ESTUDIO PARA LA IMPLEMENTACIÓN DE SISTEMAS
DE COMBUSTIÓN A GAS NATURAL EN UNA
FUNDICIÓN DE ALEACIONES DE ACERO DE
200 TM/MES
INFORME DE SUFICIENCIA
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO MECÁNICO
LUZ STEFANI, SOTOMAYOR VALENZUELA
PROMOCIÓN 2 010-11
·
LIMA-PERU
ÍNDICE
PRÓLOGO ... 1
CAPITULO 1 INTRODUCCIÓN ... 3
1 .1. Antecedentes ... 3
1.2. Objetivo General. ... 4
1.3. Objetivos Específicos ... 4
1.4. Justificación ... 5
1.5. Alcances ... 5
1.6. Limitaciones ... 6
CAPÍTULO 2 MARCO TEÓRICO ... 7
2.1. 2.1.1. 2.1.2. 2.1.3. 2.2. 2.2.1. 2.2.2. 2.2.3. 2.3. 2.3.1. 2.3.2. 2.3.3. 2.4. 2.4.1. Hornos de Fusión tipo Crisol. ... 7
Generalidades ... 7
Proceso de Fusión ... 1 O Proceso de Calentamiento ... 11
Cucharas para Hornos de Fusión ... 13
Generalidades ... 13
Proceso de Colada ... 15
Proceso de Calentamiento ... 17
Hornos de Tratamiento Térmico ... 19
Generalidades ... 19
Proceso de Tratamiento Térmico ... 22
Proceso de Calentamiento ... 23
Sistema de Suministro de Gas Natural ... 25
2.4.2. 2.4.3. 2.4.4. 2.5. 2.5.1.
Componentes del sistema ... 27
Trámites Requeridos ... 29
Ventajas del Uso de Gas Natural ... 35
Bases de Cálculo ... 36
Análisis Térmico ... 36
2.5.2. Referencias Normativas ... 38
CAPITULO 3 SITUACIÓN ACTUAL DE LA FUNDICIÓN ... 40
3.1. Generalidades ... 40
3.1.1. Secuencia y Flujo de Procesos ... 40
3.1.2. Descripción de Sistemas de Suministro y Combustión de Petróleo Industrial 6 ... 43
3.2. Sistemas de Suministro de Petróleo Residual 6 ... 48
3.2.1. Especificaciones ... 48
3.2.2. Condiciones Operativas ... 51
3.2.3. Consumo Energético ... 53
3.3. Equipos de Combustión de Petróleo Residual 6 ... 55
3.3.1. Especificaciones ... 55
3.3.2. Condiciones Operativas ... 62
3.3.3. Consumo Energético ... 73
CAPITULO 4 REQUERIMIENTOS DEL PROYECTO ... 76
4.1. Hornos de Fusión tipo Crisol. ... 76
4.1. 1. Especificaciones ... 77
4.1.2. Condiciones de Operación ... 81
4.2.1. Especificaciones ... 82
4.2.2. Condiciones de Operación ... 86
4.3. Hornos de Tratamiento Térmico ... 87
4.3.1. Especificaciones ... 89
4.3.2. Condiciones de Operación ... 97
4.4. Equipos Proyectados ... 98
4.4.1. Generalidades ... 98
4.4.2. Demanda Energética Proyectada ... 98
4.5. Instalaciones para Suministro de Gas Natural ... 99
4.5.1. Demanda de Gas Natural ... : ... 99
4.5.2. Red de Suministro de Alta Presión ... 100
4.5.3. Estación de Regulación, Medición y Filtración Primaria ... 101
4.5.4. Redes Internas a Puntos de Consumo ... 103
4.5.5. Trámites Requeridos ... 105
CAPÍTULO 5 ANÁLISIS ECONÓMICO ... 107
5.1. Inversión del Proyecto ... 107
5.2. Ahorro Económico ... 111
5.3. Rentabilidad ... 113
5.4. Cronograma Estimado de Ejecución ... 119
CONCLUSIONES ... 121
BIBLIOGRAFÍA ... 124
LISTADO DE TABLAS
Tabla 2. 1. Principales tipos de combustible . ... 11 Tabla 3. 1. Listado de macro procesos de la fundición de aleaciones de acero de
200TM/mes ... 41
Tabla 3. 2. Características del Petróleo Industrial No 6. Fuente: EMCOPESAC .... 53 Tabla 3. 3. Consumo de combustible del horno tipo crisol. Fuente: Área de Logística de la fundición de aleaciones de acero de 200 TM/MES ... 7 4 Tabla 3. 4. Consumo de combustible del sistema de calentamiento de cuchara. Fuente: Área de Logística de la fundición de aleaciones de acero de 200 TM/MES.
··· 74 Tabla 3. 5. Consumo de combustible del horno de tratamiento térmico. Fuente: Área de Logística de la fundición de aleaciones de acero de 200 TM/MES ... 75 Tabla 5. 1. Inversión total resultante del proyecto . ... 107 Tabla 5. 2. Asignación de costos a los equipos de combustión a gas natural y
estación de regulación, filtración y medición primaria . ... 109 Tabla 5. 3. Asignación de costos a la estación de regulación, filtración y medición primaria, instalaciones internas y estaciones secundarias. También incluye las Certificaciones y Estudio de Riesgos . ... 11 O Tabla 5. 4. Costo del gas natural. Fuente: Cálidda, Sector Grandes Clientes. Dato a Noviembre del 2013 ... 111 Tabla 5. 5. Costo del petróleo industrial 6. Fuente: Emcopesac, Proveedor de
Tabla 5. 6. Resultados de ahorro por reemplazo de combustible ... 112 Tabla 5. 7. Gasto de mantenimiento anual de equipos y sistemas a implementarse
en el proyecto . ... 113 Tabla 5. 8. Cuadro de pagos del financiamiento requerido . ... 114 Tabla 5. 9. Cuadro de flujo de caja de la fundición en función de los egresos e
ingresos causados por la implementación del proyecto . ... 115 Tabla 5. 10. Variación del precio del petróleo industrial 16, disminución del costo unitario en 0%, 10%, 20% y 30% . ... 115 Tabla 5. 11. Cuadro de flujo de caja de la fundición en función de los egresos e ingresos causados por la implementación del proyecto y en función de una
LISTADO DE ILUSTRACIONES
Figura 2. 1. Colada de material desde un horno de crisol a una cuchara . ... 8 Figura 2. 2. Esquema de elementos internos principales del horno. Pared
refractaria (1), crisol (2), base del crisol (3) y cámara de combustión (4) . ... 9 Figura 2. 3. Horno basculante calentado con gas . ... 9 Figura 2. 4. Vista de planta del horno mostrando la ubicación de los quemadores a gas ... 12 Figura 2. 5. Gráfico de intervalos de fusión de algunos metales y sus aleaciones. 13 Figura 2. 6. Vaceado de material desde el horno eléctrico hacia la cuchara . ... 13 Figura 2. 7. Vista del interior de una cuchara de horno . ... 14 Figura 2. 8. Cuchara para vaceado por el borde, con pico ... 15 Figura 2. 9. Tipos de sistemas de calentamiento de cucharas, de disposición
vertical (a) y horizontal (b) ... 17 Figura 2. 1 O. Disposición vertical de la cuchara para el calentamiento de la misma.
