Simulación de defectos en piezas obtenidas en moldes de inyección de plásticos
71
0
0
Texto completo
(2) UNIVERSIDAD CENTRAL “MARTA ABREU” DE LAS VILLAS FACULTAD DE INGENIERÍA MECÁNICA DEPARTAMENTO DE INGENIERÍA MECÁNICA. TRABAJO DE DIPLOMA. Título: SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.. Autor: LUIS GABRIEL TORRES GARCIA Tutores: Dr. C. Ing. RICARDO ALFONSO BLANCO Dr. C. Ing. YUDIESKI BERNAL AGUILAR Consultante. Ing. YOSBEL G. HERNÁNDEZ HERNÁNDEZ. Santa Clara 2016.
(3) Hago constar que el presente trabajo de diploma fue realizado en la Universidad Central “Marta Abreu” de Las Villas como parte de la culminación de estudios de la especialidad de Ingeniería en Mecánica, autorizando a que el mismo sea utilizado por la Institución, para los fines que estime conveniente, tanto de forma parcial como total y que además no podrá ser presentado en eventos, ni publicado sin autorización de la Universidad.. Firma del Autor Los abajo firmantes certificamos que el presente trabajo ha sido realizado según acuerdo de la dirección de nuestro centro y el mismo cumple con los requisitos que debe tener un trabajo de esta envergadura referido a la temática señalada.. Firma del Tutor. Firma del Jefe de Departamento donde se defiende el trabajo. ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(4) PENSAMIENTO. I ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(5) PENSAMIENTO Virtud: Es aquella fuerza interior que permite al hombre tomar y llevar a término las decisiones correctas en las situaciones más adversas para tornarlas a su favor, el virtuoso es el que está en camino de ser sabio, porque sabe cómo llegar a sus metas sin pisar las de los otros, porque pone a los demás de su lado y los lleva a alcanzar un objetivo común. El virtuoso es el que "sabe remar contra corriente". Es el alma y el espíritu, el ser o el no ser de cada persona, usando su corazón como el supremo mediador. Reflexiones del compañero Fidel: LOS VICIOS Y LAS VIRTUDES 20 de septiembre del 2008. II ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(6) DEDICATORIA. III ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(7) DEDICATORIA. A la Universidad y su Claustro de Profesores que me nutrieron de los conocimientos necesarios, a mi familia y especialmente a mi madre que me apoyaron para llevar a feliz término mis estudios.. IV ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(8) AGRADECIMIENTOS. V ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(9) AGRADECIMIENTOS A la Revolución, al Estado, a la Universidad Central, que han hecho posible que me haga Ingeniero Mecánico. A mis tutores y amigos Dr. C. Ricardo Alfonso Blanco y Dr. C. Yudieski Bernal Aguilar por su contribución y apoyo para la realización de este trabajo de diploma. A mi compañero de estudio Yosbel Giraldo por su apoyo incondicional en toda mis trayectoria estudiantil. A mis padres Belkis, Miguel A, por su esfuerzo y colaboración para que continuara esta carrera. Gracias a ustedes he llegado al final, pues su apoyo siempre fue el mejor para que culminara satisfactoriamente como profesional. A Roberto Franco por ser mi paradigma para el estudio de esta carrera, con su tiempo y dedicación he llegado a cumplir mi sueño de ser un profesional. GRACIAS A mi hermano Ángel Miguel por realizar una gran labor apoyándome en mi trayectoria de estudio. A mi abuela Clara y a mi tía Raquel por dedicarme todo su amor y paciencia en tiempos difíciles. A mi novia y su familia por sus disposiciones ante cualquier circunstancia. A mis amistades Leosvany y Yaneisy por sus consejos y apoyarme cuando más lo necesitaba. A la profesora de economía Tahimí por su ayuda y colaboración en este trabajo de diploma. A los trabajadores de la EIMPUD 1ro de Mayo, por prestarme su tiempo y apoyo en el desarrollo práctico del trabajo de diploma. A mis compañeros de aula y a todos los profesores de la facultad de Ingeniería Mecánica. A mi amigo Carlos por su ayuda a la realización de este trabajo de diploma. A todos aquellos que de una forma u otra contribuyeron a mi desarrollo profesional.. A TODOS MUCHAS GRACIAS. VI ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(10) RESUMEN. VII ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(11) RESUMEN En la vida moderna es notable el empleo de los materiales plásticos, día a día alcanza un papel cada vez más importante y sus aplicaciones abarcan a todas las ramas de la industria, desarrollando el campo de las ciencias de materiales. Los plásticos gozan de una amplia popularidad asociada a su bajo costo de producción, poco peso, elevada resistencia relativa y a la posibilidad de fabricación de piezas en las más variadas formas, tamaños y colores. En el presente trabajo se ilustra cómo el análisis de simulación en ordenador utilizando el software MoldFlow Adviser 2014, permite evaluar determinados parámetros técnicos de la inyección y estudiar el comportamiento de los materiales plásticos en el interior de la cavidad del molde, logrando obtener un estándar aproximado a la realidad, sobre la contracción y defectos que conllevan a la deformación de la pieza. A partir del análisis de la bibliografía consultada, se organiza la información dispersa, se pueden apreciar y se resumen los diferentes factores que inciden en las contracciones y deformaciones que se producen en las piezas obtenidas mediante el proceso de inyección de plástico. Intención del estudio fue demostrar la factibilidad de mejorar el aprovechamiento de los recursos instalados en los talleres metalmecánicos y la disminución del número de piezas defectuosas pronosticando, teóricamente mediante cálculos y simulación del proceso, las posibles deformaciones y contracciones que pueden aparecer en una pieza obtenida por inyección de plástico y así llevar al diseño técnico las correcciones necesarias, previo a la elaboración de moldes y accesorios necesarios al proceso productivo, garantizando un efecto costo beneficio favorable. Con los aspectos teóricos tratados, se resume la simulación del proceso de inyección de plástico, que permite comparar el resultado de la simulación con el modelo real del producto, determinando la coincidencia entre la pieza fabricada y la simulada. Los resultados obtenidos por el método real y la simulación, son comparables entre sí.. VIII ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(12) ABSTRACT. IX ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(13) ABSTRACT Never modern is notable the employment of the plastic materials, day to day it reaches a more and more important paper and your applications hatch to all chases of the industry, by developing the field of the sciences of materials. The plastics enjoy a wide popularity become a partner of your below cost of production, little weight, high relative resistance and to the possibility of manufacture of pieces in the more varied forms, sizes and colors. At present it works illustrates how the analysis of simulation in computer by using the MoldFlow software, permits evaluate certain technical parameters of the injection and study the conduct of the plastic materials in the inside of the cavity of the mold, by achieving it obtain an approximate standard to the reality, on the contraction and defects they share in bearing to the distortion of the piece. As of the analysis of the consulted bibliography, organizes the dispersed