UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERIA INDUSTRIAL
CARRERA DE INGENIERÍA INDUSTRIAL
TRABAJO DE TITULACIÓN
PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA
SISTEMAS INTEGRADOS DE GESTIÓN
CALIDAD
TEMA
“ANÁLISIS DEL PROCESO DE EXTRUSIÓN DE CABLES
EN UNA COMPAÑÍA EXTRUSORA UBICADA AL NORTE
DE LA CIUDAD DE GUAYAQUIL”
AUTOR
TAGUA SHIGLA LUIS ANTONIO
DIRECTOR DEL TRABAJO
0ING. IND. ARCOS COBA ANGEL PAULINO, MSc.
FACULTAD DE INGENIERÍA INDUSTRIAL
CARRERA DE INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
CERTIFICADO PORCENTAJE DE SIMILITUD
Habiendo sido nombrado Ing. ANGEL PAULINO ARCOS COBA, tutor del trabajo de titulación certifico que el presente trabajo de titulación ha sido elaborado por LUIS ANTONIO TAGUA SHIGLA, C.C. 0927246678, con mi respectiva supervisión como requerimiento parcial para la obtención del título de INGENIERO INDUSTRIAL
Se informa que el trabajo de titulación: “ANÁLISIS DEL PROCESO DE EXTRUSIÓN
DE CABLES EN UNA COMPAÑÍA EXTRUSORA UBICADA AL NORTE DE LA
CIUDAD DE GUAYAQUIL”, ha sido orientado durante todo el periodo de ejecución en el programa antiplagio (Urkund) quedando el 1 % de coincidencia.
https://secure.urkund.com/view/40045810-110842-521353
DECLARACION DE AUTORÍA
“La responsabilidad del contenido de este trabajo de Titulación, me corresponde exclusivamente; y el patrimonio intelectual del mismo a la Facultad de Ingeniería Industrial de la Universidad de Guayaquil”
Tagua Shigla Luis Antonio
DEDICATORIA
A mis padres, Mariano Tagua y Martina Shigla por ser parte de mi vida, por sus consejos desafiantes, que marcaron mi vida para bien. Y mis hermanas
AGRADECIMIENTO
Al Dios absoluto, que ha guiado mis pasos. A mis padres, por su paciencia y comprensión.
A los docentes de la facultad de Ingeniería Industrial, por impartir su conocimiento, y aportar a mí desarrollo profesional.
Índice General
Nº Descripción Pág
Introducción 1
Capítulo I
Marco Teórico y diseño de la investigación
Nº Descripción Pág
1.1 Antecedentes 2
1.2 El problema 2
1.2.1 Planteamiento del problema 2
1.2.2 Formulación del Problema 3
1.2.3 Delimitación del Problema 3
1.3 Objetos de la investigación 3
1.3.1 Objetivo general 3
1.3.2 Objetivos específicos 3
1.4 Justificación e importancia 3
1.4.1 Justificación 3
1.5.2.4 Definiciones conceptuales. 11
1.5.3 Fundamentación legal 13
1.6 Metodología de Investigación 13
1.6.1 Tipo de investigación 13
1.6.2 Población 14
1.6.3 Muestra 14
Nº Descripción Pág
1.7 Instrumentos de la investigación 15
1.8 Procedimiento de la investigación 16
Capítulo II
Situación actual y diagnóstico
Nº Descripción Pág
2.1 Requisitos del cliente interno (La Dirección) 18
2.2 Definición del Problema 19
2.3 Mapa de proceso a alto nivel 24
2.3.1 Diagrama SIPOC 24
2.4 Análisis económico 25
2.5 Medir 26
2.5.1 Selección de las variables críticas de calidad 26 2.5.2 Establecimiento un plan de recolección de datos. 27
2.5.3 Recolección de datos. 27
2.5.3.1 Validación de las mediciones Variable Espesor. 27
2.5.4 Diagrama de tendencia 29
Capítulo III Análisis y propuesta
Nº Descripción Pág
3.1 Características del proceso 33
3.1.1 Prueba de normalidad 33
3.1.2 Diagrama de control estadístico 34
3.1.3 Índice de capacidad del proceso de proceso de extrusión. 37 3.1.4 Nivel sigma del proceso de extrusión de cables y rendimiento actual. 38
3.2 Análisis de causas 39
3.2.1 Diagrama de flujo de proceso de extrusión de cables 39 3.2.2 Identificación de orígenes de variación del proceso 42
3.2.2.1 Identificación de causas por mal acabado. 42
Nº Descripción Pág
3.2.2.3 Diagrama causa-efecto variable mal acabado. 44 3.2.2.4 Diagrama causa-efecto, variable espesor sobre dimensionado. 46
3.3 Propuesta 47
3.3.1 Diagrama de Procedimiento 47
3.3.2 Control de uso guías y boquilla. 48
3.4 Conclusiones y recomendaciones 51
3.4.1 Conclusiones 51
3.4.2 Recomendaciones 51
Glosario de términos 52 Anexos 53
Índice de tablas
Nº Descripción Pág
1 Normas técnicas de producto 13
2 Variables de inspección del proceso de extrusión 18
3 Producto No Conforme 19
4 Índice de Rechazo año 2017 21
5 Producto No Conforme del proceso de Extrusión 22
6 Pareto de producto no conforme 2017 22
7 Diagrama SIPOC del proceso de extrusión 24
8 Pérdida de aislante-conductor electrico 25
9 Indicadores que respaldan la medición 28
Índice de figuras
Nº Descripción Pág
1 Diagrama SIPOC 10
2 Producto No conforme perteneciente a los años 2015, 2016 y 2017. 20
3 Diagrama de Pareto de producto no conforme. 23
4 Diagrama de tendencia de la Variable Mal Acabado 2017. 30
5 Diagrama de tendencia de la Variable Espesor. 31
6 Prueba de normalidad variable espesor 33
7 Diagrama de Control de la variable Espesor. 34
8 Diagrama de tendencia de la toma de datos. 36
9 Análisis de Capacidad del proceso. 37
10 Diagrama de procedimiento del proceso de extrusión. 40 11 Lluvia de ideas por Mal Acabado en productos extrusado. 42 12 Lluvia de ideas por variación de espesor sobredimensionado. 43
13 Diagrama causa-efecto de Mal Acabado. 44
14 Diagrama causa-efecto Espesor sobredimensionado. 46
15 Diagrama de Procedimiento- ciclo de mejora. 47
Índice de anexos
Nº Descripción Pág
1 Normas técnicas de producto 54
2 Formato de ficha técnica de producto 58
3 Formato para ensayo dimensional de cable 59
4 Variación del proceso. 60
5 Cumplimiento de plan metrológico en empresa extrusora de cables. 61
6 Muestras de variable Espesor 62
FACULTAD DE INGENIERÍA INDUSTRIAL
CARRERA DE INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
ANÁLISIS DEL PROCESO DE EXTRUSIÓN DE CABLES EN UNA COMPAÑÍA
EXTRUSORA UBICADA AL NORTE DE LA CIUDAD DE GUAYAQUIL
Autor: Tagua Shigla Luis Antonio
Tutor: Ing. Arcos Coba Ángel Paulino MSc.
Resumen
Este trabajo está enfocado en el cumplimiento del sexto y séptimo principio de la calidad ISO 9000:2005, que busca la mejora basado en el evidencia y análisis de datos para la toma de decisiones, por lo cual se utiliza la metodología DAMIC (seis sigma) hasta la cuarta etapa con una propuesta de mejora del proceso objeto de estudio. El análisis del proceso de extrusión de cables de la compañía extrusora arroja información de las causas de variabilidad del proceso de extrusión, la capacidad del proceso actual Ppk 0,33 considerado inadecuado y qué es lo que se debe hacer para minimizar los productos no conformes e incumplimiento con los límites de control; por ello, se propone agregar un procedimiento de ciclo de mejora al procedimiento actual de extrusión y adicional un nuevo formato de control para el uso guías y boquillas.
FACULTAD DE INGENIERÍA INDUSTRIAL
CARRERA DE INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
ANALYSIS OF THE CABLE EXTRUSION PROCESS IN AN EXTRUSION
COMPANY LOCATED NORTH OF THE CITY OF GUAYAQUIL
Autor: Tagua Shigla Luis Antonio
Tutor: Ing. Arcos Coba Ángel Paulino MSc.
