Análisis térmico del proceso de curvado de un parabrisas blindado
168
0
0
Texto completo
(2) ...... ,,,.. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY i ·:;; ¡ ; .,¡ ·1 CAMPUS ESTADO DE MÉXICO. :/. ANÁLISIS TÉRMICO DEL PROCESO DE CURVADO DE UN PARABRISAS BLINDADO. TESIS QUE PARA OPTAR EL GRADO DE MAESTRO EN CIENCIAS EN SISTEMAS DE MANUFACTURA PRESENTA. ELVIA GUADALUPE CASTRO FÉLIX Asesor:. Dr ARMANDO BRAVO ORTEGA. Comité de tesis: M.I M.C. VICTOR MANUEL ROMERO MEDINA ENRIQUE MUÑOZ DIAZ. Jurado: Dr ARMANDO BRAVO ORTEGA M.I VICTOR MANUEL ROMERO MEDINA M C ENRIQUE MUÑOZ DIAZ. Atizapán de Zaragoza, Estado de México. Noviembre 2000.
(3) T1~5r5 .5 "CJ. ;2 ()QO.
(4) DEDICATORIA A la vida: Porque a pesar de ser un misterio y una aventura, siempre será para mí, una esperan=a, una oportunidad y un RETO.'/_! Y a esas personitas especiales: Mis padres, Marce/a, Daniela, Julián, Tana y Sergio. "Por sus GRANDES muestras de cariño ... ". "No podenws resolver los problemas, utilizando el misnw esquema de pensamiento que teníanws cuando los creanws ... " Albert Einstein.
(5) AGRADECIMIENTOS A DIOS: Por permitirme llegar aquí .... A mi mamá y a mis hermanas: Por el "GRAN EJEMPLO" que me brindan cada día ... A mi fa milia: Por los bellos detalles y momentos compartidos ... A mis amigos: Gabriela, Georgina, Eli:=abeth, Myrna, Magnolia, Yadira, Linda, Manuel, Liliana, Monica, Rocío, Moraima y Gloria por el afecto que me han brindado ... A mis nuevos amigos: Sra. Adela, Eisa, Carolina, Fátima Vá:=que=, Fátima Oroza, Martha, Leticia, Alberto y Enrique por sus muestras de aprecio ... A mi comité de tesis: Por todo su apoyo, sugerencias y tiempo invertido en la revisión de este trabajo. A mi asesor: Por todo su interés y dedicación para hacer de este proyecto algo especial. .. Al ITESM: Por los conocimientos adquiridos y las vivencias experimentadas durante este periodo ... Al ITSON: Por su búsqueda y diseño constante de estrategias que contribuyan a la formación y desarrollo de profesionistas competitivos .... A Enrique Trujillo, Francisco Lópe= y Alberto Mendo=a, por las referencias proporcionadas para la realización de este proyecto.. " La disciplina combinada con el esfuerzo y la devoción son auténticos detonadores de grandes . " E C acciones... . astro.
(6) RESUMEN Dentro del sector de autopartes, la industria del vidrio es la más sólida desde el punto de vista económico. Para mantener su posición en el mercado, estas empresas desarrollan continuamente estrategias que les permiten estar en ventaja competitiva con respecto al resto de los sectores. Dichas estrategias se enfocan principalmente a la diversificación de productos y a la identificación de áreas de mejora en sus procesos. Para mejorar sus procesos, han identificado aquellos mecanismos responsables de consumo, fallas o defectos durante sus procesos de fabricación. Entre estos mecanismos destacan los relacionados con transferencia de calor. Así se sabe que los defectos con mayores incidencias son las fracturas en las láminas de vidrio, las cuales ocurren en gran proporción en los primeros instantes de tiempo durante la fase de enfriamiento. Para comprender esta situación, en este trabajo se realiza el análisis de transferencia de calor durante el enfriamiento, en el proceso de curvado de un parabrisas blindado, con el fin de conocer las condiciones de operación relevantes en el proceso, para determinar los gradientes de temperatura y esfuerzos térmicos a diferentes instantes de tiempo. El resultado más importante del proyecto es que muestra que un control incorrecto durante la etapa de enfriamiento, conduce a la generación de esfuerzos térmicos que rebasan la resistencia mecánica del vidrio, lo que explica la fractura de los parabrisas durante el enfriamiento. Este estudio se basa en datos recopilados en la literatura especializada y representa sólo un análisis teórico. Sin embargo, se concluye que la aportación de este proyecto consiste en la posibilidad de aplicar el esquema de análisis desarrollado, a situaciones reales de tipo industrial, considerando que se cuente con la información adecuada..
(7) CONTENIDO LISTA DE FIGURAS. 7. LISTA DE TABLAS. 10. l.. INTRODUCCIÓN 1. 1 Antecedentes. .... . .... 11. 1.2 Problemática. ...... 13. 1.3 Objetivos ...... . .. ... . ... . ...... 17. 1.4 Organización. 2.. ..... 18. CONCEPTOS RELEVANTES 2.1 Vidrio ......................... . ....... . ... . .. . ... . ............ 19 2.1.1 Composición química y propiedades ....... . ... . .. . .......... 19 2.1.2 Procesos de conformado .................. '. ................ 24 2.1.3 Tipos de vidrio ........................................... 26 2.1.4 Vidrios de seguridad y aplicaciones principales . . . . . . . . . . . . . . . 27 2.2 Características del Blindaje. ...................... . ................. 27. 2.3 Transferencia de calor ......................... . .. . ............... 28 2.3.1 Conducción, convección y radiación .......................... 28 2.3.2 Métodos numéricos ..... . ....... . ... . ... . ...... . ....... . .. 40 2.3.3 Esfuerzos térmicos ........................................ 49. 3.. CARACTERÍSTICAS DEL PROCESO DE FABRICACIÓN 3.1 Etapas principales ............................................... 52 3.2 Hornos eléctricos. ....................................... . ... . ... 58. 3.3 Características de moldes y resistencias eléctricas ..................... 62 3.4 Generalidades del producto ............... . ............. . ......... 66 3.5 Planteamiento térmico del proceso de curvado ...... . ... . .. . .......... 68.
(8) 4.. MODELAJE Y SIMULACIÓN DEL PROCESO DE CURVADO 4.1 Creación de la geometría ........................................... 80 4.2 Generación de malla. ............................................. 83. 4.3 Condiciones de frontera .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87 4.4 Modelos de radiación incluidos en el software . . . . . . . . . . . . . . . . . . . . . . . . . . 89 4.5 Simulaciones. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92 4.5.1 Etapa de calentamiento. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93 4.5.2 Fase de enfriamiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 95. 4.6 Esfuerzos térmicos ................................................ 98. s.. RESULTADOS Y DISCUSIÓN 5.1 Restricciones del modelo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1O1 5.2 Discusión ...................................................... 102 5.2.1. Fase de calentamiento .................................... 102. 5.2.2. Etapa de enfriamiento ................................... 103. 5.3 Esfuerzos térmicos .............................................. 107. 6.. CONCLUSIONES Y SUGERENCIAS. 114. REFERENCIAS. 118. BIBLIOGRAFÍA. 123. ANEXOS. 125.
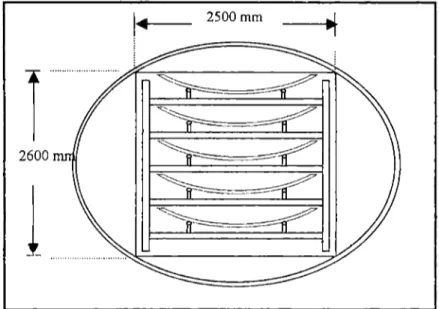
(9) 7. LISTA DE FIGURAS 1.1. Promedio de ventas nacionales, sector autopartes ......... . ................ 12. 1. 2. Promedio de las exportaciones , sector autopartes. . . . . . . . . . . . . . . . . . . . . . . . . . 13. 1.3. Medición de curvaturas .............................................. 14. 1.4. Medición por reflexión: Distorsión óptica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15. 1.5. Medición por transmisión: Distorsión óptica. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15. 1.6. Formas características de fracturas en la superficie de un parabrisas . . . . . . . . . . 16. 2.1. Relación Temperatura - Volumen específico ............................. 21. 2.2. Dependencia de la viscosidad con la temperatura ....................... 23. 2.3. Esquema de la fabricación de vidrio flotado ........................... 25. 2.4. Zonas del automóvil con mayor riesgo a ataques ........................ 28. 2.5. Dirección del flujo de calor por conducción .............................. 29. 2.6. Cuerpo con fuentes de calor. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30. 2. 7. Transferencia de calor por convección . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32. 2.8. Transferencia de calor por radiación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37. 2.9. Representación de radiación especular y radiación difusa ............... . ... 39. 2. 1O. Región mallada con sus respectivos nodos y celdas . . . . . . . . . . . . . . . . . . . . . . 41. 2.11. Variabilidad de la función$ en la dirección horizontal de la malla ............ 42. 2. 12. Región fisica dividida en volúmenes de control .. . ... . ... . .......... . ..... 46. 2.13. Aproximaciones polinomiales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48. 3.1. Proceso de fabricación de parabrisas blindados ... . .. . . .. . ... . ... . .. . ..... 53. 3.2. Máquina cortadora de vidrio. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53. 3.3. Máquina pulidora de vidrio. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 54. 3.4. Máquina utilizada en el lavado y secado de hojas de vidrio. . . . . . . . . . . . . . . . .. 54. 3.5. Proceso de impresión en el parabrisas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55. 3.6. Fases del proceso de curvado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55. 3. 7. Corte y preparación del PVB . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56. 3.8. Disposición de láminas y películas de vidrio .................... . ........ 56. 3.9. Corte frontal de autoclave mostrando racks con láminas de vidrio .... . ........ 57. 3.1 O. Acabado del parabrisas e inspección final . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57. 3.11. Almacenamiento del producto final ........................ . ........... 58. 3.12. Corte transversal del horno de curvado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61.