information, can appreciate and it is sum up the different factors they fall in the contractions and distortions that it is produced in the pieces obtained by means of the process of injection of plastic. Objective of the study was to demonstrate the factibilidads to improve the use of the installed resources in the workshops and the diminution of the number of faulty pieces by prognosticating, theoretically by means of calculations and simulation of the process, the possible distortions and contractions that they can appear in a piece obtained for injection of plastic and so take to the technical design the necessary, previous corrections to the fitting manufacture and accessory necessary to the productive process, by guaranteeing a cost effect benefit favorable. With the theoretical aspects treaties, sums up the simulation of the process of injection of plastic, that permits compare the result of the simulation with the model real of the product, by deciding the coincidence between the fabricated piece and the simulated thing. The obtained results for the real method and the simulation, are comparable among themselves.. X ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(14) ÍNDICE. XI ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(15) ÍNDICE DE FIGURAS Figuras. Título. Pág.. Figura 1.1. Esquema de factores que influyen en la contracción. 7. Figura 1.2. Contracción de una pieza moldeada. 11. Figura 1.3. Esquema de factores que influyen en las deformaciones. 12. Figura 2.1. Diseño de la pieza. 18. Figura 2.2. Máquina TTI80. 21. Figura 3.1. Localización del frente de flujo. 29. Figura 3.2. Llenado de la cavidad. 29. Figura 3.3. Perfil de compactación. 30. Figura 3.4. Presión de inyección. 30. Figura 3.5. Temperatura del frente de flujo. 31. Figura 3.6. Línea de soldadura. 32. Figura 3.7. Atrapamiento de aire. 32. Figura 3.8. Orientación del flujo. 33. Figura 3.9. Velocidad de la cizalla. 33. Figura 3.10. Confianza de llenado. 34. Figura 3.11. Predicción de la calidad de la pieza. 34. Figura 3.12. Contracción Volumétrica. 35. Figura 3.13. Máxima deflexión nominal. 36. Figura 3.14. Tiempo de ciclo. 37. XII ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(16) ÍNDICE DE TABLAS Tablas. Título. Pág.. Tabla 1.1. Contracciones en % de plástico. 9. Tabla 1.2. Valores típicos de contracción para moldeado de plásticos selectos. 10. Tabla 2.1. Algunas propiedades del polipropileno.. 20. Tabla 2.2. Características técnica de la TTI-80. 21. Tabla 3.1. Porciento de contracción volumétrica. 35. Tabla 3.2. Parámetros pre cargados en el programa basados en la ficha técnica del material y de la maquina utilizada.. 36. Tabla 3.3. Tabla de resultados del análisis de llenado.. 37. Tabla 3.4. Ficha de costo de la tapa. 40. XIII ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(17) LISTA DE ABREVIATURAS Y SIGLAS INPUD. Industrial Nacional Productora de Utensilios Domésticos “1ero de Mayo. PS. Poliestireno. PA. Poliamida. PVC. Policloruro de vinilo. PP. Polipropileno. Máx. Máximo. Mín. Mínimo. Mpa. Mega Pascal. s. Segundos. MFP. Ministerio de Finanzas y Precios. (C/B). Costo/Beneficio. VAI. Valor Actual de los Costos de inversión. VAC. Valor Actual de los Costos totales. XIV ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(18) ÍNDICE PENSAMIENTO ........................................................................................................... II DEDICATORIA ........................................................................................................... IV AGRADECIMIENTOS ............................................................................................... VI RESUMEN ................................................................................................................. VIII ABSTRACT ................................................................................................................... X INTRODUCCIÓN .......................................................................................................... 1 CAPÍTULO I .................................................................................................................. 5 FUNDAMENTACIÓN TEÓRICA SOBRE LOS DEFECTOS EN PIEZAS PLÁSTICAS OBTENIDAS EN MOLDES DE INYECCIÓN. .................................. 5 1.1.. Contracciones y deformaciones en piezas plásticas. ....................................................... 6. 1.2. Factores que influyen en las contracciones de plástico......................................................... 7 1.3. Fórmulas para la estimación de las contracciones. ............................................................... 9 1.4. Tipos de deformaciones. ..................................................................................................... 11 1.5. Defectos que causan deformaciones. .................................................................................. 13 1.6. Fórmula para evitar deformaciones. ................................................................................... 14 1.7. Conclusiones parciales. ....................................................................................................... 16. CAPÍTULO II ............................................................................................................... 17 ANÁLISIS DE LA PIEZA Y PROCESO DE INYECCIÓN. ................................... 17 2.1. Generalidades sobre el diseño de la pieza........................................................................... 18 2.2. Descripción y análisis de la pieza. ...................................................................................... 18 2.3. Selección del material de la pieza. ...................................................................................... 19 2.4. Selección de la máquina de inyección. ............................................................................... 20 2.5. Posibles defectos a analizar en la pieza objeto de estudio. ................................................. 22 2.6. Medidas para eliminar los posibles defectos en las piezas. ................................................ 24 2.7. Conclusiones parciales. ....................................................................................................... 26. CAPÍTULO III ............................................................................................................. 27 SIMULACIÓN Y ANÁLISIS ECONÓMICO DE LA PIEZA. ................................ 27 3.1. Introducción. ....................................................................................................................... 28 3.2. Simulación de la pieza mediante el Moldflow. ................................................................... 28 3.3. Resumen del resultado de la simulación. ............................................................................ 36 3.4. Evaluación económica financiera de la propuesta del molde para el Producto: Tapa Interior. ...................................................................................................................................... 38 3.5. Conclusiones parciales. ....................................................................................................... 42. CONCLUSIONES GENERALES .............................................................................. 