Propuesta de diseño de un sistema para la integración computarizada de la manufactura : aplicación industrial
136
0
0
Texto completo
(2) 3. RESÚMEN La creciente globalización de los mercados no sólo internacionales, sino en forma creciente los locales, esta obligando a las empresas a replantear sus estrategias y formas de trabajo a fin de alcanzar mayor flexibilidad mejorando al mismo tiempo su calidad. Muchas son las técnicas que han surgido para ayudar a las empresas en esta rápida transformación. Un punto en común en todas ellas es la utilización de nuevas tecnologías en las empresas y proceses productivos. Después de la automatización de procesos, la integración de las islas de información ha sido el siguiente paso que muchas empresas requieren dar no importando las filosofias de producción en que se basen. La creación de sistemas de manufactura integrados por computadora o CIM (Computer Integrated Manufacturing) y de un conjunto de herramientas que faciliten su realización esta siendo objeto de esfuerzo para su investigación y desarrollo. En el presente trabajo se plantea el diseño de un sistema para la integración de la información utilizada en las áreas productivas de una planta de productos químicos. Este trabajo se desarrolla a partir de un conjunto de requerimientos planteados por la empresa y de los resultados de un análisis funcional de las áreas productivas. A través de herramientas estándares de modelado y análisis, como IDEFO y IDEFIX, se plantean mejoras a los procedimientos y se define el modelo de datos para el intercambio de información requerido. Se plantea una arquitectura para el nuevo sistema integrado que sirve como base, junto con el modelo de información desarrollado, para definir las necesidades de ancho de banda para los canales de comunicación entre los subsistemas que se integrarán. Estas necesidades son utilizadas para definir las soluciones comerciales especificas que se pueden utilizar para la comunicación entre los subsistemas. Finalmente se especifica detalladamente el equipo y programas necesarios para un grupo de computadoras personales sobre el cual se implantará un sistema de adquisición de datos, automatización, control e integración que cumpla con los requerimientos del proceso de producción estudiado..
(3) 4. CONTENIDO PORTADA RECONOCIMENTOS RESUMEN CONTENIDO LISTA DE FIGURAS LISTA DE TABLAS. 1 2 3 4 7 8. l. ANTECEDENTES. 9. 1.1. DEFINICIÓN DEL PROYECTO 1.2. EMPRESA 1.3. DIVISIÓN RECUBRE. 9 lO 11. 2. JUSTIFICACION Y OBJETIVO. 13. 3. SISTEMAS DE INTEGRACION DE LA MANUFACTURA. 15 17. 3.1. NIVELES EN LOS SISTEMAS DE INTEGRACION 3.1. l. NIVEL l. ARQUITECTURA ORGANIZACIONAL Y DE SISTEMAS DE INFORMACIÓN. 3.1.1.1. Herramientas de Modelado IDEFO 3.1.1.2. Modelos Genéricos de Sistemas Integrados de Manufactura 3.1. l.3. Herramientas de Modelado IDEFIX 3.1.2. NIVEL 2. HERRAMIENTAS DE INTEGRACIÓN EXISTENTES 3.1.2. l. Red tipo 1 3. l .2.2. Red tipo 2 3.1.2.3. Red tipo 3 3.1.2.4. Protocolos de Automatización de la Manufactura (MAP) 3.1.2.5. Estándar de Integración de Acceso a Bases de Datos 3.1.2.6. Bus de Campo. 3.2. SISTEMA MRP JI. 3.2.1. PLANEACIÓN ESTRATÉGICA. 3.2.2. PLANEACIÓN OPERATIVA. 3.2.3. EJECUCIÓN.. 4. SITUACIÓN ACTUAL DE LA PLANTA DE PRODUCCIÓN. 4.1. MODELO IDEFO. 4.1.l. ÍNDICE DE NODOS 4.2. INFRAESTRUCTURA DE COMUNICACIONES ACTUAL 4.2.1. AREA 1 4.2.2. AREA 2 4.2.3. AREA 3 4.3. INFRAESTRUCTURA DE SISTEMAS DE INFORMACIÓN 4.3.1. SISTEMA DE CONTROL DISTRIBUIDO 4.3.2. SISTEMA DE PLANEACIÓN DE RECURSOS DE MANUFACTURA. 18 19 21 23 27 28 28 28 30 34 35 41 42 43 44. 47 48 48 59 60 60 61 63 64 65.
(4) 5. 5.. 68 69 77 77 78. 6.. 80 80 8I 81 82 83. 7. ESTRUCTURA DE INFORMACIÓN. 84. PROPUESTA DE MEJORA DE PROCEDIMIENTOS 5. I. AREA DE PROGRAMACION DE LA PRODUCCIÓN 5.2. PROCESO PRODUCTIVO. 5.2.1. OPERACIÓN SEMIAUTOMÁTICA EN AMPLIADO Y DISPERSIÓN. 5.2.2. RETRABAJO DE LOS LOTES PRODUCIDOS.. ASPECTOS INCLUÍDOS EN EL SISTEMA DE INTEGRACIÓN 6.1. AREA DE PROGRAMACION DE LA PRODUCCIÓN 6.2. PROCESO PRODUCTIVO 6.2.1. OPERACIÓN SEMIAUTOMÁTICA EN AMPLIADO Y DISPERSIÓN 6.2.2. RETRABAJO DE LOS LOTES PRODUCIDO 6.2.3. OTRAS ÁREAS DE OPORTUNIDAD. 7.1. 7.2. 7.3. 7.4.. CONTEXTO DEL MODELO A CONSTRUIR IDENTIFICACIÓN Y DEFINICIÓN DE ENTIDADES IDENTIFICACIÓN Y DEFINICIÓN DE RELACIONES ENTRE ENTIDADES IDENTIFICACIÓN Y DEFINICIÓN DE ATRIBUTOS LLAVE Y ELIMINACION DE RELACIONES NO ESPECÍFICAS 7.5. IDENTIFICACIÓN Y DEFINICIÓN DE ATRIBUTOS NO PRIMARIOS. 8. PROPUESTA DE IMPLANTACIÓN DEL SISTEMA. 8.1. PROPUESTA DE ESTRUCTURA DE SISTEMAS. 8.2. IDENTIFICACIÓN DE FLUJO DE INFORMACIÓN Y VOLUMEN DE TRANSACCIONES. 8.3. IMPLANTACIÓN DE COMUNICACIONES ENTRE LOS SISTEMAS. 8.3.1. PROPUESTA DE ENLACE DE CAPAS INFERIORES. 8.3. l. l. Enlace de los sistemas AS/400 - SCD. 8.3.1.2. Enlace de los PLC del área de envasado y el sistema AS/400. 8.3.2. PROPUESTA DE ENLACE DE CAPAS SUPERIORES. 8.3.2.1. Enlace de los sistemas SP - SCD. 8.3.2.2. Enlace de los sistemas SP - PLC. 8.3.2.3. Enlace de los sistemas MRP - SP. 8.4. DEFINICIÓN DE NUEVO SISTEMA PROPUESTO. 8.4.1. ESTACIÓN l. PROGRAMACIÓN DE PRODUCCIÓN. 8.4.2. ESTACIÓN 2. AMPLIADO. 8.4.3. ESTACIÓN 3. LABORA TORIO DE CONTROL DE CALIDAD DE PRODUCTO TERMINADO. 8.4.4. ESTACIÓN 4. DISPERSIÓN. 8.4.5. ESTACIÓN 5. ENVASADO. 8.4.6. ESTACIÓN 6. LABORA TORIO DE CONTROL DE CALIDAD DE MATERIA PRIMA. 8.4.7. ESTACIÓN 7. DESARROLLO 8.5. EVALUACIÓN DE COSTOS.. 9. CONCLUSIONES. 9.1. PROYECTOS A FUTURO. 84 86 86 90 92. 98 98 100 106 106 107 11 O 113 113 114 114 114 116 116 118 119 119 120 120 121. 123 125.
(5) 6. REFERENCIAS Y BIBLIOGRAFÍA.. 126. APENDICE A. ESPECIFICACIONES DE EQUIPOS DE MONITOREO Y CONTROL DE PROCESO. APENDICE B. REQUERIMIENTOS DE INFORMACIÓN DE SISTEMA MRP II PARA CONTROL DE PISO.. 128 137.
(6) 7. LISTA DE FIGURAS No. de Figura Fig. 3.1. Fig. 3.2. Fig. 3.3. Fig. 3.4. Fig. 3.5 Fig. 3.6. Fig. 3.7. Fig. 3.8. Fig. 3.9. Fig. 3.10. Fig. 3.11. Fig. 3.12. Fig. 3.13. Fig. 3.14. Fig 4.1. Fig. 4.2. Fig. 4.3. Fig. 7.1. Fig. 7.2. Fig. 7.3. Fig. 7.4. Fig. 7.5. Fig. 7.6. Fig.7.7. Fig. 7.8. Fig. 8.1. Fig. 8.2. Fig. 8.3. Fig. 8.4. Fig. 8.5. Fig. 8.6. Fig. 8.7. Fig. A.l. Fig. B.l.. Título. Página. Ejes de Clasificación de las Actividades de la Manufactura. Estructura de Diagrama de Contexto IDEFO. Estructura de Descomposición IDEFO. Arquitectura de Modelo CIM COPICS utilizado por IBM. Sintaxis de Entidades. Sintaxis de Atributos y Llave Primaria. Sintaxis de Relaciones de Identificación y No Identificación Padre Hijo. Sintaxis de Relaciones por Categoría. Modelo Jerárquico de una Planta de Manufactura Automatizada. Ejemplo de configuración de red MAP. Áreas de aplicación de Profibus. Arquitectura de Protocolos de Profibus. Proceso de Planificación y Control Jerárquico de la Empresa. MRP 11. Ciclo Cerrado de Manufactura. Infraestructura de Comunicaciones de la División Recubre. Elementos del Sistema de Control Distribuido. Módulos del Sistema MRP II existente en la planta. Relación entre par inicial de entidades del modelo. Diagrama considerando las entidades de operador, equipo y operación. Diagrama con relación de categoría para las operaciones. Diagrama con nuevas entidades: Proveedor y Material. Diagrama de relaciones a nivel entidad del modelo del sistema. Sustitución de relaciones no específicas del modelo por específicas. Diagrama entidad relación nivel 3. Incluye atributos llave de entidades. Modelo IDEF 1X detallado de sistema estudiado. Estructura propuesta de sistemas. Infraestructura de Comunicaciones de la División Recubre. Esquema de enlace de SCD vía puertos seriales. Esquema de enlace de SCD vía puerto de enlace. Esquema de Red DH-485 para de PLC Allen Bradley. Esquema de enlace de PLC TI-405 y 505 mediante puertos seriales RS-422. Arquitectura propuesta de sistema de integrado de información. Controlador Lógico Programable Simatic TI 505 Pantalla de captura de datos de modulo de control de piso de sistema MRP II.. 16 20 20 22 24 24 25 26 27 34 37 38 42 45 59 65 66 87 87 88 89 89 90 91 94 99 107 108 11 O 111 112 117 136 137.
