Diseño, simulación y construcción de una matriz para inyección de cubiertos de polipropileno
214
0
0
Texto completo
(2) I. DECLARACIÓN. Nosotros, Adrián Jefferson Flores Narváez y Danilo Javier Martínez Guashpa, declaramos bajo juramento que el trabajo aquí descrito es de nuestra autoría, que no ha sido previamente presentado para ningún grado o calificación profesional; y, que he consultado las referencias bibliográficas que se incluyen en este documento. A través de la presente declaración cedemos nuestros derechos de propiedad intelectual correspondientes a este trabajo, a la Escuela Politécnica Nacional, según lo establecido por la ley de propiedad intelectual, por su reglamento y por la normativa institucional vigente.. Adrián Jefferson Flores Narváez. Danilo Javier Martínez Guashpa.
(3) II. CERTIFICACIÓN. Certifico que el presente trabajo fue desarrollado por Adrián Jefferson Flores Narváez y Danilo Javier Martínez Guashpa, bajo mi supervisión.. Ing. Rodrigo Lizardo Ruiz Ortiz DIRECTOR DEL PROYECTO.
(4) III. AGRADECIMIENTO. A mi madre, Anita Lucia, que con su infinito amor, sabiduría, honestidad y sacrificio ha logrado formar a sus hijos como hombres y mujeres de bien. A mi padre, Juanito, ejemplo de hombre humilde y trabajador que lucha incasablemente por sacar adelante a su familia. A mi hermana Emily, por ser la alegría de nuestro hogar y motivación para superarme y brindarle un buen ejemplo. A mi segunda madre, Amparito, por su inmenso amor y cuidados cuando más lo necesité. A mi novia, Caty, por todo su amor y compresión. A mis amigos, Danilo y Luis, por siempre compartirme sus conocimientos de una manera desinteresada. A mis amigos, Angel, Jorge y Diego, cómplices de mis más grandes aventuras. Al Ing. Rodrigo Ruíz por ser ese maestro que inspira y motiva a superarte cada día. ADRIÁN.
(5) IV. AGRADECIMIENTO. Gracias en primer lugar a Dios, por estar conmigo en cada paso que doy. A mi querido hijo Justin, por ser mi alegría e inspiración para seguir adelante. A mis padres, Patricio y Nely, quienes con su esfuerzo, sacrificio y paciencia me apoyan siempre y no dejan de creer en mí. A mi esposa Gissela, por el amor y paciencia que siempre me ha demostrado. A mi hermano Andrés, por ser mi gran amigo y consejero. A mis amigos Luis y Adrián, por su apoyo durante nuestra etapa universitaria. A mis tías, tíos y demás familiares que de una u otra forma contribuyeron para cumplir esta meta. Agradezco al Ing. Rodrigo Ruiz, por ser nuestro tutor y permitirnos llevar a cabo este proyecto. DANILO.
(6) V. DEDICATORIA. Con mucho amor A mis padres, por ser mi apoyo incondicional y fuente de inspiración para ser un hombre de bien. A mi hermana Emily, a mi novia Caty, que esta meta alcanzada sea motivación para que cumplan todos sus sueños. A mi familia por siempre creer en mí. ADRIÁN.
(7) VI. DEDICATORIA. Con amor A Dios, por darme salud y vida para culminar esta etapa. El presente proyecto va dedicado a mi adorado hijo Justin, mi gran bendición que con su ternura e inocencia me motivan a seguir superándome. A mi papi Patricio, por estar siempre con nosotros y darnos lo que necesitábamos. A mi mami Nely, por sus incansables cuidados y consejos. A mi amada esposa Gissela, a quien elegí como compañera por el resto de mi vida. A mi hermano Andrés, porque juntos crecimos y aprendimos a vivir, siendo amigos incondicionales. DANILO.
(8) VII CONTENIDO DECLARACIÓN .................................................................................................. I CERTIFICACIÓN ............................................................................................... II AGRADECIMIENTO.......................................................................................... III DEDICATORIA ................................................................................................... V CAPÍTULO 1 ...................................................................................................... 1 FUNDAMENTOS TEÓRICOS ............................................................................ 1 1.1 POLÍMEROS ................................................................................................ 1 1.2 CLASIFICACIÓN DE LOS POLÍMEROS ..................................................... 1 1.2.1 POLÍMEROS NATURALES ................................................................... 1 1.2.2 POLÍMEROS ARTIFICIALES ................................................................ 1 1.2.3 POLÍMEROS SINTÉTICOS ................................................................... 1 1.3 CLASIFICACIÓN DE LOS POLÍMEROS SEGÚN SU COMPORTAMIENTO TÉRMICO .................................................................................................... 2 1.3.1 ELASTÓMEROS ................................................................................... 2 1.3.2 TERMOESTABLES ............................................................................... 2 1.3.3 TERMOPLÁSTICOS .............................................................................. 3 1.4 POLIPROPILENO ........................................................................................ 3 1.5 MÉTODOS PARA EL MOLDEO DEL POLIPROPILENO ............................. 5 1.5.1 MOLDEO POR SOPLADO .................................................................... 5 1.5.2 TERMOFORMADO................................................................................ 5 1.5.3 MOLDEO POR EXTRUSIÓN ................................................................. 6 1.5.4 MOLDEO POR INYECCIÓN .................................................................. 7 1.6 DESCRIPCIÓN DEL PROCESO DE INYECCIÓN ....................................... 7 1.6.1 TEMPERATURA DE TRANSICION VITREA ......................................... 8 1.6.2 CICLO DE TRABAJO ............................................................................ 9.
(9) VIII 1.7 MÁQUINAS INYECTORAS ........................................................................ 10 1.7.1 UNIDAD DE CIERRE........................................................................... 11 1.7.2 UNIDAD DE INYECCIÓN .................................................................... 11 1.7.3 UNIDAD DE POTENCIA ...................................................................... 12 1.7.4 UNIDAD DE CONTROL....................................................................... 14 1.8 PARÁMETROS DE SELECCIÓN DE UNA INYECTORA .......................... 14 1.9 MOLDES PARA INYECCIÓN DE PLÁSTICOS.......................................... 15 1.9.1 CICLO DE TRABAJO DEL MOLDE ..................................................... 16 1.9.2 CLASIFICACIÓN DE LOS MOLDES ................................................... 17 1.9.2.1 MOLDE DE 2 PLACAS ................................................................. 19 1.9.2.2 MOLDE DE 3 PLACAS ................................................................. 20 1.9.2.3 MOLDES DE CANALES CALIENTES........................................... 20 1.9.2.4 MOLDE DE CANALES AISLADOS ............................................... 21 1.9.2.5 MOLDES CON ELEMENTOS DESLIZANTES .............................. 22 1.10 CLASIFICACIÓN DE COLADAS Y ENTRADAS ...................................... 23 1.10.1 SISTEMAS DE COLADA FRÍA .......................................................... 23 1.10.2 COLADA CÓNICA ............................................................................. 23 1.10.3 COLADA DE PARAGUAS ................................................................. 24 1.10.4 COLADA DE DISCO .......................................................................... 24 1.10.5 ENTRADA LAMINAR O DE CINTA ................................................... 25 1.10.6 ENTRADA DE TÚNEL O SUBMARINA ............................................. 26 1.10.7 ENTRADA PUNTIFORME ................................................................. 26 1.10.8 SISTEMAS DE COLADA CALIENTE................................................. 27 1.11 DESMOLDEO .......................................................................................... 28 1.11.1 ACCIONAMIENTO DE LAS PLACAS EXPULSORAS....................... 28 1.11.2 TIPOS DE DESMOLDEO .................................................................. 29.