44 RECOMENDACIONES .............................................................................................. 47 BIBLIOGRAFÍA .......................................................................................................... 49 ANEXOS ....................................................................................................................... 53 Anexo 1 Plano de la pieza.......................................................................................................... 53. XV ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(19) INTRODUCCIÓN. 1 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(20) INTRODUCCIÓN. En la actualidad, el empleo de los materiales plásticos es notable, día a día alcanza un papel cada vez más importante, la popularización de estos materiales se debe básicamente a su bajo costo de producción, poco peso, elevada resistencia relativa y a la posibilidad de fabricación de piezas en las más variadas formas, tamaños y colores [1]. Los plásticos son aquellos materiales que, compuestos por resinas, proteínas y otras sustancias, son fáciles de moldear con respecto a los aceros y se puede modificar su forma de manera permanente a partir de una cierta compresión y temperatura. Por lo general, los plásticos son polímeros que se moldean a partir de la presión y el calor. Una vez que alcanzan el estado que caracteriza a los materiales que solemos denominar como plásticos, resultan bastante resistentes a la degradación y a la vez, son livianos. De este modo, los plásticos pueden emplearse para fabricar una amplia gama de productos [2]. Las máquinas para inyección de plástico y los moldes que para ello se utilizan constituyen toda una rama particular del diseño mecánico. Hoy en día el campo de las ciencias de materiales se ha ampliado con el estudio de los materiales plásticos, donde el ingeniero mecánico se especializa en el trabajo con este material, que va a tener aplicaciones en distintas ramas de la industria. Conocer sus características y propiedades es un factor determinante que le permite al ingeniero mecánico saber elegir el tipo de polímero adecuado para la fabricación de una determina pieza. La selección de dicho material va a depender del uso que tenga y de las condiciones de trabajo a la que será sometida la misma. La contracción de los plásticos cristalinos tiende a ser mayor que la de los polímeros amorfos, esta se expresa como la reducción de las dimensiones lineales ocurrida durante el enfriamiento, desde la temperatura de moldeo hasta la temperatura ambiente [3]. Según Sevillano [4], la contracción en piezas plásticas es el cambio de volumen que sufre una pieza cuando se enfría una vez transformada y no está solo relacionada con la dilatación térmica, sino también con la solidificación / cristalización del polímero, con las tensiones internas, las restricciones del molde y la termodinámica del proceso. Igualmente este autor considera que la deformación o distorsión en la pieza plástica: es el cambio de forma de una pieza cuando se enfría una vez transformada. La deformación se produce por contracciones diferenciales entre distintas partes de una pieza, que son provocadas por las diferentes tensiones en la dirección del flujo, por los diferentes 2 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(21) INTRODUCCIÓN. espesores de partes de una misma pieza, por diferencias de temperatura en el molde y por diferencias de presiones en distintas partes de la pieza [4]. El análisis de simulación en ordenador, aplicado al proceso de inyección estudia el comportamiento de los materiales plásticos en el interior de la cavidad del molde durante el proceso de moldeo por inyección [5]. Además permite obtener un estándar aproximado a la realidad en cuanto a la contracción de la pieza y algunos defectos que conllevan a la deformación del artículo. La simulación permite evaluar determinados parámetros técnicos de la inyección. Esta evaluación brinda una noción sobre proceso y nos muestra resultados que permiten saber si la inyección del plástico ocurre de manera satisfactoria. El programa de MoldFlow es un programa computacional con el cual los ingenieros pueden simular el flujo de un polímero en un molde por medio de la técnica de moldeo por inyección principalmente. Pertenece al tipo de programas de cálculo de elementos finitos. Este programa ayuda a determinar cuál es la mejor distribución de los canales y el balance correcto, esto es un paso determinante en el diseño de un molde de buena calidad, los canales con buen balance no suelen ser los que la lógica dictaría a primera vista [5]. Lo anterior demuestra la importancia del estudio de los defectos en las piezas plásticas para lograr un diseño de molde que permita obtener un producto final con las características y dimensiones que se requieren. Problema Científico ¿Cómo mejorar la calidad de piezas obtenidas en moldes de inyección? Objetivo General Realizar un análisis por simulación de la pieza tipo tapa a obtener en molde de inyección de plástico para mejorar su calidad. Objetivos Específicos 1. Realizar una búsqueda bibliográfica sobre los defectos que pueden aparecer en piezas obtenidas en moldes de inyección de plásticos. 2. Analizar la pieza tipo tapa y el proceso de inyección. 3.. Realizar un análisis por simulación de los defectos en la pieza que se estudia.. 4. Analizar económicamente la pieza tipo tapa para obtener un determinado valor económico que permita saber si es factible su fabricación. 3 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(22) INTRODUCCIÓN. Preguntas de Investigación 1. ¿Qué fundamentos teóricos sustentan el estudio sobre los defectos en piezas obtenidas en moldes de inyección de plásticos? 2. ¿Cómo analizar la pieza tipo tapa y el proceso de inyección? 3. ¿Qué resultados se obtienen con el análisis de los defectos que pudieran originarse en la pieza de estudio? 4. ¿Cuál sería el costo económico de la pieza tipo tapa? Hipótesis del trabajo Si se realiza un adecuado estudio bibliográfico sobre los defectos en piezas obtenidas en moldes de inyección de plásticos, es posible realizar un análisis por simulación de la pieza en estudio para mejorar su calidad. Justificación La investigación desarrollada en este trabajo de diploma permite contribuir al desarrollo de la industria de plástico en el territorio, al diseño de moldes de inyección y al estudio de los defectos en piezas plásticas durante el proceso de fabricación. Viabilidad de la investigación La investigación es viable ya que se cuenta con profesionales y estudiantes de la Universidad Central “Marta Abreu de Las Villas” y la empresa INPUD de Santa Clara capacitados para llevar a cabo la investigación. Estructura del trabajo El trabajo de diploma consta de resumen, introducción, tres capítulos, así como conclusiones, recomendaciones, bibliografía y anexos. En el Capítulo I se establece la fundamentación teórica de la investigación a partir de determinar los referentes teóricos sobre los defectos en piezas plásticas. En el Capítulo II se realiza un análisis de la pieza y del proceso de inyección. El Capítulo III se dedica a la simulación y análisis económico de la pieza. Finalmente, en la tesis se presentan las conclusiones y recomendaciones derivadas de esta investigación, la bibliografía, y los anexos.. 4 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(23) CAPÍTULO I FUNDAMENTACIÓN TEÓRICA SOBRE LOS DEFECTOS EN PIEZAS PLÁSTICAS OBTENIDAS EN MOLDES DE INYECCIÓN.. 