Análisis de Uniones en elementos Metálicos Confección de un Libro electrónico en software para el diseño
111
0
0
Texto completo
(2) PENSAMIENTO. Pensamiento.. La originalidad no consiste en decir cosas nuevas, sino en decirlas como si nunca hubiesen sido dichas por otro. Johann Wolfang Von Goethe (1749-1832) Escritor alemán..
(3) DEDICATORIA Dedico este trabajo:. A mis padres que han dedicado su vida a que yo cumpla mis sueños..
(4) AGRADECIMIENTOS Agradezco:. A mis padres Deysi y Luis por creer en mí, por estar a mi lado en cada paso de este largo camino, por su amor y sacrificio. A mi hermana Yanet por darme ánimos para seguir adelante y por la confianza depositada en mí. A mi familia por estar al tanto siempre de mi progreso como estudiante. A mi tutor por brindarme su apoyo incondicional y su sabiduría. A Jorge y Dinaida por su apoyo incondicional. A mis compañeros de cuarto por estar a mi lado durante estos 5 años. A Yoana por ser incondicional y estar presente cuando la necesité. A mis profesores que formaron el profesional que ahora soy. A mis amigos por darme ánimos para seguir adelante. A todos los que de una forma u otra contribuyeron a la realización de este trabajo..
(5) RESUMEN Resumen. La presente investigación se desarrolló a propuesta del departamento de Ingeniería Civil de la Facultad de Construcciones, específicamente por la disciplina de análisis y diseño estructural, por la necesidad de reunir en un mismo documento la mayor cantidad de información sobre el análisis y diseño de las uniones metálicas. Además se confecciona un0 libro electrónico en Mathcad que facilite el trabajo de los estudiantes a la hora de diseñar las uniones más comunes, tanto atornillada como soldada. Se presenta una selección de uniones metálicas entre diferentes elementos estructurales, entre ellas las uniones viga-viga, uniones viga-columna y uniones columna ménsula. Para el estudio de las metodologías de diseño y/o revisión de dichas uniones se utilizó el método elástico, debido a que el análisis por resistencia última a pesar de dar resultados más exactos, requiere de un trabajo más complejo, siendo necesaria la utilización de una gran cantidad de tablas. Las metodologías se presentan en forma de diagramas de flujo lo cual facilita el entendimiento de las mismas y la confección de las hojas de cálculo. También se realiza una comparación entre los resultados obtenidos de diferentes diseños manualmente y mediante la utilización de las hojas de cálculo. A partir de lo cual se presentan conclusiones y recomendaciones para enfrentar el diseño de uniones metálicas y facilitar el trabajo de las mismas.. Palabras claves: Simple o articuladas, semirrígidas, rígidas, cortante y tensión..
(6) ABSTRACT Abstract The current research was developed by taking into account a proposal from the Department of Civil Engineering, School of Constructions, specifically by the discipline of structural analysis and design, due to the need of bringing together in one document as much information about the analysis and design of metal joints as possible. In addition, an e-book in Mathcad is elaborated in order to facilitate the students ‘work when designing the most common joints, both bolted and welded.. A selection of metal joints is presented between different structural elements, including the beam-beam bonds, beam-column joints and column bracket. Elastic method was used to help the study of design methodologies and / or review of such unions, because the analysis by last strength, despite giving more accurate results, requires a more complex job, being necessary many tables. The methodologies are presented in the form of flowcharts which facilitates the understanding of them and the production of spreadsheets.. A comparison between the results of different designs obtained manually and using spreadsheets is also performed, from which findings and recommendations to address the design of metal joints and facilitate the work with them are presented..
(7) ÍNDICE ÍNDICE Introducción ...................................................................................................................... 1. Problema Científico ........................................................................................................ 2 Hipótesis ........................................................................................................................... 2 Objetivos Generales ....................................................................................................... 2 Objetivos Específicos ..................................................................................................... 3 Tareas Científicas ........................................................................................................... 3 De carácter científico.................................................................................................. 4 De carácter práctico ................................................................................................... 4 Capítulo I: Marco teórico sobre uniones metálicas para el empleo de hojas de cálculos. .. 5. 1.1-Uniones...................................................................................................................... 5 1.1.1-Generalidades ................................................................................................... 5 1.1.2-Factores económicos ....................................................................................... 6 1.1.3-Consideraciones técnicas ............................................................................... 6 1.1.4-Elementos que componen las uniones ......................................................... 7 1.1.4.1-Remaches ...................................................................................................... 8 1.1.4.2-Tornillos .......................................................................................................... 9 1.1.4.3-Soldadura ..................................................................................................... 12 1.2-Clasificación de uniones metálicas sometidas a esfuerzos de flexión .......... 16 1.2.1.-Uniones articuladas ....................................................................................... 17 1.2.2-Semirrígidas .................................................................................................... 24 1.2.3-Rígidas ............................................................................................................. 25 1.3-Resumen de los tipos de unión, tanto atornilladas como soldadas y sus principales formas de trabajo .................................................................................. 35 Conclusiones Parciales................................................................................................ 36 Capítulo 2: Confección de un Libro en Mathcad que resuma las metodologías para el análisis y diseño de diferentes tipos de uniones entre elementos de acero. ....................37. 2.1 Introducción al Mathcad ........................................................................................ 38 2.2 Metodologías para el análisis y diseño de uniones metálicas ........................ 39 2.2.1 Uniones Simples ............................................................................................. 39 2.2.2 Rígidas.............................................................................................................. 50 2.3 Acerca del libro electrónico .................................................................................. 67 2.4-Creación del libro en general ............................................................................... 68 2.4.1 Creación del índice general .......................................................................... 68 2.4.2 Creación dl hipervínculo ................................................................................ 69.
(8) ÍNDICE 2.4.3 Creación de un archivo HBK ......................................................................... 69 Conclusiones parciales ................................................................................................ 72 Capítulo 3: Comparación de resultados manualmente y por medio del Mathcad. ............73. 3.1 Comparación entre los resultados obtenidos manualmente y por medio del Mathcad .......................................................................................................................... 73 3.1.1 Uniones simples .............................................................................................. 73 3.1.2 Rígidas.............................................................................................................. 82 Conclusiones parciales ................................................................................................ 98 Conclusiones finales ........................................................................................................99 Recomendaciones .........................................................................................................100 Bibliografía .....................................................................................................................101 Anexos ..........................................................................................................................103.
(9) INTRODUCCIÓN Introducción. El hombre desde sus inicios sintió la necesidad de buscar refugio, y con el tiempo de crearlo, así surgen las primeras construcciones hechas de madera y piedra. La evolución histórica y el surgimiento de nuevas necesidades los empujó en una búsqueda de nuevos materiales que solucionaran las exigencias del momento, entre ellos el hierro. El uso del hierro en la construcción se remonta a los tiempos de la Antigua Grecia, y en la Edad Media se empleaban elementos de hierro en las naves laterales de las catedrales, pero no es hasta el siglo XVIII que se comienza a utilizar como elemento estructural, el cual se ha ido perfeccionando con el paso del tiempo hasta crear el acero de construcción, dando paso a una nueva era de las estructuras metálicas. En la actualidad las Estructuras Metálicas constituyen un sistema constructivo muy difundido en varios países al poseer una gran capacidad resistente por el empleo de acero, lo que le confiere la posibilidad de lograr soluciones de gran envergadura, como cubrir grandes luces y soportar cargas importantes reduciendo considerablemente el peso de la estructura. La casi totalidad de las estructuras metálicas están formadas por diferentes elementos, o perfiles simples, que se unen entre sí para formar las estructuras. Esta resistencia global solo se podrá lograr si garantizamos la correcta unión de los elementos y la transmisión de esfuerzos de unos a otros. Los medios de unión han marcado, de manera importante el avance que ha experimentado la construcción de estructuras metálicas desde que se empezó a utilizar el acero laminado en 1856 hasta nuestros días. El primer medio de enlace que aparece es el roblón, elemento que trabaja a cortadura y aplastamiento. Tras los roblones se desarrollan las uniones mediante tornillos ordinarios y calibrados con la finalidad de obtener uniones desmontables. En 1910 irrumpe en el mundo la soldadura y posteriormente los tornillos de alta resistencia, estos últimos producen uniones aptas para soportar cualquier tipo de solicitaciones. En la actual construcción metálica los tornillos de alta resistencia constituyen el medio más extendido de unión en obra, junto con la soldadura. Existen otras técnicas de unión de estructuras metálicas, que solamente se han empleado en plan experimental, como la unión por encoladura de piezas metálicas mediante el empleo de adhesivos. Las características de las uniones así logradas aseguran un gran éxito a esta técnica. Cualquier unión es siempre un punto delicado en una estructura metálica, por eso es necesario preverlas todas en el proyecto, no autorizando durante su ejecución más empalmes y uniones que aquellas que se especifiquen y en los sitios que se hayan definido.. 1.