(7) 8. LISTA DE TABLAS No. de Tabla Tabla 3.1. Tabla 3.2. Tabla 3.3. Tabla 3.4. Tabla 3.5. Tabla 3.6. Tabla 3.7. Tabla 7.1. Tabla 7.2. Tabla 7.3. Tabla 8.1. Tabla 8.2. Tabla 8.3.. Título Medición de los Beneficios de los Sistemas CIM. Niveles de los Sistemas de Integración de la Manufactura. Jerarquía de Redes de Comunicación Utilizadas en un Sistema CIM. Modelo de Interconexión de Sistemas Abiertos (OSI) de ISO. Implantación del modelo OSI en estaciones FullMAP. Implantación del modelo OSI para Estaciones MiniMAP. Implantación del modelo OSI de Estación EPA Entidades identificadas inicialmente. Matriz entidad / atributo del modelo desarrollado. Descripción del dominio de cada una de los atributos de las entidades del modelo desarrollado. Matriz de definición de flujo de información. Requerimientos de comunicación entre sistemas. Evaluación de costos de propuesta.. Página 17 18 29 31 32 32 33 86 93 95 103 106 122.
(8) 9. !.ANTECEDENTES. 1.1 DEFINICIÓN DEL PROYECTO. La definición inicial del proyecto que a continuación se plantea como tema de tesis, surge a partir de una invitación a participar en un proyecto por parte del personal de una empresa de fabricación de productos químicos para el mantenimiento. Este proyecto, en forma general tiene por objetivo el finalizar la fase de integración de información de todas las etapas del proceso de producción de una de las divisiones de dicha planta:. Es necesario resaltar que el proyecto de integración de información, se tenía considerado a realizarse desde el inicio de operación de la planta ( 1992), sin embargo este fue implantado solo en forma parcial debido a problemas que se encontraron con el proveedor de la solución técnica seleccionada para realizar esta función. Con estas bases, esta empresa replanteó el proyecto con un alcance mayor al inicialmente considerado, y se asignan recursos humanos propios de la empresa para la planeación e implantación del mismo. Esto último con el fin de no depender de un proveedor ajeno a la propia empresa.. El objetivo planteado por la empresa en la realización de este proyecto es: "Automatizar, controlar, adquirir información en tiempo real y monitorear en forma integral todo el proceso de producción en la fabricación de pinturas y recubrimientos logrando con esto reducir costos de operación, asegurar la exactitud de los controles y mantener la mejora continua de nuestros procesos y productos"..
(9) 10. Sin embargo como se mencionará más adelante y mediante el desarrollo del análisis de requerimientos de la planta se observó que se tienen proyectos simultáneos relacionados con la integración de la información: Con base en la adquisición de una solución computacional de un sistema MRPIT, es necesario crear la infraestructura necesaria para que los módulos de este sistema reciban y envíen información hacia todas las áreas de la empresa. En particular la información y control del piso de producción en la forma más automatizada posible.. 1.2. EMPRESA. La empresa donde se desarrollará este proyecto es parte de un grupo industrial dedicado en forma preponderante a la fabricación de pinturas, recubrimientos e impermeabilizantes, enfocados al mercado nacional e internacional a países como Brasil, Costa Rica, Guatemala y Estados Unidos entre otros.. Trabajan para este grupo alrededor de 4000 empleados y· la cantidad de empleos secundarios generados por la empresa es dificil de estimar pero podría llegar a ser de 1O veces el número anterior. De tal suerte que las medidas que se toman en esta empresa para incrementar sus ventas nacionales y al extranjero o bien sus proyectos de mejoramiento de la productividad repercuten en mayor número de empleos y mayores ingresos para toda la gente involucrada en este mercado.. El grupo al que pertenece esta planta se encuentra en este momento en una etapa de modernización motivada por las estrategia empresarial que se tiene: por un lado incrementar el segmento de mercado nacional de los productos tradicionales que actualmente produce, mientras por otro la expansión de sus mercados de exportación aprovechando ventajas en precio y calidad que le brindan su eficiencia en las operaciones y la situación actual de la economía mexicana. Sus enfoques hacia la modernización de los procesos productivos están siendo puestos en práctica en primer lugar en esta planta; con el plan de aplicación hacia todas las plantas del grupo en una segunda fase..
(10) Actualmente en la planta donde se pretende desarrollar este trabajo, se tiene dividida la producción en la División Recubre donde se fabrican productos emulsionados y otra división de productos basados en solvente. Esta planta obtuvo en 1995 el certificado ISO 9001 en su operación, el cual ha sido ratificado en las auditorías que se han realizado hasta ahora. Esta certificación es necesaria para la mayoría de ventas al extranjero que realiza el grupo. Sin embargo, como veremos más adelante esto no garantiza una operación óptima en sus procesos productivos.. La planta trabaja en un sistema de fabricación por pedido teniendo únicamente un cliente: El área de comercialización del mismo grupo. En base a los pedidos que recibe, maneja un sistema de programación de producción y de administración de materiales (MRP), los cuales son manejados en forma prácticamente manual, y los cuales no reciben retroalimentación del piso en forma inmediata, sino hasta el final del proceso de producción. Esta condición provocada por la carencia del sistema de integración de información. Debido a la naturaleza estacional del mercado, se trabaja en el periodo enero - julio en dos tumos de producción y en el resto del año en tres tumos. En ambos períodos de lunes a sábado.. 1.3 DIVISIÓN RECUBRE.. El proceso de producción que se lleva a cabo en esta división consta principalmente de tres etapas:. Dispersión. Donde se realiza la preparación de una mezcla concentrada de las materias primas líquidas y sólidas.. Ampliado. Donde se diluye el concentrado proveniente de la fase anterior con agua y otras soluciones.. Envasado. Donde envases de presentaciones de 20, 19, 4 y 1 lts son llenados para obtener la presentación comercial del producto..
(11) 12. Estas tres partes del proceso cuentan con sistemas de automatización, inclusive hasta el paletizado de los envases de producto terminado. Sin embargo para los alcances del proyecto es necesario tomar una visión más amplia del proceso.. En realidad los trabajos de producción se inician en la misma puerta de acceso de la planta, donde se reciben los embarques de materia prima. Este punto y los que se mencionan a continuación, constituyen el proceso de producción completo de la División Recubre.. l.. Báscula de 80 Ton en la entrada de transportes de Materia Prima. 2.. Área de Control de Calidad de Materia Prima. 3.. Báscula de 3 Ton en la recepción de tarimas de material en Almacén de Materia Prima. 4.. Básculas de pesado de Materia Prima (Sólidos y Líquidos) en Producción. 5.. Estación de Orden de Dispersión (Proceso automatizado de Dispersión). 6.. Área de Control de Calidad de etapa de dispersión. 7.. Sistema Automatizado de Ampliado. 8.. Área de Control de Calidad de Producto Terminado. 9.. Sistema Automatizado de Envasado.. 1O.. Sistema de control de pedidos, embarques, almacenes, etc. funcionando en equipo de computo AS-400.. Las etapas anteriormente mencionadas y la información generada por cada una de ellas, son los aspectos que se requieren integrar de acuerdo a los requerimientos de información del sistema MRPII que se desea implantar..
(12) 13. 2. JUSTIFICACION Y OBJETIVO.. La creciente globalización de los mercados no sólo internacionales, sino cada vez más los locales, esta obligando a las empresas a replantear sus estrategias y formas de trabajo a fin de alcanzar mayor flexibilidad mejorando al mismo tiempo su calidad. Muchas son las técnicas que han surgido para ayudar a las empresas en esta rápida transformación. Un punto en común en todas ellas es la utilización de nuevas tecnologías en las empresas y procesos productivos. La automatización de procesos ha sido el lógico primer paso que se ha dado en muchas empresas, sin embargo se ha reconocido cada vez más que esta no es la solución a todos los nuevos problemas planteados por los mercados cambiantes. El oportuno acceso a información específica que permita la toma de decisiones en los momentos adecuados y en cualquiera de los niveles jerárquicos de una compañía manufacturera es uno de los requisitos que se pueden observar en las empresas que buscan competir en estas nuevas condiciones. Es decir, que la flexibilidad no sólo debe ser parte de un. proceso productivo automatizado, sino también de los procesos administrativos y de toma de decisiones. La respuesta a estas necesidades ha sido estudiada desde diversos puntos de vista y por diferentes áreas del conocimiento. De estos trabajos se han generado herramientas y propuesto metodologías de trabajo para lograr un esquema integrado de información en las empresas donde los datos sean captados en los sitios en que se generan y la información resultante del análisis de ellos pueda ser consultada en cualquier punto de la empresa en forma rápida y eficiente. No obstante, no es posible crear una receta aplicable a todas las empresas que buscan aplicar este nuevo tipo de sistemas, ya que cada empresa tiene su particular forma de operar y un conjunto de recursos ya establecidos que las hace únicas. Por esta razón, deben evaluarse las condiciones.