(10) 8. 3.13. Geometrías de moldes utilizados en el proceso de curvado ................... 62. 3.14. Ángulo de instalación del parabrisas en la carrocería ....... . ............... 63. 3. 15. Resistencias colocadas el techo y base de la cámara de calentamiento . . . . . . . . . 64. 3.16. Resistencias colocadas en las paredes laterales del horno. 3.17. Arreglo interno de las resistencias eléctricas en el horno de curvado ........... 65. 3.18. Variación de la conductividad térmica con la temperatura .............. 67. 3. 19. Corte transversal del horno de curvado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69. 3.20. Flujo de calor por conducción en placas de vidrio . . . . . . . . . . . . . . . . . . . . . . . . . 70. 3.21. Calentamiento no adecuado de las resistencias ... . ...................... . . 76. 3.22. Incremento gradual en la temperatura de las resistencias y el vidrio .. . ... . .... 76. 4.1. Estructura básica de FLUENT ........................................ 78. 4.2. Geometría del parabrisas analizado .................................... 80. 4.3. Modelo del parabrisas analizado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81. 4.4. Vista isométrica del modelo generado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81. 4.5. Vista frontal del horno de curvado con sus dimensiones principales. . . . . . . . 82. 4.6. Pared lateral del horno de curvado con orificios . . . . . . . . . . . . . . . . . . . . . . . 83. 4.7. Malla generada en las láminas de vidrio ................................. 84. 4.8. Mallado del aire en el interior del horno ................................. 84. 4.9. Mallado de la pared lateral del horno de curvado .............. . ........... 85. 4.1 O. Vista isométrica mallado del molde y resistencias eléctricas. . . . . . . . . . . . . . . . 85. 4.11. Mallado del horno de curvado (Corte frontal) . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86. 4. 12. Mallado del horno de curvado (Corte lateral) . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86. 4.13. Mallado completo del horno de curvado ................................. 87. 4.14. Representación de condiciones de frontera en el modelo generado ......... . .. 88. 4.15. Especificación de medios continuos y materiales utilizados en el modelo ....... 88. 4.16. Sistema de coordenadas angulares ...................................... 91. 4.17. Discretización angular y ángulos de control .............................. 92. 4.18. Comportamiento de las fases de calentamiento y enfriamiento ......... 93. 4.19. Volumen utilizado en el balance de energía ......................... . .... 95. 5.1. Contornos de temperatura etapa final del calentamiento ............ . ........ 102. 5.2. Superficies analizadas en el proceso de curvado ........................... 103. 5.3. Comportamiento de temperatura, enfriamiento: 1 hora . . . . . . . . . . . . . . . . . . . . . 104. 5.4. Comportamiento de temperatura, enfriamiento: 3 horas . . . . . . . . . . . . . . . . . . . . 105. ............. . .... 64.
(11) 9. 5.5. Comportamiento de temperatura, enfriamiento: 5 horas. . . . . . . . . . . . . . . . . . . . 106. 5.6. Esfuerzos generados etapa de enfriamiento: 1 hora . . . . . . . . . . . . . . . . . . . . . . . . 108. 5.7. Esfuerzos generados etapa de enfriamiento: 3 horas ........................ 109. 5.8. Esfuerzos generados etapa de enfriamiento: 5 horas ........................ 110. 5. 9. Distribución de temperaturas en la superficie del vidrio . . . . . . . . . . . . . . . . . . . . . 111. 5.10. Esfuerzos térmicos sobre la superficie enfriamiento: 1 hora .................. 112. 5.11. Esfuerzos térmicos sobre la superficie enfriamiento: 3 horas . . . . . . . . . . . . . . . . . 112. 5.12. Esfuerzos térmicos sobre la superficie enfriamiento: 5 horas ................. 113. 6.1. Variación gradual de temperatura en el vidrio y resistencias . . . . . . . . . . . . . . . . . 115.
(12) 10. LISTA DE TABLAS 1.1. Principales proveedores de la industria automotriz . . . . . . . . . . . . . . . . . . . . . . . . . 12. 1.2. Problemáticas principales en el proceso de curvado . . . . . . . . . . . . . . . . . . . . . . . . 16. 1.3. Utilidades estimadas en la fabricación de parabrisas blindados . . . . . . . . . . . . . . . 17. 2.1. Efectos de diversos elementos en las propiedades del vidrio . . . . . . . . . . . . . . . . . 20. 2.2. Definición de números adimensionales. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34. 3.1. Características de los hornos de resistencias de tipo caja . . . . . . . . . . . . . . . . . . . 61. 3.2. Tendencias de curvaturas y ángulos de inclinación. . . . . . . . . . . . . . . . . . . . . . . . 62. 3.3. Composiciones de aceros utilizados en la fabricación de moldes .............. 63. 3 .4. Materiales utilizados en la fabricación del vidrio plano . . . . . . . . . . . . . . . . . . . . . 66. 3.5. Niveles de blindaje más comunes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68. 4.1. Regiones malladas con respectivos nodos y celdas . . . . . . . . . . . . . . . . . . . . . . . . 84. 4.2. Variación de la temperatura emitida por las resistencias. . . . . . . . . . . . . . . . . . . . 94.
(13) CAPÍTULO 1 INTRODUCCIÓN 1.1 ANTECEDENTES En los últimos años la industria automotriz mundial ha sufrido una serie de cambios estructurales en cuanto a tecnología, patrones de abastecimiento y relaciones entre empresas. Además han surgido una serie de competidores para México, tales como: Corea y Taiwan, por lo que el gobierno ha otorgado mayor énfasis a la apertura y liberación de la economía, ésta es una tarea ambiciosa y dificil de acometer política y económicamente[ 1]. Dentro de este marco político- económico, la industria automotriz es un fuerte indicador de la competitividad o medición del desempeño de un país, debido a la gran generación de divisas por concepto de ventas nacionales y exportaciones, lo cual impacta de manera significativa en su economía[2]. La industria automotriz está fuertemente vinculada con el sector de autopartes, el cual suministra gran cantidad de aditamentos o materiales. En la Tabla 1.1, se citan sus principales proveedores: [3].
(14) 12. Tabla 1.1 Principales proveedores de la industria automotriz. Baterías Pistones Bu.ías. Acumuladores Mexicanos Moresa Cham ion, GM GM, Mex-Par Vitro Mex-Par Moto rola. Amorti adores Cristales Anillos Radios. Por otro lado, se considera relevante mencionar algunos aspectos económicos que definen el grado de competitividad d~ las empresas de autopartes, como es el caso de las ventas nacionales y las exportaciones[4]. En las figuras subsecuentes (l. i y 1.2), se visualiza el comportamiento de dichos parámetros (ventas nacionales y exportaciones) para las 9 empresas más importantes en el país, en e! ámbito de refacciones y autopartes[5].. COMPORTAMIENTO DE LAS VENTAS NACIONALES SECTOR DE AUTOPARTES. ·- · ·· - - - --~. 35. ~. z. § i. Q rn. ;.:l. ~,. -~ -- -- ·. ·I. 30 25 20. V). w. .J. z< o. 15. <. 10. ü. 7. (l.). < ¡.... zw. 5. ;,.. o. /. /. .l' ~{:. EMPRESAS. Figura 1.1 Promedio de ventas nacionales (1994 -1999): sector de autopartes [5}.