··· 18 Figura 2. 11. Balance de energía en un sistema de calentamiento de cuchara con quemadores a gas natural. ... 19
Figura 3. 1. Mapa de macro procesos de la fundición de aleaciones de acero de
200TM/MES 42
Figura 3. 2. Diagrama de procesos componentes del macro proceso Fundición .... 42
Figura 3. 3. Transporte de cuchara de 6.5 TM con carga líquida de metal. ... 45
Figura 3. 4. Colado de material de la cuchara al molde . ... 46
Figura 3. 5. Vista general de disposición de tanques No 1 y 2. Contenedores para el llenado de combustible . ... 48
Figura 3. 6. Disposición de tanques No 2 y 3 ... 49
Figura 3. 7. Disposición de sistema de bombas, tuberías y accesorios ... 50
Figura 3. 8. Esquema de disposición de sistema de bombeo y tuberías de tanques No 2
y
3 ....
51Figura 3. 9. Detalle de líneas de succión y descarga de combustible. Bombas de succión 1 , 2 y 3 ... 52
Figura 3. 1 O. Crisol de 650 kg . ... 55
Figura 3. 11. Horno de fusión tipo crisol en la fundición . ... 56
Figura 3. 12. Sistema de alimentación de aire y combustible de un horno tipo crisol. ··· 56
Figura 3. 13. Esquema de cucharas . ... 57
Figura 3. 14. Esquema de red de suministro de aire y petróleo . ... 58
Figura 3. 15. Esquema de horno de tratamiento térmico tipo puerta guillotina ... 60
Figura 3. 16. Red de suministro de petróleo . ... 61
Figura 3. 17. Esquema del control de las líneas de suministro de aire y combustible. ··· 62
Figura 3. 18. Proceso de calentamiento de cuchara . ... 64
Figura 3. 20. Forros de acero al manganeso, retirados del horno y listos para el enfriamiento en agua . ... 66
Figura 3. 21. Bowl liner 12796-03, de una Chancadora Cónica 5. 1 /2 SH Symons. Material AAC-43, peso final 1240 kg ... : .... 70 Figura 3. 22. Sector de engranaje 1130-105, de un Molino de Bolas 9'6" x 14'
COMESA. Material AMC-11, peso final 5750 kg . ... -... 70 Figura 3. 23. Tapa trunnion 1137-102, lado carga de un Molino de Bolas 9'6" x 8' COMESA. Material HCL-72, peso bruto 6258 kg, peso final 6010 kg ... 71 Figura 3. 24. Tapa trunnion 1125-102, lado carga de un Molino de Bolas 9'6" x 12' COMESA. Material HCN-81, peso bruto 6900 kg, peso final 6345 kg . ... : .. 71
Figura 3. 25. Bowl liner 12540-02, de una Chancadora Cónica 5.1 /2 STO Symons. Material AAC-43, peso final 2227 kg ... 72 Figura 3. 26. ·Bowl 12215-107, de una Chancadora Cónica 5.1/2 STO Symons. Material AAC-02, peso bruto 4910 kg, peso final 4031 kg ... : ... .-.... 73
Figura 4. 1. Parrillas para horno de tratamiento térmico. Material ASTM A297 Grado
HH, peso final 155.18 kg. Unidades requeridas 24, peso total 3. 73 TM. Fabricados
en la fundición. Vida útil: 6 austenizados de AAC-24 ó 12 normalizados-recocidos
de AMC-28. Sufren de deformaciones y alta oxidación durante los procesos de
tratamiento térmico . ... 88
Figura 4. 2. Apoyos de concreto refractario. Ubicación en la base del horno.
PRÓLOGO
El trabajo consiste en evaluar los beneficios de la implementación de un sistema de
combustión a Gas Natural, de uso industrial, en reemplazo de un sistema existente
de combustión a Petróleo Industrial No 6 en una fundición de aleaciones de acero
de 200 TM/mes, mediante la identificación y selección de los componentes
requeridos para tal fin.
Inicialmente se describe el marco teórico de los sistemas involucrados en el
presente trabajo, para luego analizar la situación actual de la fundición,
identificándose el sistema de suministro y distribución de Petróleo Industrial No 6, y los equipos a combustión existentes en la fundición, con el propósito de determinar
las características para su reemplazo con equipos de combustión a gas natural, y sin afectar al proceso involucrado ni a los productos resultantes del mismo.
El trabajo contempla la identificación de los equipos para la captación, filtración,
medición, regulación y distribución de Gas Natural a presión de suministro, de manera que funcionen los equipos de combustión en la fundición y los que se
proyectan instalar en un plazo de 3 años. También se determinan los trámites necesarios para la habilitación del Suministro de Gas Natural como Consumidores
Aprobación de la Solicitud de Factibilidad de Suministro, del Proyecto de Instalación de Gas y Habilitación del Suministro de Gas Natural.
La implementación del Sistema de Combustión a Gas Natural en la fundición de aleaciones de acero corresponde a un consumo de energético máximo equivalente al total de los consumos nominales de los equipos de uso actual. El diseño y dimensionamiento de este sistema contempla, adicional al consumo de los equipos de uso actual, los equipos proyectados a 3 años, con una demanda futura de todo el conjunto de 1200 Sm3/h. Por otro lado, el trabajo exige un cumplimiento de todas las normas legales vigentes para las instalaciones involucradas en la implementación.
La determinación de los componentes y equipos a gas natural, para un uso actual, son considerados para los procesos de fusión de piezas de bronce al estaño, proceso de colada y tratamiento térmico de piezas para maquinaria para plantas de concentración. El trabajo incluye un análisis general de las variables a considerar en cada proceso y la proyección de los equipos a combustión a implementar en caso de un aumento de la producción en la fundición, con el fin de reducir los costos de fabricación por el redimensionamiento de las redes de gas natural.
El trabajo incluye el análisis de costos correspondiente, determinando finalmente el
costo - beneficio (8/C) de la implementación del Sistema de Combustión a Gas Natural en una fundición de aleaciones de acero de 200 TM/mes, así como la
CAPÍTULO 1 INTRODUCCIÓN
1.1. Antecedentes
La fundición de aleaciones de acero de 200 TM/mes se dedica a la producción de equipos y sus repuestos para la minería, en especial para plantas de concentración, y la industria en general. Fabrica piezas fundidas en acero, aleaciones de acero, hierro fundido y en bronce, trabaja con planchas y perfiles de acero cortados y soldados para dar forma a ciertos componentes. Para el proceso de producción utiliza tecnología nacional y los productos acabados son comercializados principalmente en el mercado nacional.
Conociendo al gas natural como alternativa de reemplazo a los combustibles
fósiles, el presente trabajo evalúa la implementación de un sistema de combustión a
gas natural que permita el correcto funcionamiento de los equipos de combustión
de la fundición, reduciendo las pérdidas en la producción por paradas y
mantenimientos no planificados y, generando también un ahorro significativo
resultado del uso del gas.
1.2. Obietivo General
Determinar el costo - beneficio (B/C) de la implementación de un sistema de combustión a gas natural en reemplazo de sistemas de combustión a residual 6 en una fundición de aleaciones de acero de 200 TM/mes.
1.3. Obietivos Específicos
Describir los equipos de combustión actuales de la fundición de aleaciones de acero de 200 TM/mes.
Determinar los consumos de combustible de los equipos en uso en la fundición y estimar los consumos de los equipos a implementarse a corto plazo.
Determinar los componentes del sistema de combustión a gas natural de los equipos de tratamiento térmico, sistema de calentamiento de cuchara, fusión de bronce en la fundición de aleaciones de acero y los componentes del sistema de suministro y distribución de gas natural para una demanda de los equipos actuales y de los equipos a implementarse a corto plazo.
1.4. Justificación
Dada la disponibilidad del gas natural, y los bajos precios por el suministro del mismo en comparación con los combustibles fósiles, resulta factible implementar las tecnologías requeridas para trabajar con el gas natural, aplicando los conocimientos en ingeniería y desarrollándolos bajo la normatividad vigente en el país.
