Estimación de costos en proyectos metalmecánicos, y su aplicación al área petrolera
203
0
0
Texto completo
(2) i. DECLARACIÓN. Yo, Patricio René Guerrero Torre, declaro bajo juramento que el trabajo aquí descrito es de mi autoría; que no ha sido previamente presentado para ningún grado o calificación profesional; y, que he consultado las referencias bibliográficas que se incluyen en este documento.. A través de la presente declaración, cedo mis derechos de propiedad intelectual correspondientes a este trabajo, a la Escuela Politécnica Nacional, según lo establecido por la Ley de Propiedad Intelectual, por su Reglamento y por la normatividad institucional vigente.. ______________________ Patricio Guerrero.
(3) ii. CERTIFICACIÓN Certifico que el presente trabajo fue desarrollado por Patricio René Guerrero Torre, bajo mi supervisión.. ________________________ Ing. Jaime Calderón Segovia DIRECTOR DEL PROYECTO.
(4) iii. AGRADECIMIENTO Agradezco a Dios en primer lugar, que es quien sostiene mi vida y me guía en todos mis caminos y me ha dado una nueva oportunidad para lograr este objetivo que lo tenía pendiente, luego a mi querida esposa Gina por haber sido el apoyo incondicional durante este reto y a mis amadas hijas Paula y Camila, por ser las personas por quienes lucho día a día y han sabido ser comprensivas por la ausencia en los diarios momentos mientras concluía este proyecto.. Patricio.
(5) iv. DEDICATORIA Dedico este trabajo a mi padre Milton y a mi madre Yolanda (+), quienes se entregaron con esmero y amor a la crianza y educación de sus hijos, y que por diversas circunstancia de la vida no he logrado completar este ciclo de mis estudios, un anhelo que siempre estuvo presente en mis padres.. Patricio.
(6) v. CONTENIDO CAPÍTULO 1. GENERALIDADES ......................................................................... 1 3.1. INTRODUCCIÓN ...................................................................................... 1. 3.2. LOS TANQUES DE ALMACENAMIENTO SOBRE SUPERFICIE ............ 2. 3.3. HISTORIA DE LOS TANQUES DE ALMACENAMIENTO ........................ 2. 3.4. CLASIFICACIÓN O TIPOS DE TANQUES ............................................... 3. 3.5. LOS TANQUES FABRICADOS EN TALLER VS TANQUES MONTADOS. EN SITIO: ............................................................................................................... 5 3.6. NORMAS APLICADAS A TANQUES DE ALMACENAMIENTO ............... 6. 3.6.1. EL CÓDIGO API 650 PARA LOS TANQUES DE ALMACENAMIENTO ... 7. 3.7. LA ESTIMACIÓN DE COSTOS EN PROYECTOS DE INGENIERÍA ......13. 3.7.1. ¿QUÉ ES LA ESTIMACIÓN DE COSTOS? .............................................14. 3.7.2. TIPOS DE ESTIMACIÓN DE COSTOS ...................................................14. 3.7.3. USOS DE LA ESTIMACIÓN ....................................................................15. 3.8. LA INGENIERÍA Y GESTIÓN DE COSTO COMO UNA PROFESIÓN ....15. CAPÍTULO 2. APLICACIÓN DE LA NORMA API 650 PARA LA FABRICACIÓN DE TANQUES SOLDADOS PARA ALMACENAMIENTO DE PETRÓLEO.........18 2.1. MATERIAL A UTILIZARSE ......................................................................18. 2.1.1. GENERALIDADES ...................................................................................18. 2.1.2. PLANCHAS ..............................................................................................19. 2.1.3. PERFILES ESTRUCTURALES ................................................................23. 2.1.4. TUBERÍAS ...............................................................................................23. 2.1.5. BRIDAS ....................................................................................................24. 2.1.6. PERNOS ..................................................................................................24. 2.1.7. ELECTRODOS DE SOLDADURA ...........................................................24.
(7) vi. 2.2. CONSIDERACIONES PARA EL DISEÑO ...............................................25. 2.2.1. JUNTAS SOLDADAS ...............................................................................25. 2.2.2. CONSIDERACIONES DE DISEÑO..........................................................32. 2.2.3. CAPACIDAD DEL TANQUE ....................................................................33. 2.2.4. CONSIDERACIONES ESPECIALES .......................................................35. 2.2.5. CONDICIONES DE SERVICIO ................................................................36. 2.2.6. ESPESORES ...........................................................................................36. 2.3. DISEÑO DE CADA ELEMENTO ..............................................................37. 2.3.1. PLANCHAS DE FONDO ..........................................................................37. 2.3.2. PLANCHA ANULAR DEL FONDO ...........................................................37. 2.3.3. DISEÑO DEL CUERPO ...........................................................................40. 2.3.4. MANHOLES DEL CUERPO .....................................................................53. 2.3.5. BOCAS Y BRIDAS ...................................................................................54. 2.3.6. PUERTA DE LIMPIEZA FLUSH-TYPE ....................................................55. 2.3.7. CONEXIONES DE CUERPO ...................................................................57. 2.3.8. ACCESORIOS DEL TANQUE .................................................................61. 2.3.9. CONEXIONES DE FONDO .....................................................................61. 2.3.10. MANHOLES DE TECHO ......................................................................61. 2.3.11. VENTEO DEL TECHO ..........................................................................63. 2.3.12. SUMIDEROS ........................................................................................63. 2.3.13. ANILLOS DE REFUERZO SUPERIOR E INTERMEDIO ......................65. 2.3.14. TECHOS ...............................................................................................69. 2.3.15. SISTEMAS DE ANCLAJE PARA LOS TANQUES ................................74. 2.4. FABRICACIÓN .........................................................................................76. 2.4.1. MANO DE OBRA .....................................................................................76. 2.4.2. ACABADO DE LOS BORDES DE LAS PLANCHAS................................77. 2.4.3. CONFORMADO DE LAS PLANCHAS DEL CUERPO .............................77.
(8) vii. 2.4.4. MARCADO ...............................................................................................78. 2.4.5. ENVÍO ......................................................................................................78. 2.5. INSPECCIÓN EN TALLER ......................................................................78. 2.6. MONTAJE ................................................................................................78. 2.6.1. DETALLES DE SOLDADURA ..................................................................79. 2.6.2. SOLDADURA DEL FONDO .....................................................................79. 2.6.3. SOLDADURA DEL CUERPO ...................................................................79. 2.6.4. SOLDADURA CUERPO-FONDO.............................................................80. 2.6.5. TECHOS ..................................................................................................80. 2.7. INSPECCIÓN, PRUEBAS Y REPARACIONES .......................................80. 2.7.1. INSPECCIÓN DE SOLDADURAS ...........................................................81. 2.7.2. RESPONSABILIDAD ...............................................................................81. 2.7.3. EXAMINACIÓN Y PRUEBA DEL FONDO DEL TANQUE .......................81. 2.7.4. INSPECCIÓN DE SOLDADURAS DE PLANCHAS DE REFUERZO.......82. 2.7.5. PRUEBAS DE CAMPO ............................................................................82. 2.7.6. RESPONSABILIDADES DEL FABRICANTE ...........................................83. 2.7.7. RESPONSABILIDADES DEL COMPRADOR ..........................................83. 2.7.8. PRUEBAS DEL TECHO ...........................................................................84. 2.7.9. REPARACIONES DE SOLDADURAS .....................................................84. 2.7.10. TOLERANCIAS DIMENSIONALES ......................................................85. 2.7.11. NÚMERO Y UBICACIÓN DE LAS RADIOGRAFÍAS ............................86. 2.7.12. EXAMEN DE PARTÍCULAS MAGNÉTICAS - MT ................................89. 2.7.13. INSPECCIÓN POR ULTRASONIDO - UT ............................................90. 2.7.14. INSPECCIÓN POR LÍQUIDOS PENETRANTES .................................90. 2.7.15. INSPECCIÓN VISUAL - VT ..................................................................91. 2.7.16. PRUEBAS CON CAJA DE VACIO ........................................................91.