(15) 13. COMPORTAMIENTO DE LAS EXPORT ACI~NES SECTOR DE AUTOPARTES 80 . ·- -- - - ·-~-~ - - · - --. - -- · -- ~ - - . ~ -. •-. - <·~ - ----YY•••-'•< -. ~ --~. -. ·~ ,,. ••·-------u~---- ·~ 1 •->·i. ~ -· -- --. W•••·- ''•• • •~•••• ·- ~ - ••. • ~,., -- ,.- w-, •--~ - - .. ~ s. ------1. - - ~ ·· · --"•-. -· · ·• · •·-· ~ · -•. - •·•••~ - - ·--• •• ·- ._' "••- · "-. ~ ~ - - •. - -~ -. •- ••" ' ". -• ~ ·-v·~--~v- ·.-,w·~·-·"'"I. - -·•r ~Jot~~ ~--- -~..,,..·~:.-. ·....,-,........,..u .---,.., _....·-···~_.... ....,.....,... ·.o--:--:.:,,..~ . - - ,,~- -.--- ·..~·-·,, .. -. ¡. ~ ·-··· ·.;.,---_,,:.,,·.................. ¡. Q. "';:;,. 1. - ~---- --~ ----·-~-~ ---.,---· '-"-~- -·-··--- --- --- ...... ----····¡. 40 - -·--. rn. ¡,,¡. ~ 30 -- ~ ü !t< 20 o. ""~. ~ < ~ ~ ~---<. ' • h. , • ' " Y ' , __. _ . . . "" " -. · · ' , ,•. 1 .-·.-..- •,•'·,~- ·M',>••·- ·'.•'"I. ··- ...<,/ - ---- -·· ___________,.___ ........·~--·-,·,-· "' "· ",··:. ·--·l. 10. o. /. ,¡l' ,,,/ EMPRESAS. /. _J. ' - - - - - - - - - - - - - - -. Figura 1.2 Promedio de las exportaciones (1994 - 1999): sector de autopartes [5]. Como se puede observar (en las figuras 1.1 y 1.2), la industria del vidrio es la más sólida en lo referente a ventas nacionales y exportaciones, por lo que es de vital importancia para este sector conservar su posición en el mercado y crear un adecuado desarrollo en sus procesos, por lo que continuamente diseña estrategias que le permiten flexibilizar y robustecer sus tecnologías, al tiempo que diseña una mayor diversidad de productos. Entre los principales avances en este rubro se pueden citar: Desarroilos de los procesos de fabricación de fibra de vidrio, mejoramiento de las propiedades del vidrio colocando insertos de materiales (cermets: unión de materiales cerámicos con metales) que penniten aumentar su resistencia, dureza, ductilidad, etc. (como por ejemplo el "glare" laminado de vidrio y aluminio utilizado en el recubrimiento de naves espaciales[96]) e innovación de tecnologías para brindar mayor protección y mejor servicio al ser humano, como en el caso de la fabricación de parabrisas blindados (compuestos laminares: vidrio y polímeros).. 1.2 PROBLEMÁTICA Toda empresa que busca nuevas tecnologías y estrate!:,rias para mejorar sus procesos, encuentra a su paso situaciones que al compararlas con las expectativas, en ocasiones éstas no resultan del todo favorables~ es así como surgen los problemas en las distintas áreas de la empresa las cuales afectan a su funcionamiento. Como una forma de brindar una descripción general de los problemas que afectan a la mayor parte de las compaflías manufactureras de vidrio, se presentan las siguientes situaciones en los principales departamentos[6]..
(16) 14. Diseño + Modelos cuyas dimensiones no cumplen con especificaciones. + No se aplica el concepto de ensamble para la manufacturabilidad. Producción + Balanceo inadecuado de líneas + Duplicidad de operaciones + Subutilización de capacidad en equipos + Desperdicio y mermas de vidrio Recursos humanos + Ausentismo y rotación + Bajo indicador de multihabilidad + Altos índices de accidentes. + Hábitos inadecuados de Seguridad, Orden y Limpieza Logística - distribución + Sobreinventario + Tiempos de entrega excedidos para algunos productos + Falta de estándares en algunas ubicaciones de material Tecnologías y procesos El presente estudio se realiza en el área de fabricación de parabrisas blindados, por lo que se considera relevante mencionar los problemas que se presentan con mayor frecuencia en dicho proceso[7].. + Diferencias de curvaturas Desviaciones en las curvaturas longitudinales y transversales del parabrisas. La medición de esta propiedad se realiza por medio de una regla graduada que contiene la curvatura exacta que el vidrio debe cumplir y sus respectivas tolerancias.(Figura 1.3) [7].. Figura 1.3 Medición de curvaturas.
(17) 15. •. Defectos por distorsión óptica. Representa el grado de rugosidad superficial contenida en el parabrisas. Los tipos de mediciones utilizadas para detectar estos defectos son: medición por reflexión y medición por transmisión; ambos casos se visualizan en las figuras 1.4 y 1.5 respectivamente.(?]. Figura 1.4 Medición por reflexión: Distorsión óptica. Figura 1.5 Medición por transmisión: Distorsión óptica.
(18) 16. • A. Fracturas de parabrisas. Las rupturas en la.s láminas de vidrio que componen a un parabrisas, son ocasionadas principalmente por choques térmicos, ocurridos en mayor porcentaje durante el proceso de enfriamiento. En la figura 1.6 se presentan algunas formas características de estas situaciones problemáticas[8].. Figura J. 6 Formas características de fracturas en la superficie de un parabrisas {8}. De acuerdo a estudios realizados en las áreas de fabricación de parabrisas por algunas empresas manufactureras de vidrio, el porcentaje de contribución a los defectos de los problemas mencionados con anterioridad, guardan la proporción mostrada en la tabla 1.2 [9]. Tabla J. 2 Problemática en el proceso de curvado y su porcentaje de contribución a los defectos PROBLEMAS. CONTRIBUCIÓN %. Fracturas. 15. Distorsión óptica. 10. Diferencia en curvaturas. 8. Las cifras mostradas en la tabla 1.2 , indican que el problema que más afecta al proceso de fabricación de parabrisas blindados es el que corresponde a fracturas de parabrisas. De acuerdo a estudios realizados por algunas empresas fabricantes de parabrisas, el defecto por fracturas en hojas de vidrio, ocurre en mayor proporción durante la fase de enfriamiento[9]. Los dos problemas restantes (Distorsión óptica y Diferencia en curvaturas), ocurren con mayor frecuencia durante el calentamiento, como resultado de una distribución no uniforme de temperaturas en la superficie del parabrisas, lo cual ocasiona rugosidades en la periferia de las.
(19) 17. láminas de vidrio, debido que algunas regiones en el vidrio reblandecen a una velocidad mayor que el resto [9]. Otro motivo relevante para la realización del presente estudio desde el punto de vista económico, es la generación considerable de divisas por parte de las compañías manufactureras de parabrisas blindados como resultado de las ventas. Las utilidades obtenidas, son representativas en referencia al margen y no al volumen. Como una forma de cuantificar lo anteriormente descrito, se presenta en tabla 1.3 un estimado de utilidades obtenidas por empresas manufactureras del vidrio, por concepto de ventas promedio de parabrisas blindados en un año de operacio' ~s[9].. Tabla 1.3 Utilidades anuales estimadas por concepto de fabricación de parabrisas blindados. CONCEPTO Costo de fabricación de un parabrisas (USD). CANTIDAD $ 900.00. Precio de venta de un parabrisas (USD). $ 3,000.00. Margen de utilidad (USD). $ 2,100.00. Ventas anuales estimadas (Piezas) Utilidades anuales estimadas (USD). 1200 $ 2,520,000.00. 1.3 OBJETIVOS Una vez que se ha indicado la relevancia del estudio a realizar, desde el punto de vista económico y productivo (problemas identificados en el proceso de curvado y sus respectivas repercusiones sobre el producto final, de acuerdo a la contribución a la tasa de defectos mostrada en tabla 1.2), es conveniente establecer objetivos y estrategias que conlleven a un análisis exhaustivo del proceso, con la finalidad de emitir juicios y proponer mejoras. Dichos objetivos se enuncian a continuación: Identificar los parámetros de operación del proceso de curvado de parabrisas blindados. Aplicar un modelo teórico - numérico en el cálculo de distribución de temperaturas, transferencia de calor y esfuerzos térmicos generados durante el proceso de curvado de parabrisas blindados. El presente estudio se enfoca a realizar un análisis térmico de la fase de enfriamiento en el proceso de curvado de parabrisas blindados, como una forma de encontrar posibles causas que originan las fracturas, problema con mayor porcentaje de incidencias en el proceso. No se involucran aspectos de seguridad (estudios referentes a la resistencia del parabrisas a penetración.