Abstrac
This work is focused on the fulfillment of the sixth and seventh principles of ISO 9000: 2005 quality, which seeks improvement based on the analysis of data for decision making, for which the DAMIC methodology (six sigma) is used up to the fourth stage with a proposal to improve the process under study. The analysis of the extrusion process of the cables of the extrusion company throws information of the causes of the variability of the extrusion process, the capacity of the real process Ppk 0,33 considered inadequate and what must be done to minimize non-conforming products and failure to comply with the control limits. Therefore, it is proposed to add an improvement cycle procedure to the actual extrusion process and a new control format for the use of guides and nozzles.
Introducción
El análisis del proceso de extrusión de cables de Cu y Al. se realiza en la compañía extrusora; en el capítulo uno se da a conocer el objetivo de estudio, el planteamiento del problema, la limitación de estudio, la importancia del análisis, la fundamentación teórica y la metodología de la investigación.
Los costos de producción deben ser cada vez más bajos, pero sin dejar a un lado calidad del producto; por lo que se caracteriza la empresa. Por lo ello se busca la aplicación del sexto y del séptimo principio de la calidad ISO 9000: 2005; se enfoca en la mejora continua de cualquier proceso con la finalidad de optimizarlo, por lo cual se requiere contar con las evidencias suficiente que respalde la propuesta planteada para ser ejecutado; se hace uso de la metodología DMAIC (seis sigma), que parte de una filosofía que busca la reducción de la variabilidad del proceso, y el despilfarro de recursos utilizados en el proceso objeto de estudio; esto podría ser los eventos que podrían estar afectando de manera económica a la empresa.
En el capítulo dos se evalúa la situación actual de la empresa; inicia con la revisión el Sistema de Gestión de Calidad de la compañía extrusora de cables, y a partir de ello se define le problema basado en la metodología DAMIC, se identifica las variables críticas de calidad, se analiza los productos no conformes del año 2017, y cuánto representa económicamente; la producción con ese tipo de resultados no deseados. Luego se prosigue con la determinación del tamaño de muestra para el análisis del proceso; se analiza la tendencia de los datos, también se realiza la validación de las mediciones; esto es únicamente para la variable cualitativa, con el único fin de garantizar la confiabilidad de las mediciones.
Capítulo I
Marco Teórico y diseño de la investigación
1.1 Antecedentes
Desde el punto de vista de la mejora continua de procesos, es primordial el control del proceso y de ello depende el resultado del siguiente proceso. Por ello las empresas se ven obligadas a adaptar normas reconocidas a nivel mundial, para mostrarse competitivos ante el mercado nacional e internacional. Actualmente la empresa extrusora de cables cuenta con la certificación ISO 9001:2008, que viene acompañado de beneficios, operaciones mejoradas, reconocimiento externo y expansión del mercado.
La empresa extrusora de cables se ve enfrentado a la presión del mercado nacional e internacional, por los precios atractivos que ofrece sus competidores. Y es obligando a realizar variaciones en sus precios en algunas ocasiones, mostrándose ante sus clientes indecisión, y produciendo en ellos buscar nuevas alternativas y optar por el precio más atractivo.
La extrusión de cables con PVC, PE y/o XLPE, es uno de los procesos donde más merma se genera, por a la inestabilidad del proceso durante el aislamiento. Esto influye directamente en el costo de producción, y se ve reflejado en el precio del producto, y como consecuencia, la baja participación en el mercado nacional e internacional, por lo que cada vez se va haciendo notorio, por la baja producción de los últimos meses.
Basado en los principios de la calidad que es la mejora y la toma de decisiones; bajo estos principios se procederá a demostrar las evidencias necesarias para que puedan tomar acciones correctivas, a la vez también se dará a conocer la alternativa y la mejora del proceso como tal.
1.2 El problema
1.2.1 Planteamiento del problema.
La inestabilidad de los precios frente a los competidores ha sido influenciada directamente por el alto costo de producción, provocando en el cliente direccionarse en alternativas de optar por elegir el precio más atractivo.
eléctricos, y se puede decir que existe la variación en el aislamiento de cables.
Todas las empresas tienen un ciclo de vida, ello depende de las decisiones de la alta dirección; para tomar acciones correctivas y preventivas que se pueden dar.
Analizar los datos generados en el laboratorio de control de calidad de la empresa extrusora de cables, es una fuente de información que tiene mayor probabilidad de producir resultados esperados y deseados.
1.2.2 Formulación del Problema.
La cotidianidad de las actividades, experiencia en el puesto de trabajo, el exceso de confianza, o la falta de compromiso con La Dirección, están directamente relacionado en la generación de chatarra y sobrepeso del producto con PVC, PE o XLPE, y como consecuencia se ve reflejado en el precio, que es alto con relación a los competidores, impidiendo el crecimiento continuo de la empresa.
1.2.3 Delimitación del Problema.
Este trabajo está enfocado en el análisis del proceso de extrusión de cables de aluminio y cobre, de una empresa extrusora ubicada al norte de la ciudad de Guayaquil. De los procesos de la empresa, la extrusión de cables ha generado inevitablemente un alto desperdicio de PVC, PE y XLPE, el objeto de estudio es el aislante y el sobrepeso del producto.
Para obtener óptimos resultados es necesario definir el flujo de procedimientos a seguir para evitar conflictos entre las personas interesadas que intervienen en el proceso de extrusión.
1.3 Objetos de la investigación
1.3.1 Objetivo general.
Analizar el proceso de extrusión de cables de una compañía extrusora ubicada al norte de la ciudad de Guayaquil.
1.3.2 Objetivos específicos.
Diagnosticar la situación actual del proceso de extrusión. Identificar las causas de variabilidad del proceso.
Proponer la implementación de una propuesta de mejora.
1.4 Justificación e importancia
1.4.1 Justificación.
todo proceso no es estándar, por lo que continuamente debe ser inspeccionado, y alimentado de información, debido a la variabilidad en los resultados. A veces la cotidianidad de las actividades, y el exceso de confianza se ve reflejado en el sobrepeso del producto final, fallos, retrasos, inadecuado uso de recursos y costes altos.
1.4.2 Importancia.
El continuo análisis del proceso de extrusión ayudará a mejorar la producción (minimizando desperdicios del aislante) y mejorar tiempos productivos, disminuyendo los reclamos internos y externos, aumentando el grado de satisfacción de las partes interesadas del proceso, mejorando la productividad. Como consecuencia de este análisis se disminuirá considerablemente la chatarra, evidentemente se verá reflejado en el indicador de gestión. Y como resultado a largo plazo captura de cliente a precios bajos.
1.5 Marco teórico
1.5.1 Marco histórico.
El hule natural fue utilizado en conductores eléctricos, como aislamiento y chaqueta, este uso se dio antes de la segunda guerra mundial. Luego aparecería en 1930 el policloruro de vinilo, más conocido como PVC, primer termoplástico que se empleó como aislamiento para baja tensión. Su uso original se limitó inicialmente a una temperatura de operación de 60°C, para lugares secos y para tensiones de 600 volts. Posteriormente se desarrollaron compuestos de PVC para 60 ó 75°C en presencia de agua, así como los de 90°C ó 105°C y con características mejoradas de baja emisión de humos, no propagadores de incendio y de bajo contenido de gas ácido. Para estas épocas, antes de la invención de materiales sintéticos, estaba ampliamente difundido el uso de algodón y papel aislante en la fabricación de conductores eléctricos.
Poco antes de 1930, se introdujeron al mercado de los conductores eléctricos varios hules sintéticos con propiedades especiales. De éstos, el que ha logrado subsistir en su aplicación es el policloropreno (neopreno). Al principio se desarrolló como un material elastomérico especialmente resistente a los aceites, pero sus compuestos y formulaciones se fueron mejorando hasta lograr un excelente material para cubiertas de cables, que vino a reemplazar al hule natural. Durante la Segunda Guerra Mundial, debido a la poca disponibilidad de hule natural, surgió la necesidad de desarrollar nuevos materiales sintéticos, que por lo menos sirvieran como aislamientos de baja tensión.
Con el pasar de los años la industria dedicada al trabajo con aislamientos para conductores eléctricos logró desarrollar una gran cantidad de varios y mejores aislamientos dependiendo al trabajo de operación al que serán sometidos los conductores, que hoy se manejan en la industria de la fabricación de conductores eléctricos. Por ello conviene aclarar que un elastómero es un material que es capaz de recuperarse rápida y fácilmente de fuertes deformaciones mecánicas, después de que se ha sometido a un proceso de vulcanización. El termoplástico es un material que se puede suavizar por calentamiento o endurecerse por enfriamiento, por lo que es necesario contar sistema con idóneo para el enfriamiento de conductor a penas salga aislado.