(9) viii. 2.8. PROCEDIMIENTO. DE. SOLDADURA. Y. CALIFICACIÓN. DE. SOLDADORES .....................................................................................................93 2.8.1. CALIFICACIÓN DE PROCEDIMIENTOS DE SOLDADURA ...................93. 2.8.2. CALIFICACIÓN DE SOLDADORES ........................................................94. 2.9. PLACA DE IDENTIFICACIÓN Y CERTIFICACIÓN..................................94. 2.9.1. PLACAS DE IDENTIFICACIÓN ...............................................................94. 2.9.2. CERTIFICACIÓN .....................................................................................97. CAPÍTULO 3: DESCRIPCIÓN DETALLADA DE UN PROCESO PARA LA ESTIMACIÓN DE COSTOS EN PROYECTOS DE INGENIERÍA PARA LA CONSTRUCCION DE EQUIPOS METALMECANICOS .......................................98 3.1. GENERALIDADES DEL PROCESO ........................................................98. 3.2. PASOS PARA EL DESARROLLO DEL PROCESO. ...............................99. 3.2.1. PASO 1: INICIO DEL PROYECTO ..........................................................99. 3.2.2. PASO 2: DEFINICIÓN DEL ALCANCE DE LA ESTIMACIÓN ...............101. 3.2.3. PASO 3: PRE-ESTIMACIÓN Y PLANIFICACIÓN ..................................106. 3.2.4. PASO 4: CUANTIFICACIÓN DE MATERIALES QTO’S Y DESCRIPCIÓN. DE CANTIDAD DE TRABAJO.............................................................................116 3.2.5. PASO 5: FUENTES DE DATOS Y CÁLCULO DE COSTOS .................119. 3.2.6. PASO 6: COSTOS DIRECTOS ..............................................................121. 3.2.7. PASO 7: RESUMEN Y CARÁTULA .......................................................122. 3.2.8. PASO 8: DOCUMENTACIÓN Y COMPROBACIÓN DE LA ESTIMACIÓN …………………………………………………………………………………124. 3.2.9. PASO 9: REVISIÓN GERENCIAL..........................................................126. 3.2.10. PASO 10: EDICIÓN Y ALMACENAMIENTO DE LA ESTIMACIÓN ....126. 3.2.11. PASO. 11:. RETROALIMENTACIÓN. DE. COSTOS. Y. MEJORA. CONTINUA..........................................................................................................127.
(10) ix. CAPÍTULO 4: DESARROLLO DE UN PROCESO PARA LA ESTIMACION DE COSTOS, Y SU aplicación PARA LA FABRICACION EN TALLER DE TANQUES DE ALMACENAMIENTO SOBRE SUPERFICIE ELABORADOS BAJO EL CÓDIGO API 650 ...............................................................................129 4.1. DEFINICION DE LA EMPRESA Y GIRO DE NEGOCIO: ......................129. 4.1.1. IDENTIFICACION DEL LA EMPRESA...................................................129. 4.1.2. GIRO DEL NEGOCIO ............................................................................129. 4.2. DESARROLLO. DEL. PROCESO. DE. ESTIMACION. PARA. ELABORACION DE PRODUCTOS METALMECANICOS ..................................130 4.2.1. REQUERIMIENTO Y PLANIFICACIÓN (PASOS 1,2 y3) .......................131. 4.2.2. PREDISEÑOS Y QTO’S (paso 4) ..........................................................136. 4.2.3. CÁLCULO DE COSTOS DIRECTOS e indirectos y resumen (pasos 5 y. 6)……………. ......................................................................................................162 4.2.4. REVISIÓN, ARCHIVO Y RETROALIMENTACIÓN (pasos 9, 10 y 11).172. 4.3. MÉTODO ALTERNATIVOS DE ALGORITMOS (paso 8) .....................173. 4.3.1. CURVA DE RENDIMIENTO...................................................................174. 4.3.2. INCIENCIA DE LOS RUBROS DE FABRICACION ...............................174. CAPITULO 5: CONCLUSIONES Y RECOMENDACIONES...............................178 5.1. CONCLUSIONES...................................................................................178. 5.2. RECOMENDACIONES ..........................................................................179. BIBLIOGRAFÍA ..................................................................................................180 GLOSARIO .........................................................................................................181 ANEXO 1.............................................................................................................184 ANEXO 2.............................................................................................................186.
(11) x. ÍNDICE DE FIGURAS. Figura 1.1 Tanque empernado .............................................................................. 4 Figura 1.2 Tanques de techo flotante .................................................................... 4 Figura 1.3 Tanques de almacenamiento en refinería ............................................ 5 Figura 1.4 Esquema de habilidades y conocimientos en Ingeniería de Costos ....17 Figura 2. 1 Mínima temperatura permisible de diseño del metal para materiales utilizados en cuerpos de tanques sin pruebas de impacto. ...................................19 Figura 2. 2 Juntas típicas verticales para los anillos del cuerpo ..........................27 Figura 2. 3 Juntas típicas horizontales para los anillos del cuerpo ................................28 Figura 2. 4 Método para preparación de junta traslapada entre fondo y cuerpo .29 Figura 2. 5 Juntas típicas para techo y fondos ....................................................30 Figura 2.6 Detalle de Soldadura de filete doble para plancha anular de fondo con un espesor nominal superior a 13 mm (1/2 pulg) .................................................30 Figura 2. 7 Árbol de decisión del Apéndice F ......................................................34 Figura 2.8 Niveles y volúmenes para tanques de almacenamiento .....................35 Figura 2.9 Conexiones del cuerpo a ras del fondo ..............................................52 Figura 2.10 Flush-Type conexión al cuerpo .........................................................58 Figura 2.11 Soporte de montaje de salida a ras ..................................................60 Figura 2.12 Manholes de techo (ver tabla 2.19) ..................................................62 Figura 2.13 Sumidero ..........................................................................................63 Figura 2.14 Boquilla de bridas del techo .............................................................64 Figura 2.15 Secciones típicas de Anillos Rigidizadores para cuerpos del tanque (Ver tabla 2.21) .....................................................................................................65 Figura 2.16 Conformado de las planchas ............................................................77 Figura 2.17 Requerimientos radiográficos para cuerpo del tanque .....................87 Figura 2.18 Placa de identificación del Fabricante ..............................................95 Figura 2.19 Carta de certificación del Fabricante ................................................97 Figura 3.1 Los 11 pasos del proceso de estimación ............................................99 Figura 3.2 Ejemplo de formato de orden de estimación .....................................100 Figura 3.3 TRIKLE DOWN, Para la fabricación de un tanque .............................103.
(12) xi. Figura 3.4 Alcance definido como “ítems incluidos” ...........................................108 Figura 3.5 Alcance definido como “ítems excluidos” ..........................................109 Figura 3.6 El efecto del tiempo en la exactitud de la estimación ........................110 Figura 3.7 Ejemplo de formato detallado para M/O, material y equipo. ..............113 Figura 3.8 Ejemplo de formato de resumen CSI ................................................113 Figura 3.9 Método para el cálculo de los QTO's ................................................121 Figura 4. 1 Diagrama de Flujo para el proceso de Estimación de Costos .........130 Figura 4.2 Subprocesos para la estimación de costos ......................................131 Figura 4. 3 Formato de solicitud de estimación .................................................132 Figura 4. 4 Planificación de la estimación ...............................................................133 Figura 4. 5 Imprecisión versus tiempo, ...............................................................136 Figura 4.6 Datos del tanque ...............................................................................139 Figura 4.7 Condiciones de diseño ......................................................................139 Figura 4.8 Materiales ..........................................................................................140 Figura 4.9 Recubrimiento ...................................................................................140 Figura 4.10 Sketch .............................................................................................141 Figura 4.11 Cálculo del diseño del cuerpo .........................................................142 Figura 4.12 Desarrollo de planchas del cuerpo ..................................................143 Figura 4. 13 Cálculo del diseño del fondo ..........................................................143 Figura 4. 14 Diseño y desarrollo de planchas del fondo .....................................144 Figura 4.15 Cálculo de sumidero ........................................................................144 Figura 4.16 Cálculo de espesor lámina techo.....................................................145 Figura 4.17 Diseño geometría del techo .............................................................146 Figura 4.18 Dimensiones de planchas para el techo ..........................................146 Figura 4. 19 Diseño del techo .............................................................................146 Figura 4.20 Ángulo tope .....................................................................................147 Figura 4.21 Requerimientos del área calculada .................................................147 Figura 4. 22 Área de la sección de unión ...........................................................148 Figura 4. 23 Detalle de bocas .............................................................................148 Figura 4.24 Cálculo de refuerzo para las bocas .................................................149 Figura 4.25 Cálculo de Manhole de techos ........................................................149 Figura 4.26 Cálculo de Manhole de cuerpo ........................................................150.