5 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(24) FUNDAMENTACIÓN TEÓRICA SOBRE LOS DEFECTOS EN PIEZAS PLÁSTICAS OBTENIDAS EN MOLDES DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. CAPÍTULO I:. Fundamentación teórica sobre los defectos en piezas plásticas obtenidas en moldes de inyección.. 1.1. Contracciones y deformaciones en piezas plásticas. Según los autores M. Beltrán y A. Marcilla el desarrollo de las máquinas de inyección ha sufrido en los últimos años, lo que ha sido influenciado no solo por el creciente números de materiales y tipos del mismo disponible, sino también por la demanda creciente de los artículos de plásticos. Muchos de los materiales corrientes como (PS, PA, PVC, etc.), se desarrollaron en la década de los años 30 [6]. Se define la contracción de una pieza moldeada como la diferencia entre las dimensiones del molde y las dimensiones de la pieza [7]. Por otra parte Antonio González de Cabañes y Santiago González Mester se referían a que en los últimos años las contracciones, en el diseño de moldes por inyección de plástico, han sido de gran interés debido a que este fenómeno sucede en mayor o menor grado en cualquier proceso de inyección con plásticos peletizados, es la base de muchos errores cometidos en el diseño de piezas. Es por ello, que las medidas necesarias para contrarrestar este efecto, han de ser tomadas originalmente en el cálculo y diseño de las mismas. Las contracciones producidas en el plástico, tal y como sucede en las tolerancias, dependen de las características intrínsecas del plástico y de los parámetros utilizados durante el proceso de inyección [8]. Otro autor, Enrique Maya [1], plantea que las masas plásticas se contraen al solidificarse en el molde por causa del enfriamiento, la consecuencia es que las dimensiones son menores a las del molde, la contracción para cada plástico es distinta, dato importante a tener en cuenta si la geometría de la pieza final es funcional. En la realidad esto se resuelve tomando en cuenta el porcentaje de contracción para la pieza a moldear, es decir se debe sumar dicho porcentaje a las dimensiones del molde con el fin de que la pieza cuando se contraiga se obtenga con las dimensiones deseadas [1]. Por lo antes expuesto podemos llegar a la conclusión que ambos autores coinciden en que la pieza a obtener depende del cálculo geométrico de la misma, el tipo de plástico a utilizar y el enfriamiento.. 6 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(25) FUNDAMENTACIÓN TEÓRICA SOBRE LOS DEFECTOS EN PIEZAS PLÁSTICAS OBTENIDAS EN MOLDES DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. 1.2. Factores que influyen en las contracciones de plástico. En la figura 2.1 se muestra un diagrama causa- efecto donde se ilustran los diferentes factores que se ven afectados por la contracción experimentada por un polímero dado. Los factores más importantes son la presión de inyección, el tiempo de compactación, la temperatura de moldeo y el espesor de la pieza. Al aumentar la presión de inyección, se fuerza la entrada de más material en de la cavidad del molde y la contracción se reduce. El incremento del tiempo de compactación tiene un efecto similar, asumiendo que el polímero no se solidifica y sella la cavidad; el sostenimiento de la presión de inyección fuerza también la entrada de más material dentro de la cavidad mientras tiene lugar la contracción. Por tanto, la contracción neta se reduce [6].. Figura 1.1. Esquema de factores que influyen en la contracción Asociado a lo anterior, el autor (Juan de Juanes Márquez Sevillano) [4] señala que la consecuencia de la contracción y deformación o distorsión de la pieza obtenida por inyección, está dada en el dimensionado del diseño de los moldes y debe ser estimada a priori, aunque esta no sea tarea fácil debido al número de parámetros que influyen en el proceso, como son: . presión de mantenimiento. . el tiempo de actuación de la presión de mantenimiento. 7 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(26) FUNDAMENTACIÓN TEÓRICA SOBRE LOS DEFECTOS EN PIEZAS PLÁSTICAS OBTENIDAS EN MOLDES DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. . la temperatura del molde. . temperatura de la masa plástica. . velocidad de inyección. . temperatura de desmoldeo. Los autores A. Gordillo, M.S. Sánchez y A.B. Martínez [9] en el año 1997 plantean, que el diseño de una pieza o artículo de plástico es un proceso de gran complejidad en el que el diseñador, además de conocer los requerimientos funcionales de la pieza, debe conocer y estar familiarizado con las propiedades de los materiales plásticos, el proceso de transformación, así como las condiciones a que estará sometida la pieza durante su vida en servicio. En el lanzamiento al mercado de un nuevo producto, deben seguirse una serie de etapas, todas ellas interrelacionadas. Esto incluye básicamente todos los pasos esenciales con el objetivo de obtener piezas de gran calidad, como son el diseño de la pieza, el diseño del molde, el mecanizado del molde y la inyección de las piezas. De todo ello se deriva la complejidad del diseño y el completo conocimiento del proyecto que debe tener el diseñador, pues cada cambio producido puede afectar y condicionar a todos los demás procesos. Para establecer los parámetros óptimos de transformación hay que establecer lo que se conoce como una ventana de proceso, además de estas consideraciones hay que optimizar, tendiendo a minimizar el tiempo de ciclo y energía gastada en la transformación. Consideraban A. Gordillo, M.S. Sánchez y A.B. Martínez [9] que la baja conductividad térmica, junto con las contracciones que sufre el material plástico al enfriarse dentro del molde condicionan el espesor máximo que puede tener la pieza inyectada, obligando a diseñar con grandes superficies específicas, a fin de evitar vacuolas internas o los rechupes superficiales que puedan producirse al enfriarse la acumulación de material inyectado. Esta característica y la poca potencia de cálculo que tenían antiguamente los ordenadores hacen que todos los programas comerciales de simulación del proceso de inyección modernicen la geometría de las piezas a través del mallado de superficies y no trabajen con elementos tridimensionales [9].. 8 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(27) FUNDAMENTACIÓN TEÓRICA SOBRE LOS DEFECTOS EN PIEZAS PLÁSTICAS OBTENIDAS EN MOLDES DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. Algunos valores de porcentaje de contracción se muestran en la siguiente tabla 1.1 [6]. Tabla 1.1 Contracciones en % de plástico. Material. % de contracción. Poliamida 6. 1 - 1,5. Poliamida 6+ fibra de vidrio 0,5. 0,5. Poliamida 6,6. 1-2. Poliamida 6,6+fibra de vidrio 0,5. 0,5. Polietileno baja densidad. 1,5 - 3. Polietileno alta densidad. 2-3. Poliestileno. 0,5 - 0,6. Estireno – acrilonitrilo. 0,4 - 0,6. Polimetacrilato. 0,3 - 0,6. Policarbonato. 0,8. Copolimero de acetato Cloruro de polivinilo duro Cloruro de polivinilo blando Acrinitrilo – butadieno - estireno Polipropileno. 2 0,5 - 0,7 1- 3 0,4 - 0,6 1,2 - 2. Acetato de celulosa. 0,5. Acetobutirato de celulosa. 0,5. Propionato de celulosa. 0,5. 1.3. Fórmulas para la estimación de las contracciones. Los rellenos o rellenadores presentes en los plásticos tienden a reducir la contracción. En la práctica del moldeo comercial es necesario obtener del proveedor los valores de contracción para los compuestos específicos de moldeo antes de fabricar el molde. Las dimensiones de la cavidad del molde deben ser mayores a las que se especifican en parte, a fin de compensar la contracción. Para calcular las dimensiones se puede usar la siguiente fórmula 2.1 [10]. 𝐷𝑐 = 𝐷𝑝 + 𝐷𝑝𝑆 + 𝐷𝑝𝑆 2. 2.1. Dónde: Dc = dimensión de la cavidad en pulg (mm). Dp = dimensión de parte moldeada, pulg (mm) S = valores de contracción obtenido de la tabla 1.2 9 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