Los materiales elastoméricos no cambian de forma con la aplicación de calor después de vulcanizados, en cambio un termoplástico sí cambia de forma al calentarse, por ello las empresas extrusoras de cables trabajan por el termoplástico.
Los materiales termofijos son compuestos que tienen la estructura química de la familia de los plásticos, pero su estructura y su composición permite en ellos una vulcanización que les confiere cualidades de termoestabilidad semejante a las de los compuestos elastoméricos o hules sintéticos.
Luego de1944 se fueron desarrollando excelentes materiales para aislar los conductores eléctrico tanto elastoméricos, como los termoplásticos que han permitido un excelente progreso en la industria de cables, entre estos materiales se tiene el hule butilo, el polietileno convencional, el polietileno de cadena cruzada o polietileno vulcanizado, el etileno propileno, el polietileno clorosulfonado, el polietileno clorado, el hule silicón, etc (Conductores Monterrey S. A, 2012).
En la actualidad se encuentran varias empresas que se dedican a la fabricación del PVC, de 60º, 75º, 90º y 105º, estos son los más demandado por la industria que extrusan conductores eléctricos. También tenemos al PE y XLPE, aislantes son adquiridos por los clientes.
1.5.2 Fundamentación teórica.
Se llaman conductores eléctricos a los materiales que puestos en contacto con un cuerpo cargado de electricidad transmite ésta a todos los puntos de su superficie. Los mejores conductores eléctricos son los metales, entre los que se encuentran el cobre, aluminio y sus diferentes aleaciones.
resistividad, conductividad y tracción de ruptura. Por otro lado, tenemos los que están relacionado con proceso objeto de estudio: el PVC, PE, XLPE, nylon y master, estos deben cumplir con los parámetros establecidos por la compañía, bajo normas aplicables. A esto se suma la cinta de vidrio utilizado con más frecuencia en los conductores antihurto.
Los conductores eléctricos elaborados en la empresa extrusora por lo general tienen la siguiente conformación, dependiendo del producto a fabricar:
Conductor eléctrico.- encargado de la transmisión de energía eléctrica, el conductor puede ser de los diferentes metales: cobre o aluminio y sus aleaciones.
Aislamiento termoplástico.- encargado de cubrir al conductor para evitar que el flujo de energía tenga contacto con puntos externos. El aislamiento se lo puede realizar de varios productos termoplásticos entre los que están: Policloruro de vinilo (PVC), Polietileno (PE), Polietileno reticulado (XLPE), Nylon. De acuerdo al tipo de producto.
Relleno termoplástico.- encargado de cubrir los espacios entre los conductores y no permitir el ingreso de agua o polvo.
Malla.- Conductor para la aplicación del neutro o la línea de tierra, dispuesto en forma de malla con la finalidad de que se convierta en una barrera para el acceso a los conductores de fase y evitar el hurto de energía. La malla puede ser de los diferentes metales: cobre o aluminio y sus aleaciones. Esto sólo lleva conductores llamado anti hurto en el caso de esta compañía.
Cinta de tela de vidrio.- impide la penetración del material de la chaqueta termoplástico entre los conductores de la malla, facilitando la preparación del cable para la instalación. Debido al coeficiente de dilatación térmica que mantiene la cinta de tela de vidrio ayuda a que el cable no se deforme en situaciones de cortocircuito. Esto sólo lleva los conductores llamados antihurto.
Chaqueta termoplástica.- Revestimiento del cable y sus diferentes partes. La chaqueta se lo puede realizar de varios productos termoplásticos entre los que están: Policloruro de vinilo (PVC), Polietileno (PE), Polietileno reticulado (XLPE), Nylon. De acuerdo al tipo de producto solicitado por el cliente.
Marcación del cable.- la marcación es una leyenda inscrita sobre el aislamiento o la chaqueta del cable la cual indica información referente al producto. La marcación puede ser térmica o a tinta indeleble.
La marcación inscrita en el cable indica lo siguiente, ejemplo: Nombre del fabricante: PROCABLES
Calibre: 2
Sistema de medida: AWG
Tipo de aislamiento: XLPE (Polietileno reticulado). Voltaje de trabajo: 600 V.
La abreviación para American Wire Gauge es AWG que es un sistema de medidas adoptado para identificar las dimensiones de los conductores eléctricos, entre estas dimensiones están el diámetro y la sección transversal del conductor.
La empresa extrusora, fabricante de conductores eléctricos adopta dos sistemas de medidas para la elaboración de sus productos:
Sistema de medidas “American Wire Gauge” o AWG. Y sistema de medidas “Milimétrico” o mm2
La empresa extrusora cuenta con el siguiente proceso de producción:
Trefilación. Consiste en la reducción de diámetros (8- 8,5mm) de alambrones de Cu, Aluminio con aleaciones 1350, 6201, 8000 a diámetros desde 0,254 a 4,77 mm, dependiendo del producto a elaborar.
Tratamiento térmico. Necesario para que los alambres-hilos recuperen sus propiedades mecánicas y eléctricas que han perdido en la trefilación, su parámetro de ejecución depende del tipo de material a tratarse, y posterior a ello se evalúa las propiedades mecánicas y eléctricas, el elemento trefilado.
Cableado. Consiste en el entorchado de hilos o alambres, para la formación del producto según el calibre (AWG, mm2 o Kmil). En este proceso se inspecciona el paso que va a tener el producto; se lo realiza basado en las especificaciones descritas en las normas.
Extrusión. Proceso de recubrimiento del conductor con el aislante PVC (60ºC, 90ºC o 105ºC), y posterior relleno (chaqueta) de espacios entre conductores con PVC (60ºC, 75ºC, 90ºC o 105ºc), dependiendo del producto a elaborarse
Medición. Encargado de embalaje del producto, tomando en consideración el metraje que van desde 50 m., según requerimiento del cliente, ingreso del producto al sistema. Y posterior el envío a bodega de Producto Terminado en bobinas o rollos con su identificación respectiva.
1.5.2.1 Sistema de Gestión de la calidad.
La Norma ISO 9000, ISO (2005) describe: “los fundamentos de los sistemas de gestión de la calidad y especifica la terminología para los sistemas de gestión de la calidad”
La Norma ISO 9001, ISO (2008) especifica: “los requisitos para los sistemas de gestión de la calidad aplicables a toda organización que necesite demostrar su capacidad para proporcionar productos que cumplan los requisitos de sus clientes y los reglamentarios que le sean de aplicación, y su objetivo es aumentar la satisfacción del cliente.”
Actualmente existe la nueva versión que es la ISO 9001: 2015.
En la ISO 9000 versión 2005, ha identificado ocho principios de gestión de la calidad, necesario de para encaminar a una organización de forma exitosa, a través de esto las empresas tiene más posibilidad de resaltar ante sus competidores;
Enfoque al cliente: la gestión de la calidad está centrada en cumplir los requisitos del cliente y esforzarse en sobrepasar sus expectativas. El éxito sostenido se alcanza cuando la organización atrae y conserva la confianza de los clientes y de otras partes interesadas de la que dependa.
Cada aspecto de la interacción del cliente proporciona una oportunidad de crear más valor para él.
Entender las necesidades actuales y futuras tanto de los clientes como de otras partes interesadas que contribuyen al éxito de una organización.
Liderazgo: los líderes de las organizaciones establecen la unidad de propósito y la dirección, y crean condiciones para que el resto de personas se implique en la consecución de los objetivos de la calidad de la organización.
La creación de la unidad de propósito, la dirección y la implicación hacen que una organización alinee sus estrategias, políticas, procesos y recursos con el fin de lograr sus objetivos.
Participación del personal: Un aspecto muy importante para cualquier organización es que todas las personas que componen sean competentes y estén facultadas en implicadas en entregar valor.
Para gestionar una organización de manera eficaz y eficiente, es importante implicar a todas las personas de todos los niveles.
El reconocimiento, el empoderamiento y el aumento de las habilidades y conocimientos facilitan la implicación de las personas en el logro de los objetivos de la organización.
El sistema de gestión de la calidad se compone de procesos interrelacionados. Entender cómo este sistema produce los resultados, incluyendo todos sus procesos, recursos, controles e interacciones, permiten a la organización optimizar su desempeño.
Mejora: Para que una organización alcance el éxito se debe poner especial énfasis y centrar sus esfuerzos en la mejora. La mejora es esencial para que una organización mantenga los niveles actuales de desempeño, condiciones internas y externas y para que cree nuevas oportunidades.
Toma de decisiones basada en la evidencia: las decisiones que se toman fundamentadas en el análisis y evaluación de datos e información tienen una mayor probabilidad de producir resultados esperados (ISO, 2005).
