Reparación por soldadura de las herramientas de conformación Estado del arte
102
0
0
Texto completo
(2) Dedicatoria. A toda mi familia y personas allegadas, en especial a mis padres, por enseñarme que nada es imposible y darme fuerzas para haber llegado hasta aquí..
(3) Agradecimientos. Agradecimientos. Quisiera agradecer A mi madre Maggda García y a mi padre Enrique Mesa por haber confiado siempre en mi, por su dedicación y cariño en todo momento. A mi novia Yaisé, por los malos ratos que hemos pasamos juntos, por su comprensión, por su cariño, por ser una amiga, por estar siempre ahí, por estos cuatro años de larga espera y paciencia y por el montón de ratos buenos que hemos pasado juntos, “Te Amo”. A mi tía Ofelia y a mis primos, Victor Amé y Dennis que siempre me han brindado su ayuda y su apoyo en todo momento. A mis hermanos que de una forma u otra siempre confiaron en mí y en ciertos momentos de la carrera me sirvieron de inspiración y de ayuda. A mis suegros por hacerme saber que podía contar con ellos para lo que fuera y por su apoyo incondicional a mi formación como futuro profesional. A mis tutoras Tamara y Martha que sin su ayuda no hubiera sido posible la realización de este trabajo. A todas las personas que de una forma u otra hicieron posible la realización de este trabajo.. ¡MUCHAS GRACIAS!.
(4) Resumen Resumen: En este trabajo se hace una revisión bibliográfica actualizada sobre el tema de la soldadura de reparación de herramientas de conformación. donde se incluye las. características principales de los aceros para herramientas (composición química, metalurgia, tratamientos térmicos típicos, propiedades de soldabilidad, entre otras). Se compila información además acerca de procedimientos para la soldadura de herramientas de conformación y aplicaciones específicas reportadas en la literatura al respecto.. Summary: In this work, a up-to-date bibliographical search about repair welding of forming tools is accomplish taking into account mayor characteristics of tools steel (chemical composition, metallurgy, typical heat treatment, weldability, etc). Information about welding forming tool procedures and specific applications is obtained in this research work..
(5) Índice Índice Introducción…………………………………………………………………………... Capítulo 1: Características generales de los aceros para Herramientas de conformación…………………………………………………………………………. 1.1- Aceros para herramientas. Clasificación…………………………………….. 1. 1.2- Características metalúrgicas de los aceros para herramientas……………. 6. 1.3-Tratamiento térmico de los aceros para herramientas………………………. 8. 1.4- Soldabilidad de los aceros para herramientas………………………………. 11. 1.4.1- Grietas en Frío ……………………………………………………………….. 13. 1.4.2 -Grietas en caliente……………………………………………………………. 22. 4 4. 1.5-Procesos de soldadura utilizados en la reparación de aceros para herramientas. Generalidades………………………………………………………. 1.5.1- Proceso de arco manual con electrodo revestido (SMAW)…………….... 35 35. 1.5.2- Proceso de soldadura por arco con electrodo de infusible y protección gaseosa con gas inerte (GTAW)…………………………………………………... Capítulo 2: Recomendaciones generales para la soldadura de reparación de aceros para herramientas…………………………………………………………... 2.1- Análisis preliminar para la reparación por soldadura de herramientas….... 40. 45 45. 2.2- Secuencia para la reparación por soldadura de herramientas de conformación………………………………………………………………………….. 46. 2.2.1- Reparación parcial de un borde de una herramienta o matriz…………... 47. 2.2.2- Reparación completa del borde de una herramienta. ……………………. 48. 2.2.3- Reparación de fracturas en herramientas o matrices……………………. 50. 2.3-El precalentamiento en la soldadura de reparación de herramientas de conformación…………………………………………………………………………. 52. 2.4- Consideraciones para la selección del metal de aporte para la soldadura de aceros para herramientas………………………………………………………. 2.5- Áreas sensibles al agrietamiento durante la soldadura…………………….. 57 58. 2.6.1- Esquinas o ángulos interiores de la herramienta con muy pequeño o ningún radio de redondeo. ………………………………………………………….. 60. 2.6.2- Conductos de enfriamiento de la herramienta muy cercanos a áreas sensibles al agrietamiento…………………………………………………………... 62.
(6) Índice 2.6.3- Nervios finos en secciones gruesas de la herramienta…………………... 62. 2.7- Técnicas para la soldadura de reparación de herramientas de conformación………………………………………………………………………….. 64. 2.7.1- Hundimiento…………………………………………………………………... 65. 2.7.2- Socavaduras (entallas)……………………………………………………… 2.7.3- Oxidación (suciedad en el depósito debido al cierre)…………………….. 66 68. 2.7.4- Mal planeamiento de la secuencia de soldadura…………………………. 69. 2.7.5- Porosidad…………………………………………………………………….... 74. 2.7.6- Distorsión………………………………………………………………………. 74. Capítulo 3: Aplicaciones de la soldadura de reparación de aceros para herramientas………………………………………………………………………….. 3.1- Procedimiento de reparación de un núcleo de Acero H13…………………. 78. 3.2- Procedimiento para la reparación de una matriz de acero D2……………... 80. 3.3 -Reparación por soldadura de una matriz de acero para herramienta D2.... 84. 78. 3.4- Recuperación de rodillos y matrices de acero D2. Procedimiento de depósito de tres capas para la reparación de grietas y desgarraduras……….. Conclusiones…………………………………………………………………………. Bibliografía……………………………………………………………………………. Anexos…………………………………………………………………………………. 86 90 91 92.
(7) Introducción. 1. Introducción La soldadura de mantenimiento y reparación, a pesar de ser una de las aplicaciones que mayor cantidad de soldadores emplea, cuenta en sentido general con una reputación mal ganada en sentido general, debido a que el soldador es a veces quien tiene la responsabilidad de intentar reparar el equipo o pieza y no cuenta con la información adecuada para poder realizar dicho trabajo. [6, 7] Este es uno de los métodos más comúnmente empleados en la recuperación de piezas, lo que se debe las posibilidades que brinda para la aplicación de capas de material en zonas desgastadas y la capacidad de reparación de piezas partidas También se suma a lo anterior la simplicidad y facilidad de maniobra de algunos procesos dentro de este método. Entre las razones por las que la soldadura de mantenimiento o reparación está carente de reconocimiento como una disciplina independiente y de incuestionable valor económico están las siguientes: 1) Los ingenieros aún confían solamente en las técnicas estándar de producción y en los procedimientos disponibles. 2) Solamente algunos ingenieros soldadores se especializan en soldadura de mantenimiento o reparación. 3) Algunas firmas comercializadoras de consumibles de soldadura recomiendan productos inadecuados, mientras quieren significar que están ofreciendo un consejo de especialista. 4) La carencia o falta de programas de entrenamiento en soldadura de reparación así como de publicaciones autorizadas al respecto. Se. suma. a. esto. la. falta. de. información. experta. y. su. divulgación.. La responsabilidad de la función de la soldadura de mantenimiento y reparación es devolver al servicio con suficiente eficiencia y bajo costo, cualquier pieza partida o desgastada en sustitución de una nueva. En este tipo de soldadura, lo desconocido y las restricciones son los aspectos mas frecuentes a encontrarse. El metal base puede no tenerse definido, la presencia de contaminantes pueden afectar los resultados, los esfuerzos residuales propios de la soldadura también tienen influencia en el resultado final. Otro de los aspectos difíciles de contrarrestar en ocasiones es el de la accesibilidad, ya que hay que trabajar con una pieza que ya está conformada y no es el caso de una producción nueva que puede contemplar un ensamblaje por partes..