(10) INTRODUCCIÓN Debido a que las uniones son puntos críticos de una estructura, su número debe reducirse al mínimo necesario, tratando de ejecutarlas con toda clase de garantías. La garantía de calidad es mayor si las uniones se ejecutan en taller frente a la obra. Cuando se realiza la soldadura en obra el peligro de defectos es mayor, por lo que resulta recomendable hacer las uniones de montaje mediante atornillado, asegurando mayor calidad sin la necesidad de mano de obra muy calificada. Para calcular los elementos de unión se determinan las solicitaciones que sobre ellos actúan y se acomodan a las mismas hipótesis consideradas en el cálculo del conjunto de la estructura o de sus elementos. En cada unión se estudia la forma de realizarla con el menor número de elementos, de forma que la transmisión de esfuerzos se verifique correctamente y se reduzcan al mínimo los esfuerzos secundarios. La complejidad de estos cálculos requiere del uso de herramientas que faciliten el trabajo. En Cuba, en las empresas de proyecto se utilizan programas tales como (STAAD Pro, Robo Mileniun etc...), pero las universidades cubanas hoy no cuentan con esas ventajas, por lo que es primordial el desarrollo de nuevas técnicas que resuelvan este problema. Las hojas de cálculo brindan una salida rápida y precisa a lo anteriormente planteado, de forma tal que solo sea necesario la introducción de datos. El software Mathcad Profesional es uno de los programas más utilizados en el mundo, por las numerosas ventajas que brinda, por lo que la creación de un libro electrónico que resuma las principales metodologías para el análisis de uniones entre elementos metálicos en este software, sería de gran aplicación para los estudiantes universitarios de Cuba, por lo que se plantea como:. Problema Científico ¿En qué medida la confección de un documento resumen y la creación de un libro electrónico mediante la aplicación de un software profesional facilita actualmente en nuestro país el análisis y diseño de diferentes tipos de uniones entre elementos de acero?. Hipótesis El empleo de un libro electrónico basado en software profesional facilita y agiliza el análisis y diseño de diferentes tipos de uniones entre elementos de acero tanto a estudiantes como a profesionales, permitiendo la evaluación y la obtención de resultados de varias soluciones en un menor plazo de tiempo.. Objetivos Generales 1. Elaborar un documento que resuma los procedimientos para el análisis y diseño de los diferentes tipos de uniones entre elementos de acero.. 2.
(11) INTRODUCCIÓN 2. Confeccionar con la ayuda del Mathcad un libro electrónico que resuma las metodologías para el análisis y diseño de los diferentes tipos de uniones entre elementos de acero.. Objetivos Específicos Analizar el comportamiento de las uniones articuladas o simples y semirrígidas entre elementos de aceros mediante la bibliografía existente. Analizar el comportamiento de las uniones rígidas entre elementos de acero mediante la bibliografía existente. Confeccionar un resumen de la metodología a emplear para el análisis y diseño de uniones articuladas entre elementos de acero, atornilladas y soldadas. Confeccionar un resumen de la metodología a emplear para el análisis y diseño de uniones rígidas entre elementos de acero, atornilladas y soldadas. Confeccionar un libro electrónico a partir de las metodologías analizadas en el software seleccionado. Demostrar la aplicación o utilización del libro electrónico en la solución de problemas docentes y de problemas profesionales de la práctica cotidiana del ingeniero.. Tareas Científicas Realizar una búsqueda bibliográfica para establecer el nivel de conocimientos sobre el tema del trabajo, realizando una síntesis de los aspectos esenciales de los mismos. Presentación del marco teórico con metodología de investigación y aprobación del tema. Redacción del Capítulo I “Estado del conocimiento sobre los materiales existentes (bibliográfica, hojas de cálculo, software, etc.) para el análisis y diseño de diferentes tipos de uniones entre elementos de acero, unión Viga-Viga, unión Viga-Columna, unión Columna-Ménsula y unión Columna-Cimiento". Redacción del Capítulo ll “Resumen de las metodologías para el análisis y diseño de los diferentes tipos de uniones entre elementos de acero, unión Viga-Viga, unión Viga-Columna, unión Columna-Ménsula y unión Columna-Cimiento". Confección del Libro electrónico en Microsoft Excel para el análisis y diseño de los diferentes tipos de uniones entre elementos de acero, unión Viga-Viga, unión VigaColumna, unión Columna-Ménsula y unión Columna-Cimiento". Redacción del capítulo lll “Aplicación de Ias herramientas creadas para el análisis y diseño de los diferentes tipos de uniones entre elementos de acero, unión VigaViga, unión Viga-Columna, unión Columna-Ménsula y unión Columna-Cimiento”.. 3.
(12) INTRODUCCIÓN Formular y redactar las “Conclusiones" y “Recomendaciones”.. Novedad Científica Utilización de un software profesional en el análisis y diseño de los diferentes tipos de uniones entre elementos de acero, tanto para las uniones soldadas como para las atornilladas.. Aportes De carácter científico La obtención mediante el empleo de un software profesional de un libro electrónico para el análisis y diseño de los diferentes tipos de uniones entre elementos de acero, tanto para las uniones soldadas como para las atornilladas De carácter práctico El empleo del libro electrónico simplifica la complejidad del cálculo de determinados tipos de uniones y facilita su análisis, reduciendo el tiempo de cálculo, lo que permite el estudio de varias variantes tanto en la distribución de pernos como en la geometría de la soldadura. De carácter metodológico Se obtiene un documento que resume los fundamentos teóricos y las metodologías existentes para el análisis y el diseño de los diferentes tipos de uniones entre elementos de acero (atornilladas o soldadas) en función de su complejidad y del tipo de solicitaciones que sobre las mismas actúan. Se fomenta el uso de software profesionales para el análisis y diseño de diferentes tipos de uniones entre elementos de acero, con el propósito de simplificar el trabajo de los ingenieros. Se brindan criterios técnicos que posibilitan una mejor comprensión del comportamiento estructural de diferentes tipos de uniones entre elementos de acero. Se obtienen conclusiones relacionadas con análisis y diseño, así como con el comportamiento estructural de los diferentes tipos de uniones entre elementos de acero para dar solución al problema.. 4.
(13) CAPÍTULO I Capítulo I: Marco teórico sobre uniones metálicas para el empleo de hojas de cálculos.. 1.1-Uniones 1.1.1-Generalidades Las uniones cobran dentro de los proyectos de las construcciones de acero especial relevancia o dificultad. Toda unión, es por su propia naturaleza una discontinuidad y por tanto, una zona potencialmente peligrosa: de hecho, muchos accidentes se deben a uniones mal proyectadas o mal ejecutadas. En el proyecto de una unión entre dos o más piezas de una estructura metálica se distinguen dos fases principales. La primera y más importante es la concepción y diseño general de la misma, eligiendo entre uniones soldadas o atornilladas y dentro de cada tipo el modelo de unión: a tope, en ángulo, con cubrejuntas, con chapa frontal, con casquillos, etc. En la segunda fase, el proyectista ha de comprobar la capacidad portante de la unión elegida. En el caso más general esta comprobación se realiza en tres etapas: 1-Determinacion de los esfuerzos a los que se encuentra sometida la unión, que en general depende de la rigidez, por lo que nos encontramos ante un problema isostático o hiperestático. 2-Determinacion de las tensiones que estos esfuerzos originan en los distintos elementos de la unión. 3-Comprobación de que estas tensiones no ocasionan el agotamiento de ninguno de dichos elementos. Todos los componentes de la unión deben ser dimensionadas de manera que su resistencia de diseño sea mayor o igual a la resistencia requerida resultante del análisis estructural. Cuando en la estructura actúan las acciones mayoradas, o mayor o igual a una proporción específica de la resistencia de las barras unidas, según corresponda. Los esfuerzos y momentos en las uniones se distribuyen de manera que: . Las fuerzas y momentos internos supuestos estén en equilibrio con las fuerzas y momentos aplicados.. . Las deformaciones que se deriven de la distribución adoptada se mantengan dentro de la capacidad de deformación de los medios de unión. (LAS UNIONES EN ESTRUCTURAS DE ACERO). 5.