La toma de decisiones es un complejo, y siempre implica cierta incertidumbre. Suele implicar múltiples tipos y fuentes de elementos de entrada, así como su interpretación, que puede ser sujeta. Es importante entender las relaciones de causa y efecto y las consecuencias no previstas potenciales. El análisis de los hechos, de la evidencia y de los datos conduce a una mayor objetividad y confianza en las decisiones tomadas.
Actualmente la empresa está certificada bajo la norma ISO 9001:2008, que establece los requisitos de un sistema de gestión de calidad; para continuar con la certificación la empresa es sometida a auditoría interna y externa (veritas), quienes garantizan el buen desenvolvimiento.
1.5.2.2 Metodología DMAIC (Six sigma).
El trabajo a realizarse involucra el cumplimiento del sexto y séptimo principio de la calidad ISO 9000:2005, la mejora y la toma de decisiones basadas en la evidencia, y entregar una información enfocado en hechos, mas no en su posiciones. Por ello se seguirá la metodología seis sigmas que presenta un modelo sistemático general para dar solución al problema. Cuenta con 5 fases o también se lo llama metodología DMAIC:
Definir. Esta fase de debe tener una visión y definición clara del problema que se pretende resolver. Se identifican las variables críticas para la calidad CTQ, definir el alcance del proyecto, precisar el impacto sobre las partes interesadas que tiene el problema y los beneficios monetarios que se espera de la aplicación seis sigma.
Medir. La segunda etapa mide la capacidad del proceso, su variación existe, el rendimiento del proceso, basado en datos. Todo esto describirá la situación actual de la empresa.
En esta fase Analizar, se orienta en identificar las causas raíz del defecto, las variables
Mejorar (Improve). En esta etapa se implementa un plan de mejoramiento para la toma de acciones correctivas y preventivas, basado en las etapas anteriores del seis sigma.
Para este trabajo solo se llegará hasta la cuarta etapa como una propuesta de mejora mas no su implantación.
Y su última etapa Control que trata de mantener la implementación, es decir controlar las variables que originan el problema (Gutiérrez Pulido & de la Vara Salazar, 2004).
1.5.2.3 Diagrama SIPOC.
Una de las herramientas más utilizada para la definición del problema dentro de la implementación seis sigmas, es el diagrama SIPOC por sus siglas en inglés (Supplier, Input, Process, Ouput, Custmer), que traducido al español viene a ser:
Proveedor (S): Es el facilitador de los elementos necesarios que están involucrados directamente para la obtención de un bien o servicio, dependiendo a que actividad económica se dedica la entidad o que contenga el proceso objeto de estudio.
Entrada (I): Son los elementos necesarios (ingredientes, información) para el procesamiento, y obtención del bien o servicio.
Proceso (P): Es la integración de todos los elementos, el inicio de las actividades para el debido procesamiento, esto implica el cumplimiento de todos los procedimientos determinados para ese proceso.
Salida (O): Bien o servicio, resultado del proceso, esto puede tener resultados conforme o no conforme, que depende de los criterios de evaluación establecidos por la empresa basados en directrices que garanticen la calidad de sus productos o servicios.
Cliente (C): Satisfacción de las expectativas esperadas de las partes interesadas.
La finalidad de este diagrama es determinar qué elementos están directamente relacionado con el objeto de estudio, para el análisis respectivo; a la vez te ayuda a identificar la ubicación de dónde se está presentando algún evento inesperado, y a limitar tu estudio.Ej:
Figura 1. Diagrama SIPOC Información tomada de la web. Elaborado por el autor
1.5.2.4 Definiciones conceptuales.
En la INEN (2015) de la siguiente definición para Termoplástico: “Material polimérico
que puede ablandarse repetidamente por calentamiento y endurecerse por enfriamiento, y que en estado blando puede formarse mediante la aplicación de fuerza”
PVC.- Compuesto termoplástico designa un compuesto sintético, cuyo constituyente característico es polivinilo de cloruro o un copolímero de polivinilo de cloruro y acetato de vinilo (INEN, 2015).
PE.- Es un material termoplástico constituido por cadenas lineales o ramificadas de monómetros de etileno. Fue originalmente desarrollado en 1 937 y abundantemente fabricado en los Estados Unidos a partir de 1 940. Eléctricamente, el polietileno posee el mejor conjunto de cualidades que se pueden esperar en un aislamiento sólido: alta rigidez dieléctrica, bajo factor de potencia y constante dieléctrica, alta resistividad volumétrica. Sus propiedades mecánicas son buenas, sin embargo sus limitaciones principales son su pobre resistencia a la flama, su termoplasticidad, su deterioro por la acción de los rayos ultravioleta y su poca resistencia a la ionización.
El polietileno convencional está normalizado como aislamiento para conductores para 600 ó 1.000 volts, cuya temperatura de operación en el conductor no exceda de 75°C. El polietileno natural de baja densidad está formado por la polimerización de moléculas de etileno en forma lineal simple, pero si el proceso de polimerización se conduce a baja presión se obtienen cadenas con ramificaciones resultando un compuesto más duro y rígido y especialmente resistente a la abrasión, que si se pigmenta con negro de humo especial proporciona un material excelente para cables tipo intemperie o para distribución aérea de baja tensión.
Por sus buenas propiedades mecánicas y su alta resistencia a la humedad, también se emplea para cubiertas exteriores de algunos cables de energía y en cables de comunicaciones subterráneos o aéreos. Es el material por excelencia para fabricar los aislamientos de cables telefónicos (Conductores Monterrey S. A, 2012).
Para la definición de la palabra XLPE, Conductores Monterrey (2012) da la siguiente definición:
El polietileno de cadena cruzada, polietileno reticulado o simplemente
XLPE, se produce por la combinación de un polietileno termoplástico y un
peróxido orgánico adecuado, bajo ciertas condiciones de presión y
temperatura. El aislamiento resultante es de color natural o café claro
resina de polietileno reticulada se puede emplear pura o mezclada con
negro de humo o cargas minerales que le mejoran sus propiedades físicas,
pero disminuyen sus cualidades eléctricas, por lo que esta combinación solo
se emplea como aislamiento para cables hasta 5 000 volts, sin cubierta
exterior
Espesor mínimo promedio.- Parámetro de evaluación obtenido del promedio de las lecturas de una muestra (Ensayos, 2017).
Variación porcentual.- En matemáticas, el concepto de la variación porcentual se utiliza para describir la relación entre un valor pasado y uno presente. De manera específica, la variación porcentual representa la diferencia entre un valor pasado y uno presente en términos de un porcentaje del valor pasado. Generalmente se puede calcular la variación porcentual con la fórmula ((V2-V1)/V1) × 100 en la que V1 representa el valor pasado o inicial
y V2 representa el valor presente o final. Ten en cuenta que el resultado se expresa como
un porcentaje
Acabado.- La condición física del producto evaluada visualmente, libre de imperfecciones que pudieran afectar la funcionalidad del conductor.
Alambre.- Conductor eléctrico formado por un solo alambre.
Cable.- Conductor eléctrico formado por 7, 19, 26, 37 (depende su uso) alambres entorchados.
Capacidad del proceso. - Intervalo de la variación que incluirá prácticamente todas las medidas de las características de calidad de los productos que se obtengan mediante el proceso. Esto se ve reflejado en el índice de capacidad del proceso, de la siguiente manera:
Especificaciones bilaterales o rango permitido Cp =𝐿𝑆 − 𝐿𝐼
6 𝑆
Especificaciones unilaterales o rango permitido de la media a un solo límite, superior o inferior
Cpk = 𝑢−𝐿𝐼
3 𝑆 ; Cpk = 𝐿𝑆−𝑢
3 𝑆
Y la evaluación del proceso bajo el siguiente criterio 1,33< ICP viene a ser un proceso satisfactorio 1,00< ICP <1,33 proceso adecuado
ICP < 1,00 Inadecuado
estudio. Ver anexo 6 la tabla de conversión 6 sigma, en el que encuentra descritas el nivel bajo hasta el nivel óptimo de un proceso
1.5.3 Fundamentación legal.
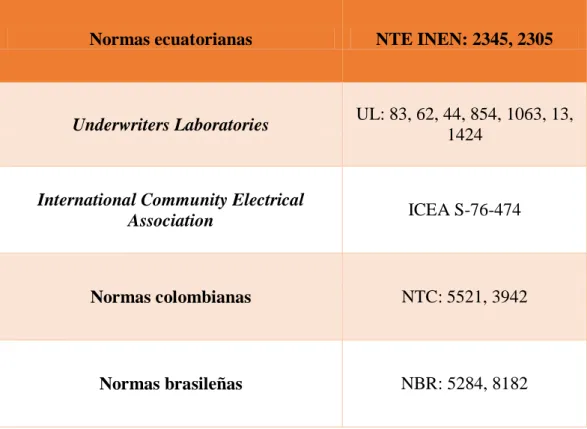
La empresa extrusora de cables está regida a normas ecuatorianas, estadounidenses, colombianas y brasileñas. El cumplimiento de las mismas es necesario y de vital importancia para la comercialización nacional e internacional de conductores eléctricos. Ver anexo 1, donde consta los literales que van directamente aplicados para la producción de productos, para aislantes involucrados en el proceso de extrusión que se va analizar
Tabla 1. Normas técnicas de producto
Normas ecuatorianas NTE INEN: 2345, 2305
Underwriters Laboratories UL: 83, 62, 44, 854, 1063, 13,
1424
International Community Electrical
Association ICEA S-76-474
Normas colombianas NTC: 5521, 3942
Normas brasileñas NBR: 5284, 8182
Información adoptada del Sistema de Gestión de la Calidad, empresa extrusora. Elaborado por el autor.
