Metodología para el diseño de un troquel de corte
100
0
0
Texto completo
(2) UNIVERSIDAD CENTRAL “MARTA ABREU” DE LAS VILLAS FACULTAD DE INGENIERÍA MECÁNICA DEPARTAMENTO DE INGENIERÍA MECÁNICA. TRABAJO DE DIPLOMA. METODOLOGÍA PARA EL DISEÑO DE UN TROQUEL DE CORTE. Autor: Isnel Martin Urquia Tutor: Dr. Ing. Idalberto de la C. Mendoza Díaz.. Santa Clara 2016.
(3) Hago constar que el presente trabajo de diploma fue realizado en la Universidad Central “Marta Abreu” de Las Villas como parte de la culminación de estudios de la especialidad de Ingeniería en Mecánica, autorizando a que el mismo sea utilizado por la Institución, para los fines que estime conveniente, tanto de forma parcial como total y que además no podrá ser presentado en eventos, ni publicados sin autorización de la Universidad.. Firma del Autor Los abajo firmantes certificamos que el presente trabajo ha sido realizado según acuerdo de la dirección de nuestro centro y el mismo cumple con los requisitos que debe tener un trabajo de esta envergadura referido a la temática señalada.. Firma del Tutor. Firma del Jefe de Departamento donde se defiende el trabajo. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(4) PENSAMIENTO. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(5) La confianza en sí mismo es el primer secreto del éxito. Emerson.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(6) DEDICATORIA. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(7) A mis padres y a mi novia por el apoyo y el amor que siempre me han dado.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(8) AGRADECIMIENTOS. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(9) A mi tutor Dr. Ing. Idalberto de la C. Mendoza Díaz por apoyarme en la realización de este trabajo. A mi novia Laiss Moya Romero por estar siempre a mi lado y demostrarme su amor incondicional. A mis padres Madelin Urquia Urquia e Isnel Martin Soler por todo su empeño en educarme y el apoyo que me han brindado en todo momento. A Bárbara Romero Sánchez y Maykel Moya Prado por recibirme como un hijo. A mi familia, por su apoyo incondicional. A Ramón Gonzales “El Yony” por compartir sus conocimientos. A Belkis Cárdenas Orfilas por la ayuda brindada. A todos muchas gracias.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(10) RESUMEN. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(11) RESUMEN En el trabajo se muestra el resultado de una búsqueda bibliográfica sobre metodologías para el diseño de troqueles de corte; también sobre las Normas utilizadas para el diseño de sus componentes principales, así como los materiales y tratamientos térmicos recomendados. Se presentan de forma digital, empleando el software Solid Works y la norma de fábrica EINPUD, los planos de piezas de 7 componentes principales y la herramienta “Configuraciones”; esta permite, desde una base de datos, dimensionar cada uno de los planos. Posteriormente se propone, tomando en consideración las condiciones de trabajo en el taller de Moldes y Troqueles de la EINPUD, una metodología para el diseño de troqueles de corte y la validación mediante su aplicación en el diseño del troquel para la obtención de una pieza tipo disco.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(12) ABSTRACT. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(13) ABSTRACT At work the results of a literature search on methodologies for designing cutting dies shown; also on the standards used for the design of its main components, as well as the recommended materials and heat treatments. Are presented digitally using the Solid Works software and factory standard EINPUD, plans pieces of 7 major components and the "Settings" tool; This allows, from a database, each dimension planes. Subsequently it proposed, taking into account the working conditions in the workshop of molds and dies of EINPUD, a methodology for designing cutting dies and validation through its application in the design of the die to obtain a kind piece disc.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(14) ÍNDICE. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(15) ÍNDICE DE FIGURAS Figuras. Título. Pág.. Figura I.1. Piezas obtenidas mediantes un proceso de troquelado.. 8. Figura I.2. Troquel simple.. 9. Figura I.3. Troquel compuesto.. 10. Figura I.4. Base superior e inferior de un troquel progresivo.. 11. Figura I.5. Partes que componen un troquel.. 12. Figura I.6. Base superior de un troquel de corte, (según NC 09-02-06).. 13. Figura I.7. Base inferior de un troquel de corte, (según NC 09-02-06).. 14. Figura I.8. Espiga, sufridera, portapunzones de un troquel de corte.. 15. Figura I.9. Punzones directamente acoplados al portapunzón.. 16. Figura I.10. Matriz y porta matriz de un troquel de corte.. 17. Figura I.11. Columna del sistema de guiado de un troquel de corte.. 18. Figura I.12. Buje del sistema de guiado de un troquel de corte.. 18. Figura I.13. Fases del proceso de corte.. 19. Figura II.1. Aplicación de la herramienta “Configuraciones”.. 28. Figura II. 2. Aplicación de la herramienta “Configuraciones”.. 29. Figura III.1. Clasificaciones de las periferias de piezas que determinan las tolerancias. 43. permitidas. Figura III.2. Corte transversal de la matriz mostrando la vida útil.. 44. Figura III.3. Fenómeno de pandeo.. 47. Figura III.4. Pieza a troquelar.. 49. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(16) ÍNDICE DE TABLAS. Tablas. Título. Pág.. Tabla III.1. Porcentajes aplicados a los espesores de lámina más utilizados.. 42. Tabla III.2. Selección del material del troquel de corte.. 53. Tabla III.3. Ficha de costo.. 57. Tabla III.4:. Producción anual.. 58. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(17) LISTA DE ABREVIATURAS Y SIGLAS. dpd dpp EINPUD MT CUC IT CT B/C CAD. Distancia pieza-borde Distancia pieza-pieza Empresa “Industria Nacional Productora de Utensilios Domésticos Moneda Total Peso Cubano Convertible Ingresos Totales Costos Totales Herramienta Costo Beneficio Computer-Aided Manufacturing. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(18) LISTA DE SÍMBOLOS Símbolo B M1 LN LN P L A. a A. LM LN δ Lp. b2 A Δi E P F Fc Aap fc LT S W. Unidades mm mm mm mm mm mm mm % mm mm mm mm N/mm2 mm mm mm mm mm mm mm mm mm mm mm mm mm mm N/mm2 N mm2 N mm2 N N/mm2 mm mm N mm -. Denominación Ancho de la banda Distancia pieza-borde Longitud nominal de la pieza Número de piezas por chapa Longitud de la banda Paso Número de piezas por chapa Longitud de la chapa Ancho de la chapa Número de piezas por chapa Aprovechamiento del material Área de la pieza Área del semiproducto Coordenadas buscadas X Coordenadas buscadas Y Fuerza aplicada al punzón Coordenadas en X del centro de fuerza. Coordenadas en Y del centro de fuerza. Juego de corte Dimensiones de la matriz Dimensiones nominal de la pieza tolerancia de fabricación de la matriz o el punzón dimensiones del punzón Desviación inferior para la dimensión de la pieza tolerancia de fabricación de la matriz o el punzón tolerancia de fabricación de la matriz o el punzón Distancia entre reglillas Medida nominal del ancho de la banda Tolerancia del ancho de la banda de acuerdo al corte Valor extra de acuerdo con el espesor de la chapa Tensión admisible a la compresión del material del punzón Esfuerzo aplicado al punzón Área mínimo de la selección transversal del punzón Fuerza de corte Área de apoyo de la cabeza del punzón Fuerza de corte Resistencia al corte del material Perímetro de recortado más el perímetro de punzonado Espesor del material Trabajo de la maquina Costo-Beneficio Cantidad de artículos producidos en un año.