1.5. Alcances El presente trabajo contempla:
Identificación y selección de los sistemas de combustión a gas natural que se
adapten a los procesos existentes en la fundición. Los equipos considerados en
este análisis son el horno de tratamiento térmico de 10,000 kg (10 tm), el sistema
de calentamiento de cuchara de 6,000 kg (6 tm), el horno de fusión tipo crisol de
650 kg (0.65 tm). También se considera la estimación de los consumos máximos de
los equipos proyectados a 3 años.
Identificación y selección de las instalaciones para el suministro, regulación, filtrado
y distribución de Gas Natural, desde la válvula de servicio hasta los puntos de
consumo, lo cual implica la acometida (accesorio de ingreso a la estación AIE,
estación de filtración y medición EFM) e instalaciones internas (red de tuberías
entre la estación de filtración y medición EFM y puntos de consumo). El
dimensionamiento de los componentes se basa en un consumo total máximo de
Descripción de los procedimientos para los trámites ante ta Concesionaria de Gas Natural y el Organismo Supervisor de la Inversión en Energía y Minería (OSINERGMIN).
Estimación de los costos de la implementación para determinar el costo - beneficio (B/C) del proyecto.
1.6. Limitaciones
El trabajo no comprende la ingeniería de detalle, ni el diseño estructural de los
soportes mecánicos de las tuberías, ni la reingeniería de las estructuras soportes de
los equipos y ni el costo por el suministro de un manipulador estructural para la
carga y descarga de piezas de un horno de tratamiento térmico.
El trabajo considera solo los costos asociados a los sistemas de combustión y
sistema de medición, regulación, filtración y distribución de gas natural.
Los recursos considerados deben ser conforme a lo que estipulan las normas
vigentes a nivel nacional e internacional.
CAPÍTULO 2 MARCO TEÓRICO
La información de los sistemas componentes del proyecto se detalla a continuación.
2.1.
2.1.1.
Hornos de Fusión tipo Crisol Generalidades
El horno de crisol es un equipo utilizado principalmente para la fusión de metales no ferrosos con bajo punto de fusión, hasta 1,473.15 K (1,200 ºC), como aluminio, bronce, cobre, zamac, entre otros. El metal prácticamente no entra en contacto con la fuente de calentamiento (hecho por vía indirecta) y por esto, está sujeto a poca contaminación. El metal completamente líquido es transferido en una cuchara o un crisol precalentado desde el horno de crisol a los moldes, con la excepción de casos especiales en que es vaciado directamente al molde.
cámara de combustión debe ser perfectamente cilíndrico para permitir la distribución uniforme del calor.
Figura 2. 1. Colada de material desde un horno de crisol a una cuchara.
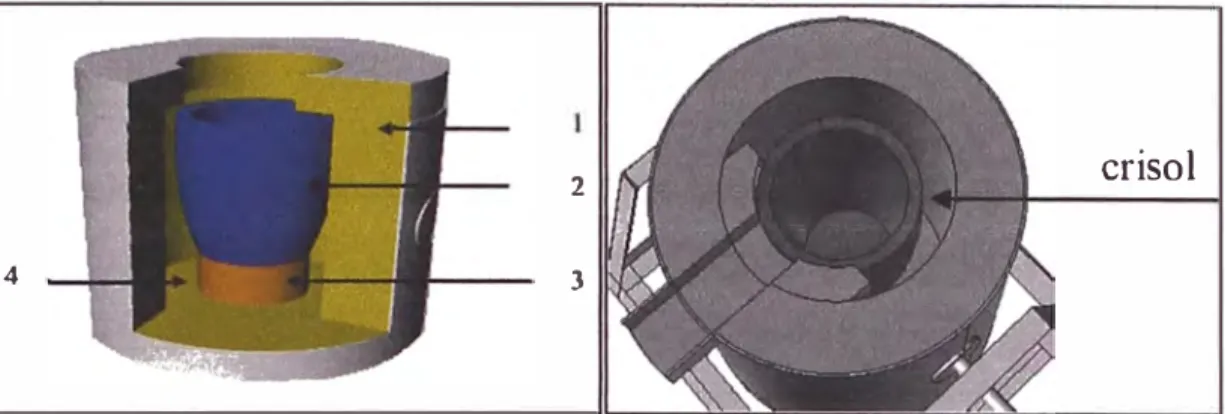
El crisol se posiciona en el centro de la cámara de combustión y se apoya sobre un pedestal, también confeccionado a partir de material refractario. Sobre el horno existe una tapa para evitar las pérdidas de calor e impedir la salida libre de la llama.
2
crisol
4 3
Figura 2. 2. Esquema de elementos internos principales del horno. Pared
refractaria (1 ), crisol (2), base del crisol (3) y cámara de combustión (4).
Existen variedades de hornos con crisol, los hornos tipo basculante son los movibles que están apoyados sobre un sistema de sustentación. Usualmente se les utiliza cuando es necesaria una producción relativamente grande de una aleación determinada. El tipo original de horno basculante, con capacidades de 70 a 750 kg de latón, bascula en torno a un eje central. Su desventaja es que el punto de descarga acompaña el movimiento basculante .
..
..
. .
A j • - · I � �2.1.2. Proceso de Fusión
La carga se deposita en frío en el crisol y para fundirla, el calentamiento se inicia a máxima potencia. Cuando la temperatura se encuentra 50 o 100 ºC por debajo del punto de fusión del metal, no se aporta energía y se deja que la carga se caliente únicamente por la inercia térmica del crisol. La temperatura se estabiliza durante todo el proceso por medio de un sistema de control. Al finalizar se extrae la escoria y se realiza un tratamiento al metal líquido para luego iniciar la colada del metal al molde.
Las características a tomar en cuenta durante el calentamiento son:
Fundir el metal tan rápido como sea posible y elevarlo a la temperatura de vaciado requerida.
Mantener tanto la pureza de la carga, como precisión de su composición.
Poco tiempo de parada.
Uniformidad de temperatura.
Instalación de distribución y regulación de temperatura.
Diseño robusto del horno.
El metal prácticamente no entra en contacto con la fuente de calentamiento (hecho por vía indirecta) y por esto, está sujeto a poca contaminación.
Las condiciones a considerar para mejorar la productividad son:
Realización de la combustión en un volumen muy reducido.
- Reducción de pérdidas térmicas hacia el exterior
2.1.3. Proceso de Calentamiento
En relación a la forma de energía utilizada, los hornos de crisol pueden ser operados básicamente a través de energía eléctrica o de combustibles. En relación a la energía eléctrica, los hornos más comunes son de resistencia y de inducción. En cuanto a los combustibles, se puede utilizar una variedad de ellos.
Cada forma de energía, sea eléctrica o en forma de combustible, posee sus
ventajas y desventajas que deben ser aprovechadas o evitadas de acuerdo con las
condiciones de producción exigidas, o en función de la política de abastecimiento
adoptada.
Tabla 2. 1. Principales tipos de combustible. Fuente: C&M SERVICENTROS S.A.C.
Tipo Combustible PCI PCS
kJ/kg kJ/kg
Hulla 30600 31400
Sólidos Carbón de madera Antracita 34300 31400 34700 33700 CoQue de petróleo 34100 36500
Etanol puro 1 26790 29720
Liquidos Gasolina2 43950 46885
Queroseno3 43400 46500
Petróleo bruto 40895 47970
Gas de coque 31400 35250
Gaseosos Propano Butano 46350 45790 50450 49675
Gas natural 39900 44000
1 Densidad a 20ºC, 790 kg/m3.
El uso de un sistema de combustión requiere que el alojamiento del quemador sea en la base del horno. El quemador apunta tangencialmente a la base del crisol, lo
cual permite una difusión uniforme y en espiral de la llama en la cámara de combustión conservándola en el interior de la misma. Por lo general debido al
reducido espacio de la cámara de combustión, los quemadores seleccionados deben generar una llama corta con alto poder calorífico.
