Instituto Tecnológico de Costa Rica.
Escuela de Ingeniería Electromecánica.
Ingeniería en Mantenimiento Industrial.
STEIN CORP.
“Diseño de un programa de mantenimiento preventivo basado en la
metodología RCM para el área de empaque de la empresa Laboratorios Stein.”
INFORME DE PRÁCTICA DE ESPECIALIDAD PARA OPTAR POR EL TÍTULO DE INGENIERO EN MANTENIMIENTO INDUSTRIAL, GRADO LICENCIATURA.
Roberto Alonso Córdoba Ramírez.
Cartago, Costa Rica
I Semestre 2016.
Carrera evaluada y acreditada por:
Canadian Engineering Accreditation Board
Bureau Canadien d’Accréditation des Programmes d’Ingénierie
Profesor Guía:
Ingeniero Luis Antonio Gómez Gutiérrez.
Asesor Industrial:
Ingeniero Edmundo Lira Sánchez.
Jurado:
Ingeniero Fernando Bonilla.
Información del estudiante, Proyecto y Empresa.
Información del Estudiante
Nombre: Roberto Alonso Córdoba Ramírez
Cédula o No. Pasaporte: 3 0460 0678
Carné ITCR: 201136495
Dirección de su residencia en época lectiva:
200m Oeste del Colegio Seráfico San Francisco.
Dirección de su
residencia en época no lectiva:
200m Oeste del Colegio Seráfico San Francisco.
Teléfono en época
lectiva: 8935-7094
Teléfono época no
lectiva: 8935-7094
Email: [email protected]
Información del Proyecto
Nombre del Proyecto:
“Diseño de un programa de mantenimiento preventivo basado en la metodología RCM para el área de empaque de la empresa Laboratorios Stein”
Profesor Asesor: Luis Antonio Gómez Gutiérrez
Horario de trabajo del
estudiante: Lunes a Viernes de 07:30 a.m. a 05:00 p.m.
Información de la Empresa
Nombre: Laboratorios Stein
Zona: Taras, Cartago.
Dirección: 600m al Sur de la Intersección de Taras de Cartago,
sobre la Carretera Interamericana, Cartago.
Teléfono: 2550-6500
Actividad Principal: Producción y comercialización de medicamentos para
i
Dedicatoria.
A Dios, por haberme brindado la oportunidad de convivir con una hermosa familia y por haberme dado la oportunidad de estudiar una carrera profesional.
A mis padres, mis mentores, son el apoyo indiscutible en mi vida para lograr alcanzar las metas propuestas, sin su valiosa ayuda esto no fuese posible.
A mis hermanos que me han apoyado y brindado su ayuda durante estos años de estudio, por sus valiosos consejos y ánimos para seguir adelante.
ii
Agradecimiento.
Agradezco una vez más a mi Dios, por haberme dejado llegar hasta este punto
A mis amigos del TEC, pues compartí con ellos gran cantidad de experiencias lindas a lo largo de este período de estudio. Especialmente a los “Los de Siempre”.
Agradezco muy cordialmente al Tecnológico de Costa Rica, a cada profesor de la Escuela de Ingeniería Electromecánica y a mi profesor asesor durante el proyecto Ing. Luis Gómez Gutiérrez.
iii
Índice General
Dedicatoria ... i
Agradecimiento ... ii
Índice General ... iii
Índice de Figuras ... ix
Índice de Tablas ... xi
Resumen. ... xii
Abstract. ... xiii
I. INTRODUCCIÓN. ... 1
A. Identificación de la empresa. ... 2
1. Generalidades. ... 2
2. Misión / Visión / Valores ... 3
3. Antecedentes históricos. ... 4
4. Ubicación geográfica. ... 5
5. Organigrama general ... 6
6. Organigrama del Departamento de Ingeniería. ... 7
7. Jornada de trabajo y número de colaboradores. ... 9
8. Políticas de Calidad. ... 10
9. Proceso Productivo. ... 11
10. Productos. ... 14
11. Mercado de Exportación. ... 21
B. Justificación del Estudio. ... 23
C. Objetivos del estudio. ... 27
1. Objetivo General. ... 27
iv
D. Alcances y limitaciones del estudio. ... 28
1. Alcances del proyecto. ... 28
2. Limitaciones del proyecto. ... 28
E. Metodología de trabajo. ... 30
II. MARCO TEÓRICO. ... 31
A. Mantenimiento Industrial... 32
B. Tipos de mantenimiento. ... 35
1. Mantenimiento correctivo. ... 35
2. Mantenimiento preventivo. ... 35
3. Mantenimiento predictivo. ... 35
4. Mantenimiento extraordinario... 36
5. Mantenimiento autónomo. ... 36
C. Mantenimiento preventivo. ... 37
D. Mantenimiento centrado en confiabilidad. (RCM) ... 39
1. Historia del RCM ... 39
2. Grupo de trabajo RCM ... 40
3. Que logra el RCM ... 41
III. METODOLOGÍA... 42
A. Normas SAE JA 1011 y 1012... 43
B. El RCM y su aplicación. ... 44
1. Funciones. ... 44
2. Fallas Funcionales. ... 45
3. Modos de falla. ... 46
4. Efectos de la Falla. ... 48
5. Consecuencia de la falla. ... 49
v
7. Acciones a falta de. ... 51
IV. DIAGNÓSTICO ACTUAL DE LAS ÁREAS PRODUCTIVAS DE LABORATORIOS STEIN. ... 52
A. Áreas productivas de estudio. ... 53
B. Selección de los equipos a estudiar. ... 56
C. Análisis de datos históricos de falla... 58
D. Indicadores de mantenimiento para el área de empaque. ... 66
E. Conclusiones de la situación actual de empaque. ... 69
V. DESARROLLO DEL PROGRAMA DE MANTENIMIENTO PREVENTIVO BASADO EN RCM. ... 70
A. Equipos seleccionados. ... 71
B. Codificación de los equipos. ... 72
C. Disponibilidad operacional de los equipos. ... 73
D. Aplicación de la metodología RCM. ... 76
E. Manual de Mantenimiento Preventivo... 77
1. Código y nombre de la máquina. ... 77
2. Código de la inspección. ... 77
3. Diseño de la inspección. ... 78
4. Período de inspección. ... 78
5. Duración de la inspección y especialidad técnica del personal. ... 80
F. Planificación de las actividades de mantenimiento preventivo. ... 81
G. Costo de la implementación del programa de mantenimiento preventivo. ... 81
1. Personal requerido para realizar las inspecciones. ... 81
2. Costo de materiales y repuestos. ... 82
3. Costo por averías en las máquinas. ... 89
4. Resumen del análisis económico. ... 90
vi
A. Conclusiones. ... 92
B. Recomendaciones. ... 93
VII. BIBLIOGRAFÍA. ... 94
VIII. APÉNDICES. ... 97
Apéndice No 1. Flujograma proceso productivo de Stein. ... 98
Apéndice No 2. Formato Hoja de trabajo RCM. ... 100
Apéndice No 3. Orden de trabajo de Mantenimiento. ... 100
Apéndice No 4. Horas no productivas de los equipos en las dos áreas de Stein, II Semestre 2015 ... 101
Apéndice No 5. Selección de los equipos para PMP a partir Diagrama de Pareto .... 102
Apéndice No 6. Análisis de máquina blistera Uhlmann UPS 1020 ... 103
Apéndice No 7. Análisis de máquina blistera Uhlmann UPS 2MT ... 104
Apéndice No 8. Análisis de máquina estuchadora CAM 2005 ... 106
Apéndice No 9. Análisis de máquina cremas Stevenazzi. ... 107
Apéndice No 10. Análisis de máquina blistera Argentécnica MAC S 200F... 109
Apéndice No 11. Análisis de máquina Enfundadora Sliver ... 110
Apéndice No 12. Análisis de máquina Termo-formadora Unifill. ... 112
PROGRAMA DE MANTENIMIENTO PREVENTIVO DE LA SECCIÓN DE EMPAQUE. .. 113
Apéndice No 13. Ficha Técnica Llenadora de líquidos. ... 114
Apéndice No 14. Hoja de trabajo RCM Llenadora de líquidos Monoblock. ... 118
Apéndice No 15. Inspecciones Preventivas Llenadora de líquidos. ... 122
Apéndice No 16. Formulario de Inspección diaria y semanal Llenadora de líquidos. ... 126
Apéndice No 17. Formulario de Inspección quincenal Llenadora de líquidos. ... 127