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(19) ÍNDICE PENSAMIENTO DEDICATORIA AGRADECIMIENTOS RESUMEN ABSTRACT Pág. INTRODUCCIÓN................................................................................................................................ 1 CAPÍTULO I: REVISIÓN BIBLIOGRÁFICA 1.11.1.11.21.31.41.51.5.11.5.21.6-. El troquelado de chapas………………………………………………………………………. Diferencia entre el troquelado y el punzonado……………………………………………….. Tipos de troqueles…………………………………………………………………………….. Partes principales que componen un troquel…………………………………………………. Características del corte de la chapa………………………………………………………….. Características y requisitos generales de las normas cubanas para el diseño de troqueles…... Características y requisitos generales de las normas cubanas para el diseño de troqueles…... Características generales……………………………………………………………………… Conclusiones parciales………………………………………………………………………... 7 8 9 11 19 20 20 21 22. Capítulo II: DISEÑO DE LOS ELEMENTOS A NORMALIZAR. 2.12.1.12.22.2.12.3-. Materiales y tratamientos térmicos más utilizados…………………………………………… Elementos principales de un troquel de corte………………………………………………… Planos de las piezas a normalizar…………………………………………………………….. Secuencia de trabajo para aplicar herramienta “Configuraciones”…………………………... Conclusiones parciales………………………………………………………………………... Capítulo III: METODOLOGÍA DE TRABAJO PARA EL DISEÑO DE UN TROQUEL CORTE. Metodología de para el diseño de un troquel de corte………………………………………... 3.13.1.1- Comparación de la metodología propuesta con otras metodologías………………………… Cálculo de la pieza a troquelar……………………………………………………………….. 3.2.Conclusiones Parciales……………………………………………………………………….. 3.3-. 24 25 27 28 30 DE 32 41 48 59. Conclusiones Generales.............................................................................................................. 61. Recomendaciones....................................................................................................................... 63. Bibliografía................................................................................................................................. 65 66. Anexos........................................................................................................................................ ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(20) INTRODUCCIÓN. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
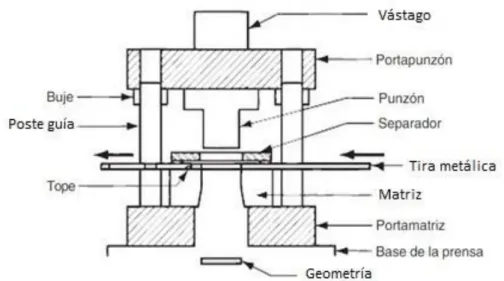
(21) INTRODUCCIÓN. 1. ________________________________________________________________________________________________________________________________________________. La variedad de procesos y la versatilidad de los materiales que se conforman actualmente permiten a los procesos de conformación de materiales fabricar piezas desde unos pocos gramos hasta cientos de kilogramo, en producciones que van desde las unitarias hasta series de 500 a millones de piezas, con gran variedad de formas y características mecánicas adaptadas a la aplicación correspondiente (8).. El proceso de conformado de chapas metálicas es de gran importancia para la industria actual, debido a que permite obtener elementos más ligeros, resistentes y económicos que los obtenidos mediante otros procesos.. Se puede definir como troquelado o estampado al conjunto de operaciones con las cuales sin producir viruta, en los procesos de conformado, a través de la aplicación de una fuerza determinada, se deforma plásticamente el material entre dos herramientas (punzón y matriz) que pueden contener o no la forma final que se desea. Este trabajo se realiza con troqueles en máquinas llamadas prensas. Las operaciones se subdividen en: Corte o Punzonado (se realiza generalmente en frío) Doblado y/o Curvado (se realiza generalmente en frío) Embutido (puede realizarse en frío o en caliente) Situación Problémica: En la empresa EINPUD 1ro de Mayo y más específico en el taller de Moldes y Troqueles, es necesario digitalizar los elementos normalizados utilizados en los troqueles de corte y mejorar la metodología existente para el diseño de troqueles de corte.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(22) INTRODUCCIÓN. 2. ________________________________________________________________________________________________________________________________________________. Objetivo General: 1. Digitalizar los planos de pieza de los principales elementos de un troquel de corte, según norma de fábrica EINPUD y la tendencia actual en el uso de los materiales y tratamientos térmicos. 2. Proponer una metodología general de trabajo para el diseño de troqueles de corte. Tareas a desarrollar: 1. Hacer una búsqueda bibliográfica sobre el diseño de troqueles de corte y de las principales piezas que los conforman, que incluya las Normas de representación, los materiales y tratamientos térmicos y/o termoquímicos utilizados en la actualidad. 2. Definir, con la asesoría del tutor de la fábrica, el listado de las piezas a normalizar. Estudiar croquis de cada tipo de piezas, así como los materiales y tratamientos térmicos y/o termoquímicos recomendados para cada caso. 3. Digitalizar, en formato adecuado, cada una de las piezas definidas. 4. Proponer una metodología de trabajo para el diseño de troqueles de corte y aplicarla a una pieza especifica. Viabilidad: El proyecto es viable ya que se cuenta con el personal capacitado tanto el de la Universidad Central “Marta Abreu” de Las Villas, como el de la Empresa “Industria Nacional Productora de Utensilios Domésticos (EINPUD) 1ro de Mayo” y acceso a la documentación necesaria, programas CAD para diseñar.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(23) INTRODUCCIÓN. 3. ________________________________________________________________________________________________________________________________________________. Estructura del Trabajo: El trabajo está compuesto por un resumen, introducción, Capítulo I, Capítulo II, Capítulo III, conclusiones generales, recomendaciones, bibliografía y anexos. Capítulo I: Se realiza una revisión bibliográfica de los troqueles de corte, describiendo las partes principales que lo componen. Se define el concepto de troquelado de chapa, la diferencia entre el troquelado y el punzonado, los tipos de troqueles y las características del corte de la chapa. Recomiendan las características y requisitos generales de las normas cubanas para el diseño de troqueles. Capítulo II: En este capítulo se exponen los materiales y tratamientos térmicos más utilizados, elementos principales de un troquel de corte y los planos de las piezas a normalizar.. Se. describe. la. secuencia. de. trabajo. para. aplicar. herramienta. “Configuraciones.” Capítulo III: En este capítulo se expresa la metodología para el diseño de un troquel de corte y se realiza una comparación de la metodología propuesta con otras metodologías. Luego se realiza el cálculo de la pieza a troquelar aplicando la metodología seleccionada.