(8) Introducción. 2. Cada hora gastada en reparaciones y acondicionamiento, se añade a los costos de la herramienta por pieza fabricada. La herramienta debe estar permanentemente produciendo para rebajar ese costo. La parada de una prensa de una línea de corte o estampación es extremadamente costosa debido a la parada de producción y a la cantidad de personal que esta involucrado. [5] El caso que nos ocupa en este trabajo se trata de la recuperación de herramientas de conformación, tanto partidas como desgastadas o dañadas en sus zonas de trabajo. Estas piezas por lo general son relativamente caras. Esto se debe, en primer lugar a la complejidad de la tecnología de fabricación necesaria, dadas las altas exigencias que requieren, que incluye procesos tales como el electro-erosivo, el uso de herramientas con control numérico, tratamientos térmicos, entre otros, además del costo elevado del material (Ej.: Acero D2 1000 USD/ton), con relación a los aceros de más baja aleación. A esto se le suma que es un proceso de fabricación relativamente lento. Además de esto, en muchas ocasiones puede afectarse el cumplimiento de un volumen de producción a causa de la rotura de una herramienta de conformación y en esos momentos es fundamental tener a mano una solución factible a aplicar para la reparación y puesta en funcionamiento de estas piezas. Teniendo en consideración lo anteriormente planteado, no quedan dudas de la importancia de aumentar conocimientos y experiencias dentro del tema de la reparación de herramientas de conformación. Este trabajo es un primer paso para alcanzar dicha meta. En la región existen varias empresas, tales como el INPUD “1ro de Mayo”, Empresa de Construcciones Mecánicas “Fabric Aguilar Noriega”, EMI “Che Guevara”, en las cuales se utilizan para la producción procesos de conformación en los que emplean herramientas, las cuales, luego de perder sus dimensiones de trabajo o sufrir partiduras, salen de la producción y son vendidas como materias primas a precios sumamente inferiores a su costo de producción. Esto se debe a que estas empresas no poseen procedimientos adecuados para la recuperación de este tipo de piezas. En este trabajo se busca obtener información bibliográfica que permita crear una base de información con vistas a enfrentar el trabajo de la recuperación de herramientas de conformación en la industria nacional. La hipótesis establecida consiste en que teniendo en cuenta las características de composición química y propiedades mecánicas de los aceros para herramientas, los mismos presentan bajas características de soldabilidad, por lo cual se hace necesaria la aplicación de.
(9) Introducción. 3. procedimientos de soldadura no estándares y complejos técnicamente, con vistas a llevar a cabo la recuperación de herramientas de conformación partidas o desgastadas. El objetivo general de este trabajo consiste en hacer una recopilación de información acerca del estado del arte en la temática de la recuperación de herramientas y los consumibles utilizados con este fin. Entre los objetivos específicos se encuentran: 1. Estudio bibliográfico acerca de las características metalográficas, propiedades mecánicas y tratamientos térmicos de los aceros para herramientas. 2. Obtención de información acerca procedimientos y parámetros tecnológicos recomendados para la recuperación de herramientas de conformación. Consumibles más utilizados para su soldadura. 3. Obtención de información acerca de experiencias específicas en la recuperación de herramientas de conformación, reportadas en la literatura..
(10) Capitulo 1. 4. Capitulo 1: Características generales de los aceros para Herramientas de conformación. 1.1- Aceros para herramientas. Clasificación. Los aceros para herramientas y matrices están clasificados por el Instituto Americano del Hierro y el Acero (AISI) y la sociedad de los ingenieros automovilísticos (SAE) en 7 grupos principales. Estos grupos, listados en la siguiente tabla, reflejan generalmente el medio normal de temple (agua, aceite, aire) o las aplicaciones generales de estas aleaciones. [13] Tabla 1.1.1: Principales grupos de aceros para herramientas. Grupo Endurecible en agua Resistente a choque Trabajo en frío. Letra símbolo W S O A D H. Tipo. Al carbono Medio carbono, bajo aleado Endurecible en aceite Medio aleado, endurecible al aire Alto carbono, alto cromo. Trabajo en caliente Cromo (H1-H19) Tungsteno (H20-H39) Molibdeno (H40-H59) Acero rápido T Tungsteno M Molibdeno Molde P Bajo carbono Propósitos especiales L Baja aleación Los grupos están subdivididos en tipos, basados estos en la composición química.. Los de baja aleación endurecibles en aceite contienen manganeso y pequeñas cantidades de cromo y tungsteno. Estos presentan muy buenas propiedades de no deformación y están menos propensos a la distorsión o al agrietamiento durante el tratamiento térmico, que los aceros endurecibles en agua. Debido a su alto contenido de carbono, poseen una adecuada resistencia al desgaste para aplicaciones de jornada corta, a temperaturas cercanas a la ambiente. Ellos presentan buena maquinabilidad y resistencia a la descarburización, tenacidad regular, la dureza al rojo es tan pobre como el acero para herramienta al carbono. Las aplicaciones típicas de estos aceros son en machos de roscas, matrices para tallar roscas, herramientas de conformación y escariadores de expansión. Otra de sus características es que son relativamente baratos..
(11) Capitulo 1. 5. Tabla-1.1.2 Composición química de los principales aceros de herramienta. Tipo AISI SAE W1 W2 S1 S2 S7 O1 O6 A2 A4 D2 M1 M2 M10 H11 H12 H13 P20. C 0,95 0,95 0,33 0,33 0,33 0,92 0,92 1 1 1,5 0,8 0,85 0,9 0,35 0,35 0,35 0,35. Cr 5 0,5 5 1 12 4 4 4 5 5 5 1,25. Composición química (%) V W Mo Otros 0,2 0,2 Si 0,3 Mn 1,35 1 Si;0,4 Mn 0,5 0,3 Si; 1,2 Mn 1 1 2 Mn 1 1 1,5 8 2 6 5 2 8 0,4 1,5 0,4 1,5 1,5 1,5 0,4 -. Los tipos de aceros de mediana aleación, que se endurecen al aire, con alrededor de 1% de carbono, contienen hasta 2 % de manganeso, hasta 5% de cromo, y 1% de molibdeno. El mayor contenido de aleación, particularmente manganeso y molibdeno, le confiere marcadas propiedades de endurecimiento al aire incrementada dureza. Este grupo tienen excelentes propiedades de no deformación, buena resistencia al desgaste y además regulares tenacidad, dureza al rojo y resistencia a la descarburización. Estos aceros son usados para matrices de punzonado, conformado y de enrolado-roscado. El tipo de alto carbono-alto cromo contiene hasta 2.25 % de carbono y 12 % de cromo. Ellos pueden contener también Mo,V y Co. La combinación de alto C y alto Cr da excelente resistencia al desgaste y propiedades de no deformación. Ellos tienen buena resistencia a la abrasión. Los bajos cambios dimensionales durante el endurecimiento hacen muy populares a estos aceros. para matrices de punzonado y de perforación, matrices de trefilado, para. alambres, barras y tubos, matrices de enrolado-enroscado y patrones maestros. Esta aleación no está considerada para bordes cortantes debido a la susceptibilidad a la fractura en el borde. Ellas están además limitada a trabajos por debajo de los 482 ˚C..
(12) Capitulo 1. 6. En el anexo 1 aparece la clasificación de diferentes aceros para herramientas por varias normas internacionales.. 1.2- Características metalúrgicas de los aceros para herramientas. Debido a que los aceros para herramientas generalmente contienen al menos 0,6 % de carbono para proveer dureza martensítica, esto da como mínimo que tengan 60 HRC de dureza, como muestra la figura.. Dureza (HRc). 70 60 50 40 30 20 10 0 0. 0.1. 0.2. 0.3. 0.4. 0.5. 0.6. 0.7. 0.8. 0.9. % de carbono. Fig. 1.2.1: Influencia del contenido de carbono en la dureza máxima del acero en estado templado. El carbono en exceso de la composición eutectoide va a estar presente en los aceros como carburos insolubles en la matriz martensítica. Estos carburos duros aumentan la resistencia al desgaste del acero. Algunos tipos de aceros para herramientas contienen menos % de carbono para proveer tenacidad y resistencia al impacto. El endurecimiento de los aceros para herramientas sigue las reglas generales que gobiernan en otros aceros aleados. El acero al carbono, de bajo C, endurecible en agua, obviamente alcanza menor dureza.. Los aceros para herramientas aleados generalmente. poseen suficientes elementos de aleación para permitir el temple a bajas velocidades, en aceite o aire. Elementos de aleación tales como el Cr, el Mo y el W, los cuales se encuentran comúnmente en los aceros para herramientas, aumentan la temperatura eutectoide del acero, por la estabilización de la fase ferrítica. Adiciones de vanadio tienen un efecto similar, la curva para el vanadio caería entre las del molibdeno y el titanio. Al mismo tiempo el contenido de carbono de la composición eutectoide disminuye con el incremento de la adición de algunas.
