Implementación de Manufactura Esbelta en Proceso de Inspección de Recibo Edición Única
125
0
0
Texto completo
(2) INSTITUTO TECNOLÓGICO Y D E ESTUDIOS SUPERIORES DE MONTERREY. CAMPUS MONTERREY ESCUELA DE GRADUADOS EN ADMINISTRACIÓN Y DIRECCIÓN DE EMPRESAS. TECNOLOGICO DE MONTERREY PROPUESTA DE TESIS:. Implementación de Manufactura Esbelta en proceso de inspección de recibo TESIS PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL GRADO ACADÉMICO DE: MAESTRO EN DIRECCIÓN PARA LA MANUFACTURA. POR: MARIO ALFREDO BRISEÑO SOTO. Cd. Juárez, Chih.. Julio de 2009.
(3) INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY. CAMPUS MONTERREY. ESCUELA DE GRADUADOS EN ADMINISTRACIÓN Y DIRECCIÓN DE EMPRESAS (EGADE). Los miembros de comité de tesis recomendamos que el presente documento, presentado por el Ing. Mario Alfredo Briseño Soto, sea aceptado como requisito parcial para obtener el grado académico de:. MAESTRO EN DIRECCIÓN PARA LA MANUFACTURA. Comité de tesis:. Dr. Jorge Hernández Palomino Asesor académico. MA. Dora Helga De la Rosa Tovar Sinodal. MA. Oscar Javier Montiel Méndez Sinodal. Aprobado. Dr. Federico Trigos Salazar Director Académico Maestría en Dirección para la Manufactura. Cd. Juárez, Chih.. Julio de 2009.
(4) AGRADECIMIENTOS. El autor extiende su agradecimiento al Dr. Jorge Hernández Palomino por sus consejos y acertados comentarios para el desarrollo de ésta tesis. Así también como al candidato a doctor Oscar Montiel Méndez, a MA. Dora De la Rosa Tovar y al Dr. Federico Trigos Salazar por su soporte como parte del comité.. Un agradecimiento a mis padres Mario Briseño Méndez y Olivia Soto Torres, por su incondicional ayuda y apoyo durante toda mi maestría y durante el desarrollo de esta tesis. De igual forma a mi novia Hilda Durán por su ayuda durante este tiempo de estudio.. A la empresa Cummins Juárez por el apoyo, permitiendo el desarrollo del presente trabajo de tesis dentro de sus instalaciones con el uso de recursos e información disponible; así también como al ITESM campus Juárez por las facilidades para mi desarrollo como estudiante..
(5) Índice General 1. M A N U F A C T U R A E S B E L T A 1.11ntroducción a la Manufactura Esbelta 1.2 Pensamiento Esbelto 1.3 Sistemas Productivos 1.4 Desperdicios de la Manufactura Esbelta 1.5 Identificación de los Desperdicios 1.5.1 Diagramas de Proceso y Sistemas 1.5.2 Mapeo Actual del Valor 1.6 Metodología de las Cinco S's 1.6.1 Elementos Claves en la Implementación 1.7 Cadena de Suministros y Control de Inventarios 1.7.1 Integración de la Cadena de Suministros 1.7.2 Atributos y Estrategia de la Cadena de Suministro 1.7.4 Atributos del Producto 1.8 Tiempos de Entrega 1.8.1 Tiempo de Vida del Producto 1.8.2 Clasificación del Producto 2 METODOLOGÍA D E LA INVESTIGACIÓN 2.1 Planteamiento del Problema 2.2 Justificación 2.3 Preguntas de Investigación 2.4 Objetivos 2.5 Hipótesis 2.6 Viabilidad de la Investigación 2.7 Metodología 3 R E S U L T A D O S Y ANÁLISIS D E D A T O S 3.1 Recolección de Datos 3.2 Análisis de Datos 4 RESUMEN, CONCLUSIONES Y RECOMENDACIONES 4.1 Resumen 4.2 Conclusiones 4.3 Análisis de Beneficios para la Empresa 4.4 Recomendaciones 4.4.1 Recomendaciones para la Empresa 4.4.2 Recomendaciones para Futuras Investigaciones BIBLIOGRAFÍA. 1 1 6 12 16 17 33 36 45 58 61 66 72 75 76 76 78 81 81 85 85 86 87 88 89 92 92 94 103 103 104 105 107 107 108 111. ii.
(6) Índice de figuras Figura 1: Diagrama de los procesos productivos Figura 2: Identificación de los procesos Figura 3: Indicación de comunicación con Proveedores Figura 4: Indicación de comunicación con el cliente Figura 5: Indicaciones del flujo de información Figura 6: Observación durante el proceso Figura 7: Señal de Jalón Figura 8: Tiempo de valor agregado y de procesos Figura 9: Marco de Fisher para la relación del producto y la cadena de suministros Figura 10: Diagrama de flujo de recepción e inspección de material. 15 37 39 40 41 41 43 44 79 82. iii.
(7) Índice de tablas Tabla 1: Formato para registro de tiempos de recibo y liberación de material.... 83 Tabla 2: Formato para la recolección de datos de tiempo de ciclo y eficiencia del área de inspección de recibo 93 Tabla 3: Resultados del análisis de prueba T para la hipótesis 1 97 Tabla 4: Resultados del análisis de prueba T para la hipótesis 2 99 Tabla 5: Implementaciones de Manufactura Esbelta 101 Tabla 6. Tabla de referencia de ahorros para la empresa 106. iv.
(8) RESUMEN. Con una economía cambiante en el mundo, empresas locales y multinacionales tienen dentro de sus objetivos el ahorro de los gastos para poder lograr una ventaja competitiva dentro de un mercado, donde los clientes demandan más y mejores precios, con altos estándares de calidad y en el tiempo ideal.. Feld (2001) señala que la Manufactura Esbelta trae consigo el desarrollo de diversas técnicas para la mejora de los procesos existentes y para facilitar la implementación. de nuevos productos y servicios. Herramientas como la. Manufactura Esbelta implican una alta gama de técnicas que una vez empleadas de forma. eficiente, generan en la empresa la identificación y. posterior. eliminación o disminución de dichos desperdicios.. Debido a dicha iniciativa, la presente investigación involucra el análisis de las mejoras tras la implementación de la Manufactura Esbelta en el proceso de inspección de recibo, para una empresa de remanufactura de inyectores. En ella se contempla la evaluación estadística del impacto de la implementación, y lo compara con el estado anterior, iniciando por la idea misma entre los inspectores y su posterior aplicación dentro del proceso.. Los objetivos y las hipótesis planteadas tienen como fin el comprobar de una forma estadística los resultados obtenidos una vez que se concluye con la. v.
(9) implementación de las técnicas iniciales identificadas en el proceso de ejecución de la herramienta.. vi.
(10) CAPÍTULO I 1. MANUFACTURA ESBELTA 1.11ntroducción a la Manufactura Esbelta Los procesos de producción son tan viejos como la revolución industrial misma. A. esto. nos. remontamos. cuando. una. sociedad. mayormente. agrícola. tradicionalista se transforma a una caracterizada por procesos de producción mecanizados para fabricar a gran escala; teniendo con esto un gran impacto en los sistemas productivos de mediados del siglo XVIII en la Gran Bretaña. Tal y como lo menciona Horn (2007), éste desarrollo en la industria aportó también una alteración en el contexto de las relaciones económicas que se generaban en aquél entonces, entre las diversas esferas de la sociedad y de los procesos los cuales hasta antes de dicha revolución eran conocidos.. Por otra parte, se tiene que analizar que la revolución industrial no sólo trajo cambios al modo de vivir de aquellos tiempos y hasta nuestras fechas, sino que también fue un parte aguas en las mejoras de los procesos de manufactura. Esto nos indica que sería inútil hablar por ejemplo de economía o desarrollo tecnológico sin remontarnos a lo que en ésta revolución se generó (Louca y Freeman, 2001). Es decir, el cómo mecanización. lograda con vapor,. las diferentes tecnologías. la electrificación. de. los. como la. procesos, la. introducción de motores a los procesos productivos y a las máquinas, que hasta antes se manejaban totalmente por los operadores siendo éstos el elemento de. 1.