(14) CAPÍTULO I 1.1.2-Factores económicos Las uniones pueden representar del orden del 40% del costo de una estructura (En el caso de edificación). Tipificando o unificando los distintos tipos de conexiones se puede disminuir su costo, teniendo en cuenta que cada unión ha de ser sencilla en su concepción, evitando elementos innecesarios. Sin embargo, en las uniones viga-pilar, se debe prestar atención a la rigidización de las mismas y el no usarla puede abaratar el costo, pero es necesario posiblemente tener en cuenta el perfil de la viga. Se suele tener que invertir los recursos o costos en un sentido u otro (viga o unión). Los costos pueden depender del precio y cantidad de material a utilizar, la maquinaria y la mano de obra empleada. En el caso de uniones el costo del material no es relevante pero precisa de más horas de trabajo; depende pues del valor de la relación entre el costo del tiempo de trabajo empleado en hacer la unión y el costo de la cantidad de acero empleado en ello, ya que el peso de acero es la unidad de medida que contabiliza los costos en los presupuestos. Una unión barata ha de ser fácil de realizar en taller o en la obra y debe estar proyectada de forma que facilite el trabajo del soldador y permita un depósito sencillo y en posición adecuada de los cordones o una colocación sencilla de los tornillos. (LAS UNIONES EN ESTRUCTURAS DE ACERO). 1.1.3-Consideraciones técnicas El análisis estructural y tensional de las uniones en la construcción metálica puede ser, en algunas ocasiones, tedioso y complejo. En ellas hay una concentración de esfuerzos muy importantes y la evaluación de las tensiones y deformaciones que se presentan solamente pueden obtenerse mediante el análisis experimental o utilizando métodos numéricos en el campo elastoplástico. De los resultados obtenidos se desprenden procedimientos simplificados que son los que habitualmente se utilizan en la práctica. Para que una unión sea correcta desde el punto de vista técnico, es imprescindible tener en cuenta que la unión debe materializar las condiciones supuestas para ella en el cálculo de la estructura. Los problemas pueden tener su inicio cuando el modelo y la estructura real no son concordantes. Por ejemplo: . La no coincidencia de ejes de barras en el nudo, teórico, de forma que aparecen momentos secundarios que aumentan las tensiones locales, ocasionando plastificaciones y/o deformaciones excesivas.. . Diferencia en el grado de empotramiento supuesto. Por ejemplo, un nudo en celosías puede comportarse como rígido, habiéndose calculado como una. 6.
(15) CAPÍTULO I articulación, o un extremo de viga o soporte se conciben como empotramiento y una vez ejecutado no es capaz de absorber los momentos. . También puede ocurrir que en un pilar que se ha calculado con la hipótesis de que es empotrado, pero que se ancla en una zapata insuficiente, el momento causado por la reacción horizontal que debería repartirse entre los dos extremos del soporte es absorbido por el superior y se puede ocasionar una rótula plástica no prevista con la consiguiente disminución de la reserva de seguridad o la posibilidad de colapso de la estructura.. La unión debe estar diseñada de forma que permita una transmisión sencilla y directa de las tensiones entre los miembros conectados. También se debe tener en cuenta los efectos locales; por ejemplo, cuando se está alejando de los extremos de las barras, estas se comportan según las leyes de la resistencia de materiales, pero en las uniones, estas leyes no son en algunas ocasiones estrictamente válidas. Por tanto, se debe recurrir a un estudio más riguroso, basado en muchos casos en la plasticidad y en el comportamiento no lineal de las mismas.. Evidentemente, la unión ha de adaptarse a los medios y a la tecnología disponible para realizarla. Se trata de pensar en los equipos de soldeo, en técnicos y soldadores, procedimientos de garantía de calidad y posibilidades de transporte. A veces estos aspectos tienen más influencia en la tipología que el propio cálculo. Por ejemplo, en las uniones soldadas, se debe prestar atención especialmente a su ejecución y ello puede ocasionar el hecho de que, en ciertas condiciones, se deseche una unión de este tipo, optando por una unión atornillada. . (LAS UNIONES EN ESTRUCTURAS DE ACERO). 1.1.4-Elementos que componen las uniones Las uniones comprenden: Las partes conectadas Los elementos auxiliares de unión.. Ejemplo. Falla. Alma o alas de los elementos. Fluencia. a unir.. Rotura Bloque cortante. Planchas, angulares, etc. Remaches. Los medios de unión o conectores. Tornillos. Tornillos de alta resistencia Soldadura.. Aplastamiento Cortante Tensión Cortante + tensión.. 7.
(16) CAPÍTULO I Tabla. 1.1 Elementos que componen las uniones y su forma de trabajo.. En la tabla 1.2 se exponen los elementos componentes de las uniones, así como sus posibles fallas, destacando los medios de unión como los más importantes ya que a través de su forma de trabajo (cortante, tensión o cortante + tensión) garantizan la trasmisión de los esfuerzos entre los elementos conectados. Teniendo en cuenta la importancia de los elementos de unión a continuación se realiza un estudio del comportamiento de los mismos, así como, de su geometría y estructuración.. 1.1.4.1-Remaches Los remaches consisten en espigas de diámetro ø, provistas de una cabeza de asiento, que está destinada a introducirse a través de piezas a enlazar, previamente perforadas, de forma que una vez introducido se le forme una segunda cabeza que efectúe el cierre de la unión. Cuando se forma la segunda cabeza del remache se forma el roblón. La segunda cabeza o cabeza de cierre, se forma mediante estampación en caliente del extremo libre de la espiga. Esta estampación puede hacerse a mano o mecánicamente, utilizando prensas hidráulicas o herramientas de aire comprimido. Los roblones que se utilizan normalmente en la construcción de estructuras metálicas son los de cabeza semiesférica. Los agujeros para el roblonado deben ser de 1 mm mayor que el diámetro nominal del remache. Esto es una regla general para el dimensionado de los agujeros. Los agujeros en las piezas deben hacerse siempre mediante taladrado y no por punzonado, debido a que puede dar lugar a roturas. Únicamente es admisible el punzonado en chapas finas, de hasta 10 mm de espesor. El taladro inicial debe realizarse de diámetro algo menor que el definido, para hacer luego una presentación o montaje inicial de las piezas y terminar el agujero hasta que se alcance su diámetro definitivo por escariado. El tener agujeros más grandes de lo estrictamente necesario representa un gran peligro, ya que la espiga del remache no lo llena por completo, por lo que no es real la hipótesis de cálculo. Ejecución: En el proceso de roblonado, en primer lugar se calientan los remaches en un hornillo hasta que se alcanza una temperatura correspondiente al rojo cereza claro. Antes de introducir el remache en el agujero se le libera de la cascarilla que se haya podido formar sobre su superficie. Durante el roblonado propiamente dicho, se mantiene la cabeza de asiento sujeta mediante la sufridera, mientras que el doile o estampa, accionado casi siempre por aire comprimido, recalca primero la espiga para que así rellene todo el agujero, y después forja la cabeza de cierre. Todo el proceso se realiza muy rápidamente, ya que. 8.
(17) CAPÍTULO I al terminar la operación, la temperatura debe conservarse en la correspondiente al rojo sombra. Forma de trabajo: Los roblones constituyen medios de unión puntuales que están solicitados por cortadura o esfuerzo cortante y por aplastamiento, o sea, por la compresión de la espiga contra las paredes de los agujeros. (Picazo Iranzo, 2007). 1.1.4.2-Tornillos Para formar uniones desmontables, así como para lograr una mayor velocidad de ejecución de las uniones, se utilizan los tornillos. Se distinguen tres clases de tornillos: Los ordinarios o tornillos negros; los calibrados o ajustados y los de alta resistencia, que tienen su estudio separado, ya que producen una unión diferente a los dos primeros. La forma de trabajar de los tornillos es análoga a la de los roblones, de ahí que el cálculo de las costuras atornilladas, así como su morfología, sean las mismas y se puedan estudiar de manera conjunta. Para estructuras y para tornillos de diámetros entre 20 y 30 mm, se admite una holgura de 0,3 mm entre espiga y agujero. -Tornillos ordinarios; los que no cumplen las condiciones indicadas anteriormente para los tornillos calibrados se designan como negros u ordinarios. -Arandelas; es obligatorio su uso, para evitar que la rosca o su terminal penetren en el agujero y se produzcan tensiones adicionales a las calculadas por aplastamiento. Cuando la construcción esté solicitada por esfuerzos dinámicos, se emplean arandelas de seguridad. Agujeros; estos tienen un diámetro de agujero 1 mm mayor que el nominal del tornillo, o sea, que el de su espiga, redondeando el valor en milímetros. (Picazo Iranzo, 2007) Según el perfil de la unión y la situación de los tornillos, están sujetos a tracción, a cortadura o a una combinación de ambas. Para resolver un cierto desajuste entre las distancias de los taladros y los diámetros de los tornillos, los agujeros se taladran normalmente con un diámetro 2 mm más grande que el del tornillo. Cuando no pueden permitirse los desplazamientos debidos a estas tolerancias, los tornillos pueden pretensarse para evitar el deslizamiento. En las estructuras solicitadas estáticamente, como son las edificaciones, deben evitarse los tornillos pretensados. (ITEA) 1.1.4.2.1-Tornillos de alta resistencia En estas uniones, de concepción diferente a las atornilladas con tornillos normales ordinarios, negros o calibrados, las costuras se realizan mediante tornillos denominados de alta resistencia o AR, apretados fuertemente con el fin de engendrar una gran reacción. 9.