Apéndice No 18. Formulario de Inspección mensuales Llenadora de líquidos. ... 128
Apéndice No 19. Formulario de Inspección trimestral Llenadora de líquidos. ... 130
vii
Apéndice No 21. Hoja de trabajo RCM Blistera Mario Cricca 5008 ... 138
Apéndice No 22. Inspecciones Preventivas Blistera Mario Cricca 5008 ... 142
Apéndice No 23. Formulario de Inspección diaria y semanal Blistera Mario Cricca 5008 ... 146
Apéndice No 24. Formulario de Inspección quincenal Blistera Mario Cricca 5008 .. 147
Apéndice No 25. Formulario de Inspección mensual Blistera Mario Cricca 5008 .... 148
Apéndice No 26. Formulario de Inspección trimestral Blistera Mario Cricca 5008 .. 150
Apéndice No 27. Formulario de Inspección semestrales Blistera Mario Cricca 5008 ... 151
Apéndice No 28. Ficha Técnica Blistera Mario Cricca MAC S-200 F, 5006 ... 152
Apéndice No 29. Hoja de trabajo RCM Blistera Mario Cricca EM 5006 ... 154
Apéndice No 30. Inspecciones Preventivas Blistera Mario Cricca 5006 ... 155
Apéndice No 31. Formulario de Inspección diaria/mensual Blistera Mario Cricca 5006 ... 156
Apéndice No 32. Ficha Técnica Blistera Uhlmann UPS 1020 ... 157
Apéndice No 33. Hoja de trabajo RCM Blistera Uhlmann UPS 1020 ... 167
Apéndice No 34. Inspecciones Preventivas Blistera Uhlmann UPS 1020 ... 172
Apéndice No 35. Formulario de Inspección diaria y semanal Blistera Uhlmann UPS 1020 ... 177
Apéndice No 36. Formulario de Inspección quincenal Blistera Uhlmann UPS 1020 178 Apéndice No 37. Formulario de Inspección mensual Blistera Uhlmann UPS 1020 .. 180
Apéndice No 38. Formulario de Inspección trimestral blistera Uhlmann UPS 1020 182 Apéndice No 39. Formulario de Inspección semestral blistera Uhlmann UPS 1020 . 184 Apéndice No 40. Ficha Técnica Estuchadora Gris CAM AV 17. ... 185
Apéndice No 41. Ficha Técnica Estuchadora Verde CAM AV 49 ... 186
Apéndice No 42. Hoja de trabajo RCM Estuchadoras CAM 2005 y 2006 ... 187
viii
Apéndice No 44. Formulario de Inspección quincenal Estuchadoras CAM ... 195
Apéndice No 45. Formulario de Inspección mensual Estuchadoras CAM ... 196
Apéndice No 46. Formulario de Inspección trimestral Estuchadoras CAM ... 198
Apéndice No 47. Formulario de Inspección semestral Estuchadoras CAM ... 199
Apéndice No 48. Ficha técnica termoformadora Unifill TR 86 ... 200
Apéndice No 49. Hoja de trabajo RCM termoformadora Unifill TR 86... 201
Apéndice No 50. Inspecciones preventivas termoformadora Unifill TR 86 ... 206
Apéndice No 51. Formulario de Inspección quincenal Termoformadora Unifill ... 211
Apéndice No 52. Formulario de Inspección mensual Termoformadora Unifill ... 213
Apéndice No 53. Formulario de Inspección trimestral Termoformadora Unifill ... 215
Apéndice No 54. Formulario de Inspección semestral Termoformadora Unifill ... 217
ix
Índice de Figuras.
Figura I-1 Fachada de Laboratorios Stein. ... 3
Figura I-2 Ubicación de Laboratorios Stein. ... 5
Figura I-3 Organigrama Stein Corp. Cartago. ... 6
Figura I-4 Organigrama Departamento de Ingeniería ... 7
Figura I-5. Descripción del proceso productivo Stein Corp. ... 11
Figura I-6 Algunos productos generales de Stein Corp. ... 15
Figura I-7. Presentación de estuche Expansia ... 16
Figura I-8. Presentación estuche Acepress 300mg ... 16
Figura I-9 Presentación cápsulas de Proton 20mg ... 17
Figura I-10 Presentación tabletas Prokinetic 25mg ... 17
Figura I-11 Presentaciones del Clorexil ... 18
Figura I-12 Presentación estuche de Miracox 25mg ... 18
Figura I-13 Presentación estuches Pronol 550mg ... 19
Figura I-14 Presentación de Aminoax 500 mg/ml ... 19
Figura I-15. Presentación del estuche Acetaminofén 500mg ... 20
Figura I-16 Presentación estuche Famotidina 40mg ... 20
Figura I-17 Presentación de estuche Azitrobac 500mg ... 21
Figura I-18. Gráfico de distribución de mercados de venta. ... 22
Figura I-19 Gráfico de distribución de ventas por país ... 22
Figura I-20 Gráfico de distribución de ventas por producto ... 23
Figura I-21. Gráfico distribución de productos y máquina que lo produce ... 25
Figura II-1 Evolución del mantenimiento industrial ... 34
Figura II-2 Conformación grupo de trabajo RCM ... 41
Figura III-1 Llenado de las funciones en la hoja RCM ... 45
x
Figura III-3 Llenado de los modos de fallas y sus causas en la hoja RCM ... 47
Figura III-4 Llenado de los efectos en la hoja RCM ... 49
Figura III-5 Llenado de las tareas en la hoja RCM ... 51
Figura IV-1 Áreas productivas de la empresa. ... 53
Figura IV-2 Gráfico de horas de paro de la planta en el II semestre 2015 ... 54
Figura IV-3 Diagrama de Pareto cantidad de horas fallos de los equipos de producción. ... 57
Figura IV-4 Diagrama de Pareto principales paros equipo EM 3012 ... 60
Figura IV-5 Gráfico distribución de horas en la llenadora de líquidos ... 61
Figura IV-6 Diagrama de Pareto principales paros equipo EM 5008 ... 62
Figura IV-7 Gráfico distribución de horas perdidas en la blistera. ... 63
Figura IV-8 Diagrama de Pareto paros productivos comunes en estuchadora gris EM 2006. 64 Figura IV-9 Gráfico distribución de horas perdidas en la estuchadora CAM 2006. ... 65
Figura V-1 Gráfico de disponibilidad de los equipos de estudio durante II semestre 2015 .... 74
xi
Índice de Tablas.
Tabla I-1. Tabla líneas de productos Stein Corp. ... 15
Tabla I-2 Muestra de productos y máquina que lo produce ... 25
Tabla I-3. Metodología a utilizar para elaboración del proyecto. ... 30
Tabla III-1 Definición tipo de modo de falla ... 48
Tabla III-2 Consecuencia de los modos de la falla ... 50
Tabla III-3 Tipos de tareas para los modos de falla ... 51
Tabla IV-1 Cantidad de horas de paro en las áreas productivas de Stein. ... 54
Tabla IV-2. Equipos preseleccionados para el PMP ... 57
Tabla IV-3. Paros más comunes en la llenadora de líquidos EM 3012 ... 59
Tabla IV-4 Distribución de horas no productivas en el equipo EM 3012 ... 61
Tabla IV-5 Paros más comunes en la Blistera EM 5008 ... 62
Tabla IV-6 Distribución de horas no productivas en la blistera 5008 ... 63
Tabla IV-7. Paros comunes en estuchadora gris EM 2006 ... 64
Tabla IV-8 Distribución de horas no productivas en la estuchadora gris ... 65
Tabla IV-9 Indicadores propuestos en el área de empaque. ... 67
Tabla V-1 Equipos seleccionados para programa de mantenimiento preventivo ... 71
Tabla V-2 Codificación de los equipos de planta ... 72
Tabla V-3 Disponibilidad actual de los equipos de producción II Semestre 2015 ... 74
Tabla V-4 Proyección cálculo de la nueva disponibilidad ... 75
Tabla V-5 Nomenclatura períodos de inspección ... 79
Tabla V-6 Cantidad de minutos por especialidad para el Mantenimiento Preventivo ... 81
Tabla V-7 Costo de Mano de obra por especialidad para el MP ... 82
Tabla V-8 Principales repuestos de las máquinas para elaboración del MP ... 83
Tabla V-9 Unidades dejadas de producir y margen de utilidad perdido. ... 89
xii
Resumen.