(11) fuerza en las mismas y en tiempos modernos la computación implementada en los procesos.. Después vino el uso del ferrocarril y con esto el movimiento de grandes cargas que se veía imposible de transportar. Esto reactivó la economía y la demanda de metales y materiales para la construcción y fabricación de un sin número de elementos, tanto mecánicos así como de partes para la posterior producción de maquinarias y elementos esenciales en la producción misma de la Gran Bretaña (Louca y Freeman, 2001).. Al final para lo que sirvió la revolución industrial fue para asentar una base confiable de lo que ahora conocemos como procesos de manufactura, además de introducir a los procesos los elementos que hasta la fecha siguen siendo los más básicos para las operaciones mismas de los procedimientos de producción y sobre todo, el de cambiar la mentalidad de las personas que no veían cómo una máquina se pudiera operar mayormente sola o por medios alternos a la fuerza humana. Hoy en día esos principios siguen reinando y siendo utilizados de forma conciente o inherente a lo que se desarrolla (Horn, 2007).. Partiendo de lo anterior, tanto el pensamiento productivo mismo así como los procesos cambiaron de rumbo para bien; y se encaminaron a un mejor futuro, por lo que fue hasta la década de los cuarentas después de la segunda guerra mundial que se da un fenómeno en Japón con los grandes pensadores de la. 2.
(12) calidad como lo son Toyoda Kiichiro, Shigeo Shingo y Taiichi Ohno quienes empezaron una innovadora forma de concebir los procesos productivos de aquél entonces (Licker y Womack, 1997).. S e trataba de establecer reglas y normativas las cuales hicieran los procesos productivos más eficientes y de mejor calidad, y fue así que todos estos principios establecidos en Japón fueron enfocados a la mejora de proceso con una orientación a la producción. Sirviendo de base para la creación del "Toyota Production System", con el objeto de crear un sistema el cual mejorara la calidad que prevalecía en Toyota para la producción de automóviles. Más aun cuando la contra parte en Estados Unidos estaba produciendo en un factor de 10 y ganando mercados nuevos (Taiichi y Bodek 1998).. Para esto utilizaron como base los libros escritos por el mismo Henry Ford acerca del hoy y del mañana de los procesos productivos y de las mejoras que se habían hecho en los procesos de Ford. Por lo que fue después de esto, que el sistema productivo de Toyota se redefinió entre 1945 y 1970 para dar paso a lo que hasta hoy conocemos como Manufactura Esbelta (Licker y Womack, 1997).. Desde. entonces. se han escrito. una infinidad. de. libros. acerca de. las. herramientas y descripciones diversas de lo que Manufactura Esbelta debe ser y porqué. Tal .y como "La Máquina que Cambió al Mundo" de James Womack,. 3.
(13) publicado en 1990 cuando Toyota era la mitad de tamaño que General Motors. Al día de hoy Toyota ya es más grande que General Motors en la fabricación de automóviles siendo la compañía más exitosa y consistente de los últimos cincuenta años, fecha que corresponde a la implementación de dicho sistema productivo (Jense y Nickelsen, 2008).. Una vez desarrolladas las herramientas de Manufactura Esbelta y estando en constante depuración de mejoras, dichas herramientas se han consolidado como ayuda para eliminar todas las operaciones que no le agregan valor al producto, servicio y a los procesos; aumentando el valor de cada actividad realizada y eliminando lo que no se requiere, para lograr la reducción de desperdicios y mejorar. las operaciones basándose. Además, está. siempre en el respeto al. trabajador.. filosofía se apoya en conceptos tales como el kaizen o mejora. continua ya que éstas mentalidades son las que han hecho tan diferente y tan eficiente el proceso de Toyota, del resto del mundo donde se tiene la creencia que las utilidades de todo proceso o empresa deben ser reflejadas en un aumento al costo total del producto; mientras que la mentalidad creada por Toyota nos dice que entre más calidad tengamos en nuestros productos y entre más atención le proporcionemos al cliente, éstos estarán dispuestos a pagar cada vez más por los productos (Field 2001).. Siendo así. uno de los principales objetivos el implementar una filosofía de. Mejora Continua que le permita a las compañías reducir sus costos, mejorar los. 4.
(14) procesos y eliminar los desperdicios para aumentar la satisfacción de los clientes y mantener el margen de utilidad (Taiichi y Bodek, 1998).. La. Manufactura. Esbelta proporciona a las compañías. herramientas. para. sobrevivir en un mercado global que exige calidad más alta, entrega más rápida a más bajo precio y en la cantidad requerida. Además de esto, se enfoca en varios puntos expuestos a continuación (Feld ,2001).. Reduce la cadena de desperdicios dramáticamente al identificarlos y atacarlos eliminándolos de raíz y evaluando posibles causas para que no surja en ningún otra lugar del mismo proceso productivo. Con esto se logra eliminar el equivalente en las empresas llamadas costos o gastos de manufactura, al hacer los procesos más eficientes. Lo anterior nos lleva también a otro factor que influye en la reducción del inventario y el espacio en el piso de producción derivado de la reducción de los desperdicios (Standar, Davis y Licker, 1999).. Crea sistemas de producción más robustos puesto que se elimina el "ruido" que todos los desperdicios generan en los procesos y la inestabilidad que tienen. Creando. sistemas. de. entrega. de. materiales. apropiados. distribuciones de planta para aumentar la flexibilidad. y. mejora. las. en los procesos. Esto se. logra al tener un ambiente más controlado de lo que son las entradas y las salidas, además de que se cuentan con controles más estrictos, robustos y con. 5.
(15) menos margen de error para la programación de las operaciones (Licker y Womack, 1997). Pero toda ésta teoría, quedaría en eso, en simple teoría si en la historia no se hubiera desarrollado una filosofía la cual sustentara los escritos y vivencias de todas las personas clave en el desarrollo de la manufactura esbelta. Incluyendo desde la revolución industrial hasta los pensamientos más vanguardistas en lo referente al tema, de forma que como parte de esos pensamientos, el concepto de esbelto toma lugar como la forma de pensar dentro de la manufactura (Emiliani, Stec y Grasso, 2007).. 1.2 Pensamiento Esbelto S e ha hablado de Manufactura Esbelta como un medio para conseguir que los procesos aumenten su eficiencia por medio de las herramientas; esta filosofía japonesa también contempla el cambio radical en positivo de las personas que forman parte del proceso productivo, (Womack y Jones, 2003) y esto se logra manteniendo. una. relación. humana constante, y evitando. a toda. costa. situaciones en las que se trata al empleado como parte de la máquina, y esperando de ellos un comportamiento similar.. Bajo este mismo contexto se debe buscar la integración del empleado a los procesos productivos de los cuales forma parte, contribuyendo con ideas de mejora. Evitando en el contexto que los directores de las grandes empresas no. 6.
(16) comprendan que cada vez que se descarte una ¡dea, la empresa pierde oportunidades de desarrollo. Debido a que gracias a el concepto de la Manufactura Esbelta se eliminan las practicas de la vieja escuela en la administración y se cambia por un liderazgo sostenible con visión a corto, mediano y largo plazo (Jense y Nickelsen, 2008).. Para que este pensamiento esbelto supere las barreras establecidas por décadas, es necesario que cuente con elementos básicos como la definición de lo que es el valor mismo, pero muy importante, desde un punto de vista de cliente no como proveedor; tenemos que considerar que al definir el valor como un proveedor vamos a ver solamente lo que queremos ver y no lo que realmente el cliente espera o paga por el producto, esperando encontrar dicho valor representado en el producto final (Emiliani, et al 2007).. Ejemplos de esto existen desde la época de los 70's con la idea de la entrega de paquetería al día siguiente con la introducción en el mercado de Federal Express en 1971. En 1983, una nueva compañía de lentes llamada Lens Crafters cambió al mundo en las bases de la competición de esa rama industrial al ser capaz de entregar lentes graduados en una hora. El concepto de envío de producto en el mismo día que son ordenados fue implementado cuando la empresa LL Bean la cual aumentó su sistema de distribución en los finales de 1980. Otro ejemplo de éxito lo representa la aerolínea Southwest siendo alguna de las que generaba ganancias en aquellos días ahorrando dinero gracias a la asignación de asientos. 7.
(17) para los vuelos de acuerdo a cómo los pasajeros iban documentando su llegada al aeropuerto. Analizando también el caso de Dell la cual mantiene las ganancias en el mercado al tener una orientación de la fabricación a la orden en menos de una semana (Reidenback y Goeke, 2005). Siendo éstas sólo semblanzas de empresas que reflejan lo que un pensamiento con enfoque a las necesidades del cliente debe ser.. El común denominador detrás de éstos y muchos otros éxitos de la industria es el pensamiento esbelto. Este pensamiento ve hacia el valor de la cadena de suministros y se pregunta sobre cómo las cosas pueden ser estructuradas en una empresa de forma que se hagan solamente actividades de valor agregado, y además de la forma más rápida posible (Womack, 2005).. Otro factor que influye en dicho pensamiento es la identificación de lo que no agrega valor al producto o dicho en otras palabras, la eliminación de todo aquello que genere costos para la empresa y por lo cual el cliente no está dispuesto a pagar. Para esto. se debe crear un flujo continuo para que cada. paso agregue valor a otro desde la materia prima hasta la concepción del producto final (Womack y Jones, 2003).. Toda empresa que se llame esbelta debe considerar que la implementación de mejoras no tiene un principio ni un fin sino que es una vía que nos lleva a la mejora constante, y a estar listos a los cambios que se presenten. Gracias a. 8.