(18) CAPÍTULO I de rozamiento entre las superficies en contacto y aprovechar esta reacción de rozamiento para la transmisión de los esfuerzos de los perfiles unidos. Una característica importante de los tornillos de alta resistencia es que se introducen con una pequeña holgura en las piezas a unir, para luego tensarlos mediante apretadura de la tuerca o cabeza, para así producir una presión importante entre las superficies en contacto, que es lo que da lugar a la gran reacción de rozamiento del que se habla en el párrafo anterior. El esfuerzo, orientado perpendicularmente al vástago o espiga del tornillo, se transmite entre los elementos por el rozamiento estático de las superficies, mientras que el vástago del tornillo queda solicitado por tracción axil y por torsión, como consecuencia del momento de apretadura que se aplica. Si se incrementa el esfuerzo que solicita a la unión es muy probable que se pueda llegar a sobrepasar la resistencia de rozamiento. Si esto sucede, el movimiento que se inicia hace que los vástagos de los tornillos entren en contacto con los bordes de los agujeros y entonces la transmisión del esfuerzo se lleva a cabo, además de por rozamiento, por cortadura, aunque este esfuerzo sea, en general, de tan poca magnitud que no se llega a producir la rotura por cortante debido a la gran resistencia del material del tornillo. En caso de que la carga siga aumentando y se llegue a sobrepasar el valor del límite elástico de los elementos unidos, puede desaparecer parcialmente el pretensado de los tornillos como consecuencia de la estricción, aunque este fenómeno se puede considerar igualmente despreciable. Este medio de unión se emplea siempre con arandelas bajo la cabeza y bajo la tuerca y sus espesores son acorde a los tornillos empleados. (Picazo Iranzo, 2007) 1.1.4.2.1.1-Ventajas de los tornillos de alta resistencia 1-Las cuadriculas de hombres necesarios para atornillar, son menores que las que se necesitan para remachar. Dos parejas de atornilladores pueden fácilmente colocar el doble de tornillos en un día, que el número de remaches colocados por una cuadrilla normal de cuatro remachadores, resultando un montaje de acero estructural más rápido. 2-En comparación con los remaches, se requiere menor número de tornillos para proporcionar la misma resistencia. 3-Unas buenas juntas atornilladas pueden realizarlas hombres con mucho menor entrenamiento y experiencia que los necesarios para producir conexiones soldadas o remachadas de calidad semejante. La instalación apropiada de tornillos de alta resistencia puede aprenderse en cuestión de horas. 4-No se requieren pernos de montaje que deben removerse después como en las juntas soldadas. 5-Resulta menos ruidoso en comparación con el remachado.. 10.
(19) CAPÍTULO I 6-Se requiere equipo más barato para realizar conexiones atornilladas. 7-No hay riego de fuga ni peligro por el lanzamiento de los remaches calientes. 8-Tiene mayor resistencia a la fatiga que los remaches y mayor o igual resistencia a la fatiga que la soldadura. 9-Donde las estructuras se alteran o desensamblan posteriormente, los cambios en las conexiones son muy sencillos por la facilidad para quitar los tornillos. (Mc Cormac, 2002). 1.1.4.2.2-Especificaciones para la distribución de pernos o tornillos. 1.1.4.2.2.1-Separaciones mínimas La distancia entre centros de agujeros para remaches o tornillos, sean estándar, sobredimensionados o alargados, no es, en general, menor que tres veces el diámetro 2. nominal del conector; de ser necesario, esta distancia puede disminuirse a 2. 3. veces el. diámetro nominal. 1.1.4.2.2.2-Distancia mínima al borde La distancia del centro de un agujero estándar al borde de una parte conectada no es menor que el valor aplicable de la tabla 1.2. 1.1.4.2.2.3-Separación y distancia al borde máximas La distancia máxima del centro de un tornillo o remache al borde más cercano de las partes en contacto es 12 veces el grueso de la parte conectada en consideración, sin exceder de 150 mm. La separación longitudinal entre conectores colocados en elementos en contacto continuo, consistentes en una placa y un perfil, o dos placas, es la siguiente: a) Para elementos, pintados o sin pintar, no sujetos a corrosión, no excede de 24 veces el grueso de la placa más delgada, o 300 mm. b) Para miembros no pintados de acero intemperizable, sujetos a corrosión atmosférica, no es mayor que 14 veces el grueso de la placa más delgada, 180 mm. (Página 804 del Manual de la Construcción de Acero del AISC). 11.
(20) CAPÍTULO I. Tabla 1.2: Distancia mínima del centro del agujero al borde.. 1.1.4.3-Soldadura Soldar es unir dos piezas de igual o distinta naturaleza mediante una perfecta unión entre ellas, casi siempre con la aportación de calor, con o sin aplicación de presión, y con o sin empleo de material de aportación, pudiendo tener este la misma o distinta composición que los metales a unir. El procedimiento de soldadura más antiguo entre los conocidos es el de soldadura por forja, que consiste en calentar las piezas a unir hasta su punto de fusión, para luego unirlas entre sí por presión. Actualmente la soldadura se realiza de diversas maneras; aprovechando el calor generado por la combustión de un gas, generalmente acetileno, en una atmósfera de oxígeno; generado por el paso de una corriente eléctrica aprovechando el efecto Joule o el producido por el calor desarrollado en un arco eléctrico. En la actualidad estos son los procedimientos empleados industrialmente, aunque incluyen diversas variantes que en nada afectan su naturaleza esencial. Mediante el empleo de estos tres sistemas básicos se pueden soldar toda clase de metales y aleaciones, con muy pocas excepciones. De estos sistemas nace una gran diversidad de procedimientos. Los de mayor interés industrial son los derivados del sistema de soldeo por arco, aunque también tienen gran importancia los de soldeo por resistencia. En cuanto a la soldadura eléctrica por arco, que es el sistema de mayor importancia industrial entre todos los que existen, puede decirse que comenzó al descubrirse el arco eléctrico, por Sir Humphrey Davy, en la primera parte del siglo XIX.. 12.
(21) CAPÍTULO I Realmente la unión de metales por el procedimiento del arco eléctrico data del año 1881, en que un inventor norteamericano, que se llamaba De Meritens, empleaba el calor general en un arco de carbón para unir unas piezas. A partir de entonces aparecen los procedimientos de Zerener, Bernardos y Slavianoff. De todos éstos puede decirse que el precursor del método empleado en la actualidad es el de Slavianoff, en el que se emplea un electrodo metálico por primera vez, en lugar de los electrodos de carbón. Poco a poco, el procedimiento de unión por soldadura avanza y en 1902 un taller de Locomotoras de Pensilvania (EE.UU.) aplica el procedimiento de electrodo de carbón en gran escala a sus talleres de reparación. En 1906 la firma "Lloyd & Lloyd", de Birmingham (Inglaterra), establece un taller de soldadura con todos los adelantos conocidos entonces y en 1910, en Suecia, Oscar Kjellber, inventa el electrodo revestido. Antes de esto, se emplean electrodos extra suaves, conocidos como "acero sueco" que producen soldaduras frágiles y débiles. El arco sobrecalienta y quema el metal de soldadura y este se hace frágil al reaccionar con el oxígeno, el nitrógeno y el hidrógeno del aire. La manera de evitar esto es producir "algo" que recubra al electrodo de tal forma que el aire no pueda ponerse en contacto con el metal aportado en la soldadura. Este recubrimiento, además de impedir el acceso del aire al arco "protegiéndolo", sirve para ayudar a saltar el arco entre la pieza y el electrodo. Con la primera guerra mundial la soldadura tiene un gran auge, y ya en el año 1920 se fabrica el primer barco completamente soldado. La técnica del soldeo continua su rápida evolución y ya en la segunda gran guerra se puede decir que la casi totalidad de construcciones metálicas se resuelve mediante uniones soldadas, sin empleo de remaches, con un considerable ahorro de material y por consiguiente, de dinero. Existe otro tipo de soldadura, la soldadura por fusión. Es aquella en que la unión se efectúa mediante la fusión de un determinado metal que se aporta para constituir el enlace o unión entre las piezas. Ese enlace se denomina cordón de soldadura, o simplemente, soldadura. (Picazo Iranzo, 2007) Aunque la soldadura puede efectuarse en la misma obra, esta opción tiende a resultar cara por las siguientes razones: • Hay que contar con plataformas de montaje a las que pueda accederse de forma segura. • Hay que proteger las soldaduras de las inclemencias del tiempo, lo que puede retrasar el trabajo. • Hay que hacer llegar la corriente al lugar de trabajo. • Se requieren casquillos y pernos de montaje para juntar las barras. • Los costos de inspección.. 13.
(22) CAPÍTULO I • Un tiempo de montaje más largo significa que el cliente tarda más en tener el edificio contacto parar obtener un valor del coeficiente de rozamiento adecuado y fiable y los métodos de apriete son caros. (ITEA) 1.1.4.3.1- Ventajas de la soldadura 1-Permite grandes ahorros en el peso de acero utilizado. Permite eliminar un gran porcentaje de placas de unión y de empalme, tan necesarias en las estructuras atornilladas o remachadas, así como la eliminación de las cabezas de remaches o tornillos. 2-Tiene una zona de aplicación mucho mayor que los remaches o los tornillos. En elementos como tubos es casi imposible lograr una conexión con otros elementos mediante pernos o tornillos, mientras que la soldadura presenta pocas dificultades. 3-Las estructuras soldadas son más rígidas, porque los miembros por lo general están soldados directamente uno al otro. Las conexiones con remaches o tornillos, se realizan a menudo a través de ángulos de conexión o placas que se deforman debido a la transferencia de carga, haciendo más flexible la estructura completa. Esto a veces se convierte en una desventaja donde se necesitan conexiones de extremo simples con baja resistencia a los momentos. 4-El proceso de fusionar las partes por unir, hace a las estructuras continuas. 5-Es más fácil realizar cambios en el diseño y corregir errores durante el montaje, si se usa soldadura. 6-El proceso de soldadura resulta más silencioso. 7-Se usan menos piezas y, como resultado, se ahorra tiempo en detalles, fabricación y montaje de la obra. (Mc Cormac, 2002) 1.1.4.3.2- Desventajas de la soldadura -El control de calidad de las conexiones soldadas es particularmente difícil, porque los defectos bajo la superficie, o incluso los defectos menores en la superficie, escapan a la detección visual. -Los soldadores deben ser debidamente calificados y para trabajos importantes, deben emplearse técnicas especiales de inspección, como la radiografía o el ultrasonido. (Conf. # 6 Estructuras Metálicas) 1.1.4.3.3-Especificaciones del AISC para el diseño de soldaduras El diseño práctico de las conexiones soldadas requiere considerar detalles como los tamaños y las longitudes máximas y mínimas de la soldadura. 1.1.4.3.3.1-Tamaño mínimo El tamaño mínimo permitido es una función del espesor de la parte más gruesa conectada, y se da en la Tabla J2.4 del AISC. (Página 797 del Manual de Construcción de Estructuras. 14.
(23) CAPÍTULO I de Acero (AISC)). Tablas 1.3 y 1.4: Tamaño mínimo del cordón de soldadura.. 1.1.4.3.3.2-Tamaño máximo A lo largo del borde de una parte menor de ¼ in de espesor, el tamaño de filete máximo es igual al espesor de dicha parte. Para partes más gruesas, el tamaño máximo es t – 1/16 in, donde t es el espesor de la parte. 1.1.4.3.3.3-Longitud mínima La longitud mínima permisible de un filete de soldadura es de cuatro veces su tamaño. Esta limitación no es severa, pero si esta longitud no está disponible, una longitud más corta puede emplearse si el tamaño efectivo de la soldadura se toma como un cuarto de su longitud. Las conexiones del tipo que se muestra, en la figura 1.1, similares a las de los ejemplos precedentes, están en la categoría de caso especial por retraso del cortante en las conexiones soldadas, tema visto en el Capítulo 3. La sección B3 del AISC establece que la longitud de las soldaduras, en este caso, no debe ser menor que la distancia entre ellas, es decir, L ≥ W.. 15.
(24) CAPÍTULO I. Figura 1.1: Longitud mínima de la soldadura. 1.1.4.3.3.4-Remates de extremo Cuando una soldadura se extiende hasta el extremo de un miembro, ella debe prolongarse alrededor de la esquina, como se muestra en la figura 1.2. La razón de esta prolongación, llamada remate de extremo, es principalmente la de evitar las concentraciones de los esfuerzos y garantizar que el tamaño de la soldadura se mantenga en toda su longitud. El remate debe ser de por lo menos dos veces el tamaño de la soldadura. La longitud de un remate puede incluirse en el cálculo de la capacidad de carga o puede, de manera conservadora, despreciarse. Las soldaduras pequeñas son, en general, más baratas que las grandes. El tamaño máximo que puede hacerse con un solo pase del electrodo es de, aproximadamente 5/16 in y los pases múltiples incrementan el costo. Además, para una capacidad de carga dada, aunque una soldadura pequeña debe hacerse más larga, una soldadura mayor y más corta requiere más volumen de metal de aportación.. Figura 1.2: Remates de extremo.. 1.2-Clasificación de uniones metálicas sometidas a esfuerzos de flexión Las uniones resistentes a esfuerzo de flexión se pueden clasificar como: Simples o Articuladas, son enlaces en los que la barra se une al nudo sin cortar sus giros. Semirrígidas, son las uniones flexibles en las que se produce un giro relativo entre las barras enlazadas en el nudo, pero existiendo una transmisión de momentos. Para modelizar este tipo de enlace se une las barras a los nudos mediante muelles que coartan el giro.. 16.
(25) CAPÍTULO I Rígidas, las que mantienen los ángulos que forman entre sí las piezas enlazadas. El giro del nudo es igual al de las barras a él unidas.. Figura 1.3: Uniones resistentes a flexión. Todas las uniones tienen que tener un comportamiento suficientemente dúctil, capaz de desarrollar su capacidad resistente en el rango plástico sin que se presente un fallo prematuro motivado por una deformación excesiva. (Picazo Iranzo, 2002) 1.2.1.-Uniones articuladas Se define unión articulada a aquella que impide cualquier continuidad respecto al giro entre las barras conectadas, en las que la línea de acción de la fuerza por ser resistida, pasa por el centro de gravedad de la conexión, se supone que cada parte de esta resiste una porción igual de la carga. Son aquellas en las que el nudo no transmite momentos, debe ser capaz de transmitir las fuerzas internas sin desarrollar momentos significativos que puedan afectar adversamente a sus elementos o a la estructura completa. Así como, aceptar los giros que se producen debido a las cargas de diseño. (Montoya Coronado, 2013) 1.2.1.1-Cortante atornilladas y soldadas Este tipo de uniones se utiliza para conectar vigas simples apoyadas a otras vigas o al patín o alma de alguna columna. El procedimiento de diseño se ha estandarizado en el Manual LRFD en sus tablas 9-2, 9-3, 9-4, 9-5 con los títulos: ``Conexiones atornilladas usando ángulos dobles´´, ``Combinación de uniones atornilladas/soldadas usando ángulos dobles´´. Las estructuras de adhesión con ayuda de angulares marginales, que se realizan con pernos sin pulir o remaches (Fig.1.4.c), se aplican mucho. La presión del apoyo en esta sujetación se transmite a través de los hierros angulares, los cuales de ordinario se soldan al alma del hierro de doble T con ayuda de conductores, ya que la desviación respecto a la vertical del ángulo repercute durante el montaje en costos y arreglos.. 17.
(26) CAPÍTULO I En la que ilustra la fig. VI.1.4.C los angulares marginales están soldados con una costura, la cual además de soportar cizalladura de la reacción A en el apoyo, también aguanta la flexión que provoca el momento Ae. En el cálculo se desprecia la costura en la testa del alma. La costura soldada de trabajo se tiene que comprobar a la resultante de las tensiones, que se deben a la acción conjunta de los esfuerzos, por la fórmula convencional (fig.1.4.d) σren=√σ2 + 𝜏 2 ≤Rcsol, donde. 𝐴𝑒 𝑀 = 𝑊𝑐 2∗0,7ℎ𝑐𝑙𝑐2. σc=. 6. 3𝐴𝑒 𝐴 = ; 𝜏c= 0,7ℎ𝑐𝑙𝑐 2 2∗0,7ℎ𝑐𝑙𝑐. También se puede dar el caso de adhesión directa del alma de la viga, procurando en lo posible cortar por esta y no por las alas. En las adhesiones representadas en la figura 1.4.c y e, los pernos de sujeción casi siempre se colocan a cizalladura provocada por la reacción de apoyo de la viga, aumentada en 20% (se tiene en cuenta empotramiento insignificante). Una sujeción de fácil montaje se puede ver en la fig.1.4. f y g, aquí toda la presión de apoyo transmite a un pilote que se ha soldado de antemano. Para fijar mejor la presión del apoyo al pilote de trabajo, por regla general emplean la construcción que ilustra la figura 1.4.g. La testa inferior del nervio de apoyo se tiene que cepillar para que la adhesión sea segura. La soldadura directa de la viga a la construcción no se debe hacer por soldadura de todo su contorno, ya que en este caso durante el montaje se tienen que unir tres operaciones: alza, verificación y soldadura. Es casi imposible cumplirlas simultáneamente, además al fabricar éstas vigas se precisa de una elevada exactitud de corte. (KK Mujanov, 1986). 18.
(27) CAPÍTULO I. Figura 1.4: Uniones simples o articuladas.. Si se desprecia la restricción parcial, las vigas pueden tratarse como simplemente apoyadas sin resistencia por momento en las juntas. Las conexiones de vigas enmarcadas o conexiones de vigas por alma y con asiento, caen en esta clasificación. En general, las conexiones que transmiten menos del 20% de la capacidad del miembro se consideran simples. Los soportes de vigas diseñados de esta manera se llaman, a veces, conexiones por cortante, ya que solo la reacción o la fuerza cortante de extremo son transmitidas. Los marcos con conexiones de cortante deben arriostrarse en el plano del marco porque no se tiene ``acción de marco´´ que proporcione una estabilidad lateral. Este arriostramiento toma varias formas: miembros de arriostramiento diagonal, muros de cortante o soporte lateral de una estructura adyacente. Los momentos que resultan de las cargas laterales (usualmente por viento o sismo) también son tomados en cuenta en el diseño de las conexiones seleccionadas de vigas a columnas. La conexión será en realidad, una conexión parcialmente restringida independientemente de la carga. Si la viga se diseña como si estuviera simplemente soportada, el momento máximo por carga de gravedad estará sobreestimado y la viga quedará algo sobrediseñada. Sin embargo, en muchos casos los momentos por viento serán pequeños y el sobrediseño será ligero. Si se. 19.
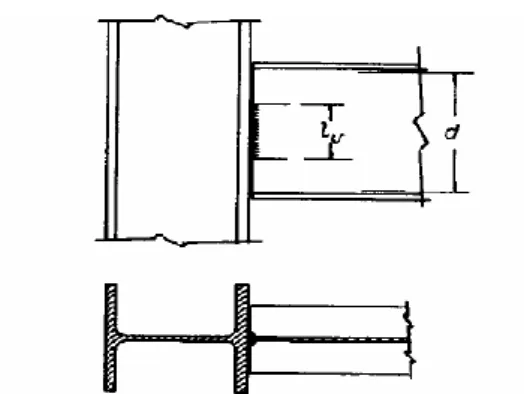
(28) CAPÍTULO I emplea este concepto de estructuración simple, las especificaciones requieren que se cumpla con las siguientes condiciones: 1-Aunque las vigas (o traves) no estén simplemente apoyadas, ellas deben ser capaces de soportar las cargas de gravedad como si ellas lo estuvieran. 2-Las conexiones y los miembros conectados (vigas y columnas) deben ser capaces de resistir los momentos por viento. 3-Las conexiones deben tener suficiente capacidad rotacional inelástica para que los sujetadores o la soldadura no queden sobrecargados bajo la acción combinada de las cargas de gravedad y viento. (Segui, 2000) Unión con chapa de testa parcial Esta unión consta de una chapa de testa cuya longitud total es inferior al canto de la viga, ver figura 1.5.a. Las curvas momento-rotación son similares a las obtenidas si la unión se realiza mediante dos angulares al alma de la viga, siendo empleadas frecuentemente para transmitir el cortante de la viga a la columna. El AISC clasifica esta unión como semirrígidas. Los resultados obtenidos por Kishi y Chen (1997), demuestran que su comportamiento (figura 1.5.b) es muy similar al de la unión con dos angulares al alma de la viga. Su resistencia es baja 0,25MRd, y presenta una gran capacidad rotacional, por lo que debe clasificarse como articulada según el EC3-1-8. (Montoya Coronado, 2013). Figura 1.5: Unión con chapa de testa parcial en el alma de la viga. Apoyos sobre angulares. En este tipo de uniones ese fallo de la unión puede ser fácilmente resuelto, disponiendo otro u otros angulares en la parte superior, para prevenir el vuelco de la viga. Otra posible solución a este tipo de unión es la colocación de casquillos rigidizados para el apoyo. Si la viga se conecta al alma del soporte, el apoyo debe situarse lo más próximo posible al eje del pilar, para evitar tensiones en su alma debidas a la excentricidad de la carga. (Picazo Iranzo, 2007). 20.
(29) CAPÍTULO I. Figura 1.6: Apoyo sobre casquillos. 1.2.1.2-Cortante más tensión atornilladas Unión con un angular o chapa simple al alma de la viga: Esta unión está formada por un perfil angular atornillado, o soldado, al ala de la columna y al alma de la viga, ver figura 1.7.a. La unión con chapa simple es similar, pero en lugar de emplear un angular se utiliza una chapa soldada o atornillada. Estas uniones presentan un comportamiento similar, ofrecen muy poca rigidez, y tradicionalmente se han considerado como articuladas. Los resultados obtenidos por Kishi y Chen (1997) demuestran que un número apreciable de las curvas para este tipo de uniones (figura 1.7.b) se encuentran inicialmente dentro de la zona semirrígida, pero al aumentar el valor del giro (Ø) entran en la zona articulada. Por tanto, estas uniones, inicialmente, pueden considerarse como semirrígidas, pero si se aumenta el valor de la carga se consideran articuladas. Su máxima capacidad resistente al momento se sitúa alrededor de 0,10MRd, valor muy inferior al 0,25MRd que establece como límite por el EC3-1-8, lo que confirma su carácter articulado. (Montoya Coronado, 2013). Figura 1.7: Unión con angular al alma de la viga.. Unión con dos angulares al alma de la viga. 21.
(30) CAPÍTULO I Esta unión está formada por dos perfiles angulares atornillados, o soldados, a un ala de la columna y al alma de la viga, ver Figura 1.8.a. A pesar de que su rigidez es aproximadamente el doble que las uniones con un angular, el AISC clasifica esta unión como tipo 2. Kishi y Chen. (1997) demuestran que la mayoría de las curvas (Figura 1.8.b) están en la zona articulada. La unión más resistente analizada por Kishi y Chen (1997) tiene una resistencia de 0,20MRd, valor inferior al 0,25MRd establecido como límite por el EC3-1-8 para la clasificación como articulada. (Montoya Coronado, 2013). Figura 1.8: Unión con dos angulares atornillados al alma. Uniones viga – soporte atornilladas articuladas Es, posiblemente, la unión más aconsejable si la unión se tiene que realizar en obra. La unión al pilar y el juego que proporcionan los tornillos permiten considerar este enlace como una articulación. La unión se ejecuta enlazando el alma de la viga con dos angulares con el ala o alma del pilar.. Figura 1.9: Uniones atornilladas articuladas.. En los tres ejemplos anteriores se transmite un momento flector tan pequeño que la unión responde, a efectos prácticos, como una articulación. Además los ensayos y la experiencia adquirida han confirmado que estas uniones permiten las rotaciones necesarias que exigen los cálculos teóricos para ser consideradas de todo punto como articuladas. (Picazo Iranzo, 2007). 22.
