“PROPUESTA DE MEJORAMIENTO DEL PROCESO LOGÍSTICO DE GESTIÓN DE ALMACENES EN LA EMPRESA INEMFLEX S.A.S.”
CRISTIAN JAIR HERRERA PERALTA
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS FACULTAD DE INGENIERIA
PROYECTO CURRICULAR INGENIERIA INDUSTRIAL BOGOTA D.C
“PROPUESTA DE MEJORAMIENTO DEL PROCESO LOGÍSTICO DE GESTIÓN DE ALMACENES EN LA EMPRESA INEMFLEX S.A.S.”
CRISTIAN JAIR HERRERA PERALTA
Trabajo de grado presentado como requisito para optar por el título de Ingeniero Industrial
Directo Interno. MBA Ing Flor de María Umaña Villamizar
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS FACULTAD DE INGENIERIA
PROYECTO CURRICULAR INGENIERIA INDUSTRIAL BOGOTA D.C
Tabla de Contenido
1. GENERALIDADES DEL PROYECTO ... 9
1.1. TITULO. ... 9
1.2. JUSTIFICACIÓN ... 9
1.3. OBJETIVOS ... 9
1.3.1. Objetivo General... 9
1.3.2. Objetivos Específicos... 9
2. MARCO REFERENCIAL ... 10
2.1. MARCO INSTITUCIONAL ... 10
2.1.1. Reseña histórica de la empresa ... 10
2.2.1. Definiciones Logística ... 12
2.2.2. Proceso logístico de Gestión de almacenes almacenamiento: ... 12
2.2.3. Sistema de gestión de almacenes (SGA): ... 13
2.2.4. Estudio de métodos: ... 14
2.2.5. Estudio de tiempos: ... 15
2.3. MARCO NORMATIVO ... 17
2.4. MARCO LEGAL... 18
3. DIAGNOSTICO ... 18
3.1. DESCRIPCIÓN Y ANÁLISIS DE LA SITUACIÓN ACTUAL DE LA EMPRESA. ... 18
3.1.1. Maquinaria y equipo de almacenamiento: ... 18
3.2. DESCRIPCIÓN DE LOS PROCESOS QUE COMPRENDIEN LA GESTIÓN DE ALMACENES. ... 19
3.2.1. Ingreso de Materias Primas e Insumos. ... 19
3.2.2. Salida de Materias primas, insumos y producto terminado. ... 20
3.3. PLANO DE LA EMPRESA... 20
4.1. ESTUDIO DE MÉTODOS. ... 21
4.1.1. Ingreso de Materias primas e insumos. ... 21
4.1.2. Salida de Materias primas, insumos o producto terminado. ... 25
4.2. ESTUDIO DE TIEMPOS. ... 27
4.2.1. Muestra inicial: ... 27
4.2.2. Determinación del tamaño de la muestra. ... 30
4.2.3. Calculo del tiempo NORMAL ... 31
4.2.4. Calculo del tiempo ESTÁNDAR ... 33
5. ANALISIS DE LOS DATOS OBTENIDOS ... 34
5.1. PROBLEMAS ENCONTRADOS EN LA EMPRESA ... 34
5.2. RESUMEN DE PROBLEMAS CON SU POSIBLE SOLUCIÓN ... 36
6. PROPUESTA DE MEJORA ... 37
6.1. PROPUESTAS ... 37
6.1.1. Señalización de las áreas del almacén: ... 37
6.1.2. Implementación de un código de ubicación: ... 38
6.1.3. Aplicativo informático para la gestión del almacén. ... 39
6.1.4. Rediseño de los procesos de ingreso y salida de material. ... 39
6.1.5. Implementación de un sistema de video-vigilancia y control. ... 41
6.1.6. Restricción del paso al almacén... 42
6.2. RESULTADOS DE LAS PROPUESTAS. ... 43
7. ANALISIS FINANCIERO ... 45
7.1. Determinación de la inversión necesaria para desarrollar las propuestas ... 45
7.2. Determinación del ahorro y los beneficios que conllevan la implementación de la propuesta ... 45
7.3. Análisis financiero ... 47
8. PROGRAMA DE IMPLEMENTACION DE LA PROPUESTA ... 49
8.1. Actividades necesarias para implementación de las propuestas. ... 49
8.2. Cronogramas de las actividades para la implementación. ... 50
CONCLUSIONES ... 51
RECOMENDACIONES ... 51
BIBLIOGRAFIA ... 52
ANEXOS ... 53
Índice de Ilustraciones
Ilustración 1. Organigrama de la empresa Inemflex ... 11
Ilustración 2. Plano primer piso empresa Inemflex ... 20
Ilustración 3. Diagrama de flujo Ingreso Actual ... 22
Ilustración 4. Cursograma analítico Ingreso Actual ... 23
Ilustración 5. Diagrama de recorrido Ingreso Actual... 24
Ilustración 6. Diagrama de flujo Salida Actual ... 25
Ilustración 7. Cursograma analítico Salidas Actual ... 26
Ilustración 8. Diagrama de recorrido Salida Actual ... 27
Ilustración 9. Plano de las áreas propuestas ... 37
Ilustración 10. Ejemplo del código de ubicación en el Rack A ... 38
Ilustración 11. Ubicación del sistema de video vigilancia y control ... 41
Índice de Ecuaciones
Ecuación 1. Ecuación método estadístico ... 16
Ecuación 2. Calculo del tiempo Normal o Básico ... 16
Ecuación 3. Adición de los suplementos ... 17
Ecuación 4. Calculo del tiempo estándar ... 17
Ecuación 5. Calculo de tiempo promedio de las observaciones ... 31
Índice de Tablas
Tabla 1. Símbolos diagrama de flujo ... 15
Tabla 2. Maquinaria y equipo de almacenamiento de la empresa ... 19
Tabla 3. Relación No – Actividad Ingreso Actual ... 24
Tabla 4. Relación No – Actividad Salida Actual ... 26
Tabla 5. Muestra inicial Ingreso Material ... 28
Tabla 6. Muestra Inicial Salida Materi... 29
Tabla 7. Calculo del número de observaciones Ingreso... 30
Tabla 8.Calculo del número de observaciones Salida ... 31
Tabla 9. Cálculo del valor del ritmo de trabajo ... 31
Tabla 10. Tiempos normales de las actividades de entrada de material ... 32
Tabla 11. Tiempos normales de las actividades de salida de material... 32
Tabla 12. Determinación de los suplementos ... 33
Tabla 13. Tiempos estándar de las actividades de entrada de material ... 34
Tabla 14. Tiempos estándar de las actividades de salida de material ... 34
Tabla 15. Numero de etiquetas de ubicación necesarias ... 39
Tabla 16. Comparación proceso actual y propuesto Ingreso de material ... 40
Tabla 17. Comparación proceso actual y propuesto Salida de material ... 41
Tabla 18. Resultados de las propuestas en el proceso de Ingreso de material ... 43
Tabla 19. Indicadores de los resultados Ingreso de Material ... 43
Tabla 20. Resultados de las propuestas en el proceso de Salida de material ... 44
Tabla 21. Indicadores de los resultados Salida de Material ... 44
Tabla 22. Inversión individual y global de cada una de las propuestas ... 45
Tabla 23. Salario y tiempos ... 45
Tabla 24. Salario y Auxilio de transporte ... 46
Tabla 25. Calculo de los Aportes parafiscales ... 46
Tabla 26. Calculo de las prestaciones sociales ... 46
Tabla 27. Calculo de la seguridad social ... 46
Tabla 28. Calculo del costo por minuto del encargado ... 47
Tabla 29. Calculo del ahorro MINIMO mensual en el proceso de Ingreso de material ... 47
Tabla 30. Calculo del ahorro MINIMO mensual en el proceso de Salida de material ... 47
Tabla 31. Flujo de fondos inversiones prioritarias ... 48
Tabla 32. Indicadores financieros inversiones prioritarias... 48
Tabla 33. Flujo de fondos inversiones totales ... 48
9 PROPUESTA DE MEJORAMIENTO DEL PROCESO LOGÍSTICO DE GESTIÓN
DE ALMACENES EN LA EMPRESA INEMFLEX S.A.S.
1. GENERALIDADES DEL PROYECTO 1.1. TITULO.
Propuesta de mejoramiento del proceso logístico de gestión de almacenes en la empresa InemFlex S.A.S.
1.2. JUSTIFICACIÓN
La gestión de almacenes se define como el proceso de la función logística que trata de la recepción, el almacenamiento y el movimiento dentro de un mismo almacén hasta un punto de consumo de cualquier producto, así como el tratamiento e información de los datos generados (Price Waterhouse Coopers, s.f).
La gestión de almacén es uno de los aspectos fundamentales del sector comercial, tan importante como las instalaciones y la calidad de productos y servicios de la empresa. De hecho, el costo de posesión, administración y mantenimiento de un almacén esta frecuentemente entre un 2% y un 5%. (Frazelle, 2002).
Teniendo en cuenta que algunos de los objetivos de la gestión de almacenes son; garantizar el suministro continuo y oportuno de materiales y medios de producción requeridos para asegurar la producción de forma ininterrumpida, reducir costos y minimizar las operaciones de manipulación y transporte, se resalta la importancia y la necesidad de establecer propuestas de mejoramiento de la gestión de almacenes en la empresa, con el fin de cumplir dichos objetivos y mejorar el rendimiento, ahorrando tiempo y costos.
También es importante resaltar los posibles beneficios adicionales que traería la implementación de una propuesta que mejore la gestión de almacenes dentro de la cuales cabe resaltar; La reducción de tareas administrativas, la agilidad del desarrollo del resto de procesos logísticos, el mejoramiento de la calidad de los productos, la optimización de costos, la reducción de los tiempos de proceso no solo en almacenes sino en toda la cadena de suministro, y el aumento de la satisfacción del cliente.
1.3. OBJETIVOS 1.3.1. Objetivo General
Diseñar una propuesta de mejoramiento del proceso logístico de gestión de almacenes en la empresa Inemflex S.A.S a través de herramientas que permitan la reducción del tiempo de localización de inventarios en el almacén.
1.3.2. Objetivos Específicos
10
Hacer un diagnóstico de la situación actual del proceso logístico de gestión de almacenes, para así identificar y confirmar las causas de los problemas.
Definir una propuesta estructurada de mejoramiento para la gestión de almacenes que incluya las herramientas ingenieriles necesarias para garantizar la disminución de los tiempos de localización, el flujo continuo hacia los otros procesos de la empresa y las condiciones de seguridad óptimas.
Realizar un análisis financiero donde se establezca la relación beneficio costo entre la situación propuesta y la situación actual.
Proponer un plan de implementación que de las directrices para que la empresa pueda adoptar la propuesta y definir los indicadores para hacer el seguimiento y asegurar el éxito de la implementación.
2. MARCO REFERENCIAL 2.1. MARCO INSTITUCIONAL
2.1.1. Reseña histórica de la empresa
Hace 26 años se dio inicio a la empresa INEMFLEX S.A.S. como una iniciativa empresarial ante las necesidades de la industria colombiana de obtener materiales de buena calidad a bajo costo, evitando así los innumerables percances que produce un empaque flexible en mal estado, sobre todo en la industria de alimentos.
En los inicios, la empresa fue una sociedad limitada pero en la actualidad se mantiene como una sociedad por acciones simplificadas.
La empresa ha sufrido una serie de cambios que han redundado en una infraestructura adecuada para el volumen de producción y sus necesidades administrativas. Hacia los años de 1987 se inició en una bodega ubicada en la Carrera 30A Nº 5b-16, doce años más tarde se trasladó a una bodega de mayor dimensión ubicada en la Cra 35 Nº 4-28. Actualmente la sede de Inemflex S.A.S. se ubica en la Calle 23 No 116-31 Parque Industrial Puerto Central, en la cual se encuentra funcionando la planta de producción y oficinas del área administrativa.
Desde su creación Inemflex S.A.S. se ha caracterizado por su constante crecimiento y desarrollo; gracias a la aceptación del producto en el mercado, la empresa ha importado maquinaria más moderna y de mayor capacidad lo que garantiza una producción más eficiente. Se cuenta con personal capacitado, con experiencia y motivado lo cual ha llevado a la implementación de uno de los referentes normativos más importantes en la actualidad la ISO 9001:2008.
INEMFLEX S.A.S. se ha distinguido en estos 26 años por su calidad, pensando siempre en el consumidor final. Cada producto de la compañía lleva un sello de responsabilidad por la calidad, por la seguridad del consumidor, se caracteriza.
2.1.2. Misión
11 2.1.3. Visión
INEMFLEX S.A.S, para el año 2016, logrará una rentabilidad del 5% y para el 2017 del 10% apoyándose en el mejoramiento continuo de sus procesos.
2.1.4. Política de Calidad.
INEMFLEX S.A.S. produce empaques flexibles cumpliendo con los requisitos establecidos por el cliente y garantizando su satisfacción, con calidad y oportunidad, logrando así el mejoramiento continuo de nuestros procesos. Para alcanzar estos propósitos contamos con:
Personal Competente y Capacitado.
Proveedores Calificados.
Infraestructura y Equipos Adecuados.
2.1.5. Objetivos de Calidad.
Cumplir con las entregas de los pedidos con oportunidad y la calidad requerida.
Aumentar la percepción del cliente con relación a los productos ofrecidos.
Mejorar el desempeño de los procesos.
Aumentar la competencia del personal.
Contar con Proveedores Calificados.
Garantizar equipos adecuados para la producción.
2.1.6. Organigrama
12 2.2. MARCO TEÓRICO
2.2.1. Definiciones Logística
A continuación se recopilan algunas de las definiciones más importantes y conocidas de logística, citando a los autores más importantes en este campo a nivel internacional:
Sahid C. “Una disciplina que tiene como misión diseñar, perfeccionar y gestionar un sistema capaz de integrar y cohesionar todos los procesos internos y externos de una organización, mediante la provisión y gestión de los flujos de energía, materia e información, para hacerla viable y más competitiva, y en últimas satisfacer las necesidades del consumidor final”. Logística pura más allá de un proceso logístico, Colección Logística Corporación John F. Kennedy, 1998.
Douglas M. Lambert, M. Cooper, J. D. Pagh. “La parte de la gestión de la cadena de suministro (Supply Chain Management, SCM) que planifica, implementa y controla el flujo eficiente y efectivo de materiales y el almacenamiento de productos, así como la información asociada desde el punto de origen hasta el de consumo, con el objeto de satisfacer las necesidades de los clientes”. Supply Chain Management: Implementation Issues and Research Opportunities, The International Journal of Logistics Management. Vol.9, nº 2, páginas 1-19, 1998.
Ronald H. Ballou. «es todo movimiento y almacenamiento que facilite el flujo de productos desde el punto de compra de los materiales hasta el punto de consumo, así como los flujos de información que se ponen en marcha, con el fin de dar al consumidor el nivel de servicio adecuado a un costo razonable». Business Logistics Management, Cuarta edición, 1999.
2.2.2. Proceso logístico de Gestión de almacenes almacenamiento:
El almacén es, hoy por hoy, una unidad de servicio y soporte en la estructura orgánica y funcional de una compañía, comercial o industrial, con propósitos bien definidos de custodia, control y abastecimiento de materiales y productos. En la actualidad, lo que antes se caracterizaba como un espacio dentro de la empresa destinado al uso exclusivo de arrume de mercancía, es una estructura clave que provee elementos físicos y funcionales capaces de generar valor agregado.
Gestión de almacenes:
La gestión de almacenes puede definirse como el proceso logístico que se encarga de la recepción, el almacenamiento y el movimiento dentro de un mismo almacén hasta el punto de consumo de cualquier unidad logística, así como el tratamiento de información de los datos generados en cada uno de los procesos.
La gestión de almacenes tiene como principal propósito optimizar un área logística funcional que actúa en dos etapas de flujo como lo son: el abastecimiento y la distribución física, constituyendo por ende la gestión de una de las actividades más importantes para el funcionamiento de la cadena de abastecimiento.
13 de forma ininterrumpida, de tal manera que el flujo de producción de una organización, se encuentra en gran medida condicionado por el ritmo del almacén.
La gestión de almacenes se ubica en el Mapa de Procesos Logísticos entre la Gestión de Inventarios y la Gestión de Pedidos y Distribución.
Objetivos de la gestión de almacenes:
Rapidez de entregas
Fiabilidad
Reducción de costos
Maximización del volumen disponible
Minimización de las operaciones de manipulación y transporte Beneficios:
Reducción de tareas administrativas
Agilidad del desarrollo del resto de procesos logísticos
Optimización de la gestión del nivel de inversión del circulante
Mejora de la calidad del producto
Optimización de costs
Reducción de tiempos de proceso
Nivel de satisfacción del cliente
2.2.3. Sistema de gestión de almacenes (SGA):
Es la denominación atribuida a programas informáticos destinados a gestionar la operativa de un almacén. Proviene de la traducción del término inglés "WMS" (warehouse management system).
Los sistemas de gestión de almacenes tienen como principal objetivo mantener los valores de existencias de los artículos y sus posiciones en el almacén de forma correcta y toda la información de los movimientos de los artículos dentro de un almacén, se logra registrando todos los movimientos físicos del almacén para luego consultarlos en la base de datos. El borrado de registros de la base de datos es uno de los principales errores al crear un sistema transaccional como este.
Para evitar errores es conveniente seguir una serie de prácticas:
Todo artículo tiene que estar identificado con un código
El código del artículo debe ser único y debe ser representando por una etiqueta con su respectivo código.
14
Los operarios de los dispositivos móviles que utilicen para cualquier labor, debe evitar, en la medida de lo posible, el ingreso de información por parte del usuario, por lo que los movimientos dentro del almacén deberán efectuarse preferentemente mediante lectura de códigos de barras o similar
Código de barras:
Es un código basado en la representación de un conjunto de líneas paralelas de distinto grosor y espaciado que en su conjunto contienen una determinada información, es decir, las barras y espacios del código representan pequeñas cadenas de caracteres. De este modo, el código de barras permite reconocer rápidamente un artículo de forma única, global y no ambigua en un punto de la cadena logística y así poder realizar inventario o consultar sus características asociadas.
Formato CODE 128: Code 128 es un código de barras de alta densidad, usado ampliamente para la logística y paquetería. Puede codificar caracteres alfanuméricos o solo numéricos. Con este código es posible representar todos los caracteres de la tabla ASCII, incluyendo los caracteres de control.
2.2.4. Estudio de métodos:
La ingeniería de métodos se puede definir como el conjunto de procedimientos sistemáticos para someter a todas las operaciones de trabajo directo e indirecto, con vistas a introducir mejoras que faciliten más la realización del trabajo y que permitan que este se haga en el menor tiempo posible y con una menor inversión por unidad producida, por lo tanto el objetivo final de la ingeniería de métodos es el incremento en las utilidades de la empresa. Objetivos del estudio de métodos
Mejorar los procesos, procedimientos y la disposición de la fábrica, taller y lugar de trabajo, así como el diseño del equipo e instalaciones.
Economizar el esfuerzo humano para reducir fatiga.
Crear mejores condiciones de trabajo.
Ahorrar el uso de materiales, máquinas y mano de obra. Procedimiento del estudio de métodos
Selección de la tarea o trabajo a mejorar.
Registrar los detalles de las actividades.
Analizar los detalles observados
Realizar un análisis crítico y aportar ideas para un nuevo método.
Aplicación del nuevo método.
Herramientas para el registro de información
15
Gráfico de trayectoria. Llamado también de desplazamientos, nos permite consignar datos cuantitativos sobre movimientos de trabajadoras, materiales o equipos entre cualquier número de puestos y durante cualquier periodo dado de tiempo.
Diagrama de recorrido. Es una representación gráfica de la secuencia de actividades que se presentan en el proceso de producción, con fines analíticos y para ayudar a encontrar y eliminar diferencias entre métodos.
Diagrama de flujo. Nos dicen que cualquier proceso industrial o elaboración de un producto se puede representar por medio de cinco tipos de actividades, cuya denominación símbolo o resultado inmediato se resumen en la siguiente tabla.
Tabla 1. Símbolos diagrama de flujo
2.2.5. Estudio de tiempos:
El estudio de Tiempos es una técnica de medición del trabajo empleada para registrar los tiempos y ritmos de trabajo correspondientes a los elementos de una tarea definida, efectuada en condiciones determinadas y para analizar los datos a fin de averiguar el tiempo requerido para efectuar la tarea según una norma de ejecución preestablecida.
Descomposición de la Operación en Elementos
Lo primero que tiene lugar en la etapa de cronometraje es la descomposición de la operación en elementos, para ello hay que tener una serie de conceptos claros:
Elemento: Elemento es la parte delimitada de una tarea definida que se selecciona para facilitar la observación, medición y análisis.
Ciclo: Ciclo de trabajo es la sucesión de elementos necesarios para efectuar una tarea u obtener una unidad de producción. Comprende a veces elementos casuales. Cálculo del número de observaciones
16
Método Estadístico: El método estadístico requiere que se efectúen cierto número de observaciones preliminares (n'), para luego poder aplicar la siguiente fórmula: NIVEL DE CONFIANZA DEL 95,45% Y UN MÁRGEN DE ERROR DE ± 5%
Ecuación 1. Ecuación método estadístico
Siendo:
n = Tamaño de la muestra que deseamos calcular (número de observaciones)
n' = Número de observaciones del estudio preliminar
Σ = Suma de los valores
x = Valor de las observaciones.
40 = Constante para un nivel de confianza de 94,45%
Valoración del ritmo de trabajo por el método nivelación y cálculo del tiempo normal. Consiste en que a partir del análisis de los micro movimientos se hayan determinado y fijado algunos tiempos de actuación. La suma de los tiempos estimados para todos los micro movimientos en los que se descompone una operación da el tiempo valorado para esta; si en vez de obtener el tiempo valorado (según un rendimiento 100/100) para toda la operación se determina solo el tiempo valorado para un elemento, es posible al comparar este tiempo con el que emplea actualmente el trabajador para efectuar dicho movimiento, determinar la cadencia con la que trabaja este (el operario).
La cifra 100 representa el desempeño estándar. Si el analista opina que la operación se está realizando a una velocidad inferior a la que en su criterio es la estándar, aplicará un factor inferior a 100. Si por el contrario, el especialista opina que el ritmo de trabajo es superior a la norma, aplicará un factor superior a 100.
Al calcular el tiempo corregido (suavizado por la valoración), la valoración registrada es el numerador de una fracción en la que el denominador es la valoración estándar. Asumiendo que como lo hemos recomendado esta valoración estándar es 100, la fracción viene a ser un porcentaje, que al ser multiplicado por el tiempo observado, da la constante denominada tiempo básico o normal.
17 Adición de los suplementos (tiempo concedido por elemento)
En este paso, al tiempo básico o normal se le suman las tolerancias por suplementos concedidos, obteniéndose el tiempo concedido por cada elemento. Se procederá así para cada elemento (Tt = Tiempo concedido elemental):
Ecuación 3. Adición de los suplementos
Tiempo estándar o tipo
En este paso se suman los tiempos totales concedidos para cada elemento que forme parte de una operación, y se obtiene el tiempo estándar por operación.
Ecuación 4. Calculo del tiempo estándar
2.3. MARCO NORMATIVO
Las normas que de alguna manera tendrá incidencia sobre la elaboración de este proyecto en la empresa InemFlex S.A.S son:
NTC - ISO 28000 Esta norma habla sobre los sistemas de gestión de la seguridad para la cadena de suministro. Para montarla en una empresa, es necesario verificar que se cumplan todos los requisitos legales dentro de la misma. (Requisitos generales, Política de gestión de la seguridad, Evaluación de riesgo de seguridad y planificación, Implementación y operación, Verificación y acción correctiva, Revisión por la dirección y mejora continua)
NTC - ISO 9001:2008 Esta norma hace referencia al Sistema de Gestión de Calidad, cuya finalidad es tener mayor eficacia y mejoramiento continuo (cumplimientos) de los procesos, teniendo en cuenta aspectos como los requisitos, la política de calidad, objetivos de calidad, procesos y planes, entre otros.
NTC - ISO 31000:2009 Esta norma hace referencia a la gestión de riesgos, donde lo que busca es reconocer los posibles riesgos existentes dentro y fuera de la organización, y así mismo generar acciones correctivas y preventivas.
NTC 4532. Define la tarjeta de emergencia, documento que contiene información básica sobre la identificación de material peligroso y datos del fabricante, identificación de peligros, protección personal y control de exposición, etc.
18 2.4. MARCO LEGAL
Las leyes colombianas que se deben tener en cuenta para la realización de este proyecto son:
Resolución 2400 de mayo de 1979 “Normas sobre vivienda, higiene y seguridad en los establecimientos de trabajo” Titulo VI, Art 218. Locales de trabajo, los pasillos y patios alrededor de las edificaciones, los patios de almacenamiento y lugares similares, deberán mantenerse libres de basuras, desperdicios y otros elementos susceptibles de encenderse con facilidad. Titulo V. Art 203. Los colores básicos que se emplearan para señalar o indicar los diferentes materiales, elementos, maquinas, equipos, etc. Art 392. Los hombres solo podrán levantar 25 kg de peso y las mujeres 12,5.
Ley 9 del 24 de enero de 1979. Art 91. Los establecimientos industriales deberán tener una adecuada distribución de sus dependencias, con zonas específicas para los distintos usos y actividades, claramente separadas, delimitadas o demarcadas y, cuando la actividad así lo exija tendrán espacios independientes para depósitos de materias primas, elaboración, procesos especiales, depósitos de productos terminados y demás secciones requeridas para una operación higiénica y segura. Art 120. Los vehículos, equipos de izar, bandas transportadoras y demás elementos de manejo y transporte de materiales, se deberá mantener y operar en forma segura. Art 121. El almacenamiento de materiales u objetos de cualquier naturaleza, deberá hacerse sin que se creen riesgos para la salud o el bienestar de los trabajadores o de la comunidad.
3. DIAGNOSTICO
3.1. DESCRIPCIÓN Y ANÁLISIS DE LA SITUACIÓN ACTUAL DE LA EMPRESA.
3.1.1. Maquinaria y equipo de almacenamiento:
A continuación se hace un resumen de los equipos y la maquinaria con la que cuentan los trabajadores en el proceso de almacenamiento:
EQUIPO DESCRIPCIÓN Y USOS CANTIDAD
Montacargas eléctrico
Equipo que sirve para el transporte de materias primas, insumos y productos terminados dentro del almacén, se utiliza principalmente para productos pesados que no se pueden transportar manualmente y para la colocación de estas materias en los niveles superiores de los racks de almacenamiento.
1
Montacargas manual
Equipo que sirve para el transporte de materias primas, insumos y productos terminados dentro del almacén, se utiliza para trasportar cargas livianas y trasportarlas de las áreas de producción al almacén.
1
Racks de almacenamiento
Son estructuras de tres niveles que se utilizan para almacenar de manera vertical las materias primas, insumos y productos terminados, permite aprovechar el espacio volumétrico del almacén.
19 inventarios del almacén, almacenar información necesaria para el buen funcionamiento de dicha área y donde se hacen las etiquetas que maneja la empresa.
1
Tabla 2. Maquinaria y equipo de almacenamiento de la empresa
3.2. DESCRIPCIÓN DE LOS PROCESOS QUE COMPRENDIEN LA GESTIÓN DE ALMACENES.
La gestión de almacenes en la empresa Inemflex está compuesta por dos grandes procesos; el ingreso de materias primas, insumos, producto en proceso y terminado al almacén y la salida o despacho de materias primas a los diferentes procesos productivos y de producto terminado para su transporte final al cliente. Esta información fue tomada a través de los siguientes métodos:
Descripción del operario: Consistió en una serie de preguntas para que el operario describiera con la mayor precisión las actividades que realiza diariamente.
Observación directa: A través de la observación repetitiva de los procesos de hace un listado de actividades y se compara con la información suministrada por el operario.
Grabaciones: Por medio de este medio se toma evidencia de las actividades identificadas a través de la observación directa y sirve como base para tomar los tiempos de dichas actividades.
Con ayuda de los métodos anteriormente mencionados, se hace la siguiente descripción de los procesos.
3.2.1. Ingreso de Materias Primas e Insumos.
20 almacena la materia prima en el almacén (si no hay espacio en los racks, la almacena en los pasillos).
3.2.2. Salida de Materias primas, insumos y producto terminado.
Este proceso comienza cuando el operario comprueba la orden de producción (para materias primas e insumos) o la orden de venta (para producto terminado), después de comprobarla la imprime y se dispone a buscar la ubicación de la materia prima o producto terminado en el registro que tiene el computador en la plantilla de Excel, si no está especificada la ubicación el operario tiene que buscarla en el almacén, (este proceso depende de la memoria y orden del operario), cuando la encuentra registra la salida en el computador, y se dirige a donde está el montacargas, se sube y vuelve a la ubicación de la materia prima o producto terminado, la descarga y se dirige o a la salida o al área productiva (las dos áreas están relativamente cercanas).
3.3. PLANO DE LA EMPRESA
En este apartado aunque la empresa cuenta con cuatro niveles, el único plano que se necesita es el del primer piso, por tal razón solo se pondrá este:
has
21 4. ESTUDIO DE METODOS Y TIEMPOS
4.1. ESTUDIO DE MÉTODOS.
De acuerdo con la descripción realizada en el numeral 3.2, se procedió a hacer los diagramas necesarios para el estudio de métodos.
4.1.1. Ingreso de Materias primas e insumos. 4.1.1.1. Diagrama de flujo.
Imprimir la orden de compra
Comprobar la orden de compra
Dirigirse al montacargas y encenderlo
Dirigirse a la puerta del almacén
Comprobar la materia prima o insumo que acaba de llegar
¿Cumple? Se notifica al superior y se devuelve
Descarga la mataría prima en el montacargas
No
Si
22
Tomar manualmente la información de la
materia prima
Dirigirse al computador
Registrar la información en el computador y
asignar ubicación
Crear la etiqueta no codificada de la la
materia prima
Imprimir la etiqueta
Dirigirse al montacargas
Transporta la materia prima a su lugar de almacenamiento
Almacenar Pegar la etiqueta
23 4.1.1.2. Cursograma analítico.
En el siguiente cursograma, los tiempos que se anexan son los calculados en el numeral 4.2. ESTUDIO DE TIEMPOS.
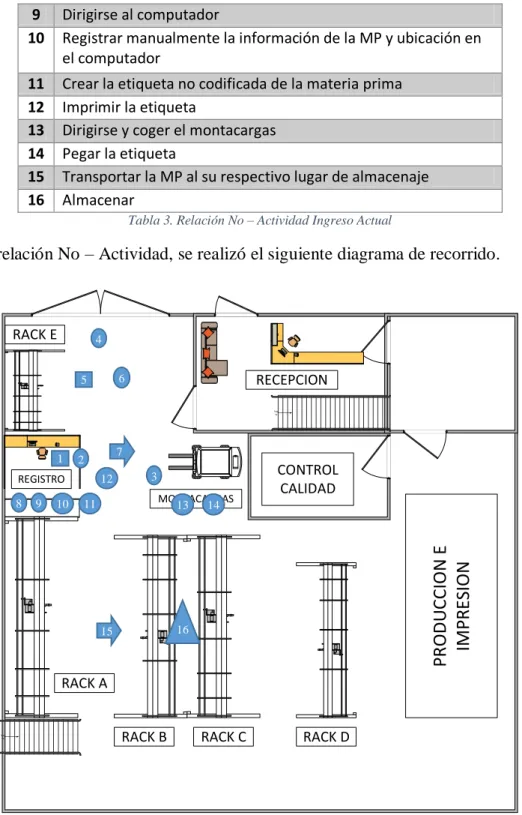
4.1.1.3. Diagrama de recorrido.
Para facilitar la comprensión de este diagrama se realizó la siguiente tabla:
No Actividad
1 Comprobar orden de compra
2 Imprimir orden de compra
3 Dirigirse al montacargas y encenderlo
4 Dirigirse a la puerta de almacén
5 Comprobar la materia prima
6 Descargar la materia prima en el montacargas
7 Llevar la materia prima al área de registro
8 Tomar manualmente la información de la materia prima
24 9 Dirigirse al computador
10 Registrar manualmente la información de la MP y ubicación en el computador
11 Crear la etiqueta no codificada de la materia prima
12 Imprimir la etiqueta
13 Dirigirse y coger el montacargas
14 Pegar la etiqueta
15 Transportar la MP al su respectivo lugar de almacenaje
16 Almacenar
Tabla 3. Relación No – Actividad Ingreso Actual
Con esta relación No – Actividad, se realizó el siguiente diagrama de recorrido.
has
Ilustración 5. Diagrama de recorrido Ingreso Actual
25 4.1.2. Salida de Materias primas, insumos o producto terminado.
4.1.2.1. Diagrama de flujo.
Imprimir la factura u orden de producción Comprobar la factura de venta u
orden de produccion
Buscar la ubicación de la materia prima en el computador si no esta se
hace de forma manual
Registrar en el sistema la salida
Dirigirse al montacargas y encenderlo
Dirigirse a la ubicación
Llevarla a la salida o al área de producción
Descargar la MP
26 4.1.2.2. Cursograma analítico.
En el siguiente cursograma, los tiempos que se anexan son los calculados en el numeral 4.2. ESTUDIO DE TIEMPOS.
Ilustración 7. Cursograma analítico Salidas Actual
4.1.2.3. Diagrama de recorrido.
Para facilitar la comprensión de este diagrama se realizó la siguiente tabla:
No Actividad
1 Comprobar la orden de producción o factura
2 Imprimir la orden de producción o factura
3 Buscar la ubicación de la materia prima en el computador si no esta se hace de forma manual.
4 Registrar en el sistema la salida.
5 Dirigirse al montacargas y encenderlo
6 Dirigirse a su respectivo lugar de ubicación
7 Descargar la MP
8 Llevarla al área de producción o salida
Tabla 4. Relación No – Actividad Salida Actual
27
Ilustración 8. Diagrama de recorrido Salida Actual
4.2. ESTUDIO DE TIEMPOS.
Ya hecho el estudio de métodos con el cual se pudo conocer a profundidad los procesos y las actividades de las que están compuestas, se procedió a tomar los tiempos de cada una de las actividades y así determinar los tiempos estándar
4.2.1. Muestra inicial:
Para este estudio se tomó una muestra inicial de 10 tiempos por cada actividad, a continuación se muestra la actividad y sus respectivos tiempos.
28
6 Descargar la materia prima en el
montacargas 28,03 27,89 29,66 27,09 28,12 29,09 26,08 30,71 28,66 30,93
7 Llevar la materia prima al área de registro 5,13 4,85 4,74 4,37 5,50 5,29 5,18 5,14 5,07 4,39
8 Tomar manualmente la información de la
materia prima 54,33 51,85 55,75 47,88 54,21 53,12 46,05 45,49 55,28 49,77
9 Dirigirse al computador 4,56 4,71 4,69 4,87 4,96 5,60 4,63 5,25 5,62 5,32
10 Registrar manualmente la información de
la MP y ubicación en el computador 98,75 93,67 100,71 99,20 94,45 92,64 97,70 99,20 92,10 97,91
11 Crear la etiqueta no codificada de la
materia prima 92,25 103,85 95,78 106,37 93,50 94,24 106,98 103,85 106,57 91,73
12 Imprimir la etiqueta 4,18 4,04 4,02 3,95 3,78 3,26 4,25 4,11 4,41 3,88
13 Dirigirse al montacargas y encenderlo 5,10 5,16 5,94 4,99 5,46 4,76 5,77 4,65 5,23 5,01
14 Pegar la etiqueta 3,49 3,76 3,78 3,73 3,29 3,14 3,85 3,18 3,20 3,67
15 Transportar la MP al su respectivo lugar de
almacenaje 63,19 65,28 58,98 64,29 58,82 66,68 59,84 65,95 63,27 61,38
16 Almacenar 63,40 63,11 66,50 60,62 65,67 65,03 67,08 61,94 62,42 60,32
Tiempo Total (seg) 573,58 566,68 565,44 579,53 550,16 570,54 572,18 587,60 580,70 561,97
Tiempo Total (min) 9,56 9,44 9,42 9,66 9,17 9,51 9,54 9,79 9,68 9,37
29
2 Imprimir la orden de producción o
factura 5,54 5,41 4,84 5,84 5,44 4,91 5,42 4,80 4,69 4,88
3
Buscar la ubicación de la materia prima en el computador si no esta
se hace de forma manual.
41,74 42,10 49,77 47,20 47,34 37,41 41,27 43,52 45,93 42,31
4 Registrar en el sistema la salida. 22,64 22,61 29,21 25,79 26,19 24,28 24,85 26,33 25,23 23,34
5 Dirigirse al montacargas y
encenderlo 5,10 5,16 5,94 4,99 5,46 4,76 5,77 4,65 5,23 5,01
6 Dirigirse a su respectivo lugar de
ubicación 63,19 65,28 58,98 64,29 58,82 66,68 59,84 65,95 63,27 61,38
30 4.2.2. Determinación del tamaño de la muestra.
Tenido en cuenta la ecuación 1 del marco teórico.
Se calculó el tamaño de la muestra requerida para hacer el estudio de tiempos por medio del método estadístico, si el tamaño de la muestra es mayor a la muestra inicial, se complementa dicha muestra inicial con el número de observaciones necearías para alcanzar el tamaño de la muestra calculado, a continuación se resumen los cálculos en las siguientes tablas:
4.2.2.1. Ingreso de material
No Actividad ∑ 𝒙 ∑ 𝒙𝟐 n
1 Comprobar orden de compra 142,210 2030,34 6,30
2 Imprimir orden de compra 48,566 237,25 9,40
3 Dirigirse al montacargas y encenderlo 52,088 272,84 8,99
4 Dirigirse a la puerta de almacén 211,500 4500,46 9,74
5 Comprobar la materia prima 361,957 13171,25 8,54
6 Descargar la materia prima en el montacargas 286,251 8214,93 4,09
7 Llevar la materia prima al área de registro 49,642 247,68 8,09
8 Tomar manualmente la información de la materia prima
513,726 26523,55 8,01
9 Dirigirse al computador 50,202 253,44 9,04
10 Registrar manualmente la información de la MP y ubicación en el computador
966,330 93466,45 1,49
11 Crear la etiqueta no codificada de la materia prima 995,112 99406,29 6,16
12 Imprimir la etiqueta 39,875 159,88 8,88
13 Dirigirse al montacargas y encenderlo 52,088 272,84 8,99
14 Pegar la etiqueta 35,086 123,82 9,32
15 Transportar la MP al su respectivo lugar de almacenaje
627,670 39471,89 3,04
16 Almacenar 636,088 40511,73 2,01
Tiempo Total (seg) 5708,382 3259578,10 0,50
Tiempo Total (min) 95,14
Tabla 7. Calculo del número de observaciones Ingreso
31 4.2.2.2. Salida de material.
No Actividad ∑ 𝒙 ∑ 𝒙𝟐 n
1 Comprobar la orden de producción o factura 151,608 2307,62 6,36 2 Imprimir la orden de producción o factura 51,768 269,40 8,38 3 Buscar la ubicación de la materia prima en el
computador si no esta se hace de forma manual.
438,583 19356,34 10,05
4 Registrar en el sistema la salida. 250,472 6309,81 9,23
5 Dirigirse al montacargas y encenderlo 52,088 272,84 8,99
6 Dirigirse a su respectivo lugar de ubicación 627,670 39471,89 3,04
7 Descargar la MP 636,088 40511,73 2,01
8 Llevarla al área de producción o salida 627,670 39471,89 3,04
Tiempo Total (seg) 2835,947 804444,86 0,37
Tiempo Total (min) 47,27
Tabla 8.Calculo del número de observaciones Salida
Al igual que en los tiempos de ingreso de material en los tiempos de salida ninguna de las “n” calculadas superaron el número de observaciones iniciales, estas se aceptan para hacer el cálculo de los tiempos estándar.
4.2.3. Calculo del tiempo NORMAL
Para el caculo de los tiempos normales se utilizó la ecuación 2 del marco teórico, pero antes se determinó la VALORACION DETERMINADA DEL RITMO DE TRABAJO, basado en los siguientes factores, dichos valores fueron dados por el analista dependiendo de la capacidad del operario realizando las actividades:
Factor Habilidad Esfuerzo Condiciones Consistencia TOTAL Observación Excelente Excelente Buenas Excelente
Ponderación 25% 25% 20% 25% 95%
Tabla 9. Cálculo del valor del ritmo de trabajo
Teniendo este valor se puede calcular tiempo normal reemplazando los valores de la formula normal, donde:
𝑇𝑖𝑒𝑚𝑝𝑜 𝑁𝑜𝑟𝑚𝑎𝑙 = 𝑇𝑖𝑒𝑚𝑝𝑜 𝑂𝑏𝑠𝑒𝑟𝑣𝑎𝑑𝑜 ∗ 95% 100%
𝑇𝑖𝑒𝑚𝑝𝑜 𝑂𝑏𝑠𝑒𝑟𝑣𝑎𝑑𝑜 =∑ 𝑇𝑖𝑒𝑚𝑝𝑜𝑠 𝑂𝑏𝑠𝑒𝑟𝑣𝑎𝑑𝑜𝑠
10 = 𝑃𝑟𝑜𝑚𝑒𝑑𝑖𝑜 𝑑𝑒 𝑙𝑎𝑠 10 𝑜𝑏𝑠𝑒𝑟𝑣𝑎𝑐𝑖𝑜𝑛𝑒𝑠
Ecuación 5. Calculo de tiempo promedio de las observaciones
32 4.2.3.1. Entrada de material
No Actividad Promedio Tiempo
Normal
1 Comprobar orden de compra 14,22 13,51
2 Imprimir orden de compra 4,86 4,61
3 Dirigirse al montacargas y encenderlo 5,21 4,95
4 Dirigirse a la puerta de almacén 21,15 20,09
5 Comprobar la materia prima 36,20 34,39
6 Descargar la materia prima en el montacargas 28,63 27,19
7 Llevar la materia prima al área de registro 4,96 4,72
8 Tomar manualmente la información de la materia prima 51,37 48,80
9 Dirigirse al computador 5,02 4,77
10 Registrar manualmente la información de la MP y ubicación
en el computador 96,63 91,80
11 Crear la etiqueta no codificada de la materia prima 99,51 94,54
12 Imprimir la etiqueta 3,99 3,79
13 Dirigirse al montacargas y encenderlo 5,21 4,95
14 Pegar la etiqueta 3,51 3,33
15 Transportar la MP al su respectivo lugar de almacenaje 62,77 59,63
16 Almacenar 63,61 60,43
Tiempo Total (seg) 570,84 542,30
Tiempo Total (min) 9,51 9,04
Tabla 10. Tiempos normales de las actividades de entrada de material
4.2.3.2. Salida de material
No Actividad Promedio Tiempo
Normal
1 Comprobar la orden de producción o factura 15,16 14,40
2 Imprimir la orden de producción o factura 5,18 4,92
3 Buscar la ubicación de la materia prima en el computador si
no esta se hace de forma manual. 43,86 41,67
4 Registrar en el sistema la salida. 25,05 23,79
5 Dirigirse al montacargas y encenderlo 5,21 4,95
6 Dirigirse a su respectivo lugar de ubicación 62,77 59,63
7 Descargar la MP 63,61 60,43
8 Llevarla al área de producción o salida 62,77 59,63
Tiempo Total (seg) 283,59 269,41
Tiempo Total (min) 4,73 4,49
33 4.2.4. Calculo del tiempo ESTÁNDAR
Para calcular el tiempo estándar, es necesario adicionarle al tiempo normal los suplementos necesarios, basado en el método de Valoración objetiva con estándares de fatiga que proporciona una tabla (Anexo 1) para calcular los suplementos teniendo en cuenta varios factores, como postura, ruido, iluminación, etc., se determinaron los siguientes suplementos tanto para las actividades de entrada y salida de material al almacén.
Suplementos Valor
Tabla 12. Determinación de los suplementos
Ahora conociendo el valor de los suplementos es posible calcular el tiempo estándar de acuerdo con la ecuación 3 de cada una de las actividades que comprenden el proceso y con la ecuación 4 del proceso total. Así se obtuvieron los siguientes resultados.
4.2.4.1. Ingreso de material.
No Actividad Suplemento
14%
Tiempo Estándar
1 Comprobar orden de compra 1,89 15,40
2 Imprimir orden de compra 0,65 5,26
3 Dirigirse al montacargas y encenderlo 0,69 5,64
4 Dirigirse a la puerta de almacén 2,81 22,91
5 Comprobar la materia prima 4,81 39,20
6 Descargar la materia prima en el montacargas 3,81 31,00
7 Llevar la materia prima al área de registro 0,66 5,38
8 Tomar manualmente la información de la
materia prima 6,83 55,64
9 Dirigirse al computador 0,67 5,44
10 Registrar manualmente la información de la MP
y ubicación en el computador 12,85 104,65
11 Crear la etiqueta no codificada de la materia
prima 13,23 107,77
12 Imprimir la etiqueta 0,53 4,32
34
Tabla 13. Tiempos estándar de las actividades de entrada de material
4.2.4.2. Salida de material.
No Actividad Suplemento
14%
Tiempo Estándar
1 Comprobar la orden de producción o factura 2,02 16,42
2 Imprimir la orden de producción o factura 0,69 5,61
3 Buscar la ubicación de la materia prima en el
computador si no esta se hace de forma manual. 5,83 47,50
4 Registrar en el sistema la salida. 3,33 27,13
5 Dirigirse al montacargas y encenderlo 0,69 5,64
6 Dirigirse a su respectivo lugar de ubicación 8,35 67,98
7 Descargar la MP 8,46 68,89
8 Llevarla al área de producción o salida 8,35 67,98
Tiempo Total (seg) 37,72 307,13
Tiempo Total (min) 0,63 5,12
Tabla 14. Tiempos estándar de las actividades de salida de material
Las actividades resaltadas en ROJO son tiempos unitarios y dependen de la cantidad de material por estiba que entre al almacén en cada proceso.
5. ANALISIS DE LOS DATOS OBTENIDOS
5.1. PROBLEMAS ENCONTRADOS EN LA EMPRESA
Teniendo en cuenta lo estudios de métodos y tiempos, se encontraron los siguientes problemas:
Repetición de actividades
El estudio de métodos permite observar que muchas actividades especialmente los desplazamientos se repiten demasiado, causado principalmente por el mal diseño de los procedimientos.
Falta de un manual de procedimiento o desconocimiento de este
35
Falta de capacitación y actualización de los operarios con el ERP de la empresa La empresa cuenta con un ERP que gestiona toda la información de todas las áreas de la empresa, incluido el almacén, pero dicho programa o cuenta con la información de la ubicación de cada uno de los materiales dentro del almacén por lo que no sirve para ubicar, además los encargados del almacén no saben manejar a profundidad el programa, solo lo básico.
El almacén no cuenta con la debida señalización.
Los racks que componen el almacén no están debidamente señalizados para facilitar la ubicación de algún material ya sea por códigos de ubicación o por tipo de material, por tal motivo los materiales son almacenados arbitrariamente de acuerdo a la experiencia del encargado del almacén.
Falta de compromiso por parte de los cargos superiores.
Aunque algunos de los encargados del almacén han dado sugerencias para mejorar los procesos de almacenaje de material, muchas veces las propuestas no prosperan o quedan a medias por la falta de compromiso de las directivas.
Procesos manuales y falta de tecnología.
El proceso se caracteriza principalmente por la falta de tecnología en la realizaron de este, ralentizando algunos procedimientos y aumentando la posibilidad de cometer un error.
Falta de sistemas de seguridad y control.
El almacén y la planta productiva no cuenta con sistemas de seguridad como cámaras, que además de proporcionar seguridad puedan servir como sistema de control, ya sea del cumplimiento de los procesos, procedimientos y tiempos estipulados o de la producción estipulada.
Demasiado trabajo para una sola persona.
El almacén es de una capacidad considerable para ser manejado y gestionado solo por una persona, aunque la empresa cuenta con un cargo de auxiliar de bodega que ayuda al encargado, en este momento ese puesto no tiene personal asignado, por lo que el encargado tiene que hacer todo por su cuenta.
Falta de delimitación entre el almacén y el área productiva además no contar con un reglamento en el almacén
36 5.2. RESUMEN DE PROBLEMAS CON SU POSIBLE SOLUCIÓN
A continuación de relacionan los problemas encontrados en el almacén y las propuestas generadas para resolver o mitigar dicho problema:
PROBLEMA PROPUESTAS
Repetición de actividades Rediseño del proceso y las actividades que este conlleva para evitar pérdidas de tiempo y repetición de actividades.
Implementación de un sistema de gestión de almacenes que unifique actividades.
No existe un manual de procedimientos o en algunos casos es demasiado complejo para los operarios.
Crear un manual de procedimientos sencillo de entender por los operarios.
Los operarios no están capacitados para manejar el ERP que la empresa maneja.
Crear instructivos sencillos de las plataformas tecnológicas e informáticas que maneja la empresa y las que serán propuestas en este trabajo.
Falta de apoyo por parte de los directivos de la empresa.
Compromiso por parte de las directivas para mejorar el proceso.
Falta de señalización de las áreas del almacén y en general de la empresa.
Manejar un sistema de identificación de cada uno de los estantes o racks para facilitar la ubicación de las materias primas, insumos y productos terminados. La mayoría de las actividades
del almacén se hace de forma manual.
Utilizar programas automatizados que faciliten las actividades de los operarios además de la inversión en tecnología como lectores de códigos de barras que reduzcan las operaciones manuales.
El almacén no cuenta con sistemas de seguridad o control.
Cámaras que además de brindar seguridad en el almacén permitan mantener el control de las actividades que realizan los operarios y el nivel de existencias.
Cualquier operario pueden entrar al almacén y tomar la materia prima que necesite (en algunas ocasiones no se le avisa de esto al encargado del
37 6. PROPUESTA DE MEJORA
6.1. PROPUESTAS
Teniendo en cuenta las observaciones, el análisis de métodos y tiempos, lo problemas encontrados y la bibliografía consultada, se presentan las siguientes propuestas de mejora:
6.1.1. Señalización de las áreas del almacén:
De acuerdo con el análisis de métodos, se nombraron varias áreas en relación con su uso, en este punto se propone que cada área sea debidamente señalizada con el nombre asignado en dicho análisis para facilitar la comprensión del nuevo manual de procedimientos, además de que dicha señalización debe cumplir cierta normativa, a continuación con ayuda del plano se muestran las áreas a señalizar y un modelo de cómo debe hacerse en cada área.
has
ta RACK B RACK C RACK D
RACK E
RACK A
MONTACARGAS AREA
REGISTRO
has ta AREA DE
DESCARGA Y CONTROL CALIDAD
DE LA MP
Ilustración 9. Plano de las áreas propuestas
38 6.1.2. Implementación de un código de ubicación:
El código de ubicación se propone para solucionar el problema al momento de encontrar algún material en el almacén, de esta manera se codificara la ubicación del material de la siguiente manera:
RH-V
R - Rack. La empresa cuenta con 5 racks para el almacenamiento, los cuales serán nombrados con las letras A, B, C, D y E según los planos proporcionados anteriormente.
H - Ubicación Horizontal. Los racks tiene cierta capacidad por nivel, se numerara cada espacio de 1 a la capacidad con la que cuente (Rack A12, Rack B y C 10, Rack D y E 8), siendo 1 la ubicación más cercana al área de registro en cada uno de los racks.
V- Ubicación Vertical. Cada uno de los racks cuenta con 4 niveles de altura, este valor tomara valores de 1 a 4 dependiendo de la altura en la que se ubique el material. La siguiente imagen muestra el código de ubicación propuesto en un Rack, para este ejemplo se considerara que el siguiente es el RACK A.
Ilustración 10. Ejemplo del código de ubicación en el Rack A
Al igual que la señalización de las áreas del almacén, la señalización de las ubicaciones en cada ubicación dentro de los racks será de color VERDE, de forma RECTANGULAR y la letra será de color BLANCO.
La cantidad necesaria de etiquetas se resume en la siguiente tabla.
39
C 10 4 40
D 8 4 32
E 8 4 32
TOTAL 192
Tabla 15. Numero de etiquetas de ubicación necesarias
6.1.3. Aplicativo informático para la gestión del almacén.
Concepto. Se busca diseñar un aplicativo en EXCEL automatizado a través de macros que cumpla la función de Sistema de gestión de almacenes (SGA) y permita gestionar la información del material en existencias dentro del almacén, implementando herramientas tecnológicas que aumenten la seguridad y fiabilidad de los datos, además de tener una base de datos que permita en cualquier momento consultar el registro de entradas y salidas y el inventario actual.
Objetivos. Teniendo en cuenta los problemas encontrados la implementación de un aplicativo tendrá como finalidad:
Unificar actividades. En el caso del ingreso de material al almacén se busca unificar las actividades de creación de etiqueta y registro de ingresos, ya que actualmente se manejan 3 programas para esas actividades y el tiempo tomado en estas actividades es mucho. En el caso de la salida de materiales se busca unificar las actividades de búsqueda de materia con el registro de su salida.
Implementar tecnología de codificación y lectura de información. Otro de los problemas encontrados es que muchas veces la información se tomaba de manera manual, el aplicativo busca codificar la información de los materiales dentro del almacén con su respectiva ubicación a través de un código de barras y que la lectura se realice a través de lectores de código de barras. Aunque también puede funcionar perfectamente de manera manual.
Reducir los tiempos actuales. Al unificar actividades y por lo tanto recorridos entre áreas, además de integrar tecnología se busca reducir los tiempos de los procesos de ingreso y salida de material.
Aumentar la fidelidad de la información. Al utilizar tecnología para la lectura y creación de las etiquetas, además de reducir la interferencia humana en el proceso se reduce la probabilidad de cometer un error.
Funcionamiento. El funcionamiento del aplicativo esta explicado en detalle en el ANEXO. Manual uso del aplicativo “Gestor de almacenes e inventarios de la empresa Inemflex” que se encuentra al final del documento.
6.1.4. Rediseño de los procesos de ingreso y salida de material.
40 y salida de material además de un nuevo manual que explique a detalle el nuevo funcionamiento con ayuda de diagramas de flujo, recorrido y cursogramas, estos nuevos diagramas están disponible a detalle en el Anexo. Manual de los nuevos procedimientos propuestos, que se encuentra al final del documento.
A continuación se explican brevemente los cambios que se proponen.
Entrada de Material. Se unificaron las actividades de creación de etiqueta y registro de material, además se ordenaron todas las actividades de manera que las que requerían trabajo en el computador se pusieron al mismo tiempo para evitar los traslados innecesarios que ya existen en el proceso actual. El resultado es el siguiente.
No ACTUAL PROPUESTO
1 Comprobar orden de compra Comprobar orden de compra 2 Imprimir orden de compra Imprimir orden de compra
3 Dirigirse al montacargas y encenderlo Crear la etiqueta codificada y registrar Materia Prima
4 Dirigirse a la puerta de almacén Imprimir la etiqueta codificada
5 Comprobar la materia prima Dirigirse al montacargas y encenderlo 6 Descargar la materia prima en el
montacargas
Dirigirse a la puerta de almacén 7 Llevar la materia prima al área de registro Comprobar la materia prima 8 Tomar manualmente la información de la
materia prima
Descargar la materia prima en el montacargas
9 Dirigirse al computador Pegar la etiqueta 10 Registrar manualmente la información de
la MP y ubicación en el computador
Transportar la MP al su respectivo lugar de almacenaje
11 Crear la etiqueta no codificada de la materia prima
Almacenar 12 Imprimir la etiqueta
13 Dirigirse al montacargas y encenderlo 14 Pegar la etiqueta
15 Transportar la MP al su respectivo lugar de almacenaje
16 Almacenar
Tabla 16. Comparación proceso actual y propuesto Ingreso de material
Salida de material. En la salida de material se realizó solo un cambio que consistió en unificar las actividades de buscar la ubicación del material y registrar su salida. El resultado fue el siguiente.