(18) esto, se podrá ser más competitivo y tener una mejor posición en el mercado, ganando confianza tanto interna con los empleados así como externa con los clientes y competidores (Reidenback y Goeke, 2005).. Como parte de este funcionamiento integral en base a un pensamiento común se debe considerar que toda la información en la cadena de suministro debe tener un flujo constante, y con las menos interrupciones posibles; consiguiendo con esto que los datos como demanda, oferta, producción, índices varios, etc. se manejen en forma de jalón; esto significa que el cliente de cada estación o fase del proceso esté requiriendo ésta información, generando así un flujo constante y evitando en la medida de lo posible los acumulamientos de material y de información. Con esto se persigue la perfección en los procesos mismos quedando claro para los integrantes de la cadena que la eficiencia siempre se puede mejorar (Standar, et al, 1999).. El mejoramiento requiere que las compañías realicen evaluaciones las cuales los hagan analizar la cadena de suministro y encontrar formas de proveer lo que los clientes esperan con menos recursos que sus competidores para desarrollar dicha ventaja. Algunas veces los competidores simplemente no son capaces de desarrollar dicho valor por lo que se tiende a copiar actuales tendencias o prácticas, mientras que otras veces no les importa el tener dichos conceptos o de seguir a algún líder en cierto ramo (Emiliani et al,2007).. 9.
(19) Para poder lograr ser un líder, toda organización reclama que su gente sea importante, pero si se regulan en centrar la atención en los que verdaderamente aportan algo, como información , procesos, decisión con autoridad y representan una fuente de energía para la organización. Esto se debe a que en la producción en masa, las actividades están estructuradas para que personas con bajos niveles de capacitación o conocimiento puedan hacer trabajo repetitivo, pero los ingenieros y gerentes son responsables de la producción. En este tipo de casos, los empleados no pueden modificar ni detener la línea, debido a que el objetivo es el de mantener el volumen. Uno de los resultados de la producción en masa es que los trabajadores con poca destreza no se sienten incentivados en aportar información acerca de los problemas de manufactura o sobre ideas de mejorar el rendimiento de todo el proceso (Jense, Nickelsen 2008).. Por lo anterior, una de las primeras actividades de Taiichi Ohno tomó base en el desarrollo de producciones esbeltas encontrando la forma de permitir que máquinas de un sólo propósito y masivas pudieran producir partes múltiples. Para esto, tomó personal diestro en las operaciones en lugar de depender del tiempo para poder hacer los cambios de dados. Aun así, las plantas de producción en masa seguían teniendo máquinas para manufactura a gran escala con un modelo exclusivo el cual prácticamente nunca se cambiaba. Mientras que en Japón debido a la limitante del espacio, esto aunque se quisiera, no podía ser posible por lo que Ohno desarrolló métodos de cambios de dado para .hacerlo más versátil en las plantas japonesas (Taiichi, Bodek, 1988).. 10.
(20) Los cambios permitirían muchas partes de automóvil siendo hechas en la misma línea con el mismo equipo. Por otra parte, cuando se hacían los cambios de dados, los operadores se encontraban ociosos por lo que se implementaron actividades donde se involucraban en desarrollar métodos que permitían que cada vez los dados se cambiaran más y más rápido (Taiichi, Bodek, 1988).. Con varios de éstos cambios y otros desarrollándose en Japón en paralelo se transfirieron la mayoría del trabajo siendo hecho por ingenieros y gerentes en las producciones de masa a los trabajadores de las máquinas; al agrupar a los trabajadores en equipos de trabajo pequeños para entrenarlos de forma que ellos hicieran su propio trabajo industrial. De ésta forma los trabajadores eran alentados a detener la línea si algo salía mal y aunque al principio la línea se detenía constantemente los empleados se encargaban de encontrar la causa raíz, por lo que eventualmente la línea corría con muy pocos problemas, ya que los trabajadores sentían responsabilidad de encontrar, exponer y resolver problemas conforme ocurrían (Liker y Womack, 1997).. Por lo anterior se puede establecer que el productor que tiene este pensamiento esbelto combina las ventajas de las producciones en masa y manuales, mientras que evita los altos costos de los procesos rígidos o recios al cambio. De este modo, la producción esbelta lo es así porque usa poco de todo en comparación con las producciones en masa , además de la mitad del esfuerzo humano, el espacio en piso, la inversión en equipo y herramienta, ingeniería para desarrollar. 11.
(21) nuevos productos y tiempo a través del proceso productivo. También requiere de mantener mucho menos del inventario resultando en menos defectos y una producción de una mayor variedad de productos (Emiliani, et al 2007).. Con el pensamiento esbelto se genera sinergia entre los objetivos de todas las partes en la corporación al unificar las ideas y los esfuerzos. Por lo que se debe entender que para poder traducir ese pensamiento en ideas y posteriores hechos en las líneas de producción, es importante primero entender los procesos productivos con los que cuenta la planta y cómo se relacionan éstos con los resultados obtenidos (Heizer y Render 2007). 1.3 Sistemas Productivos En la actualidad se cuentan con diferentes métodos y analogías sobre cómo producir un bien o servicio. Con avances en la tecnología hoy en día podemos ver cómo se fabricaría un producto en específico con únicamente verlo en el monitor de un simulador, o correr líneas completas con estudios de tiempos y movimientos, y considerando todos los aspectos ergonómicos, optimización de espacio y recursos con el sólo uso de programas computacionales (Jarrington, Esselin y Nimwegen 2007).. Es inevitable el irnos a la base de todo esto la cual se refiere a los sistemas productivos. Debido que para conocer un sistema de producción, se debería. 12.
(22) partir de la observación de sus componentes los cuales conforman las actividades que ahí se realizan, los medios y recursos con los que cuenta, además de las cantidades y características de las personas que en él viven o trabajan, las propiedades del suelo o clima, etc. (Jarrington, et al, 2007). En un sistema hay organización y relaciones, por lo que se debe entender cuales son las propiedades y en que proporciones éstos componentes están presentes (Heizer y Render, 2007); el rol o función que cada uno cumple y las interacciones que suceden entre los componentes. Por ejemplo, cómo se distribuye la mano de obra entre los diferentes rubros y actividades; cómo se distribuyen los ingresos entre consumo, producción y ahorro; cómo la producción de un bien o servicio contribuye a la generación de productos para el autoconsumo y para la venta, etc. Finalmente, se necesitará comprender la dinámica del sistema de producción, es decir, su comportamiento a través del tiempo. Por ejemplo, cómo se distribuye la mano de obra a través del año; cuáles son los meses de mayor actividad y cuáles los de mayor escasez (Morgan, Liker, 2006). También se conoce a la administración de operaciones como la administración de los sistemas de producción o de transformación de insumos en bienes o servicios; teniendo en cuenta que durante la transformación de la cadena de suministro un insumo se convierte en servicio para la siguiente fase y así sucesivamente hasta que llega a un cliente final. Las operaciones de. cada tipo. 13.
(23) de industria varían dependiendo del ramo, al igual que sus insumos, por lo que existen procedimientos que son productivos debido a que una materia prima entra por el proceso y se transforma hasta cambiar su forma o función y ser un insumo para la siguiente operación de la cadena o bien, un producto final cuyo destinatario es el usuario o cliente.. Por otra parte existen los procesos no productivos; donde lo que se procesa son servicios como una casa certificadora, entrenamientos, inspecciones, auditorias, etc. Al final lo que ofrece es un servicio en base a un insumo pero sin modificar la integridad o alguna característica del mismo. (Anupindi, Deshmukh, Chopra, Zemel y Mieghem. 2005).. De acuerdo a menciones de autores como Heizer (Heizer y Render, 2007) y Anupindi (Anupindi, et al, 2005), se pueden identificar definiciones de sistemas productivos, debido a que existen aun más clasificaciones las cuales explican de una mejor forma el concepto:. A.. Sistema de producción por encargo: Este se basa en el encargo o. pedido de uno o más productos o servicios. La empresa que lo utiliza sólo produce después de haber recibido el contrato o encargo de. un. determinado producto o servicio. B.. Sistema de producción por lotes: Lo utilizan las empresas que. producen una cantidad limitada de un tipo de producto o servicio por vez.. 14.