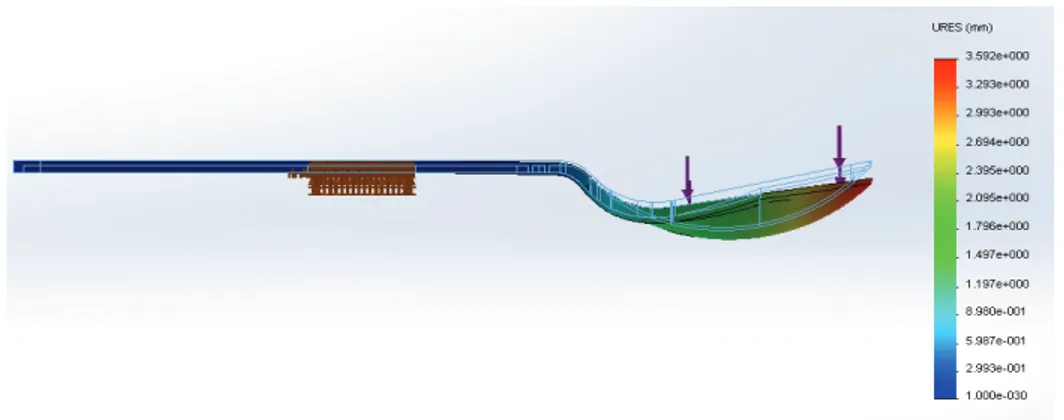
(10) IX 1.12 MATERIALES PARA LA CONSTRUCCIÓN DE MOLDES ...................... 31 1.12.1 ACEROS DE CEMENTACIÓN .......................................................... 32 1.12.1.1 TEMPLE DIRECTO ..................................................................... 33 1.12.1.2 TEMPLE SIMPLE ........................................................................ 33 1.12.1.3 TEMPLE DOBLE ......................................................................... 33 1.12.2 ACEROS DE TEMPLE TOTAL .......................................................... 34 1.12.3 ACEROS BONIFICADOS .................................................................. 35 1.12.4 ACEROS RESISTENTES A LA CORROSIÓN .................................. 35 1.12.5 ACEROS PARA NITRURACIÓN ....................................................... 36 1.12.6 ACEROS DE SEGUNDA FUSIÓN..................................................... 37 1.13 MECANIZADO DE MOLDES PARA INYECCIÓN DE PLÁSTICOS ......... 37 1.13.1 MECANIZADO CON ARRANQUE DE VIRUTA ................................. 37 1.13.2 ESTAMPADO, TROQUELADO Y EMBUTIDO .................................. 39 1.13.3 EROSIÓN ELÉCTRICA, ELECTROEROSIÓN .................................. 40. CAPITULO 2 .................................................................................................... 41 SIMULACIÓN ................................................................................................... 41 2.1 SELECCIÓN DE PIEZAS A SER INYECTADAS ....................................... 41 2.2 PARÁMETROS DE LAS PIEZAS A INYECTAR ........................................ 43 2.2.1 PUNTO DE FIJACIÓN ......................................................................... 43 2.2.2 TIPO DE CARGA ................................................................................. 43 2.2.3 ANÁLISIS DE RIGIDEZ ....................................................................... 43 2.2.4 OPCIÓN 1: CUCHARA SENCILLA ...................................................... 44 2.2.5 OPCIÓN 2: CUCHARA CON DOS NERVIOS RIGIDIZADORES ........ 45 2.2.6 OPCIÓN 3: CUCHARA CON NERVIOS RIGIDIZADORES CRUZADOS ............................................................................................................. 46 2.3 SELECCIÓN DE LOS MODELOS DE LOS CUBIERTOS .......................... 47.
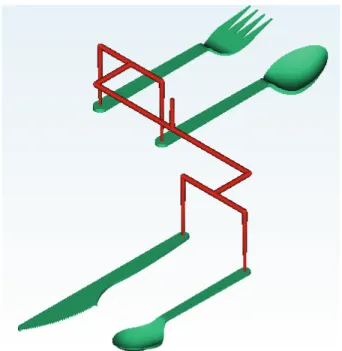
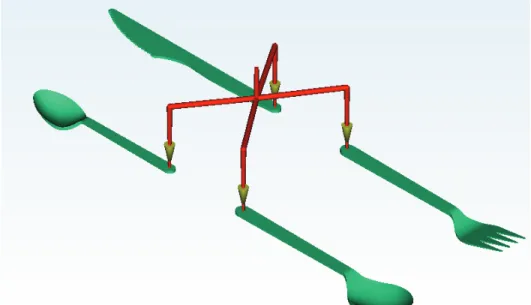
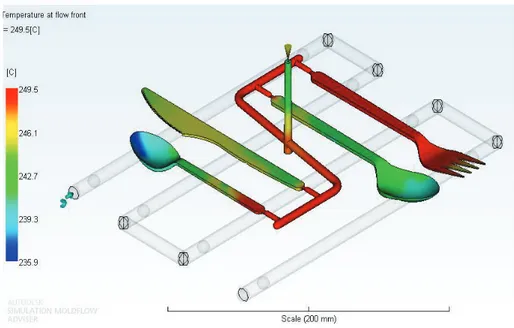
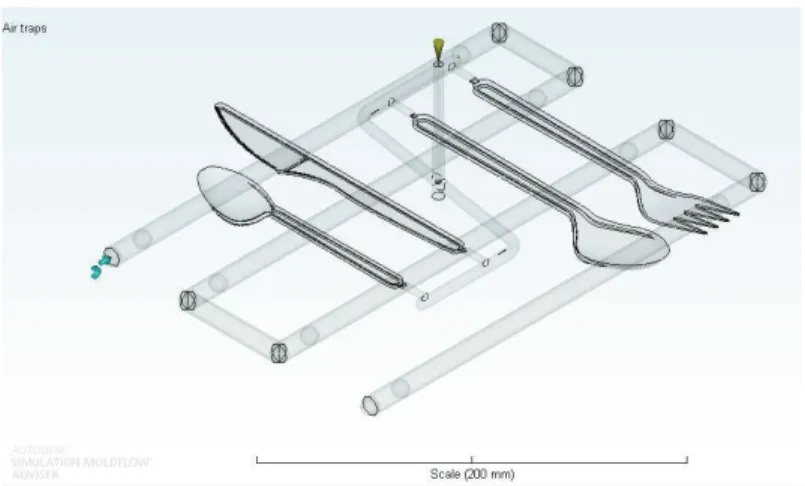
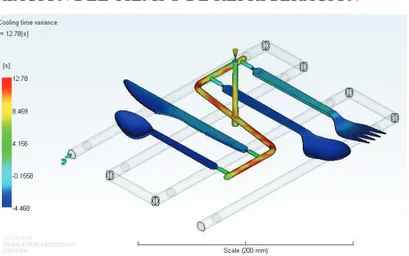
(11) X. 2.4 SIMULACIÓN DEL PROCESO DE INYECCIÓN ....................................... 50 2.4.1 PRIMERA OPCIÓN: MOLDE CON CUATRO ENTRADAS DE ALIMENTACIÓN EN HILERA .............................................................. 53 2.4.2 SEGUNDA OPCIÓN: MOLDE CON CUATRO ENTRADAS DE ALIMENTACIÓN EN ESTRELLA......................................................... 54 2.4.3. TERCERA. OPCIÓN:. MOLDE. CON. DOS. ENTRADAS. DE. ALIMENTACIÓN .................................................................................. 55 2.4.4 CUARTA OPCIÓN: MOLDE CON UNA ENTRADA DE ALIMENTACIÓN ............................................................................................................. 56 2.4.5 CONFIANZA DE LLENADO ................................................................ 57 2.4.6 TIEMPO DE LLENADO ....................................................................... 58 2.4.7 PRESIÓN DE INYECCIÓN .................................................................. 58 2.4.8 TEMPERATURA DEL FRENTE DE FLUJO ........................................ 59 2.4.9 RECHUPES ......................................................................................... 60 2.4.10 LÍNEAS DE SOLDADURA ................................................................. 60 2.4.11 ATRAPAMIENTOS DE AIRE ............................................................. 61 2.4.12 CALIDAD DE REFRIGERACIÓN....................................................... 62 2.4.13 VARIACIÓN DEL TIEMPO DE REFRIGERACIÓN ............................ 62 CAPÍTULO 3 .................................................................................................... 63 CONSTRUCCIÓN DE LA MATRIZ .................................................................. 63 3.1 DISEÑO Y DIMENSIONAMIENTO DEL MOLDE ....................................... 63 3.1.1 CONSIDERACIONES INICIALES ....................................................... 63 3.1.2 DISPOSICIÓN DE LAS PIEZAS A INYECTAR Y DEL SISTEMA DE ALIMENTACIÓN .................................................................................. 66 3.1.3 BOSQUEJO DE LA ESTRUCTURA DE LA MATRIZ........................... 67 3.1.4 DETERMINACIÓN DE LA FUERZA DE CIERRE ................................ 68.