Figura 2. 4. Vista de planta del horno mostrando la ubicación de los quemadores a
gas.
Adicionalmente al quemador, se cuenta con un sistema de control y seguridad de
llama, un sistema de suministro de aire con su soplador y también redes de
suministro de combustible, y una chimenea. El sistema es seleccionado
dependiendo de la capacidad nominal del horno y las dimensiones del mismo.
Sobre las temperaturas del proceso, la exactitud con que midan y controlen
determinará el éxito de la operación y tendrá efecto sobre las propiedades de
resistencia del metal y aleaciones. La temperatura de proceso debería controlarse
dentro de ± 2,5ºC. Aunque a veces es posible este apretado rango, uno más
ºC 1200 1000 800 600 400 200
o
D
1 o
LJ
Plomo
LJ
c::::J.
Cinc AlU lnlo Bronco Plata Lat6n Oro Cobro
Figura 2. 5. Gráfico de intervalos de fusión de algunos metales y sus aleaciones.
Las eficiencias energéticas para los hornos de crisol con s·istema de combustión convencionales a gas son entre el 15 y el 30%.
2.2.
2.2.1.
Cucharas para Hornos de Fusión Generalidades
Las cucharas son crisoles donde se depositan las aleaciones de acero recién
fundidas. El material procesado, aleación de acero líquido fundido en hornos
eléctricos de arco, HEA, es vaciado en los moldes mediante estas cucharas.
Las cucharas están formadas internamente por un revestimiento refractario y externamente por una carcasa de chapa de acero. El revestimiento refractario normalmente se confecciona a partir de ladrillos especiales o piezas de concreto especial, con la finalidad de resistir el elevado calor existente de la carga de aleación de acero fundida.
Figura 2. 7. Vista del interior de una cuchara de horno.
Estas cucharas o cucharones son de diferentes tipos, como las que tienen reborde
o pico y las cucharas de tetera. Existen además las cucharas de tapón, que se utilizan principalmente con el acero.
En las cucharas de vaciado por el borde, el metal se carga por encima del reborde y
el flujo se controla inclinando la cuchara mediante un volante de mano engranado a la estructura de soporte de la cuchara. Puesto que el metal fluye desde la parte
molde. Las cucharas con reborde se utilizan para la fundición de pequeñas piezas de acero.
Con el fin de minimizar las emisiones de polvo fugitivas, las cucharas llevan una tapa. Este componente también reduce las pérdidas de calor.
Figura 2. 8. Cuchara para vaciado por el borde, con pico.
El tipo de cuchara de la Figura 2. 8., son soportada:> por una estructura de metal, que en la parte superior lleva un gancho, desde donde se amarra la grúa que transporta la cuchara. La cuchara tiene un mecanismo de fijación de giro, que restringe el giro hacia uno de los lados.
2.2.2. Proceso de Colada
En algunas fundiciones, el escoriado se realiza una vez que el metal fundido ha
sido depositado en la cuchara, y para ello se adiciona ferroaleantes como el
ferrosilicio. Luego a una temperatura determinada se procede a colar el metal a los
moldes.
El calentamiento además de evitar el choque térmico disminuye el borboteo del material fusionado, que puede salpicar y producir accidentes graves.
Resultado de la periodicidad de este proceso, el recubrimiento refractario interno de
la cuchara sufre variaciones en su estructura como corrosión y otras veces choques
térmicos o una combinación de ambos, los resultados varían dependiendo de la
zona interna de la cuchara.
Para evitar las pérdidas de energía durante la transferencia del metal fundido desde
el horno hasta los moldes, deben llevarse a cabo buenas prácticas, como por
ejemplo:
Utilización de cucharas limpias precalentadas hasta el rojo vivo.
Utilización de cucharas de distribución y cazos, mucho más largos y dotados
de tapas para retener el calor.
Tapar las cucharas que estén vacías (boca arriba) o bien darles la vuelta
cuando no se utilicen.
Minimizar las transferencias de metal entre cucharas.
Transferir el metal tan pronto como sea posible sin por ello dejar de cumplir
2.2.3.
Proceso de CalentamientoLos sistemas convencionales de calentamiento de cuchara consisten en una pared con aislamiento tipo fibra o castable instalado sobre un carro o simplemente fijada sobre la superficie. Esta sistema está provisto de soplador, quemador, redes de combustible y de aire y una unidad de bombeo para el caso de combustibles líquidos, instalados en un área fija o soportados por una estructura para su fácil reubicación. La selección del sistema de calentamiento depende de la capacidad nominal y las dimensiones de la cuchara.
La disposición del sistema de calentamiento puede ser horizontal o vertical. En el primer caso el sistema es elevado mediante un mecanismo mecánico o hidráulico.
(a) (b)
Figura 2. 9. Tipos de sistemas de calentamiento de cucharas, de disposición vertical (a) y horizontal (b).
La cuchara es ubicada de modo que la abertura de ésta es colindante con la pared
de aislamiento y el eje central de la pared coincide con el centro de la pared, donde
se ubica el quemador. El sistema está provisto de un escape de gases de
•
•
Figura 2. 1 O. Disposición vertical de la cuchara para el proceso de calentamiento.
A medida que el sistema de calentamiento se vuelve eficiente, la vida útil del revestimiento refractario de la cuchara aumenta.
El uso de gas natural en el sistema de calentamiento de cuchara implica tener un control automático sobre este proceso, que elimina el factor humano y mejora el desarrollo del calentamiento, con curvas de aumento de temperatura controladas que alargan la vida útil del refractario. La implementación de quemadores de alta eficiencia es un requerimiento principal para este sistema, puesto que permite obtener temperaturas mayores a los 1,273.15 K (1,000 ºC).
Por otro lado, los sistemas convencionales de calentamiento a gas natural
presentan baja eficiencia, de 13% a 20%, puesto que gran parte del calor generado
se pierde en los gases de combustión que circulan fuera de la cuchara a través de
Cubierta Salida de gases de
...-J1
combustionEnergía total
del
combustible 100%
Pérdidas por radiación 5%
Energía Efectiva 13%
Pérdidas por escape de gases calientes 82%
Figura 2. 11. Balance de energía en un sistema de calentamiento de cuchara con
quemadores a gas natural.
El desarrollo de nuevas tecnologías en sistemas de calentamiento de cucharas
incluye el uso de energía eléctrica, sistema de gran eficiencia (alrededor del 70%)
que requiere que el área interna de la cuchara sea completamente hermética. El
calentamiento se realiza a través de elementos resistivos, dispuestos dentro de un
sistema cilíndrico que sirve a modo de protector. Las unidades de 30 kJ/s (30 kW)
en promedio, logran temperaturas de hasta 1,273.15 K (1,000 ºC) en el refractario
de las cucharas. La desventaja principal de trabajar con estos sistemas es la
relativa fragilidad que presentan los elementos resistivos.
2.3.
2.3.1.
Hornos de Tratamiento Térmico
Generalidades
El horno de tratamiento térmico permite modificar las propiedades de los productos
según especificaciones requeridas. El horno consiste en una cámara donde se
colocan las piezas a tratarse, y que presenta en el interior de sus paredes, techo y
base, un revestimiento refractario que se soporta en una estructura metálica, tiene
también un sistema de calentamiento, un sistema de control de temperatura y
Estos hornos se clasifican como de tipo batch, semicontinuo y continuo. Los hornos
tipo batch son los más comunes y versátiles en la industria de tratamientos
térmicos, las cargas son normalmente estacionarias. Éstas son cargadas o
descargadas del horno por cada operación. En hornos tipo continuos, la carga es
transportada de un lugar a otro, lo que involucra la variación de temperatura en
distintas zonas del horno. Los tipo semicontinuos, trabajan de forma continua pero
incluye otros procesos en el recorrido, por ejemplo un manipulador o canasta lleva
la carga desde el horno para el enfriamiento, luego la carga es llevada a la zona de
descarga mientras que la siguiente carga es llevada del horno a la zona de
enfriamiento.