El presente proyecto fue desarrollado en la empresa Stein Corp., cuya principal
actividad es la producción y comercialización de medicamentos para el uso humano.
El presente estudio tiene como objetivo mejorar la disponibilidad de los equipos de
producción para el área de empaque a través del diseño de un programa de
mantenimiento preventivo basado en la metodología RCM (Mantenimiento Centrado
en Confiabilidad) con el fin de reducir los tiempos de paro por mantenimiento
correctivo.
En el diagnóstico de la situación actual se logra determinar la sección
productiva que tiene asociada la mayor cantidad de horas no productivas, dando como
resultado el área de subdivisión y empaque con aproximadamente un 96% del tiempo
total. Después de obtener este dato se concentra en esta zona para determinar ahora
cuáles equipos están ocasionando estas horas de paro. Por medio del análisis de
Pareto se determina el 80% del tiempo perdido asociado a los activos que mayor
demanden tareas de mantenimiento. Conociendo los equipos por estudiar se realiza
un análisis para descubrir cuáles son los modos de falla más recurrentes en cada
activo seleccionado.
Conociendo la situación actual de los equipos seleccionados se plantea la
propuesta de solución, el diseño de un programa de mantenimiento preventivo basado
en RCM para el área de empaque. Las acciones proactivas de mantenimiento para
cada equipo fueron determinadas con la participación del personal de la empresa a
cargo de la operación y el mantenimiento de los equipos y esto dio origen al manual
de mantenimiento preventivo.
Se espera que con la información recolectada se logre implementar el
programa, además se le dé la importancia debida por los demás departamentos. Al
analizar los beneficios de esta propuesta se obtiene ganancias económicas, mejoras
en indicadores, en la vida útil del equipo y rendimiento del departamento.
Palabras claves: Mantenimiento Centrado en Confiabilidad, Disponibilidad, Programa
xiii
Abstract.
This project was develop in the enterprise Stein Corp, whose main activity is the
production and marketing of drugs for human use. The study has objective to improve
the availability of production equipment for the packing area through design of a
preventive maintenance program based on RCM methodology (Reliability Centered
Maintenance) with the final purpose to reduce downtime for corrective maintenance.
In the diagnosis of current situation is achieved determine the productive section
having associated the nonproductive hours, resulting the subdivision and packing area
with approximately 96% of the total time. After obtaining this information now is
concentrated in this area to determine which equipment are causing these downtime.
Through the Pareto analysis it determined of 80% of the lost time associated to the
assets more demand maintenance tasks. Knowing the equipment has to study it
perform an analysis to find which most recurrent failures modes in each assets
selected.
Knowing the current situation of the selected equipment the proposed solution
the design of a preventive maintenance program based on RCM for the packing area.
The proactive maintenance actions for each equipment were determined with the
participation of company personnel responsible for the operation and maintenance of
equipment and this give origin to preventive maintenance manual.
It is hoped with the information gathered is achieve to implement the program,
besides given due importance by the others departments. In analyzing the benefits of
this proposal is obtain economic gains, improvement of indicators, improvements in
equipment lifecycle and performance of department.
Key words: Reliability Centered Maintenance, Availability, Preventive Maintenance
1
2
A.
Identificación de la empresa.
1. Generalidades.
La empresa Stein Corp., es una compañía costarricense dedicada a la producción
y comercialización de medicamentos para uso humano. “Hemos evolucionado de una
empresa familiar a una corporación con presencia en Centroamérica, República
Dominicana y Ecuador.” (Laboratorios Stein, 2016)
Laboratorios Stein pasó de ser un laboratorio que atendía el mercado nacional y
evolucionó a una corporación que abarca distintos ámbitos del quehacer farmacéutico
a nivel regional. Desde la década de los noventa inició operaciones en toda el área
centroamericana, desde Guatemala hasta Panamá.
La casa matriz de la compañía se encuentra en Costa Rica. La planta y el
laboratorio principal se encuentran ubicada del cruce de Taras 600 metros al sur de la
intersección de Taras de Cartago, sobre la Carretera Interamericana, Cartago.
Mientras que personal, Business Development y BSU (Unidades de Venta) se
encuentra en San José, Escazú, Edificio Meridiano
“Somos una empresa con una visión global, en capacidad de generar nuevos
modelos de negocios que se traduce en la generación de alianzas estratégicas con
laboratorios de amplia trayectoria a nivel mundial. Esta visión nos hace contar con una
plataforma de negocios para dar respuesta a las distintas necesidades que nuestros socios comerciales requieren en una región tan diversa y compleja.” (Laboratorios
Stein, 2016)
En la figura I.1 se muestra la antigua fachada de la empresa, por motivos de
3
Figura I-1 Fachada de Laboratorios Stein.
Fuente: Sitio Web Laboratorios Stein.
2. Misión / Visión / Valores
Misión
Contribuir en forma sostenible con la salud y calidad de vida de las
personas, ofreciendo un amplio acceso a productos de clase mundial,
apegados a las mejores prácticas de la industria y con un servicio de
excelencia dentro de un marco ético y de respeto por el ambiente.
.
Visión
Ser una empresa farmacéutica líder en los mercados en que
operemos, innovadora, globalizada, con una oferta accesible de
productos de calidad y orientada a la salud integral de las personas
Valores
Aprendizaje
Compromiso
Respeto
4
Servicio
Valentía
Solidaridad
3. Antecedentes históricos.
“Nacimos a la industria farmacéutica costarricense en una de las décadas más
difíciles que recuerda la historia nacional. La crisis de los 80`s lejos de ser una amenaza la convertimos en una oportunidad” (Laboratorios Stein, 2016). El mercado
local requería un modelo de producción de alto volumen y a bajo costo. Durante la
primera década le garantizó al país por medio de la Caja Costarricense de Seguro
Social (CCSS), que la población tuviera acceso a medicamentos de calidad y a precios
bajos. De 1980 llegamos a 1992.
Los primeros 12 años de trabajo prepararon el capital suficiente para planificar los
siguientes 8 años. Inició el año 2000. De una visión local, empezamos a proyectarnos en el futuro con un enfoque regional. “La estrategia no fue crecer en producción, sino
en el desarrollo de marcas, mercado privado y la búsqueda de suplidores.
Laboratorios Stein empezó a exportar y el abastecimiento empezó a crecer hacia la región centroamericana empezando por Honduras.” (Laboratorios Stein, 2016)
Los siguientes 5 años nos llevaron al 2005. Nuestro primer cuarto de siglo, nos
colocó nuevamente en una situación de cambio en la dinámica del comercio
internacional. Los tratados de libre comercio, especialmente el CAFCA firmado con
Estados Unidos, nos empujaron hacia nuevas líneas de producción, al establecimiento
de alianzas estratégicas, a un incremento de las inversiones hacia el mercado privado,
las patentes y la búsqueda de socios comerciales.
Durante los últimos 7 años (2005-2012) llegó el momento de la profesionalización.
A la remodelación de la planta para convertirla en una unidad de producción,
agregamos una mayor inversión tecnológica y un mayor énfasis en el talento humano
como ingrediente esencial para alcanzar el éxito. Incorporamos los estudios de
bio-equivalencia con el Instituto Kymos de Barcelona y la Universidad de Costa Rica y a
5
apertura de nuevos mercados como Venezuela y Perú. Esta sinergia de acciones acumuladas en el tiempo que le dieron origen a la Corporación Stein “Stein Corp.”