(12) XI 3.1.5 TIPO DE MATERIAL A INYECTAR ..................................................... 68 3.1.6 SUPERFICIE DE LA PIEZA PROYECTADA (CAVIDADES Y CANALES DE DISTRIBUCIÓN) ............................................................................ 69 3.1.7 LONGITUD DE RECORRIDO DEL FLUJO ......................................... 69 3.1.8 ESPESOR DE PARED MEDIO ........................................................... 70 3.1.9 PRESIÓN ESPECÍFICA EN LA CAVIDAD DEL MOLDE..................... 70 3.1.10 CÁLCULO DE LA FUERZA DE CIERRE ........................................... 72 3.2 DIMENSIONAMIENTO ............................................................................... 74 3.2.1 ESPECIFICACIONES TÉCNICAS DE LA INYECTORA MILACRON MTH 55 ................................................................................................ 74 3.2.2 CANALES DE DISTRIBUCIÓN ........................................................... 76 3.2.3 CANALES DE ESTRANGULAMIENTO O ENTRADAS ....................... 77 3.2.4 SALIDA DE AIRE ................................................................................. 79 3.2.5 BEBEDERO ......................................................................................... 79 3.2.6 PLACA DE SUJECIÓN FIJA ................................................................ 81 3.2.7 PLACA CAVIDAD FIJA Y MÓVIL ........................................................ 83 3.2.8 REGLETAS O PARALELAS ................................................................ 85 3.2.9 PLACA DE SUJECIÓN MÓVIL ............................................................ 86 3.2.10 EXPULSORES O BOTADORES ....................................................... 88 3.2.10.1 LONGITUD DE PANDEO ............................................................ 88 3.2.11 CONJUNTO EXPULSOR .................................................................. 91 3.2.12 SISTEMA DE EXPULSIÓN ................................................................ 93 3.2.13 ANILLO CENTRADOR ...................................................................... 93 3.2.14 SISTEMA DE ENFRIAMIENTO ......................................................... 94 3.2.15 SISTEMAS DE GUIADO .................................................................... 98 3.2.15.1 GUÍAS DE LA MATRIZ ............................................................... 98.
(13) XII 3.2.15.2 GUÍAS DE EXPULSIÓN .............................................................. 99 3.2.16 MATRIZ COMPLETA ....................................................................... 101 3.2.17 LISTA DE MATERIALES ................................................................. 102 3.3 HOJAS DE PROCESOS .......................................................................... 103 3.4 SIMULACIÓN DE MAQUINADO DE PLACAS CAVIDADES ................... 129 3.5 MECANIZADO CNC DE LAS PLACAS CAVIDADES .............................. 132 3.5.1 PLACA CAVIDAD FIJA ...................................................................... 132 3.5.2 PLACA CAVIDAD MÓVIL .................................................................. 133 3.6 MONTAJE DE LA MATRIZ....................................................................... 134 CAPÍTULO 4 .................................................................................................. 138 PRUEBAS Y ANÁLISIS DE RESULTADOS .................................................. 138 4.1 MONTAJE DE LA MATRIZ EN LA MÁQUINA INYECTORA .................... 138 4.1.1 RESULTADOS DEL MONTAJE DE LA MATRIZ ............................... 142 4.2 ENSAYO 1: PRUEBA DE FUNCIONAMIENTO EN VACÍO DE LA MATRIZ ................................................................................................................. 143 4.2.1 RESULTADOS DEL ENSAYO 1 ........................................................ 145 4.3 ENSAYO 2: PRUEBA DE FUNCIONAMIENTO DURANTE LA INYECCIÓN ................................................................................................................. 147 4.3.1 RESULTADOS DE ENSAYO 2, PRUEBA 1 ...................................... 148 4.3.2 RESULTADOS DE ENSAYO 2, PRUEBA 2: ..................................... 149 4.3.3 RESULTADOS DE ENSAYO 2, PRUEBA 3: ..................................... 150 4.4 ANÁLISIS DE RESULTADOS .................................................................. 152 4.4.1 VERIFICACIÓN DE CIERRE (PRESENCIA DE REBABAS) ............. 152 4.4.2 VERIFICACIÓN DE DIMENSIONES ................................................. 153 4.4.3 VERIFICACIÓN DE ASPECTO ......................................................... 154 4.5 COSTOS .................................................................................................. 156.
(14) XIII 4.5.1 COSTOS DE MATERIA PRIMA ........................................................ 156 4.5.2 COSTOS DE ELEMENTOS NORMALIZADOS ................................. 157 4.5.3 COSTOS DE MANO DE OBRA ......................................................... 158 4.5.4 COSTOS DE TRATAMIENTOS TÉRMICOS ..................................... 159 FUENTE: Propia ......................................................................................... 159 4.5.5 COSTO DE DISEÑO ......................................................................... 159 4.5.6 COSTO TOTAL DEL PROYECTO .................................................... 160. CAPÍTULO 5 .................................................................................................. 161 CONCLUSIONES Y RECOMENDACIONES ................................................. 161 5.1 CONCLUSIONES..................................................................................... 161 5.2 RECOMENDACIONES ............................................................................ 162 ANEXOS ........................................................................................................ 166 ANEXO A ........................................................................................................... A HOJAS TÉCNICAS DE MATERIALES UTILIZADOS......................................... A ANEXO B ........................................................................................................... B ELEMENTOS NORMALIZADOS........................................................................ B ANEXO C ........................................................................................................... C TABLAS DE AJUSTES ...................................................................................... C ANEXO D ........................................................................................................... D DIAGRAMA DE GANTT DE LA CONSTRUCCIÓN DE LA MATRIZ .................. D ANEXO E ........................................................................................................... E PLANOS DE CONJUNTO Y TALLER ................................................................ E.
(15) XIV. CONTENIDO DE TABLAS Tabla 1.1 - Proceso de esmerilado y pulido ..................................................... 38. Tabla 2.1 - “Criterios de evaluación” ................................................................ 47 Tabla 2.2 - “Criterio: Facilidad de mecanizado” ............................................... 47 Tabla 2.3 - “Criterio: Rigidez de los cubiertos” ................................................. 48 Tabla 2.4 - “Criterio: Costo de mecanizado” .................................................... 48 Tabla 2.5 - “Criterio: Apariencia de cubiertos”.................................................. 48 Tabla 2.6 - “Conclusiones” ............................................................................... 49. Tabla 3.1 - Contracción de diferentes materiales............................................. 64 Tabla 3.2 - Partes de la matriz ......................................................................... 68 Tabla 3.3 - Especificaciones técnicas de inyectora Milacron MTH55 .............. 74 Tabla 3.4 - Diámetros de canales recomendados para sistemas de colada fría ......................................................................................................................... 77 Tabla 3.5 - Parámetros de tratamiento térmico del acero plata ....................... 88 Tabla 3.6 - Parámetros de tratamiento térmico del Acero V155 ...................... 91 Tabla 3.7 - Parámetros de tratamiento térmico del Acero V155. ..................... 98 Tabla 3.8 - Parámetros de tratamiento térmico del Acero V155 .................... 100 Tabla 3.9 - Placas para construcción de matriz ............................................. 102 Tabla 3.10 - Ejes para construcción de matriz ............................................... 102 Tabla 3.11 - Elementos normalizados para construcción de matriz ............... 103. Tabla 4.1 – Actividades de montaje ............................................................... 141.
(16) XV Tabla 4.2 - Actividades de ensayo 1 .............................................................. 145 Tabla 4.3 - Actividades de ensayo 2 .............................................................. 148 Tabla 4.4 - Verificación de dimensiones principales ...................................... 154 Tabla 4.5 - Verificación de aspecto del cubierto ............................................ 155 Tabla 4. 6 - Costos de placas ........................................................................ 156 Tabla 4.7 - Costo de ejes ............................................................................... 156 Tabla 4.8 - Costo de materia prima ................................................................ 157 Tabla 4.9 - Costos de elementos normalizados ............................................. 157 Tabla 4.10 - Costos de mecanizado .............................................................. 158 Tabla 4.11 - Costos de tratamientos térmicos................................................ 159 Tabla 4.12 - Costo de diseño ......................................................................... 159 Tabla 4. 13 - Costo total de proyecto ............................................................. 160.
(17) XVI. CONTENIDO DE FIGURAS Figura 1.1 – Elastómeros................................................................................... 2 Figura 1.2 – Termoestables ............................................................................... 3 Figura 1.3 – Termoplásticos .............................................................................. 3 Figura 1.4 - Polipropileno .................................................................................. 3 Figura 1.5 - Moldeo por soplado ........................................................................ 5 Figura 1.6 - Termoformado ................................................................................ 6 Figura 1.7 - Moldeo por extrusión ...................................................................... 6 Figura 1.8 - Moldeo por inyección ..................................................................... 7 Figura 1.9 Curvas de transición vítrea A. Polímero Amorfo B. Polímero Semicristalino C. Polímero Cristalino ................................................................. 8 Figura 1.10 - Máquina inyectora ...................................................................... 10 Figura 1.11 - Fase de inyección22 .................................................................... 16 Figura 1.12 - Fase de compresión ................................................................... 17 Figura 1.13 - Fase de extraccion ..................................................................... 17 Figura 1.14 - Molde de dos placas .................................................................. 19 Figura 1.15 - Molde de 3 placas ...................................................................... 20 Figura 1.16 - Molde de canal caliente .............................................................. 21 Figura 1.17 - Molde de canales aislados ......................................................... 22 Figura 1.18 - Molde con elementos deslizantes28 ............................................ 22 Figura 1.19 - Colada cónica............................................................................. 24 Figura 1.20 - Colada de paraguas ................................................................... 24 Figura 1.21 - Colada de disco.......................................................................... 25 Figura 1.22 - Entrada laminar o de cinta31 ...................................................... 25.
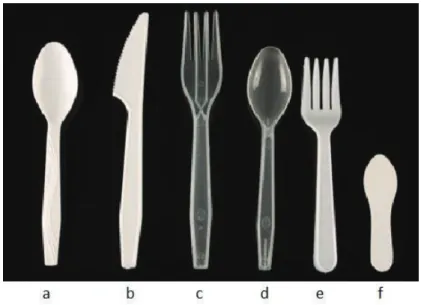
(18) XVII Figura 1.23 - Entrada de túnel o submarina .................................................... 26 Figura 1.24 - Entrada puntiforme ..................................................................... 27 Figura 1.25 - Tipos de desmoldeo ................................................................... 29 Figura 1.26 - Expulsión por presión en dirección de desmoldeo ..................... 29 Figura 1.27 - Expulsión por presión en la excéntrica de desmoldeo36 ............. 30 Figura 1.28 - Expulsión por tracción en la dirección de desmoldeo................. 30 Figura 1.29 - Expulsión por tracción perpendicular a la dirección de desmoldeo37 ..................................................................................................... 31 Figura 1.30 - Tipos de temple .......................................................................... 34 Figura 1.31 - Mecanizado por arranque de viruta ............................................ 37 Figura 1.32 - Troquelado ................................................................................. 39 Figura 1.33 – Electroerosión............................................................................ 40. Figura 2.1 - Modelos de cubiertos a) Cuchara, b) Cuchillo, c) Tenedor, d) Cuchara, e) Tenedor, ....................................................................................... 41 Figura 2.2 - Forma básica de cuchara ............................................................. 42 Figura 2.3 - Sujeción de una cuchara .............................................................. 43 Figura 2.4 - Cuchara sencilla ........................................................................... 44 Figura 2.5 - Análisis de rigidez de la cuchara sencilla realizado en Solidworks ......................................................................................................................... 44 Figura 2.6 - Cuchara con dos nervios rigidizadores ........................................ 45 Figura 2.7 - Análisis de rigidez de la cuchara con dos rigidizadores ............... 45 Figura 2.8 - Cuchara con rigidizadores en X y mayor profundidad .................. 46 Figura 2.9 - Análisis de rigidez de la cuchara con nervios en forma de x ........ 46 Figura 2.10 - Renderizado de cuchara ............................................................ 49 Figura 2. 11 - Renderizado de cuchillo ............................................................ 49.
(19) XVIII Figura 2. 12 - Renderizado de tenedor ............................................................ 50 Figura 2.13 - Renderizado de cucharita .......................................................... 50 Figura 2.14 - Molde con cuatro entradas de alimentación en hilera ................ 53 Figura 2.15 - Molde con cuatro entradas de alimentación en estrella ............. 54 Figura 2.16 - Molde con dos entradas de alimentación ................................... 55 Figura 2.17 - Molde con una entrada de alimentación ..................................... 56 Figura 2.18 - Simulación confianza de llenado ................................................ 57 Figura 2.19 - Simulación de tiempo de llenado................................................ 58 Figura 2.20 - Simulación de presión de inyección ........................................... 58 Figura 2.21 - Resultado de temperatura del frente de flujo ............................. 59 Figura 2.22 - Resultados de análisis de rechupes ........................................... 60 Figura 2.23 - Línea de soldadura en la boca de la cuchara ............................. 60 Figura 2.24 - Línea de soldadura en canal de alimentación ............................ 61 Figura 2.25 - Resultado de atrapamiento de aire en el canal de alimentación 61 Figura 2.26 - Resultado de la calidad de refrigeración .................................... 62 Figura 2.27 - Resultado de la variación del tiempo de refrigeración ................ 62. Figura 3.1 - Pulido de la cavidad ..................................................................... 65 Figura 3.2 - Superficie de partición de la cuchara ........................................... 66 Figura 3.3 - Superficie de partición del tenedor ............................................... 66 Figura 3.4 - Configuración de distribuidores de hileras. A, canal excéntrico; B, canal central con vías de flujo prolongadas .................................................... 67 Figura 3. 5- Bosquejo de la matriz55 ................................................................ 67 Figura 3.6 - Área proyectada de las piezas a inyectar y canales de distribución ......................................................................................................................... 69 Figura 3.7 - Longitud del bebedero.................................................................. 69.
(20) XIX Figura 3.8 - Longitud de recorrido de flujo ....................................................... 70 Figura 3.9 - Diagrama de Longitud de recorrido – Espesor de pared – Presión específica ......................................................................................................... 71 Figura 3.10 - Diagrama Superficie Proyectada – Presión específica- Fuerza de cierre ................................................................................................................ 73 Figura 3.11 - Máquina inyectora Milacron MTH 55 .......................................... 75 Figura 3.12 - Secciones de canales ............................................................... 76 Figura 3.13 - Canal de estrangulamiento rectangular ...................................... 77 Figura 3.14 - Salida de aire ............................................................................. 79 Figura 3.15 – Bebedero ................................................................................... 79 Figura 3.16 - Bebedero cónico ........................................................................ 81 Figura 3.17 - Placa de sujeción fija .................................................................. 82 Figura 3.18 - Análisis de esfuerzos de la placa sujeción fija............................ 82 Figura 3.19 - Bujes guías y pernos de sujeción ............................................... 83 Figura 3.20 - Placa cavidad fija ....................................................................... 84 Figura 3.21 - Placa cavidad móvil .................................................................... 84 Figura 3.22 – Paralelas ................................................................................... 85 Figura 3.23 - Carrera de expulsión .................................................................. 85 Figura 3.24 - Placa de sujeción móvil .............................................................. 86 Figura 3.25 - Análisis de esfuerzos de la placa de sujeción móvil ................... 87 Figura 3.26 - Bujes centradores de la placa sujeción móvil y las paralelas ..... 87 Figura 3.27 - Expulsor de vástago cilíndrico con cabeza cilíndrica ................. 90 Figura 3.28 - Longitud de los expulsores ......................................................... 90 Figura 3.29 - Elementos del conjunto expulsor................................................ 92 Figura 3.30 - Conjunto expulsor ...................................................................... 92 Figura 3.31 - Sistema de expulsión ................................................................. 93.
(21) XX Figura 3.32 - Anillo centrador .......................................................................... 93 Figura 3.33 - Disposición de los canales de enfriamiento74 ............................. 94 Figura 3.34 - Distribución de los canales de enfriamiento ............................... 95 Figura 3.35 - Zonas de temperatura en la pieza inyectada, en la etapa de desmoldeo. ....................................................................................................... 96 Figura 3.36 - Nomograma para determinar el tiempo de enfriamiento ............ 97 Figura 3.37 - Columna y buje guía .................................................................. 99 Figura 3.38 - Guías de expulsión................................................................... 100 Figura 3.39 - Matriz de cubiertos ................................................................... 101 Figura 3.40 - Parte fija de la matriz................................................................ 101 Figura 3.41 - Parte móvil de la matriz ............................................................ 101 Figura 3.42 - Selección de la herramienta para mecanizar ........................... 129 Figura 3.43 - Verificación de trayectorias ...................................................... 129 Figura 3.44 - Simulación del recorrido de la herramienta .............................. 130 Figura 3.45 - Generación de códigos de trayectorias .................................... 130 Figura 3.46 - Programa generado archivo de texto ....................................... 131 Figura 3.47 – Simulación y envió del programa en códigos G en el software CIMCO ........................................................................................................... 131 Figura 3.48 - Placa cavidad fija rectificada .................................................... 132 Figura 3.49 - Mecanizado de cavidad fija ...................................................... 132 Figura 3.50 - Placa cavidad fija finalizada ..................................................... 132 Figura 3.51 - Mecanizado de placa cavidad móvil ......................................... 133 Figura 3.52 - Placa cavidad erosionada y pulida ........................................... 133 Figura 3.53 - Montaje de placa sujeción móvil, paralelas y distanciadores. .. 134 Figura 3.54 - Montaje del conjunto expulsor sobre la parte fija de la matriz .. 135 Figura 3.55 - Montaje columnas guías .......................................................... 135.