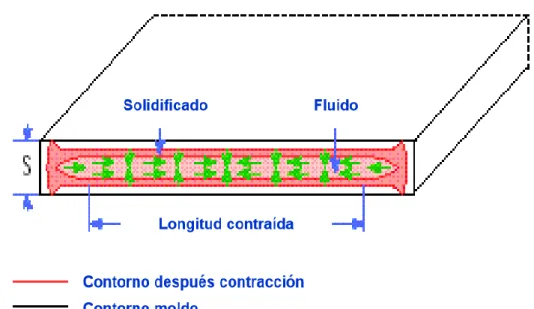
(28) FUNDAMENTACIÓN TEÓRICA SOBRE LOS DEFECTOS EN PIEZAS PLÁSTICAS OBTENIDAS EN MOLDES DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. El tercer término del lado derecho corrige la contracción que ocurre durante el proceso. Tabla 1.2 Valores típicos de contracción para moldeado de plásticos selectos [3]. Contracción pulg/pulg Plásticos (mm/mm) (S) Termoplásticos ABC. 0,006. 𝑁𝑦𝑙𝑜𝑛−6,6. 0,020. Policarbonato. 0,007. Polietileno. 0,025. Poliestireno. 0,004. Cloruro de polivinilo. 0,005 Termofijos. Fenólicos. 0,010. A continuación, se presenta una serie de fórmulas definidas por Sevillano, que constituyen otras variantes para la estimación de la contracción volumétrica y de la contracción lineal. La contracción volumétrica se puede estimar por las siguientes fórmulas 2.2 y 2.3 [4].. Sv =. 𝑉𝑐−𝑉𝑝. 2.2. 𝑉𝑐. Vc= Volumen de la cavidad del molde Vp= Volumen de la pieza moldeada Sv= Contracción volumétrica 𝑆𝑣 = 1 − (1 − 𝑆𝐿 )(1 − 𝑆𝑊 )(1 − 𝑆𝑆 ). 2.3. 𝑆𝐿 =Contracción longitudinal 𝑆𝑊 =Contracción transversal 𝑆𝑆 =Contracción de espesor La contracción lineal se puede estimar con la siguiente fórmula. 𝑆𝑙 =. 𝑙𝑊 −𝑙𝐹 𝑙𝑊. 2.4. 𝑆𝐿 = Contracción Lineal 10 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(29) FUNDAMENTACIÓN TEÓRICA SOBRE LOS DEFECTOS EN PIEZAS PLÁSTICAS OBTENIDAS EN MOLDES DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. 𝑆𝑊 =Dimensión cavidad del molde 𝑆𝐹 =Dimensión pieza moldeada Nota: La contracción se expresa en términos porcentuales Por otra parte, relacionado con esta problemática el autor hace referencia a la contracción del espesor y a las contracciones longitudinales y transversales [4]. 𝑆𝑆 = 0,9 − 0,95 ∗ 𝑆𝑉. 2.5. 𝑆𝐿⁄ = 0,1 − 0,05 ∗ 𝑆𝑉 𝑊. 2.6. 𝑆𝑉 =Contracción volumétrica 𝑆𝑆 =Contracción en el espesor 𝑆𝐿/𝑊 =Contracción longitudinal/transversal Un ejemplo del comportamiento de la contracción se puede apreciar en la siguiente figura 2.2. Figura 1.2. Contracción de una pieza moldeada 1.4. Tipos de deformaciones. Las deformaciones del material pertenecen al grupo de las denominadas lesiones mecánicas. Son consecuencia de procesos mecánicos a partir de fuerzas externas o internas que afectan los elementos constructivos modificando sus características mecánicas. En el 11 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
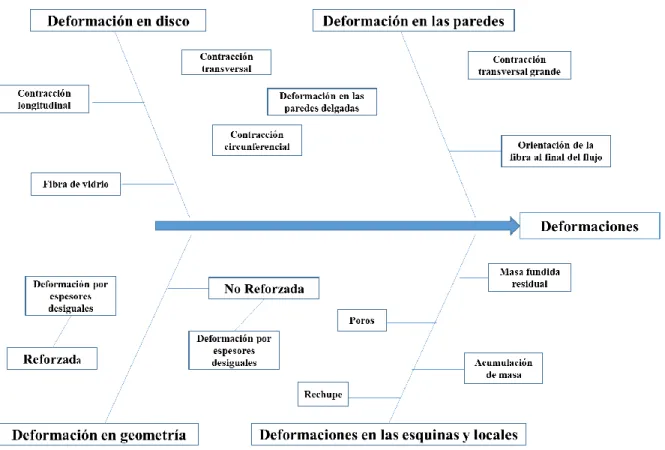
(30) FUNDAMENTACIÓN TEÓRICA SOBRE LOS DEFECTOS EN PIEZAS PLÁSTICAS OBTENIDAS EN MOLDES DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. caso de las deformaciones, son una primera reacción del elemento a una fuerza externa, al tratar de adaptarse a ella [10]. La relación esfuerzo – deformación de los plásticos es no lineal, sin embargo para diversos diseños una aproximación lineal es aceptable. Así también, los esfuerzos y deformaciones calculados tienen diferente significado en los materiales plásticos. Para los componentes metálicos las fallas normalmente están expresadas en términos de esfuerzos, dado que la relación con la deformación es lineal, pero para los plásticos esto no es totalmente correspondiente, debido a su comportamiento no lineal. En otras palabras los criterios de diseños (esfuerzo y deformación) tienen que ser expresado de manera independiente uno de otro [11]. Según Márquez Sevillano existen cuatro tipos de deformaciones: deformación en disco, deformación en las paredes, deformación en geometría y deformación en las esquinas y locales, ejemplos de estas se presentan a continuación en la figura 2.3 [4]:. Figura 1.3. Esquema de factores que influyen en las deformaciones Nota: La posición y el tipo de entrada permiten obtener orientaciones más uniforme de la fibra: 12 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(31) FUNDAMENTACIÓN TEÓRICA SOBRE LOS DEFECTOS EN PIEZAS PLÁSTICAS OBTENIDAS EN MOLDES DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. 1.5. Defectos que causan deformaciones. A la hora de diseñar un molde de inyección de una pieza plástica el autor Fernández Barroso [12] se refiere en el epígrafe 2.6 a los "Defectos a Controlar". Estos pueden aparecer en la pieza tras la solidificación del material y provocar piezas defectuosas que sean rechazadas durante el control con la consiguiente pérdida económica, ya que no cumplirán las especificaciones para las que han sido diseñadas. Por lo tanto para minimizar los errores en el ciclo de producción es necesario conocer el origen de dichos defectos. Para ello se realizarán pruebas y simulaciones con el objetivo de localizar la causa. Una vez conocido el problema se introducirán las medidas oportunas para su eliminación y la correcta disposición del ciclo de producción. Algunos de estos defectos que causan deformaciones son: . Marca hundidas y huecos. Efecto: Marca hundida generalmente en la sección gruesa de la pieza Causa: Una vez el material situado en la superficie exterior ha solidificado, debido a la contracción éste se deforma, hundiéndose. Solución: Diseño de secciones con espesor uniforme o delgadas.. . Deformaciones por expulsión y alabeo. Efecto: Roturas, excesiva tensión, expulsores hundidos, pieza deformada. Causa: Fuerza de desmolde incorrecta. Solución: Expulsores de mayor sección. . Efecto Jetting.. Efecto: Formación de un cordón de plástico fundido que entra en la cavidad del molde desde el conducto de colada, en un movimiento incontrolado. El cordón fundido hace un mínimo contacto con la pared de la cavidad, extendiéndose en pliegues durante la fase de llenado que después son rodeados por el plástico fundido que entra a continuación. Este fenómeno crea una falta de homogeneidad, deformaciones, tensiones locales internas. Causa: insuficiente flujo del polímero fundido desarrollado en la cavidad. Solución: Disminuya la velocidad de inyección [12]. Para Beltrán y Marcilla el tiempo de enfriamiento es una de las variables más importante para conseguir una pieza de buena calidad. Es el tiempo que la pieza requiere para enfriarse 13 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(32) FUNDAMENTACIÓN TEÓRICA SOBRE LOS DEFECTOS EN PIEZAS PLÁSTICAS OBTENIDAS EN MOLDES DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. hasta que se ha solidificado y además ha adquirido la rigidez suficiente para poder ser extraída del molde sin que se deforme. Las partes más externas de las piezas se enfrían a velocidad más rápida. El tiempo de enfriamiento debe ser suficiente para que un espesor considerable de la pieza (al menos el 95% de la pieza) se encuentre frío y así evitar que la pieza se deforme. Lógicamente cuanto mayor sea el espesor de la pieza que se está moldeando mayor será el tiempo de enfriamiento requerido. Como media una pieza de 1,5 mm de espesor requiere de 9 a 12 segundos para solidificar y adquirir suficiente resistencia para poder ser extraída del molde sin deformaciones [6]. Este autor, refiriéndose también al análisis de la etapa de compactación, sugiere que durante ésta se le añada el material necesario para concluir el llenado de la cavidad, compensando los efectos de la contracción térmica que sufre el material durante su enfriamiento y solidificación. Durante esta fase se consigue evitar la presencia de aire atrapado y de rechupe, así como minimizar la contracción final de la pieza y las deformaciones que alguna parte pudiera sufrir. La parte de compactación finaliza cuando la entrada a la cavidad se solidifica, de modo que la máquina ya no puede transmitir la presión de compactación al interior de la cavidad [6]. 