(13) xii. Figura 4.27 Cálculo de Clean Out ......................................................................151 Figura 4. 28 Clean-Out .......................................................................................152 Figura 4.29 Se requiere anclaje: SI – NO ...........................................................152 Figura 4.30 Cálculo de anclajes .........................................................................153 Figura 4.31 Geometría de la silla........................................................................153 Figura 4.32 Sistema de anclaje ........................................................................153 Figura 4. 33 Cálculo de plataformas y escaleras ................................................154 Figura 4. 34 Lifting lugs ......................................................................................154 Figura 4.35 Plataformas y escaleras ..................................................................154 Figura 4.36 Resultado total del peso ..................................................................155 Figura 4.37 Cálculo de la cantidad de material para la fabricación del equipo ...156 Figura 4.38 Cálculo de cantidad del trabajo requerido para fabricación del equipo ......157 Figura 4. 39 Estándares de fabricación .............................................................158 Figura 4. 40 Estándar de fabricación – Procesos de corte ................................158 Figura 4. 41 Estándar de fabricación – Procesos de conformado .....................159 Figura 4.42 Estándar de fabricación – Procesos de soldadura .........................159 Figura 4.43 Factores de ajuste de productividad ......................................................160 Figura 4. 44 Cálculo de cantidad de horas hombre totales ................................161 Figura 4. 45 Método de esfuerzo prorrateado, costo indirecto de mano de obra ............................................................................................................................166 Figura 4. 46 Tasa compuesta de M/O directa.....................................................166 Figura 4. 47 Base de datos de los costos de los materiales ...............................167 Figura 4. 48 Cálculo de costo directo de suministro ..........................................167 Figura 4. 49 Cantidad de trabajo en Horas Hombre ..........................................168 Figura 4. 50 Cálculo de costos directos de mano obra ......................................169 Figura 4. 51 Cálculo de costos de materiales ....................................................170 Figura 4. 52 Cálculo de costos indirectos ..........................................................170 Figura 4. 53 Resumen de estimación para oferta ...............................................171 Figura 4. 54 Hoja de datos para oferta ..............................................................172 Figura 4. 55. Recopilación histórica de proyectos de fabricación en taller de. tanques de almacenamiento ...............................................................................175 Figura 4. 56 Rendimiento HH/TM vs TM para tanques de almacenamiento sobre superficie ............................................................................................................176.
(14) xiii. Figura 4. 57 Incidencia en el costo de un proyecto de construcción o fabricación ........176 Figura 4. 58 Resumen por el método top down .................................................177. ÍNDICE DE TABLAS. Tabla 1.1 Tanques fabricados en taller vs tanques pre-fabricados ........................ 3 Tabla 2.1 Grupo de materiales ..............................................................................20 Tabla 2.2 Grados aceptados para planchas de material .......................................22 Tabla 2.3 Tamaño de la soldadura de filete en la junta cuerpo-fondo ..................31 Tabla 2.4 Tamaño mínimo del ángulo tope ..........................................................32 Tabla 2.5 (SI) Materiales permitidos para plancha y los esfuerzos admisibles ...38 Tabla 2.6 (SI) Espesores de la plancha anular de fondo (tb) ................................40 Tabla 2.7 Diámetro nominal del tanque y espesor nominal de la plancha ...........40 Tabla 2.8 (SI) Espesor de la tapa y la brida apernada del Manhole del cuerpo ...45 Tabla 2.9 (SI) Dimensiones para la lámina del cuello del Manhole ......................46 Tabla 2.10 (SI) Dimensiones para Manholes del cuerpo ......................................46 Tabla 2.11 (SI) Dimensiones para bocas del cuerpo (mm) ..................................47 Tabla 2.12 (SI) Dimensiones para las bocas del cuerpo ......................................48 Tabla 2.13 (SI) Dimensiones para las bridas de las bocas del cuerpo (mm) ........49 Tabla 2.14 Dimensiones para Clean-Out como accesorios a ras del fondo (mm).49 Tabla 2.15 (SI) Espesores mínimos para la cubierta .............................................50 Tabla 2.16 (SI) Espesores y alturas para las planchas de refuerzo ......................51 Tabla 2.17 (SI) Dimensiones para las conexiones en el cuerpo............................51 Tabla 2.18 (SI) Dimensiones de Manholes de techo (mm) ...................................62 Tabla 2.19 (SI) Dimensiones para sumideros Drawoff (mm) .................................64 Tabla 2.20 (SI) Dimensiones para boquillas de techo con bridas (mm) ................64 Tabla 2.21 (SI) Módulos de sección (cm3). Rigidización de las secciones ............67 Tabla 2.22 (SI) Cargas de levantamiento ..............................................................75 Tabla 2.23 Tolerancias de redondez .....................................................................85 Tabla 3.1 Industrial Categorical Breakdown ICB ...............................................105 Tabla 3.2 Descripción de las columnas en el formulario de la Estimación .........112 Tabla 4.1 Categorización de los procesos de estimación en la industria ............135.
(15) xiv. RESUMEN Dentro del área petrolera, hay una gran diversidad de equipos utilizados, los cuales son construidos por procesos metalmecánicos, entre ellos están los tanques de almacenamiento, las tuberías de conducción, equipos para separación, recipientes a presión, torres de destilación, reactores, equipos de procesos, manifolds, lanzadores y recibidores de raspadores, estructuras metálicas, skids y otros. En el desarrollo de proyectos de ingeniería existe una parte inicial y vital que es la “Estimación de costos”, la cual es trascendente dentro del proyecto, pues allí es donde se definen los diferentes recursos a utilizar, tiempos de ejecución, costos involucrados, dando desde un inicio pautas sobre la viabilidad de los proyectos. Este trabajo pretende dar a conocer a la estimación de costos en proyectos de ingeniería como una profesión, por la necesidad de este tipo de especialistas en el mercado laboral, además en este estudio se planteará el desarrollo de un procedimiento en base a la aplicación de metodologías para optimizar tiempos y mejorar los rangos de precisión, utilizando como herramienta el software Microsoft Excel, y aplicado a un solo producto de fabricación metalmecánica, escogido por su mayor demanda en el mercado petrolero, el cual es un tanque de almacenamiento API 650. Mediante la elaboración de este procedimiento, se determinarán el peso y el costo más probable de un tanque determinado, basándose en el código API 650 y los costos relacionados de productos, recursos y servicios en el mercado nacional.. En base a estos costos, estándares de procesos metalmecánicos,. históricos de proyectos similares, y utilizando varios métodos de estimación de costos se elaborará una aplicación para el cálculo del peso y el costo más probable de un tanque que posea las características indicadas, utilizando los métodos más adecuados en cada fase del proceso..
(16) xv. Para las unidades de medida se utilizará al SI y en casos necesarios se colocará el equivalente en el sistema inglés, debido a la utilización de ambos sistemas en nuestro país.. PRESENTACIÓN Para el almacenamiento de petróleo y sus derivados, son ampliamente utilizados los tanques API 650, los cuales son diseñados y construidos bajo estrictas normas y códigos que se han ido formalizando, con la finalidad de mejorar la fiabilidad del tanque, mejorando su calidad en el diseño, materiales utilizados y su la fabricación. De esta manera se cumple con los requerimientos para que los tanques sean seguros con el medio ambiente, se aminoren los costos de fabricación, y se mejoren los rendimientos productivos dentro de su ámbito de trabajo. Además del uso de estos estándares y códigos para su diseño y construcción, se deben aplicar adecuados criterios de ingeniería. En el Capítulo 1, se dará a conocer una breve introducción sobre la relación entre los procesos metalmecánicos para fabricación de tanques de almacenamiento y la aplicación de métodos y técnicas para estimación de costos de fabricación en proyectos de ingeniería. En el Capítulo 2, se realiza un breve estudio sobre el código API 650 y su aplicación para el diseño, fabricación, montaje y control de calidad de tanques de almacenamiento sobre superficie para hidrocarburos de techo cónico y fabricados en taller. En el Capítulo 3, se desarrollarán los pasos a seguir para la elaboración de un procedimiento para la estimación de costos en proyectos de ingeniería y en especial enfoque a equipos metalmecánicos como son los tanques de almacenamiento sobre superficie. En el capítulo 4, se desarrollará en Microsoft Excel un procedimiento completo para la determinación de pesos y la estimación costo más probable para un tanque de almacenamiento basado en el código API 650. Y utilizando diversos métodos de la estimación de costos en ingeniería..