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(24) CAPÍTULO I REVISIÓN BIBLIOGRAFICA. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(25) Revisión bibliográfica. 7. ________________________________________________________________________________________________________________________________________________. CAPÍTULO I: REVISIÓN BIBLIOGRÁFICA. 1.1-. El troquelado de chapas.. Como definición se puede afirmar que el troquelado es un proceso mecánico de producción industrial que se utiliza para trabajar en frío láminas metálicas y fabricar completa o parcialmente piezas por medio de una herramienta (troquel), conformada por un punzón y una matriz, también llamados „macho‟ y „hembra‟, respectivamente. Mediante una prensa, el troquel ejerce presión sobre el material, supera su límite elástico y actúa como fuerza para transformarlo, bien sea para cortar, doblar o conformar una forma previamente definida. En raras ocasiones, cuando el espesor de la lámina es muy grande, por ejemplo dos pulgadas, y no se pueden obtener las piezas por fundición u otro proceso, el material debe base inferior, se hace gracias a un sistema de columnas guías que se deslizan fácilmente con ayuda de bujes. Este proceso es continuo y repetitivo y se desarrolla a una velocidad de cientos de golpes por minuto, siendo especialmente útil para la fabricación de productos en serie. Troquelar es un arte metalmecánico muy importante para la industria, ya que siempre se busca fabricar productos más eficientes, resistentes, de calidad y económicos que los obtenidos con cualquier otro proceso productivo como. fundición,. forja o. mecanizado. Es utilizado en gran variedad de sectores: electrodomésticos (línea blanca), automotriz, aeronáutico, naval, electrónico e informático. Está enfocado en aprovechar al máximo el material para fabricar la mayor cantidad de piezas con el menor tiempo y costo posible. (3) En la figura I.1 se puede observar diferentes piezas realizadas ya sea por corte, punzonado, doblado, embutición y conformación de chapas metálicas.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(26) Revisión bibliográfica. 8. ________________________________________________________________________________________________________________________________________________. Figura I.1: Piezas obtenidas mediantes un proceso de troquelado. 1.1.1- Diferencia entre el troquelado y el punzonado. Es importante diferenciar entre corte y punzonado, ya que puede llegar a confundir lo que significa cada una de estas palabras. Básicamente el punzonado es aquella operación en la cual se genera un orificio de forma determinada en la lámina, mientras que el corte es la operación que separa la pieza de la lámina. Se entiende que con el punzonado se realizan las formas interiores de la pieza, mientras que el perímetro o formas exteriores se realizan con el corte. (1) En general, todas las operaciones que se realicen con un troquel se denominan troquelado, la construcción de esta herramienta es el eje principal del proceso, por ello es muy importante su diseño y fabricación. Siempre se cuida meticulosamente la ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(27) Revisión bibliográfica. 9. ________________________________________________________________________________________________________________________________________________. creación de cada troquel como piezas únicas e irrepetibles, ya que pocas veces se construye un mismo troquel dos veces, utilizan materiales de excelente resistencia al desgaste y de alta dureza que puedan superar la resistencia de la lámina a trabajar. (4). 1.2- Tipos de troqueles A medida que aumentan los requerimientos del trabajo, la capacidad de las prensas, las exigencias de los materiales y la necesidad de producir más y mejor, también se conciben diseños de troqueles con mayor complejidad y desarrollo. En ese sentido, los troqueles se pueden clasificar en: Simples (de una estación un paso): estos troqueles permiten realizar solamente una operación en cada golpe de la prensa, son de baja productividad y normalmente es necesario el uso de otros troqueles para poder concluir una pieza y considerarla terminada. Se utilizan para fabricar piezas sencillas como arandelas, accesorios y pequeñas partes para electrodomésticos, como se muestra en la figura I.2.. Figura I.2: Troquel simple. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(28) Revisión bibliográfica. 10. ________________________________________________________________________________________________________________________________________________. Compuestos (de dos o tres estaciones o pasos): son herramientas que permiten aprovechar la fuerza ejercida por la prensa realizando dos o más operaciones en cada golpe y agilizando el proceso. En la figura I.3 se muestra un troquel compuesto.. Figura I.3: Troquel compuesto.. Progresivos (múltiples estaciones o pasos): son troqueles complejos y de gran desarrollo, también llamados matrices progresivas. Constan de, incluso, decenas de etapas o pasos, en cada uno de ellos se modifica la lámina con una secuencia establecida por el diseñador (secuencia de corte), de tal manera que al final se obtiene una o varias piezas terminadas. En un troquel de corte progresivo, los punzones entran en acción sucesivamente sobre un punto de la tira de lámina, a medida que ésta avanza a través del troquel. Son altamente productivos aunque su mantenimiento y operación es más compleja que en los otros casos y requiere de mayor capacitación del personal involucrado, por supuesto, por su alta eficiencia ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
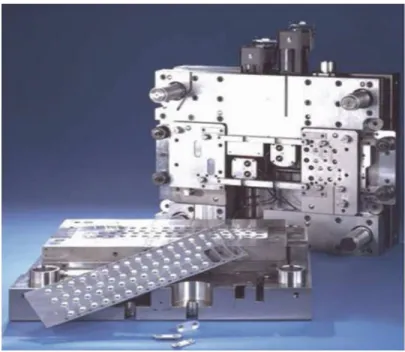
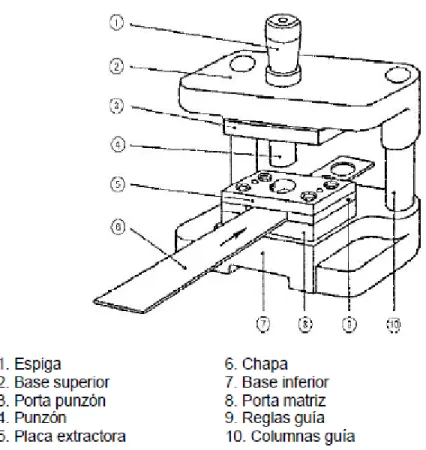
(29) Revisión bibliográfica. 11. ________________________________________________________________________________________________________________________________________________. y precisión, vale la pena todo ello. En la figura I.4 se muestra la base inferior y superior de un troquel progresivo.. Figura I.4: Base superior e inferior de un troquel progresivo.. 1.3- Partes principales que componen un troquel. De igual forma, cada vez que crece su complejidad y desarrollo, los troqueles cuentan con una serie de elementos constructivos que cumplen con una misión específica dentro del conjunto general del trabajo para el cual han sido fabricados. Estos componentes, por sus características mecánicas deben estar cuidadosamente diseñados para lograr el objetivo de producir piezas sin ningún defecto. En la figura I.5 se muestran las partes que componen un troquel simple.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(30) Revisión bibliográfica. 12. ________________________________________________________________________________________________________________________________________________. Figura I.5: Partes que componen un troquel.. Base superior:(parte móvil): tiene la misión de contener en su superficie todas las placas y elementos que sostienen los punzones del troquel, está anclada al martillo o ariete de la prensa, que la inmoviliza y fija durante todo el proceso de trabajo. Ésta conduce el movimiento de la máquina para que los punzones penetren la matriz y transformen la lámina, como se muestra en la figura I.6.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(31) Revisión bibliográfica. 13. ________________________________________________________________________________________________________________________________________________. Figura I.6: Base superior de un troquel de corte, (según NC 09-02-06).. Base inferior:(parte fija): es el elemento sobre el cual van montados todos los componentes que hacen parte de la matriz, y a su vez, está sujeta fuertemente en la bancada de la prensa durante la fase de trabajo. Esta base y los elementos que lleva montados hacen las funciones de apoyo, puesto que „recibirán‟ toda la fuerza de transformación que la prensa aplique sobre ella. En la base inferior también se pueden montar las columnas guía que sirven como referencia de centraje entre la parte superior e inferior, en la figura I.7 se aprecia la base inferior de un troquel simple.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(32) Revisión bibliográfica. 14. ________________________________________________________________________________________________________________________________________________. Figura I.7: Base inferior de un troquel de corte, (según NC 09-02-06).. Vástago o espiga: Elemento que une el cabezal del troquel con la prensa. Básicamente tiene una parte roscada para fijarse a la placa porta punzones y cuenta con un rebaje para ajustarse al cabezal de la prensa. Sufrideras: la función básica de las placas superior e inferior de choque o sufrideras consiste en absorber sobre su superficie los sucesivos golpes de los elementos en el troquel. Estos impactos se producen cada vez que los punzones transforman la lámina con la matriz. Cuando el punzón impacta contra el material, la resistencia que opone éste es transmitida a la superficie de las sufrideras sobre las que se apoyan las placas porta matriz y porta punzones. Reglas guías: las reglas guías de banda son uno de los componentes más característicos de las matrices progresivas. Se disponen con el fin de guiar longitudinal y transversalmente las tiras de lámina en su desplazamiento por el interior de la matriz. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(33) Revisión bibliográfica. 15. ________________________________________________________________________________________________________________________________________________. Porta punzones: la finalidad de la placa porta punzones es la de alojar y fijar en su interior todos los punzones que lleve la matriz. Estos punzones pueden ser de cualquier tipo o tamaño pero han de tener una sola característica en común: deben estar firmemente sujetos y guiados en el interior de dicha placa impidiendo que puedan moverse o desprenderse, en la figura I.8 se aprecia sufridera, portapunzones y espiga de un troquel de corte.. Figura I.8: Espiga, sufridera, portapunzones de un troquel de corte.. Punzones: los punzones, también conocidos como „machos‟, tienen por objeto realizar las máximas transformaciones en la lámina (cortar, doblar, embutir, acuñar, extrusionar), a fin de obtener piezas con una calidad acorde a las medidas requeridas, hay tantos tipos de éstos como variantes del troquelado. Se habla de „punzones‟ y no de punzón, porque en general la mayoría de troqueles llevan montados en su interior un gran número de ellos que pueden ser iguales o. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(34) Revisión bibliográfica. 16. ________________________________________________________________________________________________________________________________________________. totalmente diferentes, según la función que desempeñen. La figura I.9 muestra punzones acoplados al portapunzón.. Figura I.9: Punzones directamente acoplados al portapunzón. Porta matriz: la placa porta matrices o cajera tiene por misión alojar y posicionar en su interior todos los elementos de pequeñas dimensiones que lleve la propia matriz, de esta manera dichos componentes quedarán ajustados en su interior, como se muestra en la figura I.10. Matriz: la matriz presenta cavidades de la geometría de la pieza a obtener, a través de las cuales se introduce el punzón para provocar el corte del material, como se muestra en la figura I.10.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(35) Revisión bibliográfica. 17. ________________________________________________________________________________________________________________________________________________. Figura I.10: Matriz y porta matriz de un troquel de corte.. Placa pisadora: durante el movimiento descendente del troquel, la placa pisadora presiona la lámina dejándola inmovilizada antes de que los punzones lleguen a tocarla y mientras penetran el material y lo transforman. Una vez cortada la lámina, la función de la placa es mantener la pieza bien sujeta hasta que los punzones hayan salido de ella, de lo contrario, los punzones la arrastrarían hacia arriba sujeta a ellos. Sistema de guiado: el movimiento de las dos partes más importantes del troquel. (bases superior e inferior) necesita ser guiado en todo momento para garantizar una total concentricidad entre ambas. Esta función se deja a cargo de cuatro columnas de guiado que van montadas generalmente en la base inferior y sus respectivos bujes, sistema que se encargan de posicionar y centrar las dos partes del troquel. En las figuras I.11 y I.12 se muestra respectivamente la columna y el buje del sistema de guiado de un troquel de corte. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(36) Revisión bibliográfica. 18. ________________________________________________________________________________________________________________________________________________. Figura I.11: Columna del sistema de guiado de un troquel de corte.. Figura I.12: Buje del sistema de guiado de un troquel de corte.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(37) Revisión bibliográfica. 19. ________________________________________________________________________________________________________________________________________________. 1.4- Características del corte de la chapa. Al incrementar la acción de la fuerza en el punzón se ocasiona una deformación plástica en el material, el cual comienza a fluir. El punzón entonces penetra en la tira metálica. Con el incremento de la carrera de corte, la deformación de la orilla es transformada en una superficie de corte lisa, en la cual el tamaño es determinado por la capacidad de deformación del material. Como regla, las grietas se forman en la dirección de la matriz si la capacidad de fluir del material se ve restringida por el claro. Esto lleva a la separación del material causado por el desprendiendo de las propiedades del material y del claro, estas grietas pueden correr desde la orilla de la matriz hacia la orilla del punzón, causando una separación repentina y dejando una superficie de fractura en la zona de corte, en la figura I.13 se puede observar las fases del proceso de corte. (2). Figura I.13: Faces del proceso de corte.