(24) C.. Sistema de producción continua: Lo utilizan las empresas que. producen, un determinado producto sin modificaciones por un largo período, el ritmo de producción es rápido y las operaciones se ejecutan sin interrupciones.. En general todas las descripciones ya sean para procesos productivos y no productivos recaen en lo esencial de toda empresa. El generar bienes por diferentes medios; y es así como se cumple el proceso productivo subdividido en tres fases el cual se presenta en la figura 1:. Figura 1: Diagrama de los procesos productivos. INSUMOS. PRODUCTOS. PROCESOS w. Donde los insumos implican la adquisición, recepción y almacenamiento de materias primas. Los procesos significan las operaciones a través de las cuales los factores se transforman en productos. Considerando a los productos como los bienes físicos y/o servicios entregados al cliente inmediato siguiente o cliente final (Morgan y Liker, 2006). Por lo que el control de estos productos terminados así como la materia prima a lo largo del proceso productivo se hace fundamental para conservar la maximización de los recursos y por consecuencia las ganancias de la empresa.. 15.
(25) 1.4 Desperdicios de la Manufactura Esbelta Con la evolución de la industria muchas cosas han cambiado, tanto los procesos, las máquinas y los escenarios clave para desarrollarlos; pero también han cambiado filosofías y formas de pensar dentro de los productores. E s en la búsqueda de la competencia y en el posicionamiento del mercado. que las. empresas han volteado a ver cosas y factores claves que en el pasado, derivado de la amplia participación en el mercado, no veían o simplemente no les interesaba observar (Louca y Freeman, 2001).. Pero hoy en día toda empresa busca maximizar sus recursos, tanto máquinas, humanos, administrativos y productivos. Por lo que se describe que en dichos recursos los desperdicios se hacen presentes, y al minimizarlos es cuando se conoce. la capacidad de la empresa para usar de forma racional y óptima los. recursos de que dispone, y que intervienen en la generación de la producción para proporcionar los bienes y servicios que satisfacen las necesidades de sus integrantes, de manera que mejore y se eleve el nivel de vida de una persona, clase social o comunidad, pero además, que todo se haga de la mejor manera posible (Carreira, 2004).. Podemos establecer. que si se mide a la productividad en fríos números,. debemos considerar el resultado de la relación entre lo producido por el número de empleados que se usaron para generarlo. Con base en lo anterior, se dice que la reducción de los insumos para generar el bien es. inversamente. 16.
(26) proporcional al nivel de productividad generada a lo largo de la organización. En pocas palabras se hace más, o aun lo mismo pero con menos recursos los cuales se derivan en disminución de la relación gasto-beneficio mientras las salidas permanecen constantes (Davis, 1999).. Las. compañías. oportunidades constantemente. identifican y. minimizar contra. las opciones disponibles las. amenazas.. el valor ofrecido. La. para. maximizar. estrategia. se. las. evalúa. por el cliente y las realidades. competitivas, siempre y cuando la estrategia de manufactura se encuentra bien integrada con otras áreas funcionales de la empresa y soporta los objetivos totales de la compañía, para crear una ventaja competitiva (Henderson, Martin y Larco, 1999). Para poder identificar dichas opciones debemos saber donde buscarlas y tener la capacidad de identificarlas de manera correcta para siempre tener las herramientas adecuadas a la mano.. 1.5 Identificación. de los Desperdicios. Una función de operaciones bien cimentada y administrada incrementa la productividad y genera una ventaja competitiva la cual implica la creación de un sistema que tiene una ventaja única sobre sus competidores. Es entonces cuando nos lleva a definir lo que el cliente desea del proceso; o mejor aun, que es lo que el cliente espera del producto y está dispuesto a pagar por el. Esto se define como valor a través de los ojos del cliente, ya que puede observarse un proceso y separar los pasos que agregan valor de los que no, considerando que. 17.
(27) esto se pueda aplicar a cualquier proceso de manufactura, información o servicio (Kroemer, Kroemer, Grandjean, y Kroemer, 1997).. El punto es minimizar el tiempo que se gasta en operaciones que no agregan valor mediante el. acomodo de herramientas, equipos y materiales tan cerca. como sea posible dentro del proceso. Después de conocer qué es lo que agrega valor al producto o servicio, podemos analizar qué es el desperdicio (Carreira, 2004).. Podemos definir a un desperdicio en la Manufactura Esbelta como cualquier factor que implique costo, pero no valor a un producto. Mientras que los productos difieren uno del otro en la fábrica, típicamente los desperdicios encontrados son similares. Después de varios años de trabajo eliminando desperdicio, Toyota, el fabricante automotriz japonés, identificó éstos seis desperdicios como los más importantes para las ganancias de la empresa, coincidiendo en esencia con diferentes autores como Davis (1999), Tapping (2006) y Tincher (2002); pero en general podemos englobar a los desperdicios en los siguientes.. 1.. Procesamiento incorrecto. 2.. Sobreproducción. 3.. Inventarios. 4. .. Movimiento. 18.
(28) 5.. Esperas. 6.. Transporte. Cada uno de éstos desperdicios deben ser claramente entendidos y reconocidos donde sea que existan en las operaciones, ya que se maneja alguno de éstos desperdicios como el más grave o el que más impacta a las organizaciones ya sea en costo, tiempo, entregas, calidad, credibilidad, posicionamiento en el mercado, etc.; pero al final cada empresa debe ponderar cada uno de éstos dependiendo el impacto que genere en la organización. misma y en los. empleados. Para esto hay que entender que una actividad de valor agregado será toda aquella que cambia físicamente el trabajo que pasa a través de el, y por el que finalmente el cliente paga. Por lo que se deberá identificar esto en cada uno de los desperdicios propios de la Manufactura Esbelta (Feld, 2001).. Algunos de los desperdicios no son notables, algunos otros son más sutiles; después de que se entienden cada uno y se considera cómo se relacionan con el negocio en cuestión, es entonces cuando se piensa en muchas formas de reducir o eliminarlos. De hecho las buenas ideas usualmente vienen de operadores de producción y mantenimiento, por lo que estos grupos deben ser alentados y recompensados por sus ideas e iniciativas para mejorar. las. operaciones (Emiliani, et al 2007).. 19.
(29) En muchos de los sistemas de producción existen los procesos donde se producen defectos. De hecho parte de la base de la creación de la calidad en eras pasadas fue la inherente condición del ser humano en cometer errores, ya sea desde la concepción misma de los sistemas así como en la ejecución, elaboración y conversión de la materia prima en subproductos o productos terminados (Henderson, et al. 1999).. Estos defectos se pueden considerar como la cantidad de trabajo que se necesita volver hacer, con la consecuente reutilización de recursos para llevarlo a cabo de una vez más, ya sea en material nuevo para reemplazar lo defectuoso o bien este mismo ser procesado de nuevo como en el caso de la industria de las telas donde los tejidos son re-procesados para volver a intentar impregnar el color adecuado; o como en los casos de productos metal-mecánicos donde se hacen procesos extras a los originales como soldar, pulir, barrenar, etc. para remediar el defecto llamándose en cualquiera de éstos dos casos al término últimamente usado como retrabajos (Henderson, et al. 1999).. Cuando la necesidad de reacondicionar. partes en proceso o. productos. terminados, como así también reciclar o destruir productos que no reúnen las condiciones óptimas de calidad provoca importantes pérdidas. A ello debe sumarse las pérdidas generadas por los gastos de garantías, servicios técnicos, recambio de productos, y pérdida de clientes y ventas. Es lo que en materia de. 20.
(30) Costos de Mala Calidad se denomina costos por fallas internas y costos por fallas externas (Davis, 1999). Es a causa de este tipo de escenarios que se incrementan los costos, los tiempos de entrega ya sea para el proceso mismo en las operaciones subsecuentes así también como en los costos de mano de obra para hacer partes que se puedan utilizar, adicionales al trabajo requerido para ensamblar y desensamblar todos los materiales necesarios para el reemplazo de las partes; el trabajo extra envuelto en la clasificación de partes buenas de las malas en el caso de encontrarse mezcladas, y sobre todo los costos cuando los materiales se tiran incurriendo tanto al costo de los sobre procesamientos así como a los costos de los materiales mismos (Tincher, 2002).. •. Procesamiento incorrecto. En los procesos, aun y cuando en el papel se proyectan ser ideales hay muchos factores que se deben ir viendo conforme a la marcha. Estos procesos deben ser depurados y apoyándose de técnicas como mantenimiento preventivo total y análisis de modo de fallas pueden ayudar a mitigar las posibles fallas inherentes al proceso (Tappin 2006).. El mantenimiento y la manufactura son claves para eliminar el desperdicio de los métodos de proceso. El buen mantenimiento de escantillones, herramientas y maquinaria requieren menos trabajo del operador para producir productos de. 21.