900
800 700
500 400 300 200 100
'l'11
'l'12
5 1 o 15 20 25 30 35 40 45 50 55 60 r1 min 5 1 O 15 20 25 30 35 40 45 50 55 � min
Hornos tipo caja, este tipo de horno es la configuración más simple para
tratamientos térmicos. Son usados para procesos de normalizado, recocido,
relevado de tensiones y carburización. Presenta un rango de operación desde los
368.15 K (95 ºC) hasta los 1368.15 K (1095 ºC).
Horno tipo Car-Bottom, son usados para procesos térmicos de piezas grandes
como engranajes, también son usados para procesos de carburización, recocido,
endurecido, normalizado y relevado de tensiones. La base del horno es una cama
cubierta de refractario tipo carro con rieles.
Hornos tipo tip-up (lift-off), estos hornos son diseñados de modo que el casco
puede ser abierto o cerrado mediante un sistema hidráulico, con ello facilita la carga
y descarga de las piezas usando un manipulador tipo uñas, estos hornos pueden ser circulares o una variación de los hornos tipo car-bottom.
Antiguamente se instalaban ladrillos refractarios como recubrimiento interior de la
estructura metálica del horno. Actualmente se destaca el uso de recubrimientos tipo
fibra, de lana mineral, que presenta variados beneficios como el ahorro de energía,
por su alto coeficiente de transferencia de calor, la facilidad de instalación y poco
peso.
2.3.2.
Proceso de Tratamiento TérmicoLos tratamientos térmicos, en general, son operaciones de calentamiento y
enfriamiento de los metales o aleaciones, a temperaturas y velocidades variables,
mediante los cuales se persigue fundamentalmente, conseguir cambios en la
estructura cristalina, cambio de fases, bien en su número o proporción, o
distribución, permaneciendo su naturaleza, es decir, su composición química
inalterable.
Este sistema térmico tiene como objetivo obtener una distribución homogénea de la
temperatura de la cámara para transferir calor uniformemente a la carga. La cámara
consiste en un sistema de recirculación de aire caliente hecho de forma transversal
a la disposición de la carga.
El tratamiento térmico depende del material de la pieza, las dimensiones y el tipo de geometría que presente, en el caso de aceros al manganeso se realizan
Los tipos de tratamiento térmico normalmente realizados para piezas componentes
de maquinaria para la minería son los siguientes:
Normalizado.
Recocido.
Normalizado y relevado de tensiones. Austenizado.
Relevado de tensiones.
En cuanto a los materiales, los elementos que más favorecen la penetración del temple, es decir, la templabilidad, son el manganeso, molibdeno y el cromo. Por otra parte, un aumento en el tamaño de grano produce un aumento de la templabilidad.
2.3.3. Proceso de Calentamiento
El calentamiento del horno puede originarse mediante el uso de un sistema eléctrico o un sistema de combustión a gas.
Los hornos con sistema de calentamiento eléctrico pueden ser del tipo de
resistencias o de inducción, esos elementos se ubican en las paredes de la cámara
del horno y requieren un sistema de control en el suministro eléctrico. La selección
de estos componentes depende del tipo de refractario de las paredes, el tipo de
tratamiento a realizar, la capacidad de la carga y las temperaturas a alcanzar.
Aunque los hornos con sistema de calentamiento eléctrico pueden ser muy
de un horno con sistema de calentamiento a gas que presentan eficiencias de 50% a 70%.
Por otro lado, el uso de un horno a gas ofrece varias ventajas, por ejemplo un
manejo de varios ratios de calentamiento para diferentes tratamientos térmicos, un
quemado más eficiente y conversiones de equipos económicamente rentables. Las
desventajas de esta conversión incluyen la instalación adicional de un sistema de
control de flujos para la mezcla combustible y otros.
El sistema de calentamiento de un horno a gas presenta alrededor de la cámara de
tratamiento un conjunto de quemadores y, en el caso que ta transferencia de calor
sea únicamente por convección a temperaturas menores a 1,073.15 K (800 ºC), se
tiene un ventilador de difusión. Vinculado a los quemadores· se requiere un tren de
válvulas, reguladores de presión y filtros, que se enlazan a un sistema de control
que permite identificación y manejo del valor de temperatura con mayor precisión.
La energía térmica de un horno a gas para el proceso de calentamiento del aire se obtiene de quemadores de gas que aportan gases de combustión y se mezclan con
tos del proceso, que son movidos por unas turbinas de recirculación de aire que se encargan de mover et aire por et interior del horno y homogenizar la temperatura de
este, en el caso de tratamientos menores a 973.15 K (700 ºC). Para et caso de tratamientos a temperaturas mayores a 1,273.15 K (1,000 ºC), los quemadores se
ubican unos frente a otros e intercalados, y tienen la cat-acterísticas de generar llamas largas, expulsando los gases de combustión a alta velocidad, lo que
2.4. 2.4.1.
Sistema de Suministro de Gas Natural
Generalidades
La distribución de gas natural en Lima y Callao desde el City Gate se lleva a cabo
en 3 niveles de presión, clasificados en red de alta presión, que opera a presiones
iguales o mayores a 2 MN/m2 (20 barg) y que suministra de gas natural a los grandes consumidores iniciales e independientes. Red de media y baja presión, menores a 2 MN/m2 (20 barg) que suministra de gas natural a los consumidores de
las medianas y pequeñas industrias, comercios, gasocentros y residencias.
La comercialización del gas natural depende de los niveles de demanda de gas
natural (volumen de consumo) y tipo de consumidor. La regulación tarifaria y
fórmulas de ajuste del gas natural efectuadas por el gobierno a través del
Concesionario Cálidda están diferenciadas de acuerdo a la clasificación indicada a
continuación.
Clientes Independientes, con un consumo mayor 30,000 Sm3/día, tienen la
posibilidad de contratar el gas natural con el Productor. Contratan directamente el
Transporte de Gas vía Red Principal de Transporte. Contratan directamente el Transporte de Gas vía Red Principal de Distribución y Otras -Redes.
Clientes Regulados, con un consumo menor a 30,000 Sm3/día, trabajan con un solo contrato con Distribuidora provee gas, transporte y distribución. El Contrato es
Referencialmente se definen los términos asociados a los contratos para el suministro de gas natural.
Take or Pay (TOP), es la cláusula de un contrato de compra-venta o de suministro de gas natural mediante el cual el comprador se compromete a pagas por un
volumen de gas natural contratado, independientemente de que éste sea
consumido o no. La disposición del volumen de gas natural contratado es un
derecho del comprador y el concesionario garantiza su entrega.
Deliver or Pay (DOP), es la contraparte de la cláusula anterior, es el compromiso
del concesionario de entregar el volumen de gas natural contratado o pagar el valor del mismo, así como los daños y perjuicios ocasionados por no haber efectuado su
entrega.
Make Up (MU), esta cláusula permite recuperar el pago efectuado por el gas natural no consumido como consecuencia del Take or Pay (TOP).
Carry Forward (CF), esta cláusula permite que el cliente pueda acumular los volúmenes que consume por encima del "Take or Pay", para utilizarlo cuando su
demanda sea menor al TOP y de esta forma no ser penalizado pagando por
consumos no realizados. En combinación con la de "Make Up" permite reducir la
penalización generada por la cláusula "Take or Pay", de forma que los clientes
2.4.2.