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(38) Revisión bibliográfica. 20. ________________________________________________________________________________________________________________________________________________. 1.5- Características y requisitos generales de las normas cubanas para el diseño de troqueles. Según plantea Dra. Guiselda Fernández Levy en “Compendio de normas para el diseño de troqueles” (7), las normas cubanas deben cumplir una serie de características y requisitos para su implementación. 1.5.1- Características generales: Establecen los principios generales del sistema de elementos unificados de troqueles así como el alcance y clasificación del conjunto de normas que lo componen y los criterios para la explotación de estos. Establecen las dimensiones, ajustes, tolerancias, acabados superficiales, tratamientos térmicos y otras especificaciones. Facilitan la centralización de los elementos normalizados y la producción seriada de los mismos. Establecen la terminología y definiciones de los trabajos en la conformación de metales en frío. Clasifican las operaciones de conformación en frío en operaciones básicas y operaciones simples. Establecen la terminología y la clasificación de las herramientas de conformación según su funcionamiento. Presentan figuras muy ilustrativas de las piezas que en ellas se normalizan así como planos de ensambles de diferentes tipos de troqueles.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(39) Revisión bibliográfica. 21. ________________________________________________________________________________________________________________________________________________. 1.5.2- Las normas cubanas deben cumplir los siguientes requisitos para facilitar su utilización: Creación de una base normalizativa que asegure la proyección y fabricación de estas piezas con el fin de utilizar en troqueles para el maquinado con un criterio unificado. La obtención de piezas intercambiables con una precisión determinada y un buen acabado superficial, sin necesidad de otros tipos de operaciones tecnológicas complementarias. Alta productividad de las máquinas herramientas facilitando la mecanización y automatización de los procesos. Facilitar el incremento de la masividad y la creación de posibilidades de producción centralizada de elementos componentes unificados. Reducir los costos por concepto de proyección y fabricación del utillaje tecnológico. Disminuir los períodos de asimilación e introducción en la producción de nuevos artículos. Reducir el consumo de metal que requiere la fabricación del utillaje tecnológico. Elevar el grado de repetitividad en la explotación del utillaje tecnológico.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(40) Revisión bibliográfica. 22. ________________________________________________________________________________________________________________________________________________. 1.6- Conclusiones parciales. 1- Existe abundante bibliografía relacionada con el tema de diseño de troqueles de corte. Aunque no se tuvo acceso a las Norma ISO relacionadas con el tema. 2- En el capítulo se destaca las recomendaciones de la Dra. Guiselda Fernández Levy relacionadas con características y requisitos generales de las normas cubanas para el diseño de troqueles.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(41) CAPÍTULO II DISEÑO DE LOS ELEMNTOS A NORMALIZAR. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(42) Diseño de los elementos a normalizar. 24. ________________________________________________________________________________________________________________________________________________. CAPÍTULO II: DISEÑO DE LOS ELEMENTOS A NORMALIZAR. 2.1- Materiales y tratamientos térmicos más utilizados. Para seleccionar los materiales que se emplearan en la fabricación de los troqueles se deben considerar determinados parámetros los cuales dependen del trabajo que realizara el troquel. Así mismo, una matriz destinada solamente a trabajos de embutición, permite el empleo de fundición de hierro o de metales ligeros; depende del volumen de rendimiento que se desee obtener. Sin embargo los diversos aceros empleados en la construcción de esta clase de troqueles deben ser de alta resistencia al corte, muy estables al temple y de muy bajo índice de formabilidad. Para cada caso particular de aplicación, el acero debe seleccionarse cuidadosamente. (2) De igual forma, cada vez que crece su complejidad y desarrollo, los troqueles cuentan con una serie de elementos constructivos que cumplen con una misión específica dentro del conjunto general del trabajo para el cual han sido fabricados. Estos componentes, por sus características mecánicas deben estar cuidadosamente diseñados para lograr el objetivo de producir piezas sin ningún defecto. Los troqueles deben tener una alta resistencia a la compresión y al desgaste, de modo que se deben utilizar aceros aleados con tratamiento de temple para fabricarlos. Sin embargo, la eficiencia de las herramientas de troquelar depende no solamente del material, sino también de la calidad superficial de éstas, las matrices nuevas tienen una duración notablemente mayor que aquellas manufacturadas, que han sido pulidas y alisadas de nuevo después de haberse hecho rugosa su superficie. La calidad superficial de la pieza troquelada depende, en gran medida, del estado superficial de la herramienta, por lo. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(43) Diseño de los elementos a normalizar. 25. ________________________________________________________________________________________________________________________________________________. tanto, las caras frontales del punzón y la matriz deben estar muy bien mecanizadas y sin rugosidades, de ser posible. rectificadas y abrillantadas, ya que. incluso la menor. desigualdad se reproducirá en la forma de la pieza troquelada. Además, las rayas, aunque el proceso de troquelado se realice correctamente, ocasionan un agotamiento prematuro de la capacidad de conformación de la herramienta, debido a que van formando pequeñas grietas superficiales en la matriz que, con el paso del trabajo, la hacen inutilizable. (3) 2.1.1- Elementos principales de un troquel de corte. Base superior (parte móvil): Para su fabricación se usan materiales tales como placas de hierro fundido, hierro maleable, aceros al carbono del tipo A-36 o placas de aceros al carbono de mediana resistencia como SAE/AISI: 1045, o sus equivalentes en dependencia de las marcas. La norma cubana para el diseño de troqueles, NC 09-02-06 (9), plantea la utilización de fundición de acero marca FA-45, FA-50 y FA-55 o acero 45. La norma de fábrica NF09-0035.1:1977 (10) utiliza los aceros FG-22, aceros 45 o 20. La rugosidad superficial que es utilizada en la NC 09-02-06 es de 1,25. Base inferior (parte fija): Tanto la base inferior como superior presentan las mismas características. Porta punzones: Es construida según la exigencia del troquel con diferentes tipos de aceros, incluyendo SAE/AISI: 1045 para trabajos de baja y mediana exigencia o de alta calidad y resistencia, como SAE/AISI: O1, O2, A2, D2, D3, D6, para aquellas herramientas dedicadas a procesos de alta producción, todos ellos, materiales que. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(44) Diseño de los elementos a normalizar. 26. ________________________________________________________________________________________________________________________________________________. cumplen con las tres propiedades más importantes en la selección de aceros para trabajos en frío: tenacidad, resistencia al desgaste y dureza. En la norma NF09-0035.1:1977 se establece que la rugosidad superficial 1.6. Sistema de guiado: Esta función se deja a cargo de cuatro columnas de guiado que van montadas generalmente en la base inferior y sus respectivos bujes, sistema que se encargan de posicionar y centrar las dos partes del troquel, ver figura 4 y 5, anexo 1. La NC 09-02-85 esta norma establece las especificaciones de los bujes guía con ajuste complementario, para las columnas guía escalonadas, propone que los bujes se realizaran de acero 20, acero 18 Cr Mn Ti, fundiciones grises FG 25. Para el acero 20 cementar de 0,8 a 1,2 mm de profundidad y una dureza de HRC 45…58 y para el acero 18 Cr Mn Ti cementar 1,5 mm de profundidad como mínimo y una dureza de HRC 48…52. La norma de fábrica NF09-0035.1:1977 plantea que para los bujes y columnas guías se puede utilizar un acero 18 XGT, acero 20 con una dureza HRC 58…62 y sementarlos de 0,5 a 0,8 mm de profundidad. La rugosidad superficial será de será de 0.4 según la NC 09-02-85 con una tolerancia de H7. En la norma NF09-0035.1:1977 se establece una rugosidad superficial de 0,8. Punzones: La elección de los aceros para su fabricación se hace según su función, para los punzones de corte se emplean materiales de alta resistencia al desgaste y con muy buena conservación del filo, por ejemplo el SAE/AISI: D6 o D3, que pueden alcanzar una dureza de 62-64 HRc. La norma de fábrica NF09-0035.1:1977 establece la utilización de aceros tipo Y10A, X, X12M, Y8A* o 8XF* con una dureza de HRC 54…58 y se establece una rugosidad superficial de 0.8.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(45) Diseño de los elementos a normalizar. 27. ________________________________________________________________________________________________________________________________________________. Porta matriz: El acero se elige según el número de piezas a fabricar, puede ser hierro A36 o SAE/AISI: 1045, para grandes producciones se prefieren materiales con mayor dureza, templabilidad y resistencia al desgaste como el SAE/AISI: D2, que después de templado puede alcanzar una dureza de 62-64 HRc. Un análisis de las recomendaciones de la NF.EINPUD, arroja que utiliza básicamente las recomendaciones de la NC. La norma de fábrica NF09-0035.1:1977 referida en el trabajo es la diseñada por la Fabrica Instrumentar Miguel Saavedra. 2.2- Planos de las piezas a normalizar. La normalización de piezas para la fabricación de troqueles ha reportado a la industria mecánica y eléctrica cuantiosos beneficios; especialmente a los recursos humanos que en ellas intervienen. Facilita el trabajo de los diseñadores pues ahorra tiempo. Mediante la utilización continuada de las normas se obtiene cierta experiencia en cuanto al dominio de las acciones y operaciones para la fabricación de los elementos normalizados que contribuyen a aumentar la productividad del trabajo. (7) Como parte de las tareas planteadas en el presente trabajo y a solicitud de la dirección técnica del Taller de Moldes y Troqueles de la EINPUD, el autor diseño en Solid Works los principales componentes para troqueles de corte (según pedido del equipo de diseñadores del taller) y mediante la aplicación de la herramienta “Configuraciones”, que permite crear múltiples variaciones de diseño de una pieza o ensamblaje, dentro de un único documento. Las configuraciones proporcionan una manera conveniente de desarrollar y gestionar familias de modelos con distintas cotas, componentes, u otros parámetros.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(46) Diseño de los elementos a normalizar. 28. ________________________________________________________________________________________________________________________________________________. En la carpeta “Piezas Normalizadas” (se anexa al trabajo) aparecen los ficheros de Solid Works donde se encuentran las representaciones anteriormente mencionadas.. 2.2.1. Secuencia de trabajo para aplicar herramienta “Configuraciones.” 1) Ejecutar el programa Solid Works. 2) Haga clic en el icono Abrir. 3) En el cuadro de diálogo Abrir: a) Seleccione la pieza. Como se muestra en la figura II.1.. Figura II.1: Aplicación de la herramienta “Configuraciones”.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(47) Diseño de los elementos a normalizar. 29. ________________________________________________________________________________________________________________________________________________. b) En Configuraciones, seleccione la configuración deseada (figura II.2). c) Haga clic en la configuración deseada. d) De esta manera se visualiza la pieza deseada (ver anexo 2, figura 6).. Figura II.2: Aplicación de la herramienta “Configuraciones”.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(48) Diseño de los elementos a normalizar. 30. ________________________________________________________________________________________________________________________________________________. 2.3- Conclusiones parciales.. 1- En la Norma de Fábrica de la EINPUD se utilizan básicamente las recomendaciones de la NC. 2- En la carpeta “Piezas Normalizadas” (que se anexa al trabajo) se presenta el resultado de la digitalización, haciendo uso del Solid Works, de las partes del troquel de corte propuestas por la dirección técnica del taller de Moldes y troqueles, así como una base de datos con las dimensiones de cada pieza. La herramienta “Configuraciones” permite el hipervínculo entre la base de datos y el plano de pieza. 3- En el capítulo se presentan las recomendaciones de materiales, tratamientos térmicos y termoquímicos recomendados para cada una de las piezas.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(49) CAPÍTULO III METODOLOGÍA DE TRABAJO PARA EL DISEÑO DE UN TROQUEL DE CORTE.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(50) Metodología de trabajo para el diseño de un troquel de corte. 32. ________________________________________________________________________________________________________________________________________________. CAPÍTULO III: METODOLOGÍA DE TRABAJO PARA EL DISEÑO DE UN TROQUEL DE CORTE. 