En la tabla 1, están las normas aplicadas para la elaboración de conductores eléctricos en la empresa extrusora de cables de Cu y Al, los mimos que son demandados por los clientes para su comercialización.
1.6 Metodología de Investigación
1.6.1 Tipo de investigación.
En base la problemática planteada, la investigación se inclina al tipo explicativo, porque busca determinar las causas del problema latente, motivo por el cual existe ese origen.
Esto a la vez integra el uso de herramientas de la ingeniería industrial, el más conocido el Diagrama Causa-efecto, diagrama de flujo para la localización de la causa y/o efecto del problema originario.
1.6.2 Población.
La población para este trabajo, estará enfocado en el año 2017, los datos generados en el laboratorio de control de calidad de la empresa extrusora de cables.
1.6.3 Muestra.
Para el análisis estadístico del proceso de tomará en consideración la variable independiente espesores (excedente de material) datos generados del laboratorio de control de calidad de la empresa extrusora de cables.
La fórmula planteada para el cálculo del tamaño de la muestra está tomado del artículo de David Hampton, bajo el título “Estimating Sample Size for Process Capacibility with Special Causes”
El tamaño de la muestra (n) para este trabajo se estima con una fracción defectuosa (p) 4%, con un nivel de confianza del 95 % y el error permitido 2%, a continuación, la descripción de la fórmula a utilizarse.
n = 𝑧
Resultado, el tamaño de la muestra n=369, este valor representa el número de ensayos dimensional realizado al producto terminado o extrusado.
La finalidad del tamaño de la muestra es para determinar la capacidad del proceso que se va analizar. Y además, para determinar el comportamiento de las variables, frente a eventos
que originarían irregularidades en el proceso de extrusión.
1.6.4 Fuente de información.
El laboratorio de control de calidad tiene datos generados del año 2017 de las inspecciones diarias, que realiza como departamento.
Adicional la experiencia de los trabajadores en el puesto de extrusión de cables, serán tomado en consideración para analizar las causas.
Los libros, normas, tesis, páginas web, orientados en la metodología seis sigma.
1.7 Instrumentos de la investigación
Para la recolección de datos dentro de este trabajo de tesis, la observación directa del acontecimiento es lo que ha aportado para en gran parte al trabajo, y los años de experiencia en la empresa, por otro lado, también está la entrevista directa con los trabajadores quienes están directamente involucrados con el proceso de extrusión. Las observaciones directas, así como también por los eventos suscitados han enriquecido para el buen juicio en la toma de decisiones.
Otras herramientas propias de la ingeniería industrial están el diagrama de proceso para la definición del problema, y lluvias de ideas basado en la experiencia de los trabajadores, para la determinación del producto defectuoso.
La diagramación del proceso necesario para la visualización del proceso de extrusión, sus entradas, sus salidas, los elementos involucrados dentro del proceso, sus parámetros de control. Para ello se tomará en consideración del diagrama de la empresa extrusora de cables, esto como parte de la revisión del Sistema de Gestión de la Calidad de la compañía extrusora de cables.
La entrevista, la empresa extrusora de cables cuanta con personal nuevo y antiguo para desenvolverse en el proceso de extrusión. La entrevista se realizará tanto a los nuevos como a los antiguos trabajadores y a otros involucrados en el proceso.
El diagrama de Pareto, también forma parte de las herramientas utilizadas para el análisis del proceso de extrusión, a través de esta técnica se demostrará las causas que originan las falencias del proceso.
1.8 Procedimiento de la investigación
La metodología para esta investigación es el DMAIC de six sigma, plasma una metodología sistemática para solucionar problemas, a través de ello se llegará a comprender el panorama de la problemática planteada, posterior a eso al análisis y también la alternativa de mejora para el proceso de extrusión. A continuación, se presenta las cuatro fases en el que está inmerso este estudio, en cada una de estas fases está lo que se pretende desarrollar para alcanzar el objetivo planteado en el numeral 1.3.2, también se encuentra las técnicas utilizadas por cada fase.
Fase Definir:
Identificación de variables críticas de calidad que están relacionados con el proceso de extrusión.
Definición mapa del proceso.
Creación de flujo de información y materiales.
Revisión de indicadores gestión de calidad de la compañía extrusora de cables.
Técnicas para la definición del problema. Observación.
Selección de características de calidad.
Establecer un plan de recopilación de datos.
Validación de las mediciones, plan de recopilación de datos.
Determinación de capacidad del proceso a analizar.
Determinación de nivel sigma del proceso de extrusión.
Técnicas a utilizar.
Revisión del sistema de calidad en la empresa extrusora de cables. Diagramas de control de proceso.
Análisis de capacidad del proceso de extrusión.
Fase analizar:
Establecer la capacidad del proceso.
Identificación de orígenes de variación del proceso de extrusión.
Generación de alternativas de solución para reducción de variaciones del proceso
Técnicas
Observación. Entrevistas. Lluvias de ideas.
Diagrama de dispersión. Diagrama causa-efecto Diagrama Pareto.
Fase Mejorar
Desarrollar posibles soluciones para minimizar la variación.
Presentación propuesta de mejora del proceso.
Técnicas a utilizar. Entrevistas.
Diagrama de flujo de procedimiento. Lluvia de ideas.
2Capítulo II
Situación actual y diagnóstico
2.1 Requisitos del cliente interno (La Dirección)
Reducir la variación del proceso es lo que persigue la metodología seis sigma, por lo que es necesario conocer las variables que determinan la calidad del producto o variables críticas de calidad. El cumplimiento de los requerimientos determina de la satisfacción de las partes interesadas (esto es para el cliente interno y el cliente externo). En este caso la satisfacción está orientada a La Dirección, quien es considerado una de las partes interesadas más importante para este estudió, esto debido a que las acciones correctivas se llevarían a cabo únicamente cuando La Dirección determine la aplicación de la propuesta, en la reducción en la variación del proceso de extrusión; con el objetivo de usar los recursos de manera óptima, y para mejores oportunidades en el mercado con precios atractivos.
Los productos de la compañía satisfacen las expectativas de los clientes internos y externos, pero no cumple con los objetivos de La Dirección.
La compañía extrusora de cables, está bajo la Norma ISO 9001: 2008, por ello se persigue proponer una mejora del proceso de extrusión y entregar una información basada en evidencias para la toma de decisiones de La Dirección. Además, cabe destacar que los productos que ofrece la compañía extrusora de cables cumplen con las especificaciones de normas nacionales e internacionales que fueron señaladas en la fundamentación legal; por ello favorece su comercialización a nivel local, nacional e inclusive para su exportación.
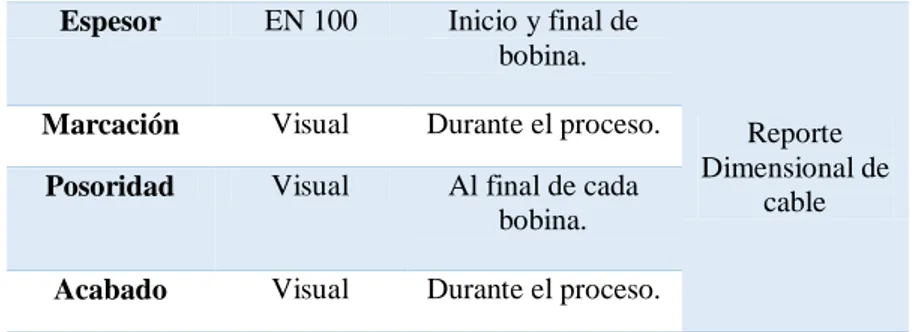
A continuación, en la tabla No. 2, un extracto del Sistema de Gestión de la Calidad; se presenta una lista de variables involucradas en el proceso de extrusión de cables, las cuales están relacionadas con la definición de variables de estudio, y por los que se libera o se rechaza el producto terminado, luego de ser revisado.