(31) calidad, siendo este el punto en el que recae el desperdicio en cuestión (Tapping, 2006).. Un mantenimiento preventivo regular también reduce las piezas defectuosas producidas. Utilizando los principios de diseño para la manufactura y tomando en cuenta, que tan fácil será fabricarse durante la etapa de diseño del producto, se podrá reducir o eliminar con esto los desperdicios de procesamiento antes de que la producción termine (Henderson, et al 1999). S e considera a este tipo de desperdicio como los pasos innecesarios que no agrega valor al producto, generados por fallas en materia de layout, disposición física de la planta y sus maquinarias; errores en los procedimientos de producción, incluyéndose también las fallas en materia de diseño de productos y servicios, los cuales generan retrasos, desperdicios de material, tiempo, demoras, falla en entregas. y un sin fin de errores en el sistema productivo. puesto que se arrastran errores que desde el principio se debieron identificar y eliminar por completo (Feld, 2001).. •. Sobreproducción. En la actualidad la industria de la maquiladora se rige por sistemas estrictos de órdenes de compra en base a diferentes interfases para la comunicación entre todos los integrantes de la cadena de valor, llegando hasta el cliente final (Liker, Womack, 1997).. 22.
(32) Para esto la oferta y demanda deben ser bien conciliadas entre todos los participantes de la cadena y controlarlo en la manera de lo posible, para así evitar a toda costa que haya reacciones negativas en cadena; y esto se genera porque si el cliente final ordena más o menos del producto que consumirá, toda la cadena tendrá que administrar los recursos para proporcionar los insumos a lo largo del proceso productivo y terminar con la demanda descrita anteriormente (Standar, et al, 1999).. El exceso en la demanda tiene impacto sobre toda la empresa; algo que sucede internamente y que a su vez impacta también negativamente a los procesos productivos y a las empresas en si a esto se le llama sobreproducción, la cual es el resultado de generar más bienes finales en comparación de los que el mercado. requiere, y representa. uno de los grandes desperdicios en la. manufactura. Debido a que cuando el mercado es fuerte este desperdicio puede no ser notable, pero cuando la demanda cae la sobreproducción provoca serios problemas con el inventario. no vendido y el desperdicio de los mismos. (Reidenbach, Goeke, McCIung y Reidenbach, 1995).. Este desperdicio puede incluir los materiales con los cuales se produce, el tiempo en el manejo, espacio de almacenaje, cargos por inventario y sobre todo si se trata de algún material quirúrgico con fecha de caducidad, maquinaria, equipo, así como defectos mismos de la sobreproducción mayormente causada. 23.
(33) por el uso excesivo de los recursos tanto humanos así como en equipo (Tincher, 2002).. La. sobreproducción. problemas. genera dificultades. más fundamentales.. que. Un elemento. mayormente. obscurecen. los. clave en la eliminación. de. sobreproducción recae en el entendimiento de que las máquinas y el personal operativo no tienen que ser utilizados a su máxima capacidad para poder ser más eficientes en costos, tan pronto como las demandas del cliente son cumplidas. La concepción de este concepto es difícil para muchos de los profesionales de plantas, por lo que es muy útil para todo operador que forma parte de la cadena de suministro o del proceso productivo, en pensar que la operación inmediata siguiente es para la propia, un cliente el cual desea recibir sólo lo que necesita para seguir produciendo sin incurrir en acumulamientos, defectos o falta de material (Carreira, 2004).. Ahora bien los inventarios que se generan extras a los necesarios o requeridos por el cliente resultan, cuando más materias primas son consumidas y se generan más pagos de los indicados; puesto que dicho inventario nos lleva a un manejo adicional de material, espacio de almacenamiento y el dinero que involucra el transporte de ese inventario. Además de requerir personal extra, computadoras y equipo que pudiesen ser necesarios para monitorear el material sobrante.. 24.
(34) Este problema se vuelve más crítico conforme el tiempo pasa puesto que por lo regular una mala práctica de sobreproducción se convierte en exponencial con el pasar del tiempo, es decir, que el inventario no se consume sino que por el contrario se sigue incrementando. Haciendo más confusas las prioridades porque la gente se distraen y no se produce lo que el cliente necesita en tiempo, calidad y precio (Anupindi, et al. 2005).. •. Inventario. Durante el transcurso de una cadena de suministro o proceso de producción, el material se mueve a lo largo del mismo, generando con esto diferentes etapas como la recepción, almacenamiento, procesamiento y finalmente el embarque (Viale, Vieale y Carrigan. 1996).. Muchas veces es necesario tener un inventario el cual nos guarde por algún tiempo definido el material listo para embarcarse al cliente. Esto es debido a que los programas de producción deben ser flexibles en la manera de lo posible, para poder absorber cualquier alta o baja en la demanda, y que gracias a este inventario se pueda controlar lo que recibe el cliente.. También hay que considerar que existen inventarios a lo largo del proceso, comprendiendo además de las materias primas, productos en proceso y productos terminados o mercancías para la venta, los materiales, repuestos y accesorios para ser consumidos en la producción de bienes fabricados para la. 25.
(35) venta o en la prestación de servicios, empaques, envases y los inventarios en tránsito (Carreira, 2004).. La base de toda empresa comercial es la compra y venta de bienes o servicios; de aquí la importancia del manejo del inventario por parte de la misma. Este manejo contable permitirá a la empresa mantener el control oportunamente, así como también conocer al final del período contable un estado confiable de la situación económica de la empresa (Piasecki, 2003).. Y es por lo anterior que el desperdicio de inventario está. cercanamente. conectado con el de sobreproducción. Un exceso en el inventario requiere también un manejo extra de los bienes, espacio de almacenaje, gente y administración, porque los costos substanciales asociados con el exceso de inventario deben ser tomados como medidas rigurosas para reducirlo a los niveles mínimos (Feld 2001).. Es esencial el dar disposición a materiales obsoletos y producir sólo el número de artículos indicado. Debido que este desperdicio se basa en material que se acumula en el lugar de trabajo, entre procesos, o como producto final que podría ser entregado al cliente. Tiene muchos motivos, y en él se computan tanto los inventarios de insumos, como de repuestos, productos en proceso e inventario de productos terminados.. 26.
(36) El punto óptimo de pedidos, como el querer asegurarse de insumos, materias primas y repuestos por problemas de huelgas, falta de recepción a término de los mismos, remesas con defectos de calidad y el querer aprovechar bajos precios o formar. stock ante posibles alzas de precios, son los. motivos. generadores de este importante factor de desperdicio. En el caso de productos en proceso se forma inventario para garantizar la continuidad de tareas ante posibles fallas de máquinas, tiempos de preparación y problemas de calidad. A los factores apuntados para la sobreproducción deben agregarse las pérdidas por roturas,. vencimiento,. pérdida. de factores. cualitativos. y. cuantitativos. (Jarrington, et al. 2007). En las operaciones los inventarios pueden esconder muchos otros problemas y conforme los niveles de inventario caen, serán necesarios darles solución; estos incluyen la pobre planeación, las interrupciones de maquinaria, problemas de calidad, tiempos largos de transportes y entrega de proveedores, ausentismo, organización, limpieza,. comunicación de los problemas a lo largo de las. organizaciones, tanto con los proveedores así como con los clientes. Los sistemas de manejo de material que controlan el flujo de producción ayudan a reducir éstos niveles mencionados a uno óptimo (Davis, 1999). •. Movimiento. La industria moderna tanto de servicios así como de manufactura requiere de generar espacios más eficientes de forma que los gastos por recursos de suelo,. 27.
(37) estaciones de trabajo, transportes tanto internos así como plantas hermanas para la producción de los componentes sea lo mínima posible. Pero en la actualidad existen movimientos que representan un desperdicio para el proceso y pasan desapercibidos; por lo que esto puede ser debido a que el ser humano en su inherencia piensa que éstos movimientos son propios del proceso sin darse cuenta que al minimizarlos se puede contribuir a la Manufactura Esbelta (Emiliani, et al. 2007). Debido a esto, un desperdicio por movimiento es definido como el tiempo que se invierte y que no aporta nada al valor del producto o proceso; o lo que es lo mismo, un movimiento que no se iguala al trabajo. Este es muchas veces revelado en las acciones de los trabajadores cuando alcanzan herramientas, cómo dejan las mismas y en el hecho de que no están a su alcance por mencionar algunos casos. Esto además del movimiento mismo de desplazarse caminando entre máquinas en el caso que sean responsables de diferentes estaciones, llevándonos al hecho de que se hace referencia con ello a todos los desperdicios y despilfarras motivados en los movimientos físicos que el personal realiza en exceso debido entre otros motivos a una falta de planificación en materia ergonómica. Ello no sólo motiva una menor producción por unidad de tiempo, sino que además provoca cansancio o fatigas musculares que originan bajos niveles de productividad (Kroemer, et al 1997).. 28.