(20) 18. de proyectiles), debido a que estos análisis de tipo balístico, se realizan previamente por laboratorios especializados, (UL y ULM de Alemania y Estados Unidos, respectivamente, por mencionar algunos) y los resultados obtenidos se utilizan en la determinación óptima de espesores. Para el análisis se considera un modelo de parabrisas hipotético, cuya geometría corresponde a un tipo estándar [9], sus dimensiones guardan similitud con modelos de mayor demanda en el mercado, fabricados por una cantidad considerable de empresas del sector manufacturero del vidrio (autopartes) en el ámbito mundial[9].. 1.4 ORGANIZACIÓN Para el cumplimiento de lo anterior, el presente estudio ha sido organizado de la siguiente forma: el primer capítulo lo constituye esta introducción, el segundo incluye el sustento teórico sobre conceptos relacionados con las propiedades del vidrio, aplicaciones principales y métodos de conformación, así como características relevantes del blindaje y propiedades de los procesos de transferencia de calor señalando los mecanismos y métodos numéricos involucrados para tal efecto. En el capítulo tres se describe el proceso de fabricación de parabrisas blindados, proporcionando una descripción de cada una de las etapas del proceso, características principales de los hornos eléctricos, moldes de curvado y resistencias eléctricas, así como aspectos generales del producto y algunas consideraciones de tipo balístico. En el capítulo cuatro se presenta una descripción del paquete de Dinámica de Fluidos Computacional (CFD) utilizado, los métodos de radiación contemplados en dicho software, el modelaje y las simulaciones realizadas, así como una descripción general de los métodos que existen para calcular esfuerzos térmicos en un material. En el quinto capítulo se realiza una discusión de los resultados obtenidos. Se finaliza en el capitulo seis con una conclusión de acuerdo a dichos resultados y del proyecto en general, además de proporcionar algunas recomendaciones y sugerencias relevantes..
(21) CAPÍTUL0·2 CONCEPTOS RELEVANTES 2.1 VIDRIO 2.1.1 COMPOSICIÓN QUÍMICA Y PROPIEDADES Desde la antigüedad, el vidrio ha sido un producto de gran utilidad. Las materias primas para su fabricación, se encuentran fácil y abundantemente en nuestro entorno. El vidrio es un producto inorgánico (silicato) que se ha enfriado hasta un estado rígido sin que haya cristalizado. Se obtiene al fundir a 1200 grados centígrados aproximadamente: Sílica (procedente del cuarzo), álcali e ingredientes estabilizadores como: Caliza, Alúmina, Plomo y Bario[ 10]. Cabe indicar que estos componentes pueden variar de un tipo de vidrio a otro, sin embargo de manera general, pueden existir en promedio los siguientes porcentajes de composición en sus materias primas: Sílica (Si0 2 ), material vitrificante .. . .. . . .. .. . . . . .. . .. . . .. .. . . . . .. . .. . Óxido de Sodio (Na 20), Sosa . . . . . . ... .. . . .. .. .. .. .. .. .. . . .. .. .. . . . . .. . Óxido de calcio(CaO), Cal . . . . . . .. . .. . .. . . .. .. . .. . . . . .. . . .. .. . .. . . .. .. . Óxido de magnesio (MgO) fundente .. . .. . .. . .. . .. . .. . . .. .. . . .. .. . . . . Óxido de aluminio (AhOJ) estabilizante .. . . .. . .. . .. . . .. .. . . . . . . . . ... 70 15 8 4 3. % % % % %.
(22) 20. De acuerdo a las propiedades requeridas en el vidrio, se agregan pequeñas cantidades de otros elementos para modificar su estructura y características. Entre los principales elementos utilizados se encuentran los mostrados en la tabla 2.1 con sus correspondientes efectos y ventajas que proporcionan[l 1]. Tabla 2. 1 Efectos de diversos elementos en las propiedades del vidrio [ 11 J.. Elemento. Forma en que se utiliza. Azufre. Na2S04. Carbono. c. Cloro. NaCl. Cobre. Cu20 CuO Cr202. Cromo. Hierro. Fe203 Fe. Nitrógeno. NaN03. Oro Plata Plomo. AuCh Ag20 PbO. Potasio. K2C03. Zinc. ZnO. Efectos en la composición del vidrio. Ventajas. Agente reductor y Colorante. Ayuda a reducir los materiales en la fusión. El Sodio pasa a formar parte del vidrio. Aumenta la acción de ebullición combinándolos con oxígeno para formar el C02 durante la reducción de otros materiales. Ayuda a agilizar el Mejora la calidad del vidrio. (El proceso de fusión Sodio forma parte de él). Produce color Color rojo. Color azul. Agente oxidante Produce color verde, además de absorber porciones del espectro de colores. Produce color Color agua - marina. Es una impureza Baja la viscosidad a altas temperaturas. Agente oxidante Libera Oxígeno y se disipa Nitrógeno. Produce color Color rubí. Produce color Color amarillo. Aumenta la brillantez y el índice de Aumenta la densidad refracción. Fundente Promueve la fusión de los materiales. Sustituto del óxido de Aumenta la resistencia a la el disminuye y Calcio como fundente intemperie coeficiente de dilatación.. 1?,~ z.,9·1La formación del vidrio depende de la velocidad de enfriamiento y requiere de diferentes tipos de enlaces (iónicos y covalentes) entre los átomos o grupos de ellos. Como resultado de lo anterior, los productos que forman el vidrio, tienen una fuerte tendencia en el estado fundido a enlazarse en 3 dimensiones de una manera desordenada..
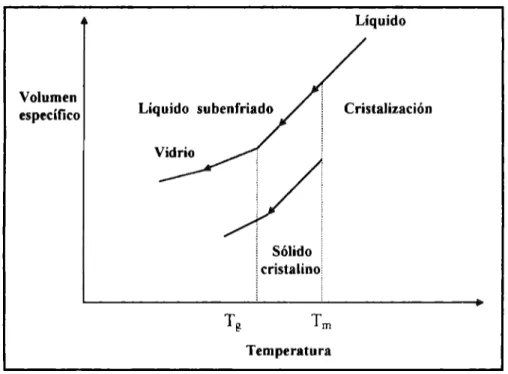
(23) 21. Al enfriarse el vidrio forma una red espacial desordenada. Los principales componentes que participan en la formación del vidrio son llamados: "formadores de la red ". Algunos iones pueden ser incorporados a esta red de moléculas que forman el vidrio, alterando el arreglo en ciertos lugares y modificando su estructura y las propiedades del vidrio, por lo que se les denomina: "modificadores de la reá'[12]. Los materiales vítreos (o sea no cristalinos) no solidifican de la misma manera que los materiales cristalinos. Al enfriar, el vidrio se hace cada vez más viscoso. No existe una temperatura definida a la cual el líquido se transforma en sólido, tal como ocurre con los materiales cristalinos. De hecho, una de las distinciones entre los materiales cristalinos y no cristalinos, se basa en la dependencia del volumen específico (o volumen por unidad de peso), con la temperatura, tal como se ilustra en la figura 2.1 [13]: Líquido. Volumen específico. Líquido subenfriado. Cristalización. Vidrio. : Sólido :. Icristalino¡. Temperatura. Figura 2.1 Relación Volumen especifico - Temperatura en materiales cristalinos y no cristalinos [ 13J. En el caso de los materiales cristalinos, existe una disminución discontinua en volumen con respecto a la temperatura de fusión T111 • Sin embargo, para los materiales vítreos, el volumen disminuye continuamente con la reducción de temperatura; la temperatura a la cual se produce un ligero cambio en la pendiente se denomina temperatura de transición vítrea Tg. Por debajo de esta temperatura se considera que el material es un vidrio; posteriormente un líquido subenfriado y finalmente un líquido[l4]. El vidrio fundido tiene la ventaja de que se puede trabajar en muchas formas y de enfriarse a la temperatura ambiente con suficiente rapidez para evitar la cristalización de los constituyentes. Es un material rígido a las temperaturas comunes, pero se puede volver a fundir y moldear cualquier número de veces mediante la aplicación de calor..
(24) 22. El vidrio ordinario se funde a unos 1430ºC (2600ºF) y se ablanda lo suficiente para perder su fonna a los 600ºC ( 11OOºF) aproximadamente. Como una fonna de brindar un panorama general de las propiedades del vidrio, se describen a continuación de manera breve, las de tipo mecánico, ténnico y óptico por ser aquellas que guardan relación con el presente análisis.. Mecánicas Durante su uso el vidrio puede estar sometido a esfuerzos mecánicos de diferente tipo: tracción, compresión, torsión, impacto y penetración. El comportamiento del vidrio bajo estos esfuerzos depende de varios factores, entre los que se encuentran la rigidez de los enlaces, entre las moléculas que lo constituyen y, principalmente, el estado de su superficie. En la superficie del vidrio existen fisuras microscópicas que actúan como lugares de concentración de las tensiones mecánicas y en consecuencia como centros de iniciación de posibles fracturas; debido a la imposibilidad de eliminar estos defectos microscópicos la resistencia mecánica real del vidrio está muy por debajo de su resistencia teórica. Otra de las consecuencias de· estas microfisuras superficiales es que la resistencia a la compresión de un vidrio es mucho más elevada que la resistencia a la tracción, por lo que un vidrio rompe siempre a tracción[ 15].. Térmicas Las propiedades ténnicas del vidrio se pueden describir por tres constantes intrínsecas al material[] 6]: • Calor específico Es la cantidad de calor necesario para elevar 1ºC la temperatura de 1 kg. de material. Característica que varía con la temperatura. • Conductividad térmica Se refiere a la capacidad que posee un material para transmitir el calor como consecuencia de un gradiente de temperaturas existente, las unidades en las que se expresa son: W/mK. • Coeficiente de dilatación Es el alargamiento por unidad de longitud que experimenta un material cuando aumenta su temperatura. Las características viscosidad - temperatura del vidrio también son importantes en las operaciones de confonnado de vidrios. En la figura 2.2 se representa el logaritmo de la viscosidad frente a la temperatura para la Sílice fundida, y vidrios de alto contenido de Sílice, Vidrios de Borosilicatos y Vidrios de Cal y Sosa. Sobre la escala de viscosidad, se indican varios puntos importantes en la fabricación y procesado de los vidrios[ 15]..
(25) 23. TIHTlpel'atur11 {°F). 1011. ~. eoo. 1.200. 1&00. barcs~alo Vidrio ero. iaoo. 3200. ----'r, ----\--\\\ ""' Silice. 1rtlce %'"' fundirla. , ,.. _P.!.J,!!'!.4-~~k,!l!).i..ft;,_. - - - - \-\- - _ _ _ _. 1012. 2.eoo. 1016. Vidnn de. 'º". 2000. __ _. .fY'Lto_d_g, L~~iQCJ. 1011. 1. \. Punto. lnterva lo <11: tr~~ io. __ J_ ________. ~~.._¡o_. 10·•. - "'"'º""'"''°"- ---~ ---Vidrio d~ col y 5053--. 1 200 t400. .! 600. 800 1000 1200 Tcmperillura t"CI. 1-400. 1600 1800. Figura 2.2 Dependencia de la viscosidad con la temperatura [ 15J.. • Punto de fusión Corresponde a la temperatura a la cual la viscosidad es l O Pa-s ( 1OOP); suficientemente fluido para ser considerado como líquido.. el vidrio es. • Punto de trabajo 4 Representa la temperatura a la cual la viscosidad es 10 3 Pa-s ( 10 P); el vidrio es fácilmente deformado a esta viscosidad. • Punto de ablandamiento 6 7 La temperatura a la cual la viscosidad es 4xl0 Pa-s (4xl0 P), es la temperatura máxima a la cual una pieza de vidrio puede ser manipulada sin producir alteraciones dimensionales significativas. • Punto de recocido 12 13 Es la temperatura a la cual la viscosidad es 10 Pa-s (10 P); a esta temperatura, la difusión atómica es suficientemente rápida para que cualquier tensión residual pueda ser eliminada en aproximadamente 15 min..
(26) 24. • El punto de deformación Corresponde a la temperatura a la cual la viscosidad alcanza valores de 3 x 10 13 Pa-s (3 x 10 14 P); para temperaturas por debajo del punto de deformación, la fractura ocurre antes de la deformación plástica. La temperatura de transición vítrea estará por encima del punto de deformación. Ópticas • Transmisión de luz Es la fracción visible del espectro luminoso que pasa (380 - 770 run) a través del vidrio cuando incide normalmente en su superficie y su valor cambia dependiendo de la fuente de calor seleccionada[ 16]. • Reflexión de luz Es la fracción visible del espectro que es reflejada por las dos superficies de vidrio cuando incide normalmente, es afectada por el índice de refracción del vidrio, la presencia de iones colorantes en la masa y el espesor de la muestra[l6]. • Absorción de luz La parte de la energía luminosa que no es reflejada o transmitida es absorbida por la masa de vidrio, transformándose posteriormente en calor. La compos·ición del vidrio y la de los iones colorantes en la masa afecta principalmente este valor[ 16].. En lo referente a aspectos ecológicos, el vidrio como materia prima es considerado completamente inofensivo, debido a que está fabricado con materias primas naturales (arena, carbonato de calcio, carbonato de sodio, etc.) y no contiene ningún material que pudiera ser liberado y constituir un peligro para el hombre o el entorno, por lo que puede ser reciclado varias veces y desechado sin dificultades. En el reciclaje del vidrio, se utiliza como materia prima la calcina o vidrio de desecho. Su fusión se consigue a temperaturas mucho más reducidas que las de fusión de los minerales. Por tanto, se ahorra energía.. 2.1.2 PROCESOS DE CONFORMADO. A lo largo de la historia del vidrio han sido varios los métodos utilizados para su fabricación, dichos métodos han pasado, gracias a un importante esfuerzo tecnológico, de los antiguos sistemas de soplado a boca, a los modernos sistemas de flotado. Enseguida se describen brevemente cada uno de ellos [16]: • Soplado a boca El origen de este método se remonta al siglo X y consistía en formar un esfera de vidrio fundido por medio de soplado con caña. Mediante balanceos, se conseguía que el vidrio tomara la forma.
(27) 25. de un cilindro, finalmente se cortaba el cilindro a lo largo de una de sus generatrices y se aplanaba con un rodillo de madera. • Soplado mecánico Básicamente consiste en la mecanización del proceso anterior, este sistema fue inventado a principios de siglo y como el anterior consistía en la formación de grandes cilindros que posteriormente se cortaban y aplanaban. • Estirado mecánico La idea de este sistema es la de conseguir extraer verticalmente, a partir de un baño de vidrio fundido, una lámina rectangular continua de vidrio que, inmediatamente después de emerger, fuese cuidadosamente enfriada. También fue desarrollado a primeros de siglo, pero debido a diversas dificultades prácticas, dicho sistema ha caído en desuso. • Laminado continuo Gracias al desarrollo de grandes hornos balsa, surgieron en 1932 los sistemas de laminado continuo. En este sistema el vidrio fundido contenido en una balsa se le hace rebosar por uno de los extremos del horno y se desliza hasta llegar a los rodillos laminadores. La lámina de vidrio avanza horizontalmente mientras se produce su enfriamiento. • Vidrio flotado El procedimiento de fabricación de vidrio plano por el método de flotado ha supuesto una revolución industrial en este sector. Dicho método fue desarrollado por la compañía Pilkington en 1959 y en la actualidad prácticamente todos los vidrios usados en la construcción son fabricados por flotado. Se denomina flotado debido al proceso de fabricación que consiste en fundir el vidrio en un horno balsa, para a continuación hacerlo pasar a una cámara en la que existe un baño de estaño fundido, de manera que el vidrio flota sobre él, se extiende y avanza horizontalmente, al salir de la cámara pasa por un túnel de recocido y finalmente se corta (figura 2.3 ). Por este método se consiguen vidrios de alta calidad así como una elevada capacidad de producción.. 1$.S:i.!\... 1,;;. } cJ. .---·--. Introducción de. materias primas. ·~!. [-~ji···. p":rtt41,:;;:.~•-&rr __. ,:----,-r-":;:.~~: 1 -~-- ---~!T'.re ·~,. • .,...,..,.,"..,,.._.-e~~"'r''P'.~lf~~-=--"'. Fusión de materias primas Formación de la hoja de vidrio por entre 1500 y 2000 ºC flotación sobre baño de Estaño. Recocido. Control. Corte. almacenamiento. Figura 2.3 Esquema de la fabricación de vidrio flotado [16]..
(28) 26. 2.1.3 TIPOS DE VIDRIO • Vidrio de Sílice Llamada también cuarzo fundido, se fabrica por la fusión de cristal de roca o de arena de cuarzo pura en un horno eléctrico. La sílice también puede existir como sólido no cristalino o vidrio, con un alto grado de distribución atómica al azar, lo cual es característico del estado líquido; este material se denomina sílice fundida o bien sílice vítrea. De la misma manera que en la sílice cristalina, el tetraedro SiO:- es la unidad básica; más allá de esta estructura existe un desorden considerable. Los vidrios inorgánicos más comunes, que son utilizados como recipientes, en ventanas y otras aplicaciones, son vidrios de sílice a los cuales se les ha añadido otros óxidos, tales como CaO y Na 20. Los cationes de estos óxidos (Na+. Cab-) encajan en la distribución y la modifican hasta el punto de que la formación de una estructura vítrea es más probable que una cristalina. Está compuesto de 60 a 99.5 % aproximadamente de Si02, tiene una alta temperatura de fusión, muy bajo coeficiente de dilatación por lo que además es muy resistente al choque térmico[ 17]. • Vidrio de sosa - cal Esta compuesto por un 74 % de Si02, 16% Na20, 5% de CaO, 1% de Al203 y 10% de B203, en ocasiones puede además contener MgO. Entre sus principales características se encuentran: Baja temperatura de fusión, fácil conformación y durabilidad[ 17]. • Vidrio óptico ''jlint" Su composición es 54% de Si02, 1% de Na20 y óxido de plomo, lo cual le brinda una alta densidad y un alto índice de refracción: lentes ópticas[ 17]. • Vidrio de Borosilicato "Pirex" Consta de 81 % de Si02, 3.5% de Na 20, 2.5 Al20 3 y 13 % B 20 3 . Soporta temperaturas de trabajo más altas que los vidrios con cal o con plomo y también es resistente al ataque de productos químicos. Se utiliza en la fabricación de tubos, calderas, lámparas de unidad sellada, material de laboratorio y artefactos de cocina para utilización en hornos[ 17]. • Vidrio tratado térmicamente La resistencia de una pieza de vidrio puede aumentarse introduciendo de forma intencionada tensiones residuales superficiales de compresión. Esto se consigue mediante un tratamiento térmico denominado "temple térmico del vidrio". En esta técnica, la pieza de vidrio se calienta hasta una temperatura superior a la temperatura de transición vítrea, aunque inferior a la temperatura de ablandamiento. Entonces se enfría hasta una temperatura ambiente en un chorro de aire o, en algunos casos en un baño de aceite. Las tensiones residuales se originan debido a las diferencias de velocidades de enfriamiento en las regiones superficiales y de las regiones del interior. Inicialmente, la superficie se enfría mas rápidamente y, una vez que alcanza una temperatura inferior al punto de deformación, adquiere rigidez. En este momento, el interior, al enfriarse más lentamente, se encuentra a una temperatura superior al punto de deformación y por tanto, presenta deformaciones plásticas[l 8]. Al continuar el enfriamiento, el interior intenta contraerse en un grado mayor que el que ahora permite la superficie exterior, así el interior tiende a tirar hacia adentro la parte exterior, o bien.
(29) 27. imponer tensiones radiales hacia el interior. Como consecuencia después de enfriarse a temperatura ambiente, una pieza soporta esfuerzos de compresión en la superficie, con esfuerzos de tracción en el interior.. • Vidrio de aluminosilicato Puede soportar temperaturas altas de trabajo. Se utiliza en utensilios de cocina para fuego directo, piezas de lámparas y cuando está revestido, como resistores para circuitería electrónica[l 9]. 2.1.4 VIDRIOS DE SEGURIDAD Y APLICACIONES PRINCIPALES Principalmente hay tres tipos de vidrio de seguridad, el primero es el que se ha llamado vidrio laminado o inastillable, el segundo es el vidrio templado y el tercero el vidrio alambrado. A continuación se muestran las características más importantes de cada uno de ellos[20]:. •. Vidrio inastillable. Consta de varias capas de vidrio flotado unidas firmemente por un material orgánico, utilizando el Polivinil Butiral más frecuentemente, puede obtenerse en diferentes espesores y no permite la dispersión de esquirlas al romperse, sino que permanece en su lugar, por lo que es ampliamente utilizado en parabrisas y ventanillas de seguridad[20].. •. Vidrio templado. Se fabrica a partir de láminas de vidrio y en espesores hasta de 1 pulgada. Posee gran resistencia mecánica, que se obtiene con el enfriamiento rápido de las superficies mientras el vidrio todavía está caliente. Esto establece una alta compresión entre las láminas del vidrio, el cual tiene las características de soportar fuerzas de tracción muy grandes[20].. •. Vidrio alambrado. También llamado "vidrio armado", contiene una malla de alambre de hierro completamente incrustada en él. Ofrece alrededor de 1'li veces la resistencia a la flexión que la del vidrio simple. Además no se disgrega al agrietarse por choques o la acción del calor . Se utiliza en pisos, puertas, tragaluces y muros a prueba de incendio. Al abordar aspectos de seguridad, generalmente éstos suelen dividirse en tres tipos de situaciones que pueden presentarse: En primer lugar la resistencia al robo, en segundo término la resistencia a las balas, que impide que el vidrio pueda ser traspasado por un alto impacto y finalmente la resistencia a explosiones[20].. 2.2 CARACTERÍSTICAS DEL BLINDAJE Un blindaje se define como una barrera creada para impedir la entrada de un objeto (como un proyectil) al interior de un habitáculo. Los blindajes protegen las zonas de mayor riesgo en un automóvil como vidrios, puertas, laterales, pared de fuego, (suele denominársele así al parabrisas,.
(30) 28 por ser la parte del auto más expuesta a agresiones) piso, techo y algunas otras áreas como el tanque de gasolina, las llantas y el motor ( figura 2. 4 )[21].. Techo. ""~. Ventana trasera. _........,.. Ventanas laterales. Tanque de gasolina. Piso. Llantas. Figura 2.4 Zonas del automóvil con mayor riesgo a ataques [ 21J. La resistencia de un vidrio blindado depende directamente del tipo de cristal usado, el calibre de las láminas que lo conforman y los materiales que se utilizan entre una y otra capa. Por tal razón, se fabrican vidrios laminados_con _QQ!ié~!er y polic_arbo~'1t_o de alta resistencia y una película especial adherida a su interior para que al romperse evite las peligrosas esquirlas[2 l ]. Un compuesto balístico está conformado por materiales livianos y ultra-resistentes como acero, Kevlar (fibra aramida), Spectra (fibra de polietileno ), aluminio y fibra de vidrio que sobrepuestos, conforman una capa protectora de óptima calidad. Estos materiales son moldeados cuidadosamente para que el blindaje sea prácticamente invisible. El blindado transparente que es usado en todas las ventanas del vehículo, consiste en varias capas de vidrio grueso antibalístico laminado con una capa de policarbonato, la cual tiene la capacidad de hacer perder fuerza al proyectil antes de su penetración y dejar los fragmentos de cristal hacia afuera[2 l].. 2.3 TRANSFERENCIA DE CALOR 2.3.1 CONDUCCIÓN, CONVECCIÓN Y RADIACIÓN La transferencia de calor, es aquella ciencia que busca predecir la transferencia de energía que puede ocurrir entre cuerpos materiales, como resultado de una diferencia de temperatura. La ciencia de transferencia de calor no sólo trata de explicar como puede ser transferida la energía calorífica, sino también trata de predecir la rapidez a la que se realizará este intercambio bajo ciertas condiciones especificas. Existen tres formas principales de transferencia de calor: Conducción, Convección y Radiación[22]. • Conducción La experiencia ha demostrado, que cuando existe un gradiente de temperaturas en un cuerpo, hay una transferencia de energía de una región de alta temperatura a una de baja temperatura..
(31) 29. Decimos que la energía es transferida por conducción y que la rapidez de transferencia de energía por unidad de área es proporcional al gradiente nonnal de la temperatura[23]:. q _ aT -A ax. (2.1). Cuando se inserta la constante de proporcionalidad:. 4=-kAar. (2.2). ax. en donde qes la rapidez de transferencia de calor y 8TiJx es el gradiente de temperatura en la dirección opuesta al flujo de calor. A la constante positiva k se le llama conductividad ténnica del material; así se observa que el calor fluye en sentido opuesto al gradiente de temperatura, como se indica en la figura 2.5.. T. X. Figura 2. 5 Dirección del flujo de calor por conducción{23J. La ecuación 2.2 se llama, ley de conducción de Fourier, en honor al matemático francés Joseph Fourier, quien realizó importantes contribuciones en el tratamiento analítico de la transferencia de calor por conducción. Es importante observar que la ecuación 2.2 es la igualdad que define a la conductividad ténnica y que en un sistema de unidades típico en el que el flujo de calor es expresado en Watts por metro cuadrado, k tiene las unidades de watts por metro por grado Kelvin (W/mK). Para deducir el perfil de temperatura en un sólido, se considera un sistema unidimensional (como el mostrado en la figura), en estado estacionario (es decir, la temperatura no cambia con el tiempo), entonces el problema es simple y sólo se necesita integrar la ecuación 2.2 y sustituir los valores adecuados para resolverla para la cantidad deseada. No obstante, si la temperatura del sólido está cambiando con el tiempo, o si hay fuentes de calor o sumideros dentro del sólido, la situación es más compleja. Considerando el caso general en el que la temperatura puede estar cambiando con el tiempo y dentro del cuerpo pueden haber fuentes de calor (figura 2.6). Para el elemento de espesor dx se puede realizar un balance de energía [23]:.
(32) 30. Energía conducida en la cara izquierda + calor generado dentro del elemento energía interna + energía conducida fuera de la cara derecha. .. dx. X 14111. ... ,. q·"' Adx. qgen -. qx+dr. Cambio en la. ~. Figura 2.6 Cuerpo con fuentes de calor[23}. Estas cantidades de energía, están dadas de la siguiente manera [23):. Rapidez de energía en la cara izquierda = q x = -kA. Rapidez de energía generada dentro del elemento =. Cambio en la energía interna. O. (2.3). T. ox. é¡ ... A dx. ar. (2.5). pcA --dx. aI. Energía hacia afuera de la cara derecha = i¡. .. = -A. x+dr. (2.4). = -kA. ar]. 8x. ,-d,. [k ar+ ~(k ar)d.x] ax ax ax. (2.6). (2.7).
(33) 31. donde:. q e. p. energía generada por unidad de volumen = calor específico del material = densidad del material =. La combinación de los elementos antes mencionados da como resultado:. ar ax. -kA-+q. o. ... Adx. ar pcA --dx a(. ar a ( ar) ] ax ax ax. -A [ k - + - k - dx. j_(kar)+q'"=pcar ax ax a,. (2.8). (2.9). La ecuación de calor tridimensional es:. ar) +a- (kar) a ( ar) +q=pc. ar -axa ( kax ay ay +az- kaz ar. (2.1 O). Para el caso de conductividad térmica constante la ecuación 2.10, se escribe como[] 8]:. (2. 11). Donde, la cantidad a = k ¡x, se llama difusividad térmica del material. Cuanto mayor sea el valor de a, mayor será la difusión del calor a través del material. Esto puede observarse examinando las cantidades que conforman a. Un valor elevado de a, puede ser resultado de un alto valor de conductividad térmica, que indicará una elevada rapidez de transferencia de energía o de un valor bajo de capacidad calorífica ¡x. Un valor bajo de capacidad calorífica significará que se absorberá dentro del material una cantidad menor a la energía en movimiento y será utilizada para aumentar la temperatura del material, por lo que habrá mayor energía disponible para otras transferencias[24]. ~. • Convección Una placa de material caliente se enfría con mayor rapidez cuando se coloca frente a un ventilador, que cuando se expone a aire en reposo. Decimos que el calor se disipó por convección y llamamos al proceso: "transferencia de calor por convección". Esta situación se ilustra de mejor manera en la figura 2.7 [25]..
(34) 32. Flujo. Corriente libre T"". q T,. Pared. Figura 2. 7 Transferencia de calor por convección[25]. La temperatura de la placa es T...,, y la temperatura de fluido es T» La velocidad de flujo aparecerá como se muestra, siendo reducida a cero en la placa como resultado de la acción de viscosidad. Ya que la velocidad de la capa del fluido sobre la pared será cero, el calor debe transferirse en aquel punto sólo por conducción. De este modo podríamos calcular la transferencia de calor utilizando sólo la conductividad térmica y el gradiente de temperatura del fluido sobre la pared. El gradiente de temperatura depende de la rapidez a la que el fluido conduce el calor; una velocidad alta produce un gradiente de temperaturas más grande y así sucesivamente. Por tanto, el gradiente de temperatura sobre la pared depende del campo del flujo, para expresar el efecto total de la convección, se utiliza la ley de enfriamiento de Newton (ecuación 2.12)[25]:. i¡. =. hA(T.., - L). (2.12). Aquí la rapidez de transferencia de calor está relacionada con la diferencia de temperatura total entre la pared y el fluido, y el área de la superficie A. A la cantidad h se le llama coeficiente de transferencia de calor por convección. Para algunos sistemas se puede realizar un cálculo analítico de h, pero para situaciones complejas habrá de determinarse experimentalmente. En algunas ocasiones se le denomina Conductancia de pelícufa al coeficiente de transferencia de calor debido a su relación con el proceso de conducción en la delgada capa estacionaria de fluido sobre la superficie de la pared. Las unidades para el coeficiente de transferencia de calor son Watts por metro cuadrado por grado Kelvin, cuando el flujo de calor queda expresado en W ni2. Tomando en cuenta el análisis precedente, se puede decir que la transferencia de calor por convección, además de su dependencia de las propiedades térmicas del fluido (conductividad térmica, calor específico, densidad), tendrá relación con la viscosidad del fluido, esto era de esperarse porque la viscosidad influye en el perfil de velocidad y, de manera correspondiente, la rapidez de transferencia de energía en la región cercana a la pared [25]. Si se expusiera una placa caliente al aire ambiente de una habitación sin fuentes de movimiento externa, se experimentaría un movimiento del aire como resultado de los gradientes de densidad, cerca de la placa. A esto se le denomina Convección natural o libre, en oposición a la convección for:ada, que ocurre en el caso en que una fuente externa origina aire sobre la placa[25]..
(35) 33. A continuación se detallan las características de cada mecanismo: Convección natural Un fluido caliente tiende a elevarse. Esto se debe a la fuerza de empuje producida por la acción conjunta de diferencias de densidad y el campo gravitatorio terrestre. Cuando aparecen estos flujos se dice que hay convección natural, libre o por empuje. Siempre que un fluido se calienta o enfría en un campo gravitatorio, existe posibilidad de que se produzca convección natural. Las diferencias de densidad también pueden deberse a gradientes de composición. El presente análisis se limita al estudio de un fluido bajo la influencia del campo gravitatorio terrestre (y no a la convección debida a la diferencia de densidades, como producto de concentraciones diferentes en las sustancias involucradas). Los gradientes de densidad en un fluido puro, se relacionan con los gradientes de temperatura por medio del coeficiente de dilatación volumétrica, /3. Para un gas ideal, /3= 1IT, donde Tes la temperatura absoluta[26]. Los flujos por convección natural, pueden ser internos o externos. Dos ejemplos de flujo externo son el desplazamiento vertical de un fluido sobre una pared calentada y el flujo de una columna de humo que sale de una chimenea en una central eléctrica. Se pueden encontrar flujos internos entre la cubierta y la superficie absorbente de un colector de energía solar y en el interior de la cámara de aire de una pared aislante. Las velocidades asociadas con la convección natural son relativamente peque:ñas; su valor no es muy superior a 2m/s. Por lo tanto, los coeficientes de transferencia de calor en la convección natural tienden a ser mucho· menores que los de la convección forzada. Para los gases, estos coeficientes son del orden de sólo 3 W/m 2 ºK[26]. Por otro lado, para la determinación de coeficientes de transferencia de calor, el número de Reynolds de la convección forzada no desempe:ña ningún papel en la convección natural puesto que no existe ninguna velocidad característica evidente para el flujo por convección libre. En su lugar se utiliza el número de Grashof o el número de Rayleigh. Estas correlaciones se obtienen en base a datos experimentales; esto se debe a que las ecuaciones diferenciales que rigen la convección sólo tienen solución analítica para flujos sencillos. Para la mayor parte de flujos que se encuentran en la práctica, los cálculos de coeficientes de transferencia de calor, deben realizarse en base a datos experimentales. Como una forma de brindar una descripción general de los números o grupos adimensionales utilizados en la convección, se consideran principalmente tres tipos de flujo: (1) un flujo forzado externo, (2) un flujo interno por convección natural y (3) un flujo forzado interno[27]. En la mayor parte de los casos de transferencia de calor convectiva, se calculan coeficientes de transferencia de calor a partir de datos experimentales [28]. Como se puede observar (tabla 2.2), las propiedades involucradas dentro de los grupos adimensionales relacionados con la transferencia de calor por convección son: la densidad p 2 (Kg/m·\ la viscosidad dinámica µ (Kg!m.s) o la viscosidad cinemática v(m is), la conductividad térmica k(W,mK), el calor específico Cp (J/Kg.K) y el coeficiente de dilatación volumétrica J /3 (]K). En la transferencia de calor por convección siempre existe una diferencia de temperatura entre la superficie y la masa o la corriente libre del fluido, de manera que es importante saber la.
(36) 34. temperatura que se utiliza para evaluar las propiedades del fluido, con los cuales se construyen los grupos adimensionales. La determinación de dichas propiedades no es sencilla, estrictamente hablando, la variación de las propiedades es por si mismo un parámetro problemático adicional por caracterizarse mediante otro grupo adimensional. Estos efectos de propiedades variables sólo pueden determinarse por medio de cuidadosos experimentos o de un análisis detallado.. Tabla 2.2 Definición de números adimensionales Grupo Coeficiente de fricción superficial. Factor de fricción. Definición. e,. 's. =. (1/2)pV. Aolicaciones Flujos externos. 2. l'!.P (= (LID)(1/2)PV 2. Flujos internos. Número de Euler. Eu -- __QL_ pV 2. Flujos a través de orificios. Número de Reynolds. Re = VL. Flujos forzados. V. Número de Nusselt. Número de Stanton. Número de Prandtl. Número de Grashof. Nu = St =. Pr =. Gr =. k. Flujos forzados y naturales. hr. Flujos forzados. !!..J:.... pCDV. e eµ=~ a. Ir. /311 Tgl,. 3. v2. Flujos forzados y naturales Flujos naturales con Pr ~ 1 Flujos laminares internos o flujos de arrastre externos. Número de Peclet. Pe = VL a. Número de Rayleigh. /31'!.TgL Ra = va. 3. Flujos naturales con Pr >>l. /JI'!. Tgl. 3. Flujos naturales con Pr <<l. Número de Boussinesq. Número de Brinkman. Bo =. ª2. Br = ~ kl'!.T. Flujos con disipación viscosa.
(37) 35. En los cálculos matemáticos, los efectos de aproximadamente de la siguiente manera[29]:. propiedades variables,. suelen incluirse. Flujos externos: En este caso, todas las propiedades se evalúan a la temperatura de referencia 7~, donde [29]: (2.13). El valor de a debe tomarse como 1/2 a menos que se indique lo contrario, es decir, la temperatura de referencia es la de la media aritmética de las temperaturas de la superficie y de la corriente libre. Este valor de temperatura de referencia también se conoce como: temperatura de masa de película, quizá porque la capa limite a veces se considera como una película delgada de fluido inmóvil adyacente a la superficie.. Flujos internos: También es aplicable el método de temperaturas de referencia con T, dado por: (2. 14). y con a = 1/2, a menos que se indique lo contrario. Para líquidos con densidad esencialmente constante, el uso del método de temperatura de referencia no presenta complicación alguna, pero para gases con densidad variable, la evaluación de los números de Reynolds y Stanton es más dificil. En un flujo interno la velocidad de masa por unidad -de sección pV siempre es igual a mi Ac, y si p varía a través del conducto, debe evitarse la separación de p y V para evaluar p a la temperatura de referencia. Así para flujos internos se suele usar el método del cociente de propiedades o cociente de temperaturas. Para los líquidos se usa un cociente de viscosidades o de números de Prandtl, puesto que la viscosidad varía más que las otras propiedades. Otra complicación para el caso de flujos internos es que tanto la temperatura de la pared 7~ como la temperatura de masa Tb pueden variar a lo largo del conducto cuando se añade o se extrae calor al sistema. Para calcular los valores locales del factor de fricción o del número de Nusselt se usan temperaturas locales para evaluar las propiedades[30].. Se presentan a continuación las correlaciones más utilizadas en convección natural, para placas planas, por ser aquellas que interesan al presente estudio: [31].. Convección natural sobre una placa horizontal calentada orientada hacia abajo o sobre una placa enfriada orientada hacia arriba: Es una correlación general, desarrollada por Hatfiel y Edwards, que permite tomar en cuenta extensiones adiabáticas: (2.15).
(38) 36. X. = 13.5Ra, -o" +. 2.2( ~~ )". (2.16). L, se refiere a la longitud del lado más corto, W el lado mas largo y La longitud de las extensiones adiabáticas. Las ecuaciones 2.15 y 2.16 se sujetan a las condiciones siguientes: 6. 10 < Ra L < 10. 10. 0.7 < Pr < 4800. O< La/ L < 0.2. Convección natural sobre una placa horizontal calentada orientada hacia arriba o sobre una placa enfriada orientada hacia abajo: (Este caso es el que se aplica al análisis del proceso de curvado de un parabrisas blindado, la determinación del coeficiente de transferencia de calor se detalla en el capítulo 3). Es importante indicar las condiciones, bajo las cuales es válida la aplicación de las siguientes ecuaciones: • • • •. Convección libre Temperaturas inferiores a 1000 ºK. Longitud característica no mayor a 0.8 Fenómenos bajo presión atmosférica solamente. --. NuL. =0.54RaL. 14. (2.17). --. = 0.14RaL. li3. (2.18). NuL. Convección forzada Los flujos forzados pueden ser internos o externos. Un flujo interno puede ser el que circula por el tubo de un intercambiador de calor, se considera forzado si el fluido está bajo la acción de un ventilador en el caso de un gas, o por medio de una bomba si se trata de un líquido. El flujo externo se desarrolla por ejemplo, cuando se utiliza un ventilador dentro de la simulación de un túnel de viento(32). Existen correlaciones para el cálculo de coeficientes de transferencia de calor por convección forzada dependiendo de la geometría del modelo y el tipo de flujo (interno o externo) que esté presente. El análisis de transferencia de calor por convección forzada utiliza correlaciones que se evalúan a temperatura media de película y son válidas para paredes isotérmicas y superficies que reciben un flujo de calor por unidad de área uniforme. Los casos que se pueden presentar son: Flujo a lo largo de una placa plana, Flujo alrededor de un cilindro, flujo alrededor de una esfera, capa limite turbulenta en pared vertical, flujo a través de un haz de tubos, flujo a través de placas perforadas, disco que gira en un fluido en reposo, esfera que gira en un fluido en reposo, cilindro horizontal que gira en un fluido en reposo y capa límite turbulenta sobre una placa plana totalmente rugosa[33]..
(39) 37. En el presente estudio se involucra exclusivamente el fenómeno de convección natural, por lo que no resulta relevante detallar cada uno de los casos y características que se pueden presentar en convección forzada y la forma de atacarlos, sin embargo se considera importante citar las ecuaciones 2.19 y 2.20 correspondientes a flujo a lo largo de una placa plana, que son algunas de las fórmulas con mayor relevancia, debido a su utilización en experimentos con túneles de viento o simulaciones en superficies rugosas o con vibraciones Flujo a lo largo de una placa plana. (2.19). Nu. = 0.664Re/ 2 Pr 113. Pr > 0.5. (2.20). donde Cf, se refiere al coeficiente de fricción superficial medio, a una distancia igual a la longitud de la placa y ReL se refiere al número de Reynolds, el cual se obtiene a partir de la siguiente expresión: Re= pVL == VL µ V. (2.21). donde p, V, L, µ y v se refiere a la densidad, velocidad de la corriente libre no perturbada, longitud característica de la configur2ción, viscosidad dinámica y viscosidad cinemática respectivamente. • Radiación Además de la transferencia de calor por convección y conducción, existe una tercera forma, denominada radiación, que se define corno la cantidad de ondas electromagnéticas que emite un cuerpo, como resultado de su temperatura, figura 2.8 [34].. Generación interna dé"'.?ddiación. o o. o. º ~ __,'r-,; o. I l. o. Radiación emitida. Suministro de calor. o Figura 2.8 'J'ransferencia de calor por radiación [34}.. Existen muchos tipos de radiación electromagnética, la radiación térmica es tan sólo una de ellas, sin embargo, sea cual fuere el tipo de radiación, decimos que se propaga a la velocidad de la luz,.
(40) 38 10. 3 x 10 cm/s. Esta velocidad es igual al producto de la velocidad de onda y frecuencia de la radiación (ecuación 2.31 )[34]:. e. =. Av. (2.22). donde: c = velocidad de la luz A = longitud de onda v = frecuencia La unidad para A pueden ser centímetros, angstróms o micrómetros. La radiación térmica fluctúa entre 0.1 a 100 µm, mientras que la porción de luz visible del espectro es muy pequeña, varía entre 0.35 a 0.75 µm .. La propagación de la radiación térmica ocurre en forma de "cuantos" discretos, en la que cada cuanto tiene una energía de [34]: (2.23). E= hv Donde hes la constante de Planck y su valor es:. h. =. 6.625x10- 34 J.s. Se puede obtener un cuadro físico muy burdo de la propagación de la radiación, considerando cada cuanto como una partícula que tiene energía, masa y momento, haciendo analogía con las moléculas de un gas. En cierto sentido se puede pensar en la radiación como en un "gas de fotones", que puede fluir de un Jugar a otro [34]. Utilizando una relación relativista entre masa y energía, se pueden derivar expresiones para la masa y el momento de las partículas, es decir:. E= mc 2. (2.24). hv. m. e. (2.25). 2. (2.26). hv Momento=c. Considerando la radiación como un gas, los principios de la termodinámica estadística cuántica pueden aplicarse para derivar una expresión para la densidad de energía de la radiación por volumen y la longitud de onda unitarios como: [35]. u ),. 8 1r he ,,t - 5 e. he. ! .t kT. _. (2.27) }.
Figure


+7






Documento similar
If you are covered by a reciprocal agreement for health and social security (citizens of Denmark, Finland, France, Luxembourg, Norway, Portugal and Sweden), you may be eligible
DECORA SOLO LAS IMÁGENES QUE NECESITES PARA LLEGAR AL NÚMERO CORRESPONDIENTE... CEIP Sansueña/CEIP Juan XXIII Infantil
Las personas solicitantes deberán incluir en la solicitud a un investigador tutor, que deberá formar parte de un grupo de investigación. Se entiende por investigador tutor la
Lo más característico es la aparición de feldespatos alcalinos y alcalino térreos de tamaño centimétrico y cristales alotriomorfos de cuarzo, a menudo en agregados policristalinos,
En este trabajo se ha estudiado la mejora en la transferencia de calor obtenida mediante tubos con rugosidad artificial fabricados por deformación en frío
La solución que se ha planteado, es que el paso o bien se hiciese exclusivamente por el adarve de la muralla, o que una escalera diese acceso por la RM evitando la estancia (De
Imparte docencia en el Grado en Historia del Arte (Universidad de Málaga) en las asignaturas: Poéticas del arte español de los siglos XX y XXI, Picasso y el arte español del
transferencia de calor a través de una capa de fluido como resultado de la convección, las correlaciones de transferencia de calor (para el número de Nusselt) generalmente se