Componentes del sistemaLas instalaciones componentes deben dimensionarse siguiendo las referencias
normativas vigentes en el país.
2.4.2.1. Acometida
Accesorio de Ingreso a la Estación (AIE)
El gas natural es captado desde la red de suministro en una válvula de servicio
(SV). El AIE es la red de tuberías instaladas entre la válvula de servicio y la
estación de filtración, regulación y medición (ERM), este permite el ingreso de gas
natural desde la red de suministro. La presión de gas natural varía de acuerdo a la
ubicación de la estación de servicio entre 0.5 MN/m2 (5 bar) y 1.9 MN/m2 (19 bar),
por ello el AIE puede ser construido con tubos de polietileno o tuberías de acero al
carbono.
Estación de Filtración, Regulación y Medición (ERM)
Es un conjunto de elementos para reducir y regular automáticamente la presión y
medir los volúmenes de gas consumidos, siendo de cargo y responsabilidad del
Consumidor la custodia de la misma. Se localiza en un recinto separado del sistema
de los puntos de consumo.
La EFRM se diseña y construye con doble ramal de filtración. Los sistemas de
filtración se encargan de contener cualquier impureza o particulado que pueda venir
con el gas natural, típicamente está compuesto de 2 filtros micrónicos (usualmente
5 um), dispuestos en paralelo (principal y stand by), para facilitar las actividades de
tuberías y accesorios de acero al carbono diseñados para soportar la presión de
suministro de la red de distribución dando cumplimiento a las normas aplicables.
El sistema se compone de válvulas auto reguladoras para ajuste de presión de
suministro y bloqueo en caso de sobrepresión o falla. Una válvula con actuador
neumático al ingreso de la ERM, corta el suministro de gas al ser accionado
cualquier pulsador de parada de emergencia.
El sistema de medición debe ser instalado y operado de acuerdo a las buenas prácticas y normas aplicables. Los medidores serán del tipo turbina con medidores
de presión y temperatura, según el nivel de consumo, y contarán con sistemas requeridos para corregir el volumen registrado a condiciones estándar de presión y temperatura. Dichas lecturas son enviadas via señal analógica a un cuarto de
control para registro y almacenamiento de valores de consumo para su facturación.
Siempre deberá haber un fácil acceso al recinto de la ERM para el control y lectura de la medición en caso de emergencia.
•. ,• .• '.:!,_'._ ••• , ...
l '. •• .
• ,�. 1.,,-1,1,·r,_ ,;_: . . , .···
, ':,, .. , 1'
l' •
,.,,.,. '.
' .,.
¿iJ 1
[::o::] • \¡ .. u .,
,l
(::o(]
.•J• ,.1
¡;,._. ' � • . •v -� .- .• , J ·." •
\_• �- ... , .. '.'•!J . .1, ,
• -�: .
. �1-:J J..
o·
A.t,J••• ,,, e .' ! . _•)
1
.__¿
2.4.2.2. Instalaciones Internas
Es el sistema de tuberías, conexiones, válvulas y otros componentes que van
desde la salida de la Estación de Regulación de Presión y Medición Primaria (ERMP) hasta los puntos de conexión de los equipos de consumo o estaciones secundarias, y que se encuentra regulada por la Norma Técnica Peruana 111.01 O o
las normas internacionales según lo establecido en el artículo 71 del Reglamento.
Los materiales utilizados son tuberías y accesorios de acero al carbono diseñado para soportar la presión de suministro de la red, compuesta por una válvula con actuador neumático aguas debajo de la ERMP, una válvula antiretorno y una válvula de accionamiento manual.
De conformidad con las normas para la instalación se efectúa una prueba de resistencia y hermeticidad, efectuando el posterior barrido, limpieza e inertización de toda la red.
Dependiendo de la instalación interna, suele requerirse la instalación de Estaciones
de Regulación de Presión y Medición Secundaria (ERMS), que son el conjunto de
elementos para reducir y regular automáticamente la presión que suministran a
redes internas y equipos de consumo, cuyo responsable es el Consumidor.
2.4.3. Trámites Requeridos
Solicitud de Factibilidad de Suministro (SFS)
requerido. La evaluación de dicha solicitud debe regirse por lo establecido en el
Reglamento de Distribución de Gas Natural por Red de Duetos, aprobado por D.S. Nº 042-99-EM, sus modificatorias y demás normas que resulten aplicables.
El Concesionario solicita el envío de la siguiente información:
Certificado de Vigencia de Poder emitido por los Registros Públicos en original y reciente, que acredite la calidad del apoderado o representante legal.
Copia del DNI del apoderado o representante legal.
Copia del documento que acredite la propiedad del predio (Copia literal
reciente y en original de la partida electrónica del inmueble, emitida por los
Registros Públicos) y copia del documento de identidad del propietario. En
caso de predios alquilados, adicionalmente se deberá presentar la
autorización escrita del propietario para solicitar el servicio de suministro de
Gas Natural.
El Concesionario debe pronunciarse luego de solicitada la aprobación de la
factibilidad del suministro en un plazo máximo de 15 días. Con la aprobación de la
Solicitud de Factibilidad de Suministro, el Concesionario informará la fecha tentativa
de la habilitación del suministro y alcanzará al Consumidor el Contrato de
Suministro para su suscripción.
En caso que la Solicitud de Factibilidad de Suministro no sea aprobada, el
Concesionario deberá justificar debidamente dicha decisión y, de no estar el
Consumidor conforme con la misma, podrá presentar a OSINERGMIN su reclamo,
Contrato de Suministro
Contrato establecido entre el Concesionario Cálidda y el Consumidor de Gas Natural.
Presentación y Aprobación del Proyecto de Instalación
Contratación de Instalador Registrado. Una vez cumplidos los supuestos
establecidos anteriormente, el Consumidor deberá contratar necesariamente los servicios de un Instalador registrado, para la elaboración del Proyecto de
Instalación, debiendo verificar que el instalador se encuentre debidamente inscrito
en el Registro de Instaladores de Gas Natural de OSINERGMIN y cuente con el carné que lo acredite como tal.
Solicitud de Revisión del Proyecto de Instalación de Gas Natural. El Instalador Registrado presenta al Concesionario la Solicitud de Revisión del Proyecto de
Instalación de Gas Natural, adjuntando 2 copias del Proyecto de Instalación de Gas
(P.I.G.), que debe contener:
Cronograma de obras y actividades.
Plano de Ubicación del predio incluyendo recorridos de redes internas en la planta y ubicación de las estaciones de regulación secundarias.
Planos Generales de la instalación, planos mecánicos de las estaciones de
regulación secundarias y especificaciones de acuerdo a la normatividad
vigente.
Diseño de protección catódica, criterio de diseño, datos y resultados.
Consideraciones generales para el dimensionamiento y selección de
materiales y equipos -carga térmica, consumo de gas natural, niveles de
demanda y criterios de caídas de presión y velocidades máximas permisibles.
El Concesionario comunica el resultado de la solicitud al Consumidor. En caso de
no cumplimiento de los requisitos establecidos, el Concesionario solicita el
levantamiento de las observaciones por parte del Consumidor.
Requerimientos durante la Construcción de las Instalaciones. El inicio de los
trabajos del proyecto debe iniciarse una vez aprobado el P.I.G. y debe ser
comunicado con 1 O días de antelación al Concesionario. Durante la ejecución del
proyecto el Consumidor debe entregar al Concesionario los siguientes documentos:
Certificados de Calidad de los materiales y equipos empleados que cumplan
con la normatividad vigente.