(38) Un espacio de trabajo mal diseñado es causa de que el personal malgaste la energía. en. movimientos. innecesarios,. representando. el. sexto. tipo. de. desperdicios. Por ejemplo situar los departamentos que prestan asistencia al trabajo en una distancia muy grande, además de las herramientas, los equipos, los materiales y las instrucciones que se necesitan para realizar el trabajo tienen que ser localizadas en los lugares más convenientes, para que la persona a utilizarlas ahorre en lo posible todo movimiento. extra, generando así. un. desperdicio (Kroemer et al., 1997). Una distribución. del área de trabajo. bien realizada puede eliminar. este. desperdicio, como lo son el manejo de materiales cuando se hace un ajuste a alguna maquinaria; o el simple hecho de tener todo al alcance cuando se realiza cualquier. actividad. ya sea en. una. línea. de. producción. o. una. oficina. administrativa, ayuda de sobre manera a la eliminación o a minimizar el factor de desperdicio (Hendersen, et al. 1999). •. Esperas. En los procesos administrativos o bien de producción es común, como ya se mencionó, que los desperdicios no sean fáciles de identificar, ya que debido a su movilidad no se hacen fáciles de identificar (Carreira, 2004) puesto que los métodos y los movimientos pudiesen parecer razonables o lógicos para el tipo de trabajo que se realicen.. 29.
(39) Pero además existen otros como el desperdicio de la espera el cual a diferencia de otros como los inventarios o la sobreproducción son usualmente identificables a simple vista, ya que se vuelve evidente que los trabajadores se encuentren en estado ocioso, debido a que han completado las cantidades de trabajo requerida, o bien empleados que ocupan mucho tiempo viendo. máquinas. trabajar pero que son faltos de aporte al proceso para prever problemas, siendo dos ejemplos de lo que el desperdicio de la espera puede ser (Tincher, 2002).. S e dice que un sistema de manejo de material que regule el flujo del trabajo de una forma eficiente minimiza o elimina dicho desperdicio. Mientras que los enlaces débiles en el manejo de material pueden causar esperas de tiempo incluyendo dibujos de ingeniería, maestros de medición y equipo o herramientas defectuosas (Tincher, 2002).. Otros ejemplos de las esperas se dan comúnmente en los procesos detenidos debido a que la estación siguiente sigue procesando el trabajo anterior. Motivado fundamentalmente por los tiempos de preparación de las máquinas, los tiempos en que una pieza debe esperar a otra para continuar su procesamiento, el tiempo para el procesamiento mismo, demoras por reparaciones o rutinas de mantenimiento o hasta de las materias primas de los procesos.. Incluyendo no únicamente los procesos productivos sino a los. de servicios,. haciendo énfasis en burocracias y documentaciones que no se alinean con el. 30.
(40) procedimiento deteniendo una sección de la cadena y por consecuencia el proceso en cualquiera que sea la actividad o fin, puesto que todos éstos tiempos ocasionan menores niveles de productividad en toda la cadena de suministro (Tapping, 2006). S e debe evaluar cada uno de éstos elementos durante el diseño del sistema de manejo de material con un análisis del modo de falla y eliminar así éstos problemas de raíz. Idealmente se debe utilizar solamente la maquinaria y el personal para el tiempo requerido para que el trabajo cumpla con la demanda de producción establecida (Tapping, 2006). •. Transporte. El manejo de materiales puede llegar a ser el problema de la producción ya que agrega poco valor al producto y. consume una parte del presupuesto de. manufactura. Este incluye consideraciones de movimiento,. lugar, tiempo,. espacio y cantidad, el manejo de materiales debe asegurar que las partes, materias primas, material en proceso, productos terminados y suministros se desplacen periódicamente de un lugar a otro. A la vez que cada operación del proceso requiere materiales y suministros a tiempo en un punto en particular, asegurando que los materiales serán entregados en el momento y lugar adecuado, así como, la cantidad correcta (Plossi, Wright, 1985). 31.
(41) Ahora bien se debe considerar que no sólo el material es el que se mueve a través del proceso productivo. sino que hay otros factores como. bienes. terminados, herramientas, máquinas y hasta información impresa y verbal la cual debe cuidarse de manejarla en la mejor manera posible (Standar, et al.,1999). Debido a esto se considera que aquí es cuando el desperdicio de transporte se presenta, cuando todos éstos factores que no son necesarios para la producción propiamente dicha se desplazan de un lugar a otro incurriendo en un desperdicio por transporte interno, directamente relacionados con los errores en la ubicación de los mismos, ocasionando gastos por exceso de manejo lo cual lleva a una sobre utilización de mano de obra y energía así también como de espacios para los traslados (Carreira, 2004). S e dice que la causa raíz más común es una distribución mal hecha en las instalaciones de la planta la cual puede significar grandes distancias de transportes incurriendo en un sobre manejo de los recursos; agravándose con almacenajes temporales y cambios frecuentes de las localizaciones de los mismos (Carreira, 2004).. El desperdicio de la transportación puede eliminarse al minimizar las distancias que los materiales deben viajar, mejorando los procesos de coordinación, los métodos de movimientos y en general la operación de la organización (Davis, 1999).. 32.
(42) Es recomendable eliminar los desperdicios por defectos en la fuente al establecer un sistema para identificarlos, o las condiciones que causan los defectos, conforme van ocurriendo. Con el apoyo de un equipo autorizado de tomar acciones correctivas y promoviendo la cultura de la prevención de forma que no haya ventaja en el uso de maquinaria altamente automatizada para realizar las partes (Feld, 2001). El primer paso para eliminar los seis desperdicios mortales es el entender e identificar cada uno de ellos dentro de la operación, después de eso hay que tomar las medidas correctivas necesarias para reducirlas y aplicar el. control. para eliminar dichos problemas. Tales acciones requieren soluciones simples y no necesariamente grandes inversiones, de hecho el objetivo no es el hacer que la empresa quiebre con las implementaciones, sino que se beneficien todos al tener la cultura de las cosas sencillas y rápidas pero con calidad en cada una de las estaciones de trabajo, o bien en los cambios masivos como en los cambios de distribución o maquinaria más eficiente. Soluciones apropiadas requieren de un estudio cuidadoso para la operación, de forma que se identifiquen los objetivos, y a través de la investigación, los beneficios se ganen en cada cambio (Tapping, 2006). 1.5.1 Diagramas de Proceso y Sistemas Un sistema de producción puede ser visto como un conjunto de actividades dentro del cual la creación del valor puede ocurrir. En un extremo.del sistema. 33.
(43) están las entradas y las salidas antes mencionadas, estando conectados por los procesos mismos. Por lo anterior los diagramas de mapeo de flujo de valor son útiles para entender cómo se relacionan los distintos departamentos, unidades operativas, etc., ante un determinado. proceso. Esta es una técnica para. examinar el proceso y determinar a dónde y porqué ocurren fallas importantes. El mapeo de un proceso es el primer paso a realizar antes de evaluarlo (Anupindi, Deshmuck, Chopra, Zemel, y Mieghem 2005).. Se dice que el uso de factores que remuevan los desperdicios para dirigirse a una ventaja competitiva dentro de las organizaciones fue iniciado en la era de los ochentas gracias al jefe de ingeniería llamado Taichi Ohno y el sensei Shingeo Shingo. Orientados más hacia la productividad que a la calidad; y la razón era porqué una producción mejorada nos lleva a procesos más esbeltos los cuales a su vez ayudan a exponer de una manera más clara todas las oportunidades de eliminación de desperdicios que se puedan generar. De esta forma, todo ataque sistemático a los desperdicios también será a los factores que conlleven la mala calidad, abarcando de esta forma producción y calidad (TIustyyTIusty,. 1999).. Con lo anterior se crea la herramienta del Mapeo del valor del proceso o Valué Stream Map por su descripción en ingles, la cual es una representación de las acciones, ya sean de valor o sin valor agregado que actualmente se requieren para que el producto pueda pasar a través del flujo principal. Lo anterior sucede,. 34.