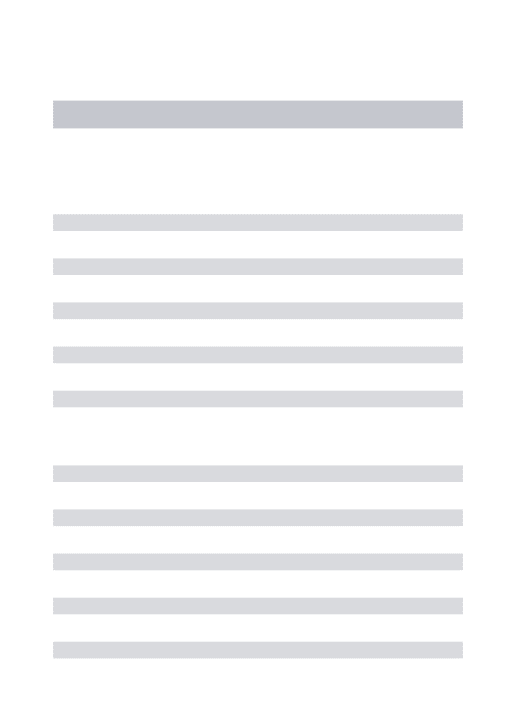
(31) CAPÍTULO I 1.3.1.3-Cortante más tensión soldadas En las uniones articuladas no es común la utilización de soldadura debido a que esta da demasiada rigidez a la unión, además la aplicación de la carga en el mismo sentido de la soldadura puede ocasionar fallas por cortante. Uniones viga – soporte soldadas articuladas Es conveniente realizar la unión por medio de angulares, debido a la dificultad de conseguir la necesaria exactitud dimensional. Nunca deben soldarse las alas y, además, la longitud de los cordones debe ser la requerida estrictamente por el cálculo.. Figura 1.10: Unión soldada articulada.. Si la unión se realiza soldando directamente el alma de la viga a la columna mediante cordones en ángulo la disposición será la de la figura inferior, recomendándose como valor de la longitud del cordón de soldadura, lv, el comprendido entre la mitad y dos tercios de la altura útil del alma. Una longitud de soldadura superior a este valor hace que esta unión no sea considerable como articulada, ya que se crea un momento de empotramiento que, al no ser despreciable, puede originar el agrietamiento de la soldadura. (Picazo Iranzo, 2007). Figura 1.11: Unión soldada articulada.. Otros tipos de uniones soldadas.. 23.
(32) CAPÍTULO I Figura 1.12: Otros tipos de uniones soldadas articuladas. Uniones viga – soporte sobre casquillos Cuando en el enlace viga-columna se dispone un angular de asiento, este se deforma quedando solicitado bajo tensiones de flexión provocadas por la carga de la viga. Con ángulos de reducido espesor la parte superior de la unión tiende a fallar por flexión. Esta unión puede ser tanto soldada como atornillada.. Figura 1.13: Apoyos sobre angulares. 1.2.2-Semirrígidas Tipo PR-Parcialmente restringida (estructura semirrígida). En este tipo de construcción el marco se diseña con base en una cantidad conocida de restricción, intermedia entre simple y rígida, en cada junta. En general, la restricción del momento será del orden entre 20% y 90% de la capacidad por momento del miembro. La principal desventaja de este tipo de estructuración es el requisito de un análisis estructural riguroso que tome en cuenta esta restricción parcial de las juntas. Implícito en este requisito, está la necesidad de contar con las curvas de momento-rotación para las conexiones. (Segui, 2000) 1.2.2.1- Cortante más tensión atornilladas Unión con angulares a las alas de la viga Esta unión se realiza con dos perfiles en ángulo. El perfil superior (figura 1.14.a) une el ala de la columna con el ala superior de la viga, y el perfil inferior (o de asiento) une el ala de la columna con el ala inferior de la viga. El AISC considera que el angular de asiento transmite el esfuerzo cortante de la viga a la columna y el angular superior solo sirve para estabilizar la unión lateralmente, considerándose como articulada. Sin embargo, Kishi y Chen (1997) demuestran (figura 1.14.b) que un número significativo de curvas se encuentran en la zona semirrígida. En el caso de pórticos arriostrados, algunas de estas curvas presentan incluso un comportamiento mixto, rígido al inicio pero semirrígido al aumentar el valor del giro. La capacidad resistente de estas uniones varía entre 0,10MRd y 0,50MRd, por lo que podrían clasificarse como semirrígidas, según el EC3-1-8. (Montoya Coronado, 2013). 24.
(33) CAPÍTULO I. Figura 1.14: Unión con angulares en las alas. 1.2.2.2- Cortante más tensión soldadas Unión con chapa de testa enrasada. Un ejemplo de este tipo de uniones se muestra en la figura 1.15.a. Kishi y Chen (1997) indican que la capacidad resistente de estas uniones se encuentra entre 0,20MRd y 0,80MRd, ver figura 1.15.b, por lo que pueden clasificarse como semirrígidas. Para pórticos no arriostrados estas uniones se confirman como semirrígidas. Sin embargo, para pórticos arriostrados, algunas de estas uniones presentan un comportamiento rígido-semirrígido. (Montoya Coronado, 2013). Figura 1.15: Unión con chapa de testa enrasada. 1.2.3-Rígidas En todas las conexiones de viga a columnas y de viga a viga, hay en algún grado cierta restricción por momento, aún en las conexiones diseñadas como simples o libres de momento. Por una parte, es imposible construir una articulación perfectamente libre de fricción y la mayoría de las conexiones diseñadas para estar libre de momento, fallan en alcanzar tal condición. Por otra parte, es también muy difícil fabricar una junta perfectamente rígida que sea capaz de transmitir el 100% de la capacidad por momento de un miembro a otro. Aunque las conexiones de viga con ángulo o de asiento pueden. 25.
(34) CAPÍTULO I parecer algo rígida, ellas transmiten, en realidad, muy poco momento si los ángulos de la conexión son lo suficiente flexibles. Tipo TR-Totalmente restringida (estructura rígida o continua). Este tipo de estructura tiene juntas resistentes a momento, capaces de transmitir cualquier momento que el miembro pueda resistir, sin rotación relativa de los miembros que se puedan unir en la junta. Este tipo de construcción es autorizado sin restricciones. Si el marco se diseña como marco rígido, las conexiones deben diseñarse de manera correspondiente, es decir, como conexiones por momento. (Segui, 2000). Figura 1.16: Conexiones por momento.. En la figura 1.16 se ilustran varios ejemplos de conexiones por momento que por lo regular se utilizan. Como regla general, la mayor parte del momento transmitido es a través de los patines de la viga y la mayor parte de la capacidad por momento se desarrolla ahí. La conexión en la figura 1.16 a, tipifica este concepto. La placa que conecta el alma de la viga a la columna es soldada en taller a la columna y atornillada en campo a la viga. Con este arreglo, la viga se mantiene de forma conveniente en posición, de manera que los patines puedan ser soldados en campo a la columna. La conexión de placa se diseña para resistir solo cortante y ella se encarga de tomar la reacción de la viga. La soldadura de ranura de penetración completa conecta los patines de la viga a la columna y pueden transmitir un momento igual a la capacidad por momento de los patines de la viga. Esto constituye la mayor parte de la capacidad por momento de la viga, pero una pequeña cantidad de restricción es también proporcionada por la conexión de placa (debido al endurecimiento por deformación, la capacidad por momento plástico de la viga puede, en realidad, desarrollase a través de los patines). Para hacer la conexión por patín, se requiere que una. 26.