Plano P&ID de las Estaciones de Regulación y Medida -tren de válvulas de
regulación y seguridad y demás componentes- y de los sistemas de
combustión en cada punto de consumo. Los planos deben contemplar los
valores de calibración de los reguladores, válvulas de seguridad, presostatos,
planillas de cálculo de velocidad y caídas de presión en el tren de válvulas.
Certificados de homologación de soldadores.
Registros de ensayos no destructivos en las tuberías soldadas.
Registros de pruebas hidráulicas y/o neumáticas, según corresponda, de acuerdo a normatividad vigente nacional o internacional (ASME 831.3). Las pruebas deben ser presenciadas por el Concesionario.
Registro de Comisionado de equipos y registro de parámetros de equipos
empleados en soldaduras.
Procedimiento de puesta en marcha de las instalaciones internas.
Documentación Final de Obra. Una vez concluida la obra, el Consumidor debe
presentar al Concesionario lo siguiente:
Estudio de Riesgo de las instalaciones internas de gas natural.
Manual de operaciones de las instalaciones.
Plan de contingencias.
Programa de mantenimiento.
Planos conforme a obra de las instalaciones internas de gas natural.
Certificado de Obra bien ejecutada de las instalaciones internas expedida por
empresa certificadora acreditada ante INDECOPI (SGS, Bureau Veritas, etc.),
debe incluir los resultados de las inspecciones y: pruebas técnicas que
resulten necesarias.
Solicitud de Habilitación de Suministro
El Consumidor debe presentarlo ante el Concesionario, al concluirse la inspección y
una vez obtenido la aprobación de las instalaciones internas. Debe adjuntar el
Contrato de Suministro de Gas Natural suscrito con el productor, transportista y
distribuidor según sea el caso.
Habilitación de Suministro
Programación de la Habilitación. Una vez verificada la conformidad de cumplimiento
de los requisitos indicados anteriormente, el Concesionario programará la
Ejecución de la Habilitación. La ejecución de la habilitación del suministro por parte
del Concesionario, deberá realizarse en un plazo no mayor de quince (15) días
útiles desde la recepción de la solicitud de habilitación.
Visita de Inspección y realización de pruebas. En la fecha programada para la
habilitación, el Inspector de Instalaciones Internas realizará una visita de
inspección, y de ser requerido, las pruebas respectivas a la instalación interna.
Una vez concluida en forma satisfactoria la visita de inspección y pruebas respectivas, el Inspector de Instalaciones Internas consignará tal situación en el Acta de Inspección, la cual deberá ser firmada por dicho Inspector, el Instalador y el Consumidor, a cada uno de los cuales se le entregará copia de la misma. En la citada Acta se detallarán los alcances de la inspección así como el resultado de la misma.
Obligación del Concesionario de suministrar información de los Cronogramas
Generales de Habilitación. El Concesionario se encuentra obligado a suministrar
semanalmente a OSINERGMIN, con actualización al primer día útil de cada
semana, la siguiente información:
a) El programa de habilitación de instalaciones internas de gas. La información deberá contener como mínimo: datos del Consumidor (nombre, DNI, dirección de la instalación), datos del Instalador (nombre, registro), fecha programada de la habilitación y tipo de Consumidor (A, B, C, y D).
Modificación y/o Ampliación de una Instalación Interna Habilitada. En caso sea
necesaria una modificación o ampliación de una instalación interna habilitada, el
Consumidor o el Instalador en su nombre deberán efectuar, previo a la modificación
o ampliación, todo el procedimiento señalado en los numerales anteriores en lo que
resulte aplicable, para la parte de la instalación que ha sido modificada o ampliada.
Obligaciones del Consumidor
El Consumidor debe:
Operar y mantener en condiciones adecuadas sus instalaciones internas de
gas natural.
Contratar los servicios de un instalador registrado en OSINERG, en caso de
querer realizar eventuales ampliaciones y/o modificaciones de sus
instalaciones internas de gas natural.
Contratar los servicios de un Instalador registrado en OSINERG para
efectuar una revisión general de sus instalaciones internas de gas natural de
acuerdo a lo establecido en el Reglamento.
2.4.4. Ventajas del Uso de Gas Natural
En los procesos de alta temperatura, de 873.15 K (600 ºC) a 1,773.15 K (1500 ºC),
que son intensivos en consumo de calor, el uso de equipos en mal estado y de
tecnologías contaminantes genera desperdicios y altos costos de consumo
energético, además de la ineficiencia en la producción y afectación de la calidad del
producto terminado, salud ocupacional y medio ambiente.
El uso de sistemas de cpmbustión a gas natural reduce el efecto de costos por
el material particulado (polvos), óxidos de nitrógeno (NOx), óxidos de azufre (SOx)
y gases de efecto invernadero (CO2).
El gobierno peruano, desde que impulso el uso del gas natural a través de
OSINERGMIN y mediante el Concesionario Cálidda, indica que los beneficios de
usar Gas Natural en la industria son los siguientes:
Ahorro entre el 30% y el 60%, según el tipo de combustible que vaya a sustituir.
Servicio continuo.
Ahorro en costos de almacenamiento, por ser el gas natural un combustible
que se distribuye a través de tuberías subterráneas.
Menores costos de mantenimiento.
El pago será posterior al consumo gracias a la facturación mensual.
Reducción drástica de la combustibles fósiles por gas natural.
contaminación por reemplazo de
Una de las consideraciones para usar gas natural es evaluar los sistemas de combustión requeridos como los equipos de tratamiento térmico, calentamiento de cuchara, y el hornos tipo crisol trabajen sin afectar la productividad y mejorando la eficiencia en los procesos que correspondan.
2.5.
2.5.1.
Bases de Cálculo Análisis Térmico
Donde:
Q = Calor (J/s)
m = masa de la carga (kg)
Cp = Calor específico de la carga (J/kg.K)
Tf = Temperatura final de la carga (K)
To= Temperatura inicial de la carga (K)
t = Tiempo (s)
En el balance de energía en un horno de tratamiento térmico y en general, en los
equipos de calentamiento por combustión, se establece que la cantidad de calor
que entra al equipo es igual a la cantidad de calor que sale más la que se acumula.
Tomando en cuenta esto, se seleccionan los elementos que de alguna manera
pueden ganar calor o por los cuales éste puede fugarse o perderse. Estos
elementos son: el producto o pieza (a tratar, fundir, etc.), las paredes del horno y las
aberturas existentes.
Calor t tal que entra
Qr
Calor almacenado
en la pieza QP¡ y en las parede del horno (Qap
Calor perdido por chimenea con los gase de combustión ÍÜrh)
Calor perdido por abertura (Qob Calor perdido por parede Qpp)
Donde el calor total que entra al sistema, está en función de la cantidad del
combustible consumido, por lo que se tiene la siguiente fórmula:
Donde:
\V=-Q_t_
PCI
Qt = Calor (J/s)
W = Flujo de combustible (kg/s)
PCI = Poder calorífico inferior del combustible (J/kg)
2.5.2. Referencias Normativas
Resolución Nº 164-2005-OS/CD-OSINERGMIN. Procedimiento de
Habilitación de Suministros en Instalaciones Internas de Gas Natural.
D.S. Nº 042-99. Reglamento de Distribución de Gas Natural por red de
duetos.
D.S. Nº 034-2004. Modificación de artículos 2 y 71 de D.S. Nº 042-99
Resolución OSINERGMIN 261-2009-OS/CD
NTP 111.001 2002. Gas natural seco: Terminología básica
NTP 111.01 O 2003. Gas natural seco: Sistema de tuberías de instalaciones
internas industriales
D.S. Nº 022-2004-PRODUCE. Crean la Comisión Nacional para Promover el
Uso Masivo de Gas Natural.