1.6. Fórmula para evitar deformaciones. El tiempo de enfriamiento físico comienza al finalizar del llenado volumétrico de la cavidad del molde y finaliza con la apertura del molde y extración de la pieza. El tiempo de enfriamiento restante, se ajusta sobre la máquina, es el tiempo de enfriamiento físico menos el tiempo de pospresión, comenzando al final de la pospresión y finalizando con la apertura del molde [13]. El tiempo de enfriamiento restante se calcula con la fórmula 2.7. 𝑇𝑅 = 𝑇𝐹 − 𝑇𝑃. 2.7. Donde : TR=Tiempo de enfriamiento restante. TF=Tiempo de enfriamiento físico. TP=Tiempo de pospresión. Para las pruebas deberá determinarse el tiempo de enfriamiento restante, desde el punto de vista de disipar el calor suficiente, de forma que la pieza pueda ser desmoldeada en el mismo estado en que se encuetra en el interior del molde (sin deformaciones). 14 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(33) FUNDAMENTACIÓN TEÓRICA SOBRE LOS DEFECTOS EN PIEZAS PLÁSTICAS OBTENIDAS EN MOLDES DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. Un tiempo de enfriamiento demasiado bajo aumenta la contracción, las deformaciones mecánicas por esfuerzos descompensados en la expulsión, y en piezas de paredes gruesas, puede crear una nueva fusión de las capas superficiales ya frías, como concecuencia de la elevada temperatura existente en el núcleo plástico fundido. Una forma simple y aproximada para calcular el tiempo de enfriamiento físico, como valor inicial para el arranque, en una pieza con un espesor de pared ente 1 y 4 mm y temperatura de moldeo por debajo de los 60ºC, es la siguiente fórmula 2.8 [13]: 𝑇𝐹 = 𝐸𝑃 ∗ (1𝑎2 ∗ 𝐸𝑃). 2.8. Donde: TF= Tiempo de enfriamiento físico en seg. EP= Espesor máximo de la pieza en mm. Nota: Para moldes con temperaturas por encima de los 60ºC, el tiempo de enfriamiento físico se incrementa en un 30%.. 15 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(34) FUNDAMENTACIÓN TEÓRICA SOBRE LOS DEFECTOS EN PIEZAS PLÁSTICAS OBTENIDAS EN MOLDES DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. 1.7. Conclusiones parciales. 1.. En el estudio bibliográfico realizado se pudo constatar que hoy en día existe una gran diversidad de materiales plásticos empleados para la fabricación de piezas por el proceso de moldeo por inyección y que cada vez más, se incrementa la demanda de productos plásticos debido a las propiedades y facilidades que ofrece este tipo de material.. 2.. Se pudo apreciar también los diferentes factores que pueden causar las contracciones en una pieza plástica, estas son: proceso de moldeo, moldeo, material y pieza; al igual también existen diferentes tipos de deformaciones en una pieza obtenida por el proceso de inyección de plástico, las mismas son: deformación en disco, deformación geométrica, deformación en las esquinas y locales y deformación en las paredes.. 3.. Entre los factores fundamentales a tener en cuenta durante el diseño de un molde están las posibles contracciones y deformaciones que puede sufrir la pieza que se desea inyectar. Para disminuir estos defectos es necesario analizar detalladamente la configuración de la pieza y el tipo de material plástico a utilizar. Hoy día se dispone de fórmulas para estimar las posibles contracciones y deformaciones, y así poder tener en cuenta durante el diseño del molde, los parámetros correctos de presión de inyección, temperatura de moldeo, régimen de enfriamiento, dimensiones de los distintos componentes y partes del molde, que permitan minimizar los defectos que las contracciones y deformaciones pueden provocar en la pieza plástica que se desea obtener.. 16 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(35) CAPÍTULO II ANÁLISIS DE LA PIEZA Y PROCESO DE INYECCIÓN.. 17 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(36) ANÁLISIS DE LA PIEZA Y PROCESO DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. CAPÍTULO II: Análisis de la pieza y proceso de inyección. 2.1. Generalidades sobre el diseño de la pieza. Antes de empezar a diseñar el molde se debe tener en consideración las características de la pieza que se piensa obtener, de ellas las más importantes son: 1. 2. 3. 4.. Geometría. Material. Peso. Volumen.. La geometría de una pieza de plástico se proporciona generalmente a través de un plano. En la selección del material de fabricación de la pieza plástica se deben considerar algunos factores que involucran: la funcionalidad, la calidad, la economía de la pieza, pero principalmente se debe considerar cumplir normas técnicas por cuestiones de uso del producto, si esto es así, se debe emplear el material que indique dicha norma. Conociendo el material de la pieza a fabricar y la geometría, se puede determinar el volumen y el peso de la pieza a inyectar [1]. 2.2. Descripción y análisis de la pieza. La pieza a analizar es la tapa interior de pomo de leche, que está sometida a variaciones de temperatura durante su uso. La misma es de formar circular, posee un diámetro mayor de 34,6 mm y un diámetro menor de 23 mm. El ancho de la pieza en general es de 2 mm. Presenta tres radios exteriores de 2,5 mm a 1200 (Ver anexo 1). La pieza tendrá la función de evitar que exista algún derrame de líquido y protegerlo del ambiente. El artículo fue diseñado en el software SolidWorks, la misma se muestra en la figura 2.1.. Figura 2.1 Diseño de la pieza 18 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(37) ANÁLISIS DE LA PIEZA Y PROCESO DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. 2.3. Selección del material de la pieza. Para la selección del material se verificaron las características del mismo y sus diferentes aplicaciones. Además, se hizo un análisis funcional y se tuvo en cuenta las condiciones de trabajo de dicha pieza. Se eligió como material para la fabricación de la pieza el Polipropileno. A continuación, se muestran las características generales de dicho material. Nombre comercial: Hostales PPH, Luparen, Vestolen P [14]. Color y aspecto del material corriente en el mercado: masa granulada, incolora, opaca y teñida. Transparente y oscura. Propiedades generales del producto acabado: elevada estabilidad de forma al calor, resistencia a la tracción y al choque, rigidez, buena dureza superficial sin tendencia a la corrosión por tensiones, esterilizable hasta 120 0C, prácticamente sin absorción de agua, se hace quebradizo a temperaturas inferiores a 0 0C. Ejemplo de aplicación: recipientes y objetos de uso doméstico (cubos, fuentes, bidones, frascos), artículos para mecánica fina y aparatos eléctricos, cascos protectores, tacones para zapatos de señora. Temperatura de uso permanente no perjudicial: máximo: 120 - 130 0C. Estabilidad frente a productos químicos: estable frente a ácidos débiles, álcalis débiles, condicionalmente estable frente a alcoholes, acetona, éter, aceite, grasas. Inestable frente a ácidos concentrados, álcalis concentrados, hidrocarburos clorados, benzol, bencina y carburantes. Comportamiento al aplicarle la llama: sigue ardiendo al separar la llama, luminosa con núcleo azul, gotea. Olor al aplicarle la llama: débil a parafina o resina. Tiempo de secado: de 1h a 1.5h a 750C. Contracción: 1,2 – 2 % Densidad (g/cm3): 0.90 a 0.91. 19 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