(44) debido a que cuando se toma una perspectiva de lo que es el mapeo de la corriente del valor significa el trabajar en la fotografía general, no sólo en los procesos individuales, y mejorar el todo, no únicamente optimizar las partes. Si verdaderamente observamos al todo desde la concepción misma del producto hasta su venta sería demasiado en el inicio para un mapeo (Groover, 2006).. El mapeo de la corriente de valor es una herramienta de lápiz y papel la cual auxilia para ver y entender el flujo de material y la información requerida para realizar el trabajo. Al final lo que se busca es seguir el camino de la fabricación de un producto desde el cliente hasta los proveedores, y de una forma clara dibujar una representación visual para cada proceso en el flujo del material e información (Tlusty y Tlusty, 1999).. Dentro del flujo de producción, el movimiento de material a través del proceso es el flujo que usualmente pensamos, pero hay otro flujo que es el de la información, el cual le dice a cada proceso lo que debe hacer. El flujo de material e información son dos lados de la misma moneda; por lo que se deben mapear ambos. Siendo el principal objetivo en este punto el hacer que dicha información fluya de tal forma que cada proceso haga solamente lo que siguiente necesita (Tenner, DeToro y W e s n e r l 996).. Pero para lograr el flujo es necesario el conocer herramientas las cuales nos ayuden a desarrollar de una forma visual cómo se comporta el proceso e. 35.
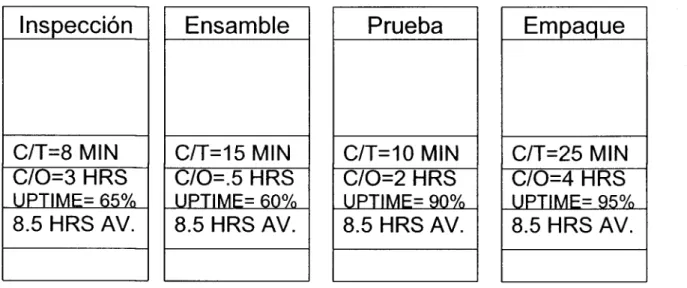
(45) identificar de una forma más eficiente las áreas de mejora para lograr una mayor eficiencia a corto plazo (Locher, 2008). 1.5.2 Mapeo Actual del Valor El mapeo de la corriente de valor puede ser usado como una herramienta de comunicación además de algo eficaz en la administración de las operaciones mismas y la creación de las mejoras (Nash y Polín, 2008).. Para esto se describirá a continuación la metodología de mapeo del proceso mostrada en la publicación de Jim Womack y Dan Jones (Womack y Jones, 2003) en la cual se detallan los pasos, las metodologías y las herramientas a utilizar para llevar a cabo el mapeo del proceso inicial, es decir la representación gráfica del estado actual del proceso.. Para esto el primer paso es el iniciar el mapeo del estado actual, tomando datos reales del proceso tal y como se encuentra actualmente. Tomando en cuenta que. la familia. de. producto. o proceso productivo. ya fue seleccionada. anteriormente para darle paso a prioridades de la empresa misma o a procesos que requieran más atención. Esto se decidirá en consenso y por medio de análisis de prioridades internamente en la empresa.. La herramienta cuenta con símbolos utilizados a lo largo del diseño del mapeo, pero se dice que cada empresa puede implementar los propios de forma que se.. 36.
(46) tenga una relevancia importante de las características a resaltar. Sólo hay que tener cuidado de no abusar de la libertad que presta y restarle entendimiento al mapeo, además de recordar que se recomienda que la herramienta se desarrolle a mano con lápiz y papel para hacerla más versátil tanto en una oficina así como en el proceso.. Una vez que ya se tiene identificado el proceso se dibujan por medio de cuadros los procesos productivos a través de los cuales fluye el producto tal y como lo muestra la figura 3. Asegurándonos de mantener el mismo flujo actual y la integridad de las operaciones sin unir 2 o más operaciones ni subdividirlas para hacerlas. más. sencillas. Todo debe aparecer tal y como se encuentra. actualmente, mientras que la liga de cuadros se interrumpe cuando se dibuja la última operación en el proceso dibujándose de izquierda a derecha.. Figura 2: Identificación de los procesos. Inspección. Ensamble. Prueba. Empaque. C/T=8 MIN C/0=3 HRS. C/T=15MIN C/0=.5 HRS. C/T=10MIN C/0=2 HRS. C/T=25 MiN C/0=4 HRS. UPTIME= 65%. UPTIME= 6 0 %. UPTIME= 9 0 %. UPTIME= 9 5 %. 8.5 HRS AV.. 8.5 HRS AV.. 8.5 HRS AV.. 8.5 HRS AV.. 37.
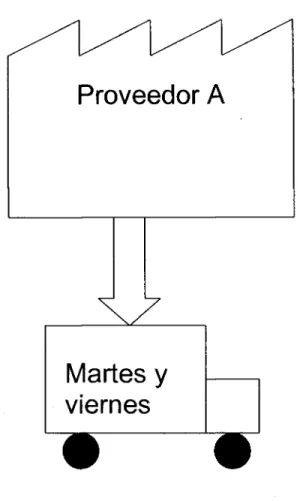
(47) Como se puede observar al pie de cada proceso se pone información relevante para el líder y el equipo que realiza el mapeo. En este caso se puede incluir tiempos de ciclo, tiempos para preparación de la máquina, el uso que se le da y la disponibilidad. El objeto es el tener información importante que deba ser considerada ya que esta herramienta es visual y debe funcionar como tal, es decir debe comunicar información al instante y representar una fotografía del proceso en su estado actual para servir de base en futuras mejoras.. Conforme caminamos en el flujo del material del producto se van encontrando lugares donde el inventario se acumula. Estos puntos son importantes de dibujar en el mapa del estado actual porque nos dicen donde se está. deteniendo el. flujo, por lo que usamos un triángulo de advertencia para capturar la localización y la cantidad de dicho inventarios. De forma que si el inventario se acumula en más de una localización entre dos procesos, se debe dibujar un triángulo para cada localización. Esto incluye el material que se recibe de proveedores así como bienes terminados listos para embarcarse a nuestros clientes.. Una vez que se define esto se debe dibujar en la parte superior izquierda el icono de la fábrica con la información básica del proveedor, además de lo que nos provee y la frecuencia de las entregas por medio de un dibujo de camión de transporte de una forma parecida a la que se muestra en la figura 4.. 38.
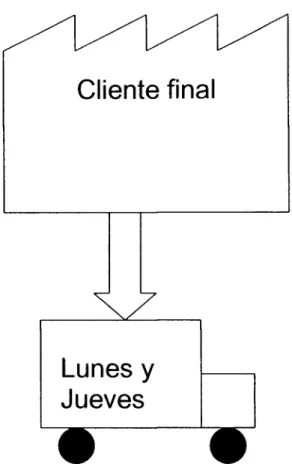
(48) Figura 3: Indicación de comunicación con Proveedores.. S e recomienda que no se haga el mapeo para cada parte comprada para el producto o familia de productos, solamente hay que dibujar el flujo para uno o dos de las materias primas más importantes. Además de utilizar los mismos símbolos para poner en el lado derecho del diagrama la forma en que se envía el producto terminado a nuestro cliente (figura 5).. 39.
(49) Figura 4: Indicación de comunicación con el cliente.. De esta forma se representa cómo es que las plantas realizan cada proceso, además de una forma de determinar cómo es que los proveedores saben cuanto hacer y cuando enviarlo utilizando las líneas que representan la comunicación que se tiene no sólo entre las operaciones mismas sino con los diferentes participantes del proceso ya sean proveedores, operaciones y clientes. Sabiendo que estas flechas al indicar la comunicación generada no son necesariamente en un solo sentido o dirección sino que aplican del mismo modo para la comunicación en el sistema tal y como lo muestra la figura 6.. 40.
(50) Figura 5: Indicaciones del flujo de información.. Flujo de información. Flujo de información electrónica. S e recomienda que el flujo de información se dibuje de derecha a izquierda en la mitad del área de trabajo del mapeo, iniciando con las operaciones finales hasta terminar con las que se encuentran a la izquierda del proceso. Además se debe especificar en un área apropiada a lo largo de la flecha, por medio de un cuadro, la especificación de la información; dígase correo semanal, llamada diaria, fax por mes, etc. De esta forma se tendrá una mejor visión de los medios actuales que se usan para comunicar y se podrá en determinado momento verlo como áreas de mejora.. Si se encuentran flujos más complicados, los cuales no puedan describirse con una flecha, como los conteos de inventario para hacer ajustes de programación o cualquier otra decisión que tome alguna operación basado en información no clara o programable, se deben incorporar signos de alerta como el de la figura 7, para aclarar que existe algo extraordinario en el flujo de la comunicación.. Figura 6: Observación durante el proceso. 41.