Durante los próximos 8 años, cuando cumplamos 40 años en el 2020, la Junta
Directiva tiene claro el rumbo. La consolidación de Stein Corp., se traducirá en un
aumento de las exportaciones y la participación de los productos Stein en el mercado
privado, especialmente en la producción de medicamentos especializados para el
dolor, Unidad de Cuidados Intensivos (UCI), neurociencias y salud de la mujer. Los
cambios ya se empiezan a notar, como el traslado de las oficinas administrativas a
Santa Ana, la consolidación de la planta de Cartago como una unidad de producción
y nuestra voluntad de aumentar nuestra política de responsabilidad social empresarial,
forman parte de nuestra visión hacia el 2020, cuando alcancemos los 40 años.
4. Ubicación geográfica.
Actualmente la empresa se encuentra ubicada en Taras, en la provincia de
Cartago, específicamente 600m al Sur de la Intersección de Taras de Cartago, sobre
la Carretera Interamericana. Posición (B)
Figura I-2 Ubicación de Laboratorios Stein.
6
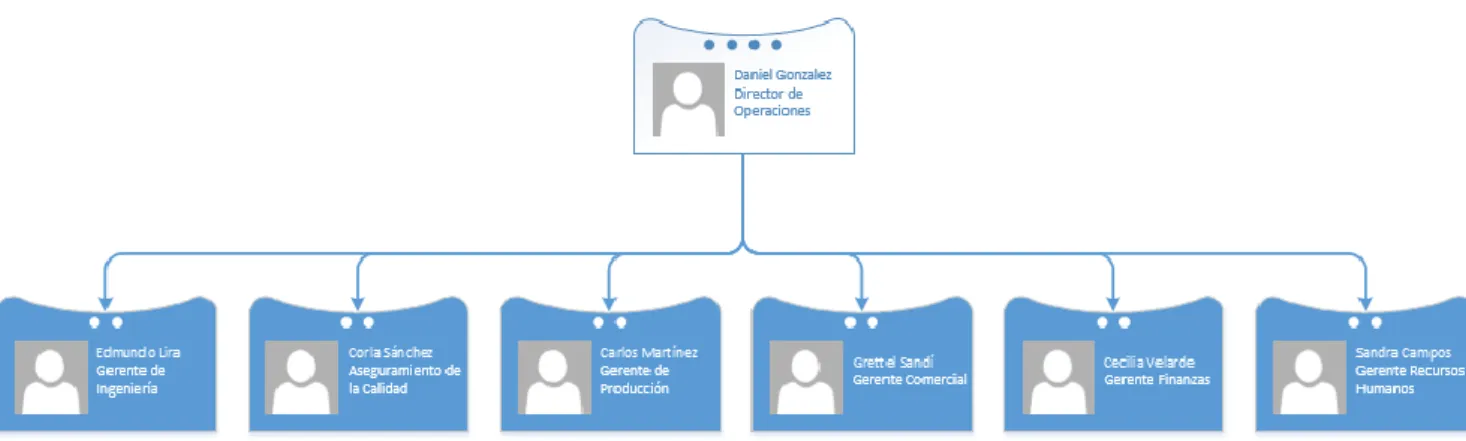
5. Organigrama general
En la figura I.3 se muestra el organigrama general de la compañía Stein Corp.
de la planta manufacturera de Cartago.
Figura I-3 Organigrama Stein Corp. Cartago.
Fuente: Stein Corp.
La organización está compuesta por un director de Operaciones que es la
cabeza de la compañía. El director tiene mayor rango que los Gerentes, actualmente
se cuenta con 6 gerentes (Ingeniería, Aseguramiento de la Calidad, Producción,
Comercial, Finanzas, Recursos Humanos.
A su vez los gerentes tienen a cargo su departamento, y son los responsables
de velar por el cumplimiento de sus tareas ya que semanalmente hay reuniones de
7
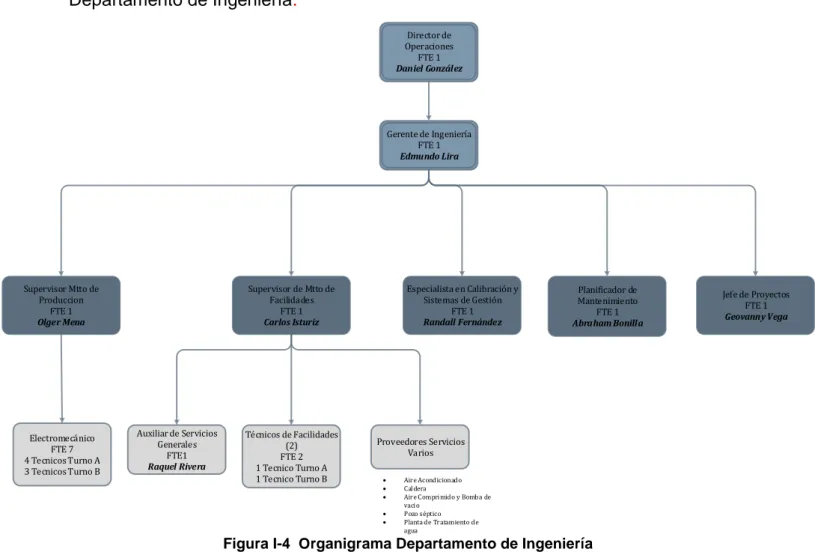
6. Organigrama del Departamento de Ingeniería.
A continuación en la figura I.4 se detalla la estructura organizacional del
Departamento de Ingeniería.
Figura I-4 Organigrama Departamento de Ingeniería
Fuente: Stein Corp.
El departamento de Ingeniería está encabezado por el Gerente de Ingeniería,
Don Edmundo Lira, él reporta sus tareas y proyectos a Don Daniel González, director
de operaciones, tiene a cargo a todos los gerentes de la planta de los distintos
departamentos como se muestra en la figura I.3. A su vez el gerente de Ingeniería
tiene a cargo otros departamentos como:
Gerente de Ingeniería
Supervisor de Mtto de Facilidades
FTE 1
Carlos Isturiz
Especialista en Calibración y Sistemas de Gestión
8
Mantenimiento de producción.
Facilidades.
Calibración de equipos.
Planificación de mantenimiento.
Proyectos.
La supervisión del mantenimiento de los equipos de producción cuenta con el
Ing. Olger Mena, el cual es el encargado de velar por los equipos de producción y que
estén en óptimas condiciones para su desempeño. Esta función la realiza en conjunto
con un grupo de 7 técnicos, algunos con conocimientos electromecánicos,
electrónicos y empíricos. Los técnicos trabajan por turnos, siendo el turno A, el que
tiene mayor cantidad de operarios en la producción, por esta razón se disponen de 3
técnicos, mientras que el turno B cuenta con 3 técnicos, ellos son los encargados de
realizar los trabajos mediante solicitudes de órdenes de trabajo.
Facilidades se encuentra a cargo del Ing. Carlos Isturiz, la mayoría de éstas se
encuentran con tercerización como es el aire acondicionado, aire comprimido, vapor,
bombas de vacío, planta tratamiento de aguas, etc. A su vez Don Carlos Isturiz tiene
a cargo a dos técnicos de facilidades encargados de la parte exterior del edificio y
servicios generales de las instalaciones de la planta. Cuenta con 1 técnico en cada
turno de trabajo, y también delega responsabilidades a la Srta. Raquel Rivera,
encargada de servicios generales. Ella se encarga de la distribución de los uniformes,
lockers de cada uno de los colaboradores, así como la coordinación con la empresa
que brinda los servicios de lavandería.
La coordinación del departamento de calibración de los equipos se encuentra
a cargo del Ing. Randall Fernández, el cual tiene la función de velar que los equipos
que se utilizan en distintas áreas de la planta se encuentren en condiciones óptimas
para su funcionamiento, entre los equipos que requieren de esta calibración son:
balanza digitales, balanza analítica, termómetro, manómetro, termo-higrómetro,
9
La planificación del mantenimiento está a cargo del Sr. Abraham Bonilla, dentro
de sus funciones se encuentra, el control de la bodega de repuestos, encargado de
proveeduría, etc.
El jefe de proyectos de la compañía se encuentra el Sr. Geovanny Vega, el cual
tiene mucho tiempo de laborar en la empresa y en sus inicios trabajó como supervisor
de mantenimiento de producción. Actualmente don Geovanny se traslada a la
coordinación de proyectos debido al crecimiento y construcción de la nueva planta de
producción de Stein Corp. Otra función del Sr. Geovanny es la búsqueda de máquinas
de producción nuevas o de segunda mano cuando ya un equipo de Stein cumplió el
ciclo de vida útil.