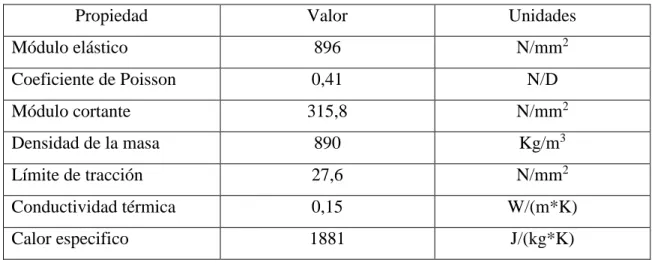
(38) ANÁLISIS DE LA PIEZA Y PROCESO DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. En la tabla 2.1 se muestra algunos valores de las propiedades de este material. Tabla 2.1 Algunas propiedades del polipropileno.. Propiedad. Valor. Unidades. Módulo elástico. 896. N/mm2. Coeficiente de Poisson. 0,41. N/D. Módulo cortante. 315,8. N/mm2. Densidad de la masa. 890. Kg/m3. Límite de tracción. 27,6. N/mm2. Conductividad térmica. 0,15. W/(m*K). Calor especifico. 1881. J/(kg*K). 2.4. Selección de la máquina de inyección. Para la selección de la máquina se tuvo en cuenta el área proyectada de la pieza, la cual se calcula por la siguiente expresión: Área proyectada =πr 2. (2.1). Área proyectada=π18.552 Área proyectada=1080mm2. Según la expresión 2.2 se procede a calcular la fuerza de cierre necesaria: Fuerza de cierre = Área proyectada ∗ Presión maxima de inyección Fuerza de cierre= 0,00108*1,86*108 Fuerza de cierre = 200880N=20,0Ton. Después de calculada la fuerza de cierre necesaria se selecciona una máquina de inyección TTI-80 con una fuerza de cierre de 80 Ton, en la tabla 2.2 se muestran algunas características técnicas de la misma.. 20 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
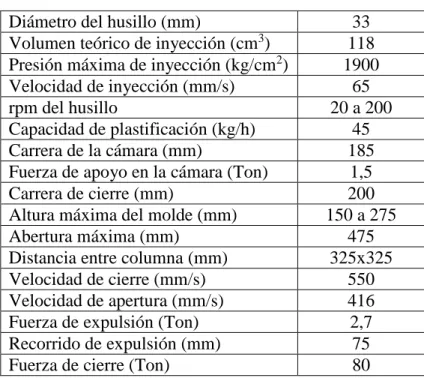
(39) ANÁLISIS DE LA PIEZA Y PROCESO DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. Tabla 2.2. Características técnicas de la TTI-80. Diámetro del husillo (mm) Volumen teórico de inyección (cm3) Presión máxima de inyección (kg/cm2) Velocidad de inyección (mm/s) rpm del husillo Capacidad de plastificación (kg/h) Carrera de la cámara (mm) Fuerza de apoyo en la cámara (Ton) Carrera de cierre (mm) Altura máxima del molde (mm) Abertura máxima (mm) Distancia entre columna (mm) Velocidad de cierre (mm/s) Velocidad de apertura (mm/s) Fuerza de expulsión (Ton) Recorrido de expulsión (mm) Fuerza de cierre (Ton). 33 118 1900 65 20 a 200 45 185 1,5 200 150 a 275 475 325x325 550 416 2,7 75 80. A continuación, se pueden observar imágenes de la maquina TTI-80 (figura 2.2). Figura 2.2 maquina TTI80. 21 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(40) ANÁLISIS DE LA PIEZA Y PROCESO DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. Los parámetros necesarios para dimensionar máquinas de inyección son [15] : . Fuerza de cierre: Fuerza que ejerce el molde al cerrarse, normalmente se proporciona en toneladas.. . Presión: Es la presión máxima que puede impulsar el material a la cavidad del molde.. . Volumen de inyección: Es de material que puede inyectar la máquina en una inyectada, se proporciona en cm³/inyección.. . Velocidad de inyección: Es la velocidad máxima que se impulsa el material, se proporciona en cm³/s.. . Capacidad de plastificación: Es la cantidad máxima de material que es capaz de impulsar al molde, se proporciona en kg/h.. 2.5. Posibles defectos a analizar en la pieza objeto de estudio. Estos defectos pueden hacer que la pieza si es defectuosa sea rechazada ya que no cumplirá las especificaciones para la que ha sido diseñada con la consiguiente pérdida económica. Análisis del llenado y compactación. La utilidad del análisis es prever el comportamiento del material durante el proceso de llenado de la pieza, esto permite detectar posibles problemas, evaluar puntos críticos y todo esto antes de la construcción del molde [15]. Localización del punto de inyección. Localiza la mejor zona donde colocar el punto de inyección. Tiempo de llenado. Representa el avance de flujo plástico durante todo el proceso, desde el inicio y final de la inyección. Presión de llenado. Representa la distribución de presiones en la pieza al final del llenado. Temperatura del frente de flujo. Es el frente de avance de flujo plástico durante el llenado y representa la temperatura en la pieza a su llegada.. 22 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(41) ANÁLISIS DE LA PIEZA Y PROCESO DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. Líneas de soldadura. Este es otro fenómeno muy corriente, cuando se llena el molde la entrada del material se produce siguiendo un frente de flujo que habitualmente encuentra una serie de obstáculos que frenan o favorecen su avance. Cuando dos frentes de flujo están excesivamente fríos puede ocurrir que no suelde bien, produciéndose la línea de soldadura [6]. Atrapamiento de aire. El aire atrapado se encuentra dentro de la cavidad al no poder escapar por los orificios del sistema de venteo del molde o por la falta de líneas de venteo, que es una causa común del origen de este defecto. Otra causa es la tendencia del material fundido a fluir en secciones más gruesas [17]. Otras posibles causas del aire atrapado es el grado de humedad del material y temperatura desigual en el molde [18]. Orientación del flujo en la inyección. Representa la orientación más probable de la dirección del flujo después del llenado de la cavidad para el núcleo y la piel de la pieza inyectada. Permite conocer cómo se disponen las moléculas y prever el comportamiento mecánico. La resiliencia es mayor en la dirección de orientación ya que las moléculas están alineadas en esa dirección. Es importante conocer la orientación del flujo en la zona de unión de los frentes flujos y en las zonas de paso del polímero desde la tira central hasta el aro exterior dónde se produce un aumento leve en la sección de avance. Velocidad de deformación de cizalla (Shear Rate). Se representa la velocidad máxima de deformación de cizalla (1/s) o velocidad relativa entre las diferentes capas adyacentes. La elevada velocidad puede causar degradación cadenas y la disminución de las propiedades mecánicas del material. Confianza de llenado. Se aprecia si el llenado de la cavidad es completo para dar cierta confiabilidad. Calidad de la pieza requerida. Con este análisis se determina el nivel de calidad de toda la pieza desde unos valores bajo, medio y alto. Contracciones. Disminuye el volumen a medida que se enfría el plástico y existe un insuficiente tiempo de enfriamiento [18]. 23 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(42) ANÁLISIS DE LA PIEZA Y PROCESO DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. Cada material posee un porciento de contracción que se tiene en cuenta a la hora del diseño de la cavidad del molde. Deformaciones. Este análisis permite predecir las deformaciones que sufre la pieza una vez enfriada debido a posibles tensiones internas acumuladas durante el proceso. Una de estas deformaciones es la deflexión. Deflexión o pandeo. Es un comportamiento de contracción anisotrópica, que sufre la pieza durante el proceso de inyección, ocasionando dimensiones fuera de tolerancia, y deformación en la parte plástica. Los factores que ocasionan este defecto son: encogimiento térmico asimétrico, comportamiento del material anisotrópico y tensión térmica debido a los efectos geométricos. 