(13) 14. existentes de operación de la empresa para después especificar cual será la mejor forma de aplicar las técnicas de integración. Este tipo de proyectos no pueden ser llevados a cabo sólo considerando principios de ingeniería de sistemas computacionales. Si bien es cierto que el esquema final será implantado en un sistema computacional, es necesario considerar aspectos de muchas otras áreas de conocimiento. La interrelación del área de administración de la producción y las operaciones con el control de procesos, las comunicaciones y los sistemas computacionales será entonces un aspecto muy importantes a considerar dentro de trabajos de este tipo.. En este orden de ideas el presente trabajo busca el tomar un conjunto de técnicas para aplicarlas al desarrollo del diseño de un sistema de integración para un proceso productivo de una empresa mexicana productora de sustancias químicas planteando el objetivo de la siguiente forma:. Objetivo. Diseñar un sistema de integración computarizada de manufactura basado en las necesidades de la operación de una empresa mexicana productora de sustancias químicas..
(14) 15. 3 SISTEMAS DE INTEGRACION DE LA MANUFACTURA.. El impacto de los sistemas de cómputo en todas las áreas del conocimiento ha sido profunda e irreversible. En particular en la manufactura ha permitido la realización de conceptos como sistemas flexibles y a optimado los procesos de toma de decisiones en base al mejoramiento en la calidad, cantidad y disponibilidad de la información existente. El impacto lo observamos en la propia creación del concepto de Manufactura Integrada por Computadora (CIM). Sin embargo la parte más importante de este concepto no es el uso de la computadora por si mismo, sino el concepto de integración y lo que a partir de ella puede lograrse. Ehner y Bax 111 plantean una clasificación de las actividades de la manufactura moderna de forma tal que es más fácil apreciar el efecto de la integración por medio de la computadora en este sector. Se basa en tres categorías o "ejes": •. En el eje X se consideran las actividades de transformación, que son la parte encargada directamente de la producción. Dependiendo del tipo de industria, este eje puede incluir procesos como estampado, forja, inyección, extrusión, procesos de maquinado o procesos químicos y metalúrgicos.. •. El eje Y comprende las actividades requeridas para completar la actividad productiva. Se conoce como el eje de movimiento. En el podemos encontrar todas las funciones de manejo de materiales; desde grúas hasta paletizadores; todas las actividades de ensamble, así como todas las relacionadas con almacenamiento..
(15) 16. E-JE Z. INFORMACIDN. Fig. 3.1. Ejes de Clasificación de las Actividades de la Manufactura.. •. Por último tenemos el eje Z. El eje de la información. En el se pueden incluir todas las actividades necesarias para obtener, almacenar, recuperar y analizar información. En ellas se incluyen las funciones de inspección y prueba que pueden ir desde la información anotada por un operador en una bitácora hasta la obtenida .por un sistema de inspección automatizado. Considerando además todos los niveles; desde el sistema l\1RP, el control de producción hasta el control de inventarios y de costos. Este eje tiene la característica de ser el que marca el paso en el que el eje X (transformación) puede fluir a través del eje Y (movimiento). No obstante el gran desarrollo que este eje ha experimentado en los últimos años producto del avance de las computadoras, es necesario tener muy en cuenta que estas actividades así como algunas del eje Y no agregan ningún valor al producto final. Sin embargo, el eje Z es esencial para la adecuada utilización de los demás recursos. Algunos aspectos prácticos en los que observamos el efecto de un eje Z no desarrollado en su totalidad se pueden observar en la siguiente información: 2. Una investigación realizada por el National Research Council[ J entre empresas norteamericanas que implantaron sistemas CIM en sus operaciones, muestra los siguientes beneficios obtenidos:.
(16) 17. Beneficios. Rani?o de Meiora Medido. Reducción en Costos de Personal 5 -20 % 15 - 30 % Reducción en Costos de Ingeniería de Diseño Reducción en Tiempos de Desarrollo de Productos 30 - 60 % Reducción de Inventarios en Transito 30- 60 % Incremento en Productividad en General 40- 70 % Incremento de Tiempo de Operación de Eauioos 200- 300 % Incremento en Calidad de Producto · 200- 500 % 300- 3500% Incremento en Productividad de Ingeniería Tabla 3. l. Medición de los Beneficios de los Sistemas CIM.. 3.1. NIVELES EN LOS SISTEMAS DE INTEGRACION.. En general se plantea[7l la existencia de tres niveles que deben ser considerados en proyectos de integración computarizada de la manufactura: En el nivel 3 se tiene a una empresa en la tarea de creación de celdas de trabajo coordinadas las cuales pueden combinar, por ejemplo; máquinas dé control numérico con sistemas de alimentación de materia prima. En este nivel se enfatiza la creación de automatización aislada de las etapas del proceso; es decir, la creación de las islas de automatización. Es a este nivel en el que la mayor parte de las empresas dejan los esfuerzos de automatización. Hacia el nivel 2 la tarea consistirá en lograr la interfaz entre las islas de automatización, en la mayoría de los casos de diferentes características. Además de la unión de por ejemplo, sistemas CAD / CAE / CAM entre sí, llegando hasta el sistema de control de producción en piso. Mediante este nivel es posible crear los canales de comunicación que son necesarios para que todos los niveles de la planta puedan intercambiar información. A este nivel es que se realizan la mayoría de los esfuerzos para la creación de estándares y protocolos. En el nivel 1, a diferencia de los anteriores, encontraremos aspectos técnicos y también aspectos administrativos. En este nivel en primer lugar, se tratará con los procedimientos de trabajo que se llevan a cabo en la empresa, aún sin la utilización de computadoras. Se tratará con la integración de las áreas de trabajo de la empresa la cual no puede dar ningún sistema de cómputo. Esta será función del grado de eficiencia de la labor de equipo de la empresa en su conjunto, tendiente a llevar a cabo los objetivos de la empresa. Aunado a estos procedimientos se hablará de la.
(17) 18. arquitectura de los sistemas de información necesarios para que la empresa lleve a cabo los procedimientos planteados y alcance los objetivos.. NIVEL I. META Integración. II III. TAREAS A REALIZAR Optimar Procedimientos e Implantar Sistemas de Información Establecer redes y protocolos estándares Automatizar Celdas. Interfaces Islas de Automatización . ' de la Manufactura,[7] . Tabla 3. 2. Niveles de los Sistemas de Integrac1on. 3.1.1. NIVEL. l.. ARQUITECTURA ORGANIZACIONAL Y DE SISTEMAS DE. INFORMACIÓN. Antes de poder iniciar la integración por medio de computadoras de una planta es necesario analizar la forma en que la compañía lleva a cabo su negocio, y como podría esta metodología mejorarse y simplificarse. No tiene mucho sentido sólo automatizar los métodos y procedimientos que se utilizan actualmente. Estos podrían ser producto de decisiones que en el pasado fueron adecuadas, pero que para la nueva realidad de la empresa son más un obstáculo que una ayuda. En esta parte deberá entonces considerarse la eliminación de las "paredes" entre departamentos; esto es, los dominios de influencia y los secretos tan celosamente guardados por ciertas áreas. De darse cuenta de como las actividades realizados por unos impactan sobre el trabajo y desempeño de otras áreas y en conjunto sobre toda la empresa en general. El descubrimiento de los obstáculos en la forma de operación de la empresa sólo puede ser hecho mediante un estudio de sus procedimientos y que se nombra generalmente un análisis de necesidades. En el se deberán hacer visibles las áreas que son de baja productividad y que son susceptibles de mejora. Eslabones del proceso productivo que no aportan valor, sino que por el contrario lo incrementan. Este análisis concluirá con la definición de requisitos (de cambio) que llevarán a que la empresa, aún sin la utilización de un sistema de cómputo, pueda mejorar su funcionamiento. Es de esperarse entonces una natural resistencia al cambio en aquellos que se verán obligados a cambiar sus formas de trabajo, derribar sus paredes y perder privilegios. De ahí la necesidad que.
(18) 19. cualquier cambio necesario en la arquitectura organizacional y los procedimientos que se utilizan en la actualidad sean promovidos por la dirección general de la empresa. Esta será la única forma de que W1 proyecto de este tipo tenga éxito. Los sistemas de manufactura son generalmente complejos. Para llevar a cabo proyectos de meJora. e integración es necesario trabajar con modelos del sistema real. La cantidad de. funciones, procedimientos, actividades, etc. que podemos encontrar para W1a planta o proceso en particular puede implicar W1a cantidad de información tal, que sin W1a metodología establecida para el modelado de estas nos llevaría a consumir la mayor cantidad del tiempo asignado para W1 proyecto sin estar seguros de que todos los detalles han sido considerados.. 3.1.1.1. Herramientas de Modelado IDEFO. IDEF (contracción de la frase en inglés "Integration Definition for Information Modeling") es W1 conjW1to de estándares diseñados para ayudar a los ingenieros a producir modelos gráficos de sistemas complejos. IDEF a sido adoptado por el gobierno de los E.U. en W1 conjllllto de estándares de procesos de información conocidos como FIPS ("Federal lnformation Processing Standards) [6•131 • IDEFO es W1a técnica de modelado basada en el uso combinado de gráficos y texto que son presentados en W1a forma sistemática y organizada para facilitar el entendimiento, apoyar al análisis, dar W1a lógica que ayude a cambios potenciales, especificar requerimientos, o dar soporte al diseño a nivel sistema así como a las actividades de integración. Tiene sus bases en la técnica SADT ("Structured Analysis and Design Tool") para producir modelos jerárquicos de actividades de sistemas. Un modelo IDEFO esta compuesto de W1a serie jerárquica de diagramas que gradualmente muestran niveles incrementales de detalle para describir funciones y sus interfaces dentro del contexto del sistema. Hay tres tipos de diagramas: gráficos, texto y glosario. Los diagramas gráficos definen funciones y relaciones funcionales por medio de W1a sintaxis y semántica de rectángulos y flechas. Por otro lado los diagramas de texto y glosario dan información adicional que apoya a los diagramas gráficos. En IDEFO W1 diagrama de contexto es utilizado para describir W1a función abstracta del sistema y definir todas las entradas y salidas del propio sistema (Fig. 3.2)..