7. Jornada de trabajo y número de colaboradores.
La empresa tiene 2 sitios de operación. El primero y más importante se ubica
en Cartago donde está la planta de producción, y donde se encuentra la mayor
cantidad de departamentos como se muestra en la figura I3. El otro sitio de operación
se halla en Escazú, Edificio Meridiano, ahí se encuentra los departamentos de
Business Development y BSU (Unidades de Venta). En total contamos con más de
430 colaboradores.
En la planta de producción laboran aproximadamente 297 colaboradores, entre
operarios, técnicos y administrativos, los cuales tienen distintos horarios de trabajo.
En el caso de los operarios y técnicos trabajan por turnos de la siguiente
manera.
Turno A
Cantidad de técnicos: 3
Horario de trabajo: Lunes a Sábado 5:35 a.m. 1:15p.m.
Turno B
Cantidad de técnicos: 3
10
El horario de los administrativos es la jornada ordinaria de trabajo aquí se
contemplan los demás departamentos de Stein
Horario de trabajo: Lunes a Viernes 7:30 a.m., 5:00p.m.
8. Políticas de Calidad.
Laboratorios Stein es un laboratorio farmacéutico dedicado a la producción y
comercialización de medicamentos de uso humano, orientado a la salud integral de
nuestros clientes produciendo productos de calidad y con un servicio que garantiza
excelencia.
Nuestra meta es crecer con excelencia, aspirando a convertirnos en la principal
farmacéutica latinoamericana, innovadora y globalizada para lo cual trabajamos con
la convicción permanente de cumplir los requisitos normativos, legales y suscritos
aplicables, así mismo prevenir la contaminación derivada de sus procesos
gestionando nuestros aspectos ambientales significativos, mejorar continuamente la
eficacia del Sistema Integrado de Gestión (SIG), a través del establecimiento de
objetivos estratégicos, incluidos calidad y ambiente.
Actualmente la compañía cuenta con certificaciones internacionales y regionales
que permite la comercialización de productos farmacéuticos en los países de
Centroamérica, República Dominicana y Ecuador, como son:
Certificación ISO 9001-2010
RTCA de la OMS (Informe N°32 de la OMS, referente a especificaciones
11
9. Proceso Productivo.
Área de Materia Prima.
El proceso inicia en Bodega de Materia Prima donde se reciben las materias
primas (principios activo o excipientes) conforme un plan de abastecimiento, política
de inventarios y procedimiento de recepción establecido.
Las materias primas se estacionan en una zona de cuarentena, debidamente
identificados como tal, a espera de la inspección y análisis respectivos por parte de la
unidad de Control de Calidad.
Se inspeccionan al 100% todas las materias primas y materiales.
Una vez que la Unidad de Control de Calidad emite el certificado de
cumplimiento, el producto es identificado con su respectiva etiqueta de aprobación y
situado físicamente y en el sistema, la ubicación correspondiente a materias primas
aprobadas.
Mediante un registro de manufactura, previamente autorizado y controlado se
solicitan las materias primas que la bodega debe dispensar hacia el área de
dispensado de materias primas dentro de planta. Materia
Prima
1
2
Dispensado Granulado yMezcla
3
Encapsulado, Compresión,Recubrimiento
4
Subdivisóny empaque
5
6
BodegasFigura I-5. Descripción del proceso productivo Stein Corp.
12
Área de Dispensado.
En el área de Dispensado se pesan las materias primas, principios activos o
excipientes, según las fórmulas autorizadas, según el lote y la cantidad que se
requiere fabricar, detallado en cada Registro de Manufactura.
Después de dispensada la materia prima se distribuye a los centros de
operación bajo una previa revisión y comprobación realizada por los jefes de sección
para ser transformada según los procesos productivos:
Área de Mezclas y Granulados:
• Tamizado y Mezcla: En esta área se tamizan mecánicamente a través de
diferentes mallas y mezclan los principios activos y los excipientes que formarán un
medicamento.
• Granulación: En este proceso el producto es granulado con el fin de obtener
el tamaño de partícula adecuado para formar la tableta o cápsula.
• Secado: El área de secado es la que realiza la operación de secar la mezcla
granulada, hasta obtener un producto con humedad residual adecuada para el
encapsulado o compresión.
• Compactación: Es donde se pre-comprime el polvo para formar láminas o
tabletas, las cuales se tamizan nuevamente para obtener tamaños de partícula
adecuados para las operaciones siguientes en el proceso productivo, y para garantizar
la estabilidad y calidad del producto desde un punto de vista farmacéutico.
Área de Compresión.
En esta área se comprime el polvo proveniente de mezclas y granulados para
formar las tabletas.
Área de Recubrimiento: Algunas tabletas necesitan recubrirse por su
funcionalidad en el ser humano. Por ejemplo, en algunos casos se refiere solamente
a la colocación de una capa de recubrimiento a las tabletas, para darle una
13
bien para controlar la disolución de las mismas o bien para evitar irritación gástrica,
etc.
Líquidos y Semisólidos: en esta área se elaboran (soluciones, suspensiones,
emulsiones, cremas, ungüentos, geles, supositorios, óvulos). Este proceso trabaja
directamente con dispensado
Área de subdivisión y empaque.
Una vez finalizado el proceso de fabricación, el producto pasa al área de
Subdivisión y Empaque:
• Subdivisión: es aquí donde se subdivide el producto en los diferentes
empaques primarios dependiendo de la presentación que lleva el producto:
Blister, frascos, encelofanados, tubos, entre otros.
• Empaque: los productos son transportados del cubículo de subdivisión al área
de empaque por medio de una banda transportadora, para ser dispuestos en
su empaque secundario o caja impresa. Se cuenta con líneas de empacado
manual y semiautomática
Área de Bodega Cuarentena.
Una vez finalizado el proceso, se procesa la orden de producción dando
consumo a las cantidades usadas de los diversos materiales y generando la cantidad
de producto final requerido y rendimientos, de tal manera que el sistema permite
mantener el control de inventario, permite aprobar los productos para la venta, la
facturación de los productos a los clientes y la planificación de la reposición de los
materiales.
En este punto, los designados en la sección Aseguramiento de Calidad
verifican por su parte todos los documentos del historial del lote y proceden, con base
en los resultados de los análisis y la revisión de dichos documentos, a rechazar el
producto (en el sistema computarizado y físicamente el inspector coloca una etiqueta
14
10. Productos.
Laboratorios Stein es una empresa farmacéutica que produce y distribuye
medicamentos, con sede en Costa Rica con productos en toda Centroamérica,
República Dominicana y Ecuador
Stein Corp., abarca más de 400 productos en diferentes formas farmacéuticas
como son tabletas, cápsulas, líquidos, cremas, polvos, supositorios y óvulos,
fabricados bajo las normas de GMP (buenas prácticas de manufactura) y con un
sistema de control de calidad en línea.
Anteriormente se definieron los mercados, que se dividen en mercado institucional
y privado.
Mercado Privado
Se cuenta con una infraestructura para atender al mercado privado a través de
una cadena de valor a los distribuidores, médicos y farmacéuticos, para la cual
desarrolla las siguientes líneas de sub especialización:
Línea Ética: Atendemos a más de 8000 médicos, a quienes visitamos
mensualmente con productos bajo prescripción médica.
Línea OTX: Atendemos el ciclo de vida de nuestras marcas, que son
ampliamente reconocidas por el cuerpo médico y farmacéutico.
Línea OTC: Atendemos a nuestras farmacias y consumidores finales, poniendo
a su disposición medicamentos populares.
Línea PME: Atendemos la importancia de la accesibilidad, con una canasta
básica de productos genéricos, para atender a la población de bajos ingresos.
Novedades: Cada año Laboratorios Stein lanza al mercado al menos cinco
nuevas alternativas terapéuticas.
Mercado Institucional
El mercado institucional abarca más de 100 productos en diferentes
presentaciones, que son para destinos como la CCSS y el Seguro Social de Panamá.