(17) 1. CAPÍTULO 1. GENERALIDADES 1.1 INTRODUCCIÓN La industria metalmecánica realiza proyectos para proveer de equipos y elementos metálicos de diversos grados de complejidad a las diferentes industrias, siendo una de las más importantes la petrolera, para lo cual provee equipos que cubren las diferentes etapas desde la extracción, almacenaje, transporte, refinación, etc. En el país se está dando un incremento importante de proyectos en las áreas de petróleos, generación eléctrica y minería. Para lo cual la participación de la industria nacional se vuelve necesaria y más aún si éste crecimiento del mercado se refleja en una gran demanda de bienes de capital metalmecánicos, y fomentando a la pequeña y mediana empresa. En la actualidad podríamos afirmar que la industria metalmecánica del país está involucrada en la realización de una gran variedad de proyectos de ingeniería. Sin embargo al hacerlo en su mayoría sin la aplicación de criterios adecuados en la gestión de proyectos, como son la estimación de costos, las empresas del sector pueden atravesar graves riesgos que conllevarían a pérdidas económicas considerables e incluso a la quiebra de las mismas. Esto debido a que en proyectos de gran magnitud las pérdidas podrían no permitir una recuperación económica de las mismas. La estimación de costos es una parte vital dentro de cualquier proyecto de ingeniería, pues en un principio nos da pautas para determinar su viabilidad, ofrece un panorama claro de todos los recursos que se utilizarán, sirve como base para la planificación, nos permite la elaboración del flujo de efectivo de la empresa, e incluso a futuro nos da pautas a utilizar en proyectos similares, disminuyendo de esta manera el tiempo empleado en futuras estimaciones, reduciendo riesgos que al detectarse a tiempo podrán ser enfrentados y sobrellevados adecuadamente..
(18) 2. Entre los productos de mayor demanda, elaborados por las empresas metalmecánicas para la industria petrolera,. se tienen los tanques de. almacenamiento sobre superficie, los cuales a través de los años han sido estandarizados bajo normas y códigos, que han servido para facilitar la relación entre proveedor y usuario, durante el proceso de fabricación y operación de los mismos. Los tanques diseñados y construidos bajo el código API 650 son utilizados para el almacenamiento de petróleo y sus derivados y están regulados por la American Petroleum Institute (API) que es una asociación comercial con sede en los Estados Unidos y que une a cerca de 400 corporaciones dedicadas al negocio del petróleo.. 1.2 LOS TANQUES DE ALMACENAMIENTO SOBRE SUPERFICIE El almacenamiento del petróleo y sus derivados durante las diversas etapas de la extracción,. refinación. y. transporte,. ha. posicionado. a. los. tanques. de. almacenamiento como el producto metalmecánico de mayor demanda que se elabora para la industria del petróleo. Los tanques de almacenamiento pueden clasificarse en tanques bajo superficie y tanques sobre superficie. El problema con los tanques de almacenamiento bajo superficie (Underground Storage Tanks UST) ha sido la amenaza de una contaminación masiva debido al deterioro por corrosión del acero, por lo que se han realizado regulaciones promovidas por la Enviroment Protection Agency (EPA) de los Estados Unidos, que ha ocasionado que se prefiera a los tanques verticales de almacenamiento sobre superficie (Aboveground Storage Tanks AST) sobre los antes mencionados.. 1.3 HISTORIA DE LOS TANQUES DE ALMACENAMIENTO Los tanques de almacenamiento sobre superficie existen desde hace cientos de años y han servido para almacenar una diversidad de productos que la sociedad.
(19) 3. ha requerido para su desarrollo. No hace mucho tiempo los tanques de madera fueron utilizados para almacenar agua, alcohol, aceite animal y alimentos. Tanto el petróleo, como sus derivados requieren ser almacenados y los tanques de almacenamiento sobre superficie (AST), cumplen este rol.. 1.4 CLASIFICACIÓN O TIPOS DE TANQUES La construcción de tanques de almacenamiento sobre superficie comprende dos áreas bien definidas: a. Fabricados en taller b. Prefabricados en taller y montados en sitio Tabla 1.1 Tanques fabricados en taller vs tanques pre-fabricados en taller y montados en sitio1 Fabricados en Taller. Pre-fabricados en taller y montados en sitio. Ingeniería estandarizada por el fabricante.. Ingeniería personalizada por el cliente.. Se envía como una unidad lista para instalación. Se envían las partes para armar y montar en. en sitio.. sitio.. Capacidad de máximo 1000 barriles.. Capacidad de más de 1500 barriles.. Productos estandarizados / poca flexibilidad. Diseño personalizado / mucha flexibilidad.. Traslado simple y rápido.. Traslado complicado y lento.. En la Tabla 1.1 se realiza una comparación entre los tanques AST fabricados en taller y los tanques pre-fabricados en taller y montados en sitio. De forma general los tanques de almacenamiento sobre superficie no varían considerablemente entre las diferentes industrias. Estas diferencias dependerán de las regulaciones ambientales para evitar derrames o evitar emisiones de compuestos volátiles orgánicos (VOC’s).. 1. Digrado, B. D., Thorp, G. A. (2004). The Aboveground Steel Storage Tank Handbook. Estados Unidos. p3..
(20) 4. Los parámetros para definir la construcción de un tanque de almacenamiento sobre superficie, son las regulaciones, el mercado, los estándares y el producto. En las siguientes figuras se presentan algunos tipos de AST basados en códigos API 650:. Figura 1.1 Tanque empernado. Figura 1.2 Tanques de techo flotante.
(21) 5. Figura 1.3 Tanques de almacenamiento en refinería. 1.5 LOS TANQUES FABRICADOS EN TALLER VS TANQUES MONTADOS EN SITIO: Los tanques fabricados en taller están disponibles en capacidades menores a 159 m3 (1000 bbl) y 6 m (20 pies) de diámetro, mientras que los tanques Prefabricados y montados en sitio tienen capacidades mayores a 239 m 3 (1500 bbl) y mayor que 6 m (20 pies), las limitantes están mayormente determinadas por las restricciones en las dimensiones para ser transportados. Los tanques entre capacidades de 159 y 239 m3 pueden ser de construcción en taller o montaje en sitio. Una diferencia entre estos dos tipos de tanques es el grado de ingeniería que para el caso de los tanques construidos en sitio se requiere una ingeniería de prefabricación, se tienen techos especiales como los flotantes y domos para bajas presiones. Y en tanques fabricados en taller, la ingeniería es limitada por las pequeñas dimensiones del tanque. Los tiempos de entrega y costos son más elevados para tanques montados en sitio. La American Petroleum Institute (API), ha realizado un estudio en cuatro áreas: 1. Refinerías.
(22) 6. 2. Terminales de comercialización 3. Facilidades de transportación 4. Áreas de producción Determinando que todos los tanques construidos en sitio son verticales y los fabricados en taller la mayoría son horizontales. La API también realizó un estudio para investigar las edades de los tanques de almacenamiento en cuatro áreas indicadas anteriormente. Determinando que más del 90% de los tanques están sobre los once años, y que, solo en el sector de producción se encontraba que hay muchos tanques nuevos que reducen la estadística al 68%.2 La Enviromental Protection Agency (EPA), realizó varias regulaciones siendo una de ellas la que indica que a los quince años los tanques ya se encuentran deteriorados, y sobre esta base, posteriormente la API desarrolló un nuevo código para la reparación y/o alteración de tanques, se trata del código API 653, el cual no será parte de este tema de estudio.. 1.6 NORMAS APLICADAS A TANQUES DE ALMACENAMIENTO Dentro de los códigos aplicables para el diseño, fabricación y montaje de tanques de. almacenamiento,. además. de. los. requerimientos. para. operación. y. manipulación, tenemos los códigos API 650, API 12F, National Fire Protection Association (NFPA) 30, Underwriters Laboratories (UL) 58, 1746, 142 entre otras. En el presente estudio se ampliará la información concerniente al Código API y específicamente al API 650, ya que es el código utilizado en la construcción de tanques verticales de acero soldados para el almacenamiento de petróleo y sus derivados.. 2. Digrado, B. D., Thorp, G. A. (2004). The Aboveground Steel Storage Tank Handbook. Estados Unidos. P7.
(23) 7. 1.6.1 EL. CÓDIGO. API. 650. PARA. LOS. TANQUES. DE. ALMACENAMIENTO La American Petroleum Institute es la principal asociación comercial de los Estados Unidos que representa a unas 400 corporaciones implicadas en la producción, refinamiento, distribución, construcción y muchos otros aspectos que abarca la industria del petróleo y gas natural. Este instituto se encarga, entre otras cosas, de regular las políticas referentes al ámbito petrolífero, y también de generar una serie de estándares a utilizar en la industria metalmecánica para la construcción de equipos de uso petrolero, entre ellos están los estándares, códigos o normas utilizados en la construcción de tanques de almacenamiento de petróleo que son objeto de este estudio. Los códigos API son establecidos para tratar problemas de naturaleza general. Lo habitual es que estos códigos sean revisados y modificados, reafirmados o eliminados al menos cada cinco años. 1.6.1.1 Fundamentos del Código Las Normas API son publicadas con la finalidad de facilitar una amplia aplicación de buenas prácticas comprobadas de ingeniería y operación, y están basadas en el conocimiento y la experiencia acumulada de los compradores y los fabricantes de los tanques de almacenamiento de petróleo. Estas normativas no tienen la intención de obviar la necesidad de la aplicación de buenos criterios de ingeniería. Cualquier fabricante de equipos o materiales que utiliza los códigos API es el único responsable de su producto final, pues API no representa ni garantiza dichos productos. El código API 650 se utiliza en la elaboración de tanques nuevos, estos tanques deben ser cilíndricos y verticales, construidos sobre superficie y pueden tener techo cerrado o abierto. Además cubre el material, diseño, fabricación, montaje y pruebas..
(24) 8. Además dicha norma tiene por objeto, dar especificaciones que faciliten la fabricación y adquisición de los tanques de almacenamiento para la industria del petróleo. Si los tanques son adquiridos de conformidad con el presente código, el Comprador está obligado a especificar ciertos requisitos básicos de cumplimiento. Si el Comprador lo desea, puede modificar, eliminar o ampliar secciones de este Código, pero en este caso la referencia a este código no se hará en las placas de identificación o de la certificación del Fabricante de los tanques que no cumplen con los requisitos mínimos del código o que superen sus limitaciones. Se recomienda que cualquier tipo de modificación, supresión o ampliación se realice en el sentido de complementar este Código. Las normativas de diseño dadas en el presente Código son los requisitos mínimos a aplicarse en la fabricación de los tanques, sin embargo se puede aplicar un diseño más riguroso siempre y cuando exista un acuerdo mutuo entre el Fabricante y el Comprador. Pero cabe aclarar que este Código no se ha de interpretar como la aprobación, recomendación o para apoyar cualquier diseño específico o como una limitación del método de diseño o construcción. Este Código no propone cubrir los tanques de almacenamiento que se montarán en áreas sujetas a regulaciones más estrictas a las especificaciones de este Código. Cuando este Código es señalado para dichos tanques, debe seguirse en la medida en la cual no entre en conflicto con los requisitos estipulados por las autoridades locales. En todo caso, el Comprador es responsable de especificar los requisitos jurisdiccionales aplicables al diseño y la construcción del tanque. En la placa de identificación del tanque deberá figurar la fecha de la edición del Código y cualquier revisión a la edición a la que el tanque ha sido sometido. Las publicaciones de API pueden ser utilizadas por cualquier persona que lo desee. Todos los esfuerzos han sido realizados por el Instituto para asegurar la exactitud y fiabilidad de los datos contenidos en ellos, sin embargo, el Instituto no da ninguna garantía y se exime de cualquier obligación o responsabilidad por pérdidas o daños que resulten de su uso o por la violación de cualquier regulación.
(25) 9. gubernamental, estatal o municipal con lo que esta publicación pueden entrar en conflicto. 1.6.1.2 Alcance del Código El código API 650 establece los requisitos mínimos para los materiales, diseño, fabricación, montaje, requerimientos de medición y pruebas, para tanques de almacenamiento soldados, con diferentes capacidades con techo abierto o cerrado, para presión interna aproximada a la atmosférica (presiones internas que no excedan el peso de las láminas del techo), pero se permiten presiones internas más altas cuando se cumplen requerimientos adicionales. Esta norma es aplicable solamente a los tanques cuyo fondo este uniformemente apoyado, de servicio no refrigerado que tengan una temperatura máxima de diseño de 93 °C (200 °F). Este Código está diseñado para construir tanques con una seguridad adecuada y con costos razonables, para el almacenamiento de petróleo. El código no establece tamaños específicos de tanques y por el contrario se puede escoger cualquier tamaño que sea necesario. Su intención es ayudar a los clientes y a los fabricantes a comprar, fabricar y montar los tanques y no pretende prohibir la compra o fabricación de tanques que cumplan con otras especificaciones. 1.6.1.3 Apéndices del Código El código contiene 22 apéndices, los cuales cubren diferentes aspectos del diseño y construcción de los tanques. Excepto para el Apéndice L, un apéndice se convierte en un requisito sólo cuando el Comprador especifica una opción que se cubra en ese apéndice o especifica el apéndice entero. Apéndice A: proporciona alternativas simplificadas, requisitos de diseño de los tanques donde los componentes bajo esfuerzo, están limitados a un máximo espesor nominal de 12,5 mm (0,5 pulg), incluyendo una tolerancia por corrosión, y cuya temperatura para el metal en el diseño sea superior a los mínimos establecidos en el anexo. Apéndice B: proporciona recomendaciones para el diseño y construcción de bases de fondo plano de los tanques de almacenamiento..
(26) 10. Apéndice C: proporciona los requisitos mínimos para la construcción de techos flotantes externos. Apéndice D: proporciona los requisitos para la presentación de consultas técnicas con respecto a este código. Apéndice E: proporciona los requisitos mínimos para los depósitos sujetos a cargas sísmicas. Un diseño alternativo o complementario puede ser de mutuo acuerdo entre el Fabricante y el Comprador. Apéndice F: proporciona los requisitos para el diseño de tanques sujetos a pequeñas presiones internas. Apéndice G: proporciona los requisitos para techos de domo de aluminio. Apéndice H: proporciona los requisitos mínimos que se aplican a un techo flotante interno en un tanque con un techo fijo en la parte superior. Apéndice I: proporciona detalles de construcción aceptables, los cuales pueden ser especificados por el Comprador para el diseño y construcción de sistemas de tanques y sus cimientos, en los que de proporcionan datos de detección de fugas en el fondo del tanque y protección del subsuelo, y prevé tanques apoyados sobre rejillas. Apéndice J: Tanques fabricados en taller que no excedan los 6m (20 pies) de diámetro. Apéndice K: Proporciona una aplicación de ejemplo del método de diseño del punto variable para determinar espesores de la plancha del cuerpo. Apéndice L: Proporciona hojas de datos y las instrucciones de las hojas de datos, para la inserción de información requerida que será utilizada por el Comprador y el Fabricante. El uso de la hoja de datos es obligatorio, salvo su exoneración indicada por el Comprador..
(27) 11. Apéndice M: Establece requisitos para tanques con una temperatura de diseño de construcción superior a 93 °C (200 °F), pero inferior o igual a 260 °C (500 °F). Apéndice N: Proporciona requisitos para el uso de nuevos materiales que no están especificados. Apéndice O: Ofrece recomendaciones para el diseño y la construcción de conexiones debajo del fondo del tanque de almacenamiento. Apéndice P: Proporciona dos procedimientos diferentes para tratar con las cargas en conexiones del cuerpo del tanque. Apéndice R: Proporciona una descripción de las combinaciones de carga utilizados para las ecuaciones de diseño que aparecen en este código. Apéndice S: Proporciona los requisitos para depósitos de acero inoxidable. Apéndice SC: Proporciona los requisitos para los tanques de material mezclado con acero inoxidable (incluyendo austeníticos y dúplex) acero al carbono y en el mismo tanque para los anillos de cuerpo, planchas de fondo, la estructura de techo, y otras partes de un tanque que requieren alta resistencia a la corrosión. Apéndice T: Resumen de los requerimientos de ensayos no destructivos (NDT): Los estándares de aceptación, las calificaciones del inspector, y los requisitos del procedimiento. Apéndice U: Indica los requisitos que cubren la sustitución de examen por ultrasonidos en lugar de un examen radiográfico. Apéndice V: Proporciona los requisitos adicionales para los tanques que están diseñados para operar bajo presión externa (vacío) como condición normal de operación. Se deberá usar para tanques para los que la presión externa normal de operación sea mayor de 0.25 kPa (0.036 psi) pero que no exceda de 6.9 kPa (1.0 psi)..
(28) 12. Apéndice W: Proporciona recomendaciones sobre cuestiones comerciales y su documentación. 1.6.1.4 Limiltaciones Las reglas del código están limitadas para las conexiones de las tuberías interna o externa en techo, cuerpo o fondo del tanque, hasta: a. La cara de la primera brida en conexiones bridadas, excepto cuando se suministren tapas o bridas ciegas. b. La primera superficie de sello en accesorios o instrumentos. c. La primera junta roscada en conexiones roscadas. d. La primera junta circunferencial en conexiones soldadas, si no están soldadas a una brida. 1.6.1.5 Responsabilidades El Fabricante es el responsable de cumplir con todas las disposiciones del presente Código. La inspección que se realiza por parte del inspector del Comprador no invalida la obligación del Fabricante para proporcionar un control de calidad e inspección necesarias para garantizar dicho cumplimiento. El Fabricante. deberá. comunicar. los. requerimientos. especificados. a. los. subcontratistas o proveedores, que estén trabajando por petición del Fabricante. El Comprador deberá especificar en la Hoja de Datos, la jurisdicción bajo la cual se someterá el Fabricante, y las implicaciones sobre el código que esto conlleve, de acuerdo al tipo de producto, su operación y capacidad del tanque. El Comprador deberá proporcionar los permisos jurisdiccionales que sean necesarios para levantar el tanque, incluyendo los permisos para la eliminación del agua de las pruebas hidrostáticas. El Fabricante en cambio, proporcionará todos los demás permisos que se requieran para completar o transportar el tanque. El Comprador se reserva el derecho de disponer de personal para observar todo el proceso de fabricación de su contratación y el sitio de trabajo (incluidas las.
(29) 13. pruebas y la inspección). Estas personas deberán gozar de un acceso pleno y libre a estos efectos, sin perjuicio de la seguridad y las restricciones de horario. Para el presente código, el hecho de que el Comprador acepte, esté de acuerdo o apruebe el diseño de un Fabricante, el proceso de trabajo, las medidas de fabricación, etc., no eximirá la responsabilidad del Fabricante para cumplir con los códigos de diseño específicos, las especificaciones del proyecto y los dibujos, y mano de obra profesional. El Fabricante informará al Comprador de cualquier conflicto que surja entre este código y cualquier documento referido por parte del Comprador y deberá pedir aclaraciones. Para el presente código, cualquier asunto en particular en la cual el Comprador y el Fabricante se hayan puesto de acuerdo deberá estar debidamente documentado por escrito.. 1.7 LA. ESTIMACIÓN. DE. COSTOS. EN. PROYECTOS. DE. INGENIERÍA Los proyectos de ingeniería son tareas complejas que requieren una participación multidisciplinaria de ingenieros para planificar, diseñar y gestionar estos esfuerzos. La necesidad de facilitar esta tarea se estableció en primer lugar con el fin de estimar los costos del proyecto. Los ingenieros ayudan a determinar el valor económico de un proyecto. En cualquier proyecto una de las preguntas más obvias dadas desde un comienzo es cuál va a ser el costo del mismo, pero no es tan común preguntar sobre el rango de error de dicha estimación. Si bien es cierto en proyectos pequeños o medianos se puede obtener rápidamente un costo de referencia del mercado, este asunto es más delicado al tratarse de megaproyectos en donde la inversión es considerable, en estos casos esta información demanda un gran estudio en donde se invierte mayor tiempo y esfuerzo de parte de los especialistas, y en.
(30) 14. algunos casos se debe encargar esta tarea a terceros que sean expertos en la materia, en este caso a especialistas en la estimación de costos.. 1.7.1 ¿QUÉ ES LA ESTIMACIÓN DE COSTOS? De acuerdo con la AACE, una estimación se define de la siguiente manera: Es una evaluación y determinación de los costos más probables de los elementos que están involucrados en un proyecto o trabajos definidos mediante un alcance acordado entre las partes.. 1.7.2 TIPOS DE ESTIMACIÓN DE COSTOS La American Association of Cost Engineering (AACE) ha creado una escala de clases de estimación de costos, donde la calidad de las aproximaciones depende del nivel de definición del proyecto. Un mayor grado de definición implica una mayor precisión, pero también conlleva un mayor costo de elaboración de la estimación. En fases tempranas, para ejecutar los análisis de inversión, tendremos que conformarnos con una estimación rápida, esto se hace con la finalidad de que se pueda decidir proseguir o no en el proyecto. A medida que la ingeniería avanza, de conceptual a básica, de básica a detallada, el nivel de definición y detalle mejora, y por lo tanto la estimación es más precisa. Existen tres tipos específicos de estimación, basados en la grado de precisión: 1. Estimación en orden de magnitud, 2. Estimación presupuestaria, y 3. Estimación definitiva. Típicamente una estimación es una evaluación, basada en hechos específicos y supuestos, del costo final de un proyecto y los resultados de este proceso varían con: ·. El tipo de estimación, la cantidad, el detalle y la claridad de la información,.
(31) 15. ·. Los datos disponibles en la fase del proyecto, para estimación,. ·. El tiempo asignado para preparar la estimación,. ·. La perspectiva del contratista, diseñador o propietario,. ·. La habilidad y conocimiento del estimador,. ·. La técnica de cálculo,. ·. La precisión deseada en la estimación,. ·. La evaluación de riesgos.. 1.7.3 USOS DE LA ESTIMACIÓN Existen 6 propósitos para los que una estimación puede servir:3 1. Proporcionar una evaluación del costo de capital para un trabajo determinado. 2. Constituir la base para la planificación y el control, definiendo el alcance del trabajo y su costo estimado asociado. 3. Proporcionar gran parte de la información básica (horario, recursos, tareas, duraciones) que son necesarias para la preparación de un cronograma. Y también determinar los requerimientos generales para los recursos tales como mano de obra, materiales y equipo de construcción. 4. Proporcionar los requerimientos financieros necesarios para preparar una curva de flujo de efectivo. 5. Proporcionar pautas para la evaluación de la productividad y los riesgos. 6. Es un catalizador para el debate, la generación de ideas, la participación en equipo. Se logra reunir gran parte de la información relevante del proyecto dentro de un único documento.. 1.8 LA INGENIERÍA Y GESTIÓN DE COSTO COMO UNA PROFESIÓN La AACE define a la ingeniería y a la gestión de costos totales (Total Cost Management TCM) de la siguiente manera: 3. AARON COST ESTIMATING HANDBOOK.
(32) 16. “TCM se refiere a la aplicación efectiva de los conocimientos profesionales y técnicos de los recursos para el plan y el control, los costos, la rentabilidad y el riesgo.” 4 En pocas palabras, se trata de un enfoque sistemático para la gestión de costos en todo el ciclo de vida de cualquier proyecto de ingeniería. Esto se logra mediante la aplicación de la ingeniería de costos y los principios de gestión de costos, metodologías probadas y tecnología de apoyo para el proceso de gestión. En esta área práctica de la ingeniería, los criterios y la experiencia son utilizados en la aplicación de los principios científicos y técnicos a los problemas de la planificación de los negocios, estimación de análisis económico y financiero, ingeniería de costos, gestión proyectos, la planificación y la programación, el cronograma valorado y el control de cambios. Para lo cual la AACE ha definido las habilidades que debe poseer un ingeniero de costos y a su vez, qué conocimientos debe adquirir para su adecuado desenvolvimiento en el desempeño de esta área, las cuales se resumen en la figura 1.4. HABILIDADES Y CONOCIMIENTOS DE UN INGENIERO DE COSTOS Definición de Ingeniero de costos y TCM. 1. Habilidades y conocimientos de apoyo 1.1 Elementos de costos. 2. Habilidades y conocimientos funcionales y del proceso 2.1 Estructura del TCM. a. Costos. a. Proceso general TCM y terminología. b. Dimensiones de costos. b. Proceso de dirección estratégica y de activos. c. Clasificación de costos. c. Proceso de control de proyectos. d. Tipos de costos b. Dimensiones de costos. 2.2 Planificación. e. Precios a. Obtención de requisitos y análisis 1.2 Elementos de análisis. b. Ámbito de aplicación y desarrollo de estrategias c. Cronograma de planificación y desarrollo. a. Estadística y probabilidad b. Análisis financiero y económico c. Optimización y modelos d. Medición física. d. Estimación de costos y presupuesto e. Gestión de recursos f. Análisis de la ingeniería de valor g. Análisis de riesgo h Gestión de adquisiciones y contratos i. Toma de decisión de inversiones. 4. http://www.aacei.org. (Consultado mayo 2013).
(33) 17. HABILIDADES Y CONOCIMIENTOS DE UN INGENIERO DE COSTOS Definición de Ingeniero de costos y TCM. 1. Habilidades y conocimientos de apoyo. 1.3 Activación del conocimiento a. Empresa y sociedad b. Personas en las empresas c. Gestión de Información. 2. Habilidades y conocimientos funcionales y del proceso. 2.3 Implementación del plan a. Implementación del proyecto b. Aplicación de los controles para el proyecto c. Validación del plan. d. Gestión de la calidad 2.4 Medición del desempeño a. Contabilidad de costos b. Medición del desempeño del proyecto c. Medición del desempeño de activos. 2.5 Evaluación del desempeño a. Evaluación del proyecto b. Evaluación del desempeño de activos c. Medición del desempeño de activos c. Pronóstico d. Gestión de cambios en el proyecto e. Gestión de cambios de activos f. Gestión de la base de datos histórica g. Evaluación del desempeño. Figura 1.4 Esquema de alto nivel de las habilidades y conocimientos en la Ingeniería de Costos5. 5. AACE (Mayo 11, 2012) International Recommended Practice No. 11R-88, 2012, p5..
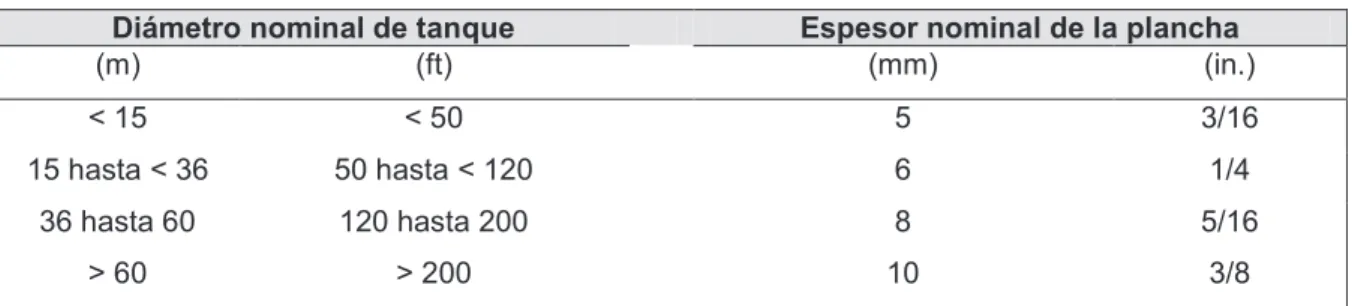
(34) 18. CAPÍTULO 2. APLICACIÓN DE LA NORMA API 650 PARA LA FABRICACIÓN DE TANQUES SOLDADOS PARA ALMACENAMIENTO DE PETRÓLEO Para la fabricación de tanques soldados para almacenamiento de petróleo y sus derivados, sobre superficie, el código API estable ciertos parámetros a considerar, dentro de las secciones más destacadas a utilizarse para el diseño y construcción de tanques se tienen: Materiales, Diseño, Fabricación, Métodos de inspección, Calificación y Marcado, de las cuales solo se analizaran las más relevantes que aplique a los tanques fabricados en taller. Muchas de las excepciones que se aplican en varios casos no serán tratados por la poca relevancia que representan para una estimación, estas excepciones serán analizadas a fondo en la etapa de ingeniería de diseño del proyecto, durante la ejecución. Lo primero a determinar es el tipo de material que se va a utilizar para la fabricación del tanque.. 2.1 MATERIAL A UTILIZARSE. 2.1.1 GENERALIDADES En la hoja de datos del tanque se debe especificar el material que está siendo utilizado.. No está permitido el usar elementos de fundición como accesorios. soldados. Para el diseño de un tanque bajo los requerimientos de la norma API 650 se utiliza planchas de acero del Grupo I hasta Grupo III-A, ver la figura 2.1. Y tabla 2.1. En caso de usar los aceros del Grupo IV hasta el Grupo VI se debe cumplir otros requerimiento y la aprobación del cliente..
(35) Temperatura de diseño del material. 19. Espesor incluido sobre espesor de corrosión. Figura 2. 1 Mínima temperatura permisible de diseño del metal para materiales utilizados en cuerpos de tanques sin pruebas de impacto.6. 2.1.2 PLANCHAS Las planchas deben estar conforme a las especificaciones ASTM, CSA, ISO, EN o estándares nacionales. Se puede solicitar planchas para cuerpo, techo y fondo sobre la base de espesores en el borde o sobre la base del peso por unidad de área en kg/m 2. El espesor ordenado no debe ser menor que el espesor calculado o el espesor mínimo permitido por el código. En cualquiera de los dos casos (por borde o por peso), el espesor no puede estar por debajo de 0.3 mm (0.01 pulg) del espesor de diseño calculado el mínimo espesor permitido.. 6. API STANDARD 650 (Febrero 2012), 11va edición. p4-6..
(36) 20. Tabla 2. 1 Grupo de materiales7 Grupo I Laminada Semi - calmada Material Notas A 283 C 2 A 285 C 2 A 131 A 2 A 36 2, 3 Grade 235 3 Grade 250 5. Grupo IV Laminada, Calmada Grano fino Material Notas A 573-65 A 573-70 A 516-65 A 516-70 A 662 B G40.21-44W 8 G40.21-50W 8 E 275 C 8 E 355 C 8 S 275 J0 8 S 355 J0 8 Grado 275 4,8. Grupo II Laminada Calmada o Semi - calmada Material Notas A 131 B 6 A 36 2, 5 G40.21-38W Grade 250 7. Grupo IVA Laminado, Calmado Grano fino Material Notas A 662 C A 573-70 10 G40.21-44W 8, 10 G40.21-50W 8, 10 E 275 D E 355 D S 275 J2 8 S 335 (J2 o K2) 8. Grupo III Laminada, Calmada Grano fino Material Notas A 573-58 A 516-55 A 516-60 G40.21-38W 8 Grade 250 8. Grupo V Normalizado, Calmado Grano fino Material Notas A 573-70 9 A 516-65 9 A 516-70 9 G40.21-44W 8, 9 G40.21-50W 8, 9. Grupo III A Normalizada, Calmada Grano fino Material Notas A 573-58 9 A 516-55 9 A 516-60 9 G40.21-38W 8, 9 Grade 250 8, 9. Grupo VI Normalizado o, Templado y revenido Calmado, Grano fino Carbon reducido Material Notas A 131 EH 36 A 633 C A 633 D A 537 Class 1 A 537 Class 2 12 A 678 A A 678 B 12 A 737 B A 841, Grado A, clase 1 11, 12, 13 A 841, Grado B, clase 2 11, 12, 13. Todas las planchas deberán ser fabricadas por procesos de “open-heart”, horno eléctrico u oxígeno básico. El espesor máximo de la planchas a utilizarse de acuerdo al código, es de 45 mm (1.75 pulg). Las planchas utilizadas como accesorios o bridas pueden tener un espesor mayor a 45 mm (1.75 pulg). Las planchas que tienen un espesor mayor a 40 mm (1.5 pulg) deberán ser normalizadas o templadas y revenidas, calmadas y fabricadas con grano fino y ensayos de impacto. 2.1.2.1 ESPECIFICACIONES ASTM Las planchas que están conformes con las siguientes especificaciones ASTM son aceptables:. 7. API STANDARD 650 (Febrero 2012), 11va edición. p4-10..
(37) 21. a. ASTM A 36M/A 36, para planchas con un máximo espesor de 40 mm (1.5 pulg) b. ASTM A 131M/A 131, Grado A, para planchas con un máximo espesor de 13 mm (0.5 pulg); Grado B para planchas con un máximo espesor de 25 mm (1 pulg); y Grado EH36 para planchas un máximo espesor de 45 mm (1.75 pulg). c. ASTM A 283M/A 283, Grado C para planchas con un máximo espesor de 25 mm (1 pulg). d. ASTM A 516M Grados 380, 415, 450, 485/A 516, Grados 55, 60, 65 y 70 para planchas con un máximo espesor de 40 mm (1.5 pulg). e. ASTM A 537M/A 537, Clase 1 y Clase 2, para planchas con un máximo espesor de 45 mm (1.75 pulg). f. ASTM A 537m / A 537, clase 1 y clase 2, para planchas con un espesor máximo de 45 mm (1,75 pulg) (planchas intercaladas con un máximo espesor de 100 mm (4 pulg). g. ASTM A 573M Grados 400, 450, 485/A 573, Grados 58, 65, and 70, para planchas con un máximo espesor de 40 mm (1,5 pulg). h. ASTM A 633M / A 633, Grados C y D, para planchas con un máximo espesor de 45 mm (1,75 pulg) (planchas intercaladas a un máximo espesor de 100 mm [4,0 pulg]). i.. ASTM A 662M / A 662, Grados B y C, para planchas con un máximo espesor de 40 mm (1,5 pulg).. j.. ASTM A 678M / 678 A, grado A, para planchas con un máximo espesor de 40 mm (1,5 pulg) (planchas intercaladas con un espesor máximo de 65 mm [2,5 pulg]) y B Grado para planchas con un máximo espesor de 45 mm (1,75 pulg) (planchas intercaladas con un máximo espesor de 65 mm [2,5 pulg]). Las adiciones de boro no están permitidas.. k. ASTM A 737M / A 737, Grado B, para planchas con un espesor máximo de 40 mm (1,5 pulg). l.. ASTM A 841M / A 841, Grado A, Clase 1 y Grado B, Clase 2 para planchas con un grosor máximo de 40 mm (1,5 pulg) (planchas intercaladas con un máximo espesor de 65 mm [2,5 pulg])..
(38) 22. De acuerdo a las especificaciones ISO 630 se aceptan en grados E 275 y E 355 bajo ciertas limitaciones. También se pueden utilizar planchas bajo estándares nacionales o del país donde se originen, y que no cumplen con ASTM o ISO pero estas deben cumplir los requisitos de la tabla 2.1. Tabla 2.2 Grados aceptados para planchas de material producido bajo estándares nacionales 8 Propiedades Mecánicas Esfuerzos de Tracción. a. Composición Química. Límite Elástico. Mínimo Grado. b. Máximo. Mínimo. c. Espesor Máximo. Máximo. Máximo. Porcentaje de. Porcentaje de. Carbón. Fosforo y Azufre. MPa. Ksi. MPa. ksi. MPa. ksi. mm. in. Colada. Producto. Colada. Producto. d. 360. 52. 510. 74. 235. 34. 20. 0.75. 0.20. 0.24. 0.04. 0.05. 250. 400. 58. 530. 77. 250. 36. 40. 1.5. 0.23. 0.27. 0.04. 0.05. 275. 430. 62. 560. 81. 275. 40. 40. 1.5. 0.25. 0.29. 0.04. 0.05. 235. a. La ubicación y número de probetas, pruebas de elongación y doblado, y criterio de aceptación están de acuerdo a los estándares nacionales, estandares ISO, o especificaciones ASTM. b Calidad de aceros calmados o semicalmados, como rolado o Thermo Mechanical by Controlled Processed (TMCP) (20 mm [0.75 pulgadas] máximo cuando el TMCP es usado en lugar de acero normalizado), o normalizado. c Límite elástico + esfuerzo de tracción ≤ 0.75, basado en los mínimos límite elástico y esfuerzo de tracción a menos que los valores de pruebas actuales sean requeridos por el Comprador. d Solo No efervecente.. 2.1.2.2 REQUISITOS GENERALES PARA LA ENTREGA El material proporcionado deberá ajustarse a los requerimientos aplicables de las especificaciones indicadas, pero no estará restringido por la procedencia de su fabricación. Este material debe ser conveniente para la soldadura por fusión. Los procedimientos de soldadura deben proporcionar soldaduras cuyos esfuerzos y durezas sean consistentes con el material de la plancha base. Cuando el Comprador especifique que el acero sea totalmente calmado, la lámina deberá ser tratada en acería para obtener un grano fino. 8. API STANDARD 650 (Febrero 2012), 11va edición. p4-4..
(39) 23. Si se utilizan láminas para los techos fijos o flotantes deberán estar conforme a la ASTM A 1011, Para requerimientos adicionales del Comprador, como un acero calmado o ensayos de impacto como el Charpy V, se procederá de acuerdo a la norma ASTM que la describa.. 2.1.3 PERFILES ESTRUCTURALES Para perfiles se pueden tener los siguientes materiales: a) ASTM A 36M / A 36 b) ASTM A 131m / A 131 c) ASTM A 992M / A 992 d) Aceros estructurales que figuran en el listado de especificaciones AISC para la construcción e) CSA, ISO, y las europeas EN f) También se pueden aceptar normas nacionales reconocidas. La selección de materiales para los perfiles estructurales que requieren uniones soldadas deberá incluir la confirmación de la soldabilidad del material dada por el Fabricante del perfil estructural, debido a que no todos los perfiles son adecuados para la soldadura. Los perfiles de acero con pobre soldabilidad sólo serán utilizados para los diseños de conexión empernadas.. 2.1.4 TUBERÍAS Las siguientes especificaciones son aceptables para tuberías y acoplamientos de tubería: 1. API 5L, Grados A, B, y X42; 2. ASTM A 53M / A 53, Grados A y B, A 106 M / A 106, Grados A y B, A. 234m / A 234, Grado WPB, A. 333M / A 333, Grado 1 y 6; A. 334M / A 334, Grado 1 y 6; A 420M / 420 A, Grado WPL6; A 524, grados I y II; A 671. Las especificaciones siguientes son aceptables para piezas forjadas:.
(40) 24. ·. ASTM A. 105M / A 105; A. 181M / A 181; A. 350M / A 350, Grados LF1 y LF2. 2.1.5 BRIDAS Bridas deslizantes (Slip-On), tipo anillo (Ring-Type), con cuello para soldar (Welding neck), con cuello largo para soldar (long welding neck), y bridas con juntas traslapadas (lap joint), son bridas de acero forjado que cumplen los requerimientos de ASME B16.5 para bridas forjadas de acero de carbono.. 2.1.6 PERNOS A menos que se especifique lo contrario en la Hoja de Datos del tanque, los pernos de las bridas deben cumplir con la ASTM A 193 B7 y las tuercas con las ASTM A 194 Grade 2H, y las dimensiones de acuerdo a lo especificado en ASME B18.2.1. Las tuercas deberán cumplir con la norma ASTM A 194 Grado 2H y las dimensiones especificadas en ASME B18.2.2. Para las roscas en ambos casos, los pernos y tuercas deberán ser roscados según ASME B1.13M (SI), o con ASME B1.1 (EE.UU.). A menos que se especifique lo contrario en la Hoja de Datos del tanque, todos los anclajes deben ser roscados, de acuerdo a ASTM A 36 barra redonda galvanizada y tuercas hexagonales. El Comprador deberá especificar en la orden, la forma de las cabezas de los tornillos y tuercas y si se desean dimensiones normales o pesadas.. 2.1.7 ELECTRODOS DE SOLDADURA Para la soldadura de materiales con una resistencia mínima a la tracción inferior a 550 MPa (80 ksi), para soldadura por arco manual se ajustará a la clasificación de.
(41) 25. las series E60 y E70, adecuado para las características eléctricas de corriente, la posición de la soldadura, y otras condiciones de uso previsto en AWS A5.1. Para la soldadura de materiales con una resistencia mínima a la tracción entre 550 MPa y 585 MPa (80 ksi - 85 ksi), la soldadura por arco manual con electrodo revestido se ajustará a la serie de clasificación E80XX-CX en AWS A5.5.. 2.2 CONSIDERACIONES PARA EL DISEÑO. 2.2.1 JUNTAS SOLDADAS 2.2.1.1 TIPOS DE JUNTAS SOLDADURA A TOPE: Una soldadura colocada en una ranura entre dos elementos a tope. Las ranuras pueden ser cuadradas, en forma de V (sencilla o doble), o en forma de U (simple o doble), o pueden ser simple o doble biselado. SOLDADURA DOBLE A TOPE: una unión entre dos piezas contiguas situadas aproximadamente en el mismo plano que está soldado desde ambos lados. DOBLE. SOLDADURA. TRASLAPADA:. una. junta. entre. dos. miembros. superpuestos en la que los bordes solapados de los dos miembros están soldadas con soldaduras de filete. SOLDADURA DE FILETE: Una soldadura con una sección transversal aproximadamente. triangular. que. une. dos. superficies. en. ángulos. aproximadamente rectos, como en una junta de solape, junta en te, o en esquina. SOLDADURA COMPLETA DE FILETE: Un cordón de soldadura cuyo tamaño es igual al espesor del elemento unido más delgado. SOLDADURA SIMPLE A TOPE CON RESPALDO: Un conjunto de dos piezas contiguas situadas aproximadamente en el mismo plano que están soldadas por un solo lado con el uso de una barra o tira de otro material de soporte adecuado. SIMPLE. SOLDADURA. TRASLAPADA:. una. junta. entre. dos. miembros. superpuestos en la que el borde solapado de un miembro es soldado con un cordón de soldadura..
Figure




+7





Documento similar
diabetes, chronic respiratory disease and cancer) targeted in the Global Action Plan on NCDs as well as other noncommunicable conditions of particular concern in the European
Tejidos de origen humano o sus derivados que sean inviables o hayan sido transformados en inviables con una función accesoria.. Células de origen humano o sus derivados que
d) que haya «identidad de órgano» (con identidad de Sala y Sección); e) que haya alteridad, es decir, que las sentencias aportadas sean de persona distinta a la recurrente, e) que
Las manifestaciones musicales y su organización institucional a lo largo de los siglos XVI al XVIII son aspectos poco conocidos de la cultura alicantina. Analizar el alcance y
En este sentido, puede defenderse que, si la Administración está habilitada normativamente para actuar en una determinada materia mediante actuaciones formales, ejerciendo
Este mismo régimen de deberes tiene sentido cuando la actuación de reforma o renovación significa un cambio radical de la morfología urbana, normalmente acompa- ñado por un cambio
Este curso se ha diseñado especialmente para guiar a los tutores clínicos de Medicina Intensiva en proporcionar un feedback, estructurado y.. efectivo, a los residentes durante
La producción de cantidades grandes de piezas pequeñas, requiere el uso de este tipo de modelos. En estos la parte superior y la parte inferior del modelo están montadas en los