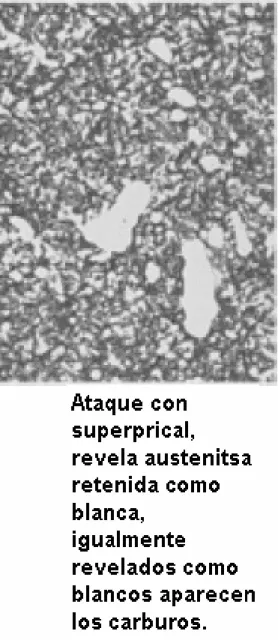
(13) Capitulo 1. 7. aleaciones. Esto tiene lugar debido a que estos elementos tienen mayor afinidad por el carbono que el hierro. Como resultado de esto, en los aceros para herramientas se requieren temperaturas altas para disolver los carburos en la austenita. A mayor contenido de carbono en la austenita es más lenta su transformación a otras estructuras. La austenita de alto porciento de carbono puede quedar retenida a temperatura ambiente, con altas velocidades de temple. El enfriamiento subsiguiente, por debajo de la temperatura ambiente, va a transformar la austenita retenida en martensita. Al mismo tiempo el acero se expandirá y se producirán o incrementarán las tensiones residuales. En general, todos los elementos de aleación de los aceros para herramientas, excepto el cobalto disminuyen la temperatura de transformación austenita-martensita. En la figura, puede ser apreciada la estructura metalográfica del acero D2, el cual es un caso típico de acero para herramienta de alta aleación. Aquí puede apreciarse que estos aceros presentan una estructura martensítica, con carburos uniformemente distribuidos. [8].
(14) Capitulo 1. 8. Fig. 1.2.2: Metalografía del acero D2 (1000x). 1.3-Tratamiento térmico de los aceros para herramientas. El tratamiento térmico apropiado para un acero para herramienta específico debe ser obtenido del fabricante. Cuando después de la soldadura se requiere dar tratamiento térmico, el metal del depósito debe responder favorablemente al tratamiento. Esto hay que considerarlo a la hora de seleccionar el metal de aporte para el trabajo. Cuando se requiere soldar las herramientas en estado endurecido es necesario seguir los procedimientos apropiados. para. minimizar. el. agrietamiento. Debe usarse un precalentamiento y. postcalentamiento adecuado. Cada tratamiento debe incluir alivio de tensiones o recocido. En general la temperatura de la pieza no debe exceder la temperatura original de revenido..
(15) Capitulo 1. 9. Los aceros para herramientas se reciben generalmente del suministrador en estado recocido. Si es posible, las herramientas y matrices deben ser soldadas en esta condición, debido a que el acero va a tener mejor ductilidad. Antes de la soldadura, las herramientas endurecidas deben ser recocidas si es posible. La herramienta soldada debe entonces ser térmicamente tratada para proveer de las propiedades. En el anexo 1 aparecen los diferentes rangos de temperatura recomendados para los distintos aceros para herramientas clasificados por AISI-SAE. Alivio de tensiones El alivio de tensiones debe ser usado para reducir las tensiones internas debido a la soldadura o el maquinado. El calentamiento de la herramienta debe estar por debajo del rango de transformación del acero. Cuando la herramienta está endurecida debe dársele un alivio de tensiones. por re-revenido. En el caso de una herramienta que fue soldada en estado. endurecida no debe ser hecho este tratamiento a temperaturas superiores a la de revenido del acero, ya que el mismo podría alterar la dureza y la tenacidad de la herramienta completa, mientras que la soldadura sólo suaviza la zona térmicamente afectada. Las velocidades de calentamiento y enfriamiento para el alivio de tensiones deben ser similares a las usadas para el recocido. Austenización Esta operación está acompañada por un calentamiento lento a temperaturas por encima del rango de transformación y un mantenimiento a altas temperatura, suficiente para la disolución de los carburos. Las herramientas pequeñas pueden ser calentadas más rápidamente que las grandes. En los aceros de alta aleación el calentamiento se debe realizar por etapas, calentando muy lentamente a una temperatura por debajo del rango de transformación del acero, para luego aplicar un calentamiento rápido dentro del rango de temperatura de austenización que debe estar algunos cientos de grados por encima. El acero de descascarará con un calentamiento lento en una atmósfera oxidante, en dependencia de la temperatura y el tiempo. También puede ocurrir la descarburización en el rango de temperaturas de austenización. Las herramientas y matrices deben ser calentadas en una atmósfera protectora adecuada o en vacío,.
(16) Capitulo 1. 10. para evitar esos problemas. Un mantenimiento excesivo a altas temperaturas, puede causar crecimiento del grano. Temple Los aceros para herramientas son templados en agua, en baño de sales, en aceite, en polímeros o al aire, en dependencia de su composición y del espesor técnico de la pieza. El medio de temple debe enfriar la pieza de trabajo a una velocidad suficiente para obtener dureza completa. Sin embargo es necesario no aplicar una velocidad de enfriamiento excesiva debido al peligro de agrietamiento de la herramienta. Los aceros para herramientas endurecibles al aire pueden ser templados e/ 538-650˚C. La pieza de trabajo debe permanecer en el medio de temple sólo hasta que la temperatura de la herramientas se haya estabilizado, entonces la misma puede ser enfriada o templada en aceite o aire alrededor de de 65˚C, antes del revenido. Si el tiempo de mantenimiento es muy elevado, la austenita puede comenzar a transformarse. Los acero endurecibles en agua tienden a distorsionarse y cambian la forma durante el temple. Las tensiones internas desarrolladas durante el temple en agua pueden fácilmente agrietar los componentes de la herramienta que tengan ángulos agudos y cambios bruscos de secciones, ya que estos constituyen elevadores de tensiones. Por esta razón el endurecimiento superficial se realiza con rociado de agua. El enfriamiento en baño de sales causará menor distorsión que en agua. Revenido El revenido debe realizarse inmediatamente después del temple con vistas a aliviar tensiones y prevenir el agrietamiento. En la mayoría de los casos la herramienta no se enfría a temperatura ambiente después del temple y el revenido. La misma debe ser sacada del medio de temple mientras aún está entre a 65-95˚C y revenida inmediatamente. Dentro del rango recomendado para el revenido en los diferentes aceros específicos, las mayores temperaturas provocan mayor tenacidad en detrimento de la dureza. El revenido a bajas temperaturas provoca máximos de dureza y resistencia al desgaste, pero menor tenacidad. Se recomiendan dos o más ciclos de revenido con enfriamiento hasta temperatura ambiente entre ellos, con vistas a producir una estructura metalúrgica óptima..
(17) Capitulo 1. 11. 1.4-Soldabilidad de los aceros para herramientas. La continuidad de la junta es una característica indispensable en la mayoría de las uniones soldadas [6]. Producto del calentamiento y la fusión locales en el metal de la unión ocurren procesos físico-químicos que determinan el grado de no homogeneidad de las propiedades de la unión con relación al metal base, o que provocan la aparición de defectos en forma de poros, inclusiones no metálicas, grietas, etc. Esto está relacionado con un concepto fundamental dentro de la soldadura, la soldabilidad. Varios autores se han referido a esta propiedad y existen gran cantidad de formas de describirlas. En general en los aceros para herramientas, la dureza máxima, la resistencia al desgaste y la estabilidad dimensional aumentan con la dureza del material; en el caso de la soldabilidad de estos materiales, esta propiedad sigue un orden inverso a las anteriores. Los aceros endurecibles al aire, de alta templabilidad, requieren los mayores cuidados durante la soldadura. Según Howard B. Cary [1] la soldabilidad es la capacidad de los materiales para ser soldados bajo las condiciones impuestas de fabricación, para formar una estructura específica, convenientemente diseñada y para prestar satisfactoriamente el servicio requerido. A diferencia del anterior Seferiam [18] se refiere a la soldabilidad como la aptitud de los metales para ser unidos por soldadura y según él debe abordarse bajo los tres aspectos siguientes: - Soldabilidad operatoria: relativa a la operación de soldadura, estudia las condiciones de realización de las uniones por los diversos procedimientos de soldadura. - Soldabilidad metalúrgica: relativa a las modificaciones físico-químicas producto a la operación de soldadura. - Soldabilidad constructiva: que define las propiedades de conjunto de la construcción por la sensibilidad de la unión a la deformación y a la rotura bajo el efecto de las tensiones. Seferian plantea que un metal es soldable si cumple estas tres condiciones. El grado de soldabilidad representa en sí una característica cuantitativa y cualitativa compleja que muestra cuanto varían las propiedades del metal durante la soldadura y si es realizable o no una unión soldada con determinadas condiciones. Por ejemplo en base a los ensayos mecánicos se puede establecer en cuanto varían la resistencia, la plasticidad, la resistencia al impacto y otras propiedades del metal bajo la acción del proceso de soldadura..