De esta gran variedad de productos, Stein Corp. ha clasificado sus fármacos en 7
15
Tabla I-1. Tabla líneas de productos Stein Corp.
Línea de Producto. Cardiometabólicos.
Gastrointestinal.
Odontológica
Osteomuscular
Venta Libre
Genéricos
Respiratorio
Fuente: Elaboración propia Microsoft Excel 2013
Figura I-6 Algunos productos generales de Stein Corp.
16
A continuación se muestra una descripción de algunos productos que
comercializa la compañía de acuerdo a la línea de producto mostrada anteriormente.
10.1Productos cardiometabólicos.
Expansia: Su principal activo químico es Clopidogrel [bisulfato] 75 mg, “su
principal uso es Síndrome coronario agudo (SCA), pacientes con infarto al miocardio reciente o enfermedad arterial periférica.” (Labstein, 2016)
Figura I-7. Presentación de estuche Expansia
Fuente: LabStein.com
Acepress: Este fármaco su principal activo químico es Irbesartan, “está indicado
en el tratamiento de la hipertensión. Puede ser usado solo o en combinación con otros fármacos antihipertensivos.” (Labstein, 2016)
Figura I-8. Presentación estuche Acepress 300mg.
17
1.2 Productosgastrointestinales
Proton: Principal activo Omeprazol, “Su función es para combatir úlceras
gástricas, duodenal, esofagitis erosiva.” (Labstein, 2016) Su principal mercado es el
institucional.
Figura I-9 Presentación cápsulas de Proton 20mg.
Fuente: LabStein.com
Prokinetic: “Está indicado en la enfermedad por reflujo gastroesofágico con esofagitis, en la indigestión y en el síndrome de intestino irritable.” (Labstein, 2016)
Figura I-10 Presentación tabletas Prokinetic 25mg.
18
1.3 Productos odontológicos
En esta línea de producto, el Clorexil líquido es el líder de los productos
odontológicos. Es un enjuague bucal, que combate las bacterias de los dientes, encías
y boca. Existen otras presentaciones como Clorexil Gingival (Rosado) y el Clorexil
Desensibilizante (Azul) y en forma de gel.
Figura I-11 Presentaciones del Clorexil
Fuente: LabStein.com
10.4 Productos osteomuscular
Miracox: Su principal activo químico es dexketoprofeno, está indicado para el alivio del dolor de origen musculo-esquelético, ginecológico y odontológico.” (Labstein,
2016)
Figura I-12 Presentación estuche de Miracox 25mg.
19
10.5 Productos venta libre.
Pronol: Principal componente es el Naproxeno Sódico, farmacológicamente es
utilizado como Antiinflamatorio no esteroideo con propiedades analgésico,
antiinflamatorias.
Figura I-13 Presentación estuches Pronol 550mg.
Fuente: LabStein.com
Aminoax/Recuperex: Su principal activo es Aspartato de Arginina 500 mg/mL
Este fármaco es en forma de ampollas bebibles y colabora en la recuperación cuando
existe fatiga física y mental, es un energizante.
Figura I-14 Presentación de Aminoax 500 mg/ml
20
10.6 Productos genéricos
Acetaminofén: Su principal activo es el paracetamol. “El acetaminofén se
emplea en el alivio del dolor como el que se presenta durante la gripe, cefalea, dolor
dental, dolor de origen muscular, dolor menstrual y premenstrual. El acetaminofén reduce la fiebre temporalmente.” (Labstein, 2016)
Figura I-15. Presentación del estuche Acetaminofén 500mg.
Fuente: LabStein.com
Famotidina: Su principal activo es la famotidina, “está indicada para pacientes
con tratamientos a corto plazo de la úlcera duodenal activa, también como terapia de mantenimiento después de la curación de una úlcera activa duodenal.” (Labstein,
2016)
Figura I-16 Presentación estuche Famotidina 40mg.
21
10.7 Productos Respiratorios
Azitrobac: Su principal compuesto es la azitromicina [dihidrato] 500mg. Su uso
está destinado a Exacerbaciones bacterianas agudas de enfermedad pulmonar
obstructiva crónica (EPOC), Neumonía adquirida, etc.
Figura I-17 Presentación de estuche Azitrobac 500mg.
Fuente: LabStein.com
11. Mercado de Exportación.
Desde la década de los noventa Stein Corp. ha iniciado el mercado de
exportación en toda el área centroamericana, desde Guatemala hasta Panamá. En el
2004 iniciamos operaciones en Ecuador y en el 2008 en República Dominicana.
Nuestra visión es consolidar nuestra presencia en República Dominicana y
expandirnos a Perú y Venezuela, lo cual nos permitirá llevar más productos a la región
suramericana.
Actualmente Stein Corp. tiene dos mercados metas, uno es el Mercado
Institucional como es la CCSS (Caja Costarricense de Seguro Social) para Costa Rica
así como el Seguro Social de Panamá. Mientras el otro gran comprador es el mercado
privado como son distribuidores autorizados y un pequeño mercado como es el
institucional privado que son prácticamente hospitales privados y clínicas. En la
siguiente figura se muestra de forma gráfica el peso porcentual de participación de
22
Figura I-18. Gráfico de distribución de mercados de venta.
Fuente: Departamento de ventas Stein Corp.
Otro dato que se logra obtener del departamento de ventas de la empresa, es
las ventas por país, es decir, de los países a los que se exporta, ver cuál es el más
importante de acuerdo a su volumen de ventas; cómo se logra observar Costa Rica
es el país con mayor venta, una de las principales razones es porque se cuenta con
un cliente muy significativo en el mercado institucional. En la figura I 19 se muestra el
gráfico pastel de forma gráfica.
Figura I-19 Gráfico de distribución de ventas por país
Fuente: Departamento de ventas Stein Corp. 31,0%
0,3% 68,6%
Ventas por Mercado
Institucional Institucional Privado Privado
38%
11% 10%
11% 14%
7% 5%
4%
Ventas por País
23
Stein Corp. cuenta con un top 10 de productos más vendidos. La mayoría de
los productos son fabricados por Stein, mientras que productos como Cofal y Leche
Magnesia Phillips, son fabricados por medio de alianzas comerciales como Aspen
Pharma, mientras el 62% representa el resto de productos.
Figura I-20 Gráfico de distribución de ventas por producto
Fuente: Departamento de ventas Stein Corp.
B.
Justificación del Estudio.
Durante los próximos 4 años, cuando Stein Corp. cumpla 40 años en el 2020, la
Junta Directiva tiene claro el rumbo. La consolidación de Stein Corp. se traducirá en
un aumento de las exportaciones y de la participación de los productos Stein en el
mercado institucional y privado. Los cambios han empezado, como el traslado de las
oficinas administrativas a Santa Ana, la remodelación de la planta de Cartago como
una unidad de producción integral ha hecho de Stein Corp. una empresa renovada
pero con mayor cantidad de retos por asumir, porque al expandirse a otros mercados
suramericanos la empresa deberá contar con mayor cantidad de certificaciones de
Buenas prácticas de Manufactura (G.M.P), así como procedimientos y planes de
mantenimiento preventivo para sus equipos de producción con el fin que funcionen de
la manera más segura y rentable.
7%
4% 4%
4% 4% 3%
3% 3% 3%
2% 62%
Ventas por Producto (TOP 10)
NEXIUM PROTON EXPANSIA PRONOL COFAL ATACAND PHILLIPS
ACEPRESS IRBESARTAN MILENIUM
24
Si este proyecto no se ejecuta, la empresa no podrá optar por dichas certificaciones
y registros sanitarios que permita la comercialización hacia sus mercados meta
propuestos, además se podría realizar el retiro de las certificaciones ya obtenidas por
incumplimiento con las auditorías internas y externas por parte de los organismos
como la ISO e INTECO.
Un aspecto negativo que ha traído la remodelación de la planta nueva que se
encuentra en proceso, ha sido la movilización de algunos departamentos a lugares o
sitios provisionales, esto ha causado la pérdida de documentos, manuales de
fabricantes, informes, planos, información de la máquina, y en mantenimiento ha
sucedido esta situación, ya que por ejemplo, algunos manuales se encuentran en
diferentes zonas de producción lo que ha ocasionado que ningún técnico tenga la
noción de donde se encuentra dicho manual o inclusive se han ido perdiendo con el
paso de los años por descuidos, por falta de un lugar adecuado para su utilización.