(51) Conforme se va avanzando en el análisis del mapeo se van encontrando áreas de mejoras entre estación y estación como lo pueden ser movimientos de material que es empujado hacia la siguiente operación, mas no jalado por ésta última considerada cliente. Tomando en consideración que "empujar" se refiere al hecho de que el proceso produzca algo sin importar lo que las necesidades son para las siguientes operaciones, haciendo que el material sea forzado a entrar a las siguientes entidades del proceso mismo.. Siendo mejor la contraparte (jalar) donde se observa que cada estación requiere sólo lo necesario para trabajar a un ritmo constante mas no sobre producir o generar ninguno de los desperdicios de manufactura esbelta. Considerando también que el empujar se dificulta porque los programas de producción tienen variación y muy pocas veces son de acuerdo a lo programado; además de que esto se dificulta cuando las operaciones trabajan como entidades individuales alejados de la información que arrojan los clientes y que debieran representarse en un flujo controlado.. Para ejemplificar en el mapeo del proceso los factores de empuje se indican con una flecha con franjas verticales tal y como se muestra a continuación en la figura 8. Colocándolas entre las operaciones donde se puede encontrar el sistema de jalón. A esto lo acompañan los triángulos de inventario y la información misma de las operaciones.. 42.
(52) Figura 7: Señal de Jalón. A este punto ya podemos ver un diagrama casi terminado donde los patrones básicos se pueden percibir y tenemos una idea general de lo que acontece en el proceso. Leyendo de izquierda a derecha nos podemos enterar la comunicación con los proveedores, luego la interacción de las operaciones indicando toda la comunicación y datos básicos de cada una y terminando con los envíos con los clientes. También de esta forma vemos cómo este mapeo difiere de la herramienta típica visual para analizar este tipo de procesos como lo es un diagrama de distribución de planta, debido a que además de la distribución se muestra una ¡dea comprensiva de lo que representa.. Una vez que ya se tienen las observaciones antes mencionadas se debe dibujar una línea del tiempo en el mapa para resumir las condiciones actuales del flujo; dibujándola justo de bajo de las cajas informativas para cada proceso y los triángulos de inventarios para indicar los tiempos de entrega de producción, el cual representa el tiempo en el cual una parte recorre todo el proceso de principio. como. materia. prima,. hasta convertirse. en. producto. terminado. embarcándose al cliente. Observándose lo anterior como una ventaja, puesto que al ser este tiempo menor posible, la empresa toma menos tiempo en recuperar el costo de la materia prima gracias a la venta del producto terminado.. 43.
(53) En lo que respecta a la información de la línea de tiempo para el inventario esta se debe calcular dividiendo la cantidad sobre el requerimiento del cliente. De esta forma podemos ver cuantos días de producción tenemos almacenados entre operación y operación.. Ahora sólo se tiene que indicar el tiempo de valor agregado para las operaciones en cada proceso (Figura 9). Comparando el tiempo de valor agregado contra el tiempo de procesamiento para darnos cuenta cuanto tiempo del total es invertido de una forma eficiente, para que sea lo que el cliente finalmente paga por el. Para esto es necesario identificar en cada proceso las partes de la operación que transforman el producto como lo pueden ser un prensado, barrenado, pintura etc.. Figura 8: Tiempo de valor agregado y de procesos.. Al final se deben resumir los tiempos por nivel para tener una idea específica de lo que el material dura en ser transformado en bien final; contra el tiempo que verdaderamente agrega valor al producto. Este valor es el que verdaderamente nos indica si el proceso es esbelto o no, debido que entre más sea la diferencia entre éstos números significa que somos menos capaces de procesar un material de forma rápida y eficiente.. 44.
(54) El objeto de tener todo este análisis es el de resaltar las fuentes de desperdicio para eliminarlas o minimizarlas al implementar diferentes herramientas que después se representarán en un mapa del valor del futuro. El objetivo es el de construir una línea productiva donde los procesos individuales sean enlazados a las necesidades del cliente, ambos por flujo continuo o por sistema de jalón (Damelio, 1999).. A este punto es claro que no hay un trabajo final para obtener un proceso totalmente ideal, esto debe ser el corazón de la administración diaria en toda organización que quiere vender productos o servicios o una combinación de ambos. Puesto que conforme vamos investigando vamos identificando más fuentes de los desperdicios durante el ciclo del producto buscando ser eliminados. El trabajo de los administradores de la herramienta y sus equipos es el mantener un ciclo sano dentro del mismo producto, ya que cuando se tenga un producto para un cliente, significa que hay un flujo del valor que adquiere ese producto. Los retos recaen en identificar los desperdicios, debido que los mapas puedes ser dibujados en la misma forma para prácticamente cada negocio (Lee y Snider, 2007).. 1.6 Metodología de las Cinco S's La introducción de nuevos procesos y la producción tecnológica nunca ha sido tan alta y tan inclusiva de los trabajos de manufactura. La necesidad de. 45.
(55) incorporar mejoras de productividad puede reducir los costos e incrementar la competitividad, tales como las herramientas y técnicas de la manufacture esbelta con herramientas en la organización de las estaciones de trabajo (Albert, 2004).. En la actualidad vivimos en un mundo muy competitivo, donde la producción de bienes y servicios está. enmarcada por una dura competencia entre los. productores. A través de los tiempos y luego de la revolución industrial el hombre ha buscado tratar de producir a mayor cantidad y menores costos, por medio de sus empresas e industrias, siendo las mismas la generadora de millones de empleos alrededor del mundo (Dennis, 2002).. El hombre ha ido evolucionando las formas de llevar sus productos lo más cerca de la excelencia, para. ello se han creado programas que los llamamos de. mejoramiento continuo, los cuales buscan la calidad total de los productos, partiendo desde el inicio del proceso. De un mismo modo siendo los procesos generadores de empleo, se entiende que el recurso humano. es parte. fundamental del mismo, y es ahí donde la higiene y la seguridad industrial forman parte activa (Shimbun, 1995).. La diferencia entre una compañía eficiente y una ineficiente es que un medio ambiente en buenas compañías promueven el concepto de la identificación y actuación en los problemas sin ningún retraso. Para generar este concepto las compañías utilizan a un control visual a través del uso de las cinco S's (Hirano,. 46.
(56) 1995). La ¡mplementación de las cinco S's es el punto de inicio para lograr la permanencia en el mercado debido a que se mantiene la organización, orden y limpieza; siendo cruciales para obtener flujos continuos y eficientes en todas las actividades que ocurren en las organizaciones (Hirano, 1995).. Debido a que los clientes no están dispuestos a pagar por los costos innecesarios y las ineficiencias de sus proveedores, tienen expectativas altas hacia los proveedores en las áreas de productividad, calidad, tiempo de ciclo, costo, seguridad y medio ambiente. El punto principal de la Manufactura Esbelta es la reducción de costos a través de la eliminación de desperdicios, y por consiguiente mejorando la productividad (Dennis, 2002).. Por medio de la visibilidad se identifica el desperdicio cuando aparece de forma que pueda ser eliminado. Actualmente las compañías están implementando políticas de cinco S's en el entendido que los principios que las contienen también ayudan a mejorar la productividad y la calidad. Los líderes entienden que se debe de obtener control en cada punto de la compañía si se quieren alcanzar altos niveles de calidad.. Compañías al día de hoy han implementado el color blanco en pisos, maquinaria y paredes opuesto al gris metálico una vez utilizado, el cual no muestra la suciedad; así como muchas otras compañías requieren uniformes blancos para sus empleados (Shimbun, 1995). Una compañía que escoge el. 47.
Figure


+7




Documento similar
Proporcione esta nota de seguridad y las copias de la versión para pacientes junto con el documento Preguntas frecuentes sobre contraindicaciones y
Contraindicaciones: El uso de la mascarilla está contraindicado para los pacientes y los miembros de sus familias, profesionales sanitarios y compañeros de
El nuevo Decreto reforzaba el poder militar al asumir el Comandante General del Reino Tserclaes de Tilly todos los poderes –militar, político, económico y gubernativo–; ampliaba
que hasta que llegue el tiempo en que su regia planta ; | pise el hispano suelo... que hasta que el
E Clamades andaua sienpre sobre el caua- 11o de madera, y en poco tienpo fue tan lexos, que el no sabia en donde estaña; pero el tomo muy gran esfuergo en si, y pensó yendo assi
The part I assessment is coordinated involving all MSCs and led by the RMS who prepares a draft assessment report, sends the request for information (RFI) with considerations,
Ciaurriz quien, durante su primer arlo de estancia en Loyola 40 , catalogó sus fondos siguiendo la división previa a la que nos hemos referido; y si esta labor fue de
Las manifestaciones musicales y su organización institucional a lo largo de los siglos XVI al XVIII son aspectos poco conocidos de la cultura alicantina. Analizar el alcance y