Tabla 2. Variable de inspección del proceso de extrusión
VARIABLE MÉTODO FRECUENCIA REGISTRO
Espesor EN 100 Inicio y final de
bobina.
Reporte Dimensional de
cable
Marcación Visual Durante el proceso.
Posoridad Visual Al final de cada
bobina.
Acabado Visual Durante el proceso.
2.2 Definición del Problema
La empresa extrusora de cables ubicada al norte de la ciudad de Guayaquil necesita de un sistema de mejora continua, esto basado en el sexto principio de la calidad ISO 9001. Un flujo de información idóneo entre las personas interesadas del proceso necesario para atacar la variabilidad del proceso; de tal forma se minimice, produciendo óptimos resultados En la tabla 2 se aprecia las variables que están directamente relacionadas con el proceso de extrusión, pero sólo la primera es considerado la más crítica para el análisis, debido a que el espesor, es el que determina el cumplimiento con las normas de diseño; esta selección es basado la metodología DMAIC, cual nos pide identificar las variables críticas de calidad; la selección también se debe a lo dicho en el problema numeral 1.2; y en la limitación del problema se dice del objeto de estudio, esto es el aislante PVC, PE Y XLPE.
El espesor es la variable independiente crítica considerado para el análisis en este trabajo, es inspeccionada al inicio y al final de la bobina, es decir a inicio de la producción y al final de la producción, estos resultados reposan en el laboratorio de control de calidad de la compañía extrusora de cables, variable que es revisada por el inspector de calidad o analista de calidad.
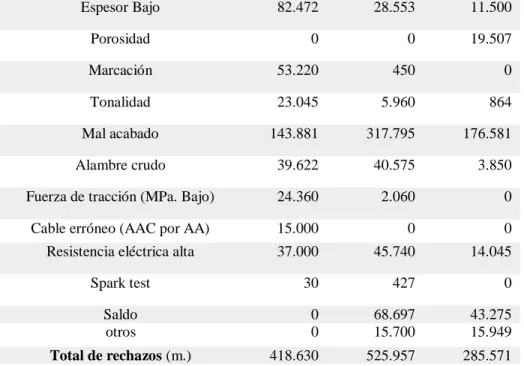
La compañía extrusora de cables cuenta con un sistema de gestión de calidad ISO 9001:2008, a continuación, la Tabla No. 3 con cantidades de productos no conforme perteneciente a los 3 últimos años.
Tabla 3. Producto No Conforme
DEFECTOS 2015 2016 2017
Espesor Bajo 82.472 28.553 11.500
Porosidad 0 0 19.507
Marcación 53.220 450 0
Tonalidad 23.045 5.960 864
Mal acabado 143.881 317.795 176.581
Alambre crudo 39.622 40.575 3.850
Fuerza de tracción (MPa. Bajo) 24.360 2.060 0
Cable erróneo (AAC por AA) 15.000 0 0
Resistencia eléctrica alta 37.000 45.740 14.045
Spark test 30 427 0
Saldo 0 68.697 43.275
otros 0 15.700 15.949
Total de rechazos (m.) 418.630 525.957 285.571
Información adaptada del Sistema de Gestion de la Calidad, empresa extrusora de cables. Elaborado por el autor.
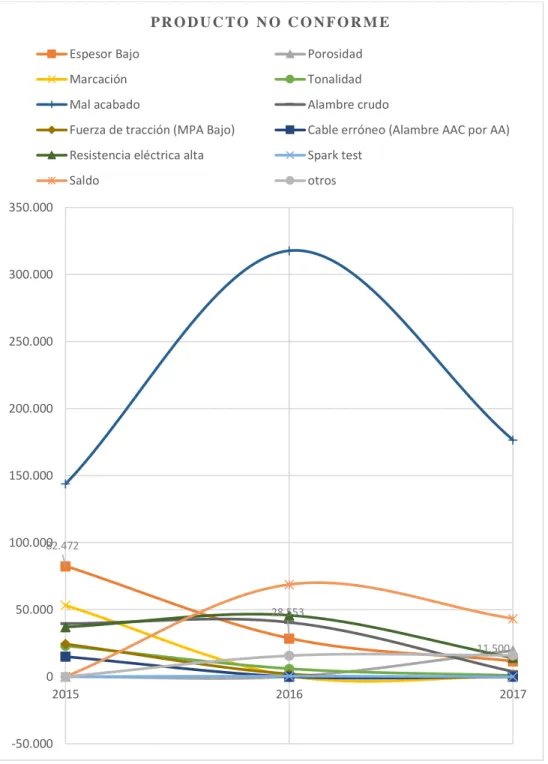
año 2016 y 32% con relación al año 2015; en valores monetarios esas cifras serían muy significativos.
Figura 2. Producto No conforme perteneciente a los años 2015, 2016 y 2017. Información adaptada del Sistema de Gestión de la Calidad, empresa extrusora de cables. Elaborado por el autor
En la figura. 2 muestra un panorama general de las no conformidades del Sistema de Gestión de Calidad de la compañía extrusora de cables, que involucra todos los procesos claves de la empresa, desde el primer proceso, que es la trefilación de alambrones hasta el último proceso medición. Basado en el objeto de estudio, el espesor ha tenido un declive
82.472
28.553
11.500
-50.000 0 50.000 100.000 150.000 200.000 250.000 300.000 350.000
2015 2016 2017
P R O D U C T O N O C O N F O R M E
Espesor Bajo Porosidad Marcación Tonalidad Mal acabado Alambre crudo
Fuerza de tracción (MPA Bajo) Cable erróneo (Alambre AAC por AA) Resistencia eléctrica alta Spark test
considerable con relación a los años anteriores, llegando hasta 11.500 m. de producto con
Septiembre 18.100 10.260.574 0,18%
Octubre 8.540 10.928.169 0,08%
Noviembre 27.384 11.409.490 0,24%
Diciembre 8.325 10.495.382 0,08%
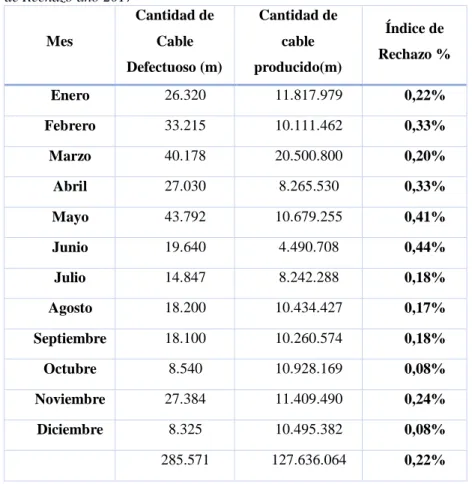
285.571 127.636.064 0,22%
Información adoptado del Sistema de Gestio de Calidad, empresa extrusora de cables. Elaborado por el autor
De acuerdo a la tabla 4, para el mes de abril, junio, julio muestra un índice de rechazo de 0,33%, 0,44% y 0,18% respectivamente, corresponden a los meses de menor producción con relación a los demás meses del 2017. Esto significa que el porcentaje de producto defectuoso no está directamente relacionado con la cantidad de producción mensual, es decir que existe variación en el proceso de extrusión de cables Cu y de Al.
A continuación, se presenta el cuadro Tabla. 5 con variables independientes que están involucrados únicamente en el proceso de extrusión de cables Cu y de Al.
Tabla 5. Producto No Conforme del proceso de Extrusión
DEFECTOS 2015 2016 2017
Espesor Bajo 82.472 28.553 11.500
Porosidad 0 0 19.507
Marcación 53.220 450 0
Tonalidad 23.045 5.960 864
Mal acabado 143.881 317.795 176.581
Total de rechazos (m.) 302.618 352.758 208.452
Información adaptada del sistemada del Sistema de Gestión de la Calidad. Elaboradopor el autor.
Para el análisis del proceso de extrusión; de la tabla 5 se descarta la variable marcación, por no presentar ningún producto no conforme durante el año 2017. También se agrega al grupo de los descartados la variable tonalidad por tener una cantidad baja, y otros que no es considerado, por no presentar un valor significativo para el análisis; también se debe a la no categorización dentro de las variables independientes, pudiendo pertenecer a cualquier otro proceso clave en la empresa.