(18) Capitulo 1. 12. El concepto de soldabilidad encierra un complejo de características tecnológicas que incluyen los siguientes índices [16, 17]: -. Sensibilidad del metal base a la oxidación durante la soldadura y a la influencia de la. introducción de los compuestos (para metales químicamente activos). -. Reacción del metal en los ciclos termodeformacionales de la soldadura.. -. Resistencia contra la formación de grietas en caliente.. -. Resistencia a la rotura retardada durante la soldadura (grietas en frío). -. Sensibilidad a la formación de poros (predominantemente para las aleaciones de. aluminio). -. Correspondencia de las propiedades de la unión soldada con las de explotación dadas.. Actualmente existen un considerable número de métodos para determinar las diferentes características de soldabilidad. Con mayor frecuencia se aceptan las dependencias obtenidas en base al análisis regresivo y el empleo de otros métodos matemáticos de elaboración de los datos experimentales. Los defectos del tipo macro y microgrietas surgen en la zona de unión soldada y pueden dividirse en los siguientes grupos de acuerdo al intervalo de temperaturas en que se formen [6, 9]: 1- Macro o microgrietas en caliente, son aquellas que se forman durante el proceso de enfriamiento a elevadas temperaturas en el intervalo correspondiente desde la temperatura de sólidos (líquidos) hasta 900-800 oC. 2- Grietas en frío, o sea, grietas provocadas por el hidrógeno, retardadas, que se forman habitualmente luego de concluida la soldadura, a temperaturas inferiores a los 200-300oC. 3- Grietas de revenido, son las que se forman después de este tratamiento térmico de la unión. 4- Grietas Laminares, las cuales, aunque pueden formarse a elevadas temperaturas (por ejemplo, una microgrieta en caliente), pueden desarrollarse sin embargo, en estado frío y tienen una morfología característica. En el caso de la soldadura de los aceros para matrices la mayor probabilidad de surgimiento de grietas es de las de los tipos 1 y 2. A continuación se explican sus características..
(19) Capitulo 1. 13. 1.4.1- Grietas en Frío Las grietas en frío, grietas provocadas por Hidrógeno, o grietas retardadas, son defectos que surgen al finalizar la soldadura o después de la realización de una pasada, cuando la temperatura en la zona de la unión soldada se encuentra por debajo de los 200-2500C [1, 19, 4]. Estas grietas pueden surgir tanto en la zona afectada térmicamente o de influencia térmica (ZIT) como en la zona fundida. Producto de su colocación (véase fig. 1.4.1) se clasifican en grietas longitudinales (1), transversales (2) (que son más comunes en uniones de grandes espesores), o en la zona de influencia térmica (ZIT) (3). Estas últimas surgen en aquellos lugares donde la temperatura se caracteriza por un determinado sobrecalentamiento por encima del punto A3.. 2. 1 3 Fig. 1.4.1: Localización en la unión de las grietas en frío.. Se ha establecido que el proceso de formación de grietas en frío incluye tres estadíos: el preparatorio, el de incubación y el de rotura espontánea. Los primeros dos estadíos caracterizan el proceso de generación y el tercero el proceso de propagación de la grieta. Las grietas en frío nacen en la frontera del grano austenítico, como resultado de la deformación plástica a elevada temperatura, durante la cual aumenta la densidad de dislocaciones móviles y la energía elástica de las estructuras deformadas [10]. Posteriormente aparecen submicrogrietas, que constituyen el resultado del deslizamiento por la frontera de grano y la difusión de las vacantes con la frontera. El hidrógeno y el azufre disminuyen la energía superficial de la frontera del grano, lo que favorece el crecimiento de cavidades y submicrogrietas. Las grietas en frío no siempre salen a la superficie de la pieza soldada, ellas pueden ser internas y tener pequeñas dimensiones. En estos casos su descubrimiento es dificultoso.
(20) Capitulo 1. 14. mediante los métodos de defectoscopía como son los de líquidos penetrantes, ya que estos no son sensibles a los defectos de este tipo. Por esto se emplean mayormente los métodos de control por ultrasonido y emisión acústica. Este tipo de grietas se diferencia generalmente de las grietas en caliente en que tienen menos ramificaciones y aberturas. Las grietas abiertas, en las que penetra el aire aparecen oxidadas y pueden tener color castaño oscuro o azul. El espesor de la película de óxido en estas grietas no es muy grande. Las grietas de este tipo surgen prácticamente siempre en uniones soldadas de aceros de alta resistencia. Para la formación de grietas en frío en la unión soldada se deben dar tres condiciones: 1- La microestructura de la ZIT o de la zona fundida debe tener sensibilidad microestructural elevada. Dentro de estas estructuras se encuentran la martensita o bainita inferior, las que se forman por lo general en la soldadura de aceros de elevada resistencia. 2- En la zona de la unión soldada debe existir un mínimo de hidrógeno difusivo. 3- En la zona de la unión deben actuar tensiones de tracción. Como ya se ha dicho, uno de los factores fundamentales que influyen en la formación de grietas en frío es el hidrógeno [H]. Este elemento, que se encuentra en el metal de la costura, puede provenir del revestimiento del electrodo, del fundente, de la humedad del medio, de las impurezas de los gases protectores o de las suciedades presentes en los alambres o bordes a soldar. Estos últimos, cuando se encuentran recubiertos de herrumbres, constituyen una potente fuente de hidrógeno que penetra en la costura. Durante la soldadura manual la mayor fuente de [H] los constituye el revestimiento del electrodo. Para disminuir el [H] los electrodos o fundentes deben de calentarse en un horno a una temperatura entre 300 y 350oC por algunas horas antes de soldar. También constituyen fuentes de hidrógeno los materiales de aporte (alambres) que en los procesos de fabricación se exponen a la acción del ácido clorhídrico. La cantidad de [H] en el metal de la costura se da en ml/100g de metal fundido. En dependencia de la tecnología de soldadura esta cantidad varía en los límites de 1-30 ml. La solubilidad y distribución del [H] en el metal de la costura depende de la concentración y tipo de inclusiones, de la existencia de microporos y sus dislocaciones, de macroporos y de la velocidad de enfriamiento. A partir del metal de la costura el hidrógeno se difunde a la zona afectada térmicamente (ZIT), en lo fundamental en el período de transformación austenitaferrita del metal de la costura. En el esquema (véase Fig. 1.4.2) se puede ver como en el.
(21) Capitulo 1. 15. metal de la costura ya ocurrió la transformación austenita-ferrita, mientras en la ZIT aún continúa la fase austenita. Producto a que durante la transformación austenita-ferrita la solubilidad del [H] en el metal de la costura disminuye bruscamente, una gran parte este se difunde a la ZIT. El [H] que se fija a la unión soldada a elevadas temperaturas se encuentra en estado atómico. Con la disminución de la temperatura, aproximadamente por debajo de 200oC este se transforma de atómico a molecular en una determinada superficie libre, con el surgimiento de grandes presiones del gas en estos lugares. Como ya se planteó, el coeficiente difusivo del hidrógeno presenta anomalía a temperaturas inferiores de 200oC. El valor del coeficiente difusivo no sólo depende del contenido de elementos de aleación introducidos y sustituidos, sino también de la densidad de dislocaciones y de la magnitud de las tensiones elásticas. De tal forma el [H] en la unión, después de la soldadura, se caracteriza no sólo por la segunda ley de Fik sino también por el gradiente de potencial químico. Durante la soldadura sin precalentamiento o tratamiento térmico posterior, producto de la difusión, la concentración de [H] en la ZIT aumenta con el transcurso de algunos días después de la soldadura.. Fig. 1.4.2: Difusión del [H] en la unión soldada..