(22) XXI Figura 3.56 - Parte móvil completa ................................................................ 136 Figura 3.57 - Bujes guías y cavidad fija ......................................................... 136 Figura 3.58 - Montaje total de la matriz ......................................................... 137 Figura 3.59 - Montaje total de la matriz ......................................................... 137. Figura 4.1 – Matriz con cáncamo para izaje .................................................. 139 Figura 4.2 – Colocación de la matriz en los platos de la inyectora ................ 140 Figura 4.3 – Registro de anillo centrador en inyectora .................................. 140 Figura 4.4 – Sujeción de la matriz ................................................................. 141 Figura 4.5 – Izaje de la matriz utilizando el cáncamo .................................... 142 Figura 4.6 – Izaje de la matriz utilizando faja................................................. 142 Figura 4.7 – Matriz asegurada con bridas ..................................................... 143 Figura 4.8 - Matriz de cubiertos cerrada ........................................................ 144 Figura 4.9 - Matriz de cubiertos abierta ......................................................... 144 Figura 4.10 – Verificación de correcta apertura de la matriz ......................... 145 Figura 4.11 – Verificación de correcto cierre de la matriz .............................. 146 Figura 4.12 – Panel de control de inyectora Milacron MTH55 ....................... 146 Figura 4.13 – Parámetros de inyección ......................................................... 147 Figura 4. 14 - Cubiertos inyectados resultado de la primera prueba ............. 149 Figura 4.15 - Fuga de material por la superficie de cierre ............................. 149 Figura 4.16 - Problemas de expulsión (cubiertos atrapados) ........................ 150 Figura 4.17 - Retención de cubiertos en la zona de la cuchara ..................... 150 Figura 4.18 - Prueba de molde con sistema de refrigeración ........................ 151 Figura 4.19 - Inyección correcta de los cubiertos .......................................... 151 Figura 4.20 - Producto terminado .................................................................. 152 Figura 4.21 - Resultado de cubierto inyectado .............................................. 152.
(23) XXII Figura 4.22 - Medición del tenedor con calibrador digital .............................. 153 Figura 4. 23 - Medición de la cuchara con calibrador digital .......................... 153 Figura 4.24 - Medición del cuchillo con calibrador digital ............................... 153 Figura 4.25 - Medición de la cucharita con calibrador digital ......................... 154 Figura 4.26 - Vista superior del cubierto ........................................................ 155 Figura 4.27 - Vista inferior del cubierto .......................................................... 155.
(24) XXIII RESUMEN. En el presente proyecto se estudia el proceso de inyección de los polímeros en especial de los termoplásticos de los cuales se elige el polipropileno como material a inyectar, teniendo en cuenta sus principales características y reuniendo información sobre las fases de inyección y tipos de matrices existentes se procede al diseño de la matriz. La construcción de una matriz para la inyección de cubiertos, parte de la simulación de llenado de las cavidades para elegir la mejor disposición que se ajuste a las dimensiones de la máquina existente en el Laboratorio de Nuevos Materiales, posteriormente en base a el análisis se dimensiona los elementos de la matriz y construirla usando los materiales más adecuados que estén disponibles en la ciudad y aplicando el tratamiento térmico apropiado para los elementos que sufrirán desgaste. Realizada una revisión final del modelo 3D de la matriz se continúa con la elaboración de planos y hojas de procesos necesarios para el maquinado de los diferentes elementos. Además, se ha utilizado un software CAM que ayuda con el mecanizado de las cavidades que son las placas más importantes dentro de la matriz ya que son las encargadas de alojar el material inyectado. Las pruebas realizadas con la matriz arrojan como resultado un cubierto que cumple con un buen aspecto y con las dimensiones inicialmente establecidas. La matriz se constituye en elemento importante para realizar prácticas de inyección y que los estudiantes conozcan y se involucren más en el tema que hasta ahora viene siendo un mito dentro de la facultad..
(25) XXIV ABSTRACT. This Project studies the polymers injection process, especially thermoplastics such as polypropylene, considering its main features and gathering information about injection phases and types of existing matrix. The building of the matrix starts from the simulation of filling the cavities to choose the best layout according the dimensions of the machine from new materials laboratory, then define the dimensions of the matrix and build using the most suitable materials that are available in the city and applying the appropriate heat treatment to the elements that suffer wear. After review the 3D model of the matrix continue the develop of the plans and worksheets necessary for machining the different elements, addition using a CAM software that helps with the machining of the cavities that are the most important plates, which are responsible for receiving the injected material. The tests with the matrix results elements that have a good look and initially established dimensions. The device obtained is an important element for injection practices and the students can be more involved in this topic that does not have enough information the university..
(26) XXV INTRODUCCIÓN. En el área de la matricería existe un campo poco estudiado en la Facultad de Ingeniería Mecánica pero que en la actualidad está cobrando gran importancia en la industria como lo es la inyección de termoplásticos. El presente proyecto tiene como objetivo el diseño, simulación y construcción de una matriz de inyección de cubiertos y así poder dotar de una herramienta al Laboratorio de Nuevos Materiales que ayude a los estudiantes a poner en práctica los conocimientos obtenidos en el tema. En el diseño y construcción de la matriz se incluye la aplicación de diferentes software CAD (PowerSHAPE), CAM (SolidCAM) y CAE (Autodesk Moldflow Adviser) que combinados ayudan a predecir posibles defectos y analizar diferentes parámetros obtenidos en cuanto a simulación. El primer capítulo muestra información sobre los diferentes tipos de polímeros, sus características y propiedades haciendo énfasis en el polipropileno, además se presenta una descripción del proceso de inyección y sus diferentes fases de ciclo, también se incluye una clasificación de los tipos de matrices o moldes, clasificación de coladas, entradas y los materiales usados para la construcción de matrices. En el capítulo dos se presenta un análisis de simulación de rigidez de diferentes modelos de cubierto y su posterior selección, así también se muestran cuatro opciones de distribución de las piezas para la inyección. Luego se encuentra un análisis de cada parámetro obtenido en la simulación de la disposición seleccionada. En el capítulo tres se establece el dimensionamiento de la matriz donde se determinan dimensiones, materiales y tratamientos térmicos para cada elemento, también están las hojas de procesos necesarias para el mecanizado y un breve ejemplo de mecanizado CNC de las placas cavidades aplicando un software CAM. Finalmente se presenta el proceso de ensamble de la matriz..
(27) XXVI El capítulo cuatro es donde se establece un protocolo de pruebas para ensayar la matriz en vacío y con carga, también se muestra un análisis de los resultados obtenidos y un análisis de costos del proyecto. Finalmente en el capítulo cinco están las conclusiones y recomendaciones que se obtienen de este proyecto..
(28) 1. CAPÍTULO 1 FUNDAMENTOS TEÓRICOS 1.1 POLÍMEROS Los polímeros son macromoléculas formadas por miles de moléculas más pequeñas llamadas monómeros a través de una reacción conocida como polimerización, durante esta reacción los monómeros forman grandes cadenas de formas y propiedades muy diversas. Existe una infinidad de tipos de polímeros cada uno con características diferentes1.. 1.2 CLASIFICACIÓN DE LOS POLÍMEROS 1.2.1 POLÍMEROS NATURALES Son aquellos polímeros que vienen directamente del reino animal y vegetal, es decir no se necesita la intervención del ser humano para que estos se formen tales como el caucho natural y los ácidos nucleicos2. 1.2.2 POLÍMEROS ARTIFICIALES Estos polímeros son producto de una modificación mediante procesos químicos a polímeros naturales, por ejemplo la nitrocelulosa. 1.2.3 POLÍMEROS SINTÉTICOS Los polímeros sintéticos son aquellos que han sido obtenidos de manera artificial, es decir que han sido creados por el ser humano mediante procesos químicos. como. la. polimerización,. por. ejemplo. el. nylon,. polietileno,. polipropileno, etc3. Esta última clasificación de los polímeros es la que contiene los materiales que comúnmente son utilizados en la industria de los plásticos para fabricar un sin número de artículos. Existe una gran variedad de polímeros sintéticos, cada uno con propiedades y características completamente diferentes, es por eso 1. JUAN ROBLEDO ROSAS, (2010), Modelo piloto para inyección de plásticos, Morelia Michoacán, Pág. 7,8 2 RAMIREZ, LOPEZ, (2009), Manufactura de un molde de inyección de plástico para fabricar cabos de paleta de hielo utilizando la tecnología CNC, Pág. 17 3 http://www.textoscientificos.com/polimeros/sinteticos.
(29) 2 que se puede obtener desde objetos tan livianos como una funda plástica, hasta piezas automotrices sumamente complejas capaces de resistir grandes impactos y liberar gran cantidad de energía cuando se rompen.. 1.3 CLASIFICACIÓN DE LOS POLÍMEROS COMPORTAMIENTO TÉRMICO. SEGÚN. SU. 1.3.1 ELASTÓMEROS Este tipo de polímeros se caracteriza por poseer una gran zona elástica ya que pueden deformarse fácilmente sin modificar su estructura y forma inicial, una característica esencial de este tipo de polímeros es que no se lo puede fundir con el aumento de la temperatura ya que antes de fundirse el material pasa directamente al estado gaseoso, por ejemplo el neopreno4.. Figura 1.1 – Elastómeros4. 1.3.2 TERMOESTABLES Son aquellos polímeros unidos mediante enlaces químicos, este tipo de enlaces hace que la estructura polimérica tenga la forma de una red, es decir sea muy entrecruzada, el tipo de enlace y la estructura polimérica son los responsables de que este material tenga una alta resistencia mecánica y una baja elasticidad. Se caracterizan por que al aumentar su temperatura no fluyen, es decir no se los puede manipular para que tomen la forma de un molde determinado, por el contrario al aumentar su temperatura estos se descomponen por ejemplo las resinas fenólicas4.. 4 http://www.losadhesivos.com.
(30) 3. Figura 1.2 – Termoestables5. 1.3.3 TERMOPLÁSTICOS Estos materiales se encuentran formados por polímeros unidos por fuerzas de Van der Waals, su estructura polimérica es larga y presenta pocos entrecruzamientos, al aumentar su temperatura es capaz de alcanzar un estado casi líquido, lo que le permite fluir y poder ser moldeado utilizando presión, una vez que la temperatura ha disminuido vuelve a endurecerse por ejemplo el polipropileno5.. Figura 1.3 – Termoplásticos5. 1.4 POLIPROPILENO. Figura 1.4 - Polipropileno. 5. http://www.losadhesivos.com.
(31) 4 Es un polímero termoplástico semicristalino que se obtiene de la polimerización del propileno, este material es uno de los más versátiles de nuestro medio ya que posee características tales como: ü Bajo costo ü Es un producto inerte ü Apto para el reciclaje ü Bajo peso especifico ü Su incineración no produce contaminantes ü Evita el paso del vapor ü Fácil de procesarlo ü Resistente a la abrasión ü Buena resistencia al calor ü Buenas propiedades de resistencia y estética ü Su producción es la de menor impacto ambiental en comparación con sus similares6 Por todas las características antes mencionadas y principalmente por la gran relación costo beneficio este material está siendo utilizado ampliamente en la industria en la última década, ya que se puede fabricar productos como: ü Tuberías ü Recipientes ü Autopartes ü Muebles ü Juguetes ü Fibras ü Fundas ü Pañales ü Ropa ü Tanques. 6. GUTIÉRREZ DANIEL, OÑATE CRISTIAN,(2006),Sistema de inyección con colada caliente aplicado en la industria del plástico como herramienta de competitividad, Pachuca, Págs. 18,19.
(32) 5. 1.5 MÉTODOS PARA EL MOLDEO DEL POLIPROPILENO El aumento del uso de este polímero en la industria ha permitido que se desarrollen algunas formas de procesarlo para poder obtener un sin número de productos, dentro de los más importantes se tienen. 1.5.1 MOLDEO POR SOPLADO Se utiliza un tubo de polipropileno fundido y es soplado dentro de un molde, donde este toma la forma de la cavidad, se utiliza para la fabricación de botellas, frascos, envases y en general cualquier recipiente hueco7.. Figura 1.5 - Moldeo por soplado7. 1.5.2 TERMOFORMADO Para este proceso se parte de una lámina de polipropileno la cual se coloca en un molde que tiene dos partes (macho y hembra), se procede a calentar la lámina para que pueda alcanzar cierto grado de plasticidad y se aplica presión en el molde para cerrarlo y que la lámina obtenga la forma deseada, adicional se puede aplicar una succión para crear vacío y que la lámina adopte formas complejas del molde, se utiliza para la fabricación de recipientes para alimentos, golosinas y en general recipientes que serán utilizados para microondas8.. 7 8. http://tecnologiadelosplasticos.blogspot.com/2012/03/extrusion-soplado.html http://q-2.es/index.php/blog-de-noticias-khudos/que-es-termoformado.html.
(33) 6. Figura 1.6 - Termoformado9. 1.5.3 MOLDEO POR EXTRUSIÓN Este método consiste en hacer pasar el polipropileno a través de un dado de extrusión el cual tiene la forma deseada, luego se enfriara rápidamente para que no pierda la forma adquirida, mediante este método se puede obtener perfiles, láminas y tubos10.. Figura 1.7 - Moldeo por extrusión10 9. http://q-2.es/index.php/blog-de-noticias-khudos/que-es-termoformado.html http://www.textoscientificos.com/polimeros/moldeado. 10.
(34) 7 1.5.4 MOLDEO POR INYECCIÓN Este proceso consiste en el calentamiento del polipropileno hasta que alcance una temperatura que este dentro del rango de la transición vítrea, para que luego aplicando presión este pueda llenar un molde previamente fabricado con la forma deseada, dicho molde tendrá un sistema de enfriamiento que le permitirá enfriarse a la pieza y mantener la nueva forma adquirida, este proceso es uno de los más utilizados en la industria ya que en teoría se puede obtener cualquier pieza que pueda ser reproducida en un molde, dentro de los productos obtenidos por este método se encuentran juguetes, autopartes, frascos, tapas, muebles, partes de electrodomésticos11.. Figura 1.8 - Moldeo por inyección11. 1.6 DESCRIPCIÓN DEL PROCESO DE INYECCIÓN Es un proceso en el cual se lleva a cabo la completa transformación física del polímero utilizado para obtener las formas deseadas a través de un molde de precisión, el proceso es llevado a cabo con la ayuda de una máquina inyectora de características universales, es decir que con la misma máquina se puede realizar una infinidad de productos, siempre y cuando los moldes utilizados mantengan ciertos parámetros y se ajusten a las características de la inyectora.. 11. http://www.textoscientificos.com/polimeros/moldeado.
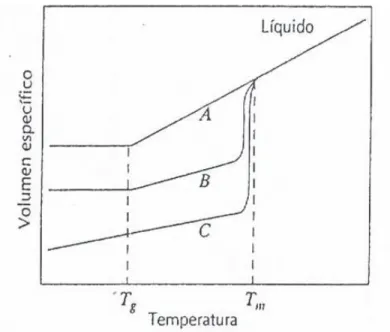
(35) 8 1.6.1 TEMPERATURA DE TRANSICION VITREA Es importante recordar que las propiedades mecánicas de los polímeros dependen de los cambios de temperatura, la temperatura de transición vítrea no implica un cambio de estado del polímero, pero si marca el inicio de un rango de temperatura en la cual el sólido completamente rígido cambia sus propiedades y puede ser más blando, flexible y maleable, estas nuevas características que adquiere el polímero son fundamentales para que se pueda producir la inyección del material, el rango de temperatura en el cual el polímero presenta las propiedades idóneas para que pueda ser utilizado en la inyección está delimitado por la temperatura de transición vítrea [Tg] y la temperatura de fusión [Tm]. Para determinar la temperatura de transición vítrea y temperatura de fusión del polímero es necesario hacer una relación entre el volumen específico y la temperatura, estos dos parámetros determinarán una curva independiente para cada tipo de polímero12.. Figura 1.9 Curvas de transición vítrea A. Polímero Amorfo B. Polímero Semicristalino C. Polímero Cristalino13 12. WILLIAM D. CALLISTER, (1996),Introducción a la ciencia e ingeniería de los materiales Vol 2, Págs. 497,498,499 13 http://profguillermojcentenob.blogspot.com/2011/05/morfologia-de-los-polimeros.html.
(36) 9 1.6.2 CICLO DE TRABAJO Una de las mejores ventajas del proceso de inyección es su alta productividad ya que si se cuenta con un buen diseño de molde y un buen equipo de inyección se puede obtener un ciclo de trabajo bastante corto y obtener una gran producción, a continuación se describe un ciclo de trabajo ideal de un proceso de inyección. 1. Plastificación y homogeneización.- En este primer paso se alimenta la tolva de la inyectora con el polímero seleccionado para la inyección el cual generalmente se lo adquiere en forma de pequeñas esferas también conocidas como pellet, a continuación la máquina inyectora genera calor por medio de resistencias eléctricas ubicadas alrededor del cilindro, el material comenzará el proceso de plastificación y al mismo tiempo un tornillo girará constantemente para homogeneizar toda la mezcla de material fundido. 2. Inyección.- Con el constante giro del tornillo sin fin el material plastificado avanza hacia la parte delantera del husillo donde se encuentra la boquilla de inyección, esta acción genera una presión que hace retroceder un cilindro hidráulico y el husillo, dejando un volumen de material plastificado listo para ser inyectado, a esta parte se la conoce como dosificación del cilindro, posteriormente un cilindro hidráulico accionara la parte móvil de la inyectora haciendo que el molde quede cerrado completamente a esta parte se la conoce como unidad de cierre, a continuación se acciona el cilindro hidráulico que había sido retraído durante la dosificación y se inyecta el material en el molde. 3. Enfriamiento.- Una vez que el material ha sido inyectado en la boquilla de inyección debe mantenerse por un tiempo determinado ya que el polímero presentará contracciones durante su enfriamiento, para el enfriamiento de las piezas se puede diseñar diferentes sistemas, al ser esta la operación que más tiempo demanda, el diseño del enfriamiento será parte importante para poder incrementar la productividad del proceso, las piezas deben ser enfriadas hasta que alcancen una.
(37) 10 temperatura que no les permita deformarse en las operaciones posteriores. 4. Expulsión.- Esta es la última parte del ciclo de trabajo y consiste en expulsar las piezas inyectadas, una vez que las piezas han adquirido una temperatura con la cual ya no sufran contracciones o deformaciones el molde se abrirá y con la ayuda de la unidad de extracción de la inyectora se expulsará la pieza, y el molde volverá a cerrarse para reanudar en ciclo14.. 1.7 MÁQUINAS INYECTORAS La inyectora es parte fundamental del sistema ya que en ella se produce todo el proceso de transformación del polímero, la mayoría de inyectoras son del tipo universal, es decir que en la misma inyectora se puede montar diferentes tipos de moldes siempre y cuando su diseño se rija a los parámetros de la inyectora. Las máquinas inyectoras poseen cuatro unidades principales las cuales son se pueden observar en la Figura 1.10.. Figura 1.10 - Máquina inyectora15 14. MENGES, MOHREN, (1983), "Molde para inyección de plástico", Ed. Gustavo Gili, México. Págs. 43,44 15. MIKELL P. GROOVER, Fundamentos de Manufactura Moderna: Materiales Procesos y Sistemas,. Mexico, Pag. 330.
(38) 11 1.7.1 UNIDAD DE CIERRE La unidad de cierre es la parte de la inyectora donde se monta el molde de precisión, esta unidad está formada básicamente por dos placas portamoldes, en la una placa se sujeta la parte fija del molde y en la otra la parte móvil, el sistema que accionará la parte móvil del molde permitirá que este se abra y se cierre para poder cumplir el ciclo de trabajo, el diseño de este sistema depende del modelo de la máquina pero puede ser utilizando un tornillo sin fin, cilindros olehidráulicos o también motores eléctricos. Esta unidad es la que posee los parámetros a tomar en cuenta para el diseño de las matrices que se utilizarán en la inyectora, dimensiones como la de los platos portamoldes, distancia entre barras, distancia máxima de apertura, carrera de expulsión, distancia mínima entre placas son fundamentales al momento de realizar el dimensionamiento de la matriz, ya que de lo contrario no se podrá realizar un correcto montaje de la misma16. 1.7.2 UNIDAD DE INYECCIÓN La unidad de inyección está formada por: 1. Tolva de alimentación.- Por medio de esta tolva la unidad de inyección se alimenta de polímero en forma de pellet para poder plastificarlo y realizar el proceso de inyección. 2. Tornillo sin fin.- Una vez que los pellet de polímero han pasado de la tolva de alimentación pasan a tener contacto con el tornillo el cual se encuentra girando constantemente para poder homogeneizar la mezcla, el giro del tornillo también produce fricción entre las pequeñas esferas del polímero lo incrementa su temperatura y de esta manera ayuda a que el proceso de plastificación dure menos tiempo, a más del movimiento giratorio del tornillo este también tiene un movimiento rectilíneo, ya que una vez que se ha producido la dosificación el tornillo. 16. ANDINO DANIEL, PAUCAR MAYRA, (2009), Diseño, modelación, simulación y construcción de molde para tapas de cilindros de gas de uso doméstico por inyección plástica, Riobamba, Págs. 7,8,9,10.
(39) 12 ejercerá una presión en la boquilla con la ayuda de un cilindro hidráulico16. 3. Barril.- Este elemento es un cilindro hueco en cuyo interior se encuentra el tornillo sin fin, cumple la función de alojar las resistencia eléctricas que plastificarán el polímero, los pellet se encuentran en contacto directo con las paredes del barril por lo que la transferencia de calor que se produce es por conducción, se debe tener en cuenta que la transferencia de calor del polímero es muy inferior a la del metal, por lo que una pequeña capa del polímero que se encuentra en contacto con la pared del barril es la que se plastificará, sin embargo la acción mezcladora del tornillo y la fricción que este provoca hará que el polímero se plastifique de manera homogénea. 4. Boquilla.- Esta es el último elemento del sistema de inyección, la boquilla de inyección tiene contacto con la placa del molde y por esta saldrá el polímero plastificado con la presión necesaria para que pueda llenar completamente el molde, al ser el orificio de la boquilla de menor diámetro que el del barril esta también provoca una presión adicional a la ejercida por el cilindro hidráulico. 1.7.3 UNIDAD DE POTENCIA La unidad de potencia es la que suministra toda la energía para el funcionamiento del sistema, la unidad de potencia en general puede ser de dos tipos: eléctrica e hidráulica, la selección de cualquiera de estas dos alternativas dependerá del uso que se le vaya a dar a la inyectora puesto que cada una tiene sus ventajas17. 1. Unidad de potencia eléctrica.- Se utiliza unidades de potencia eléctricas en máquinas relativamente pequeñas, ya que los motores eléctricos necesarios para realizar las operaciones también son pequeños, sin embargo a pesar de su pequeño tamaño pueden proporcionar un gran torque de arranque, así que se debe tener 17. MAYA ORTEGA ENRIQUE, (2007),Diseño de moldes de inyección de plástico con ingeniería concurrente, México D.F., Págs. 6,7,8,.
(40) 13 sumo cuidado con los elementos accionados con este tipo de motores ya que pueden torcerse o romperse. Las operaciones que se pueden efectuar con los motores eléctricos son el giro del tornillo y el cierre del molde, el movimiento rectilíneo del tornillo para la inyección del material debe ser realizado exclusivamente por un cilindro hidráulico. Una de las desventajas del uso de motores eléctricos es que la velocidad de giro de los mismos viene dada solo para ciertos valores, lo que le quita un poco flexibilidad al sistema. 2. Unidad de potencia hidráulica.- Las unidades de potencia hidráulicas son las más utilizadas en las máquinas inyectoras, esto se debe a que presentan más ventajas y beneficios que los sistemas eléctricos entre los cuales destacan18.. ·. La transmisión de potencia se la hace de forma casi directa, ya que la energía hidráulica producida por el fluido de trabajo es transformada en energía mecánica por el cilindro, mientras que en los sistemas eléctricos se necesita obligatoriamente de la ayuda de sistemas mecánicos como reductores de velocidad, bielas, manivelas y demás elementos para poder controlar la unidad de cierre y el giro del tornillo.. ·. Los sistemas hidráulicos son capaces de generar gran cantidad de energía lo que permite trabajar con grandes presiones y velocidades, además la variación de estas es mucho más fácil ya que se lo hace manipulando el flujo del fluido de trabajo, lo que permite tener un sistema más estable desde el arranque.. ·. El fluido de trabajo más común es el aceite, el cual da muy buenas propiedades lubricantes, sellantes y refrigerantes al sistema permitiendo que trabaje con grandes cargas sin presentar inconvenientes18.. 18. ANDINO Daniel, PAUCAR Mayra, (2009), Diseño, modelación, simulación y construcción de molde para tapas de cilindros de gas de uso doméstico por inyección plástica, Riobamba, Págs. 7,8,9,10.
(41) 14 1.7.4 UNIDAD DE CONTROL Para poder controlar el sistema se utilizan básicamente dos tipos de controladores: ·. PLC.- También conocido como controlador lógico programable, este tipo de controlador nos permite programar un ciclo de trabajo el cual se repetirá de manera cíclica las veces que sea necesario, posee grandes ventajas ya que puede recibir señales de emergencia por sobrepresión o mal funcionamiento de las unidades de cierre, en este caso suspenderá de inmediato el ciclo de trabajo haciendo el sistema más seguro.. ·. PID.- También conocido como proporcional integral derivativo, es un mecanismo de control que posee una realimentación continua que permite calcular el error entre un valor medio y el valor que se quiere obtener, este tipo de controladores son los más adecuados para controlar la temperatura ya que poseen una rápida velocidad de respuesta19.. 1.8 PARÁMETROS DE SELECCIÓN DE UNA INYECTORA Como se había mencionado anteriormente la inyectora es parte fundamental del sistema, sin embargo sus parámetros son los que determinaran que tipos de moldes pueden ser usados en la misma20. 1. Fuerza de cierre.- Se debe tener muy en cuenta la capacidad de la fuerza de cierre de la inyectora ya que al ser inyectado el material en el molde se producirán altas presiones que podrían hacer abrir el molde echando a perder la pieza, la unidad de medida más común son las toneladas (Ton). 2. Capacidad de inyección.- Es el volumen máximo de material que la máquina es capaz de dar en una inyectada, este parámetro es 19. MAYA ORTEGA ENRIQUE, (2007),Diseño de moldes de inyección de plástico con ingeniería concurrente, México D.F., Págs. 6,7,8, 20 Gutiérrez Daniel, Oñate Cristian,(2006),Sistema de inyección con colada caliente aplicado en la industria del plástico como herramienta de competitividad, Pachuca, Págs. 4,5,6,7,8,9.