Como falta de una cultura de mantenimiento preventivo y abonado a la pérdida de
información básica y necesaria como son los manuales del fabricante, ha generado
una desorganización de la labores de mantenimiento que realizan, ocasionando que
actualmente muchastareas de mantenimiento ejecutadas en la sección productiva de
la línea de empaque pertenezcan a intervenciones de mantenimiento correctivo.
Conversando con el gerente de Ingeniería en la sección de subdivisión y empaque
se tiene la mayor cantidad de paradas por ajustes propios de la máquina, en especial
la zona de las blisteras, pues son consideradas las máquinas más importantes dentro
de la sección de empaque, ya aproximadamente el 70% del producto que realiza Stein,
pasan por estas máquinas, por lo tanto son equipos que deben contar con planes de
mantenimiento preventivo para garantizar la disponibilidad durante su producción. Por
esta razón el desarrollo del proyecto se enfatizará en esta área de la compañía. A
continuación se muestra mediante un gráfico pastel la importancia de las blisteras en
el área de producción. Se toma como muestra un total de 29 productos de los cuales
se indica la máquina que lo realiza, donde se puede constatar porcentaje de
participación de los productos y la variedad que pasan por las blisteras ya que la
25
Tabla I-2 Muestra de productos y máquina que lo produce
Fuente: Elaboración propia Microsoft Excel 2013
Figura I-21. Gráfico distribución de productos y máquina que lo produce
Fuente: Elaboración propia Microsoft Excel 2013
72,41%; Blisteras 10,34%;
Líquidos 3,45%; Ampollas
10,34%;
Encelofando 3,45%; Cremas
MUESTRA DE PRODUCTOS Y MAQUINA QUE LO
26
Como parte de esta nueva mentalidad de cambio, el nuevo gerente de ingeniería
entendió la importancia que los equipos del área de empaque tengan un plan de
mantenimiento preventivo con el fin de reducir la cantidad de horas por mantenimiento
correctivo.
Por tales razones, se decide implementar un plan de Mantenimiento Basado en la
metodología RCM (Mantenimiento Centrado en Confiabilidad) como plan de acción
para el departamento de mantenimiento, y apoyándose con la experiencia y
conocimiento de los técnicos, logre como resultado la creación de un Manual de
Mantenimiento Preventivo, que contribuya a la reinstauración de las tareas de carácter
preventivo en la sección de empaque de la línea de producción, atendiéndose los
fallos graves de mantenimiento, calidad y seguridad a los que actualmente se
encuentran expuestas.
El objetivo fundamental es realizar el Plan de Mantenimiento Preventivo para los
equipos que se conservarán, para el futuro traslado hacia la nueva planta, ya que
algunas máquinas del área de producción no se tomarán en cuenta para su análisis,
ya que son máquinas que pronto serán remplazadas por su obsolescencia y no
27
C.
Objetivos del estudio.
1. Objetivo General.
Mejorar la disponibilidad de los equipos de la línea de empaque, mediante la
reducción de los tiempos de paro, a través del diseño de un programa de
mantenimiento preventivo basado en la metodología de mantenimiento centrado en
confiabilidad RCM.
2. Objetivos Específicos.
Vincular al personal técnico y de operación en el análisis de las fallas a través
de la conformación el grupo de trabajo del RCM.
Disminuir las fallas funcionales a través de acciones proactivas de
mantenimiento en los equipos que se encuentran en el área de empaque de la
empresa.
Identificar las necesidades mínimas de mantenimiento en el contexto
operacional de los equipos de producción a través de un plan de mantenimiento
28
D.
Alcances y limitaciones del estudio.
1. Alcances del proyecto.
Debido al crecimiento de la empresa Laboratorios Stein, se han dado una serie
de cambios con el objetivo de consolidarse de mejor manera en el mercado
centroamericano y expandirse hacia mercados de Suramérica, como Perú y
Venezuela, es por ello que la empresa está realizando una fuerte inversión en sus
instalaciones y equipos con el objetivo de ser una empresa más competitiva en el
mercado farmacéutico.
Con el objetivo de ser más competitivo, el Gerente de Ingeniería Edmundo Lira,
tiene una concepción clara de la importancia de tener los equipos de producción con
una alta disponibilidad, por lo tanto considera el plan de mantenimiento preventivo
como la base de la pirámide y donde actualmente la empresa carece de los mismos.
Por esta razón el entregable del proyecto será el diseño de los manuales de
mantenimiento preventivo, fichas técnicas, formularios, hojas de trabajo RCM y
cronograma de actividades para los equipos críticos en el área de empaque, de
acuerdo a la selección de equipos hecha en conjunto con el departamento de
ingeniería, para que el técnico tenga la información útil de cada equipo.
La implementación del plan de mantenimiento preventivo será una
recomendación por parte del estudiante, ya que el tiempo para su implementación
conlleva mayor lapso que el dispuesto para la práctica de graduación.
2. Limitaciones del proyecto.
Conversando con el Ingeniero Edmundo Lira, indica la antigüedad de los
equipos en el área de empaque, principalmente de las máquinas blisteras, hace que
el proceso de búsqueda de información de la misma no se encuentre tan fácilmente,
como catálogos del fabricante. Además este tipo de máquinas no cuentan con ningún
distribuidor a nivel nacional que representa la marca en el país, lo cual ha provocado
29
no trabaje con las condiciones adecuadas que debería, ya que se ha alterado alguna
pieza para su funcionamiento.
Otro tema importante mencionar es la formación de los técnicos mecánicos. En
total son 6 de los cuales únicamente 4 técnicos tienen conocimientos
electromecánicos, los otros son operarios que durante mucho tiempo estuvieron con
la máquina y ascendieron para el puesto de mecánicos.
Otro punto débil encontrado es el poco conocimiento en el área administrativa
del mantenimiento industrial, por parte de los técnicos, ya que pocos conocen la
importancia de la implementación de un programa de mantenimiento preventivo en los
equipos de planta, esto se demuestra ya que las mayorías de las reparaciones
30
E.
Metodología de trabajo.
A continuación se plantea una serie de actividades congruentes con cada uno de
los objetivos, para la realización del proyecto
Tabla I-3. Metodología a utilizar para elaboración del proyecto.
Establecer las acciones proactivas de mantenimiento que permita disminuir las fallas funcionales.
Reconocer la planta y familiarizarse con los equipos del área de
empaque.
Analizar el mantenimiento actual que se les brindan a los equipos
y conocer si cuentan con tareas preventivas para los mismos (no
cuenta). vinculación del personal técnico y de operación en el análisis de las fallas
Realizar un análisis de Pareto de los equipos para determinar a
los equipos claves dentro del área de empaque.
Se realizará un análisis RCM para cada uno de los equipos
seleccionados del área de empaque, a partir de los datos
analizados en órdenes de trabajo, iniciando por el más crítico.
Desarrollar un plan de mantenimiento preventivo a partir de la metodología mantenimiento centrado en confiabilidad que sirva como guía para el personal de mantenimiento y operación.
A partir de la metodología RCM, establecer tareas, proactivas para
cada equipo
Apoyándose de la información brindada en el RCM se elaborará
el plan de mantenimiento preventivo, formularios, etc.
Redactar el documento que indique la lista de tareas de
inspección, la frecuencia con la que se harán y los responsables
asignados.
Realizar la integración de los planes de mantenimiento con el plan
de producción para que se empiece a brindar tiempo para el
mantenimiento preventivo.
Capacitar a las personas que ejecutarán las tareas de
mantenimiento para que sepan interpretar el plan realizado.
31
32
A.
Mantenimiento Industrial.
En el presente capítulo se describen los conceptos teóricos y prácticos que
sustentan el desarrollo del estudio para el desarrollo del proyecto.