(22) Capitulo 1. 16. En la figura 1.4.3 se representa la concentración de [H] (a través de la relación del contenido instantáneo e inicial) en el metal de la costura y en la ZIT después de someterse a la temperatura de 25oC en el horno, algunos días. En este caso se soldaron placas de espesor 50 mm con el proceso manual por arco (29.7 kJ/cm). La solubilidad del [H], al igual que su difusión, dependen de la cantidad total de poros y microporos en la zona de la unión. La figura muestra la variación de la concentración de [H] en el metal de la costura y en la ZIT donde el volumen total de poros es de 0,1 y 0,25% respectivamente.. [H]inst../[H]inic.. 1h I. 10h 1día I I. 5. Zona de transición. 4 3 2. Costura soldada. 1 0. I I I I 100 101 102 103 104 Tiempo después de la soldadura (seg.). I 105. I 106 (escala logarítmica). Fig. 1.4.3: La figura muestra la variación de la concentración de H en el metal de la costura yen la ZIT donde el volumen total de poros es de 0,1 y 0,25% respectivamente. El régimen térmico, en particular el empleo de calentamiento después de la soldadura, es el que más favorablemente influye en la salida de [H] del metal de la unión. La Fig. 1.4.4 muestra la dependencia entre la concentración de [H] en la ZIT con respecto al tiempo de permanencia a diferentes temperaturas en las condiciones de soldadura manual por arco. Si a la temperatura de 25oC el máximo contenido de [H] se alcanza en 5 días, con un calentamiento después de la soldadura hasta 150oC el máximo contenido de [H] posee un nivel.
(23) Capitulo 1. 17. prácticamente constante e igual al alcanzado inmediatamente después de terminada la soldadura. 1h I. Hinst./Hinic. 10h 1día 5 días I I I. 6 5 4 3. 250C. 2. 750C. 1. 1000. 0 I 0. 10. I 101. I 102. I 103. I 104. I 105. 1500C I 106. (escala logarítmica). Tiempo después de la soldadura (seg.). Fig.1.4.4: Concentraciones de [H] en la zona de influencia térmica en distintos períodos de tiempo después de la soldadura.. La solución más sencilla al problema de disminuir el contenido de [H] la constituye el empleo de aquellas tecnologías de soldadura que garanticen una baja concentración de este elemento en la costura. Para la soldadura manual con arco existen electrodos del tipo básico con un control del contenido de [H]. Estos electrodos con condiciones óptimas deben garantizar un contenido de [H] en el metal fundido inferior a 15 ml/100g. A continuación se señalan los contenidos de [H] para algunos procesos de soldadura..
(24) Capitulo 1. 18. Tabla 1.4.1: Contenido de [H] en dependencia del proceso de soldadura. Contenido de Proceso [H] (ml/100g) Soldadura en mezcla de gases, CO2 y Ar - Alambre limpio…………………………………………………….… - Alambre sucio……………………………………………………….... 2-7 6-12. Soldadura manual por arco - Electrodo revestido, calcinado a 400-500 oC ……………………….. -Revestimiento básico no calcinado ………………………………….. - Revestimiento básico calcinado a 100-150 oC ………………….… - Revestimiento de rutilo ………………………………………………. 3-7 6-12 12-20 20-35. Soldadura Bajo fundente -Alambre limpio y fundente calcinado........................................... 5-10. La presión del [H] difusivo durante la transformación al estado molecular que se manifiesta en las partes recalentadas de la ZIT, influye en lo fundamental cuando en ellas se forma una fase martensítica o fase dura del tipo bainita inferior. Las zonas de las fronteras de los granos primarios, antes del propio desarrollo de las grietas provocadas por el [H] pueden deteriorarse como resultado de procesos que tienen otros mecanismos y ocurren a elevadas temperaturas. Este proceso puede ser la dilución de parte de los sulfuros o los carburos y la posterior precipitación de la solución sólida de sulfo-nitruros u otra fase, los que disminuyen la resistencia cohesiva de los límites de granos. También puede ocurrir la segregación de elementos superficialmente activos que elevan la energía en la frontera de granos. Finalmente, de esta relación no se debe excluir la posible influencia dinámica del crecimiento de las agujas martensíticas en la dirección de la frontera de los granos. La tendencia a la fragilidad de la ZIT, como resultado de las transformaciones estructurales, depende de la composición química del acero y del ciclo térmico de soldadura. En esto influye la velocidad de variación de la temperatura en el intervalo de de 800-500 oC. El ciclo térmico de soldadura se puede regular a través de la variación de la tecnología de soldadura, de los parámetros del régimen de soldadura (energía lineal) y el empleo de un precalentamiento o un calentamiento posterior; o sea, gobernando el régimen térmico de soldadura. A pesar de esto, en diferentes aceros se puede determinar su tendencia a la fragilidad producto de las.
(25) Capitulo 1. 19. transformaciones estructurales. El carbono equivalente (Ceq.) determinado a través del método IIS y el japonés aparece a continuación. Ceq. IIW = C +. Mn Cr + Mo + V Ni + Cu + + (%) 6 5 15. Ceq. Japones = C +. Mn Si Ni Cr Mo + + + + (%) 6 24 40 5 4. Con este fin se emplean algunas ecuaciones paramétricas. Entre las más conocidas se encuentran las de Itto y Becio. PCM = C +. Si Mn Cu Ni Cr Mo V + + + + + + + 5B (%) 30 20 20 60 20 15 10. Esta ecuación fue obtenida en base a resultados de investigaciones de la tendencia a la formación de grietas del tipo “Tekken” [11]. En general los aceros con un Ceq. > 0.4-0.45 son propensos al agrietamiento en frío durante la soldadura. Uno de los criterios que muestra la tendencia a la fragilización por las transformaciones estructurales lo constituye la dureza de la ZIT. Aunque la relación de estos índices no es la misma, para la mayoría de los aceros de construcción un magnitud de dureza de hasta HV=350 garantiza que no ocurren la formación de estructuras duras durante la descomposición de la austenita. Si la dureza de la ZIT es superior a 350-400 HV entonces las estructuras contienen fases duras, tendientes a la formación de grietas en frío. Para los aceros no aleados o de baja aleación se puede obtener la máxima magnitud de dureza de la ZIT, en base a su composición química, como aparece en la fórmula siguiente: HV máx. = 90 + 1050 C + 47 S + 75 Mn + 30 Ni + 31 Cr (%) Otro factor fundamental que influye en la formación de grietas en frío es la existencia de tensiones residuales de tracción luego de finalizar la soldadura. La magnitud de estas tensiones depende del espesor de la unión soldada y sobre todo de la rigidez de la parte a soldar de la construcción. Habitualmente estas tensiones se expresan mediante un coeficiente k de intensidad de la rigidez N/mm2, el que representa la fuerza que provoca la abertura de 1mm. Este coeficiente es empleado por Itto y Becio en base a datos obtenidos durante la evaluación del agrietamiento en el modelo tipo “Tekken”, de diferentes espesores con una preparación de bordes en “V”. Este método de investigación permite expresar el coeficiente K de la siguiente forma: K=KoS, donde.
(26) Capitulo 1. 20. Ko: constante igual a 69, s: el espesor de la placa (mm). Investigaciones realizadas en tiempos recientes muestran que la constante Ko =69 se puede emplear para cálculos aproximados de espesores de hasta 150 mm. Sobre la base del estudio de los tres factores básicos que posibilitan el agrietamiento y de muchos resultados experimentales, Itto y Becio arribaron a la siguiente ecuación para evaluar la tendencia de los aceros al agrietamiento. PW = PCM +. H K + (%) 60 40 ⋅10 4. Donde Pcm- Coeficiente que caracteriza la tendencia. a la fragilidad por las transformaciones. estructurales. H- Cantidad de Hidrógeno difusivo en el metal de la costura establecido a través del método japonés del IIS. Hjap.=0.64 HIIS-0.93 K- Coeficiente de intensidad de la rigidez (N/mm2). Múltiples mediciones demostraron que el acero es tendiente a formar grietas si Pw > 0.286 Muchos aceros, en particular los de elevada resistencia, tienden al agrietamiento durante la soldadura. Para eliminar este defecto se hace también necesario la disminución de la rigidez total de la unión soldada, lo que habitualmente exige la variación de la solución constructiva; además de la disminución del contenido de hidrógeno difusivo, a través de un control exacto y selección de la tecnología de fabricación con el empleo de una tecnología o parámetros del régimen de soldadura que eviten la fragilización producto de las transformaciones estructurales y que alivie la difusión del hidrógeno en la costura. Como ya se ha dicho, la velocidad de enfriamiento en la ZIT depende también de la cantidad de calor que se introduce, o sea, de la magnitud de la energía lineal de soldadura. Frecuentemente con este fin se emplea un precalentamiento con vistas a ejercen un control sobre el régimen térmico de soldadura. Existen múltiples métodos para determinar la temperatura de precalentamiento, sin embargo ninguno es universal. A partir de la ecuación de Itto-Becio se puede determinar la temperatura de precalentamiento. Tprec.=1440 Pw-392 (oC).