(35) CAPÍTULO I pequeña porción del alma de la viga se remueva y se use una ``barra de respaldo´´ en cada patín que permita que toda la soldadura se deposite desde la parte superior. Cuando las soldaduras de los patines se enfrían, ellas se contraen. El desplazamiento longitudinal resultante puede tomarse en cuenta al emplear agujeros ovalados para los tornillos y apretándolos después de que la soldadura se ha enfriado. Este tipo de conexión también utiliza atiesadores en la columna, los que no son siempre requeridos. La conexión por momento de la figura 1.16.a, también ilustra una práctica recomendada para el diseño de conexiones: siempre que sea posible, la soldadura debe hacerse en el taller de fabricación y el atornillado tendrá que hacerse en el campo. La soldadura de taller es menos cara y puede controlarse, de mejor manera, su calidad. En la mayoría de las conexiones por momento de viga a columna, los miembros son parte de un marco plano y se orientan como se muestra en la figura 1.16.a, es decir con las armas en el plano del marco de manera que la flexión de cada miembro es con respecto a su eje mayor. Cuando una viga debe conectarse al alma de una columna en vez de a su patín (por ejemplo, en un marco espacial) puede emplearse una conexión como la que se muestra en la figura 1.16.b. Esta conexión es similar a la que se presenta en la figura 1.16.a, pero requiere el uso de atiesado de columna para hacer las conexiones a los patines de la viga. 1.2.3.1- Cortante atornilladas y soldadas Estas conexiones son consideradas generalmente conexiones excéntricas. En una conexión excéntrica. la resultante de las cargas aplicadas no pasa por el centro de. gravedad de los sujetadores o las soldaduras. Si la conexión tiene un plano de simetría, el centroide del área de corte de los sujetadores o la soldadura se usa como el punto de referencia, y la distancia perpendicular de la línea de acción de la carga al centroide se llama excentricidad. Aunque una gran cantidad de las conexiones están cargadas excéntricamente, en muchos casos la excentricidad es pequeña y despreciada. (Segui, 2000) Atornillada.. Soldada.. Figuras 1.17 y 1.18: Uniones a cortante atornilladas y soldadas.. 27.
(36) CAPÍTULO I 1.2.3.2- Cortante más tensión atornilladas Unión con angulares a las alas y al alma de la viga. Esta unión es una combinación entre la unión con angulares a las alas de la viga y la unión de doble angular al alma de la viga, ver figura 1.19.a. Mediante el doble angular se pretende mejorar la transmisión del cortante. Kishi y Chen (1997) indican que la capacidad resistente de estas uniones se encuentra entre 0,20MRd y 0,80MRd, ver figura 1.19.b, por lo que pueden clasificarse como semirrígidas. En el caso de pórticos no arriostrados, casi todas las curvas se encuentran en la región semirrígida. Sin embargo, para pórticos arriostrados, algunas de estas uniones presentan un comportamiento rígido-semirrígido. (Montoya Coronado, 2013). Figura 1.19: Unión con angulares en las alas y el alma de la viga.. Unión con perfiles en T. Este tipo de unión se forma por perfiles en forma de T unidos al ala de la columna y a las alas de la viga, y angulares unidos al ala de la columna y al alma de la viga, ver figura 1.20.a, o sin angulares, ver figura 1.20.b. Este tipo de unión se considera una de las más rígidas. (Montoya Coronado, 2013). Figura 1.20: Unión con perfiles en T.. 28.
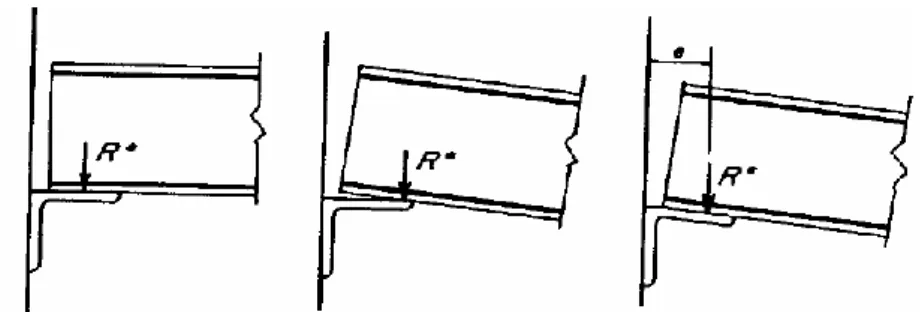
(37) CAPÍTULO I Uniones rígidas viga – soporte atornilladas Se emplea este tipo de uniones para realizar las uniones en obra.. Figura 1.21: Uniones rígidas atornilladas.. En la figura a) el nudo llega a obra ya ejecutado, y en esta se realiza el empalme de la viga utilizando cubrejuntas atornillados. La figura b) dispone una placa de testa en el extremo de la viga, para unirse al pilar mediante tornillos de alta resistencia. En la figura c) se ejecutan en taller los cubrejuntas de alas de la viga y casquillo de placa. Esta disposición puede presentar problemas de desgarro laminar, y también es posible que, como consecuencia de un mal transporte del pilar, las chapas voladas sufran torceduras. En la figura d) se sustituye el cubrejunta inferior por un casquillo de apoyo y un taco ajustado. En la figura e) las posibles dificultades .surgidas de un mal transporte desaparecen al incorporarse al nudo cubrejuntas atornillados, formados por medios perfiles de sección en doble T. (Picazo Iranzo, 2007) 1.2.3.3-Cortante más tensión soldadas Unión con chapa de testa extendida. Existen dos tipos de uniones con chapa de testa extendida: extendida en la zona de tracción (figura 14.a) o hacia ambos lados (figura 14.b). La unión con chapa de testa extendida a ambos lados es preferible cuando la unión pueda verse sometida a una inversión de los momentos (p.ej., en zonas sísmicas).. 29.
(38) CAPÍTULO I Algunas de estas uniones se clasifican como rígidas (LRFD, 1994) y son empleadas frecuentemente para transmitir los momentos de la viga a la columna. Su comportamiento depende en gran medida de la existencia de rigidizadores en la columna. Los rigidizadores en el alma de la columna restringen su deformación, obteniendo uniones más rígidas. Esta es la unión con mayor rigidez entre las analizadas por Kishi y Chen (1997). Como se observa en la Figura 1.22.c, esta unión cuenta con una elevada rigidez inicial, pero se comporta como semirrígida para mayores giros. La resistencia de estas uniones se encuentra entre 0,40MRd y 0,80MRd, con una aceptable capacidad rotacional, por lo que, deben clasificarse globalmente como semirrígidas. Esta es una unión muy común desde 1960, debido a su sencillez de fabricación y montaje. Combina las ventajas del trabajo de soldadura en taller (soldeo entre la chapa y las alas y alma de la viga) con el atornillado en obra (atornillado entre la chapa y la columna). (Montoya Coronado, 2007). Figura 1.22: Unión con chapa de testa extendida. Uniones rígidas viga – soporte soldadas Las vigas se unen a los soportes mediante cordones soldados a tope, realizándose en taller la preparación de los bordes de las alas de la viga, para no tener que realizar en obra cordones de soldadura de techo. Además se disponen casquillos angulares para la fijación provisional de la viga. En el pilar, para transmitir adecuadamente las fuerzas de compresión y de tracción transmitidas por las cabezas de la viga se disponen rigidizadores. Si por razones de montaje, la viga no ajusta perfectamente sobre la cara de la columna, la unión de las cabezas se efectúa suplementando chapas de igual sección que las alas de la viga, soldadas también a tope al ala del soporte. El esfuerzo cortante es resistido por el casquillo de apoyo o el angular que une el alma del perfil al pilar. (Picazo Iranzo, 2007). 30.
(39) CAPÍTULO I. Figura 1.23: Uniones rígidas soldadas. 1.2.3.4-Empalme entre vigas En barras que están predominantemente sujetas a flexión, las uniones de empalme suelen colocarse cerca de puntos de contra flexión, o sea, en secciones en las que la flexión sea mínima. Además de las razones para utilizar empalmes que se mencionan anteriormente, puede que el proyectista desee utilizarlos como ayuda previa al peralte o para cambiar secciones en un intento de economizar reduciendo el tamaño de las barras en zonas de bajo momento. Las uniones de empalme de las vigas son para transferir la flexión y la cortadura que lleva asociada. Pueden efectuarse uniones tanto soldadas como atornilladas y, en estas últimas, pueden utilizarse a cortadura o a tracción. En la figura 1.24 se muestran los tipos de juntas más frecuentes cuando las partes de la viga tienen el mismo tamaño de serie.. Figura 1.24: Empalmes entre vigas.. Cuando en la unión de empalme de una viga hay un cambio de magnitud de serie, pueden utilizarse las disposiciones anteriores si se compensan con soportes adecuados y, posiblemente, rigidizadores de alma para dispersar las fuerzas del ala. A veces se dan estas situaciones en proyectos arquitectónicos concretos o cuando, localmente, hay requerimientos estrictos de altura libre de paso.. 31.
Figure



+7



Documento similar