El mantenimiento es el trabajo emprendido para cuidar y restaurar todos y cada
uno de los medios de producción existente en una planta, formado por un conjunto de
actividades que deben realizarse a instalaciones y equipos, en condiciones seguras,
eficientes y económicas con el objetivo de corregir y prevenir fallas,
Sin embargo esta noción no se tenía clara inclusive hasta finales del siglo XVII, las
tareas de mantenimiento y preservación dadas a las máquinas que facilitaban la
prestación de un servicio o producto, no representaban mayor importancia por el débil
aporte de estas al proceso productivo, en contraposición a la mano de obra que se
empleaba. Abonado al poco porcentaje de participación de las máquinas la gran
cantidad de tareas de preservación y mantenimiento que se proporcionaba a los
recursos de la empresa eran del tipo correctivo ya que no se tenía noción del servicio
que esta suministraba.
En su libro “Mantenimiento Centrado en Confiabilidad”, John Moubray identifica
3 generaciones para describir la evolución del mantenimiento. La primera generación
abarca el período de la Primera Guerra Mundial y se extiende antes de la Segunda
Guerra Mundial, como características se tenían las máquinas trabajando a toda su
capacidad y sin interrupciones, esto significaba que la prevención de fallas de los
activos no era una prioridad primaria por parte de las empresas, sino por el contario utilizaron la filosofía “Reparar cuando se rompe,” así las tareas de mantenimiento no
iban más allá de una simple rutina de limpieza y servicio.
La segunda generación se desarrolla en la Segunda Guerra Mundial, todo
cambió drásticamente, ya que la industria evolucionó, se tornó más mecanizada ya
que las exigencias por partes de los países por la disponibilidad de artefactos bélicos
era cuestión de vida o muerte, por este motivo se dio mayor importancia al equipo y
al servicio que presta. Esto llevó a la idea que las fallas en los equipos podían ser
33
pensamiento de que las reparaciones que se le hacían al equipo eran con el criterio
que la máquina funcionaba bien, éste daría el servicio adecuado.Se cae en cuenta de
que una máquina en servicio, estaba asociada a dos factores: la máquina en sí y el
servicio que ésta proporciona. Por lo tanto las tareas que se deben realizar para el
cuidado de ambos son de dos tipos. A la máquina se realiza tareas de limpieza,
protección, revisión, es decir, preservar el activo para que dure la mayor cantidad de
tiempo en buenas condiciones, mientras que al servicio se debe enfocar si la máquina
está dentro de los parámetros de calidad deseados. Según el autor (Dounce Villanueva, 2000) define el siguiente principio “El servicio se mantiene y el recurso se preserva.”
En la tercera generación de la evolución del mantenimiento, se da en las
décadas de los 70´s, donde se empieza a notar otras variables en el funcionamiento
y el servicio que presta el activo, por ejemplo, el tiempo de parada de los equipos ya
no sólo afectaba la producción sino se ve de forma más integral donde se aumenta
los costos operativos y la afectación al cliente, esto propició al estudio sobre la
fiabilidad y mantenibilidad con el objetivo que los usuarios tuvieran menos problemas
en la preservación del activo y que las labores de mantenimiento se minimizaron. Esto
dio lugar al nacimiento de la automatización como herramienta para mejorar el
rendimiento, confiabilidad y disponibilidad de los activos llevando a las compañías implementar “programas justo a tiempo.” (JIT)
Otro gran aporte a esta generación ha sido el crecimiento explosivo de nuevos
conceptos y técnicas de mantenimiento, debido a nuevos pensamientos y auges de
las industrias aeronáuticas (RCM), automovilísticas (TPM), han creado nuevas
sistemas administrativos y de control del mantenimiento el cual hace hincapié en la
importancia que tiene involucrar al personal productivo y al de mantenimiento dando
un enfoque integral del mantenimiento y logrando que todo el personal se tenga
conciencia en que está contribuyendo a la preservación del activo y al servicio que
presta.
En la siguiente figura se muestra una línea de tiempo, donde se muestra cada
34
Figura II-1 Evolución del mantenimiento industrial
Fuente: Mantenimiento Centrado en Confiabilidad, John Moubray
Uno de los principales desafíos que enfrenta el personal de mantenimiento es
el constante avance tecnológico aumentando el nivel de complejidad de los equipos y
variedad de los mismos, provocando el aumento en el grado de habilidad y
preparación del recurso humano cuya responsabilidad es determinar cuáles técnicas
son las más adecuadas para cumplir con la misión y objetivos de la empresa con el
fin de provocar el menor impacto económico, productivo, humano, ambiental en la
intervención de una falla.
Así una definición integral de Mantenimiento Industrial, la redacta el Autor Alejandro Pistarelli, el cual puntualiza al Mantenimiento como: “Proceso que tiene
como misión lograr los niveles establecidos de disponibilidad para las funciones de la
instalación en su contexto operativo, valiéndose de talentos humanos, recursos,
activos, controles y mecanismos de gestión, y satisfaciendo los niveles de producción/
servicios comprometidos por la organización durante un determinado horizonte de
35
B.
Tipos de mantenimiento.
El mantenimiento se refiere a las tareas necesarias que se realiza a un activo físico
con el fin garantizar la existencia de su servicio con la calidad esperada. Para cumplir
con esta ideología existen estrategias y tipos de mantenimiento donde la finalidad de
todos los tipos es la misma, sólo que parten de perspectivas diferentes.
1. Mantenimiento correctivo.
Es el tipo de mantenimiento que busca corregir las fallas y sus consecuencias después de que estas ocurren. “Consiste en tomar medidas necesarias para
restablecer las funciones originales que se perdieron como consecuencia de un evento inesperado.” (Pistarelli, 2010, p. 59) La principal característica es la poca
planificación que se tiene para establecer un plan de acción, y por ende es el tipo de
mantenimiento con los costos más elevados, debido a ese carácter de urgencia. Debe
quedar claro que no siempre el mantenimiento correctivo es del todo malo, algunas
veces los costos de reparación son menores que los de prevenirlo.
Otro tipo de mantenimiento correctivo es el programable, se refiere actividades
que se planean con el objetivo de sustituir algún componente o elemento que no está
ocasionando pérdida total de la función del equipo, pero que tiene al activo
funcionando fuera de los parámetros óptimos deseados, produce un estado
insatisfactorio que propicia la intervención para su cambio.
2. Mantenimiento preventivo.
Es la actividad fundamental de mantenimiento que se realiza con la finalidad de
mantener los equipos en sus condiciones de diseño sin que se deterioren. Es un tipo
de mantenimiento periódico y programado, que busca detectar problemas en los
equipos que pueden ocasionar una falla. La base del mantenimiento preventivo son
las inspecciones cíclicas que se realiza en intervalos de tiempo definidos y sin importar
el estado del activo se realiza la tarea asignada.
3. Mantenimiento predictivo.
Es un tipo de mantenimiento basado en condición, se basa en la medición
36
prematuros de fallo antes de que se dé la pérdida del servicio de la máquina. A partir
de este análisis da pie a la planificación de cualquier clase de mantenimiento
preventivo
El mantenimiento predictivo muy especializado y requiere personal altamente
capacitado y equipos de alto costo. La mayoría de estas inspecciones no son del tipo
destructivo para la máquina y se pueden(o se deben), en algunos casos, realizar con
la máquina en operación. Se recomienda principalmente aplicar a equipos nuevos.
Las técnicas de mantenimiento predictivo más comunes son:
Análisis de vibraciones.
Termografía infrarroja
Análisis de aceite
Ultrasonido
4. Mantenimiento extraordinario.
Son trabajos esporádicos, que por su importancia es necesario separarlos de
las actividades rutinarias del departamento de mantenimiento; pero que sí le
corresponden. Como característica requiere una gran planificación de recursos y
presupuesto, a veces requiere reforzar el personal o contratar de manera temporal
personal externo para realización del mantenimiento.
Como ejemplo se tiene:
Montajes o traslado de máquinas o nuevas líneas.
Modificaciones en la planta.
Reparaciones mayores
5. Mantenimiento autónomo.
Es tipo de mantenimiento es parte de una nueva ideología del mantenimiento
que se denomina TPM (Mantenimiento Productivo Total) que orienta la gestión de
todos los sistemas productivos hacia la eficacia y productividad. Como característica
primordial es el involucramiento del personal operativo a tareas básicas de