(27) Capitulo 1. 21. Seferiam recomienda: T prec. = 350 [C ] − 0,25 ( 0 C ). Donde [C]=[C]q (1+0.005s) Según el método de la Asociación de Investigadores en Soldadura Británicos (BWRA) el carbono equivalente se determina como: Ceq. = C +. Mn Ni Cr + Mo + V (%) + + 20 15 10. En la mayoría de los trabajos sobre soldabilidad y tecnología de soldadura se plantea que la temperatura de precalentamiento se puede determinar también a partir del conocido diagrama isotérmico o de descomposición ininterrumpida de la austenita para un acero dado. De acuerdo con estos trabajos la temperatura de precalentamiento se debe elegir de 30-50oC, por encima del punto Ms. Tal afirmación envejeció y para ensambles de aceros de baja aleación no se acepta. Actualmente existe el criterio de que la temperatura de precalentamiento en general no debe sobrepasar el punto Ms. En lo concerniente a la eliminación del hidrógeno difusivo [H] de la zona de la unión soldada se admite que el mayor significado lo tiene el calentamiento posterior de la pieza, con el cual, a temperaturas de 100-200oC, se disminuye en lo fundamental la velocidad de enfriamiento en la ZIT a temperaturas por debajo de 300oC. Durante la soldadura de construcciones de acero de alta resistencia, como regla, es efectivo un calentamiento posterior en el horno 30-60 min a temperatura de 100-150oC. Durante la soldadura de aceros de grandes espesores (40 mm o más) el calentamiento posterior se debe extender a algunas horas (3-5 horas). Durante la soldadura de aceros de mayores espesores (ej.300 mm) la soldadura se puede interrumpir reiteradamente y emplear un calentamiento posterior. Además de este agrietamiento en frío, que se origina fundamentalmente en la zona afectada térmicamente (ZIT) existe otro tipo de agrietamiento que tiene como causa el hidrógeno difusivo, la existencia de tensiones y las estructuras de alta dureza, el cual se denomina agrietamiento transversal, debido a que las grietas se localizan en el depósito de forma perpendicular a la dirección de soldadura. Este es el tipo de agrietamiento menos frecuentemente encontrado, y está asociado generalmente con un metal del depósito de alta resistencia, con un metal base con esa misma característica. La primera diferencia es que el.
(28) Capitulo 1. 22. agrietamiento transversal ocurre en el metal depositado como consecuencia de las tensiones residuales longitudinales. Como el depósito soldado se contrae longitudinalmente, sobre el metal base se ejerce una fuerza que lo comprime. La alta resistencia del metal circundante restringe la contracción requerida del material del depósito. Debido a esta restricción el metal del depósito desarrolla tensiones longitudinales las cuales facilitan el agrietamiento en la dirección transversal Cuando aparece el agrietamiento transversal debe garantizarse la realización del procedimiento con bajo aporte de hidrógeno. Las condiciones de almacenamiento de los electrodos deben ser cuidadosamente revisadas. Si lo anterior constituye un problema, entonces es necesaria una reducción de la resistencia del metal del depósito. Por supuesto, los requerimientos de diseño deben ser tenidos en cuenta. El precalentamiento puede aliviar el agrietamiento transversal, ya que este provoca la difusión del hidrógeno. Con el precalentamiento se va a expandir la longitud de la unión soldada permitiendo que el metal del depósito y el de la unión se contraigan al mismo tiempo y reduciendo así las tensiones durante la contracción del depósito. Esto es particularmente importante cuando se realizan costuras circunferenciales. Finalmente, un tratamiento de alivio de hidrógeno posterior, que incluye el mantenimiento del acero entre 250-450˚C por períodos prolongados de tiempo (generalmente 1 hora por pulgada de espesor), va a eliminar el hidrógeno residual.. 1.4.2 -Grietas en caliente. Se denomina grietas en caliente a la rotura intercristalina frágil de la costura soldada o de la zona afectada térmicamente (ZIT), que aparecen en el intervalo de temperaturas de fragilidad (RTF) del material, producto de la influencia del ciclo termodeformacional de soldadura [9, 19, 10]. El agrietamiento en caliente puede ocurrir como resultado del efecto combinado de la contracción térmica, característica de cualquier proceso de soldadura, que involucre calentamiento localizado y enfriamiento con la falta de ductilidad del metal a temperaturas elevadas como para soportar dichas tensiones. En el proceso de soldadura la cristalización del metal de la costura entra bajo la acción de tensiones de tracción que surgen y se desarrollan en la unión producto de la no libre contracción de la costura y zonas aledañas del metal base calentado no uniformemente. De acuerdo con la representación general aceptada.
(29) Capitulo 1. 23. estas grietas aparecen en aquellos casos en que la intensidad de crecimiento de las deformaciones en el metal de la unión soldada, durante el período de enfriamiento provoca deformaciones mayores que su plasticidad en las condiciones térmicas dadas. Estas grietas se pueden presentar en la etapa final de la solidificación de la pileta líquida del metal de soldadura, denominándose “grietas de solidificación”, o pueden ocurrir en la zona afectada por el calor y se denominan “grietas de licuación”, ya que se producen debido a la licuación de fases segregadas en el borde de granos, muy próximo a la línea de fusión. Todo material, o combinación de materiales tiene un rango de temperaturas característico de sensibilidad al agrietamiento en caliente, denominado rango de temperaturas de fragilización (RTF) en el cual disminuye bruscamente la plasticidad de metal. δ. TLS. TS. TL. T. Fig. 1.4.5- Carácter de la variación de la plasticidad (δ) de los metales y aleaciones durante su calentamiento hasta TL. La plasticidad mínima en el RTF puede disminuir hasta un 0,1-0,5%. Cuando el metal calentado hasta la fusión comienza a enfriarse y alcanza la temperatura TL, en él comienza a formarse una fase sólida. En este momento el volumen de la fase sólida no es grande y el metal se encuentra en estado líquido-sólido, su plasticidad prácticamente no se diferencia de la del líquido ya que los cristales de la fase sólida se desplazan libremente en el líquido y no se limita su capacidad de moverse y tomar cualquier forma. Cuando se alcanza la temperatura TLS, denominada temperatura límite superior del intervalo de fragilización, el metal pasa al estadío sólido-líquido, que se caracteriza por un aumento de la fase sólida durante el cual la posibilidad del líquido de desplazarse por los intersticios entre los granos disminuye bruscamente..