Una vez realizado el descarte de las variables, se procede al análisis de Pareto del proceso de extrusión. Los datos siguientes son los que pertenecen al producto no conforme perteneciente al año 2017, tabla 6
Tabla 6. Pareto de producto no conforme 2017
VARIABLE CANTIDAD % CANTIDAD
ACUMULADA
Información adaptada del Sistema de Gestión de la Calidad, empresa extrusora de cables. Elaborado por el autor.
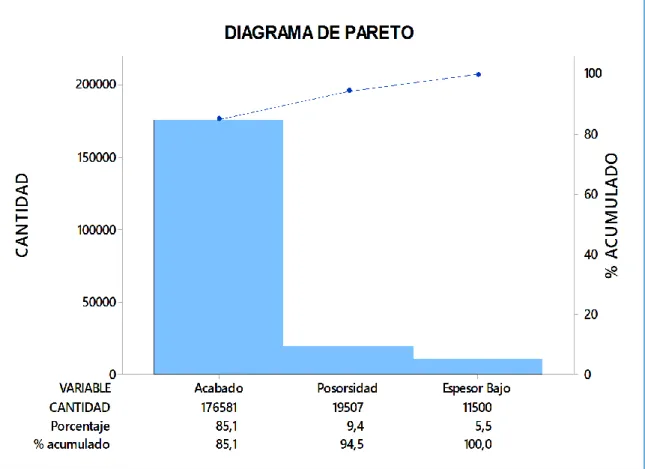
A continuación, figura 3, en el eje de las “x” las variables independientes acabado, porosidad y espesor, y en el eje de la “y” cantidad de producto rechazado o defectuoso presentado durante el año 2017
Figura 3.Diagrama de Pareto de producto no conforme. Información adaptada del Sitema de Gesitión de la Calidad, empresa extrusora de cables. Elaborado por el autor
A partir del diagrama de Pareto figura 3 se llega a la conclusión que el 85% del producto no conforme dentro del proceso de extrusión pertenece a la variable de inspección Acabado, es decir durante el año 2017 presentó 176.581m. de cable con Mal Acabado, del total de 207.588 m. de producto no conforme, seguido de la variable porosidad que representa el 9% de producto defectuoso en este proceso, y por último la variable espesor con un 6% de producto rechazado por espesor bajo, es decir que el 0,01% de la producción global no cumplió con el espesor y el 99,99% no tiene problema con el espesor; este valor está directamente ligado al despilfarro de aislante en el recubrimiento del conductor, es decir durante del proceso de extrusión se está enviando excedente de aislante (materia prima). En el capítulo 1, numeral 1.2 se habla de ello en el planteamiento, formulación y la delimitación del problema.
2.3 Mapa de proceso a alto nivel
El mapa del proceso necesario realizar, para el análisis del proceso que se está tratando, por lo general dentro de la metodología seis sigma el mapa de proceso de alto nivel es muy utilizado en la fase de definir; para tener una visión de los elemento involucrados en el proceso objeto de estudio.
2.3.1 Diagrama SIPOC
Para demostrar el alcance de estudio del proceso, se ha seleccionado el diagrama SIPOC por sus siglas en inglés, donde se ve plasmado los elementos que intervienen dentro del proceso de extrusión de cables Cu y Al.
Tabla 7. Diagrama SIPOC del proceso de extrusión
Información adaptada del Sitema de Gestión de la Calidad, empresa extrusora de cables. Elaborado por el autor.
En la tabla 7, presenta el alcance de este trabajo; inicia con la primera columna, que representa los proveedores exclusivos para el proceso de extrusión, seguido de las entradas que son los aislantes del producto, cables de Cu y Al, alambres trefilados, y productos encordados y cableados; los elementos de entrada depende del producto definido para el desarrollo del producto, previa aprobación del cliente y/o de ingeniería de producto; departamento encargado de la elaboración de fichas técnicas y/o hojas maestras. Sigue la columna proceso, donde se integran todos los elementos de entrada; bajo parámetros de producción. La columna salida, es el producto terminado, que va anclado con el cumplimiento de las especificaciones determinadas por la empresa o cliente bajo normas aplicables.
correcto o incorrecto de los recursos para la fabricación de conductores eléctricos que afectan de manera económica, esto también es parte del cumplimiento en la satisfacción de las partes interesadas. En el numeral 2.4 se realizará el análisis económico del proceso de extrusión y en los cuales se verá reflejado los valores en términos monetarios de la cantidad de productos no conformes del proceso.
2.4 Análisis económico
Basado en la cantidad de producto no conforme (cable defectuoso), información obtenida del sistema de gestión de la calidad, durante el año 2017 hubo una producción 127.636,06 km y presentó 0,22 % de producto defectuoso, es decir 285,57 km. Y de ello, 208,45 km pertenece únicamente al proceso de extrusión, es decir el 72 % de los productos no conforme global de la compañía pertenecen a este proceso.
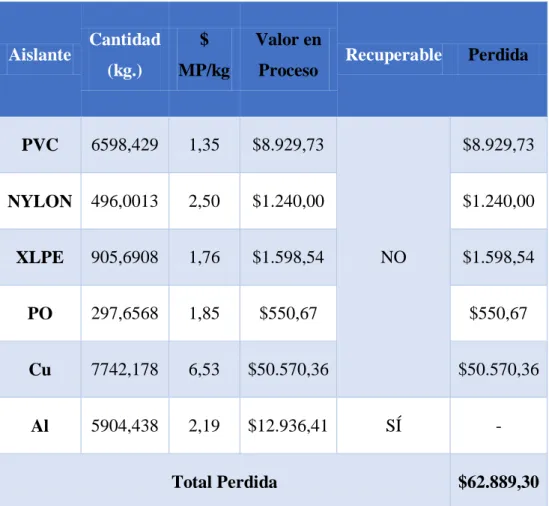
A continuación, en la tabla 8, se ve reflejada la cantidad de aislante PVC, PE, PO y XLPE, que se ha perdido a causa de la no conformidad del producto, adicional se incluye el conductor de Cu, y Al.
Tabla 8. Pérdida de aislante-conductor electrico
Aislante Cantidad
Información adaptada del sistema de Gestión de la Calidad, empresa extrusora de cables. Elaborado por el autor.
extrusión, los que se ha podido recuperar; los $50.570, 36 (80%) representa un valor significativo económicamente y no han sido recuperados debido a la gravedad del producto. Los $ 62.889, 30 corresponden a la pérdida total por los defectos presentados durante el recubrimiento de los conductores de Cu y Al. A estos no están agregados los $12.936,41, es lo que se ha podido recuperar.
Los valores la tabla 8 son estimaciones calculadas en base a las fichas técnicas de producto, donde proporcionan información de la cantidad de los elementos involucrados para la conformación del producto. En el Anexo 2 está el formato que proporciona información sobre el producto, ficha técnica.
Cabe recalcar que en los valores monetarios no están considerados el costo de mano de obra directa e indirecta, consumo de energía eléctrica, gastos administrativos entre otros, estos valores serían más altos. El cálculo es realizado en base al precio de materia prima, valor unitario/Kg. Datos investigado para definir un valor aproximado $MP/kg
2.5 Medir
2.5.1 Selección de las variables críticas de calidad.
Las variables que están directamente relacionado con el proceso de extrusión están descritas en la tabla 2; de igual manera está el método de inspección de cada una de ellas.
A partir del análisis de Pareto, figura 3, la variable alineada al planteamiento del problema es la variable espesor, y con lo que pretenderá reflejar lo dicho en la delimitación del problema, numeral 1.2.3. Y por otro lado está la variable acabado que está directamente relacionado con la parte operativa, esto obedece a muchas causas que posteriormente se estará realizando el análisis del mismo con la utilización del Diagrama causa-efecto.
2.5.2 Establecimiento un plan de recolección de datos.
Para el análisis de la variable “espesor”, se tendrá en consideración las inspecciones realizadas por el departamento de Control de Calidad en el ejercicio del año 2017, correspondiente a los últimos meses.
La muestra (n) de este estudio, con una fracción defectuosa (p) 4%, con un nivel de confianza del 95 % y el error permitido 2%, la siguiente fórmula utilizada para el cálculo del tamaño de la muestra. realizado a los productos terminados del proceso de extrusión.