No ACTUAL PROPUESTO
1 Comprobar la orden de producción o factura
41 3 Buscar la ubicación de la materia prima en
el computador si no esta se hace de forma manual.
Buscar la ubicación de la materia prima en el computador y registrar salida 4 Registrar en el sistema la salida. Dirigirse al montacargas y encenderlo 5 Dirigirse al montacargas y encenderlo Dirigirse a su respectivo lugar de
ubicación
6 Dirigirse a su respectivo lugar de ubicación Descargar la MP
7 Descargar la MP Dirigirse al área de producción o salida 8 Llevarla al área de producción o salida
Tabla 17. Comparación proceso actual y propuesto Salida de material
6.1.5. Implementación de un sistema de video-vigilancia y control.
Con la implementación de un sistema de video-vigilancia y control (compuesto por cámaras de seguridad) se busca:
Mejorar la seguridad tanto de los operarios como del material en el almacén.
Controlar desde el área de registro el nivel de existencias dentro del almacén para saber que ubicaciones están disponibles y evitar desplazamientos innecesarios.
Tener un sistema que permita controlar las actividades que realizan los operarios dentro del almacén.
Vigilar que el personal no autorizado no ingrese a las áreas del almacén.
Optimizar futuros estudios de métodos y tiempos.
A continuación se ilustra a través de un plano las ubicaciones que se recomiendan para ubicar las cámaras de seguridad.
Ilustración 11. Ubicación del sistema de video vigilancia y control
1
2
3
42 La ubicación de cada una de las cámaras se explica a continuación:
Cámara 1. Permite controlar la puerta y el área de control de calidad del material que ingresa y el rack E, su función es tanto de seguridad como de control de actividades como el desembarco del material, el control de calidad y la revisión de capacidad disponible del rack E.
Cámara 2. Permite controlar las áreas de Registro y el montacargas, su función es de control de actividades del encargado del registro de entradas y salidas además de vigilar el estado del montacargas.
Cámara 3. Permite controlar el nivel de inventarios y lugares disponibles para el almacenamiento de los racks A Y B, además de controlar el personal en los pasillos.
Cámara 4. Permite controlar el nivel de inventarios y lugares disponibles para el almacenamiento de los racks C Y D, además de controlar el personal en los pasillos. 6.1.6. Restricción del paso al almacén.
Esta propuesta busca mejorar varios aspectos y resolver algunos problemas como por ejemplo:
El ingreso no autorizado y el desorden al momento de retirar un material del almacén donde cualquier operario puede ingresar al almacén y sacar el material que necesite su proceso sin avisar al encargado del almacén, causando que el inventario llevado en el computador y en los sistemas de gestión no concuerde con el real.
También se busca evitar los posibles riesgos que corren las personas en un almacén como posibles caídas de objetos de alturas superiores, posibles accidentes con la maquinaria pesada como el montacargas.
Aumentar la seguridad de los materiales que se guardan en el almacén.
Teniendo en cuenta las limitantes con las que cuenta la empresa, dentro de las que cabe resaltar la falta de espacio y el límite presupuestal para poner barreras físicas entre el almacén y el resto de la empresa, se propone:
43 6.2. RESULTADOS DE LAS PROPUESTAS.
Se hizo una comparación entre el proceso que maneja la empresa actualmente y el nuevo proceso propuesto, además con los tiempos calculados se hizo un análisis de la reducción o aumento de los tiempos de cada actividad y del proceso global. Los resultados de las propuestas se muestran a continuación.
Ingreso de Material. Los tiempos obtenidos en la siguiente tabal son los mismos tiempos estándar calculados en este trabajo, cuando las actividades se unificaron se sumaron los tiempos de las actividades unificadas, el UNICO TIEMPO PROPUESTO es señalado en
ROJO y es una meta a cumplir por los operarios, una vez se acostumbren al funcionamiento
del aplicativo propuesto.
PROCESO PROPUESTO INGRESO DE MATERIAL
No Actividad Tiempo
3 Crear la etiqueta codificada y registrar Materia Prima 212,42 30,00 -85,88%
4 Imprimir la etiqueta codificada 4,32 4,32 0,00%
5 Dirigirse al montacargas y encenderlo 5,64 5,64 0,00%
6 Dirigirse a la puerta de almacén 22,91 22,91 0,00%
7 Comprobar la materia prima 39,20 39,20 0,00%
8 Descargar la materia prima en el montacargas 31,00 31,00 0,00%
9 Pegar la etiqueta 3,80 3,80 0,00%
10 Transportar la MP al su respectivo lugar de almacenaje 67,98 67,98 0,00%
11 Almacenar 68,89 68,89 0,00%
Tiempo Total (seg) 618,22 294,39 -52,38%
Tiempo Total (min) 10,30 4,91 -52,38%
Tabla 18. Resultados de las propuestas en el proceso de Ingreso de material
INDICADOR VALOR
Reducción de actividades 31,25%
No de actividades eliminadas 5
Tabla 19. Indicadores de los resultados Ingreso de Material
Se resaltan entre los resultados obtenidos los siguientes:
Con la unificación de las actividades de creación de etiqueta y registro de material, se logra una reducción del 85,88% del tiempo.
En total se eliminan 5 actividades de 16, causadas por el mal ordenamiento de las actividades ya que eran desplazamientos entre diferentes áreas.
44 Salida de Material. Al igual que con la entrada de material los tiempos obtenidos en la siguiente tabal son los mismos tiempos estándar calculados en este trabajo, cuando las actividades se unificaron se sumaron los tiempos de las actividades unificadas, el UNICO TIEMPO PROPUESTO es señalado en ROJO y es una meta a cumplir por los operarios, una vez se acostumbren al funcionamiento del aplicativo propuesto.
PROCESO PROPUESTO SALIDA DE MATERIAL
No Actividad Tiempo
Buscar la ubicación de la materia prima en el
computador y registrar salida 74,62 25 -66,50%
4 Dirigirse al montacargas y encenderlo 5,64 5,64 0,00%
5 Dirigirse a su respectivo lugar de ubicación 67,98 67,98 0,00%
6 Descargar la MP 68,89 68,89 0,00%
7 Dirigirse al área de producción o salida 67,98 67,98 0,00%
Tiempo Total (seg) 307,13 257,51 -16,16%
Tiempo Total (min) 5,12 4,29 -16,16%
Tabla 20. Resultados de las propuestas en el proceso de Salida de material
INDICADOR VALOR
Reducción de actividades 12,50%
No de actividades eliminadas 1
Tabla 21. Indicadores de los resultados Salida de Material
Se resaltan entre los resultados obtenidos los siguientes:
Con la unificación de las actividades de búsqueda de la ubicación del material y el registro de salida de material, se logra una reducción del 66,50% del tiempo.
En total se eliminan 1 actividades de 8, causada por el mal ordenamiento de las actividades ya que eran un desplazamiento entre diferentes áreas.
45 7. ANALISIS FINANCIERO
7.1. Determinación de la inversión necesaria para desarrollar las propuestas
A continuación se realiza una tabla que resume las propuestas y su respectiva inversión, y así determinar el valor total de la propuesta general y hacer el análisis financiero:
PROPUESTA
INVERSION PRIMORDIAL (Etiquetas, manuales y reglamento) $ 70.400 Tabla 22. Inversión individual y global de cada una de las propuestas
Los precios anteriormente señalados se encuentran disponibles en tiendas virtuales en Colombia.
7.2. Determinación del ahorro y los beneficios que conllevan la implementación de la propuesta
Para determinar el ahorro que se lograra con la implementación de las propuestas es necesario conocer cierta información relevante e importante.
Salario del Encargado del
almacén
Tiempo Estándar del Proceso de Ingreso de material (min)
Tiempo Estándar del Proceso de Salida de material (min) Actual Propuesto Actual Propuesto
$950.000 10,30 4,91 5,12 4,29