2.6. Medidas para eliminar los posibles defectos en las piezas. Líneas de soldadura. . Respecto al diseño de la pieza, se puede incrementar el espesor de pared, lo cual facilitará la transmisión de la presión y mantenimiento en una más alta temperatura de la masa fundida.. . Ajustar el punto de inyección.. . Respecto al diseño del molde, se puede incrementar el tamaño del punto y canales de inyección.. Aire atrapado. . Respecto al diseño de la pieza, se debe reducir el espesor para evitar la tendencia del material fundido a fluir por secciones gruesas.. . Respecto al diseño del molde, se debe poner especial atención en la localización del sistema de venteo, así como rediseñar el sistema de punto de inyección y distribución del material, es decir, cambiar el sistema de canales de inyección, esto alterará el patrón de llenado de tal manera que se debe ubicar adecuadamente el sistema de ventilación.. Deflexión o pandeo. . (Material inadecuado) Cambiar a un material de mayor fluidez.. 24 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(43) ANÁLISIS DE LA PIEZA Y PROCESO DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. . (Diseño deficiente del molde) Cambiar el lugar de entrada, mejorar el pulido del molde.. . (Temperaturas de procesamiento inadecuadas) Aumentar la temperatura de la resina, aumentar el tiempo de enfriamiento.. Contracción. . Incrementar la presión de mantenimiento.. . Incrementar el tiempo de cierre (incremento del tiempo de enfriamiento).. . Adecuar el punto y canales de inyección.. . Variaciones en el espesor de la pared.. 25 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(44) ANÁLISIS DE LA PIEZA Y PROCESO DE INYECCIÓN ________________________________________________________________________________________________________________________________________________. 2.7. Conclusiones parciales. 1.. La pieza puede presentar defectos si se hace un diseño inadecuado del molde y los parámetros tecnológicos del proceso son incorrectos.. 2.. La máquina seleccionada es capaz de llenar la pieza sin ninguna dificultad, pues la fuerza de cierre requerida es menor que la que presenta la máquina.. 3.. Es necesario ante de diseñar el molde realizar un análisis de la pieza, donde se seleccionará el polipropileno como material específico para la pieza según sus propiedades mecánicas. Una de estas propiedades es la contracción del material que influye en las dimensiones de dos de los componentes básicos de un molde, ellos son: la placa porta macho y la placa porta cavidad.. 26 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(45) CAPÍTULO III SIMULACIÓN Y ANÁLISIS ECONÓMICO DE LA PIEZA.. 27 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
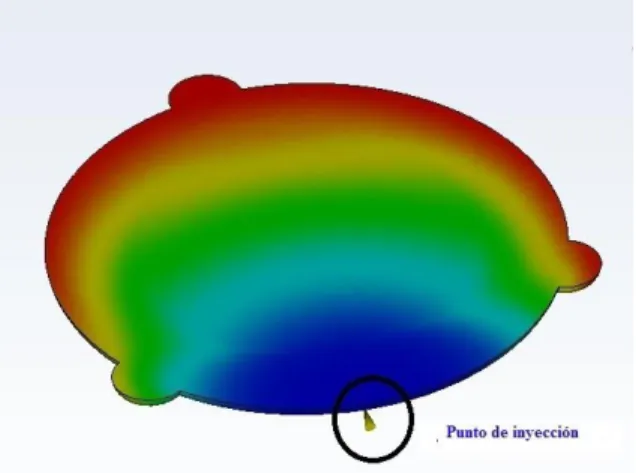
(46) SIMULACIÓN Y ANÁLISIS ECONÓMICO DE LA PIEZA ________________________________________________________________________________________________________________________________________________. CAPÍTULO III: Simulación y análisis económico de la pieza. 3.1. Introducción. Es necesario realizar un análisis del proceso de inyección para conocer como es el comportamiento de la pieza durante el mismo. De esta forma se obtendrá una serie de aspectos de vital importancia que definen la calidad de la pieza. Para este análisis se ha empleado el software Moldflow Adviser 2014 donde se observan todos los parámetros técnicos necesarios. En este capítulo se hace un estudio sobre la influencia de la temperatura, el tiempo de llenado y la presión en el proceso de inyección. Además se obtienen valores de contracción volumétrica y se muestra si la pieza puede presentar alguna deformación y a consecuencia de esto se detalla la calidad de la pieza una vez terminado el proceso. Por último se hace un análisis económico sobre el costo de fabricación de la tapa interior. 3.2. Simulación de la pieza mediante el Moldflow. La pieza se diseñó en el SolidWorks y se exporto al MoldFlow donde se obtienen los siguientes resultados que se presentan a continuación. El plano de esta se muestra en el anexo 1. Análisis de llenado y compactación. Como se planteó en el capítulo anterior, con este análisis se detectan posibles problemas, y se evalúan puntos críticos antes de la construcción del molde. Condiciones de contorno. El software necesita varios parámetros de contorno para determinar las posibles soluciones del estudio, incluye: punto de inyección, temperatura de la masa, temperatura del molde, tiempo de inyección y perfil de presión de compactación en función del tiempo. Se considera que la temperatura del molde es homogénea con un valor de 420 C, la cual se encuentra en el rango de temperatura del molde recomendado para el material (250C a 700C). Localización del punto de inyección. La aplicación determina la mejor localización del punto de inyección además de indicar la fuerza de cierre y la presión de inyección requerida. 28 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
(47) SIMULACIÓN Y ANÁLISIS ECONÓMICO DE LA PIEZA ________________________________________________________________________________________________________________________________________________. La localización del punto de inyección se realiza de forma visual teniendo este como resultado un solo punto de inyección. Esto se muestra a continuación en la figura 3.1. Figura 3.1 Localización del punto de inyección. Tiempo de llenado. El tiempo necesario para realizar la inyección depende del polímero empleado, de la temperatura que este alcanza, de la velocidad de avance del husillo, del tamaño del molde y de los canales que ponen en comunicación el molde con el cilindro de inyección [6]. Se ilustra gráficamente (ver figura 3.2) el recorrido del plástico por la cavidad, el tiempo de llenado según la simulación es aproximadamente de 0,58 s.. Figura3.2 Llenado de la cavidad. 29 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
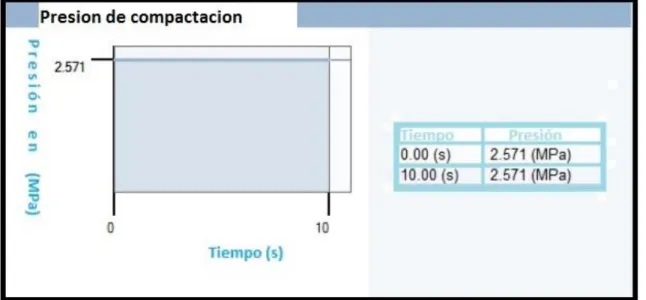
(48) SIMULACIÓN Y ANÁLISIS ECONÓMICO DE LA PIEZA ________________________________________________________________________________________________________________________________________________. Presión de llenado. Una vez finalizado el llenado, el plástico al enfriarse se contrae. Para compensar esa contracción se aplica la presión de sostenimiento o presión de compactación. La presión de compactación es constante como se observa en la figura 3.3.. Figura 3.3 Perfil de compactación en función del tiempo. La presión de inyección real para la pieza posee un valor de 3,214 Mpa (ver figura 3.4) lo cual representa 1,78 % de la presión máxima de inyección, es decir solo se utiliza una pequeña parte de la presión de inyección máxima de la máquina de 180 Mpa. La máquina puede suministrar dicha presión al molde sin ninguna dificultad facilitando su llenado.. Figura 3.4 Presión de inyección. 30 ________________________________________________________________________________________________________________________________________________. SIMULACIÓN DE DEFECTOS EN PIEZAS OBTENIDAS EN MOLDES DE INYECCION DE PLÁSTICOS.
Figure


![Tabla 1.2 Valores típicos de contracción para moldeado de plásticos selectos [3].](https://thumb-us.123doks.com/thumbv2/123dok_es/7399395.468343/28.918.305.615.193.547/tabla-valores-típicos-contracción-moldeado-plásticos-selectos.webp)
+7
Documento similar