2.5.3 Recolección de datos.
Los datos que se toman en consideración para la elaboración de este trabajo, reposan en el Laboratorio de Control de Calidad de la empresa extrusora de cables, los mismos que son alimentados por los inspectores de calidad y analista de calidad de manera diaria; necesario para garantizar la calidad de los productos con el cumplimiento de las especificaciones establecidas Por consiguiente estos corresponden al año 2017, para un mejor enfoque de donde fueron obtenidos dichos datos, ver anexo 3, formato que utiliza el personal de calidad para el registro de las mediciones, variable espesor. Y de donde son tomados para el análisis del proceso.
2.5.3.1 Validación de las mediciones Variable Espesor.
proceso son válidos. Además, cabe recalcar que las mediciones juegan un papel muy importante en la definición de la calidad del producto.
El laboratorio posee indicadores internos para controlar, verificar, prevenir, y mejorar en caso de ser necesarios. A continuación, dos indicadores que garantizan la calidad de las mediciones, y los objetivos estrictos que plasman la garantía en la confiabilidad de los resultados de las mediciones.
En primer indicador es para la validación de métodos, y el segundo para el cumplimiento del plan metrológico
Tabla 9. Indicadores que respaldan la medición
INCICADOR OBJETIVO
Información tomada del Sistema de Gestión de la Calidad, empresa extrusora de cables. Elaborado por el autor
En la tabla 9, el primer indicador es utilizado para validación de un método de ensayo; el método a validar debe cumplir con los objetivos de repetibilidad, para ello se determina el porcentaje de repetibilidad al analizar las mediciones bajo las mismas condiciones, con n repeticiones. De igual forma se determina el porcentaje de reproducibilidad al analizar las mediciones entre 2 analistas y cumplir con lo previsto.
Análisis de varianza ANOVA, mediante esta técnica estadística se expande la aplicación de la prueba de significancia F para comparar simultáneamente las varianzas correspondientes a cada analista y la prueba de significancia t student para comparar simultáneamente las medias de las mediciones de los analistas que aplican el método; se calcula el porcentaje de repetibilidad y reproducibilidad, que debe ser menor o igual a 3% para cumplir el objetivo. Adicional cumplir con la prueba F, que persigue Fcal<Ftab, y también la prueba t (student) en donde tcal<ttab.
El indicador de cumplimiento de plan metrológico involucra la confirmación metrológica del instrumento que está directamente relacionado con la inspección de la variable espesor, en el anexo 5, se ve reflejado el cumplimiento con la confirmación metrológica; culmina el periodo 2017 con el 97,78 % en cumplimiento, con un valor mayor al referencial determinado por la gestión del laboratorio descrito en la tabla 9.
El laboratorio de control de calidad posee sus propias políticas para garantizar el cumplimiento con el programa de gestión de metrología. Debido a esto todos equipos que se utilicen para hacer mediciones en el laboratorio de ensayos, incluidos los patrones y materiales de referencia deben ser sometidos para la confirmación metrológica. Entre estos está el equipo proyector de perfiles que debe cumplir con el programan de gestión metrológica, y no sólo eso, sino que también se procede a realizar la verificación del equipo con patrones establecidos; con ello se hace un seguimiento a las mediciones obtenidas de los patrones.
En síntesis, a pesar de que están en el proceso de gestión para la acreditación laboratorio de control de calidad bajo la norma NTE ISO/IEC 17025-2006, las mediciones cumplen con todas las garantías necesarias, para hacer frente a las exigencias de los organismos de control, tanto nacional e internacionales, a la vez necesarios para la aceptación de los productos en el mercado, independientemente de que región sea.
2.5.4 Diagrama de tendencia.
La siguiente figura 4, muestra todas las observaciones del año 2017, pertenecientes a la variable mal acabado, permite ver patrones de los datos obtenidos del sistema de gestión de la calidad de la compañía extrusora de cables. Estos son valores numéricos que representan la cantidad en metros rechazado durante el ejercicio del año 2017.
Figura 4. Diagrama de tendencia de la Variable Mal Acabado 2017. Información adaptada del Sistema de Gestión de la Calidad, empresa extrusora de cables. Elaborado por el autor.
En la figura 4, se puede observar que los datos en ciertos meses varían más, cuando se comparan valores con los primeros y últimos meses. Por eso, para probar si existen tendencias, conglomerados, oscilaciones o mezclas en los datos del proceso de extrusión. Se considera una significancia 0,05, es decir p; si los valores son mayores a la referencia; el proceso es considerado como inestable, en caso contrario si los números sean menores al valor de referencia, entonces el proceso es estable y no existe variación en el proceso. Los valores arrojados del proceso son los siguientes:
Conglomerado: Si el valor p para los conglomerados es menor que 0,05, usted puede decir que existe conglomerado de valores en el diagrama; el valor arrogado en el diagrama es 0,272, número mayor al referencial, lo que significa que no existe conglomerados en los datos obtenidos del proceso.
Mezclas: Si el valor p para los es menor que 0,05; se llega a la conclusión que existe dos poblaciones, es decir los datos del proceso no son verídicos y pertenecen a otro proceso o son erróneos. La gráfica muestra que el valor p es 0,728 lo cual indica que no hay mezclas en los datos.
Oscilaciones: El valor arrojado para p es 0,402, los que significa que el proceso no presenta un vaivén entre los datos.
A partir de los valores obtenidas nos da información relevante de este proceso con relación a la variable mal acabado, y se concluye es que proceso de extrusión actual de la compañía es un proceso inestable, dando la opción para realizar investigaciones de las causas que ha originado el mal acabado del producto terminado.
De igual manera se realiza un análisis de las mediciones obtenida del proceso de extrusión, que corresponde a la variable espesor. Ver anexo 6, tablas que contienen las 369 observaciones tomadas para el análisis del proceso de extrusión. A partir de esos datos se procede a la construcción del siguiente diagrama de tendencias. El eje “x” corresponde a la secuencia en la toma de datos y el eje “y” representa la variación del espesor.
Figura 5. Diagrama de tendencia de la Variable Espesor. Información adaptada del Sistema de Gestión de la Calidad, empresa extrusora de cables. Elaborado por el autor
mezclas en los datos ajenos al proceso de extrusión. Se considera una significancia 0,05, es decir p; si los valores son mayores al referencial; el proceso es considerado como inestable, en caso que los números sean menores al valor referencial, entonces el proceso es estable no existe variación en el proceso. Los valores arrojados corresponden a la variable espesor dando los siguientes:
Conglomerado: Si el valor p para los conglomerados es menor que 0,05; usted puede decir que existe conglomerado datos en el diagrama; el valor arrogado en el diagrama es 0,00; número menor al referencial, significa que existe conglomerados en los datos obtenidos del proceso, es decir que la empresa posee tecnología que respaldan la calidad de sus productos.
Mezclas: Si el valor p es menor que 0,05; se llega a la conclusión que existe dos poblaciones, es decir los datos del proceso no son verídicos y pertenecen a otro proceso o son erróneos. La gráfica muestra que el valor p es 1,00 lo cual indica que no hay mezclas en los datos y corresponden al proceso objeto de estudio.
Tendencia: El gráfico muestra una tendencia en los datos, esto es una despreocupación, y se dice que el proceso está controlado, por tener un valor p igual a 0,001 menor al valor de referencial 0,05; significa que el proceso está bajo control.
Oscilaciones: El valor arrojado para p es 0,999, los que significa que el proceso no presenta un vaivén entre la mayoría de los datos.
Los resultados se concluyen para la variable espesor, los datos analizados corresponden al proceso de extrusión que pueden ser mejorados sin afectar el espesor del producto por tener conglomerados en los datos, no existen mezclas en los datos tomados para el análisis, la tendencia demuestra que es un proceso controlado, pero puede ser mejorado; los resultados de las oscilaciones también respaldan que el proceso tiene una tendencia.
3Capítulo III
Análisis y propuesta
3.1 Características del proceso
3.1.1 Prueba de normalidad.
En la figura 6 está la prueba normalidad, probabilidad en el comportamiento de la variable espesor, por ello es necesario evaluar qué tan cerca están los datos de una distribución normal.
Figura 6. Prueba de normalidad de la variable espesor. Inforamción adaptada del sistema de Gestión de la calidad, empresa extrusora de cables. Elaborado por el autor
El valor de p es un indicador para determinar la distribución o transformación con el nivel de significancia. Por lo general, un nivel de significancia (conocido como α o alfa, letra griega) de 0,05 funciona bien. Un nivel de significancia de 0,05 indica un riesgo del 5% de concluir que los datos (mediciones del espécimen) no siguen la distribución cuando realmente siguen la distribución normal. Por lo tanto, se plantea siguiente hipótesis
H0= pertenece a una población distribuida normalmente HA≠ no es una población distribuida normalmente Bajo el siguiente criterio de determina lo siguiente, para: