Automatización de una máquina de inyección de plástico
97
0
0
Texto completo
(2) ÍNDICE Página. INTRODUCCIÓN. 05. Capitulo 1 1.1 1.2. Antecedentes 07 Importancia en el mercado ................................................. .............. 08 Datos de la Empresa ................................... .......................... ............ 09. Capitulo 2 2.1 2.2 2.3 2.4 2.5. Planteamiento del Problema. (Justificación) 11 Panorama Nacional. ......................................................................... 11 Maquinaria y Equipo ........................................................................ 15 Comercio Exterior............................................................................ 16 Situación de la Empresa .................................... .... ........................... 17 Objetivos...................... .................................................................... 19. Capitulo 3 3.1 3.1.1 3.1.2 3.2 3.2.1 3.2.2 3.2.3 3.2.4 3.2.5 3.3 3.3.1 3.3.2. La Industria de los Plásticos (Definiciones básicas ) 20 Definición de Plásticos.......................... ........................................... 20 Clasificación..................................................................... ................ 22 Propiedades............. ........................................ ................... .............. 26 Procesos de transformación de plásticos ......................................... 29 Tipos de procesos ............................................................................. 29 Extrusión .......................................................................................... 30 Soplado ........................ ...................................................... ... .. .......... 31 Termoformado ............... ................................................... ............... 32 Inyección ................................... ........................... ............ ................ 32 El proceso de inyección y su maquinaria ............................ ............. 35 Descripción del proceso ...................... ............................................. 36 Descripción del equipo ......................... ............................... ............. 37. Capitulo 4 4.1 4.1.1 4.1.2 4.1.3 4.2 4.2.1 4.2.2 4.2.3 4.2.4 4.2.5 4.3 4.3.1 4.4 4.4.1 4.4.2 4.4.3. Técnicas de Automatización 51 Definición ........................................................... .......... .................... 51 Sistema de control de lazo abierto ................................................... 52 Sistema de control de lazo cerrado ................................................... 52 Selección de un sistema de control... ................................... ............ 52 Medios de control disponibles ................. ........................................ 53 Medios mecánicos ............................................................. ............... 53 Medios neumáticos .......................... ...... .. .............. .......................... 53 Medios hidráulicos ....... ....................................................... ............. 54 Medios eléctricos ............................................................................. 54 Medios electrónicos ......................................................................... 54 Selección de los medios apropiados de control.. ............................. 57 Selección del tipo de automatización adecuado ............................... 58 Los Controladores Lógicos Programables ....................................... 59 Definición ..................... .......................... .............................. ............ 59 Ventajas de los PLC's ......................................................... ..... ........ 60 Desventajas de los PLC' s.............................................. ........ ........... 62 ITESM-CEM. MSMA.
(3) 2. Página. Capitulo 5 5.1 5.2 5.3 5.4 5.5. Trabajo Desarrollado 65 Estudio de Proceso ........................................................................... 65 Estudio de Campo ............................................................................ 67 Desarrollo del Programa en Lenguaje de Escalera.......................... 67 Selección del PLC ............................................................ ................ 71 Resultados obtenidos ........................................................................ 72. Capitulo 6. Conclusiones. 76 79. Bibliografia Anexo A. Diagrama de Escalera en SYSWIN V. 3.2 Anexo B. Lay-Out del Tablero Eléctrico Anexo C. Diagrama eléctrio de la máquina Cincinnatti Milacron Anexo D. Lista de materiales utilizados. ITESM-CEM. MSMA.
(4) 3. ÍNDICE DE FIGURAS. Página Figura la.. Valor de la producción de plásticos en 1998 ............................................... 05. Figura 1. Tamaño de las empresas dedicadas al plástico ............................................ 1O. Figura 2. Distribución regional de manufacturas plásticas .............. ........................... 11. Figura 3. Mapa de distribución regional de manufacturas plásticas ........................... 11. Figura 4. Consumo nacional aparente de resinas plásticas por tipo de proceso .......... 12. Figura 5. Exportaciones de manufacturas plásticas ..................................................... 14. Figura 6. Importaciones de manufacturas plásticas ..................................................... 14. Figura 7. Saldo Importaciones vs. Exportaciones .................................................... ... 14. Figura 8. Clasificación del plástico por su consumo ................................................... 23. Figura 9. Máquina de inyección de plástico ............................................................... 33. Figura 10. Ciclo de moldeo .......................................................................................... 34. Figura 11. Unidad de inyección........................... ............... ............................. ......... .... 36. Figura 12. Punta de husillo ancha ................................................................................. 38. Figura 13. Punta de husillo anti-retomo .................... .......................... .......................... 38. Figura 14. Cilindro o cañón ...................................................... ..................................... 40. Figura 15. Boquilla de válvula................................... ..................... ..... ... .. .................... 40. Figura 16. Boquilla de paso libre para inyección de resina acética ... ........................... 41. Figura 17. Boquilla de paso libre para descompresión de cámara........ ........................ 41. Figura 18. Boquilla de apertura controlada por ciclo ....................................................42. Figura 19. Montaje de molde ......................................................................... ............... 43. Figura 20. Boquilla de apertura controlada externamente............................................ 42. Figura 21. Piezas obtenidas en moldes de colada fría ............ ....................................... 45. Figura 22. Diagrama esquemático de botadores ........................................................... 46. Figura 23. Sistema de cierre mecánico ............................................ ..............................47. Figura 24. Sistema de cierre hidráulico ......................................................................... 47. Figura 25. Sistema de cierre hidromecánico ................................................................. 48. Figura 26. Proceso de inyección de plástico de la máquina Cincinnatti Milacron ..... .. 67. Figura 27. Estructura del tablero viejo ............................................. ................. ........... . 71. Figura 28. LAY-OUT del nuevo tablero ........................ .. ................... .......................... 71. Figura 29. Máquina Cinccinatti Milacron........................... .......................................... 72 ITESM-CEM. MSMA.
(5) 4. ÍNDICE DE TABLAS. Página Tabla 1. Consumo nacional aparente de resinas plásticas por sector de destino ...... 06. Tabla 2. Consumo Percapita de productos de plástico .............................................. 09. Tabla 3. Tamaño de las empresas que se dedican al plástico .................................... 09. Tabla 4. Tipo de productos de plástico ............................................ .......................... 1O. Tabla 5. Consumo nacional aparente de resinas plásticas por tipo de proceso .......... 11. Tabla 6. Porcentaje de participación por tipo de proceso ................. ......................... 12. Tabla 7. Importación de maquinaria y equipo ..... ........................... ........................... 13. Tabla 8. Acrónimos de los plásticos más comunes .......................... .......................... 19. Tabla 9. Selección del tipo de boquilla de acuerdo al material utilizado .................. .43. Tabla 10. Diagrama de tiempos de la máquina Cincinnatti Milacron ......................... 66. Tabla 11. Listado de entradas y salidas para el PLC ................................................... 68. Tabla 12. Criterios de selección del PLC ............... ... ................................................... 70. ITESM-CEM. MSMA.
(6) 5. INTRODUCCIÓN El presente trabajo tiene como finalidad utilizar algunas de las técnicas avanzadas de la tecnología y aplicarlas a equipos, que aunque son viejos, mecánicamente tienen un buen desempeño.. Esta idea se desprende del hecho que mucha de la maquinaria que hay en la mayoría de la industria es usada, pero que con algunas modificaciones es posible aumentar su eficiencia y ahorrar en costos por mantenimiento y operación.. Esta propuesta de modificación a la maquinaria va dirigida a los dueños y gerentes de la micro y pequeña empresa, pues ellos son los más afectados por la ineficacia de los equipos, pues la mayoría de sus equipos son usados, la adquisición de maquinaria nueva es casi inaccesible, no así el costo de automatizar, porque si bien es alto el precio de hacer una automatización, no se compara con una máquina nueva de cualquier tipo.. La industria del plástico en México es enorme, conformada en su mayoría por pequeñas y micro empresas, al interior de estas existe el problema de tiempos muertos por causa de mantenimiento u operación, pocos se han puesto a pensar en las perdidas que esto ocasiona, porque de hacerlo, asignarían más recursos enfocados a aspectos de administración, mantenimiento y mejora de los equipos con que cuentan, haciendo el análisis pertinente del tiempo en que podrían recuperar su inversión pues esta se puede dar en el corto y en el mediano plazo, dependiendo de la estrategia elegida.. El proceso de inyección de plástico ha sido y seguirá siendo el mismo, es decir, comienza con un calentamiento del material, éste en su estado de plastificación se introduce a presión en un molde que tiene cavidades con la forma deseada, pasa un tiempo de enfriamiento y el molde abre y deja caer la pieza inyectada.. En todas las máquinas de inyección el proceso es el mismo, la diferencia radica en las bobinas que se accionan en cada momento, sin embargo lo único que se necesita para un rendimiento óptimo es llevar un buen control y eliminar tiempos muertos. ITESM-CEM. MSMA.
(7) 6. El proyecto consiste entonces en automatizar una máquina de inyección de plástico eliminando su sistema eléctrico, que es por demás inadecuado, cambiando la mayoría de sus componentes electromecánicos por dispositivos electrónicos de mayor desempeño y durabilidad, libres de mantenimiento y fáciles de operar, más compactos y en el largo plazo, de mayor rentabilidad.. ITESM-CEM. MSMA.
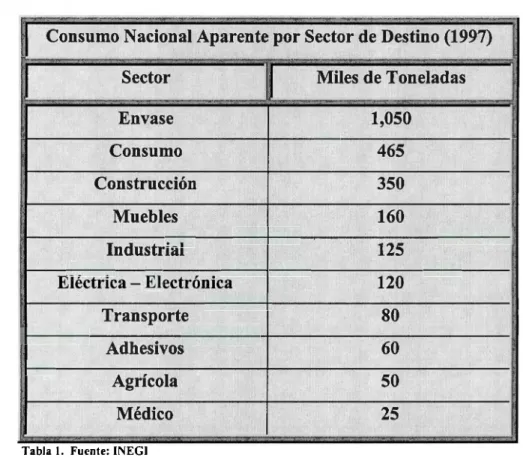
(8) 7. CAPÍTULO l.. ANTECEDENTES. La industria del plástico en México tiene una gran interacción con todos los sectores de la economía y su cadena productiva es una de las más dinámicas, al proporcionar mayor valor agregado al petróleo. La fabricación de manufacturas plásticas en México ofrece grandes oportunidades de negocios tanto en el mercado interno como en el externo.. Ubicación del la industria del Plástico en la Manufactura Nacional g l. Productos Alirreriicios, Bebidas y Taba:o. • 11 Textiles, Pren:tas de Vestir e lndu;tria del Cuero a III lndu;triadela Mélieray Productos de Méliera. a IV. Papel, Produ:tos de Papel, lrrprertas y Editoriales • V Sustéllcias Quírricas, Derivélios del Petróleo, Produ:tos de CaJCho y Aástico • VI Productos Minerales ro M étalicos, Excepto Derivélios del Petróleo y Ca-bón • VII lndu;trias Metálicas Básicas. 11%. DVIII Produ:tos Metálicos, Ma:11..iraria y Eqlipo • IX. Otras lndu;trias Ménlfa:hseras. Figura la Valor de la Produccón en 1998. Fuente:INEGI. Forma parte del sector V, dentro de la rama de manufacturas, conocido como Sustancias Químicas, Derivados del petróleo, Productos de Caucho y Plásticos, que en su conjunto tienen el 11 % del valor de la producción a nivel nacional, el cuál ha conservado durante varios años.. 4. CI J. La situación geográfica de México lo ubica dentro de una región con un alto potencial para el desarrollo de negocios, al contar con un gran mercado nacional además de estar estratégicamente localizado como puente entre Norteamérica y Latinoamérica. Su posición central le permite unir a estas dos regiones con los mercados de Asia y Europa.. Las principales ramas económicas demandantes de manufacturas plásticas en México, son además del sector de envase y empaque, el de la construcción y consumo debido a las ventajas que ha generado la sustitución de materiales como el cobre, el acero y madera en la fabricación de productos que abastecen a estas industrias (Tabla 1). lTESM-CEM. MSMA.
(9) 8. -. -. -. Consumo Nacional Aparente por Sector de Destino (1997) 1. 1. Sector. Miles de Toneladas. Envase. 1,050. Consumo. 465. Construcción. 350. Muebles. 160. Industrial. 125. Eléctrica - Electrónica. 120. Transporte. 80. Adhesivos. 60. Agrícola. 50. Médico. 25. Tabla l. Fuente: INEGI. 1.1 IMPORTANCIA EN EL MERCADO. La inyección es uno de los procesos de transformación de plásticos de mayor interés en cuanto a la cantidad de artículos producidos y de la resina consumida, superado únicamente por el proceso de extrusión con respecto al volumen, pero sí se compara con la maquinaria usada, la inyección ocupa el primer lugar en cuanto al número de equipos en funcionamiento.. Se necesitaría un análisis detallado para ubicar la posición del proceso de inyección en cuanto al monto total de ventas obtenido, pues si bien se puede afirmar que la extrusión es el proceso que consume el mayor volumen de resina en comparación a cualquier otro método de moldeo, la inyección se caracteriza por producir piezas con mayor valor agregado.. Por otro lado, se ha detectado que mucha de la maquinaria que se encuentra en las micro y pequeñsas empresas es usada o muy vieja, y el costo de adquirir tecnología de punta es demasiado alto como para que estas industrias lo puedan absorber.. ITESM-CEM. MSMA.
(10) 9. 1.2 DATOS DE LA EMPRESA. La empresa en estudio, LASER S.A. de C.V., se dedica a la fabricación de varios tipos de piezas plásticas, la mayoría son de inyección, aunque también producen algunos productos de extrusión, es ésta empresa se elaboran alrededor de 30 productos diferentes, de los cuales los más importantes son: la hebilla tipo SAMSONITE, herrajes para mochila, hebilla de tres pasos, carros porta mochilas, etc.. Esta empresa nació en 1996 como LANIS, en sus inicios sólo se contaba con pocas máquinas y el personal de operación era reducido pues era una empresa del tipo familiar, al paso del tiempo y gracias a la buena administración, la empresa ha crecido de modo que ahora cuenta con aproximadamente 70 personas (personal de operación y personal administrativo), aunque sigue teniendo características de empresa familiar, pero además ya tienen dos establecimientos para fabricar sus productos con el obvio incremento en el número de máquinas.. La mayoría de la maquinaria con que cuenta LASER es usada y tiene en promedio una edad de 15 años, a últimas fechas se adquirieron dos maquinas nuevas, de 40 y 60 toneladas de presión de un costo aproximado de $500,000.00 cada una, para poder dar abasto a la demanda que se tiene de sus productos, estas fueron importadas de Taiwan y son totalmente automáticas.. En LASER se labora tres turnos debido a la demanda que se tiene de sus productos, pero también porque se tiene el inconveniente de que la maquinaria usada presenta algunos problemas de funcionamiento, en su mayoría las fallas que presentan son de tipo eléctrico , pues la mayor parte de ellas todavía funcionan con relevadores electromecánicos, contactares, temporizadores electromecánicos, etc.. La materia prima utilizada en LASER es en su mayoría de la denominada "comodities", es decir plásticos del tipo Polietileno, Poliestireno, Polipropileno, etc., una de las ventajas es que la mayoría de las piezas pueden fabricarse con plásticos reciclados, pues el tipo de producto no exige el uso de material virgen, aunque también se fabrican algunos productos con material puro, razón por lo cual se tiene un aparente ahorro con respecto al material de fabricación, sin embargo no se ha consideraddo costo del reproceso involucrado (moler el material procesado sobrante, ITESM-CEM. MSMA.
(11) 10. volver a pasarlo a la máquina para que lo caliente y la perdida de propiedades que sufren los plásticos con el reproceso que repercute directamente en la calidad del producto terminado).. Actualmente su mercado es totalmente nacional y en cierta medida regional, pues muchos de sus productos son vendidos a empresas locales que lo utilizan como insumos para la fabricación de artículos diversos, pero también parte de estos son usados para la elaboración de otras piezas propias de LASER, como lo son la fabricación de mochilas escolares, donde usan las partes del carro porta mochila y los herrajes para mochila. Gracias a la apertura comercial hay planes de expansión y de exportación, para ello necesitan mejorar su sistema productivo y de esta manera elevar la calidad de sus productos para poder competir en el extranjero, este crecimiento debe ser planeado con objetividad para no sacrificar la productividad en favor de la calidad y que esto represente márgenes de ganancia muy pobres.. Uno de los propósitos de esta tesis es automatizar maquinaria usada, partiendo del hecho de que el equipo está en buenas condiciones mecánicas y sólo es necesario hacer las adecuaciones pertinentes para mejorar el proceso eliminando tiempos de paro por mantenimientos correctivos constantes y aumentar así los tiempos de producción. En especial se desea hacer la automatización de una máquina de inyección, marca Cincinnatti Milacron, de 125 toneladas modelo 1980, en la cual se pueden producir piezas de hasta 250 gramos.. En esta máquina se esta pensando fabricar las piezas del carro porta mochila para aliviar la carga que se tiene en otra máquina de menor tonelaje, esto trae ahorros en energía y tiempos de ciclo, así mismo se pretende ingresar a un nuevo mercado de maquila, pues se planea fabricar cajas de discos compactos y compaginar la producción con las piezas para el carro.. ITESM-CEM. MSMA.
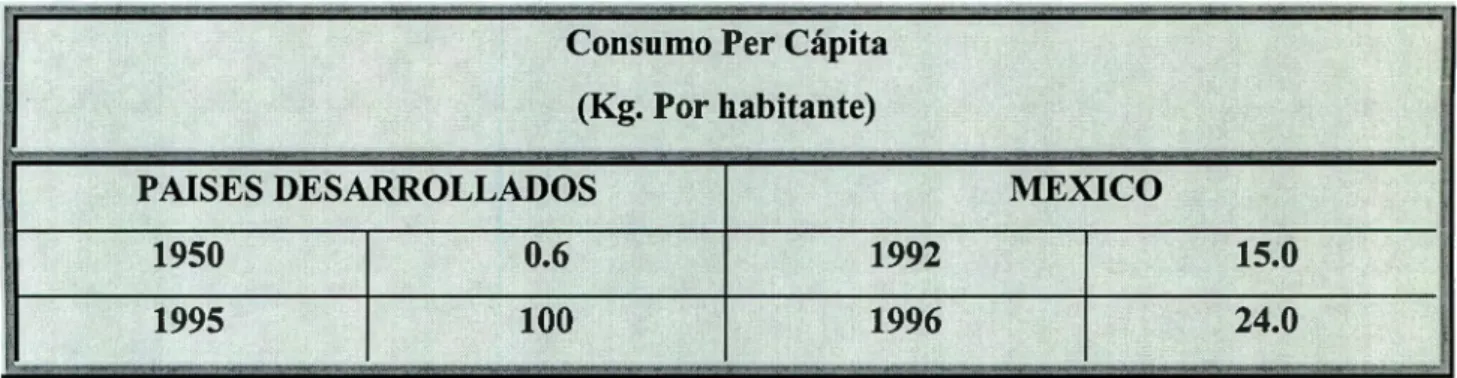
(12) 11. CAPÍTULO 2. PLANTEAMIENTO DEL PROBLEMA. JUSTIFICACIÓN A nivel mundial la industria del plástico en México ha observado un importante crecimiento (Tabla 2). En los últimos 25 años, la producción mundial de resinas plásticas se ha incrementado en promedio 7.5% anual, alcanzando en 1996 un total de 125 millones de toneladas. P 5l Se estima que para el año 2000 podría alcanzarse 160 millones de toneladas. Del mismo modo, el consumo se ha incrementado significativamente en los últimos años. ....... -. -. ...... ..... ..... ..... ..... ------------- -----. . ...... Consumo Per Cápita (Kg. Por habitante). ¡. P AISES DESARROLLADOS. MEXICO. 1950. 0.6. 1992. 15.0. 1995. 100. 1996. 24.0. Tabla 2. Fuente: INEGI. 2.1 PANORAMA NACIONAL En México, el sector fabricante de manufacturas plásticas está compuesto por aproximadamente 2,500 empresas (Tabla 3), de las cuales el 60% son micro industrias de menos de 15 empleados, el 24% son pequeñas empresas de hasta 100 trabajadores y el 16% restante son empresas medianas y grandes (Figura 1), quienes concentran la mayor parte de la exportación de este tipo de productos.. Tamaño de las empresas Tipo de empresa. No. de empleados. No. de empresas. Microempresa. 1-15. 1,500. Pequeñ.a. 16-100. 600. Mediana. 101 - 250. 300. Grande. 251 ó más. 100 Total. 2,500. Tabla 3. Fuente: IMPI. ITESM-CEM. MSMA.
(13) 12. Es importante señalar que en México, la mayoría de las empresas productoras utilizan resinas comúnmente conocidas como "comodities" (polietileno, PVC, polipropileno, poliestireno, etc. por mencionar algunas).. Tamaño de las Empresas Gronde. Mediana. 44'. 12%. /11\ic,o. 60'{,. Figura l.. Sin embargo también existen empresas que transforman plásticos de ingeniería que usualmente satisfacen a mercados más exigentes como el automotriz y el eléctrico - electrónico. -·. -. -. -. . -. -. -. --. -. Tipo de Productos Plásticos. .. 1. Penonal ocupado. ·Películas y Bolsas de polietileno. 14,200. Peñdes, tubería y conexiones termoplásticas. ·'. ". 3,370. Productos divenos de PVC. 3,361. Envases de piezas de plástico soplado. 10,518. l4.rtículos Plásticos para el hogar. 8,987. Piezas industriales moldeadas y empaque de poliestireno. 9,546. :Artículos de plástico reforzado. 2,464. Laminados decorativos industriales ·. 2,026. Calzado plástico. 1,676. 1. ,·,. ' ,,. l Juguetes de plástico. 3,840. .. ;. 1. ¡Otros. 2,327 •·. l. .. .. -. TOTAL. 61,955. Tabla 4. Fuente: INEGI. ITESM-CEM. MSMA.
(14) 13. El sector de manufacturas plásticas en México da empleo a casi 62,000 personas, siendo el envase y embalaje la rama principal que cuenta con mayor personal ocupado (Tabla 4). Los principales centros de producción de manufacturas plásticas se ubican en el Distrito Federal y en el Estado de México, los cuales en conjunto concentran el 57% de los establecimientos, siguiendo en importancia Jalisco (13%) y Nuevo León (12%) (Figuras 2 y 3).. Otros importantes centros productores son los estados de Baja California Norte, Chihuahua, Tamaulipas y Coahuila los cuales se encuentran muy ligados a la industria maquiladora de exportación como proveedores de partes y componentes.. Distribución Regional de Manufacturas Plásticas. Distrib11ci6n Regional de Manufocturas Plásticas ()1ro~. h,,,hki. 12%. 2% DF. Jaii,(O 13%. ,i0%. 17%. 12%. Figura 2.. Figura 3.. -. -. ,. ... -. -. Consumo Nacional Aparente por Tipo de Proceso (1997) Miles de Toneladas ,,. ----. -. ,_. Proceso. Cantidad. Extrusión. 925. Inyección. 500. Soplado. 430. Calandreo. 70. Rotomoldeo. 30. Otros. 530. '. 1 1. ,,. ,. __. Tabla 5. Fuente: IMPI. ITESM-CEM. MSMA.
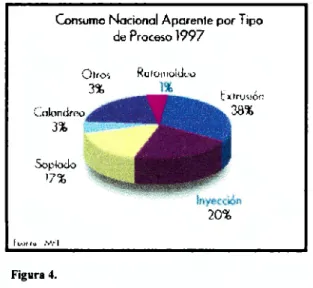
(15) 14. De acuerdo al tipo de proceso, la mayoría de las empresas mexicanas concentran su actividad en la extrusión, inyección y soplado que en conjunto representan alrededor del 75% del total de las resinas transformadas en nuestro país (Tabla 5), mientras que el resto se distribuye en rotomoldeo, laminación, calandreo y espumado, entre otros procesos (Figura 4). Consumo Nocional Aparente por Tipo. de Proce~o 1997 Ot,o,. R<ito111ol<lL''-'. 31.. 1%. 3% Soplodo 17%. Figura 4.. Sin embargo, cabe mencionar que aunque existe un número mayor de empresas dedicadas a la inyección de plástico, las empresas dedicadas a la extrusión consumen en su proceso un mayor volumen de resinas plásticas (Tabla 6). - .-··· - ·. --. -----. ----- - '. --. -. -. -. --. ·L-~-- ~-. 950. 38.0. Extrusión. 800. 32.0. 400. IEspumado. ---. · ··-·. ~---. ----. --. Año 1996. ". Miles Toneladas ,,. §_. '"·. -. ---. ---. Part. % ··-·. .,..~·~. --. --. ". -No. de Máquinas. _. Part. %. Inyección. -........... -. -. No. de Empresas. fProceso. --. ,. .. ----. -. -. -Part; % ,,. --. -,. 10,000. 56.5. 410. 18.6 ... 5,000. 28.3. 855. 38.9. 16.0. 2,000. 11.3. 322. , 14.6. 80. 3.2. 240. 1.4. 51. 2.3. Laminado. 50. 2.0. 14. 0.1. N.D.. N.D.. Roto moldeo. 30. 1.2. 150 ·. 0.8. 16. 0 ..7. Calandreo. 10 ·. 0.4. 20. 0.1. 68. 3.1. 180. 7.2. 267. 1.5. 478. 21.7 -. 2,500. 100. 17,691. too. 2,200. 100 ·.. l Soplado '. ,,,. -. ... 1. -. .. lOtrosTOTAL. -Tabla 6. Fuente: IMPI. 1, ~. ITESM-CEM. MSMA. '.
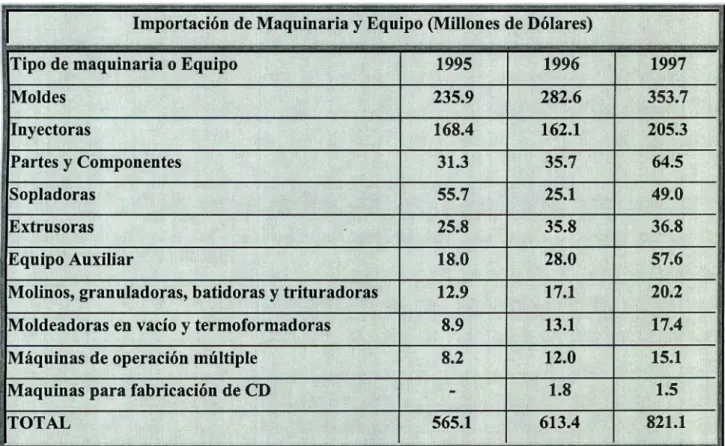
(16) 15. 2.2 MAQUINARIA Y EQUIPO. En su gran mayoria, la maquinaria y el equipo utilizado en el proceso de transformación de materiales plásticos en producto terminado proviene del exterior. La importación de maquinaria y equipo creció a una Tasa Media de Crecimiento Anual (TCMA) de 20.4% entre 1995 y 1997. (Tabla 7).[1 51. Los principales eqmpos importados fueron moldes, inyectoras, maqumas para moldear por soplado y extrusoras. Las importaciones provienen principalmente de E.U.A., Canadá, Japón, Alemania, Italia y Francia.. No obstante el monto de las importaciones realizadas por la industria transformadora, se ha detectado que una parte de la maquinaria adquirida en el extranjero es usada o no es tecnología de punta, y se estima que la edad promedio de la maquinaria y equipo utilizados supera los 15 años.. Importación de Maquinaria y Equipo (Millones de Dólares) Tipo de maquinaria o Equipo. 1995. 1996. 1997. Moldes. 235.9. 282.6. 353.7. Inyectoras. 168.4. 162.1. 205.3. Partes y Componentes. 31.3. 35.7. 64.5. Sopladoras. 55.7. 25.1 .. 49.0. Extrusoras. 25.8. 35.8. 36.8. Equipo Auxiliar. 18.0. 28.0. 57.6. Molinos, granuladoras, batidoras y trituradoras. 12.9. 17.1. 20.2. Moldeadoras en vacío y termoformadoras. 8.9. 13.1. 17.4. Máquinas de operación múltiple. 8.2. 12.0. 15.1. -. 1.8. 1.5. 565.1. 613.4. 821.1. Maquinas para fabricación de CD TOTAL Tabla 7. Fuente: Bancomext. ITESM-CEM. MSMA.
(17) 16. 2.3 COMERCIO EXTERIOR. Desde hace unos años a la fecha, México ha incrementado el monto de sus exportaciones totales pasando de 1,203 millones de dólares en 1994 a 1,909 millones de dólares en 1997, lo que representó una TMCA de casi 17% (Figura 5). Por otra parte, las importaciones totales aumentaron a una TMCA de más del 15% alcanzando un monto de 5,392 millones de dólares (Figura 6). lmportadones de Manufacturas plástlcas. Exportaciones de Manufacturas Plisticas. 6000. 2000. 5000. 1500 mills.. mills.. 4000. uso. uso. 3000 . " 2000. Total. 1997. 1997 Figura S. Fuente: WORLD TRADE ATLAS. Figura 6. Fuente: WORLD TRADE ATLAS. En los últimos años, el déficit de la balanza comercial se ha incrementado principalmente al significativo aumento en las importaciones, sobre todo de la industria maquiladora. En 1997 el déficit del sector fue de 3,483 millones de dólares (Figura 7).. 3500 3000 2500 , 2000 ,·, ,· 7. milis. USD. 1500 . " 1000. 1997 Figura 7. Fuente. WORLD TRADE ATLAS. ITESM-CEM. MSMA.
(18) 17. En México se ha incrementado el valor de sus exportaciones no maquiladoras, al pasar de 307 millones de dólares en 1994 a 664 millones de dólares en 1997, lo cual significo una TMCA de 28% que contrasta con la TMCA de 12% correspondiente a las exportaciones de la industria maquiladora.. 1151. Este incremento refleja el buen desempeño que se alcanzando la industria del plástico a su vez que muestra las oportunidades que se están presentando en el extranjero y en el mercado nacional para incrementar la producción de piezas no maquiladas.. Sin embargo para ingresar al mercado extranjero se necesita mejorar la calidad del producto y la calidad del proceso, tratando de reducir los costos al mínimo para invertir en mejoras de la maquinaria y en sistemas de manufactura mas eficientes.. Las empresas mexicanas que cuentan con calidad y capacidad de producción adecuadas a las exigencias de dichos mercados pueden incursionar o aumentar su presencia en esos países, ya sea con producto terminado de consumo final o con bienes intermedios como puede ser el suministro de piezas y partes.. Una de la grandes ventajas de México, es que realiza la mayor parte de su comercio con los Estados Unidos que es a su vez el mayor consumidor de plásticos a nivel mundial, siendo sus principales competidores en ese mercado los países asiáticos.. 2.4 SITUACIÓN DE LA EMPRESA. En el caso específico de LASER, se observa que al igual que las pequeñas industrias de este sector, cuenta en sus activos con maquinaria que tiene en promedio una edad de 15 años, como es obvio, los problemas de mantenimiento se hacen cada vez más frecuentes, algunos de ellos consisten en cambiar sellos u O'rings de las válvulas o hacer una sustitución definitiva, cambios de reten en los pistones hidráulicos, etc., pero en su mayoría son problemas debido a fallas eléctricas.. ITESM-CEM. MSMA.
(19) 18. Problemas como platinos flameados, bobinas quemadas, relevadores que ya no ejecutan su función de forma adecuada, etc., son las principales fallas eléctricas que se tienen, esto repercute directamente en la producción pues los paros que se estiman por mantenimiento son de aproximadamente 70 horas al mes por maquina, sin contar los paros programados, además de que en las épocas de gran demanda se trabaja hasta los domingos durante los tres tumos.. El costo de detener la maquinaria por mantenimiento en una hora, es variable de máquina a máquina, así mismo depende del tipo de pieza que se este fabricando, pero el promedio va de $176.00 a $600.00/hr., con lo cual, si se hablará de ventas netas, sería una cantidad considerable al mes.. Por otro lado, se tienen problemas de calidad debido a un inadecuado calentamiento del plástico, lo que provoca desperdicio de material, restando horas efectivas de trabajo a la maquinaria, también hay remanente cuando las válvulas y pistones no operan de forma adecuada, pues disminuye la presión de trabajo.. En cuestión de capacitación, siendo ésta una empresa con rasgos familiares, no se ha dado atención para dar cursos de entrenamiento a todo el personal, solo a personas clave en el negocio. Normalmente la capacitación proporcionada a operadores de máquinas es realizada por el personal que ya tiene más experiencia y únicamente se le enseña lo más esencial, es decir, sólo se le capacita para hacer trabajar la máquina, esperar el producto para eliminar los excesos de. material con alguna navaja y si se llega a atorar la pieza se le indica como detener el equipo y como volver a iniciar el ciclo.. Aspectos relacionados al tiempo extra que se tiene que contratar por causa de mantenimiento, de operación, reproceso, etc., son dificiles de determinar, pues s1 bien hay un grupo de administración, éste atiende los negocios en forma global, pero no ha entrado a detalle con respecto a la planta y su maquinaria, pues los registros que se tienen de producción son escasos y la información es muy pobre como para poder tener conclusiones bien fundamentadas acerca de cada equipo.. ITESM-CEM. MSMA.
(20) 19. A grandes rasgos, estos son los problemas encontrados en esta empresa, las razones de la automatización se hacen evidentes al saber que los tiempos muertos se pueden reducir considerablemente. Una vez que se ha analizado el sector de manufacturas plásticas y se conoce el motivo por el cual la empresa LASER desea mejorar su proceso productivo, se puede comenzar a revisar aspectos relevantes del plástico y del proceso de inyección así como el funcionamiento de la maquinaria.. 2.5. •. OBJETIVOS. Automatizar el proceso productivo en una máquina de inyección de plástico marca Cincinnati Milacron mediante el uso de dispositivos electrónicos (PLC, Temporizadores, Controles de Temperatura, Relevadores, etc.) para disminuir tiempos muertos por causa de mantenimiento y operación.. •. Desarrollo del programa de operación en lenguaje de escalera para la automatización de la máquina. ITESM-CEM. MSMA.
(21) 20. CAPÍTULO 3.. LA INDUSTRIA DE LOS PLÁSTICOS. Antes de comenzar a hablar sobre los procesos o el proceso que se va a estudiar, es necesario establecer una serie de definiciones y terminología referente a los plásticos para tener un conocimiento de los conceptos básicos que se manejan en esta industria.. 3.1. DEFINICIÓN DE PLÁSTICO. Se puede comenzar al definir que el Plástico es un material de origen orgánico, de estructura macromolecular y en consecuencia de alto peso molecular, que se origina mediante síntesis o por transformación de productos naturales y que bajo ciertas condiciones de calor y presión pueden ser moldeados.[ 1l. Sin hablar mucho de historia, se puede decir que antes del petróleo, la fuente para la obtención de resinas plásticas eran extraídas de ciertos arboles como el betún, la goma laca, el hule o caucho y el ámbar, con el petróleo se han descubierto una gran variedad combinaciones para obtener cientos de plásticos de diversos tipos, y otros que se han descubierto totalmente sintéticos.. Uno de los aspectos interesantes de los plásticos, es que es una industria productiva y no especulativa, pues a pesar de que son obtenidos principalmente del petróleo, su demanda creciente no se ve afectada por guerras, embargos económicos, caída de precios, sobreproducción, problemas climatológicos y otros más.. •. Denominación. La denominación de los plásticos se basa en los monomeros utilizados para su fabricación, En los homoplimeros termoplásticos se antepone el prefijo "poli", por ejemplo: Monomero inicial. Metil Metacrilato. Nombre del Polímero. Polimetil Metacrilato. Como se puede observar, los nombres químicos de los polímeros con frecuencia son muy largos y difíciles de utilizar, para eliminar este problema se introdujeron "siglas" o acrónimos, para el ·:··,. mismo ejemplo citado, su acrónimo es: ITESM-CEM. MSMA.
(22) 21. Nombre del Polímero:. Polimetil Metacrilato. Acrónimo:. PMMA. En su mayoría, estos acrónimos han sido normalizados, sin embargo algunos han sido inventados por los fabricantes o surgieron de la misma actividad práctica.. NOMBRE QUIMICO. ACRONIMO ABS. ACRILONITRJLO-BUTADIENO-ESTIRENO. CA. ACETATO DE CELULOSA. EP. EPOXICAS. EPS. POLIESTIRENO EXPANSIBLE. EVA. ETIL VJNIL ACETATO. HOPE. POLIETILENO DE ALTA DENSIDAD. LDPE. POLIETILENO DE BAJA DENSIDAD. MF. MELAMINA FORMALDEHIDO. PA. POLIAMIDA (NYLON). PB. POLIBUTADIENO. PBT. POLIBUTEN TEREFTALATO. PC. POLICARBONATO. PE!. POLIESTERAMIDA. PES. POLIESTER SULFONA. PET. POLETI LENTEREFTALATO. PF. FENOL - FORMALDEHIDO. PMMA POM. POLIMETIL METACRILATO (ACRJLICO) POLIOXIDO DE FENILENO (ACETAL). pp. POLIPROPILENO. PPS. POLIFENILEN SULFONA. PS. POLI ESTIREN O. PTFE. POLITETRAFLUOROTILENO (TEFLON). PUR. POLIURETANO. PVC. CLORURO DE POLIVINILO. SAN SB. ACRJLONITRILO ESTIRENO ESTIRENO BUTADIENO TERMOPLASTICO. TPE. ELASTOMERO TERMOPLASTICO. TPU. POLIURETANO TERMOPLASTICO. UHMWPE. POLIETILENO DE ULTRA ALTO PESO MOLECULAR. UF. UREA - FORMALDEHIDO. UP. POLIESTER INSATURADO. Tabla 8. Acrónimos de los plásticos más comunes.. En la tabla 8 se muestran los nombres y acrónimos de los polímeros más comunes usados en la industria. [l 1 ITESM-CEM. MSMA.
(23) 22. •. Materia Prima. Como se menciono con anterioridad, el petróleo es por mucho, la materia prima principal en la fabricación de plásticos, ya que de éste se derivan los productos que originan los diferentes tipos de plásticos. Cabe remarcar que existen otras materias primas para la fabricación de plásticos de origen natural como la celulosa, el carbón y el gas natural.. Todas esta materias primas tienen en común el hecho de contener Carbono (C), e Hidrogeno (H), también pueden estar presentes el Oxigeno (O), Nitrógeno (N), Azufre (S), o el Cloro (C). En términos generales se considera al Etileno, Propileno y Butadieno como las materias primas básicas para la fabricación de una extensa variedad de monomeros, que son la base de todos los plásticos.. 3.1.1. Clasificación. Debido a la diversificación de los plásticos que existen en la actualidad, es importante conocer la clasificación, la cual se basa en su comportamiento a la transformación, sus propiedades o su aplicación.. 3.1.1.1 Comportamiento a la Temperatura.. En base a este criterio se pueden clasificar en Termoplásticos, Termofijos.. •. Termoplásticos. Se caracterizan por transformarse de sólido a liquido y viceversa por acción del calor y se disuelven o por lo menos se hinchan al contacto con solventes. A temperatura ambiente se pueden encontrar desde blandos hasta duros y frágiles, pasando por rígidos y tenaces. Su comportamiento se deriva de su estructura molecular, pues tienen la forma de cadena abierta o de hilos.. Entre las principales ventajas de los termoplástico para reblandecerse y fundirse se puede mencionar que pueden termoformarse o moldearse por calor, es decir, una lamina o un tubo pueden pasar a un estado elástico, parecido al de la goma blanda, y adquirir nuevas formas ITESM-CEM. MSMA.
(24) 23. después de enfriarse en un molde, además los termoplásticos pueden soldarse y sus desechos son reciclables.. Las desventajas consisten en que el reblandecimiento provocado por el calor limita en gran medida las temperaturas de uso de los termoplásticos, sobre todo cuando se someten a la acción simultanea de fuerzas mecánicas. A su vez, los termoplásticos se dividen en amorfos y semicristalinos. a). Amorfos. Los termoplásticos amorfos se caracterizan porque sus moléculas filamentosas están en completo desorden, este arreglo permite el paso de la luz, razón por la cual los plásticos amorfos son transparentes.. b). Semicristalinos. El orden molecular de los plásticos semicristalinos es relativamente bueno, en el se aprecia un cierto paralelismo dentro de los filamentos moleculares. El ordenamiento en los tramos de las macromoléculas paralelas equivale al ordenamiento de átomos o moléculas paralelas en forma de cristales, los cuales se oponen al paso de la luz provocando una apariencia lechosa o translúcida.. •. Termofijos. Los plásticos que se mantienen rígidos y sólidos a temperaturas elevadas se denominan termofijos. Se obtienen por reticulación de productos líquidos de bajo peso molecular, están reticulados en todas direcciones y debido a su estructura no son moldeables plásticamente. Son infusibles y resisten altas temperaturas, no pueden ser disueltos y raramente se hinchan, a temperatura ambiente son duros y frágiles, no son reciclables.. 3.1.1.2 Clasificación por su Polaridad. Está se debe al desplazamiento de los electrones compartidos entre los átomos de dos distintos elementos que constituyen la molécula, debido principalmente a las diferencias de número. ITESM-CEM. MSMA.
(25) 24. atómico. El par de electrones compartido es atraído con mayor fuerza por el átomo que presente mayor carga en el núcleo.. A medida que aumenta la polaridad, aumenta paralelamente algunas propiedades como sus resistencia mecánica, dureza, rigidez, resistencia a la deformación por calor, absorción de agua y humedad, resistencia a solventes y aceites minerales, permeabilidad a vapor de agua, adhesividad y adherencia sobre piezas metálicas.. Por el otro lado, cuando la polaridad disminuye, la dilatación térmica se reduce, así mismo el poder de aislamiento térmico, la tendencia a acumular cargas electrostáticas, la permeabilidad a gases no polares 02, N2, C02.. Algunos ejemplos de esta clasificación son:. •. Polaridad Alta: Poliamidas, Poliuretanos, Esteres de Celulosa, Polifluoruro de Vinilo, plásticos termofijos, etc.. •. Polaridad Media: Estireno-Acrilonitrilo, Acrilonitrilo-Butadieno-Estireno, Policloruro de Vinilo, Termoplásticos tipo Ester, etc.. •. Polaridad Baja: Copolimeros de Etileno, Esteres Insaturados, Etileno-Tetrafluoroetileno, etc.. •. No Polares: Polietileno, Polipropileno, Poliestireno, Politetrafluoroetileno.. 3.1.1.3 Clasificación por su Consumo.[ll. Finalmente se hace una clasificación por su consumo en México, aunque esta resulta un poco más subjetiva, pues agrupa los plásticos de acuerdo a su importancia comercial. y sus. aplicaciones en el mercado.. El esquema siguiente se muestra una pirámide de acuerdo a la clasificación comercial, en el se puede apreciar que conforme los plásticos son de mayor especialidad, generan mayores utilidades económicas.. ITESM-CEM. MSMA.
(26) 25. AUMETAN PROPIEDADES Y UTILIDADES. COMIDITIES. Figura 8. Clasilicación por consumo.. •. COMODITIES, se conocen así por ser los más comunes, de precio moderado y que sus propiedades no son muy sobresalientes, aquí se incluyen plásticos como el Polietileno, Polipropileno, Poliestireno, PVC.. •. VERSATILES, es un grupo de consumo intermedio y se caracteriza por requerir alta creatividad para el diseño de productos, principalmente en aspectos de apariencia, color y forma, como por ejemplo el Acrilico (PMMA).. •. TÉCNICOS O DE INGENIERÍA, este termino es usado en aquellos plásticos que presentan un alto desempeño y funcionalidad con un excelente conjunto de propiedades dentro de las que destacan su resistencia mecánica, limites de temperatura elevado, etc. Esto son más caros que los anteriores, dentro de los tipos más comunes están el Policarbonato, Poliamidas, Poliacetales, etc.. •. ESPECIALES, estos son asociados normalmente con una o más propiedades sobresalientes, por ejemplo bajo índice de fricción, elevada resistencia eléctrica, etc. pero sobre todo mayor prec10.. ITESM-CEM. MSMA.
(27) 26. 3.1.2. Propiedades. La estructura interna de los plásticos determina sus propiedades fundamentales, por ejemplo, son malos conductores de electricidad y de calor, esto se debe a que sus enlaces son por pares de electrones ya que no disponen de ningún electrón libre. Tienen densidad más baja debido a que su estructura tiene uniones más débiles y no hay compacidad entre las moléculas.. 3.1.2.1 Mecánicas. Cuando se hace una comparación de la estructura entre un metal y un plástico, se puede observar que el metal presenta una estructura más compacta que la del plástico, esto es a consecuencia de que los metales tienen una estructura atómica y los plásticos tienen una estructura molecular.. Por esta razón, los plásticos presentan una resistencia mecánica relativamente menor, un modulo de elasticidad menor, dependencia de las propiedades con respecto al tiempo, dependencia de la temperatura (principalmente en los termoplásticos), gran sensibilidad al impacto (en este punto existen grandes diferencias desde los quebradizos como un Poliestireno hasta un resistente Policarbonato).. En el caso de los termofijos se observa que carecen de deslizamiento interior debido a sus reticulaciones, razón por la cual son más quebradizos que los termoplásticos, algunos de estos últimos como el Polipropileno, el Nylon, el Polietileno y los Poliesteres lineales pueden someterse a estirado, con lo cual las moléculas se orientan en la dirección del estirado. La fuerza del enlace de las valencias se deja notar en este fenómeno, lo cual se manifiesta en una extraordinaria resistencia. [I J. El comportamiento de deformación y recuperación interna de los plásticos le confiere una gran propiedad llamada memoria, por otro lado, el comportamiento de los plásticos reforzados varía en función de la cantidad y tipo de cargas y materiales que contienen.. ITESM-CEM. MSMA.
(28) 27. 3.1.2.2 Térmicas. El comportamiento térmico de los plásticos es función de su estructura, por ejemplo, los termoplásticos se vuelven quebradizos a bajas temperaturas especificas a cada uno de ellos, si las temperaturas aumentan , se produce un descenso constante del modulo de elasticidad o rigidez. Cuando se aplica calor continuo a los termoplásticos amorfos, sufren reblandecimiento, es decir, una transición a un estado termoelástico . En esta etapa, solo se necesitan pequeños esfuerzos para provocar grandes deformaciones, al continuar calentando se incrementa la movilidad térmica de las moléculas provocando que las cadenas puedan deslizarse unas frente a otras.. Los termoplásticos semicristalinos poseen en el intervalo de temperaturas de uso, fragmentos amorfos (flexible) y cristalinos (rígidos). Cuando se incrementa la temperatura es posible moldearlos cuando los fragmentos cristalinos alcanzan el intervalo de temperaturas de fusión, inmediatamente sigue el estado termoplástico al seguir aumentando la temperatura, este estado se caracteriza por la transparencia que adopta el plástico antes opaco.. En el caso de los termofijos, durante todo su intervalo de temperaturas se manifiestan quebradizos, no se reblandecen y tampoco se funden, debajo de su temperatura de descomposición se observa una perdida de rigidez.. 3.1.2.3 Eléctricas. La gran mayoría de los plásticos presentan un excelente comportamiento como aislantes, esto se debe a que no disponen de electrones libres, por esta razón se utilizan frecuentemente en la industria eléctrica y electrónica como aislantes, recubrimiento de cables y alambre, las propiedades eléctricas mas importantes son: Resistencia Superficial Resistencia Transversal Propiedades Dieléctricas Resistencia Volumétrica Resistencia al Arco.. ITESM-CEM. MSMA.
(29) 28. 3.1.2.4 Químicas. Normalmente los plásticos por ser materiales inertes (no reactivos), son más resistentes a la mayoría de sustancias liquidas, sólidas y gaseosas comunes, muestran mejores propiedades químicas que los materiales tradicionales como la madera, el papel, cartón y metales, superados únicamente por el vidrio en lo referente a sustancias químicas.. 3.1.2.5 Absorción de Humedad. Esta propiedad es distinta para los diferentes tipos de plásticos y consiste en la absorción de humedad presente en el aire o por inmersión en agua, dependiendo el grado de absorción con la polaridad de cada plástico.. Por ejemplo, los plásticos no polares como el PE, PP, PS, PTFE, absorben muy poco agua, en cambio los plásticos polares como las poliamidas o los poliésteres termoplásticos absorben gran cantidad, en el caso de estos dos últimos se requiere de secado antes de procesarlos y de un "acondicionamiento" a las piezas recién inyectadas para que alcancen un grado de humedad determinado. En estos materiales el porcentaje de humedad afecta las propiedades finales de las piezas fabricadas.. 3.1.2.6 Permeabilidad. Esta es una propiedad de gran importancia para su utilización en el sector del envase, por ejemplo, en laminas, películas y botellas la permeabilidad frente a gases y vapor de agua es un criterio básico. Además del tipo de plástico, la permeabilidad también depende del grosor y de la temperatura.. 3.1.2. 7 Fricción y Desgaste. El comportamiento de los plásticos frente al desgaste es muy complejo, es caracterizado por la interacción del par de materiales involucrados en el fenómeno, la estructura superficial, el lubricante, la carga especifica y la velocidad de desplazamiento. Una aplicación típica son los ITESM-CEM. MSMA.
(30) 29. rodamientos, siendo los mas importantes los formados por el par plástico - acero. Un fenómeno a considerar en este caso es el desprendimiento de calor a través del elemento metálico, razón por la cual solo tienen sentido los datos de coeficientes de fricción referidos a pares de materiales específicos.. 3.2. PROCESOS DE TRANSFORMACIÓN DE PLÁSTICOS. Esta industria se mueve a una velocidad impresionante, cada día se descubren nuevas técnicas de obtención de este material, pero al mismo tiempo, en universidades, institutos de investigación y en la industria se desarrollan nuevos tipos de procesos para el mejor aprovechamiento de estos.. Algunos procesos son específicos para ciertas aplicaciones no muy comunes ni comerciales, sino de interés particular de quien lo desarrolla, por ejemplo la milicia, la medicina, etc., sin embargo, en las aplicaciones comerciales se trabaja muy fuerte para mejorar las técnicas buscando abatir costos y obtener los mayores beneficios.. 3.2.1. Tipos de procesos. Existen diferentes procesos de transformación de los plásticos, a continuación se mencionan su clasificación por tipo de plástico:. a) Procesos para termoplásticos. •. Extrusión. •. Inyección. • • • • •. Soplado. Calandreo. •. Inmersión. Termo formado. Sinterizado Recubrimiento de cuchillas. b) Procesos para termofijos •. Laminado ITESM-CEM. MSMA.
(31) 30. •. Transferencia. •. Embobinado o filamento continuo. •. Pultrusión. e) Procesos para termoplásticos y termofijos •. Vaciado. •. Rotomoldeo. •. Compresión. •. Espreado. •. RIM. Aparte de estos procesos, existen muchos otros, pero estos son los mas comunes que se pueden encontrar en la industria. A continuación se explica de forma breve en que consiste algunos de ellos, pero se hace más énfasis en el de inyección por ser el de estudio.. 3.2.2. Extrusión. Es un proceso continuo en el cual una resina fundida por acción de temperatura y fricción es forzada a pasar por un dado que le proporciona la forma definida y enfriada al final para evitar deformaciones permanentes posteriores, bajo este procesos se fabrican tubos, perfiles, películas, manguera, lamina, filamentos, pellets, etc.. Este proceso presenta una alta productividad, lo que lo convierte en la forma más importante de obtención de formas plásticas, además en este proceso, la operación de la maquinaria es de las más sencillas, pues una vez que se han establecido las condiciones de operación, la producción es ininterrumpida hasta terminar con la materia prima o cambiar de forma.También cabe mencionar que el costo de la maquinaria, comparado con otros procesos como el soplado, calandreo o inyección es significativamente menor.. La principal restricción o desventaja es que los productos obtenidos por extrusión siempre conservan la misma sección transversal en cualquier punto de su longitud, quedando excluidos de este proceso todos los productos de formas irregulares o no uniformes. Además se hace notar que ITESM-CEM. MSMA.
(32) 31. la mayor parte de estos productos reqmeren de otros procesos para entregar un producto terminado, como por ejemplo la película tubular necesita de un proceso de sellado para formar bolsas.. 3.2.3. Soplado. Es un proceso discontinuo de producción de recipientes y artículos huecos en el cual una resina termoplástica es fundida y moldeada a una preforma hueca y llevada a un molde final, en donde por la introducción de aire a presión en su interior se expande hasta tomar la forma del molde, para ser enfriada y expulsada como producto terminado.. Cabe mencionar que para la producción de la preforma, que se puede considerar como la mitad del proceso como conjunto, pueden ser elaboradas por inyección o extrusión, lo cual hace que el proceso de soplado se divida en dos grupos distintos. Mediante este proceso se fabrican envases para medicamentos, alimentos, recipientes pequeños para alimentos, botellas para bebidas, alimentos, cosméticos, garrafones, recipientes para limpieza, etc.. Una de las ventajas de este proceso, es que únicamente en esté se pueden producir recipientes de boca angosta, solo compartiendo mercado con el rotomoldeo para recipientes de gran capacidad. También se pueden obtener piezas de paredes delgadas pero de gran resistencia mecánica, todo esto gracias al desarrollo de nuevas tecnologias. Finalmente se puede mencionar que operativamente tiene la ventaja de permitir cambios en la producción con relativa sencillez, tomando en cuenta que los moldes no son voluminosos ni pesados.. Como principal restricción del proceso esta que solo se pueden producir artículos huecos, los cuales requieren de grandes espacios de almacenaje y hacen muy dificil la comercialización de productos a regiones que no están próximas a la planta de producción. Por otra parte, en el proceso extrusión soplo se tiene una porción de material residual por ciclo, el cual tiene que molerse y mezclarse con material virgen, con lo cual este costo se tiene que agregar al precio final del producto.. ITESM-CEM. MSMA.
(33) 32. 3.2.4. Termoformado. Es un proceso de transformación secundaria, mediante el cual, una lamina de material termoplástico se moldea por acción de temperatura y presión. La temperatura ayuda a reblandecer la lamina y mediante moldes e intervención de vacío o presión se adquiere la forma final.. La alta productividad es una de las principales ventajas debido a que como es un proceso secundario, no se necesita llevar al plástico al estado de fusión, sino que solo es necesario reblandecerlo. Además, los moldes requeridos son mas sencillos y de menor costo, comparado con los moldes de inyección o soplado, también los materiales de construcción de tales moldes pueden ser mas ligeros debido a que no se trabaja a temperaturas de fusión.. Dentro de las principales restricciones se puede mencionar que para este proceso se debe partir desde un producto (lamina de plástico) para obtener la pieza deseada, además el espesor de la lamina tiene ciertos limites, pues si son muy gruesas no habrá un calentamiento uniforme y la pieza presentara algunas deficiencias. También se observa que en este proceso no se puede utilizar el pedazo de lamina al 100%, por lo que se obtiene una cantidad considerable de material para reciclar, lo que eleva el costo por pieza.. 3.2.5 Inyección. Este es un proceso intermitente para producir piezas de plástico, consistiendo básicamente de un sistema de fusión y mezclado de la resina, diseñado para expulsarlo a alta presión una vez que se encuentra en estado liquido, el plástico es introducido en un molde metálico de dos o más piezas cuya cavidad tiene la forma exterior de la pieza deseada y de un sistema de cierre de molde de alta presión evitando que este se abra al recibir la presión interna del plástico fundido. También cabe mencionar que existe un elemento periférico para agilizar el ciclo productivo de la máquina, este el sistema de enfriamiento del molde.. 3.2.5.1 Ventajas y Restricciones.. El proceso de Inyección tiene la ventaja de producir piezas con las siguientes características: ITESM-CEM. MSMA.
(34) 33. •. Superficies lisas. •. Propiedades de resistencia excelentes a pesar de espesores de pared delgadas. •. Posibilidad de formar orificios, refuerzos, inserciones de partes metálicas. •. Elevada productividad dependiendo del tamaño de la pieza. •. Obtención de piezas listas para ensamble o uso final. •. Piezas de gran exactitud en forma y dimensiones.. Tenemos como principales restricciones los siguientes aspectos que se deben considerar al diseñar un molde: •. Piezas de diferentes formas deben producirse en moldes distintos a pesar de que sean para el mismo ensamble y del mismo material. •. Se debe considerar la forma de la pieza para no tener problemas al tiempo de desmoldar la pieza o recurrir a moldes complicados y caros. •. Por tratarse de un proceso cíclico, la menor interrupción en una de las etapas del ciclo puede alterar gravemente la productividad del proceso. •. La construcción de un molde tiene un costo muy elevado, por lo que es necesario tener asegurada una producción elevada, de lo contrario el costo final del producto se elevará. •. Existe un limite para el espesor de las paredes que se pueden consegmr en este proceso (300-500 milésimas aproximadamente para la pared más delgada). 3.2.5.2 Aplicaciones.. En este proceso de producción, aunque no se alcanzan los volúmenes de producción de otros procesos como la extrusión, su importancia radica en la gran variedad de artículos que se logran obtener y, por consiguiente, la diversidad de mercados que se puede abarcar. Por medio de este proceso se logran desde piezas sencillas como una cuchara desechable hasta engranes de ingeniería, o por otra parte, moldear un objeto del tamaño de un botón hasta una tarima para embalaje de uso industrial. a) Artículos Domésticos •. Artículos de aseo (charolas, cubetas) ITESM-CEM. MSMA.
(35) 34. •. Artículos de cocina (vasos, jarras, platos, etc.). •. Artículos decorativos (marcos de cuadros, flores artificiales, etc.). •. Partes de aparatos (cubiertas, perillas, piezas internas de aparatos eléctricos y electrónicos, etc.). •. Artículos de jardín (sillas, boquillas para mangueras, etc.). •. Artículos de uso personal (peines, cepillos, rasuradores, etc.). b) Artículos de Oficina •. Plumas, portaclips, engrapadoras, lapiceros, etc.. •. Partes de equipo electrónico (carcasas y partes internas para copiadoras, computadoras, fax, sumadoras, etc.). •. Partes de mobiliario (perillas de cajones, ruedas para sillas, etc.). c) Artículos de Consumo •. Desechables (cucharas, tenedores, platos, etc.). •. Envase y embalaje (frascos, tapas a presión y roscadas, estuches para cosméticos, etc.). •. Artículos deportivos (broches para mochilas, suelas de tenis, etc.). d) Juguetería •. Modelos a escala, muñecos, juguetes montables, estuches de juegos de azar, etc.. e) Industrial •. Artículos de seguridad (protectores respiratorios, protectores auditivos, lentes de seguridad, cascos, etc.). •. Recipientes y contenedores para líquidos y sólidos, tapas de estos recipientes, etc.. •. Tarimas de uso industrial. ITESM-CEM. MSMA.
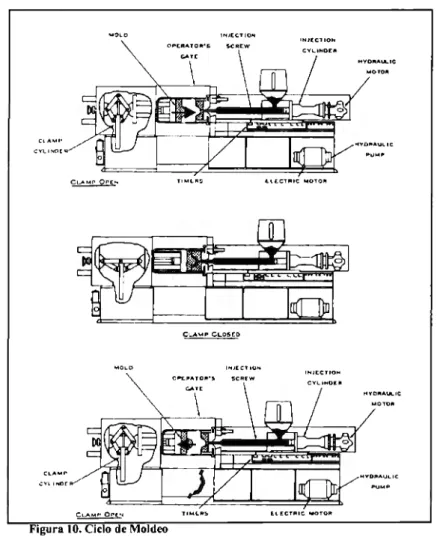
(36) 35. 3.3. EL PROCESO DE INYECCIÓN Y SU MAQUINARIA.. Dentro de los diferentes procesos comerciales que existen para transformar los plásticos, la inyección es uno de los más importantes, tanto por la gran variedad de formas que se pueden obtener como por la utilidad que se genera en cada producto. Es por ello que las industrias dedicadas a la fabricación de maquinaria de inyección has tratado de eficientar al máximo todos sus funciones para generar mayores utilidades, aunque el proceso sigue siendo en mismo, la disposición de los mecanismos así como de su sistema de control ha tenido cambios muy significativos que no se aprecian en la distancia, pero si se refleja en la productividad. En esta sección se tratará sobre el tema del proceso de inyección así como de los componentes de la maqumana.. 1. i. L--.-----=------------------'i ITESM-CEM. MSMA.
(37) 36. 3.3.1. Descripción del proceso. El funcionamiento de un máquina de inyección (figura 9), esta basado en un ciclo donde cada periodo consume un número determinado de segundos, durante este ciclo entran alternativamente las distintas partes de la máquina de forma discontinua. El proceso comienza cuando el material plástico es alimentado a una tolva en forma de pellets, pasa al cilindro o cañón de inyección, donde por la acción de una serie de resistencias se le adiciona un calor controlado dependiendo del tipo de material, además con el giro del husillo se le aplican esfuerzos de fricción que generan mas calor y el polímero se funde, se homogeneiza y se transporta hasta la punta de la unidad de inyección (figura 10)Y1. MOLO. H-U[CT 10111. INJ(C"IION. OPE...AT011'5 CVLINDCII. H'l'O.. AUL.IC MOfOII. C'-"uP CLOSCD. l"IJl C Tl(I,_. INICCTIO"'. C~IU1TOll'S. SCACW. H l CTl'tlC .,.OTOft. Figura 10. Ciclo de Moldeo. El transporte constante del material crea una presión en la parte frontal, que es compensada con el retroceso del husillo, que va tomando la posición previa a la inyección. Una vez que se ha acumulado la cantidad necesaria para llenar las cavidades del molde, la unidad de inyección ITESM-CEM. MSMA.
(38) 37. avanza hasta entrar en contacto con el orificio que le permitirá el avance del material fundido hacia el interior del molde, llamado bebedero.. El molde que ya se encuentra perfectamente cerrado y bajo la presión de la unidad de cierre, recibe el material inyectado a presión por el movimiento repentino del husillo que, funcionando como un embolo, empuja el fluido por la boquilla hacia el bebedero y de ahí a todo el interior del molde. Una vez lleno, el husillo mantiene una presión constante para evitar que el material que fue forzado a entrar regrese y se formen encogimientos en la pieza al termino del enfriamiento.. El sistema de enfriamiento del molde debe trabajar efectivamente durante el tiempo que se aloja la resina fundida en el molde, con la finalidad de solidificar la pieza lo antes posible y poder iniciar el ciclo siguiente cuanto antes, en beneficio de la productividad del proceso. ¡iJ. 3.3.2 Descripción del equipo. Se puede decir de forma general que todas las maquinas de inyección poseen las mismas partes, los arreglos en que están dispuestos es lo que las hace diferenciarse, encontrando cuatro tipos principales de sistemas de inyección:Pl. a) Inyección Horizontal: este es el arreglo más difundido, la unidad de inyección está en posición horizontal y perpendicular al plano que divide a las dos partes del molde. La construcción de este tipo es más sencilla, solo que ocupa mayor espacio.. b) Inyección Vertical: este es solo una modificación del pnmero, donde la unidad de inyección es vertical mientras la disposición del molde y de la unidad de cierre permanece igual.. c) Inyección Vertical: este tipo de máquina se ocupa cuando la pieza inyectada lleva insertos metálicos como tomillos, tuercas, bujes, pernos, etc.. d) Inyección Vertical: este ultimo tipo es diferente a todos los anteriores pues la inyección se realiza en el mismo plano que divide las cavidades del molde. ITESM-CEM. MSMA.
(39) 38. 3.3.2.1 Unidad de Inyección. La unidad de inyección reúne todas las partes involucradas en la plastificación, mezclado y exposición a presión de este material para realizar la alimentación de las cavidades de los moldes. Existen básicamente cuatro tipos de unidades inyectoras, dependiendo del método de plastificación e inyección usado para su funcionamiento : •. Émbolo. •. Émbolo de 2 etapas. •. Husillo plastificante y émbolo. •. Husillo de inyección o reciprocante. Ya que estos tipos de unidades tienen sustanciales diferencias a pesar de lograr el mismo fin a partir de materia prima similar, y a que la inyección con husillo reciprocante ha tenido una amplia aceptación desde que fue introducido hace unos 30 años, únicamente se describirá con detalle está ultima ya que es el tipo de husillo que utiliza la maquina de inyección en estudio. 121. Fig. J- 1. Rcr1proca1in1 o;crew inj,c,.-tion unil. Councsy or HPM Corpo1111ion.. Figura 11. Unidad de Inyección. ITESM-CEM. MSMA.
(40) 39. La Unidad de Inyección de Husillo Reciprocante (figura 11) se compone de las siguientes partes:. •. •. Tolva. •. Husillo y punta de husillo. •. Barril. •. Cabezal de cilindro. •. Boquilla. •. Elementos de calefacción (resistencias). Tolva de Alimentación.. La tolva de alimentación, al igual que en el proceso de extrusión, acumula una cantidad determinada de materia prima a procesar , la cual mantiene lista para dosificar en la etapa que la máquina lo requiera. Esta alimentación es intermitente, pero en general alimenta material de la misma forma que se hace en la extrusión.. Es conveniente señalar que el tipo de tolva más encontrado es el más sencillo, debido a que los materiales que se transforman en mayor volumen no requieren de tratamientos especiales, por lo cual únicamente se puede llegar a requerir un sistema par la automatización de carga de materia pnma.. •. Husillo. El husillo que se utiliza para inyección difiere con respecto al usado en extrusión, principalmente porque las resinas procesadas difieren en propiedades de fluidez entre un método y otro. Generalmente las resinas usadas en extrusión presentan una mayor viscosidad y por lo tanto u índice de fluidez menor, mientras que en el proceso de inyección requiere de plásticos que fluyan rápidamente, llenando las cavidades de los moldes. Sin embargo, el proceso de plastificación en el método de inyección es el mismo utilizado en la extrusión.. Otra diferencia que se puede apreciar plenamente en un husillo de inyección es la disposición de la zonas de alimentación, compresión y dosificación.. ITESM-CEM. MSMA.
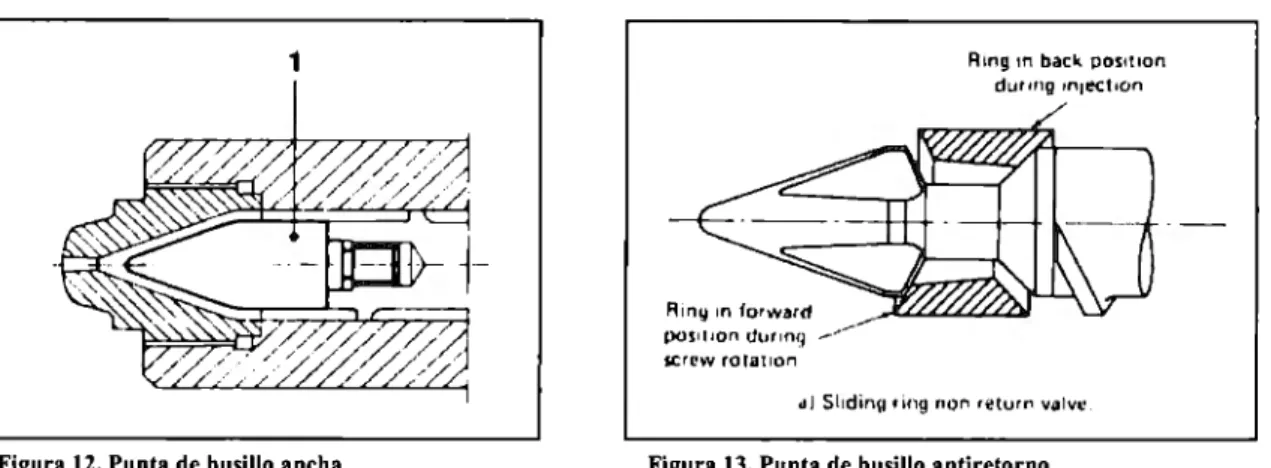
(41) 40. ZONA. INYECCION. EXTRUSION. Alimentación. 60%. 20%. Compresión. 20%. 40%. Dosificación. 20%. 40%. Así mismo, las puntas utilizadas en los husillos muestran una marcada diferencia. P l. •. Punta de Husillo. Durante la etapa de alimentación, el husillo gira y retrocede, plastificando y acumulando material en la parte frontal del cañón, al momento de la inyección el husillo avanza comprimiendo el plástico y lo forza a pasar hacia el molde, con lo cual se establece una gran presión que hace que el material tienda a fluir entre los álabes para regresar a zonas intermedias de la unidad de inyección, esto no es conveniente, por lo que es disminuido o eliminado con el uso de diseños de punta de husillo que impidan este contraflujo.. •. Puntas de paso libre. Los diseños mencionados anteriormente deben ser elegidos dependiendo del tipo de material procesado, para materiales no estables a la temperatura se utilizan puntas de husillo que no impidan o modifiquen mucho el flujo del polímero hacia la parte frontal del barril. Esto se logra usando una punta ancha que deje una pequeña abertura entre ésta y el cuerpo del barril, con lo cual, al avanzar el husillo durante la inyección y al mantener una presión del plástico en el molde se reduce el retomo de material hacia partes anteriores del husillo, aunque no se evita completamente. (figura 12)131. •. Puntas Anti retorno. Otros diseños de puntas de husillos usados para plásticos de mejor estabilidad térmica son del tipo denominado válvulas de no retomo. Hay una gran variedad de diseños de este tipo, aunque la finalidad es la misma y el principio de funcionamiento es similar para todos, consistiendo en una punta con un elemento móvil. (figura 13) 131. ITESM-CEM. MSMA.
(42) 41. 1. R1ng 1n bac~ porn,on dur,ng m1ect1on. Riny m for~ard. posI1,on dur1n9 _,..,,.. screw rotat1on. t1l Slidinn ring nQri return valvc.. Figura 12. Punta de husillo ancha. Figura 13. Punta de husillo antiretorno. Durante la alimentación del material la posición de este elemento móvil es tal que deja un canal libre por donde el plástico fundido fluye para almacenarse en la zona frontal del cañón. Al momento de la inyección en que avanza el husillo para bombear el material, el elemento móvil se retrae, cerrando los canales de flujo y evitando casi por completo el retroceso de material, haciendo más efectivo el funcionamiento del husillo al trabajar como pistón.. •. Cañón o Barril. El barril es el elemento que trabaja conjuntamente con el husillo en las labores de plastificación y transporte del material desde la zona de alimentación hasta el extremo opuesto de la unidad de inyección. (figura 14). Esta parte del equipo, al igual que los cañones usados en extrusión, deben tener una construcción resistente tanto a las presiones internas generadas, a las temperaturas de trabajo y a los desgastes provocados por la constante fricción de los materiales polímeros procesados, así como eventuales corrosiones promovidas por la degradación de material o por la naturaleza química de ciertos aditivos. La superficie interna, por lo tanto, debe llevar un tratamiento especial para aumentar su dureza y resistencia.. Los tratamientos superficiales usados comúnmente en estos cañones son: •. Gas nitrurado. •. Ion nitrurado. •. Endurecido de superficie ITESM-CEM. MSMA.
(43) 42. •. Cromo plateado. •. Construcción bimetálica. •. Otros. De estos, los más usados son los nitrurados (gas o ion) y la construcción bimetálica. Comparativamente la construcción bimetálica ofrece el mejor comportamiento ante los problemas de desgaste, pero los costos de cada tipo de tratamiento de superficie, conjugado con la durabilidad y resistencia del equipo serán las variables que intervengan en la toma de decisiones.. Cabezal. Resistencias. Husillo. ~~~~~~ Punta de Husillo. Figura 14. Cilindro o cañón. •. Cabezal del Cilindro o Adaptador. Esta pieza es la que une el cuerpo principal del cilindro a la boquilla de inyección. Esta construcción hace que el equipo adquiera una fabricación más modular, facilitando los cambios de boquillas cuando las exigencias del material así lo demanden, sin embargo se agrega el problema de tener una unión extra que asegure plenamente para evitar fugas de material plastificado por las altas presiones desarrolladas. (figura 15)Í31 1. 2. 3. Carrera Figura 15. Boquilla con Válvula Piston 2. Cabezal 3. Cuerpo de Boquilla l.. ITESM-CEM. MSMA.
Figure

+7



Documento similar
2.- Aunque, para elaborar un comentario completo, debemos formular varias preguntas, en los ejercicios pedagógicos es preferible que reduzcamos, sobre todo al principio,
Cedulario se inicia a mediados del siglo XVIL, por sus propias cédulas puede advertirse que no estaba totalmente conquistada la Nueva Gali- cia, ya que a fines del siglo xvn y en
No había pasado un día desde mi solemne entrada cuando, para que el recuerdo me sirviera de advertencia, alguien se encargó de decirme que sobre aquellas losas habían rodado
De acuerdo con Harold Bloom en The Anxiety of Influence (1973), el Libro de buen amor reescribe (y modifica) el Pamphihis, pero el Pamphilus era también una reescritura y
Abstract: This paper reviews the dialogue and controversies between the paratexts of a corpus of collections of short novels –and romances– publi- shed from 1624 to 1637:
Habiendo organizado un movimiento revolucionario en Valencia a principios de 1929 y persistido en las reuniones conspirativo-constitucionalistas desde entonces —cierto que a aquellas
Por lo tanto, en base a su perfil de eficacia y seguridad, ofatumumab debe considerarse una alternativa de tratamiento para pacientes con EMRR o EMSP con enfermedad activa
The part I assessment is coordinated involving all MSCs and led by the RMS who prepares a draft assessment report, sends the request for information (RFI) with considerations,