3.1- Metodología de para el diseño de un troquel de corte. Para la implementación de una metodología para el diseño de troqueles de corte, fueron revisadas varias propuestas, de ellas, según opinión del autor de este trabajo, la más completa es la presentada por la Dr.C Ing. Guiselda Fernández Levy (6), que plantea la siguiente secuencia de trabajo: 1. Verificación del plano. a) Es necesario chequear los radios de empalme, para este chequeo se trabaja con la tabla 1. (anexo 1) b) Hay que determinar las tolerancias de todas las dimensiones de la pieza utilizando las tablas: tabla 3, tabla4, tabla5, tabla7, tabla 8. (anexo 1) c) Verificación de los diámetros mínimos a punzonar; es necesario utilizar la tabla 2. (anexo 1) d) Se debe realizar la verificación de las distancias entre los agujeros a punzonar y las distancias entre agujeros y el contorno exterior de la pieza se utiliza la tabla 6. (anexo 1) 2. Selección del troquel a utilizar. Para la selección del tipo de troquel se debe utilizar las tablas: tabla 9 y tabla 10. (anexo 1) 3. Cálculo de la disposición de corte u ordenamiento. a) Determinación del paso (P): el paso es ancho de la pieza en la dirección del largo de la tira y la distancia pieza-pieza. b) Determinación del ancho de la banda(B):. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(51) Metodología de trabajo para el diseño de un troquel de corte. 33. ________________________________________________________________________________________________________________________________________________. para ordenamiento sencillo: (III.1). B: ancho de la banda. M1: distancia pieza borde (pb) LN: longitud nominal de la pieza. c) Determinación de la cantidad de piezas por banda. (III.2). LN: longitud de la banda P: paso Después se pasa a calcular la cantidad de piezas por chapa (. ). Para esto es. necesario calcular la cantidad de bandas por chapa tanto para cortes transversales como longitudinales:. corte transversal: (III.3). L: longitud de la chapa B: ancho de la banda. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(52) Metodología de trabajo para el diseño de un troquel de corte. 34. ________________________________________________________________________________________________________________________________________________. corte longitudinal:. (III.4). A: ancho de la chapa B: ancho de la banda. De esta forma se obtiene: (III.5). Si el ordenamiento es opuesto, doble o triple se calcula de la siguiente forma:. (III.6). (III.7). L: longitud de la banda X1 y X2: longitud necesaria para obtener la primera pieza en cada fila respectivamente. De esta forma se obtiene:. (III.8) ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(53) Metodología de trabajo para el diseño de un troquel de corte. 35. ________________________________________________________________________________________________________________________________________________. Conociendo la cantidad de piezas por chapa se determina el coeficiente el coeficiente de aprovechamiento del material. (III.9). a: área de la pieza A: área del semiproducto 4. Ubicación de los punzones. La ubicación de los punzones consiste en marcar la posición y forma el diseño de la pieza. 5. Determinación del centro de fuerza. Método analítico: (III.10). Coordenadas buscadas, mm Cada una de las fuerzas aplicadas al punzón. Coordenadas en X Y del centro de fuerza.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(54) Metodología de trabajo para el diseño de un troquel de corte. 36. ________________________________________________________________________________________________________________________________________________. 6. Cálculo del juego de corte. La tabla 14 (anexo 1) da el valor del juego de corte en función del espesor de la chapa y del material, además se puede calcular por la siguiente formula:. (III.11). para S. (III.12). μ=. para S. μ: juego de corte unilateral, mm S: espesor de la chapa, mm : resistencia al corte del material, 7. Dimensionamiento de los elementos cortantes del troquel. Para el recortado: (III.13). LM. L M: dimensiones de la matriz, mm LN: dimensión nominal de la pieza, mm δ: tolerancia de fabricación de la matriz o el punzón, mm se puede tomar como. o. de la tolerancia de la pieza. Δi: desviación inferior para la dimensión de la pieza analizada. μ: juego de corte unilateral. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(55) Metodología de trabajo para el diseño de un troquel de corte. 37. ________________________________________________________________________________________________________________________________________________. Para el punzonado:. (III.14). LP. fe: factor de recuperación elástica, mm (página 40 Herramientas de Conformar) Lp y LM: dimensiones del punzón y la matriz respectivamente, mm LN: dimensiones nominal de la pieza, mm δ: tolerancia de fabricación de la matriz o el punzón, mm se puede tomar como. o. de la tolerancia de la pieza.. 8. Selección de los materiales de los componentes del troquel. La selección del material se realiza por la NC 09-03. 9. Cálculo de la matriz. Para seleccionar la placa matriz hay que calcular su superficie de trabajo. Se debe utilizar la tabla 15 (anexo 1). (b2 x L1). (III.15). b2: distancia entre reglillas, mm A: medida nominal del ancho de la banda, mm. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(56) Metodología de trabajo para el diseño de un troquel de corte. 38. ________________________________________________________________________________________________________________________________________________. Δi: tolerancia del ancho de la banda de acuerdo al corte, mm. Se puede tomar del Libro de Herramientas de Conformado de la tabla de 15 página 57, se toma el valor nominal. E: Valor extra de acuerdo con el espesor de la chapa, mm. Se puede tomar del Libro de Herramientas de Conformado de la tabla de 16 (anexo 1) página 58. Herramientas de Conformado.. La longitud L1 es la longitud entre los agujeros correspondientes a los punzones más distantes, más 15 a 20 mm a ambos lados. El conjunto inferior se busca con ayuda de las tablas que se encuentran en las páginas 5156 del Libro Herramientas de Conformado.. Si los valores calculados de (b2 x L1) no se encuentran en las tablas se debe utilizar la tabla 16 (anexo 1), todos los valores calculados deben llevarse a números preferidos según la serie R40. La altura de la reglilla y la cabeza del tope se seleccionan por la tabla 17 (anexo 1). 10. Selección de los casquillos de corte. Algunas variantes se encuentran en la página 46 del libro de Herramientas de Conformado. 11. Angulo de salida de la matriz. En la tabla 18 (anexo 1) se dan las recomendaciones necesarias. 12. Punzones de corte. En la NC aparecen los punzones redondos normalizados hasta 50 mm, NC 09-46 a 09-51. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(57) Metodología de trabajo para el diseño de un troquel de corte. 39. ________________________________________________________________________________________________________________________________________________. La elección se hace en base a los criterios del diseñador.. 13. Selección de las columnas. Las columnas se seleccionan por la NC 09-13. 14. Selección de los bujes. Los bujes se pueden encontrar en la NC 09-14. Los bujes se eligen al gusto del diseñador. 15. Selección del vástago. Se pueden seleccionar por la NC 09-15, la selección es a gusto del diseñador pero las dimensiones se hacen de acuerdo con el tipo de prensa ver tabla 1 de la NC 09-15. 