(30) Capitulo 1. 24. Durante la deformación ocurre la paralización de los granos y la continuación del proceso sólo es posible en el caso de la deformación plástica del propio grano o los deslizamientos de uno con respecto a los otros (habitualmente estos procesos ocurren simultáneamente) [12]. La deformación de tal agregado bifásico, conservándose la continuidad en la dirección de la acción de las tensiones sólo es posible durante el aplastamiento de los puntos de contacto de los granos, su giro y su deformación. El estadío temprano de tal deformación no incluye la posibilidad de ningún desplazamiento del líquido en el espacio intergranular. En caso de que la circulación del líquido entre los granos se rompa es necesario, para la subsistencia entre ellos de una película de líquido, que los propios granos absorban la tensión de tracción. La probabilidad de tal existencia en tal estadío de solidificación es grande, ya que la resistencia a la rotura del pequeño volumen de líquido aislado puede ser muy significativa. Esto depende de la tensión superficial, la temperatura y la viscosidad del líquido, sin embargo, la resistencia de la fase sólida ya cristalizada en este período es mucho mayor y por esto, si ocurre la rotura, ella se produce en la frontera de los granos, o sea que tiene carácter intercristalino. La plasticidad del metal en tal estadío es muy baja (en el orden de las décimas de porciento). En el mismo tiempo comienza a aumentar la resistencia a la deformación plástica con la aparición del efecto de paralización del grano y la limitación de la circulación de la fase líquida. Si el valor de la deformación en el metal se encuentra en tal estado que sobrepase su capacidad de deformación ocurre la rotura frágil por la película líquida. La posterior disminución de la temperatura aumenta la resistencia volumétrica del líquido, disminuye su volumen y aumenta el número de contactos entre los granos. Al mismo tiempo aumenta la resistencia de los propios granos. Cada unión soldada en el proceso de su fabricación pasa por un intervalo de temperatura de tendencia a la formación de grietas en caliente. El RTF también está caracterizado por una cierta deformación mínima, la deformación crítica (DC) necesaria para provocar agrietamiento en caliente. A medida que las grietas en caliente se forman, durante la solidificación en la soldadura, se producen las deformaciones, cuya velocidad desempeña un papel importante. Es posible que se exceda cierto valor crítico de velocidad de deformación antes de la aparición de grietas, llamado velocidad de deformación crítica (VDC) para una caída de temperatura dada. Según estos conceptos, el RTF se determina por tres criterios característicos:.
(31) Capitulo 1. 25. . Rango de temperaturas en el cual se forman las grietas en caliente, ∆TRTF . Deformación crítica (DC) . Velocidad de deformación crítica para una disminución de temperaturas dada. Una representación esquemática del RTF se muestra en la figura D VD. Donde: D: deformación VD: velocidad de deformación DC: deformación crítica VDC: velocidad de deformación crítica para una disminución de temperatura dada.. ∆TRTF. DC. θ. Tanθ=VDC. Temperatura decreciente Fig. 1.4.6: Rango de temperaturas de fragilización (RTF) El la soldadura, las deformaciones son producidas por la contracción durante la solidificación de la pileta líquida y el enfriamiento de las zonas adyacentes. La deformación resultante depende del proceso de soldadura, el calor aportado y la rigidez del componente. En consecuencia, las condiciones para la formación de fisuras en caliente para una cierta unión soldada no son cuantificables, debido a que las condiciones de carga son inciertas. La porción del material que atraviesa un cierto ámbito de temperaturas de fragilización se denomina zona susceptible a grietas. Esta zona se puede extender en mayor o menor medida, lo cual depende del material, las condiciones de soldadura, el espesor de la pieza, etc. El efecto de las segregaciones y microsegregaciones es decisivo, ya que, tanto puede extender al rango de temperaturas RTF, como generar bruscas disminuciones en ductilidad a alta temperatura..
(32) Capitulo 1. 26. Grietas de solidificación: Las grietas de solidificación. se forman como consecuencia del efecto combinado de. factores mecánico y químicos, es decir su aparición está afectada por la tecnología de soldadura aplicada y por la composición química del metal de soldadura. Cuando la composición química es desfavorable es factible evitar las grietas de solidificación mediante una cuidadosa elección de las condiciones de soldadura. Por otra parte, la falta de cuidado en la ejecución de la operación de soldadura puede resultar en agrietamiento, aún en metales que satisfagan estándares normales de composición. La mayoría de los casos de agrietamiento en caliente que ocurren en la práctica suceden debido a distorsiones que acompañan a la soldadura, o debido a alguna operación en la vecindad de la soldadura, que genera tensión a través de esta mientras solidifica. En tales casos, la susceptibilidad intrínseca del material puede ser extremadamente baja. Las grietas de solidificación aparecen en el metal de soldadura, tanto en forma de grietas como microfisuras intergranulares, las cuales no siempre alcanzan la superficie del metal. Las grietas pueden tener las localizaciones siguientes: Longitudinales en el centro del cordón, originadas en la solidificación de la pileta líquida, donde el centro de soldadura es lo último en solidificar, constituyendo la parte más débil a la temperatura en la cual se forma la fisura. Grietas inclinadas en las secciones transversales, que suelen estar asociadas con una banda segregada del metal base y pueden dar lugar a la formación de grietas de licuación en la zona térmicamente afectada. Otra forma muy común se localiza en el cráter final, debido a que esta zona está sujeta a un enfriamiento muy rápido, sin el aporte que podría compensar la contracción durante la solidificación; a esto hay que agregar la dificultad de reducir la dilución. Durante la soldadura el metal base es mojado por el metal fundido y, siendo la composición similar, actúa como un sustrato sobre el cual puede crecer una estructura de solidificación. De esta manera, el líquido simplemente cede su calor latente de fusión y los átomos ocupan posiciones correspondientes en los sitios de la red cristalina, extendiendo esta estructura desde el sólido. Este crecimiento se denomina epitaxial, y la dirección preferencial del crecimiento de granos será aproximadamente paralela al máximo gradiente de temperaturas. (Véase Fig. 1.4.7).
(33) Capitulo 1. 27. a). b). Fig. 1.4.7: Diagrama esquemático mostrando el crecimiento competitivo con una pileta líquida a) en forma de gota, b) en forma elíptica.. Los granos de orientación favorable competirán con los granos adyacentes, formándose una estructura columnar, perpendicular a la línea de fusión. La microestructura producida por la solidificación de la pileta líquida alargada es particularmente sensible al problema de las grietas de solidificación en el centro. Esto produce grietas centrales en el cordón. La presencia de impurezas como el azufre, contribuye a la formación de grietas en caliente por intermedio de compuestos de bajo punto de fusión como el sulfuro de hierro, que se segrega hacia los bordes de grano y solidifica a los 9850C, reduciendo la cohesión. Las grietas de solidificación son frecuentes en aceros maquinables, con contenidos de azufre entre 0.1 a 0.5%. Afortunadamente, el manganeso tiene mayor afinidad por el azufre para formar sulfuros ricos en manganeso, con puntos de fusión elevados, reduciendo notablemente el riesgo de agrietamiento. Para hacer efectiva la prevención del agrietamiento la relación Mn:S en el metal de soldadura debe ser como mínimo 20:1. Elementos como el fósforo, silicio, carbono y níquel, contribuyen también a la aparición de grietas de solidificación, mediante diversos mecanismos. La incidencia de la composición química sobre el riesgo de agrietamiento en caliente puede medirse mediante las fórmulas empíricas que se relacionarán más adelante. Las tensiones originadas en la soldadura resultan de la contracción del metal de soldadura durante su solidificación, estando embridado por el material circundante que se mantiene más frío. El agrietamiento en caliente es más probable que ocurra en cordones de raíz, debido al tamaño pequeño de estos comparados con la masa del material que se va a soldar..
(34) Capitulo 1. 28. En situaciones normales, la tendencia al agrietamiento en caliente aumenta con el espesor de la chapa, particularmente en uniones de filetes. Este es un efecto de embridamiento que puede ser agravado si el contenido de carbono en la chapa es aumentado por el fabricante de aceros para mantener la resistencia en chapas gruesas. Por otro lado, el aumento de la tensión de fluencia de la chapa incrementa el riesgo de agrietamiento en caliente, tanto en las soldaduras a tope como de filete. Grietas de licuación en el borde de los granos Las tensiones propias de la soldadura, y una composición particular del material, pueden generar la descohesión de los bordes de grano del metal base en la región adyacente a la línea de fusión. Normalmente se encuentran como microgrietas no detectables a simple vista, sino visibles a las tintas penetrantes o al microscopio, poniéndose también de manifiesto en un ensayo de plegado. Durante el ciclo de alta temperatura alcanzado por el metal cerca de la línea de fusión, las inclusiones de sulfuros tienden a segregarse en los bordes de los granos, en forma de película líquida, lo cual disminuye notablemente la resistencia de esta zona. Un acero que se fragiliza de esta manera se denomina “quemado”. En estos bordes de granos licuados a altas temperaturas las contracciones del metal en esta zona pueden abrir microgrietas.. Las grietas de licuación o en estado sólido surgen en el intervalo de temperaturas de la segunda plasticidad mínima, por debajo de la temperatura del sólido. La costura soldada presenta defectos en su red cristalina (vacancias) producto del proceso de cristalización no uniforme, los cuales durante la tracción se desplazan activamente hacia las fronteras, colocándose perpendicularmente a la acción de la fuerza. Tal acumulación de vacancias debilita considerablemente las fronteras y crea las premisas para la aparición del embrión de la rotura. La condición necesaria para la aparición de la rotura es la deformación o deslizamiento intergranular, provocados por la acción del ciclo termodeformacional de soldadura. Si en las fronteras de los granos existen un conjunto de vacancias, microporos e impurezas, durante los deslizamientos intercristalinos disminuye la energía superficial necesaria para la aparición de grietas. En este caso si la difusión fronteriza ocurre enérgicamente entonces las cavidades que se forman en las fronteras de los granos se llenan rápidamente y no ocurre la rotura intercristalina. Los lugares preponderantes de aparición de.