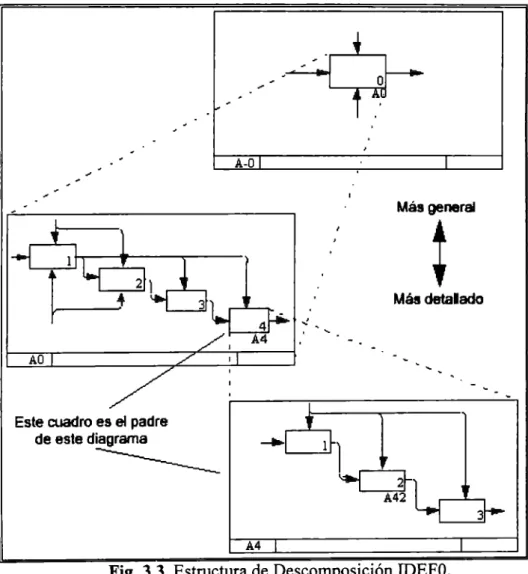
(19) 20 Control. NOMBRE DE Entrada - - - - - - lA RJNCIÓN ,....__... - - Salida. , Mecanismo. Llamada. Fig. 3.2. Estructura de Diagrama de Contexto IDEFO En este primer nivel todos los procesos del sistema están resumidos en W1a descripción verbal. Todas las interfaces son representadas como flechas etiquetadas con sustantivos. La ubicación de estos determinan si estos son entradas (izquierda), salidas (derecha), controles (arriba) o mecanismos (abajo).. A-O. Más general. i. Más detalado. AD. Este cuadro es el padre de este diagrama _ .1. -----------. •. ,1 r ~ A42 3. A4. Fig. 3.3. Estructura de Descomposición IDEFO.. c,C[\. 1\').._1. 818 .. IOTECA.
(20) 21. A partir del diagrama de contexto del nivel superior, la metodología IDEFO especifica que entre 3 y 6 funciones secundarias o. actividades, deben de ser llevadas a cabo para desarrollar la actividad de contexto. Estas actividades son representadas en un diagrama hijo que contiene a todas las entradas, salidas, controles y mecanismos (ICOMS por sus siglas en inglés) del diagrama padre. En el diagrama hijo ICOMS adicionales pueden fluir entre hijos para ayudar a explicar las relaciones entre las actividades. Esta descomposición padre - hijo continua hasta que el modelo alcanza el nivel deseado de especificación (Fig. 3.3). La importancia de esta herramienta radica en que no es un diagrama de flujo lo que se obtiene sino un diagrama funcional que permite crear un modelo sobre el cual realizar estudios y mejoras.. 3.1.1.2. Modelos Genéricos de Sistemas Integrados de Manufactura.. Sería de mucha ayuda para los diseñadores e ingenieros de manufactura si se tuviera un modelo genérico de integración de manufactura hacia el cual llevar el modelo existente en la planta. Se obtendría de esta forma los componentes básicos del sistema de manufactura y herramientas de configuración, con lo que se podría concebir un sistema de manufactura para cualquier producto que se quisiera producir.. De esta forma conceptos de estructuras genéricas de modelos de. manufactura han sido creados desde el punto de vista de muy diversas empresas para sus aplicaciones particulares. Sin embargo un modelo genérico que pueda ser usado a todos los niveles de una fábrica de automóviles, una de ropa, una fundición , etc. es muy dificil y tendría que llegarse a un nivel de abstracción demasiado elevado que imposibilitaría su uso práctico. No obstante existen muchos componentes en los modelos desarrollados que tienen funciones similares por lo que es posible partir de modelos muy generales que permitan ser adaptados a las necesidades y particularidades de cada proceso de producción..
(21) •. r-- l. 22 Pl.,Op..-.ow. 1. S.-...icio d• Ordenn. 1. ~. de Compni. Compra y Reeepc:ián. Ennlda. Armili• de Preaden Mm1llnimitnD de. Rei,iff'U ea..m de la Orden S....,ervilión Emb•(Jje. -. Proyeccián pcr 1.. m. Pr-Gncillll -dolao. Pr-. ~. R-. prov•edcr• Rtq.i-..iádo-. ma..ro.. Pl.,..::ü, de RIG..l"lc.. Sirnu.p¡... ....-... c.c.r.oidll1rw.,,....;o. c-..11o.-... C-..doArd'ivo •. ........... érdlnes. C-..a.mmillcodol. ~dNdet.comprm. ,,. ,, ll'N'..,._. ---+. Cor<oo Seck de Sepdad Tamallodol.olo CMaJo de ReCJ.*1mi..._. ·~. -. H. .... Sea..m'lli-=tmide I• optneicnn.. -. AliW-Wm..,;.¡ Ub. . r ~. C-..do-. ____..,. 'I - - - de ~oa&.. -do. "'""""""-. Aái,w:il,n do á R-,.dodo.R,.._ymr,ojo doc-.iy......-. r--+i -"'". ..--. i.msu-... '. °'""" ,.....,.;_,in c-.i do. H. -clod Pl--do lb--do. Mtnk:reo 'I. c-.i do Colclod do. ,. do. Cre•lmait... Orgll'iZll'/com.rialr regiñmbáicmd•. in;wieri•. -. Ub.-.dtrt de órd.,... Pl _ _ do,.. c,--.in. ~. ,,. Pl--.:il!:n de la. AdrnrilltrW:Krl de. PIINm:iér'I dlll PI., Mauro dll Procu::dán. . . Cr•• y m...._ e1 pi.,. Ejectac!r, del PI-,. 1. 1. i Pl--=ión 'I Cor'*al doC-. --. ~ . p i ". . . . .. M.-ariemir&I de cmtDI. Pl-..:ión. lll'go ptam. Mftwimi_., de PI_,. M.....mi"'10 prevn'e'D R-,. do l d v i - do. m...,,,......,. C-..doLib--doá-. F1g. 3.4. Arquitectura de Modelo COPICS utthzado por IBM [Ibj. Es así que se encuentran actualmente muchos modelos genéricos que pretenden poder ser aplicados en cualquier proceso. Estos han surgido de institutos de investigación, compañías de venta de sistemas de integración o en organismos de estandarización internacional. Entre estos podemos encontrar durante los finales de la década de los años 70 el modelo COPICS[ 161, Sistema de Control y Producción Orientado a las Comunicaciones, que IBM utilizó para desarrollar sus primeras soluciones de integración de la manufactura (Fig. 3.4). El modelo NISTAl\1RF(161, del Instituto Nacional de Estándares y Tecnología o el modelo que Siemens[ 161 utilizaba como base de sus primeros sistemas. Ya a finales de la década. de los años 80 y durante los 90 se tienen el CIM-OSA, la metodología integrada GRAi y PERA, que en conjunto brindan la base del trabajo de estandarización IF AC/IFIP P4l . Para cada uno de estos modelos existe una arquitectura de sistema de información asociada cuya conceptualización en general considera bases de datos distribuidas. Pero en general el modelo sobre el que se diseñan todas estas bases de datos es uno sólo, con lo que se logra un gran avance para lograr un intercambio de información en forma transparente y sencilla. Sin embargo, y esta no será más que la primera mención de este problema, las empresas en forma general adquieren sus sistemas de información y de control sin pensar en que a futuro requerirán la integración de, por ejemplo, un sistema administrativo que se encarga de llevar la contabilidad.
(22) 23. con un sistema de control distribuido en cuya base de datos se encuentren parámetros vitales del proceso. En estos casos el primero de los problemas que se tiene es que los modelos sobre los cuales se crearon las bases de datos son diferentes. Por lo que tendremos un problema de bases de datos heterogéneas en donde el requerimiento de integración que se debería lograr al complementar la información almacenada en uno y otro sistemas no es alcanzable en forma inmediata. Además los lenguajes utilizados por estos sistemas en general son diferentes y sólo en algunos casos se apegan a los estándares de protocolos de intercambio de información. En el peor de los casos las bases de datos son completamente propietarias y no permiten la comunicación con otro tipo de sistema. Aún cuando en un ambiente centralizado o distribuido todos los recursos de datos sigan un mismo modelo y lenguaje en común, la heterogeneidad semántica será un problema a resolver. Los aspectos que se consideran en estos puntos son la diferencia en la representación de los datos, la incompatibilidad de nombres y discrepancias esquemáticas [121 •. 3.1.1.3. Herramientas de Modelado IDEFlX 16, t7].. La metodología IDEFlX es utilizada. para generar modelos gráficos de información que. representan la estructura y semántica de la información contenida dentro de un ambiente o sistema. El modelo generado podrá entonces ser utilizado como base para la administración de la información como un recurso, la integración de sistemas de información y la construcción de bases de datos. Los elementos a considerar en la elaboración de modelos siguiendo esta norma son: entidades, relaciones y atributos.. Las entidades, elementos base en el modelo, representan un conjunto de cosas reales o abstractas ( gente, eventos, lugares, eventos, ideas, combinaciones de cosas, etc.) que tienen atributos o características similares. Estos serán representados por cuadros con el nombre de la entidad ubicado en la parte superior._.
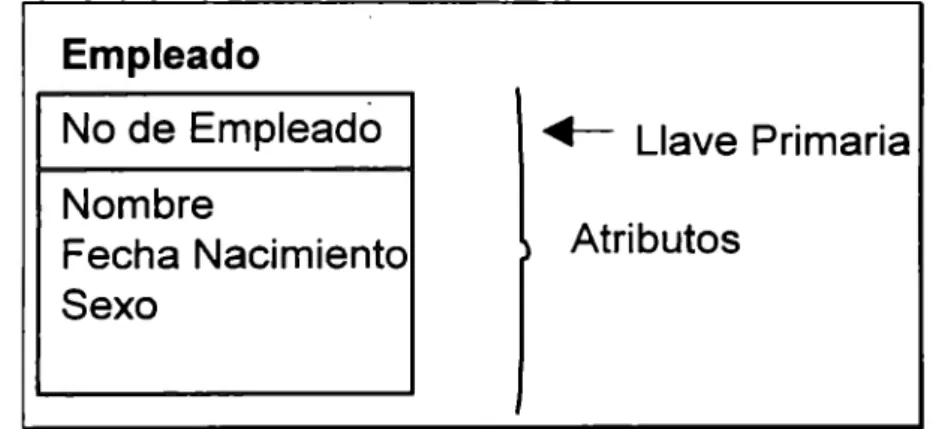
(23) 24. Comprador. Orden de Compra. e. 1. Entidad Independiente. j. Entidad Dependiente. Fig. 3.5 Sintaxis de Entidades. Los atributos representan un tipo de característica o propiedad asociado con un conjunto de miembros de una entidad. Por ejemplo, NOMBRE y FECHA DE NACIMIENTO pueden se atributos asociados con la entidad EMPLEADO. Los elementos de una entidad (empleados) deberán contar con un atributo o combinación de atributos que los identifiquen de una manera precisa (No. IMSS por ejemplo). Estos atributos formarán una llave primaria para la entidad. En los diagramas del modelo, los atributos son mostrados listando sus nombres dentro del cuadro de su entidad asociada. Las llaves primarias en la sección superior y el resto en la parte inferior.. Empleado. No de Empleado Nombre Fecha Nacimiento Sexo. .._ Llave Primaria Atributos. Fig. 3.6. Sintaxis de Atributos y Llave Primaria.. Las relaciones en el modelo IDEF l X, representadas mediante conexiones, son utilizadas para ilustrar las asociaciones entre las entidades.. Podemos encontrar los siguientes tipos de. relaciones: Padre Hijo. Es una conexión entre entidades en la que cada elemento de la entidad padre está relacionada con cero, uno o más elementos de una segunda entidad hijo y cada elemento de la entidad hijo esta asociada con cero o un elemento de la entidad padre. Por ejemplo la relación.
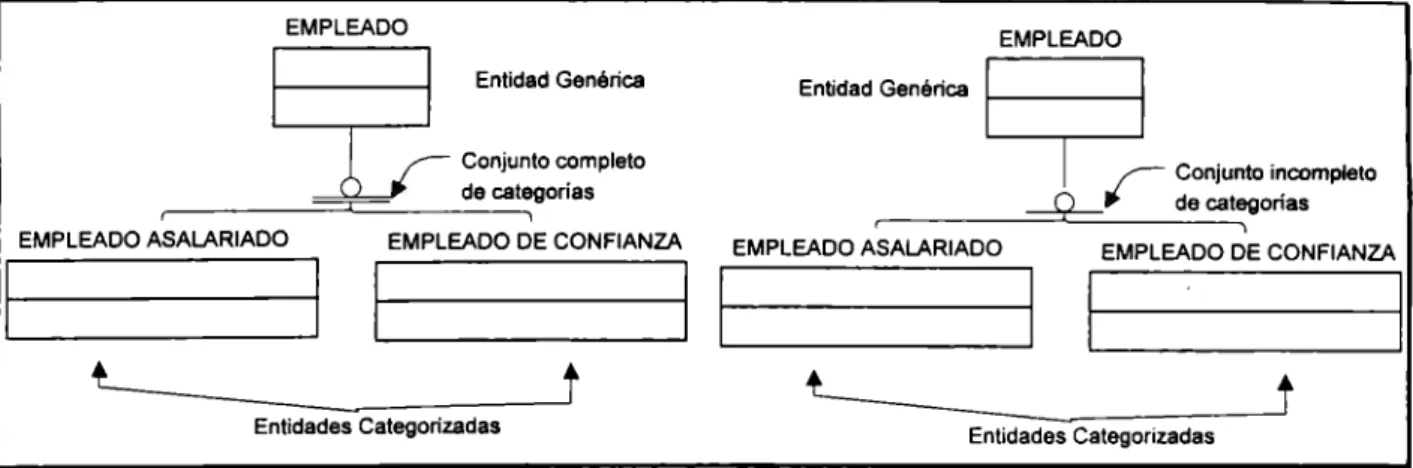
(24) 25. entre COMPRADOR y ORDEN DE COMPRA. El COMPRADOR puede emitir cero, uno o más órdenes de compra, mientras q1·e cada orden de compra puede tener sólo un comprador asociado.. Padre Hijo Identificación. Es l. conexión donde un elemento de una entidad hijo es identificada únicamente por su asociación cor. la entidad padre. Por ejemplo, una relación de identificación se tendrá para las entidades PROYlCTO y TAREA si una o más tareas están asociadas a cada proyecto, y las tareas son identificadas únicamente con referencia a un proyecto. Es decir, que el proyecto asociado debe ser conocido de antemano a fin de identificar exactamente una tarea del resto de ellas.. Padre Hijo No identificación. Es la conexión en la que cada elemento de la entidad hijo puede ser dP.finida exactamente sin conocer el elemento asociado de la entidad padre. Por ejemplo en las entidades COMPRADOR y ORDEN DE COMPRA, las ordenes de compra pueden ser diferenciadas por medio del número de orden de compra sin necesidad de identificar al comprador asociado.. Entidad A Llave Primaria A. Entidad A Entidad Padre. ~. j ~ Relación de. ~ Relación de. ombre de la. Identificación. elación. Nombre de la Relación. No Identificación. •. Entidad B. Entidad B Llave Primaria B Llave Primaria A (FK). EntidadPa_dre. Entidad Hijo. Llave Primaria B Llave Primaria A (FK). Entidad Hijo. Fig. 3. 7. Sintaxis de Relaciones de Identificación y No Identificación Padre Hijo.. Por Categoría. Es una conexión entre una entidad conocida como genérica y otra conocida como categorizada. Una agrupación de categorizadas es un conjunto de una o más relaciones categorizadas. En esta relación un elemento de la entidad genérica sólo puede estar relacionada con un elemento de una entidad categorizada de la agrupación y cada elemento de la entidad.
(25) 26. categorizada esta asociada con exactamente W1 elemento de la entidad genérica. Por ejemplo si. EMPLEADO es la entidad genérica, y EMPLEADO SINDICALIZADO y EMPLEADO DE CONFIANZA son las entidades categorizadas, habrá dos relaciones categorizadas en esta agrupación: W1a entre EMPLEADO y. EMPLEADO SINDICALIZADO; y otra entre. EMPLEADO y EMPLEADO DE CONFIANZA. Representándose como lo muestra la Fig. 3.8.. EMPLEADO. ~. Eofül,d Gooéria. EMPLEADO ASALARIADO. 1. t_ Entidades Categorizadas. r. O. Conjunto incompleto de categorías. '. EMPLEADO DE CONFIANZA. 1. º"''""' ~. Eotidad. Conjunto completo de categorías. _. 1. EMPLEADO. \. EMPLEADO ASALARIADO. 1. t. 1. EMPLEADO DE CONFIANZA. 1. 1. L Entidades Categorizadas. 1. t. Fig. 3.8. Sintaxis de Relaciones por Categoría. Cardinalidad de las relaciones. De acuerdo a la cantidad de elementos de la entidad hijo que. puedan ser asociados a W1 elemento de la entidad padre, se definirá la cardinalidad de la relación. La simbología utilizada para la cardinalidad es un número o rango de números escritos a un lado de la parte superior de la entidad hijo. En forma general, el fundamento de el modelo IDEF 1X es un modelo IDEFO de algún sistema y se desarrolla en función de las trayectorias de intercambio de información entre loa diferentes eslabones de la cadena funcional ahí representada..
(26) 27. 3.1.2. NIVEL 2. HERRAMIENTAS DE INTEGRACIÓN EXISTENTES. ¡i,. 3. 1. El concepto de los sistemas de integración involucra a todas las funciones de manufactura por medio de un sistema de procesamiento de datos distribuido. Esta distribución es necesaria por 2 razones principales: Es muy dificil implantar todas las funciones en un sólo sistema, y es necesario en algunos casos ubicar los elementos "inteligentes" a una corta distancia de donde son requeridos. La eficiencia y eficacia de un sistema distribuido de cómputo depende de las características de su sistema de comunicaciones, siendo las redes de comunicaciones una de las soluciones a este tipo de problema. Estas redes deberán comunicar a una planta en su totalidad. Observando la Fig. 3.9, tenemos el modelo jerárquico de una planta de manufactura automatizada, donde el nivel más bajo lo constituyen los equipos, como centros de maquinado, robots, etc.; mientras que en el nivel más alto estará la administración de los demás niveles y en donde se utilizará la información en su mayor parte para procesos de toma de decisiones. Las redes de comunicación permitirán que la información de cualquiera de los niveles pueda llegar a los demás (véase enlace entre niveles en el lado izquierdo de la figura).. NIVEL. -. 1 PLANTA. 2 TALLER 3 CELDA. ....___. ....___. 4 ESTACION DE TRABAJO 5 EQUIPO. FUNCIONES Administración de la Información Ingeniería de Manufactura Administración de la Producción Programación de Tareas Asignación de Recursos Análisis de Tareas Administración de Lotes Programación Monitoreo Preparación Generación de Órdenes a Equipos Maquinado Medición Transporte Almacenamiento. AREA Toda la Planta. Area de Maquinado, de Emoaque, etc. Celda Virtual 1, 2 , etc.. Estación de Fresado, de Control de Calidad, etc. Robot Centro de Maquinado. Fig. 3.9. Modelo Jerárquico de una Planta de Manufactura Automatizada.
(27) 28. Sin embargo se reconoce que las características de estas redes variarán dependiendo de los niveles que deseen comunicarse. Esto es debido a que el tipo de información que es intercambiada entre uno y otro nivel es de diferente tipo y con diferentes necesidades de velocidad. Por lo que se definen tres tipos genéricos de redes[BJ los cuales se muestran en la Tabla 3. 3.. 3.1.2.1. Red tipo l.. La red tipo 1 interconecta a mainframes, minicomputadoras, y estaciones de trabajo. Implantando las funciones de los dos niveles superiores del modelo de la Fig. 3.9, con varias subredes del tipo2. El tráfico que comúnmente podemos encontrar fluyendo en este tipo de red son transferencias de archivos, operaciones de solicitud y actualización de las bases de datos, intercambio de correo, etc. Por lo que no hay necesidad de operaciones en tiempo real, sin embargo la flexibilidad de la comunicación puede llegar a ser importante.. 3.1.2.2. Red tipo 2.. Esta red da el soporte de comunicaciones entre los niveles 3 y 4 de la Fig. 3.9. Los elementos que interconecta pueden ser controladores de celdas o áreas de proceso, controles de maquinaria y equipo y redes del tipo 3. El tráfico generado por estos equipos incluye la lectura y escritura de programas, señales de sincronización de actividades en las celdas o áreas de proceso y señalamiento de alarmas. Este tipo de tráfico requiere por lo tanto de tiempos cortos de transmisión en algunas ocasiones, por lo que este debe ser una red con tiempos cortos y definidos de transmisión.. 3.1.2.3. Red tipo 3.. Este tipo de red interconecta los dispositivos ubicados en los dos niveles inferiores de la jerarquía mostrada en la Fig. 3.4, los cuales son sensores, actuadores y sus controladores. El tráfico encontrado normalmente abarca la lectura y escritura cíclica de variables y comandos,.
(28) 29. intercambio de datos cortos, así como carga y descarga de programas. La naturaleza cíclica de las operaciones requeridas para monitorear tanto las entradas como las salidas es una característica dominante en este tipo de redes. De hecho es muy importante el asegurarse que la lectura de variables y escritura de comandos es realizado en intervalos constantes de tiempo. Otra característica de este tráfico es la longitud mínima de cada paquete de datos. Por otro lado no se reqmere de mucha flexibilidad en las comunicaciones, ya que por ejemplo la habilidad de manejar datos con diferentes formatos no es necesaria, ya que se tiene un número fijo y restringido de dispositivos interconectados.. Niveles Enlazados. Tipo de Red/ Característica 11. Equipos que se Enlazan. 1y2. Minicomputadoras y Estaciones de Trabajo. Transferencia de Archivos Solicitud de Información a Bases de Datos Intercambio de Correo. 3y4. Controladores de celda o área, PLC, CNC, de Robots, etc.. Descarga de programas, Señalización para Sincronización de Celdas o Áreas.. No utiliza procesos en tiempo real. 2/ Ciclo de Bus menor a l 00 ms. 4y5. 3/ Ciclo de Bus menor a 10 ms. I Sensores, Actuadores, y sus Controladores. 1. 1. Información que se Intercambia. Intercambio cíclico de lecturas, Intercambio acíclico de datos y programas.. 1. Tabla 3. 3. Jerarquía de Redes de Comunicación Utilizadas en un Sistema CIM.. Sin embargo las redes de cómputo no es el único requisito para la comunicación. Estas necesitan. protocolos para comunicarse en una red. Un protocolo es un conjunto de reglas de comunicación comunes que deben ser seguidas por los elementos de una red a fin de que puedan entenderse entre si. La realidad en muchas de las instalaciones de sistemas en las plantas de manufactura consiste de redes propietarias, esto es con diferentes conjuntos de reglas de comunicación, y por tanto las computadoras que se encuentran en diferentes redes no pueden comunicarse. Además, en los ambientes industriales las computadoras no son los únicos equipos que podemos encontrar en las redes. Existen equipos como Controladores Lógicos Programables (PLC), Robots, Sensores y Actuadores cuyos fabricantes optan por uno u otro protocolo propietario a fin de permitir la integración a las redes de mayor importancia y difusión existentes, restringiendo de esta forma su mercado a los usuarios que tengan la red seleccionada..
(29) 30. En el caso de los usuanos finalt::s; como plantas de manufactura y fábricas; debido a la abundancia de diferentes marcas y protocolos de comunicación se debe optar siempre por un reducido grupo de soluciones, las cuales sean compatibles con la red de comunicación que fue elegida desde un inicio. O bien invertir una cantidad extra de recursos en el desarrollo de una interfaz especial para un equipo en particular. Además, la evolución tecnológica puede en cualquier momento hacer obsoleta una determinada solución, obligando entonces a la actualización de todos los sistemas de comunicación si se quiere mantener la compatibilidad con los nuevos equipos y programas.. 3.1.2.4. Protocolos de Automatización de la Manufactura (MAP) 12•81 •. El reconocimiento de esta problemática y la excesiva inversión en soluciones de comunicaciones entre equipos de diferentes fabricantes llevaron a que la empresa General Motors iniciara los esfuerzos hacia la creación de una norma o estándar que permitiera que los equipos de medición, control, estaciones de diseño y todos los equipos que intervenían en su proceso de manufactura, no importando de que fabricante vinieran, pudieran integrarse a una red de comunicaciones e interactuar con la información existente en esa red. Estos esfuerzos dieron origen al sistema de protocolos para la automatización de la manufactura, MAP (Manufacturing Automation Protocol System), los cuales fueron promovidos y documentados por el Grupo de Usuarios MAP, el cual se creó en el año 1984 e incluía a McDonnell Douglas, Ford, Chrysler, Deere y Kodak. En Junio de 1988 fue publicada la versión 3.0 de este protocolo, la cual por convenio no sufriría ninguna modificación en un período de por lo menos 6 años.. El sistema de protocolos MAP fue definido adoptando el modelo de referencia ISO-OSI, así como una selección· de protocolos definidos por un cuerpo de estandarización internacional para cada una de las 7 capas del modelo referido.. 3.1.2.4.1. El modelo interconexión de sistemas abiertos ISO-OSI 191 •. Debido a la proliferación de diferentes protocolos de comunicación de datos se dificulta la identificación de funciones de control asociadas con alguno de ellos. Para facilitar esta identificación, la oficina internacional de estándares, ISO, definió un modelo que sirviera como.
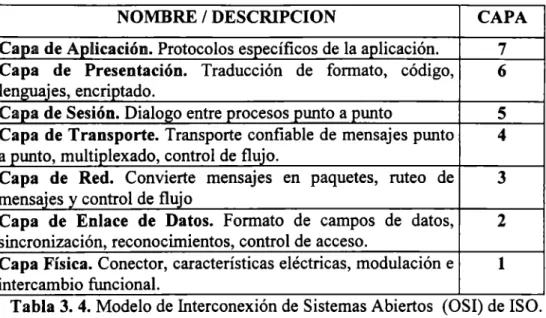
(30) 31. referencia para el diseño de protocolos de comunicación de forma que se aísle las funciones especificas de estos protocolos en 7 niveles o capas. A esta norma se le conoce como OSI (Open Systems Interconnection) Interconexión de Sistemas Abiertos:. NOMBRE/ DESCRIPCION. CAPA. Capa de Aplicación. Protocolos específicos de la aplicación. Capa de Presentación. Traducción de formato, código, lenguajes, encriptado. Capa de Sesión. Dialogo entre procesos punto a punto Capa de Transporte. Transporte confiable de mensajes punto a punto, multiplexado, control de flujo. Capa de Red. Convierte mensajes en paquetes, ruteo de mensajes y control de flujo Capa de Enlace de Datos. Formato de campos de datos, sincronización, reconocimientos, control de acceso. Capa Física. Conector, características eléctricas, modulación e intercambio funcional. Tabla 3. 4. Modelo de Interconexión de Sistemas Abiertos (OSI). 7 6 5. 4. 3 2 1. de ISO.. 3.1.2.4.2. Fundamentos de los protocolos MAP.. Como se mencionó anteriormente, se requieren de diferentes tipos de redes para poder llevar a cabo la integración de los distintos niveles de una planta de manufactura. Reconociendo esta necesidad el conjunto de protocolos MAP fue elaborado considerando tres tipos de sistemas diferentes. Para cada uno de ellos se toman protocolos definidos por organismos internacionales, con la finalidad de lograr una mayor aceptación dentro de la industria.. El primero de ellos es el FullMAP, cuyo perfil de protocolos se muestra en la Tabla 3. 5. Este tipo de estación se considera estará en un tipo de red que interconecta las minicomputadoras, mainframes y estaciones de trabajo; es decir una red tipo l que enlazará a los niveles 1 y 2 de la Fig. 3.9. Se incluyen en ella los siete niveles del modelo OSI, por lo que se obtiene una gran flexibilidad para las estaciones que se comunican. Sin embargo no es adecuada para aplicaciones en tiempo real, ya que la cantidad y complejidad de los protocolos no pennitirían obtener la velocidad necesaria..
(31) 32. Protocolos Adoptados Capa OSI Administración y Acceso de Transferencia de Archivos (FT AM) 7 Especificación de Mensajes de Manufactura (MMS) Servicio de Directorios de Administración de la Red MAP/TOP(ISO 9594) Elemento de servicio de Control de Asociación (ACSE) Kernel de Presentación ( ISO 8822) 6 Kernel de Sesión ( ISO 8326) 5 Servicio de Transporte Clase 4 (ISO 8072) 4 Servicio de Red sin Conexión (ISO 8348) 3 Clases l y 3 de Control de Liga Lógica (ISO 8802/2) 2 Control de Acceso de Medio Token-Bus (ISO 8802/4) Bus de Token de Banda ancha de 10 Mbps 1 Bus de Token de Banda Portadora de 5 Mbps Tabla 3. 5. Implantación del modelo OSI estaciones FullMAP.. Los requerimientos para una red tipo 2, son cubiertos por el perfil de protocolos llamado MiniMAP. En el, los niveles 3 al 6 del modelo OSI se encuentran vacíos, sin embargo con esto se garantizan tiempos de respuesta más cortos para los mensajes que han sido enviados sobre la red. Dado que los protocolos en la capa 7 incluyen únicamente la especificación de mensajes de manufactura para administración, mensajería y servicios de directorios, este tipo de estación servirá para el control de algún dispositivo de manufactura, y no participará directamente en la administración de la planta. Este perfil se muestra en la Tabla 3. 6.. Protocolos Adoptados Especificación de Mensajes de Manufactura (MMS). Capa OSI 7 6 5 4 3 2. Clase 3 de IEEE 802.2 Respuesta Inmediata IEEE 802.4 1 Banda Portadora de 5 Mbps IEEE 802.4 Tabla 3. 6. Implantación del modelo OSI para Estaciones MiniMAP. Para las redes tipo 3, en las que tenemos sensores y actuadores comunicándose con controladores, la norma MAP no ha definido una estructura de protocolos. No obstante se tienen algunos esfuerzos de estandarización por parte de otros organismos como son la ISA e IEC. Estos serán descritos más adelante..
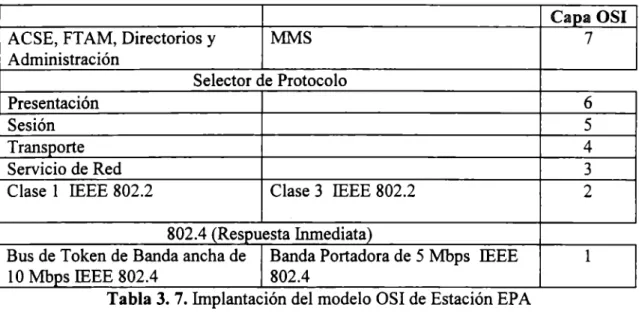
(32) 33. Las estaciones FullMAP y MiniMAP tienen diferentes protocolos e incluso diferente número de capas, por lo que no pueden comunicarse entre ellas. Esto hace necesario un tercer tipo de estación para llenar el hueco entre ellas. Este tipo de estación es conocida como de arquitectura de desempeño mejorado (EPA) y combina los perfiles de protocolos de las otras dos estaciones. Este tipo de equipo es adecuado para implantar celdas o controladores de áreas de proceso. El perfil de esta estación se muestra en la Tabla 3. 7.. ACSE, FTAM, Directorios y l\1MS Administración Selector de Protocolo Presentación Sesión Transporte Servicio de Red Clase 1 IEEE 802.2 Clase 3 IEEE 802.2 802.4 (Respuesta Inmediata) Bus de Token de Banda ancha de Banda Portadora de 5 Mbps IEEE 1OMbps IEEE 802.4 802.4 Tabla 3. 7. Implantación del modelo OSI de Estación EPA. Capa OSI 7. 6. 5 4. 3 2. 1. Un ejemplo de la configuración de una red de comunicaciones MAP 3.0 se muestra en la Fig. 3.10, donde podemos apreciar una red de arquitectura jerárquica de 2 niveles. Una red de tipo 1 que conecta estaciones FullMAP que desarrollan diversas tareas de alto nivel, y una red tipo 2 en una celda conectada a través de un puente (bridge), en donde el controlador de la celda se ha implantado como una estación EPA, con dispositivos de manufactura controlados por estaciones MiniMAP. Además se muestra la posible conexión de una red propietaria por medio de un puerto de enlace (gateway)..
(33) 34. Servidor de Archivos. Programador de Producción. Gerencia de A rea. FullMAP. Gateway Robot. Red Propietaria. Controlador de Celda. PLC. EPA. MiniMAP. MiniMAP. Fig. 3.10. Ejemplo de configuración de red MAP. 3.1.2.5. Estándar de Integración de Acceso a Bases de Datos. ll. 9. .J0.3tJ.. Una de las carencias de la definición del sistema de protocolos de automatización de la manufactura,. es la falta de un protocolo que permita la integración eficiente y efectiva de. sistemas aislados de bases de datos. Típicamente las empresas utilizan diferentes tipos de sistemas de bases de datos que se han adquirido en diferentes momentos y con diferentes objetivos. Esto lleva a que en la actualidad se tengan islas de datos en varios sistemas heterogéneos de administración de bases de datos, con muy escasa comunicación. Los puentes que se pueden encontrar entre ellos son soluciones caseras que llevan a una integración ineficiente. De las soluciones que a este problema están empezando a surgir debido al esfuerzo de la Organización Internacional de Estándares (ISO) y fabricantes de sistemas DBMS (Data Base Management System) encontramos el RDA (Remote Database Access) que es un estándar de capa 7 que define un conjunto de servicios de comunicación para bases de datos como el abrir y cerrar bases de datos, establecer y cerrar sesiones o enviar una petición de acceso a una base de datos. Este estándar esta diseñado para operar con el estándar SQL y sus versiones SQL-2 y SQL3. SQL (Structured Query Langauge) es un lenguaje estándar de bases de datos relacionales que.
(34) 35. especifica la sintaxis y la semántica de un lenguaje de definición de datos, utilizado para definir las estructuras de una base de datos relacional, así como un lenguaje de manipulación de datos para tener acceso y modificar una base de datos relacional. Mediante la utilización de productos que cumplan con estos estándares un sistema puede ser más suceptible de integrar su información entre diferentes componentes existentes en el, con mayor rapidez y a un costo mucho menor.. 3.1.2.6. Bus de Campo.. Se planteó en puntos anteriores la necesidad de obtener sistemas de cómputo distribuido por características propias de los procesos de manufactura. Considerando ahora que los elementos sensores deben estar dentro de los procesos y máquinas involucrados en la producción para poder tener información sobre la condición del proceso (temperatura, posición de una prensa, etc.). Y por otro lado los actuadores deben ser las herramientas que el sistema de control utilice para modificar las condiciones del proceso (abrir o cerrar una válvula, encender o apagar un motor, etc.). Es obvia la necesidad de tener una distribución física de estos elementos. Sin embargo las distancias que se deben cubrir llegan incluso a kilómetros, por lo que el controlador deberá contar con una forma de enviar y recibir información de los diferentes elementos conectados. La solución planteada a este problema hasta hace algunos años y que aún domina en la industria consiste de establecer un circuito analógico de corriente cuyo valor podía variar entre 4 y 20mA para representar una variación de O a 100% de una variable física del proceso ( en el caso de un sensor) o de porcentaje de apertura de una válvula para el caso de un actuador. O bien en el caso de una señal digital (por ejemplo un botón de paro), se establecía un circuito de voltaje alterno o directo el cual es activado o interrumpido por el accionamiento de los elementos (botón). El bus de campo serial fue introducido en equipos de control para disminuir los costos que implicaba el cableado de cada uno de los dispositivos de campo, creando así un sistema de comunicación para intercambio de información entre el propio sistema de automatización y dispositivos distribuidos en campo o en planta por medio de un sólo par de cables. En sus primeras versiones sólo era posible obtener los valores de las variables físicas, pero en los últimos años estos sistemas permiten el envío de valiosa información como parámetros, datos de diagnóstico, programas y la potencia necesaria para la operación de los dispositivos de campo. Sin embargo el bus de campo surgió en múltiples versiones propietarias, con cada uno de los fabricantes manejando su propio protocolo..