16. Selección del conjunto superior. El porta punzón debe de estar en correspondencia con las dimensiones de la porta matriz. Para su selección se debe emplear las normas que aparecen en las páginas 65 y 67 del texto Herramientas de Conformado de M. Mallo. (11) Si la base se hace de acero y la. es mayor de 180. apoyo; lo mismo ocurre si la base superior fuera de Hofo y la El valor de. hay que colocar placa de mayor de 90. .. se calcula por la siguiente expresión:. (III.16) ,. Fc: fuerza de corte del punzón, N Aap: área de apoyo de la cabeza de la cabeza del punzón,. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(58) Metodología de trabajo para el diseño de un troquel de corte. 40. ________________________________________________________________________________________________________________________________________________. 17. Selección de los elementos encargados de dar o asegurar el paso. Para la selección de los topes fijos se utiliza las NC 09-43 y NC 09-44, estos topes no tienen que ser necesariamente normalizados. Los topes iniciales aparecen en la NC 09-52, los localizadores se seleccionan en base al diámetro de los agujeros punzonado. 18. Cálculo de la fuerza de corte y el trabajo para la selección de la máquina. La fuerza de corte se calcula por la expresión siguiente:. (III.17). : resistencia al corte del material, LT: perímetro de recortado más el perímetro de punzonado S: espesor del material, mm 1.3: coeficiente para evitar la sobrecarga de la máquina. Para calcular el trabajo se emplea la siguiente expresión: (III.18). W. FC: fuerza de corte total, N X: coeficiente que depende del tipo de material 0.7: material blando 0.6: material duro 0.5: material muy duro S: espesor del material, mm. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(59) Metodología de trabajo para el diseño de un troquel de corte. 41. ________________________________________________________________________________________________________________________________________________. 19. Elección del tipo de máquina. Para la selección de la prensa se utilizan las tablas 20 y 21 (anexo 1).. 20. Cálculos económicos. Para esto se puede servir de guía las orientaciones dadas en el texto Herramientas de Conformado (11) página 75. También es conveniente realizar el costo de producción del troquel con la metodología empleada en la Fábrica Miguel Saavedra. (10). 3.1.1- Comparación de la metodología propuesta con otras metodologías. En el estudio de las metodologías planteadas fueron encontradas algunas diferencias que se considera importante destacar. I.. En el trabajo presentado por Miguel Ángel Archundia López (2) se propone el cálculo de la fuerza de extracción. Este autor plantea que La pieza troquelada debe ser desalojada por la parte inferior de la matriz, atravesando la zona de corte antes de encontrar el desahogo y posteriormente caer. La fuerza de extracción de la pieza se opone a la fuerza de corte, debido a esto, la fuerza debe sumarse a la fuerza de corte. Esta fuerza de extracción se relaciona con la de corte y oscila desde el 2.5 % hasta el 20% de acuerdo al espesor de la chapa. La Tabla III.1 muestra los porcentajes aplicados a los espesores de lámina más utilizados.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(60) Metodología de trabajo para el diseño de un troquel de corte. 42. ________________________________________________________________________________________________________________________________________________. Tabla III.1: Porcentajes aplicados a los espesores de lámina más utilizados.. II.. Espesor (mm). Fuerza de corte (%). 0-1. 5-8. 1-2.5. 8-10. 2.5-4. 10-12.5. 4-6. 12-16. También este autor propone un método interesante para el dimensionamiento de la tira, en este caso recomienda que para diseñar un troquel es necesario dibujar la tira metálica exactamente como aparecerá después de que todas las operaciones de troquelado han sido realizadas. Se le llamará tira de desecho o sobrante. Para que tenga éxito, el diseño de la tira debe seguir un procedimiento definido que nos asegura que nada ha sido omitido o dejado a la suerte. La mayor parte del costo de troquelado es el material, por lo tanto la economía es un factor muy importante a considerar. El método empleado para posicionar la pieza en la tira metálica influencia directamente en el éxito o fracaso de cualquier proceso de troquelado. La pieza debe colocarse de tal manera que se utilice la mayor área de la tira. Es importante que se apliquen las distancias correctas no solo entre piezas, sino entre ellas y las orillas de la tira metálica. Distancias excesivas conllevan a un desperdicio de material. Distancias insuficientes son causas de posibles fracturas en la tira de desperdicio debido a la debilidad de ésta, lo que ocasiona retraso en la línea de producción.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(61) Metodología de trabajo para el diseño de un troquel de corte. 43. ________________________________________________________________________________________________________________________________________________. Figura III.1: Clasificaciones de las periferias de piezas que determinan las tolerancias permitidas. 1. Líneas curveadas. Para estas, dimensiones A están dadas por una mínima distancia del 70% del espesor de la tira T. 2. Orillas rectas. Las dimensiones B y B’ dependen de las dimensiones L y L’, respectivamente: Donde L o L’ es menos que 2 ½ pulgadas (63.5 mm), B o B’ = 1T, respectivamente. Donde L o L’ es de 2 ½ a 8 pulgadas (63.5 a 203 mm), B o B’ = 1 ¼ T, respectivamente. Donde L o L’ es mayor a 8 pulgadas (203 mm), B o B’ = 1 ½ T, respectivamente. 3. Curvas paralelas. Para trabajar con curvas paralelas, aplica la misma regla que orillas rectas: Donde L es menos de 2 ½ pulgadas (63.5 mm), C = 1T. Donde L es de 2 ½ a 8 pulgadas (63.5 a 203 mm), C = 1 ¼ T. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
(62) Metodología de trabajo para el diseño de un troquel de corte. 44. ________________________________________________________________________________________________________________________________________________. Donde L es mayor a 8 pulgadas (203 mm), C = 1 ½ T. 4. Curvas agudas adyacentes. Esto genera un punto focal para fracturas. La distancia mínima D permitida es 1 ¼ T.. III.. En la página 34 del trabajo presentado por Miguel Ángel Archundia López (2) se presenta el cálculo de la vida útil, el ingeniero plantea: que en el proceso de troquelado, la matriz presenta un desgaste continuo por los impactos a los que está expuesta, por lo tanto es necesario considerar la vida útil que tendrá la pieza. Se determina el espesor que presenta la matriz antes del ángulo de salida de las piezas, este espesor servirá para hacer afilados o rectificados durante la vida útil de la matriz. El valor normalmente es dos o tres veces el espesor de la lámina a cortar.. Vida Útil = 2t o 3t. (III.19). t: espesor de la lámina a cortar. Figura III.2: Corte transversal de la matriz mostrando la vida útil y el ángulo de escape.. ________________________________________________________________________________________________________________________________________________. Metodología para el diseño de un troquel de corte.
Figure


+7





Documento similar