(35) Capitulo 1. 29. las grietas de licuación son las fronteras de los granos debilitadas por las inclusiones e imperfecciones de la red, donde los deslizamientos intergranulares tienen mayor manifestación. Prácticamente siempre, estas zonas colindan con la zona de fusión incompleta y las fronteras transversales de los granos en el centro de la costura. Con el aumento de las dimensiones de los granos aumentan los deslizamientos y por tanto la tendencia a la formación de las grietas. La adición al metal de elementos de aleación generalmente aumenta la resistencia al desplazamiento de las vacancias y dislocaciones hacia las fronteras de los granos y por tanto la tendencia a la formación de grietas de este tipo. El carbono, el manganeso y el azufre tienen un efecto importante sobre la formación de grietas. El silicio, el cromo, el molibdeno y el vanadio no tienen un efecto apreciable; mientras que un aumento en el contenido de manganeso tiende a reducir la susceptibilidad al agrietamiento. Para evitar las grietas de licuación, en el caso de aceros con 0,20% de carbono y en lo posible en los materiales seleccionados, debe existir una relación Mn:S mayor que la necesaria para contrarrestar la aparición de grietas de solidificación, sería de 50 ó más, lo cual disminuye notablemente el riesgo de este tipo de agrietamiento. Contrariamente a lo que sucede con las grietas de solidificación del metal del depósito, es poco lo que puede hacerse, desde el punto de vista de la tecnología de soldadura, para evitar las grietas de licuación. Es conveniente seleccionar procesos que introduzcan bajo calor aportado, como el de soldadura manual (SMAW) y bajo protección gaseosa (GTAW o GMAW), en lugar de la soldadura por arco sumergido (SAW) o por electroescoria (ESW), de manera tal que se afecte en menor grado la licuación en el borde de los granos en la ZIT. Aunque el procedimiento de soldadura siempre deba tenerse en cuenta, el control de las grietas de licuación debe efectuarse a través de la selección, especificación y ensayo del material que va a ser soldado.. Las grietas del tipo de licuación aparecen mayormente en materiales de la serie AISI 300 (aceros inoxidables austeníticos), principalmente en el acero 347 estabilizado con niobio (Nb) y el espesores mayores de 20 mm; rara vez se ha detectado en espesores menores de 12 mm, por lo que no significa un problema en la mayoría de las soldadura de estos materiales. Aquí, aparentemente, la causa es la formación de eutécticos de bajo punto de fusión que.
(36) Capitulo 1. 30. contienen carburos de niobio (NbC) y de titanio (TiC) en los bordes de grano. Este efecto se ve ayudado mediante una caída de ductilidad del material causado por el endurecimiento de grano debido a la fina precipitación de carburos en la ZIT. En estos casos, la selección del procedimiento de soldadura parece tener un efecto secundario. Se hace necesario controlar el nivel de azufre y garantizar la tendencia a formar ferrita delta durante la soldadura. El tamaño de grano y la homogenización del material base son factores muy importantes. De forma general para el agrietamiento en caliente, la composición química resulta útil para obtener el índice susceptibilidad al agrietamiento. La figura 1.4.8 muestra un diagrama de equilibrio Fe-C a altas temperaturas, en el cual se indican las cantidades críticas de P y S necesarias para prevenir la aparición de grietas de solidificación. Existe una gran diferencia de la solubilidad del carbono en la fase ferrita (δ) y en la austenita (γ). Pero el fósforo (P) y el azufre (S) tienen una diferencia mayor aún en la solubilidad entre las dos fases. Cuando el metal de soldadura solidifica en modo austenítico, el P y S permanecen en el líquido remanente sin solidificar, y se concentran en los bordes de grano donde se forman las grietas en caliente. Se considera que las grietas de solidificación son improbables cuando están presentes elementos estabilizadores de la fase δ. Esto en parte se debe a la distribución más homogénea de soluto en la fase y en parte a que las tensiones de contracción son menores que en la austenita..
(37) Capitulo 1. 31. Tabla No 1.4.2: Composición química de los aceros para la utilización del índice de susceptibilidad UCS. % del elemento C S P Si Mn Nb. mínimo. máximo. 0.03 0.010 0.010 0.15 0.45 0. 0.23 0.050 0.045 0.65 1.6 0.07. Tabla No 1.4.3: Contenido límites de elementos aleantes e impurezas en el metal de soldadura que no ejercen un efecto marcado en los valores UCS. Elemento Ni Cr Mo V. % 1 0.5 0.4 0.7. Elemento Ca Ti Al B. % 0.3 0.02 0.03 0.002. Temperatura (oC) 1600 _. -L+δ 1500 _. L+ γ. δ. _. 1400 _ 0. γ Mn/S > 22 30 59 I 0.1. S+P < 0.025 % I 0.2. I I 0.3 0.4 Contenido de C (%). I 0.5. I 0.6. Fig.1.4.8: Diagrama de fase de equilibrio Fe-C y susceptibilidad a la agrietamiento en caliente..
Figure



+7


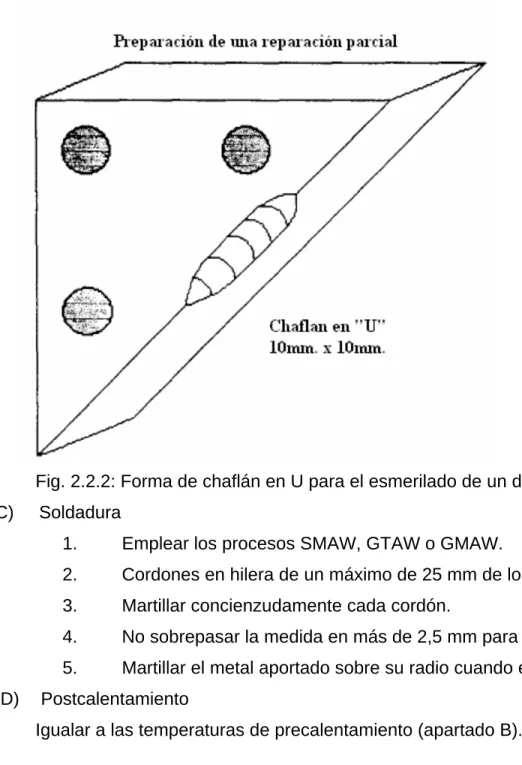
![Fig. 2.2.1: a) Borde cortante dañado. b) Acanalado para la soldadura Los pasos para la reparación parcial son los siguientes [22]:](https://thumb-us.123doks.com/thumbv2/123dok_es/7396946.467904/53.918.110.817.317.947/borde-cortante-dañado-acanalado-soldadura-reparación-parcial-siguientes.webp)
Documento similar
Lográndose una propuesta tecnológica que incluye, la selección del metal de aporte y el gas de protección a utilizar, la nueva secuencia de ensamble y soldadura sobre la base del
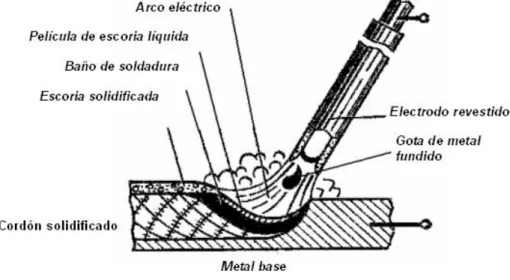
En la soldadura, el arco no sólo proporciona el calor necesario para fundir el electrodo y el metal base, bajo ciertas condiciones también debe proporcionar los medios