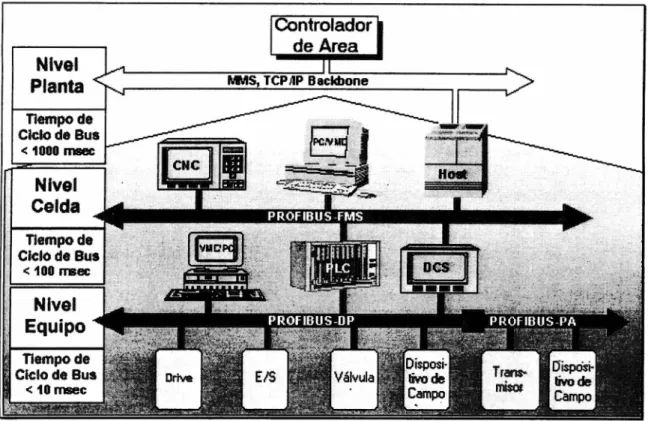
(35) 36. Entre los esfuerzos que se han realizado en los últimos años para estandarizar los protocolos de comunicación de los bus de campo tenemos: •. Profibus Profibus-DP Profibus-PA Profibus-FMS. •. Foundation FieldBus. •. DeviceNet. •. Otros. 3.1.2.5.1.PROFIBUS (9) .. Es una familia de protocolos de comunicación que especifica las características técnicas y funcionales de un sistema serial de bus de campo mediante el cual controladores digitales decentralizados pueden ser conectados a una red desde un nivel de celda hasta un nivel de equipo. El sistema puede ser encontrado en aplicaciones de. automatización de la manufactura y. procesos. Este sistema fue estandarizado en la norma europea EN 50 170. En la actualidad pueden encontrarse alrededor de 1200 diferentes equipos de .diferentes marcas que cumplen con . esta norma. Sin embargo su uso es común solo en los países de europeos y su difusión en América y Asia es limitada. Profibus consta de una familia de protocolos que le permiten crear conectividad entre redes del tipo 1 y el 2 como lo muestra la Fig. 3.9. Podemos encontrar tres versiones distintas en esta familia, las cuales son:. PROFIBUS-DP. Es una red de comunicaciones serial optimada para altas velocidades e instalación barata. En ella controladores centrales ( PLC o PC ) se comunican con sus dispositivos de campo distribuidos (E/S, control de motores, válvulas, etc.) por medio de un enlace serial de alta velocidad . La mayoría de la comunicación de datos en estos dispositivos distribuidos es hecha en una forma cíclica. Las funciones requeridas para estas comunicaciones son definidas por las funciones básicas del Profibus-DP. Además de éstas, se tienen funciones de comunicación no cíclicas que.
(36) 37. son requeridas para la configuración, diagnóstico y monitoreo de alarmas de dispositivos de campo inteligentes. Este tipo de red puede ser utilizada para reemplazar la transmisión de señal paralela con 24 V o O a20mA.. Nivel Planta Tiempo de Ciclo de Bus. Nivel Celda Tiempo de Ciclo de Bus < 100 ITBec. Nlvel Equipo Tiempo de Ciclo de Bus < 10 msec. misot. Fig. 3.11. Areas de aplicación Profibus PROFIBUS-PA. Esta versión del Profibus esta diseñada especialmente para la automatización de procesos. Permite que dispositivos de campo como transmisores de presión, temperatura y nivel; o válvulas de control de flujo se conecten a través de una línea común de comunicación, aún en áreas que requieran dispositivos de seguridad intrínseca. En el se permite la comunicación de datos y la alimentación de energía sobre la misma línea de acuerdo a la norma internacional IEC 1158-2. Puede ser usada para substituir la tecnología analógica de 4-20 mA ahorrando hasta un 40% en planeación, cableado, instalación y mantenimiento ofreciendo además un incremento en la funcionalidad y seguridad. PROFIBUS-FMS. Esta versión del protocolo esta diseñada para llevar a cabo comunicación a nivel de celdas. En este nivel los controladores programables ( PLC o PC) se comunican primordialmente unos con.
(37) 38. otros. En esta área un alto nivel de funcionalidad es más importante que tiempos muy rápidos de comunicación. Entre las funciones que podemos encontrar el establecimiento y desconexión de enlaces lógicos; lectura y escritura de variables y de áreas de memoria; arranque, paro y encadenamiento de programas; transmisión de mensajes de eventos con diferentes prioridades; identificación de dispositivos, etc.. Perfil. Aplicación Usuario. Dl$pOs1tlvo FMS. CAPA OSI (7) 1. (3}(6). (2). (1 J. 1 1 1. ± •. RS-485 I Fibra Optica EN ~O 170. úS DIN E 19245 par! 4. IEC 1158-2. O. PROFIBUS gLidelines. Fig. 3.12. Arquitectura de Protocolos de Profibus. En forma general los protocolos sólo utilizan las primeras dos capas del modelo OSI , así como la capa de aplicación. Siendo la implantación de todas ellas en base a estándares internacionales.. 3.1.2.5.2. Bus de Campo FOUNDATION ™ 111 1.. El bus de campo FOUNDATION ™. es un enlace digital de comunicaciones entre dispositivos. de control y de campo inteligentes cuya función es remplazar el estándar 4-20mA. Este bus de campo es un sistema abierto, es decir que cumple con el modelo ISO-OSI de capas de comunicación y con interoperabilidad; es decir que tiene la posibilidad de operar dispositivos múltiples, de distintas marcas en el mismo sistema sin pérdida de funcionalidad. Esta.
(38) 39. característica es importante ya que permite reemplazar un dispositivo con otro de diferente fabricante. Este bus de campo tiene definidos únicamente las dos primeras capas del modelo OSI y los protocolos que maneja son también normas internacionales: IEC-1158-2 e ISA 50.02. Existen dos versiones de este bus de campo, encontrándose la diferencia entre ellos en la capacidad de transmisión. El Hl es un canal de comunicación con 32.04 Kb/s de capacidad, mientras que el H2 puede llegar a tener hasta 2 Mb/s. El soporte y desarrollo de este estándar lo hace la Fie/dbus Foundation ™ compuesto por un grupo de alrededor de 100 de los principales fabricantes de equipo de automatización de procesos a nivel mundial. Esta organización fue creada en 1994, y sus primeras pruebas en campo se realizaron en 1996, por lo que la difusión de este bus de campo es limitada, siendo la mayoría de las instalaciones en los Estados Unidos. Su aplicación principal se encuentra en industrias de proceso.. B'.vA. 3.1.2.s.3.DEVIcENET 1121.. Es un enlace de comunicaciones de bajo costo para conectar dispositivos industriales como interruptores límite, sensores fotoeléctricos, arrancadores de motores, sensores de proceso, lectores de código de barras, control de motores de frecuencia variable, interfaces de operador, etc. en una red y de esta forma eliminar cableado. Obteniéndose además información de diagnóstico de los dispositivos. Devicenet esta basado en un protocolo de comunicaciones conocido como CAN (Controller Area Network) desarrollado por la empresa alemana BOSCH para el mercado automotriz europeo con la finalidad de reemplazar grupos de cableado de alto costo por cable de comunicaciones de bajo precio en los autos. Por lo que es posible usar este protocolo en aplicaciones tan demandantes y de alta confiabilidad como un sistema de antibloqueo de frenos o de bolsas de aire. Este protocolo fue la base para la definición de la norma ISO 11898 de intercambio de información digital. Este sistema al igual que los otros bus de campo existentes utilizan como base de su protocolo el modelo OSI, sin embargo sólo definen las dos capas inferiores: Nivel Físico y Acceso de Datos, así como la capa de Aplicación. En este caso a diferencia de los anteriores es un sistema abierto libre de regalías, que lo convierte en uno de los sistemas de comunicación de redes tipo 1 más difundidos en el mundo. Su aplicación es primordialmente en ambientes de manufactura. Este.
(39) 40. tipo de sistema de comunicación es apoyado por la Asociación de Vendedores de Redes de Dispositivos Abiertos (ODV A).. Se pueden encontrar otros intentos de sistemas abiertos para implantar una red del tipo 1, sin embargo los anteriores son los más difundidos. Estos intentos pueden ir desde asociaciones regionales o de algunas áreas específicas de la industria como son: Access Bus, BACNet. por Red de control y automatización de la construcción, BITBUS,. CABNET por Protocolo de construcción automatizada, Bus de Mediciones DIN, EIAMUG por Grupo de usuarios europeos de acción y medición inteligente, EIB por Bus de instalación europeo, EPSI por Interfaz de estaciones de petróleo europeo, PROFICELL por Celda programable de bus de campo, Protocolo HART, etc.. 3.1.2.5.4. Otro tipo de soluciones.. A pesar de todos los esfuerzos internacionales por estandarizar protocolos, arquitecturas y medios fisicos de transmisión; la realidad existente en la industria, en particular la mexicana, es que los equipos de control ya tienen años en operación. Esta situación imposibilita la aplicación de los estándares de comunicación que han esta40 surgiendo en la década de los 90, tanto en redes del tipo 1 como en las de nivel celda y superiores. Esto es por que para aplicar este tipo de soluciones sería necesario actualizar o cambiar en ocasiones el 100% de los dispositivos de control y medición con los que una planta de proceso o de manufactura opera. Y por lo tanto la integración total los sistemas no puede lograrse por este camino. Una de las opciones que han aparecido a este problema son los dispositivos que traducen los protocolos de comunicación de una determinada marca de equipo a un protocolo estándar. Esta solución es adecuada en casos en que la cantidad de información que se desea intercambiar con los dispositivos es poca y puede soportar el retraso de tiempo originado por la traducción. Otro tipo de solución a la que se recurre en ocasiones es el desarrollo de interfaces de comunicación dentro del sistema principal hacia los dispositivos de campo, logrando de esta forma el intercambio de datos. Sin embargo en las ocasiones en que sea necesario conectar varios equipos de diferentes marcas y protocolos la solución podría no ser económicamente adecuada. Otra solución que se ha utilizado con frecuencia en las empresas son los programas conocidos como SCADA (Sistema de Control Supervisorio y Adquisición de Datos). Este tipo de sistemas.
Figure


+7


Documento similar
Como medida de precaución, puesto que talidomida se encuentra en el semen, todos los pacientes varones deben usar preservativos durante el tratamiento, durante la interrupción
Where possible, the EU IG and more specifically the data fields and associated business rules present in Chapter 2 –Data elements for the electronic submission of information
The 'On-boarding of users to Substance, Product, Organisation and Referentials (SPOR) data services' document must be considered the reference guidance, as this document includes the
In medicinal products containing more than one manufactured item (e.g., contraceptive having different strengths and fixed dose combination as part of the same medicinal
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
This section provides guidance with examples on encoding medicinal product packaging information, together with the relationship between Pack Size, Package Item (container)
Package Item (Container) Type : Vial (100000073563) Quantity Operator: equal to (100000000049) Package Item (Container) Quantity : 1 Material : Glass type I (200000003204)