(42) 15 fundamental en el diseño del molde ya que se obtendrán mejores resultados si todo el volumen del molde es llenado en una sola inyectada, la unidad de medida son centímetros cúbicos por cada inyección (cm3/inyección) o también puede venir dada en gramos por inyección (g/inyección) tomando como referencia la densidad del poliestireno. 3. Presión de inyección.- Es la presión máxima a la que se puede inyectar el material hacia el molde, también es un parámetro importante ya que de esto depende que la velocidad de llenado así como que el material alcance las secciones más pequeñas de la pieza. 4. Capacidad de plastificación.- Es la capacidad máxima de material que puede suministrar el tornillo cuando plastifica el material, la unidad viene dada en gramos (o múltiplos) por hora (g/h). 5. Velocidad de inyección.- Es la velocidad máxima con la que se puede inyectar el material hacia el molde, es importante tener una buena velocidad de inyección ya que de esto dependerá que el molde se llene en su totalidad antes de que el polímero se haya solidificado, la unidad viene dada en centímetros cúbicos por segundo (cm3/seg).. 1.9 MOLDES PARA INYECCIÓN DE PLÁSTICOS El molde para la inyección de plásticos es muy similar a una matriz para conformar chapa metálica, puesto que tienen casi los mismos elementos para su funcionamiento, la única diferencia es que los moldes para inyección deben contar con un sistema de enfriamiento que les permita enfriar de manera más rápida las piezas inyectadas para que la productividad del sistema aumente. El caso más sencillo de un molde de este tipo tendría únicamente dos placas, una llamada punzón, émbolo o estampa y otra llamada matriz, troquel o.
(43) 16 cavidad, entre estas dos placas quedara un espacio vacío el cual será llenado con el polímero plastificado por medio de canales y bebederos21. 1.9.1 CICLO DE TRABAJO DEL MOLDE El molde tiene un ciclo de trabajo que consta de 3 fases: 1. Fase de inyección.- Durante esta fase el material plastificado que se encuentra ya dosificado en la punta del barril en inyectado por el tornillo a través de la boquilla, el material comenzará a llenar el molde paulatinamente con el volumen necesario22.. Figura 1.11 - Fase de inyección22. 2. Fase de compresión.- Durante esta fase el polímero plastificado ha llenado por completo la cavidad del molde y es necesario aplicar una fuerza de compresión sobre el molde ya que el polímero sufre contracciones durante el proceso de plastificación, durante este periodo de tiempo actuará el sistema de refrigeración que ayudará a solidificar más rápido el polímero22.. 21. MENGES, MOHREN, (1983), "Molde para inyección de plástico", Ed. Gustavo Gili, México. Págs. 43,44,45 22 MENGES, MOHREN, (1983), "Molde para inyección de plástico", Ed. Gustavo Gili, México. Págs. 43,44,45.
(44) 17. Figura 1.12 - Fase de compresión23 3. Fase de expulsión o extracción.- Una vez que la pieza se ha enfriado el molde procede abrirse por el plano de partición o cierre, este movimiento de la parte móvil del molde a su vez acciona el mecanismo de expulsión que funciona con varillas previamente diseñadas en el molde también conocidas como botadores las cuales despegarán a la pieza terminada del punzón ya que por los fenómenos de contracción del polímero mencionados la pieza se quedará pegada a este, el mecanismo de expulsión no regresará sino hasta que el molde vuelva a cerrarse, durante este proceso el tornillo regresará y dejará de aplicar presión sobre la boquilla23.. Figura 1.13 - Fase de extraccion23. 1.9.2 CLASIFICACIÓN DE LOS MOLDES Establecer una clasificación específica para todos los tipos de moldes de inyección de plásticos existentes es complicado ya que cada uno ha sido diseñado según la geometría que presenta la pieza a inyectarse, las 23. 44. MENGES, MOHREN, (1983), "Molde para inyección de plástico", Ed. Gustavo Gili, México. Página.
(45) 18 soluciones empleadas para poder crear piezas de gran complejidad geométrica son muy diferentes e ingeniosas, sin embargo es posible establecer una clasificación mucho más general observando patrones que se repiten en ciertos tipos de moldes. Según la cantidad de cavidades que posean se los puede clasificar en: ·. Simples. ·. Múltiples. La determinación de la cantidad de cavidades que se puede construir en un mismo molde depende del peso del material a inyectarse, la presión de cierre disponible en la máquina inyectora y el rendimiento de la plastificación. Otro patrón mediante el cual se puede establecer una clasificación de los moldes es el principio de desmoldeo. El diseño del molde debe permitir que la pieza ya plastificada pueda ser expulsada de la manera más fácil y rápida del molde, además de que no debe perder o ser estropeada la geometría que ha obtenido, según esto se tiene la siguiente clasificación: ·. Moldes para piezas sin resaltes o contraperfiles.- Son los moldes más sencillos y básicos que sirven para poder obtener piezas con formas cúbicas, fuentes, recipientes, etc.. ·. Moldes para piezas con resaltes a contraperfiles exteriores.Estos moldes tienen un grado mayor de complejidad en el diseño del desmoldeo, piezas como tornillos plásticos o tapones de champagne son obtenidas con este tipo de moldes.. ·. Moldes para artículos con resaltes interiores.- Mediante este tipo de moldes se puede obtener piezas de gran complejidad como son obturadores roscados para tubos, caperuzas roscadas.. La norma DIN E 16750 establece la siguiente clasificación “Moldes de inyección para materiales plásticos” ·. Molde estándar (molde de dos placas). ·. Molde de 3 placas.
(46) 19 ·. Molde de mordaza (molde de corredera). ·. Molde de extracción por segmentos. ·. Molde de pisos (molde sándwich). ·. Molde de canal caliente (inyección de termoplásticos)24. 1.9.2.1 MOLDE DE 2 PLACAS Este tipo de moldes es el diseño más común de todos, consiste básicamente en dos placas, las cavidades se montan en la placa que permanecerá fija durante la inyección mientras que la placa macho se monta en la parte móvil, que también permitirá el accionamiento del sistema de extracción, en este tipo de moldes se puede encontrar la boquilla de alimentación situada exactamente en la parte media del molde la cual alimentará directamente a la pieza en caso de tener una sola cavidad o alimentará a un sistema de canales en caso de que el molde contenga varias cavidades, el diseño básico puede sufrir ciertas modificaciones según la necesidad25.. Figura 1.14 - Molde de dos placas25. 24. GASTROW HANS, (1998), Moldes de inyección de plástico 1000 casos prácticos, Barcelona, Pág. 2 RAMIREZ, LOPEZ, (2009), Manufactura de un molde de inyección de plástico para fabricar cabos de paleta de hielo utilizando la tecnología CNC, Pág. 47,48 25.
Figure
+7
Documento similar
Para recibir todos los números de referencia en un solo correo electrónico, es necesario que las solicitudes estén cumplimentadas y sean todos los datos válidos, incluido el
"No porque las dos, que vinieron de Valencia, no merecieran ese favor, pues eran entrambas de tan grande espíritu […] La razón porque no vió Coronas para ellas, sería
Cedulario se inicia a mediados del siglo XVIL, por sus propias cédulas puede advertirse que no estaba totalmente conquistada la Nueva Gali- cia, ya que a fines del siglo xvn y en
Abstract: This paper reviews the dialogue and controversies between the paratexts of a corpus of collections of short novels –and romances– publi- shed from 1624 to 1637:
Habiendo organizado un movimiento revolucionario en Valencia a principios de 1929 y persistido en las reuniones conspirativo-constitucionalistas desde entonces —cierto que a aquellas
The part I assessment is coordinated involving all MSCs and led by the RMS who prepares a draft assessment report, sends the request for information (RFI) with considerations,
Ciaurriz quien, durante su primer arlo de estancia en Loyola 40 , catalogó sus fondos siguiendo la división previa a la que nos hemos referido; y si esta labor fue de
Para denegación hegeliana del mal: «Así como no existe lo fal- so, no existe el mal, es objetada primero por Sade y luego por la subjetividad romántica: en la mé- dula de la
