupción
por unidad de tiempo (throughput) en estado estacionario de las transiciones.. de una red de Petri
En este proyecto, se tiene contemplado la investigación y documentación de un sistema de aviso falla fuera de línea servidor de datos SCADA, a través de envío de
La Estrategia de Prueba de software integra un conjunto de actividades que describen los pasos que hay que llevar a cabo en un proceso de prueba: la planificación, el diseño de
Diseño del sistema de control realimentado e interfaz gráfica de usuario para un robot Gantry de 3 grados de libertad con microcontroladores y software SCADA..
Por último es importante destacar, que el conjunto de productos analizados en este trabajo han aportado al país un monto de 959 550 dólares,
Esto incluye tanto las comunicaciones entre un software SCADA y los buses de comunicación con los autómatas, como las comunicaciones entre una aplicación SCADA y