D.S. Nº 063-2005-EM . Dictan normas para promover el Consumo
Masivo de Gas Natural.
- ASME B 31.3 - 2006. Process Piping.
- ASME B 31.8 - 2007. Gas Transmission and Distribution Piping Systems.
NAG 124 -2000. Procedimiento General para Pruebas de Resistencia y Hermeticidad en Gaseoductos.
Ley 26221. Ley Orgánica que Norma las Actividades de Hidrocarburos en el
Territorio Nacional.
UNE-EN 746. Parte 1 y 2. Equipos de tratamiento térmico industrial. Parte 1:
Requisitos comunes de seguridad para equipos de tratamiento térmico
industrial. Parte 2: Requisitos de seguridad para la combustión y los
sistemas de manejo de combustibles.
CAPÍTULO 3
SITUACIÓN ACTUAL DE LA FUNDICIÓN
3.1. Generalidades
La fundición se dedica a la producción de piezas fundidas en acero, hierro fundido y
en menor medida de bronce, que sirven como componentes para máquinas y
equipos para los procesos de concentración de la mediana minería. Los productos
terminados son comercializados principalmente en el mercado nacional.
Las instalaciones están emplazadas en un terreno de 30,500 m2. A lo largo de esta
área se distribuyen las oficinas, talleres, plantas, almacenes y zonas de despacho
de productos. Cuenta con máquinas y equipos debidamente calibrados.
Para el procesamiento de los productos fundidos, la empresa desarrolla una serie
de procesos que se interrelacionan, supervisadas un sistema de control de calidad
implementado, que garantiza una alta calidad en los productos, y que sobretodo
cumplan con las especificaciones de los Clientes.
3.1.1. Secuencia y Flujo de Procesos
Los procesos manejados por la fundición se muestran en la tabla 3.1., y se
Tabla 3. 1. Listado de macro procesos de la fundición de aleaciones de acero de
200TM/mes.
TIPO
MACRO PROCESO
GESTIÓN COMERCIAL
ESTRATÉGICOS ASEGURAMIENTO DE LA CALIDAD
DESARROLLO DEL PRODUCTO
PUESTA DE ORDEN DE TRABAJO
DISENO DEL PRODUCTO
PLANIFICACIÓN Y PROGRAMACIÓN
OPERATIVOS COMPRAS Y ALMACENES
FUNDICIÓN
METALMECANICA
DESPACHO
MANTENIMIENTO GENERAL
LOGISTICA
GESTIÓN DE ACTIVOS Y PROYECTOS
GESTIÓN DE SISTEMAS INFORMÁTICOS
SOPORTE Y GESTIÓN DEL PERSONAL
APOYO
GESTIÓN DE ADMINISTRACIÓN, CONTABILIDAD Y FINANZAS
GESTIÓN LEGAL
GESTIÓN DE SEGURIDAD Y SALUD EN EL TRABAJO
Puesta de Orden
de Trabajo Diseño del producto
Gestión Comercial
Ase¡ur11mien$0 de 111 Calidad
Investigación y Desarrollo del Producto
Planificación y Programación
MantenimientoGeneral Logística Gestión de Activos y Proyectos
Gestión de Sistemas Informáticos
Gestión de Personal
Gestión de Administración, Contabilidad y Finanzas Gestión Le¡al
Gestión de Squridad y Saluden el Trabajo Gestión del Medio Ambiente
[ Despacho ]
Figura 3. 1.
Mapa
de macro procesos de la fundición de aleaciones de acero de200TM/mes
Dentro del macro proceso Fundición, los procesos operativos componentes son
diseño, planeamiento y programación de fundición, moldeo, tapado, carga, fusión,
colada, preacabado, tratamiento térmico y acabado, se interrelacionan según la
Figura 3 .2.
-MACIIOPROCESO: FUNDICIÓN
�• �t',•J ,LC.t._:.•' (•,Ti), ;;;,-,:i:;:,,,,�,. l ',"C.;, •,r, Ct,
3.1.2. Descripción de Sistemas de Suministro y Combustión de
Petróleo Industrial 6
La fundición opera sus equipos a combustión con petróleo industrial No 6 el cual es
almacenado en tanques de 25 m3 {6,600 U.S.gal). El petróleo pesado es
precalentado y luego distribuido por un sistema de bombeo a lo largo de la planta
hasta los puntos de consumo, donde nuevamente se somete a un calentamiento,
previo a su ingreso al sistema de combustión de cada equipo.
Los sistemas de combustión intervienen en los procesos de fusión, colada y
tratamientos térmicos.
3.1.2.1. Proceso de Fusión
Para desarrollar este proceso, el metal se calienta a temperaturas ligeramente
mayores a su punto de fusión para luego vaciarlo en las cavidades de los moldes
para que se solidifiquen.
La fundición denomina a los procesos de fusión como Coladas, por día se realizan
en promedio dos coladas.
La materia prima usada principalmente es chatarra de bajo carbono, durante el
proceso se añaden diferentes aleantes, los cuales dependen del producto que se
esté fabricando. Los productos resultantes del proceso de fusión son en gran
porcentaje aleaciones de acero de alto contenido de manganeso y cromo, la
fundición utiliza denominaciones particulares para estos productos, 44,
Dentro del proceso de fusión se trabaja con dos hornos eléctricos de arco marca
KGYV de 4 ton y 3 ton, del 1981 y 1973 respectivamente, de 2 MVA de consumo
nominal, 480 kWh/ton de consumo especifico por proceso de fusión, 3 fases y 60
Hz. Usan electrodos de grafito de consumo máximo de 5. 7 kA, sus diámetros son
de 200 mm (8"). Los electrodos son controlados mediante un sistema hidráulico.
Estos hornos son alimentados por transformadores Ganz modelo MKT 2000/30,
capacidad nominal 2 MVA, 10 kVA, 3 fases, 60 Hz, con conmutadores de 5 taps, de
voltajes desde 116 V hasta 200 V, que permiten controlar la longitud de arco entre
los electrodos del horno. La estabilidad del arco se obtiene desfasando la corriente
del voltaje entre los electrodos, para ello se usan reactores Ganz, modelos CVO
3x167/10, de 500 kVA, 10 kVA, 3 fases, 60 Hz, con conmutadores de 5 taps
equivalentes a caídas de voltaje desde O hasta 1440 V. La regulación de los
conmutadores de los transformadores y reactores se realiza sin carga, accionando
un interruptor de corte de media tensión, especial para esta aplicación.
Por colada se realizan 15 accionamientos del interruptor de corte para modificar y
estabilizar la longitud del arco entre los electrodos.
La verificación de la concentración del producto resultante se realiza mediante tres
muestreos antes del escoriado, éstos se analizan en un espectrómetro
debidamente calibrado de marca EspectroMaXX.
Las aleaciones de acero son del tipo calmado, por lo que en al finalizar la fusión del
metal, se desoxida con óxido de silicio. La temperatura de colada varía desde
1,773.15 K (1500 ºC) hasta 1,923.15 K (1,650 ºC), esta depende del tipo de
Por otro lado, la fundición produce en menor medida piezas de bronce, las cuales
son fabricadas en un horno tipo crisol de 650 Kg, donde el material del crisol es
carburo de silicio y los refractarios del horno son del tipo básico.
La temperatura de fusión del bronce es por encima de los 1,173.15 K (900 ºC}, y la
carga de materia prima es manual, se realizan cargas cada 15 minutos. El
quemador usado es artesanal y trabaja con petróleo industrial No 6.
3.1.2.2. Proceso de Colada
Una vez determinada la conformidad del producto fundido, se procede a recibir el
material del crisol del horno eléctrico en un crisol especial, denominado "cuchara".
El tamaño de la cuchara depende de la carga procesada.